电弧炉电极自动控制系统的实现
电极调节器控制系统在150吨电弧炉中的应用
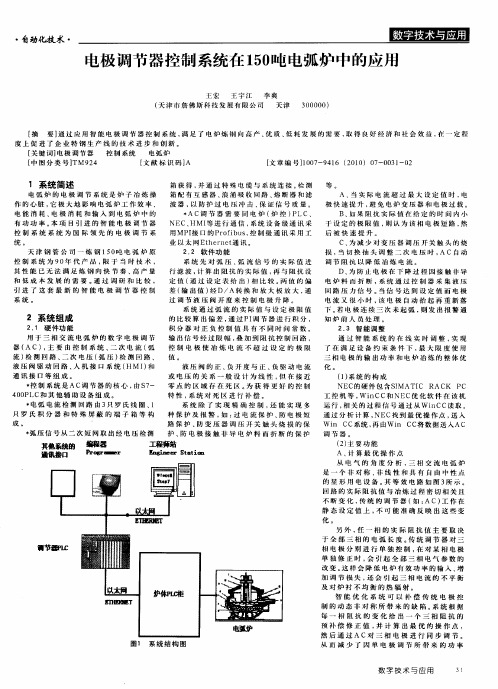
1 系统简述
电 弧 炉 的 电极 调 节 系 统 是 炉 子 冶 炼 操 作 的 心脏 , 极 大 地 影 响 电 弧 炉 工 作 效 率 、 它
箱 获 得 , 通 过 特 殊 电 缆 与 系 统 连 接 。 测 并 检 箱 配 有 互 感 器 、 涌 吸 收 回 路 、 断 器 和 滤 浪 熔 波 器 , 防护 过 电 压 冲 击 、 证 信 号 质 量 。 以 保 A C调 节 器 需 要 同 电 炉 ( 控 ) 炉 PLC、 NEC、 HM I 进 行 通 信 , 统 设 备 级 通 讯 采 等 系 用 M PI 口 的 P o i u , 制 级 通 讯 采 用 工 接 r fb s 控 业 以 太 网 E he n t 讯 。 t re通
回 路 压 力 信 号 。当 信 号 达 到 设 定 值 而 电 极 电 流 又 很 小 时 , 电 极 自 动 抬 起 再 重 新 落 该 下 。 电 极 连 续 三 次 未 起 弧 , 发 出 报 警 通 若 则 知炉前人员处理 。 2 3 智 能 调 整 .
2 系统 组成
2. 硬 件 功 能 1 用 于 三 相 交 流 电 弧 炉 的 数 字 电 极 调 节 器( AC ) 主 要 由 控 制 系 统 、 次 电 流 ( , 二 弧 流 ) 测 回 路 、 次 电压 ( 压 ) 测 回 路 、 检 二 弧 检 液 压 阀 驱 动 回 路 、 机 接 口 系 统 ( M I 和 人 H )
浅析电弧炉电极调节器原理
浅析电弧炉电极调节器原理
电弧炉电极调节器是电弧炉中一种基本的电控设备,用于调节电极在炉内的位置和长度,以达到控制电弧的目的,保证炉温和冶炼质量的稳定性。
电弧炉电极调节器主要由电极位置传感器、控制芯片、功率放大器等组成,其工作原理为:当炉内电弧处于不稳定状态或电极与熔池距离超过规定范围时,电极位置传感器感知到位置信号,并传回控制芯片,控制芯片经过处理后将控制信号发送给功率放大器,驱动电极上下运动,从而控制电弧的稳定和炉温的稳定。
电极位置传感器主要采用接触式传感器和非接触式传感器两种,接触式传感器主要是通过接触头来检测电极位置,并将位置信号转化为电信号输出;非接触式传感器主要是通过感应电磁场或激光测距进行电极位置的检测,具有无接触、高精度、高灵敏度等优点。
控制芯片主要是将从传感器获取的位置信号进行处理,以得出控制电极运动的信号,并将信号发送给功率放大器。
控制芯片要求具有高精度、高速度和良好的稳定性,可选用单片机、FPGA、DSP等芯片作为控制芯片,以实现高效的信号处理。
功率放大器主要是将控制信号进行放大,并驱动电极上下运动。
功率放大器要求具有快速响应、高稳定性和良好的功率输出特性,可选用功率晶体管、IGBT等器件实现。
综上所述,电弧炉电极调节器作为电弧炉的重要组成部分,能够实现电极位置的精准调节和电弧的稳定控制,对提高炉温和冶炼质量具有重要意义。
在实际应用中,还需要根据不同的电弧炉类型、规格和工艺特点进行合理的选型和配置,以保证其正常工作和稳定可靠。
浅析电弧炉电极调节器原理
浅析电弧炉电极调节器原理【摘要】电弧炉电极调节器是电弧炉中的重要组件,其作用是控制电极的位置和电流,以确保电弧炉的稳定运行。
其原理是通过控制电极与炉内材料之间的距离和电流大小,从而控制熔炼过程中的温度和化学反应。
电极调节器一般由电机、传动装置、控制系统等部件组成,可以实现自动或手动控制。
在工业生产中,电极调节器广泛应用于钢铁、有色金属、冶炼等行业,为生产过程提供了便利。
其优点包括操作简便、调节灵活、能耗低等特点。
通过对电弧炉电极调节器的分析和研究,可以更好地了解其工作原理和应用场景,为提高生产效率和质量提供参考。
【关键词】电弧炉、电极调节器、原理、作用、结构、应用、优点、引言、结论1. 引言1.1 引言电弧炉电极调节器是电弧炉中重要的控制设备之一,它可以实现电弧炉电极的精确调节和控制,进而确保电弧炉的稳定运行和生产效率。
在电弧炉中,电极调节器的作用至关重要,它能够实现电极的快速升降和精确位置调节,以适应炉内的能量需求和物料加工过程。
电极调节器还可以通过监测电极电流和电压等参数,实现对电弧炉的智能控制和优化。
在本文中,我们将对电弧炉电极调节器的作用、原理、结构、应用和优点进行深入分析和探讨。
通过对其功能和性能的全面了解,可以更好地理解和应用电弧炉中的电极调节器,进而提高电弧炉的生产效率和产品质量。
通过本文的学习,希望能够为相关专业人士和电弧炉生产企业提供有益的参考和指导,促进电弧炉技术的进步和发展。
2. 正文2.1 电极调节器的作用电极调节器是电弧炉中的重要部件,其作用主要是用来控制电极的位置和距离,从而保持电弧的稳定性和炉内温度的均匀性。
通过调节电极的位置,可以有效地控制电弧的长度和弧电流的大小,从而达到精确控制熔炼过程的目的。
在电弧炉的工作过程中,电极调节器能够实时监测电弧的光谱特性和电弧长度等参数,通过反馈控制系统来自动调整电极的位置,以保持电弧的稳定和炉温的均匀。
在炼钢或炼铁过程中,电极调节器的作用尤为重要,它不仅可以提高电弧炉的熔炼效率,还可以减少能量消耗和操作成本。
电弧炉电极升降机构介绍

电弧炉电极升降机构介绍电弧炉电极升降机构一般由电动机、减速机、传动轴等组成。
电动机作为动力源,驱动减速机和传动轴运动,从而实现电极的升降运动。
减速机通过减速作用,将电动机的高速旋转转化为低速的升降运动,提供稳定的动力输出。
传动轴将减速机传递的动力传到电极上,实现电极的升降运动。
电弧炉电极升降机构的运动控制一般通过电控系统实现。
电控系统可以根据工艺要求,对电极的升降速度、升降距离等参数进行精确调节。
通常采用变频调速技术,可以实现电极的连续和平稳升降运动,以及快速调节和停止操作。
同时,电控系统还可以监测电极升降机构的工作状态,例如电极位置、电机负载、电气保护等,确保设备的安全可靠运行。
首先,要考虑电极的升降速度和精度。
电极的升降速度要根据生产工艺的要求进行调节,同时要保证电极的升降过程平稳,避免产生震动和冲击。
精度方面,电极的升降位置要能够精确控制,以满足不同工艺要求。
其次,要考虑电极的承载能力。
电极升降机构需要能够承载电极的重量以及操作时可能带来的冲击力。
因此,设计时要选择合适的材料和结构,以确保电极升降机构的稳定和安全性。
此外,还要考虑电极的升降高度。
根据炉内材料装卸和电极调节的需要,要选择适当的升降高度。
同时,还要考虑电极升降机构在不同高度下的稳定性和操作性,确保设备在各种工况下都能正常运行。
最后,要考虑电极升降机构的维护和保养。
电极升降机构在使用过程中需要进行定期的保养和检修,以确保设备的正常运行。
同时,要注意机构的密封性和防尘性,防止灰尘和湿气等外界因素对机构的影响。
总之,电弧炉电极升降机构是电弧炉重要的辅助设备,它能够实现电极的升降运动,方便炉内材料的装卸和调整电极高度。
电弧炉电极升降机构的设计要考虑升降速度和精度、承载能力、升降高度以及维护和保养等方面,以确保设备的安全可靠运行。
BP网络规则PID在电弧炉电极调节系统中的实现
文章编号:16732095X (2010)022*******BP 网络规则P ID 在电弧炉电极调节系统中的实现黄 亮,赵 辉(天津理工大学自动化学院,天津300384)摘 要:针对电弧炉电极调节系统,建立其数学模型.分析了电弧炉电极调节系统的非线性.在此基础上,针对控制对象的复杂性,将应用最广泛的P I D 控制器与具有自学习功能的神经网络相结合,提出了基于BP 神经网络规则的P I D 控制算法.B P 神经网络规则的P I D 控制算法改善了传统神经网络学习时间长、收敛速度慢的弱点,解决了传统的P I D 控制未知复杂系统的不足,M atlab6.5软件仿真结果表明,采用B P 神经网络规则的P I D 控制算法的控制效果还是令人满意的.关键词:电弧炉;非线性;BP 神经网络规则的P I D 控制算法;电极调节系统中图分类号:T P273 文献标识码:AIm p le m en t a ti on of BP networ k r ules P ID i n electr oder egu l a tor syste m of a r c furnaceHUAN G L iang,ZHAO Hui(School of Electrical Enginee ring ,Tianjin University of T echn ology,Tianjin 300384,China)Ab stra ct:Bu ild the dy na m ic m athem ati c s mode l of the e lectrode regulat or system of arc furnace .The nonlinea rity of the e 2l ec trode reg u l a t or syste m a re ana l yzed .Electr ocircuit ne t w ork are si m ulate the n onlinea rity of the ma i n e lectr ocircuit of arc furnace .M elting t he wide 2used P I D con troller and the aut omatic learni ng nerve net work,this pape r introduces a P I D control a l gorith m ba s ed on the B P net w o rk rules .The control is used t o handle the co mp lex system.The P I D neural net work i m 2p roves the traditiona l neura l ne t w ork whi ch ha s the weakne ss of long learning ti me and slo w converg ence .A ls o it s olve s the defic i encie s of unkno wn P I D control of t he traditi onal co mplex s ystem s .M a tlab 6.5s oft w are si m ulation re sults sho w tha t the control result aft e r opti m ized by the P I D control a lg orith m ba s ed on the B P ne t w ork rules control is satisfac t ory .Key wor ds:electrode arc furnace;nonli nearity;BP neural net work ru l e s P I D con trol algorith m;e lec trode regulat o r system of arc furnace 电弧炉电极调节系统是一个多变量、非线性、强耦合的时变系统,随机干扰十分严重.在电弧炉的实际工作过程中,电极位置与电极电流的关系为显著的非线性关系.由于炉温变化的影响,电极电流的变化是极其不规则的,有时波动频率和波动幅度会很大.因此电弧炉炼钢过程中随机干扰严重、三相耦合、参数时变,P I D 控制的稳定性及控制精度往往得不到保证,使得电极工作不易稳定,造成耗电量增加、效率下降、地区电网电压波动.近年来,针对电弧炉系统的特点,提出了神经网络的方法,模糊P I D 的方法,还有人将工业计算机网络应用于电弧炉系统.但这些控制方案在实际中的应用都不太理想[1].在复杂的控制系统中,神经网络具有任意非线性表示能力,可以通过对系统性能的学习,对P I D 控制算法中的K P ,K I ,K D 3个参数进行非线性组合,实现神经网络自适应控制器.为了使该控制器具有更强的自适应能力,采用BP 神经网络规则预测模型对控制对象进行非线性预测,得到控制对象较为精确收稿日期22基金项目国家高技术研究发展计划(63计划)();天津市自然科学基金(Z D 6、Z D 3)第一作者黄 亮(— ),男,硕士研究生通讯作者赵 辉(63— ),男,教授,博士,硕士生导师第26卷 第2期2010年4月天 津 理 工 大 学 学 报JO URNA L O F T IANJ IN UNIVER S IT Y O F TEC HNOLO GY Vol .26No .2Apr .2010:20091214.:82007AA04140108JC JC180009JC JC2900.:1981.:19.的预测输出值,根据预测值对神经网络的加权系数进行修正.最后运用计算机可以根据控制系统的实际响应情况,运用B P 神经网络规则P I D 算法,即可实现对P I D 参数的最佳调整,可以实现电弧炉的神经网络P I D 控制[2].1 电弧炉电极调节系统的数学模型电弧炉电极调节系统由电弧电流和电压的测量回路、调节器、功率放大环节、电动机和传动机械组成,通常引入速度反馈环节使系统稳定运行.电弧的电压和电流信号经过它们的测量回路,分别转换成直流电压信号并与给定输入进行比较.它们的差值信号通过调节器进入触发回路来控制晶闸管整流电压,由这个电压控制的直流或交流电动机来带动机械传动机构,使电极上下移动来调节电弧长度,维持电弧电流和电压在某一个设定值上.从工程应用的角度,把电弧炉主电路视为将电弧弧长映射为电弧电流的非线性静态环节.即I =f (L )(1)式中 I 是电弧电流的有效值,L 是电弧弧长.这样,电弧炉电极调节系统就可以简化为一个线性动态系统和一个非线性静态环节的串联组合.采用分段线性化的方法对该非线性环节进行线性化,设f(L )可以用N 段分段线性函数来近似,即I =f (L )≈I m 0-K m L (L m ≤L <L m +1)(2)在(2)式中I m 0、K m >0.对于每一个分段,都可以得到电弧炉电极调节系统相应的一个线性传递函数.这样就可以用若干个传递函数的序列逼近电弧炉电极调节系统的非线性传递算子.在对电弧炉调节器系统作进一步的化简之后,可得系统的框图如图1所示.图中,T J D 为交流电动机的机电时间常数,K KZ 为晶闸管主电路的放大系数,K CF 为测速发电机放大系数,K S 为机械传动装置的比例系数,K JD 为交流力矩电动机的放大系数.其中忽略了电动机的电磁时间常数[1~2].图 电弧炉电极调节系统方框图F T y ff 2 基于BP 网络规则P I D 控制2.1 传统BP 神经网络P I D 控制简介传统B P 神经网络具有逼近任意非线性函数的能力,通过神经网络自身的学习,可以找到某一最优控制规律下的P 、I 、D 参数.基于B P 神经网络的P I D控制系统结构中的控制器由传统的P I D 控制器、神经网络组成图见图2.图2 BP 神经网络的P I D 控制系统结构方框图F i g .2 BP n eur a l ne twor k P I D con tr olsystem str uctur e d i a gr am2.2 规则P I D 控制B P 网络自身因具有不易收敛到全局最小点,收敛速度慢等缺点,即使复合了传统B P 神经网络的P I D 控制,若要在一个较大变化的范围内得到稳定而快速系统响应特性也比较困难.并且当被控系统具有高阶次、时变特性、非线性以及受到随机干扰等因素影响时,传统P I D 控制器就无法达到良好的控制效果了.为了消除由P I D 参数调整不当所引起的系统不停的振荡的现象,应需要对P I D 算法做更进一步的改进.对于工业上许多综合性的问题,可以采用专家系统,专家系统可以作出准确的描述和严格的分析与预测,并找出解决问题的方法,另外专家系统还可以处理带有某些误差或不完善的一类数据.该算法可以表示成以下控制规则,这些简单的专家控制规则是根据当前偏差△e (k )及其变化率△e (k )的大小来决定是否需修改积分时间、修改方式以及比例系数.产生式规则如下规则1):若|△e (k )|<门限1,|e (k )|<门限0,则u (k )=u (k -l ).规则2):假如输出值y (t )趋向设定值,则(1)假如趋向速度高,则采用P I D 1控制器;(2)假如趋向速度中,则采用P I D 2控制器;(3)假如趋向速度低,则采用I D 3控制器规则3)假如输出值y ()离开设定值,则()假如趋向速度高,则采用I D 控制器;152010年4月 黄 亮,等:BP 网络规则P I D 在电弧炉电极调节系统中的实现1i g .1h e e l ec tr od e r egu l a tor s stem o a r c ur na ce d i a gr amP .:t 1P 4(2)假如趋向速度中,则采用P I D 5控制器;(3)假如趋向速度低,则采用P I D 6控制器.以上3条准则中的P I D 1~P I D 6为P I D 参数各不同的P I D 控制器[3~4].2.3 基于BP 网络规则P I D 控制的电弧炉电极调节系统计算机仿真 设B P 神经网络是一个3层的网络结构,其结构如图3所示,有3个输入层节点、5个隐含层节点、3个输出层接点.输入层节点对应所选的系统运行状图3 P I D 控制器神经网络结构图F ig .3 P I D con tr oll er neura l n etwor k str uc tur e d i agram态量(输出层节点对应K P ,K 1,K D 3个可调参数.这3个参数都是非负数,所以输出层神经元的特性函数取非负S 型函数,而隐含层神经元的特性函数取正负对称的S 型函数.输入、输出误差e (k )、P I D 部分的输出u (k )、经过控制对象后的输出量y (k )).根据实际经验,B P 网络的惯性系数α=0.05,学习速率η=0.25,期望误差e =0.001.利用MATLAB 语言神经网络工具箱的函数,建立一个前馈的B P 神经网络模型.为了提高实际系统的控制速率,加快网络的学习速度,本文采用的是Levenbe r 2Marqua r dt 训练算法.根据BP 网络规则P I D 准则结合电弧炉电极调节系统的实际,设计规则PI D 控制器的知识库[425],并运用MAT LAB /Si mulink 软件对闭环控制系统进行仿真,结构框图如图4所示,利用工厂实测数据进行电弧炉电极调节系统B P 神经网络规则P I D 控制控制器的仿真.图4 电弧炉电极调节系统仿真模型F i g .4 Electrode r egula tor s ystem of a r c furna ce si m u l a t i on str uc tur e m odel 由经验法可以确定电弧炉系统的单相电弧弧长与电流的关系曲线类似于一条反比例函数曲线,所以可用下式代替主电路部分[5]:主电路部分f (u)=2.51.25u +0.5放大环节G ()=30.4933+电机模型G ()=55+5+整流环节G (s )=10.5s +1减速机G (s )=0.038s其中P I D 子系统结构[6]见图5.以上的仿真结果表明,结果见图6,与传统B P 神经网络P I D 控制比较,只要改变B 神经网络规则I D 控制的控制器的参数,就能得到较满意的阶跃响应曲线和各项动态特征参数,从而提高其仿真效率对于电弧炉这样的25 天 津 理 工 大 学 学 报 第26卷 第2期s 0.00s 1s 2.40.00042s 20.172s 1P P .复杂系统,B P 神经网络规则P I D 控制的效果还是令人满意的.图5 P I D 控制子系统结构图F i g .5 P I D con tr ol subsystem S tr uctur e d i a gram图6 系统阶跃响应曲线F ig .6 Syste m of step r espon s e cur ve3 结束语本文研究了将BP 神经网络规则P I D 控制引入三相电弧炉电极调节系统中,应用了B P 神经网络规则P I D 在三相电弧炉电极调节系统中建立数学模型的方法,研究结果证明B P 神经网络规则P I D 控制是研究三相电弧炉电极调节系统的一个有效方法.该控制算法能较快地进行在线学习,实验结果表明,采用BP 神经网络规则P I D 控制器对系统施行控制策略可得到很好的控制效果,且效果优于B P 神经网络P I D 控制器[7~8].因此,B P 神经网络规则P I D 控制在三相电弧炉电极调节系统中具有很大的发展潜力.参 考 文 献:[1] 沈文轩,陈剑洪.B P 神经网络用于三相电弧炉弧流控制[J ].自动化与仪器仪表,2000,6(1):62266.[2] 蒯 熔,刘小河.电弧炉电极调节系统的模糊-P I D 控制研究[J ].机床与液压,2008,2(1):12216.[3] 飞思科科技产品研发中心.神经网络理论与MAT LAB7实现[M ].北京:电子工业出版社,2005.[4] 葛哲学,孙志强.神经网络理论与MAT LAB R2007实现[M ].北京:电子工业出版社,2007.[5] 刘 平.三相交流电弧炉智能电极调节器的研究[D ].贵州:贵州大学,2004.[6] 张 好.基于知识的模糊神经网络P I D 控制器的研究[D ].哈尔滨:哈尔滨理工大学,2006.[7] 刘益民,李变侠.基于改进B P 神经网络的P I D 控制方法的研究[D ].北京:中国科学院研究生院,2007.[8] 刘 迪,赵建华.基于神经网络的P I D 控制算法[D ].黑龙江:黑龙江大学,2008.352010年4月 黄 亮,等:BP 网络规则P I D 在电弧炉电极调节系统中的实现。
电弧炉电极系统的建模及其自适应控制

电弧炉电极升降系统的建模及其自适应控制摘要电弧炉炼钢是一个典型的非线性、时变性、随机性等特征融为一体的工业过程,它的能量输入主要是通过控制电极升降的调节系统来完成的;在电弧炉炼钢的整个过程中,电极调节系统是整个系统高效运转的核心环节之一,其调节的效果对炼钢过程降低能耗、缩短冶炼时间、提高效率具有重要意义。
因此电极调节系统的控制方法成为电弧炉控制研究的主要对象,控制电极的升降,就控制了电极与炉料间的电弧长度,进而就控制了电弧产生电流的大小,达到控制冶炼功率的目的。
本文首先建立了电弧和电极系统的模型,然后讨探讨了电弧炉电极调节系统的控制问题。
针对电弧炉冶炼的工艺特点,根据能量守恒定律和相关的电弧物理知识,以电弧电导作为状态变量,电弧瞬时电流和弧长作为输入量,建立一个用非线性微分方程描述的交流电弧炉电弧时域模型,并做了相应的仿真分析;将供电系统与电弧模型相结合,建立了电弧炉电气系统模型;然后建立了液压系统模型,通过液压缸活塞位移与电弧长度之间的关系,将液压系统模型与电气系统模型相连接,构建了电极系统模型,并通过计算机仿真说明了其工作原理及特性。
结合电弧炉炼钢工艺对控制系统的要求,并确定了电极调节系统的恒阻抗控制策略之后,将建立好的电极系统模型作为被控对象进行传统的PID控制。
针对PID控制器控制电极系统的不足,设计了模型参考自适应控制器,并通过仿真验证了这种控制方法的正确性和有效性。
关键词:电弧炉;电极调节系统;PID控制;模型参考自适应;仿真第一章绪论1.1问题叙述近现代炼钢方法主要有转炉炼钢法、平炉炼钢法和电炉炼钢法等。
电弧炉炼钢越来越被广泛应用的同时,也逐渐成为最普遍的炼钢方法。
工业上通常所说的电炉炼钢,主要是指电弧炉(Electric Arc Furnace,简称EAF)炼钢,其他类型的电炉如感应电炉、电渣炉等所炼的钢数量较少。
交流电弧炉炼钢是采用三相电极和待冶炼炉料(废钢铁)间放电产生的电弧,使电能在弧光中转变为热能,并借助辐射和电弧的直接作用加热并熔化废钢铁、金属和炉渣,冶炼出各种成分的钢和合金的一种炼钢方法。
交流电弧炉电极升降过程控制系统

交流电弧炉电极升降过程控制系统谢良伟龙景文电极升降调节器是炼钢电弧炉的关键设备,一个好的调节器,对降低能耗、电极消耗、设备故障率起着很大的作用。
本文介绍的是一种基于工控机与单片机相结合实现的液压交流电弧炉电极升降自动控制系统。
1 系统的配置与功能系统配置结构图如图1所示。
图1 系统结构图B、C相与A相一致1.1 上位机上位机采用PC 486 DX4-100的基本配置一体化工控机(液晶显示器),主要实现对各种参数的在线调整、修改,弧压、弧流等参数量的动态显示。
1.2 下位机下位机部分为系统的主要调节系统,由三相(A、B、C)调节板、电源与数显板、功放板组成。
三相调节板和电源与数显板均采用AT89C52作为单片机系统。
相调节板每相的弧流、弧压信号经过LEM模块的信号变换,分别把0~300V 的弧压信号和0~5A的弧流信号转换为0~5V的标准信号,把弧流(0~15kA)给定信号也变为0~5V的标准信号一同输入计算机。
单片机通过A/D把它们转换为数字量,然后通过阻抗运算及智能控制算法使D/A输出±5V范围内电压,再经过隔离器、运放输出±10V电压。
此外,板上带485驱动芯片MAX485、参数存储器EEPROM、微处理器监控电路。
电源与数显板由单片机实现档位的显示及调节板来的数据弧流给定显示,并给系统其它各板提供+5V、+24V的电压。
该板LED驱动芯片选用MAX7219作4位2排LED显示档位/档位电压、给定弧流,其原理框图如图2所示。
图2 电源与数显板原理框图功放驱动板相调节板输出的信号,经高压运放处理后,最后输出0~100MA 电流。
1.3 系统的特点(1)上位机采用高分辨率大液晶显示器,受电磁干扰影响小。
(2)输入输出完全隔离,弧压、弧流信号采用霍尔元件(LEM),摒弃了变压器,LEM模块线性度非常好且隔离电压达2500V,这样既保证了信号采集精度,又能保护单片机系统。
模拟量输出采用BB公司的ISO 212隔离,使系统抗干扰能力很强。
用PLC实现20t电弧炉自动控制
收 稿 日期 :0 6 0 — 8 20 - 2 0
( )炉盖 升 降 、炉 体旋 转 锁 定 、水 平 支 撑锁 2
定 等控 制 。炉盖 升降控 制 是 由炉 前操 作 台上 的操作
开 关 发 出升/ 降信 号 到 D 模 块 ,经处 理 后 ,由 D I O
P C完 成 。 L
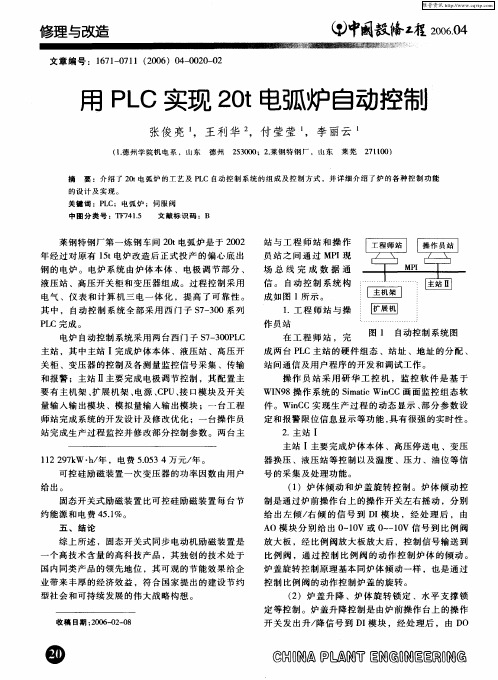
场 总 线 完 成 数 据 通
信 。 自动 控 制 系统 构
成如图 l 示 。 所
1 工 程 师 站 与 操 .
电炉 自动控 制 系统采 用两 台西 门 子 S — 0 P C 7 30 L
作员 站 在 工 程 师 站 ,完
图 l 自动控 制 系统 图
主站 ,其 中主站 I完成炉 体本 体 、液压站 、高压 开 关 柜 、变 压器 的控 制及各 测量 监控 信号采 集 、传 输 和报 警 ;主站 Ⅱ主要 完成 电极 调节 控制 ,其 配置 主
要有 主 机架 、 扩展 机 架 、 电源 、 P 接 口模 块及 开 关 C U、
成 两 台 P C主 站 的硬 件组 态 、站 址 、地 址 的分 配 、 L 站 间通 信及用 户程 序 的开发 和调 试工作 。 操 作 员 站 采 用研 华 工 控 机 ,监 控 软 件 是 基 于 WI 9 N 8操 作 系统 的 Sm t n C画面监 控 组 态软 i ai WiC c
维普资讯
修 改 理与 造
文章 编号 :17 — 7 (0 6 4 0 2 - 2 6 1 0 1 2 0 )0 - 0 0 0 1
中 教俺L . 0 4 阖 g26 0. 0
用 P G实现 2 t E 0 电弧炉 自动控制
电弧炉电极调节PDF自适应控制系统
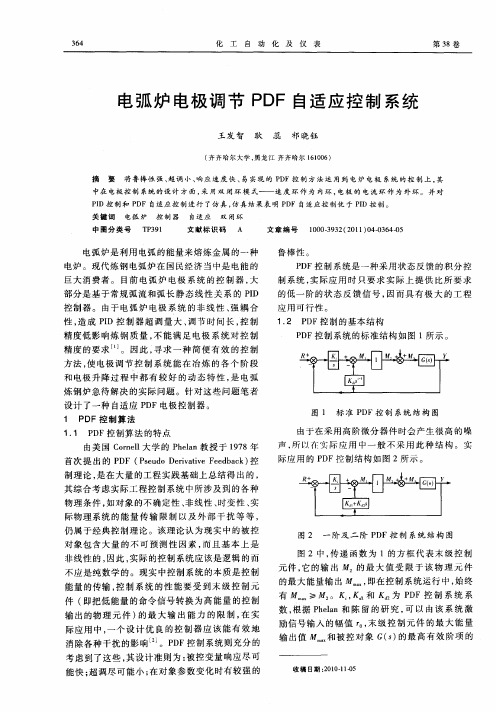
图 1 标准 P DF控 制 系统 结 构 图
1 1 P F控 制算法 的 特点 . D
由美 国 C re 大 学 的 P ea on l l hl n教 授于 17 9 8年
由于在 采用 高阶微 分器 件时会 产 生很 高 的噪
声 , 以在实 际 应用 中一 般不 采 用 此 种 结 构 。实 所
部分 是基 于 常规弧 流和 弧长 静 态线 性 关 系 的 PD I
鲁 棒性 。 P F控 制系统 是一种 采用 状态 反馈 的积 分控 D
制系统 , 际应 用 时 只要 求 实 际上 提 供 比所 要 求 实 的低一 阶 的状 态反 馈 信 号 , 而具 有 极 大 的工 程 因
应 用可 行性 。
数, 根据 P e n和 陈 留 的研 究 , 以 由该 系 统 激 hl a 可
励 信号输 入 的幅 值 r, 级 控 制 元件 的最 大 能 量 。末 输 出值 … 和 被 控对 象 G s 的最 高有 效 阶项 的 ()
考 虑到 了这些 , 其设 计 准则 为 : 被控 变量 响应 尽可
控 制器 。 由于 电弧 炉 电极 系 统 的 非线 性 、 耦 合 强 性, 造成 PD控 制器 超 调 量 大 、 节 时 间长 , 制 I 调 控 精 度低影 响炼 钢 质 量 , 能 满 足 电极 系统 对控 制 不 精 度 的要 求 … 。 因此 , 寻求 一 种 简便 有 效 的控 制
电流 反馈 环节 传递 函数 :
1
G
( 6)
组合 的形式 。 以三 阶被 控对 象 为例 , 3为 三 阶 图
物理 条件 , 如对 象 的不确定 性 、 非线性 、 变性 、 时 实
浅析电弧炉电极调节器原理
浅析电弧炉电极调节器原理
电弧炉是一种利用电弧高温加热的设备,常用于钢铁冶炼等工业生产中。
电弧炉的电极调节器是一种用来调整电极位置和电极管电流的装置,它的原理是通过控制电极的位置和电流大小来控制电弧炉的加热效果和炉温。
一、电弧炉电极位置控制原理
电弧炉电极的位置对于电弧的形成和加热效果有着重要的影响。
电弧炉电极调节器可以通过调整电极位置来控制电弧的形成和位置。
一般来说,电极越靠近炉料表面,电弧越稳定,加热效果也越好;反之,电极越远离炉料表面,电弧越不稳定,加热效果也越差。
电弧炉电极调节器通过控制电极的升降运动来调整电极位置,从而控制电弧的位置和加热效果。
三、电弧炉电极调节器的工作流程
1. 接收信号:电弧炉电极调节器接收来自传感器的信号,包括电极位置信号和电极电流信号。
2. 信号处理:电弧炉电极调节器对接收到的信号进行处理,包括滤波、放大、编码等操作,以便后续控制。
3. 控制计算:电弧炉电极调节器根据处理后的信号进行控制计算,包括电极位置调整和电极电流调整。
5. 反馈调整:电弧炉电极调节器接收来自电弧炉的反馈信号,根据反馈信号进行调整,以保持电弧的稳定和加热效果的良好。
电弧炉电极调节器通过对电极位置和电流的控制,实现对电弧炉加热效果和炉温的控制。
它的工作原理主要通过接收信号、信号处理、控制计算、控制输出和反馈调整等步骤来实现。
通过电弧炉电极调节器的控制,可以实现电弧的稳定和加热效果的优化。
交流电弧炉电极升降过程控制系统

图 1 系 统 配 置 结 构 图
\ 参数 存储 器 E P O 微 处理 器监 控 电路 。 E R M、 电源 与数显 板 有单 片机 实现 档位 的显 示及调
收稿 日期 :0 0— 4—1 21 0 4 作 者 简 介 : 铭 森 , ,96年 生 ,9 7年 毕 业 于黑 龙 江 省 冶 金 工 业 学 校 张 男 17 19
功放板、液 压伺服 阀 升、降、停 、自动 弧压、弧流、 状态信号输入 给定弧流信号 变压器 档位信号
字量 , 然后 通 过 阻 抗 运 算 及 智 能 控 制 算 法 使 D A /
输 出 ±5 范 围 内 电压 , 经 过 隔 离 器 、 放 输 出 V 在 运 ±1 V 电压 。此外 , 上带 4 5驱 动芯 片 MA 4 5 0 板 8 X 8
电极 的升 降 调 节 器 是 炼 钢 电 弧 的 关 键 设 备 。
一
1 1 上 位机 .
种好 的调 节 器 , 降 低 能 耗 、 对 电极 消 耗 、 备 故 设
上 位机 采 用 P 4 6 D 4—10的基 本 配 置 一 C 8 X 0
障率 起着 很大 的作 用 。本 文 介 绍 的是 一 种 工控 机 与单 片机 相结 合实 现 的液 压 交 流 电弧 炉 电极 升 降
Ke yW o ds: s mpue ; we o p tr; h s e u ao o r Po r Ampl e ie a d; r Ho tCo tr Lo r c m u e P a e r g ltr b a d; we i r Drv r Bo r i f
Co mm t ja in 1 ct s n o
5
黑
龙
江
冶
浅析电弧炉电极调节器原理

浅析电弧炉电极调节器原理
电弧炉是一种高温加热设备,其原理是通过产生弧光放电将电能转化为热能,对各类金属进行熔炼或加热处理。
电弧炉的炉膛温度非常高,需要传导至电极进行冷却,以保证电极的正常工作。
电极调节器就是为了控制电极冷却的温度,从而实现对电弧炉的控制和调节。
电极调节器的基本原理是通过控制电极的水流量,调节电极的温度。
具体来说,电极调节器通过向电极内部注入水,并通过可调节水流通量阀门来调整电极内部水的流量和水温,控制电极的温度。
同时,还可以根据电弧炉的实际温度情况,通过调节水流速度来控制炉内温度的变化,实现对电弧炉的控制和调节。
电极调节器的主要组成部分包括连接管、水箱、泵、水温计、水流量计、调节阀等。
其中,连接管用于连接水箱和电极,泵负责将水从水箱抽出,然后通过水流量计、水温计和调节阀的联动控制,调节电极内部的水流速度和水温,最终实现对电极温度的控制和电弧炉温度的调节。
在使用电极调节器时,还需要注意以下几点:
1. 电极调节器需要经常检查和维护,以保证其正常工作。
2. 在使用电极调节器时,需要注意安全。
尤其是在电弧炉高温状况下,电极和调节器组件可能会出现短路或其他故障,需要进行避免和预防处理。
3. 在进行控制和调节时,需要根据实际电弧炉的进料和产出情况,结合实际需要适当调节电极和水流量,以达到最佳的控制和调节效果。
综上所述,电极调节器是电弧炉的重要组成部分,通过控制和调节水流量和水温,实现对电极温度的控制,从而对电弧炉进行控制和调节。
在使用电极调节器时,需要注意安全和正常维护,根据实际需要适当调节参数,以达到最佳的控制和调节效果。
浅析电弧炉电极调节器原理

浅析电弧炉电极调节器原理电弧炉是一种常用的熔炼设备,主要用于熔炼金属、合金和其他矿石。
在电弧炉中,电极调节器是至关重要的一部分,它起着控制和稳定电弧炉电极运行的作用。
本文将从电极调节器的原理入手,浅析电弧炉电极调节器的工作原理。
1. 电弧炉的基本原理电弧炉是利用高温电弧将金属材料加热熔化的设备,其基本原理是利用电流通过电极产生电弧,使炉内金属材料受热熔化。
电弧炉主要由炉壳、电极、电极调节器、电源系统等部分组成。
电弧炉具有加热速度快、熔炼温度高、操作灵活等优点,被广泛应用于冶金、机械制造、化工等领域。
2. 电极调节器的作用电极调节器主要用于控制电弧炉的电极位置和电流强度,确保电弧炉稳定运行。
在电弧炉熔炼过程中,如果电极位置或电流强度不稳定,会导致炉内温度不均匀、金属熔化不彻底等问题,影响生产效率和产品质量。
电极调节器的稳定性和精准度对电弧炉的工作效果至关重要。
电极调节器的原理主要包括电极位置控制和电流强度控制两个方面。
(1) 电极位置控制电极位置控制是通过控制电极升降来实现的,主要包括电极升降系统和控制系统两部分。
电极升降系统通常由电机、减速器、螺杆等部件组成,通过电机驱动电极升降,实现对电极位置的控制。
控制系统则根据反馈信号实时调节电极升降的速度和位置,保持电极在最佳位置上运行。
电极位置的控制主要影响着电弧炉的加热效果和炉内温度分布,是电极调节器的关键部分。
(2) 电流强度控制电流强度控制是通过调节电源系统输出电流来实现的,主要包括电源系统和控制系统两部分。
电源系统一般采用变压器或整流装置,能够调节输出电流的大小。
控制系统则根据生产工艺要求实时调节输出电流,确保电弧炉在不同工艺条件下能够稳定运行。
电流强度的控制主要影响着电弧炉的加热速度和熔炼温度,是电极调节器的另一个关键部分。
电极调节器通过电极位置控制和电流强度控制,确保电弧炉能够稳定运行,达到预期的熔炼效果。
在实际应用中,电极调节器还需要考虑炉内温度、炉料成分、电极磨损等因素,进行综合调节和控制,确保电弧炉的安全稳定运行。
基于PLC实现的电弧炉电极控制系统
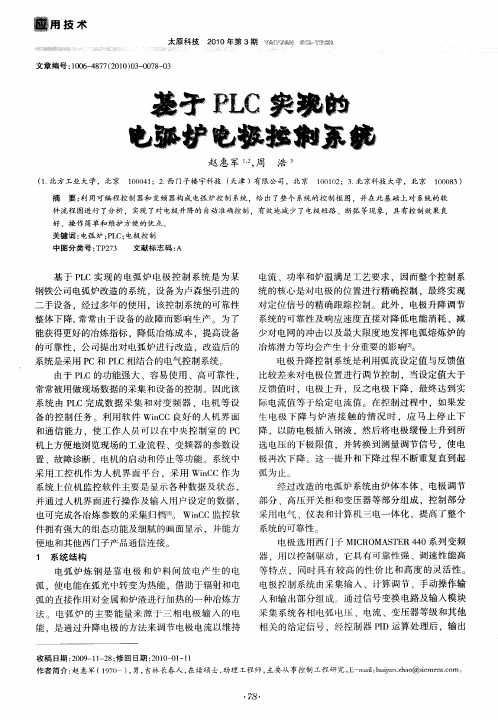
件 流 程 图进行 了分析 , 实现 了对 电极 升 降 的 自动 准 确 控 制 ,有 效 地 减 少 了电极 短 路 、 断弧 等现 象 ,具 有 控 制 效 果 良
好 、操作 简单和维护 方便的优点。
关键词 : 电弧 炉 : L 电极 控 制 P C;
中 图分 类 号 : P 7 T 23
用 技 术
太 原 科 技 2 1 0 第 3期 0年 诋 0 蕊 营 0 厘 嘞 @ @
文章 编 号 :0 6-87 2 1 )3 0 7 — 3 10 - 7 (0 0 0 — 0 8 0 4
薹予 P C褰 姆 L 垆 攘掳糍 豢
赵 惠 军 1, , 周 浩 。 2
对定 位 信号 的精 确 跟踪 控 制 。此外 ,电极 升 降调 节 系统 的可靠 性及 响应速 度 直接 对 降低 电能 消耗 、减 少对 电 网的 冲击 以及最 大 限度 地 发挥 电弧 熔炼 炉 的
冶炼 潜力 等均 会产生 十分 重要 的影 响翻 。
电极 升 降控 制 系统 是利 用 弧流 设 定值 与反 馈 值 比较 差 来对 电极 位 置进 行 调节 控 制 ,当设 定值 大 于
1 系统 结构
经 过改 造 的 电弧 炉系 统 由炉体 本 体 、电极 调节 部 分 、高 压 开关 柜 和变 压器 等部 分 组成 ,控 制 部分
采 用 电气 、仪 表 和计 算 机 三 电一 体 化 ,提 高 了整个
系统 的可靠性 。
电极 选用 西 门子 MI R MA T R 4 0系列 变频 C O S E 4 器 .用 以控 制驱 动 ,它 具有 可 靠性 强 、调 速性 能 高
文 献 标 志码 : A
基 于 P C实 现 的 电 弧 炉 电极 控 制 系 统 是 为某 L
浅析电弧炉电极调节器原理
浅析电弧炉电极调节器原理1. 引言1.1 电弧炉电极调节器的作用电弧炉电极调节器是电弧炉中的一个重要部件,它的作用是控制和调节电极的位置,以确保电弧炉能够正常运行并实现预期的加热效果。
通过调节电极的位置,电弧炉电极调节器可以控制电弧的长度和稳定性,从而影响熔化和加热的效果。
电弧炉电极调节器还可以帮助调节电流和电压的平衡,以提高电弧炉的工作效率和能源利用率。
电弧炉电极调节器在电弧炉中起着至关重要的作用,它直接影响着电弧炉的加热效果、熔化速度和金属的品质。
对于电弧炉电极调节器的良好控制和调节是非常必要的。
在实际生产中,操作人员需要根据具体的工艺要求和金属材料的特性,合理调节电弧炉电极调节器,以获得最佳的加热效果和生产效率。
电弧炉电极调节器的作用是保证电弧炉能够正常运行并实现预期的加热效果,提高生产效率和金属加热的质量。
在电弧炉生产过程中,合理使用电弧炉电极调节器是非常重要的。
1.2 电弧炉电极调节器的重要性电弧炉电极调节器是电弧炉的重要组成部分,其主要作用是控制和调节电极的位置,保持电弧炉稳定的工作状态。
在电弧炉的工作过程中,电极的位置会直接影响到炉内的电弧长度和温度分布,从而影响到熔炼过程的稳定性和效率。
电弧炉电极调节器的重要性不可忽视。
电弧炉电极调节器能够帮助调节电极的位置,使其与炉内物料的接触面积和位置保持适当的距离,确保电弧的稳定燃烧和熔炼过程的正常进行。
电弧炉电极调节器还可以提高电弧炉的熔炼效率和能耗控制,通过精确的调节电极位置和电弧长度,实现炉内温度分布的均匀性,减少能量损耗,提高生产效率。
电弧炉电极调节器在电弧炉生产过程中起着至关重要的作用,不仅能够提高生产效率和能耗控制,还能保证电弧炉熔炼过程的稳定性和质量,因此其重要性不可忽视。
随着科技的不断发展,电弧炉电极调节器的设计和性能也在不断改进和提升,为电弧炉行业的发展注入了新的活力和动力。
【字数:243】2. 正文2.1 电弧炉的工作原理电弧炉是一种重要的工业设备,主要用于在高温下熔化金属和合金。
安徽工业大学科技成果——电弧炉电极系统智能控制技术
安徽工业大学科技成果——电弧炉电极系统智能控制技术成果简介在三相交流电弧炉自动控制系统中,三相电极的升降控制是核心部分,其作用是快速调节电极位置,保持恒定的电极电弧长度,以减少电弧电流的波动,维持电弧电压和电流的比例恒定,使输入功率稳定;本项目利用神经网络智能控制技术对炉电极控制系统,采用神经网络逆辨识与逆控制策略,结合PD控制,构成复合控制器,通过SIEMENS的WinAC自动化软件,在工控网和Profibus上实现了三相电极电流的实时在线解耦与控制。
并在冶炼过程中,建立被控对象的神经网络逆模型,将液压执行机构和电极系统视为广义被控对象,利用高速数据采集器采集电极的电弧电流,经数据预处理后,建立神经网络逆模型,使其在工作范围内能很好地拟合被控对象的输入输出特性。
实现电弧炉三相电极的智能控制。
成熟程度和所需建设条件本项目成功应用于马钢50吨电弧炉,结果表明控制系统稳定、可靠并具有较好的自适应特性,其节能效果显著,经济和社会效益明显。
技术指标(1)三相电极电弧电流波动≤±10%(三相电极电弧电流的工作范围:16-38kA);(2)整个电极系统节电5%,电极损耗降低20%;(3)电极系统使LF炉升温速率提高到6.63℃/分钟。
市场分析和应用前景(1)本项目的成功实现,可以代替从国外引进,实现国产化,具有自主知识产权,在钢铁行业逐步推广,必将产生巨大的经济效益和社会效益。
(2)本项目的原理和技术,适用于温度、压力、流量、原料成份等一类多变量、非线性、互相耦合的复杂系统的过程控制。
因此,本项目可以推广到化工、炼油、炉窑等行业的过程控制。
(3)由于采用了基于PC的软件集成技术,取代了硬件PLC,因此,本项目的技术可以实现控制系统的集成化、小型化和高可靠性。
社会经济效益分析本项目自2005年9月在某钢厂投入运行,系统一直运行稳定、可靠,产生的直接经济效益为人民币256.5万元/年。
我国各种吨位的电弧炉约1700多座,电炉钢产量约7000万吨/年,本项目如能大面积推广,按产量约2100万吨/年、节电4.8元/吨计算,仅每年节约电费可达1亿元。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
率的限制 。 当输入 信号 的电压值在参考电压上下波动时, 不能
有效的得到数据。光电耦合器采用P78可以实现与前级的 C1,
隔离, 并且有效地得到数据。当 L33 1 引脚输 出低电位 M9 的 号 时, 光电耦合器 P1 C 导通, L33 I 当 M9 的 号引脚输出高电位时,
保证三相 电流 的平衡输入 , 产品质量非常不稳定 。因此有必 要把电极 自 动控制系统 的实 现加 以推广 , 提高生产效率 。本
文主要介绍在 电弧炉 电极控 制的具体实 现方法 , 对于其它型
号 的电弧炉可 以根据 电流 的不 同选择不 同型号的交 流互 感 器转化为 o5, -A重新调整 电位器设定参考 电压 的数值, 可 就 以实现 电极的 自 控制。 动
电 极 自 动 控 制 系 统 的 实
现
( 贵州大学机械工程学 院,贵州 贵 阳 500) 503
(c o l o eh n c l E gn e i g u zo n vr i y uz o u y n 50 3 Sh o f M c a ia n i e rn ,G i h uU i e s t ,G i hu G ia g 5 0 0 )
1 电极 自动控制 的硬件实现 1 1电流 的交流变送的实现 . 正常工作 时, 现对 A " 0 A变送 : A相 电流小于 实 C030 - 当
个作为备用 。这里使用 比较器得到数据, 就不采用 2D A 而节 约了资源 。当 P1 C 的输 出导通时,L 接受到信号 x, PC 1表明 A
t e c rr nt of a fu ac el tr e an co a wi h t e c mp r to h u e rc rn e ec od d mp re t h o a a r. T n t P wi c nt l th he he LC ll o ro e
当前, 冶炼技术发展迅速。 对于熔炼金属, 电弧炉 比其他 炼钢炉工艺灵 活性大 , 能有效地除去硫 、 磷等杂质, 温容 易 炉
控制, 设备 占地面积小, 适于优质合金钢的熔炼 。 目前电弧炉 普遍采用电极 升降方 法对 熔炼过程进行恒流控制, 是我 国 但 大部分电弧炉冶炼过程仍 然完全依靠工人手工调节, 电极控 制不稳 、 劳动强度大 、 电量 大, 耗 并且 由于 工人的经验不 同, 冶炼的效果分散性很大 , 使产 品质量降低 。在冶炼的不 同阶
摘
要 : 电弧炉电极 电流进行测量变送, 对 然后与 比较器 比较 , 控制光 电耦合器 实现 F_ n L x 2 PC的隔离输入。通过 P C控制 L
中间继 电器 带动电机工作 , 从而实现对 电极 的 自动控制。
关键词:交流 变送: 电耦合器;x 2 L: 光 F一 nP C电极控制 中图分类号 :P 7 T23 文献标识码 : A 文章编号 : 6 1 4 9一2 1 )— l 1 0 1 7 — 7 2 (0 0I O 7 — 2
相低于临界 电流。当 P 2的输出导通时, L C P C接受到信号 x , 2
表明 A 相高于临界电流 ( 见表一) 。 2 电极 自动控 电耦合器 P 1 5A C 导通,当 A 电流大于 20 相 9A时光
电耦合器 P 2 C 导通 。- 0 A C电流转换为 O IV C的实现参 0 3 0A - OD 考 电压 :5A 8 3 、9 A 9 7 , 2 0 / .V 2 0/ .V 利用二 级互 感器 , 级互感 一 器选 用 3 0/ A 二级互 感器选 用 S/ 0 , 0AS, A 2 ̄ 实现 2m 0 A转化 为 0 1VC - 0 D 。将 2 m - 0 A的信号 串联电阻变成 电压信号, 然后桥
电
弧 炉
I p e e t t o u o a i o t o S s e o r u n c e t o e m l m n a i n A t m t C C n r l y t m f r A c F r a e El c r d
曹 国栋 崔洪新
C G d g Cui on xi ao uo on H g n
el t d to ov t ou t e el c nn te wi h he ec ro e m e hr gh h r ay o ec d t t mo r. to
Ke wo d y r s:A t r a i g C r e t T a s u e ; P o o o p e l e n t n u r n r n d c r h t c u l r;P - n P C E e t o e C n r l X 2 L ; l c r d o t o
光 电耦合器 P 1 C 断开。当 L 33的 2 M9 号引脚输出低电位时, 光 电耦合器 P 2 C 导通, L 3 3 2 引脚输出高电位时,光电 当 M9 的 号 耦合器 P 2断开。 C 1 2P C的输入输出实现 . L 选用三菱 F 2 一 2T系列,预 留输入 点 3 Xn 3 M 个,输 出点 2
Ab t c : C n r l i g h h t c u l r o e l z t e n u o t e X 2 P C y e s r d n t a s i e sr t a o t o l n t e p o o o p e t r a i e h i p t f h F - n L b m a u e a d r n m t d
0 引 言
式整流, 二次滤波实现 0 1V的转变 。与参考 电压 比较后达 _O 到临界电压导通光 电耦合器,调整电位器 1K IK电阻配 O与 O 合, 参考值标定为 V= .VV = .V 将前 面变送的信号送 比 I83 ,2 97 , 较器 3 3M 与参看电压 比较 。33 M输出送光 电耦合器 。在 9L, 9L 这里不采 用继 电器作为 P C的输入, L 因为继电器存在机械频