配合公差表
孔轴配合公差表
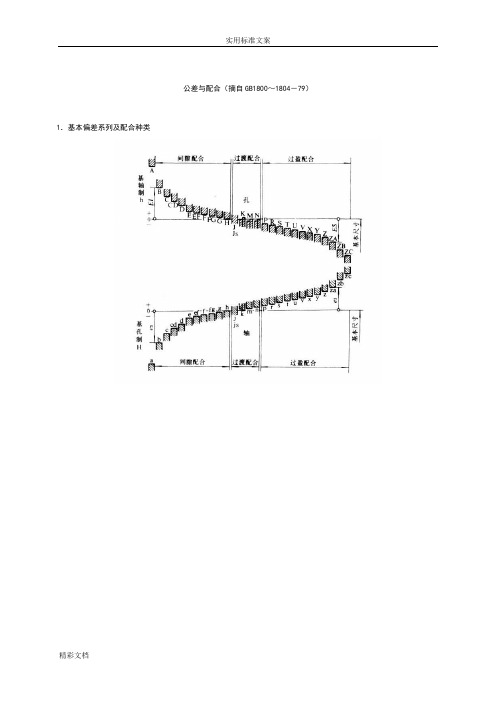
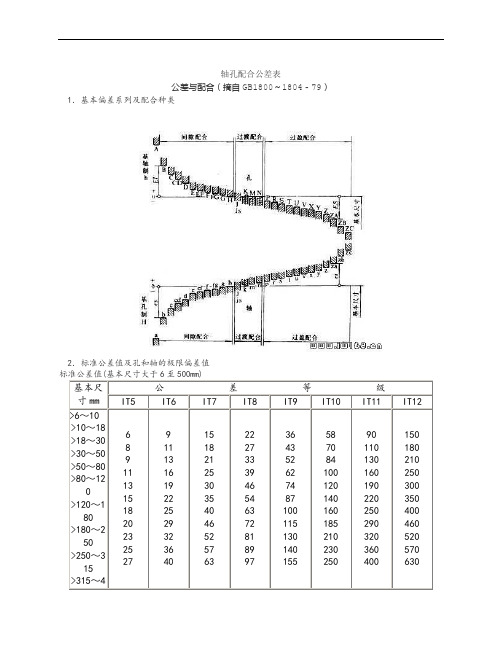
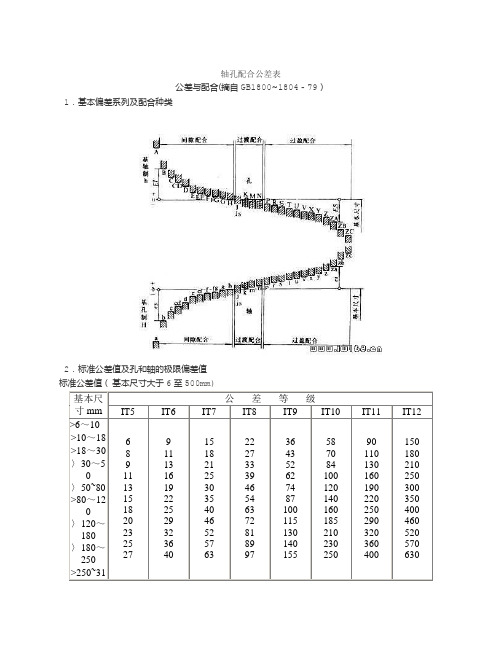
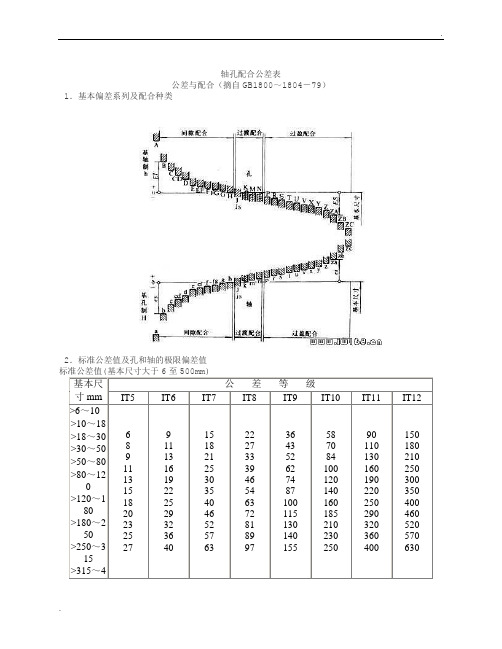
公差与配合(摘自GB1800~1804-79)
1.基本偏差系列及配合种类
.2.标准公差值及孔和轴的极限偏差值
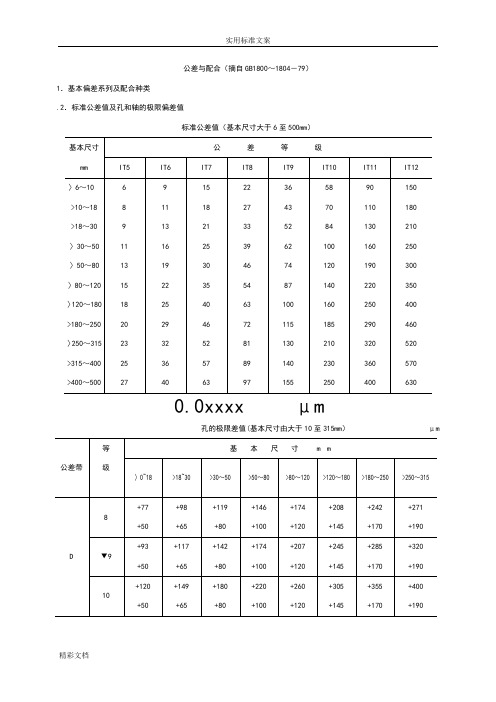
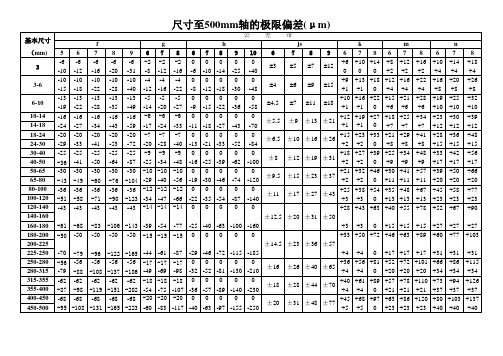
标准公差值(基本尺寸大于6至500mm)
0.0xxxx μm
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
注:标注▼者为优先公差等级,应优先选用.
形状和位置公差(摘自GB1182~1184-80)
形位公差符号
主参数d(D)图例
直线度和平面度公差μm 主参数L图例
平行度、垂直度和倾斜度公差μm
主参数L、d (D)图例
同轴度、对称度、圆跳动和全跳动公差确良μm 主参数d(D)、B、L图例
表面粗糙度
表面粗糙度R a值的应用范围
注:1。
粗糙度代号I为第一种过渡方式。
它是取新国标中相应最靠近的下一档的第1系列值,如原光洁度(旧国标)为▽5,R a的最大允许值取6.3.因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,R a
的最大允许值取3。
2。
因此,取该值提高了原表面粗糙度的要求和加工的成本。
间隙配合公差表

间隙配合公差表1. 引言在机械设计中,配合是指将两个或多个零件组合在一起,使其在一定条件下实现相对运动或固定的一种装配方式。
配合的紧度是通过公差来控制的。
而间隙配合是一种允许存在一定间隙的配合方式,通常用于需要允许一定程度松动的部件连接。
本文将介绍间隙配合公差表的相关知识。
2. 间隙配合的定义间隙配合是指在两个零件相互装配时,其中一个零件的尺寸制造公差较大,以便为另一个零件提供一定的间隙,使其可以相对运动或进行拆卸与装配操作。
通常使用字母大写T来表示间隙配合。
3. 间隙配合公差的分类间隙配合公差可以分为以下几种类型:3.1. 游隙配合公差游隙配合公差是指在两个配合零件相互装配时,两个零件的最小间隙均由较大尺寸的零件的公差决定,较小尺寸的零件只能以游动的方式进入较大尺寸零件的间隙中。
游隙配合公差常用于需要具备自由运动或更高灵活性的部件。
游隙配合公差的常见符号:H7/h63.2. 过盈配合公差过盈配合公差是指在两个配合零件相互装配时,较小尺寸的零件因公差制造较大,以便与较大尺寸的零件形成紧密的配合。
过盈配合公差能够实现更高的精度要求和较大的阻力,通常用于需要提高零件刚性或传递力矩的部件。
过盈配合公差的常见符号:H7/h63.3. 差动配合公差差动配合公差是指在两个配合零件相互装配时,较小尺寸的零件制造公差较小,以便通过调整较大尺寸的零件的位置,实现所需的间隙或间距。
差动配合公差常用于需要实现特定运动要求或调整零件位置的部件。
差动配合公差的常见符号:H7/f74. 间隙配合公差表间隙配合公差通常使用公差代号来表示。
以下是一种常见的间隙配合公差表:公差代号游隙配合过盈配合差动配合P1 M1 N1 Q1P2 M2 N2 Q2P3 M3 N3 Q3在公差代号中,P代表游隙配合,M代表过盈配合,N代表差动配合,数字1、2、3表示不同的公差等级,而Q代表游隙配合下的最小间隙量。
5. 使用间隙配合公差表的步骤使用间隙配合公差表的主要步骤如下:1.确定配合零件的类型及要求,包括零件的功能、材质、尺寸等。
公差配合表

附表:2
基本尺寸
mm
≤3 >3~6 >6~10 >10~14 >14~18 >18~24 >24~30 >30~40 >40~50 >50~65 >65~80 >80~100 >100~120 >120~140 >140~160 >160~180 >180~200 >200~225 >225~250 >250~280 >280~315 >315~355 >355~400 >400~450 >450~500
格兰达技术(深圳) 有限公司
公差配合表
版本号 C 修订号:
共 1页
第1页
附表:3
基本尺寸 mm
过渡配合
k5
m5
es ei es ei
n5 es ei
过盈配合 p5
es ei
r5 es ei
≤3
+4 0 +6 +2 +8 +4 +10 +6 +14 10
>3~6 +6 +1 +9 +4 +13 +8 +17 +12 +20 +15
0 -25 +12.5 -12.5 +28 +3 +40 +15 +52 +27
0 -29 +14.5 -14.5 +33 +4 +46 +17 +60 +31
0 -32 +16 -16 +36 +4 +52 +20 +66 +34 0 -36 +18 -18 +40 +4 +57 +21 +73 +37 0 -40 +20 -20 +45 +5 +63 +23 +80 +40
+88
+56
+126 +130
+94 +98
+190 +158 +250 +218 +347 +315 +202 +170 +272 +240 +382 +350
孔轴配合公差表
公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类.2.标准公差值及孔和轴的极限偏差值标准公差值(基本尺寸大于6至500mm)0.0xxxx μm孔的极限差值(基本尺寸由大于10至315mm)μm轴的极限偏差(基本尺寸由于大于10至315mm)公差带级>10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~3157+25+7 +29+8+34+9+41+11+48+13+55+15+63+17+72+20N5+20+12 +24+15+28+17+33+22+38+23+45+27+51+31+57+34▼6+23+12 +28+15+33+17+39+20+45+23+52+27+60+31+66+347+30+12 +36+15+42+17+50+20+58+23+67+27+77+31+86+34p5+26+18 +31+22+37+26+45+32+52+37+61+43+70+50+79+56▼6+29+18 +35+22+42+26+51+32+59+37+68+43+79+50+88+567+36+18 +43+22+51+26+62+32+72+37+83+43+96+50+108+56注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)形位公差符号分类形状公差位置公差项目直线度平面度圆度圆柱度平行度垂直度倾斜度同轴度对称度位置度圆跳动全跳动符号圆度和圆柱度公差μm 主参数d(D)图例公差等级主参数d(D) mm应用举例>6~10>10~18>18~30>30~50>50~80>80~120>120~180>180~250>250~315>315~400>400~5005 1.5 2 2.5 2.5 3 4 5 7 8 9 10安装E、C级滚动轴承的配合面,通用减速器的轴颈,一般机床的主轴。
间隙配合公差表

间隙配合公差表引言在机械工程中,间隙配合是指两个或多个机械零件之间的间隙,它决定了零件的相互配合形式和相对位置关系。
为了确保零件装配后的互换性和可靠性,间隙配合的选取至关重要。
公差则是对零件尺寸和形状的限制,用于控制零件的加工精度和装配性能。
本文将介绍间隙配合公差表的使用方法和相关知识点。
间隙配合公差表的结构与格式间隙配合公差表的结构间隙配合公差表一般由两部分组成:间隙名称和间隙数值。
其中,间隙名称用于描述配合的形式,例如“H11”代表轴加大配合,而“P11”代表孔加大配合。
间隙数值则表示实际的配合间隙大小,通过数值的正负来区分配合的加减隙。
间隙配合公差表的格式间隙配合公差表的格式通常为表格形式,每一行代表一个配合,每一列分别表示间隙名称和间隙数值。
以下为一个简单的间隙配合公差表示例:配合名称间隙数值H7 0.0H8 +0.016H9 +0.040H10 +0.100H11 +0.250如何使用间隙配合公差表步骤一:确定设计要求在使用间隙配合公差表之前,首先需要明确设计要求,包括配合的类型、工作环境和装配要求等。
步骤二:选择合适的间隙配合表根据设计要求,选择适合的间隙配合表。
不同的工程和行业可能使用不同的配合表,例如ISO制定了一套全球通用的标准配合表,而国内标准也有相应的配合表供选择。
步骤三:确定配合间隙根据所选配合表,查找相应的间隙名称和间隙数值。
对于轴加大配合和孔加大配合,在数值前面加上正号,表示轴或孔的尺寸大于基准尺寸;对于轴缩小配合和孔缩小配合,在数值前面加上负号,表示轴或孔的尺寸小于基准尺寸。
步骤四:应用到设计和加工中根据确定的间隙和配合要求,进行相应的零件设计和加工。
在零件的设计和加工过程中,需要根据公差要求进行适当的调整,以确保所选配合在装配过程中能够满足要求。
注意事项在使用间隙配合公差表时,需要注意以下几点:1.选择合适的配合表,确保其与设计要求相匹配。
2.结合实际情况和工作环境,确定合适的配合间隙。
轴孔配合公差表
轴孔配合公差表公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类2.标准公差值及孔和轴的极限偏差值基本尺寸mm公差等级IT5IT6IT7IT8IT9IT10IT11IT12>6~10>10~18 >18~30 >30~50 >50~80 >80~12>120~180>180~250>250~315>315~468911131518202325279111316192225293236401518212530354046525763222733394654637281899736435262748710011513014015558708410012014016018521023025090110130160190220250290320360400150180210250300350400460520570630形状和位置公差(摘自GB1182~1184-80)形位公差符号分类形状公差位置公差项目直线度平面度圆度圆柱度平行度垂直度倾斜度同轴度对称度位置度圆跳动全跳动符号圆度和圆柱度公差μm主参数d(D)图例公差等级主参数d(D) mm应用举例>6~1>10~18>18~3>30~50>50~8>80~120>120~180>180~250>250~315>315~400>400~5005234578910安装E、C级滚动轴承的配合面,通用减速器的轴颈,一般机床的主轴。
634456********* 745678101214161820千斤顶或压力油缸的活塞,水泵及减速器的轴颈,液压传动系统的分配机构86891113151820232527 9911131619222529323640起重机、卷扬机用滑动轴承等101518212530354046525763主参数L图例公差等级主参数L、d(D) mm应用举例≤10>10~16>16~25>25~4>40~63>63~100>100~160>160~250>250~400>400~630556810121520253040垂直度用于发动机的轴和离合器的凸缘,装D、E级轴承和装C、D级轴承之箱体的凸肩68101215202530405060平行度用于中等精度钻模的工作面,7~10级精度齿轮传动壳体孔的中心线7121520253040506080100垂直度用于装F、G级轴承之壳体孔的轴线,按h6与g6连接的锥形轴减速机的机体孔中心线820253040506080100120150平行度用于重型机械轴承盖的端面、手动传动装置中的传动轴主参数d(D)、B、L图例公差等级主参数d(D)、B、Lmm应用举例>3~6>6~10>10~18>18~30>30~50>50~12>120~250>250~5005345681012156和7级精度齿轮轴的配合面,较高精度的快速轴,较高精度机床的轴套6568101215202578101215202530408和9级精度齿轮轴的配合面,普通精度高速轴(100r/min以下),长度在1m以下的主传动轴,起重运输机的鼓轮配合孔和导轮的滚动面M1215202530405060表面粗糙度粗糙度代号光洁度代号表面形状、特征加工方法应用范围ⅠⅡ除净毛刺铸、锻、冲压、热轧、冷轧用于保持原供应状况的表面微见刀痕粗车,刨,立铣,平铣,钻毛坯粗加工后的表面可见加工痕迹车,镗,刨,钻,平铣,立铣,锉,粗铰,磨,铣齿比较精确的粗加工表面,如车端面、倒角微见加工痕迹车,镗,刨,铣,刮1~2点/cm2,拉,磨,锉滚压,铣齿不重要零件的非结合面,如轴、盖的端面,倒角,齿轮及皮带轮的侧面、平键及键槽的上下面,轴或孔的退刀槽看不见加工痕迹车,镗,刨,铣,铰,拉,磨,滚压,铣齿,刮1~2点/cm2IT12级公差的零件的结合面,如盖板、套筒等与其它零件联接但不形成配合的表面,齿轮的非工作面,键与键槽的工作面,轴与毡圈的摩擦面可辨加工痕迹的方向车,镗,拉,磨,立铣,铰,滚压,刮3~10点/cm2IT8~IT12级公差的零件的结合面,如皮带轮的工作面,普通精度齿轮的齿面,与低精度滚动轴承相配合的箱体孔微辨加工痕迹的方向铰,磨,镗,拉,滚压,刮3~10点/cm2IT6~IT8厅级公差的零件的结合面;与齿轮、蜗轮、套筒等的配合面;与高精度滚动轴承相配合的轴颈;7级精度大小齿轮的工作面;滑动轴承轴瓦的工作面;7~8 级精度蜗杆的齿面不可辨加工痕迹的方向布轮磨,磨,研磨,超级加工IT5、IT6级公差的零件的结合面,与C级精度滚动轴承配合的轴颈;3、4、5级精度齿轮的工作面暗光泽面超级加工仪器导轨表面;要求密封的液压传动的工作面;塞的外表面;活汽缸的内表面洁度(旧国标)为▽5,R a的最大允许值取。
过渡配合公差表
过渡配合公差表一、什么是过渡配合公差表过渡配合公差表是用于工程设计和制造的一种标准,用于规定零件之间的配合关系和公差范围。
通过在设计和制造过程中使用过渡配合公差表,可以确保零件之间的装配性能和功能要求的满足。
二、过渡配合公差表的作用过渡配合公差表具有以下几个作用:2.1 确定配合类型过渡配合公差表可以根据设计要求,确定零件之间的配合类型,如过盈配合、间隙配合、过渡配合等。
不同的配合类型对零件的装配性能有不同的要求,通过过渡配合公差表的指导,可以选择合适的配合类型,确保装配的准确性和可靠性。
2.2 确定公差范围过渡配合公差表可以规定零件之间的公差范围,即允许的尺寸偏差。
在制造过程中,零件的尺寸会出现一定的误差,通过过渡配合公差表规定的公差范围,可以控制尺寸偏差在可接受的范围内,确保零件之间的配合性能。
2.3 确定装配顺序过渡配合公差表还可以确定零件的装配顺序。
在设计和制造过程中,一般会有多个零件需要装配在一起,通过过渡配合公差表规定的装配顺序,可以确保装配的正确性和稳定性。
2.4 提高工程效率过渡配合公差表规定了一系列标准化的配合关系和公差范围,可以减少设计和制造过程中的试验和调整次数,从而节省时间和成本,提高工程效率。
三、过渡配合公差表的内容过渡配合公差表包括以下几个方面的内容:3.1 尺寸界定过渡配合公差表规定了零件的尺寸界定,包括最小尺寸、最大尺寸和基准尺寸等。
基准尺寸是指零件的理论尺寸,通过基准尺寸和公差范围的组合,可以确定零件的实际尺寸。
3.2 公差分配过渡配合公差表中还规定了零件之间的公差分配,即对每个零件所要求的公差进行分配。
公差分配可以根据零件的功能要求和装配要求进行合理的分配,确保装配件的功能和性能要求的满足。
3.3 配合类型过渡配合公差表中还规定了不同的配合类型,如过盈配合、间隙配合、过渡配合等。
不同的配合类型对零件的装配性能和精度要求不同,通过过渡配合公差表的指导,可以选择合适的配合类型。
轴孔配合公差表
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
轴孔配合公差表
轴孔配合公差表公差与配合(摘自GB1800~1804-79) 1.基本偏差系列及配合种类2.标准公差值及孔和轴的极限偏差值基本尺寸mm公差等级IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12>6~10>10~18 >18~30 〉30~5〉50~80 >80~12〉120~180 〉180~250 >250~3168911131518202325279111316192225293236401518212530354046525763222733394654637281899736435262748710011513014015558708410012014016018521023025090110130160190220250290320360400150180210250300350400460520570630孔的极限差值(基本尺寸由大于10至315mm)μm注:标注▼者为优先公差等级,应优先选用.形状和位置公差(摘自GB1182~1184-80)形位公差符号分类形状公差位置公差项目直线度平面度圆度圆柱度平行度垂直度倾斜度同轴度对称度位置度圆跳动全跳动符号圆度和圆柱度公差μm主参数d(D)图例公差等级主参数d(D) mm应用举例〉6~10>10~18>18~30>30~50〉50~80>80~120〉120~18〉180~25〉250~315〉315~40〉400~505 1.5 2 2.5 2。
5 3 4 5 7 8 9 10 安装E、C级滚动轴承的配合面,通用减速器的轴颈,一般机床的主轴。
6 2.5 3 4 4 5 6 8 10 12 13 157 4 5 6 7 8 10 12 14 16 18 20 千斤顶或压力油缸的活塞,水泵及减速器的轴颈,液压传动系统的分配机构8 6 8 9 11 13 15 18 20 23 25 279 9 11 13 16 19 22 25 29 32 36 40 起重机、卷扬机用滑动轴承等10 15 18 21 25 30 35 40 46 52 57 63直线度和平面度公差μm主参数L图例公差等级主要参数L mm应用举例≤10>10~16〉16~25〉25~40>40~63>63~100>100~160>160~250>250~400〉400~6305 2 2。
公差与配合标准表

公差与配合(摘自GB1800~1804-79)
1.基本偏差系列及配合种类
.2.标准公差值及孔和轴的极限偏差值
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)
形位公差符号
圆度和圆柱度公差μm
主参数d(D)图例
直线度和平面度公差μm 主参数L图例
平行度、垂直度和倾斜度公差μm
主参数L、d (D)图例
同轴度、对称度、圆跳动和全跳动公差确良 μm
主参数d(D)、B 、L 图例
表面粗糙度
表面粗糙度R a 值的应用范围
注:1. 粗糙度代号I为第一种过渡方式。
它是取新国标中相应最靠近的下一档的第1系列值,如原光洁度(旧国标)为▽5,R a的最大允许值取6.3。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,R a
的最大允许值取3.2。
因此,取该值提高了原表面粗糙度的要求和加工的成本。
轴孔配合公差表
轴孔配合公差表公差与配合(摘自GB1800~1804-79) 1.基本偏差系列及配合种类2.标准公差值及孔和轴的极限偏差值基本尺寸mm公差等级IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12>6~10 >10~18>18~30 >30~50 >50~80 >80~12>120~180>180~250>250~315>315~468911131518202325279111316192225293236401518212530354046525763222733394654637281899736435262748710011513014015558708410012014016018521023025090110130160190220250290320360400150180210250300350400460520570630公差带级>10~18 >18~3>30~5>50~8>80~120>120~180>180~250>250~315+77 +25+7+29+8+34+9+41+11+48+13+55+15+63+17+72+20N5 +2+12+24+15+28+17+33+22+38+23+45+27+51+31+57+34▼6+23+12+28+15+33+17+39+20+45+23+52+27+60+31+66+347 +3+12+36+15+42+17+50+20+58+23+67+27+77+31+86+34p5 +26+18+31+22+37+26+45+32+52+37+61+43+70+50+79+56▼6+29+18+35+22+42+26+51+32+59+37+68+43+79+50+88+567 +36+18+43+22+51+26+62+32+72+37+83+43+96+50+108+56注:标注▼者为优先公差等级,应优先选用。
孔轴配合公差表

.2.标准公差值及孔和轴的极限偏差值
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)
主参数d(D)图例主参数L图例
主参数L、d (D)图例
主参数d(D)、B、L图例
表面粗糙度
ⅠⅡ
可见加工痕迹
微见加工痕迹
看不见加工痕
迹
微辨加工痕迹
的方向
不可辨加工痕
迹的方向
暗光泽面
注:1. 粗糙度代号I为第一种过渡方式。
它是取新国标中相应最靠近的下一档的第1系列值,如原光洁度(旧国标)为▽5,R a的最大允许值取6.3。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,R a的最大允许值取
3.2。
因此,取该值提高了原表面粗糙度的要求和加工的成本。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
配合公差表
基孔制
基轴制
特性及说明
H11/a11
A11/h11
间隙非常大,液体摩擦情况差,产生紊流现象。
用于精度极低粗糙机械转动很松的配合,高温工作的转动轴以及轴向自由移动的齿轮和离合器等,在一般机械中很少采用
H11/b11
B11/h11
间隙非常大,液体摩擦情况较差,且有紊流。
用于高温工作和粗糙的机械传动轴,其配合间隙非常大,且间隙有很大的变动范围
H12/b12
B12/h12
间隙非常大,有紊流现象,液体摩擦很差的粗糙配合,其配合间隙很大的变动。
如扳手孔与座等的配合
H9/c9
间隙很大,液体摩擦尚好。
有于高温工作,高速转动造成配合间隙减小,大公差、大间隙要求的外露组件的配合,在一般机械中很少采用
H10/c10
间隙很大,液体摩擦尚好。
用于结合件材料线膨胀系数显著不同处。
如光学测长仪与光学零件的配合
H11/c11
C11/h11
配合间隙非常大,液体摩擦较差,易产生紊流的配合。
用于转速很低,配合很松的配合。
常用于大间隙、大公差的外露组件及装配很松之处
H8/d8
D8/h8
间隙比较大,液体摩擦良好,带层流。
用于精度不高、高速及载荷不高的配合,高温条件下的转动配合以及由于装配精度不高而引起偏斜的连接
H9/d9
D9/h9
间隙很大的灵活转动配合,液体摩擦情况尚好,用于精度非主要要求时,或有大的温度变动,高速或大的轴颈压力等情况的转动配合,如一般通用机械中的平键连接,滑动轴承及较松的皮带轮等的配合。
H10/d10
D10/h10
间隙很大的松动配合,液体摩擦情况尚好。
如一般比较松的皮带轮及滑动轴承等的配合
H11/d11
D11/h11
液体摩擦稍差:适用于间隙变动较大的工作条件及不重要的传动配合,亦用于不重要的固定配合和滑动配合,如减速器壳孔和法兰盘,以及螺栓连接等的配合
H8/e7
E8/h7
液体摩擦良好,较松的转动配合,如风扇电机中的配合,以及气轮发电机、大电动机的高速轴承的配合
H8/e8
E8/h8
H8/e8配合性质与H8/e7相同,但其间隙变动范围更大一些,适用于高转速,载荷不大,方向不变的轴与轴承的配合,或者属于中等转速,但轴比较长的情况,以及有三个以上支承的情况。
如外圆磨床的主轴等配合
H9/e9
E9h9
精度不高且有防松间隙,液体摩擦较好的转动配合。
如粗糙机构中衬套与轴承圈的配合
H6/f5
F6/h5
具有中等间隙,属于带层流、液体摩擦良好的转动配合,广泛适用于普通机械中转速不大,普通润滑脂或润滑油润滑的轴承,以及要求在轴上自由转动回轴向滑动的配合。
如精密机床中变速箱、进给箱的旋
转件的配合,或其他重要的滑动轴承,高精度齿轮轴套与轴承衬套等的配合
H6/g5
G6/h5
具有很小的间隙,制造成本较高,用于自由移动,但不要求自由转动,行程不太大,要求保持很小的配合间隙,且要求精确定位的配合。
如光学分度头主轴与轴承,刨床滑块与滑槽,蜗轮减速箱孔与轴承衬套等的配合
H7/g6
G7/h6
具有很小的间隙,适用于有一定的相对运动,不要求自由转动,并且精确定位的配合。
亦适用于转动精度高,但转速不高,以及转动时有冲击,但要求一定的同轴度或紧密性的配合。
如机床的主轴与轴承,机床的传动齿轮与轴,中等精度分度头主轴与轴套,矩形花键的定心直径,可换钻套与钻模的配合。