常用公差配合表
常用尺寸公差与配合表

常用尺寸公差与配合表以下是常用的尺寸公差与配合表:1. H 系列公差与配合表:- H6:工件公差为±0.009mm,配合公差为0~0.025mm。
- H7:工件公差为±0.018mm,配合公差为0~0.050mm。
- H8:工件公差为±0.030mm,配合公差为0~0.080mm。
- H9:工件公差为±0.050mm,配合公差为0~0.120mm。
- H10:工件公差为±0.080mm,配合公差为0~0.180mm。
2. JS 系列公差与配合表:- JS6:工件公差为±0.012mm,配合公差为-0.006mm~0.020mm。
- JS7:工件公差为±0.020mm,配合公差为-0.009mm~0.030mm。
- JS8:工件公差为±0.028mm,配合公差为-0.012mm~0.040mm。
- JS9:工件公差为±0.040mm,配合公差为-0.016mm~0.050mm。
- JS10:工件公差为±0.060mm,配合公差为-0.022mm~0.070mm。
3. P 系列公差与配合表:- P6:工件公差为±0.005mm,配合公差为-0.006mm~0mm。
- P7:工件公差为±0.010mm,配合公差为-0.010mm~0mm。
- P8:工件公差为±0.018mm,配合公差为-0.012mm~0mm。
- P9:工件公差为±0.030mm,配合公差为-0.015mm~0mm。
- P10:工件公差为±0.048mm,配合公差为-0.018mm~0mm。
这些只是一些常见的尺寸公差与配合表,实际应用中可能会根据具体情况选择其他标准或特殊公差。
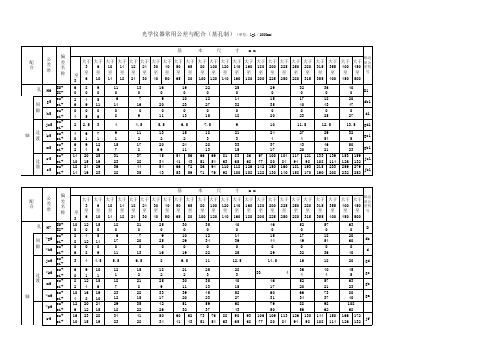
公差配合表

附表:2
基本尺寸
mm
≤3 >3~6 >6~10 >10~14 >14~18 >18~24 >24~30 >30~40 >40~50 >50~65 >65~80 >80~100 >100~120 >120~140 >140~160 >160~180 >180~200 >200~225 >225~250 >250~280 >280~315 >315~355 >355~400 >400~450 >450~500
格兰达技术(深圳) 有限公司
公差配合表
版本号 C 修订号:
共 1页
第1页
附表:3
基本尺寸 mm
过渡配合
k5
m5
es ei es ei
n5 es ei
过盈配合 p5
es ei
r5 es ei
≤3
+4 0 +6 +2 +8 +4 +10 +6 +14 10
>3~6 +6 +1 +9 +4 +13 +8 +17 +12 +20 +15
0 -25 +12.5 -12.5 +28 +3 +40 +15 +52 +27
0 -29 +14.5 -14.5 +33 +4 +46 +17 +60 +31
0 -32 +16 -16 +36 +4 +52 +20 +66 +34 0 -36 +18 -18 +40 +4 +57 +21 +73 +37 0 -40 +20 -20 +45 +5 +63 +23 +80 +40
+88
+56
+126 +130
+94 +98
+190 +158 +250 +218 +347 +315 +202 +170 +272 +240 +382 +350
公差配合表
过 渡
*k6 m6 *n6 *p6 r6
轴
93 68
106 77
113 84
45 gc 5 63 gb 23 80 ga 40 108 68 166 172 jf 126 132
过 盈
*s6 t6
es+ ei+
20 14 _ 24 18
27 19 _ 31 23
32 23 _ 37 28 _
39 28 _ 44 33 _ 54 41
本
尺
寸
m m
相近
大于 大于 大于 50 65 80 至 至 至 65 80 100 46 0
大于 大于 大于 大于 大于 大于 大于 大于 大于 大于 大于 大于 大于 旧公 100 120 140 160 180 200 225 250 280 315 355 400 450 差代 至 至 至 至 至 至 至 至 至 至 至 至 至 号 120 140 160 180 200 225 250 280 315 355 400 450 500 63 0 140 100 253 190 72 0 176 130 330 258 81 0 186 140 356 284 210 158 396 315 222 170 431 350 247 190 479 390 89 0 265 208 524 435 295 232 587 490 97 0 D3 315 jc3 252 637 jb3 540
39 0 25 50 9 34 0 80 119 50 89 25 64 0 39 12 27 2 34 42 17 9 25
54 0 36 71 12 47 0 35 120 174 72 126 36 90 0 54 17
常用和优先的公差与配合
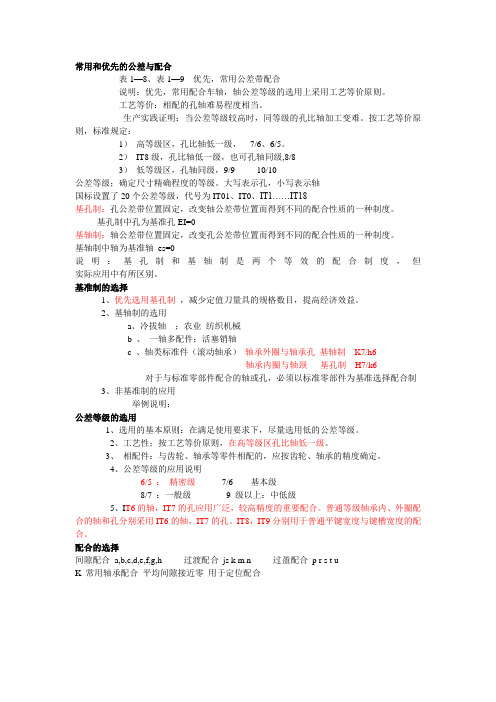
常用和优先的公差与配合表1—8、表1—9 优先,常用公差带配合说明:优先,常用配合车轴,轴公差等级的选用上采用工艺等价原则。
工艺等价:相配的孔轴难易程度相当。
生产实践证明:当公差等级较高时,同等级的孔比轴加工变难。
按工艺等价原则,标准规定:1)高等级区,孔比轴低一级,7/6、6/5。
2)IT8级,孔比轴低一级,也可孔轴同级,8/83)低等级区,孔轴同级,9/9 10/10公差等级;确定尺寸精确程度的等级。
大写表示孔,小写表示轴国标设置了20个公差等级,代号为IT01、IT0、IT1……IT18基孔制:孔公差带位置固定,改变轴公差带位置而得到不同的配合性质的一种制度。
基孔制中孔为基准孔EI=0基轴制:轴公差带位置固定,改变孔公差带位置而得到不同的配合性质的一种制度。
基轴制中轴为基准轴es=0说明:基孔制和基轴制是两个等效的配合制度,但实际应用中有所区别。
基准制的选择1、优先选用基孔制,减少定值刀量具的规格数目,提高经济效益。
2、基轴制的选用a、冷拔轴;农业纺织机械b 、一轴多配件;活塞销轴c 、轴类标准件(滚动轴承)轴承外圈与轴承孔基轴制K7/h6轴承内圈与轴颈基孔制H7/k6对于与标准零部件配合的轴或孔,必须以标准零部件为基准选择配合制3、非基准制的应用举例说明:公差等级的选用1、选用的基本原则:在满足使用要求下,尽量选用低的公差等级。
2、工艺性;按工艺等价原则,在高等级区孔比轴低一级。
3、相配件:与齿轮、轴承等零件相配的,应按齿轮、轴承的精度确定。
4、公差等级的应用说明6/5 :精密级7/6 基本级8/7 :一般级9 级以上:中低级5、I T6的轴,IT7的孔应用广泛,较高精度的重要配合。
普通等级轴承内、外圈配合的轴和孔分别采用IT6的轴,IT7的孔。
IT8,IT9分别用于普通平键宽度与键槽宽度的配合。
配合的选择间隙配合a,b,c,d,e,f,g,h 过渡配合js k m n 过盈配合p r s t uK 常用轴承配合平均间隙接近零用于定位配合。
最新公差与配合标准表
▼8 +43 +16 9 +59 +16 6 +11 0 H ▼7 +18 0 ▼8 +27 0 ▼9 +43 0 10 +70
0 ▼11 +110 0 +2 6 - 9 +6 K ▼7 - 12 +8 8 - 19 -9 6 - 20 -5 N ▼7 - 23 -3 8 - 30 15 6 - -26 P 11 ▼7 - -29
0 —23 0 —32 0 —52 0 —81 0 —130 +27 +4 +36 +4 +56 +4 +43
▼6
▼7
8
▼9
K
5 ▼6 7
M
5
+7 6 7 N 5 ▼6 7 p 5 ▼6 7 +18 +7 +25 +7 +20 +12 +23 +12 +30 +12 +26 +18 +29 +18 +36 +18
12
15
20
6
8
10
12
15
20
25
30
7
12
15
20
25
0 +220 0 +4 -18 +10 -25 +16 -38 -16 -38 -10 -45 -4 -58 -30 -52 -24 -59
0 +250 0 +4 -21 +12 -28 +20 -43 -20 -45 -12 -52 -4 -67 -36 -61 -28 -68
常用公差表

常用公差表2.垂直度公差矩形、圆形凹模板的直角面,凸、凹模(或凸凹模)固定板安装孔的轴线与其基准面,模板上模柄(压入式模柄)安装孔的轴线与其基准面,一般均应有垂直度要求,可按下表的垂直度公差选取。
而上、下模板的导柱、导套安装孔的轴线与其基准面的垂直度公差,应按如下规定:安装滑动式导柱、导套时取为0.01:100;安装滚动式导柱、导套时取为0.005:100。
注:1.基本尺寸是指被测零件的短边长度。
2.垂直度公差是指以长边为基准,短边对长边垂直度的最大允许值。
3.圆跳动公差各种模柄的圆跳动公差可按下表选取。
与模板固定的导套圆柱面的径向圆跳动公差,可根据模具精度要求选取4级或5级,在冷冲模国家标准中,其圆跳动公差值已直接标注在导套零件图上。
基本尺寸>18~30>30~50>50~120>120~250公差等级8公差值0.0250.0300.0400.0504.同轴度公差阶梯式的圆截面凸模、凹模、凸凹模的工作直径与安装直径(采用过渡配合压入固定板内),阶梯式导柱的工作直径与安装(采用过盈配合压入模板内),均应有同轴度要求,其同轴度公差可按下表选取。
注:基本尺寸是指被测零件的直径。
5.圆柱度公差导柱与导套配合的圆柱面,其圆柱度公差一般可按6级精度选取。
在冷冲模国家标准中,其圆柱度公差值已直接标注在导柱、导套零件图上。
三、模具零件的表面粗糙度要求模具零件表面质量的高低用表面粗糙度衡量,通常以R a(µm)表示。
R a数值愈小,表示其表面质量愈高。
模具零件的工作性能如耐磨性、抗蚀性及强度等,在很大程度上受其表面质量的影响。
模具零件的表面质量越高,其寿命也越长。
但从另一方面看,对模具零件表面质量要求过高,则增加了模具制造成本。
因此,应合理选用模具零件的表面粗糙度。
模具零件常用的表面粗糙度要求列于下表,可供模具设计时参考。
使用范围粗糙度数值(μm)GB1031-83(新标准)抛光的转动体表面0.1,0.2抛光的成形面及平面0.2,0.41.压弯、拉深、成形的凸模和凹模工作表面0.4,0.82.圆柱表面和平面的刃口3.滑动和精确导向的表面1.成形的凸模和凹模刃口;凸模凹模镶块的结合面0.8,1.62.过盈配合和过渡配合的表面——用于热处理零件3.支承定位和紧固表面——用于热处理零件4.磨加工的基准面;要求准确的工艺基准表面1.6,3.21.内孔表面——在非热处理零件上配合用2.模座平面1.不磨加工的支承、定位和紧固表面——用于非热处理的零件2.模座平面3.2,6.3不与冲压制件及模具零件接触的表面 6.3,12.5 粗糙的不重要表面 12.5,25不需机械加工的表面模具零件的公差配合、形位公差及表面粗糙度要求设计模具时,应根据模具零件的功能和固定方式及配合要求的不同,合理选用其公差配合、形位公差及表面粗糙度。
公差配合表

公差配合表基孔制基轴制特性及说明H11/a11A11/h11间隙非常大,液体摩擦情况差,产生紊流现象。
用于精度极低粗糙机械转动很松的配合,高温工作的转动轴以及轴向自由移动的齿轮和离合器等,在一般机械中很少采用H11/b11B11/h11间隙非常大,液体摩擦情况较差,且有紊流。
用于高温工作和粗糙的机械传动轴,其配合间隙非常大,且间隙有很大的变动范围H12/b12 B12/h12间隙非常大,有紊流现象,液体摩擦很差的粗糙配合,其配合间隙很大的变动。
如扳手孔与座等的配合H9/c9间隙很大,液体摩擦尚好。
有于高温工作,高速转动造成配合间隙减小,大公差、大间隙要求的外露组件的配合,在一般机械中很少采用H10/c10间隙很大,液体摩擦尚好。
用于结合件材料线膨胀系数显著不同处。
如光学测长仪与光学零件的配合H11/c11 C11/h11配合间隙非常大,液体摩擦较差,易产生紊流的配合。
用于转速很低,配合很松的配合。
常用于大间隙、大公差的外露组件及装配很松之处H8/d8 D8/h8 间隙比较大,液体摩擦良好,带层流。
用于精度不高、高速及载荷不高的配合,高温条件下的转动配合以及由于装配精度不高而引起偏斜的连接H9/d9间隙很大的灵活转动配合,液体摩擦情况尚好,用于精度非主要要求时,或有大的温度变动,高速或大的轴颈压力等情况的转动配合,如一般通用机械中的平键连接,滑动轴承及较松的皮带轮等的配合H10/d10 D10/h10 间隙很大的松动配合,液体摩擦情况尚好。
如一般比较松的皮带轮及滑动轴承等的配合H11/d11 D11/h11液体摩擦稍差:适用于间隙变动较大的工作条件及不重要的传动配合,亦用于不重要的固定配合和滑动配合,如减速器壳孔和法兰盘,以及螺栓连接等的配合H8/e7 E8/h7 液体摩擦良好,较松的转动配合,如风扇电机中的配合,以及气轮发电机、大电动机的高速轴承的配合H8/e8配合性质与H8/e7相同,但其间隙变动范围更大一些,适用于高转速,载荷不大,方向不变的轴与轴承的配合,或者属于中等转速,但轴比较长的情况,以及有三个以上支承的情况。
(完整word版)公差与配合表
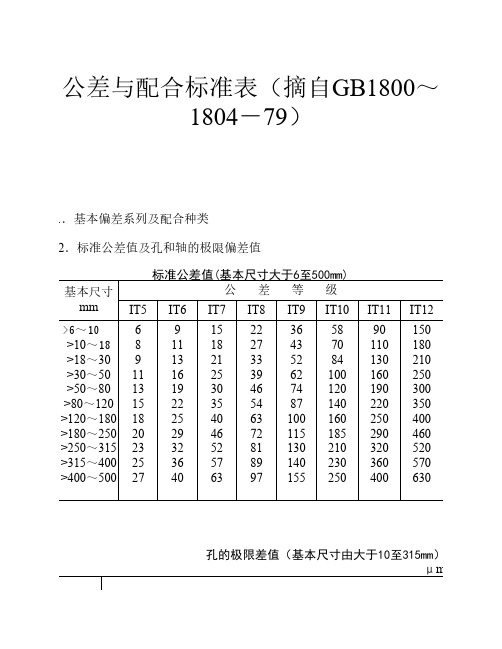
公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类
.2.标准公差值及孔和轴的极限偏差值
标准公差值(基本尺寸大于6至500mm)
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)
形位公差符号
圆度和圆柱度公差 μm
主参数d (D)图例
直线度和平面度公差 μm
主参数L 图例
平行度、垂直度和倾斜度公差 μm 主参数L 、d (D)图例
同轴度、对称度、圆跳动和全跳动公差确良 μm
主参数d(D)、B 、L 图例
表面粗糙度
表面粗糙度R a值的应用范围
注:1. 粗糙度代号I为第一种过渡方式。
它是取新国标中相应最靠近的下一档的第1系列值,如原光洁度(旧国标)为▽5,R a的最大允许值取6.3。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,
R a的最大允许值取3.2。
因此,取该值提高了原表面粗糙度的要求和加工的成本。
公差与配合标准表

公差与配合标准表公差是工程术语,主要指的是在制造工艺程序中,设备制造出的产品有一定的尺寸允差,该尺寸允差在出厂产品中是允许范围。
配合标准可以分为直接配合与间接配合,主要用于生产过程中零件的加工过程中没有直接拧紧的装配部位,以及具有强度的零件的接触面的加工工艺设计中。
一、公差:1、定义:公差是根据工艺程序,设计出来的允许尺寸范围,使出厂产品的尺寸有一定的变动范围。
2、类型:公差可以分为圆度公差、位置公差、直线度公差、型面公差、形位公差等,可以根据不同零件、装配结构选择合理的公差,使零件正确地装上。
3、配合:公差之间的配合可以分为直接配合与间接配合,配合关系在把有公差的零部件装配在一起时就可以看出,间接配合的产品要求更高。
二、配合标准:1、直接配合:指在固定或拧紧时,比较准确的接触两个部件,相对运动范围变化得比较大。
2、间接配合:指在装配时,不拧紧结构,而是接触面连接,相对运动范围变化较小,精度明显高得多。
3、常用配合标准:(1)法兰配合:常见的是平行键配合,分为四段、六段、八段等,以及渐开索伙计火花塞等。
(2)垫圈配合:指对较轻的零件,拧紧时就具有固定的作用,以便可靠的将两个零件固定在一起。
(3)衬套式滑动配合:常用于铸件、制品或金属材料外壳的配合,具有长行程及高精度的优点。
三、应用:1、公差与配合标准可以用于检测零件的尺寸偏差及型面形状,可以按照规定的公差和配合标准加工各个零部件,以确保零部件的运动关系。
2、此外,公差与配合标准还可以用于制造具有强度的零件,通过相关标准加工加以限制,能够保证零件的精度和运动范围,避免出现安全的因素。
3、公差与配合标准还可以用于设计复杂的结构,例如汽车、航空发动机等机械结构,需要满足精密度要求,以及避免机构之间的冲突,这就要求合理利用公差与配合标准,以保证产品的质量和可靠性。