化工英文文献及翻译
化工专业英语课文翻译
Unit 5 Basic Chemicals基本化学品我们将化学工业部门分成两类,生产量较大的部门和产量较低的部门。
在产量高的部门中,各种化学品的年产量达上万吨至几十万吨。
结果这样所用的工厂专门生产某一个单个产品。
这些工厂的连续方式进行操作,自动化程度高(计算机控制)归类于产量高的部门有硫酸,含磷化合物,含氮化合物,氯碱及其相关化合物,加上石油化学品和商品聚合物(如聚乙烯)(生产部门)。
除商品聚合物外,其它的均为重要的中间体,或基本化学品。
这些基本化学品是其他许多化学品的生产原料,其他许多基本化学品的需求量很大。
相反,产量低的部门主要从事精细化学品的生产。
单个化学品的年产量只有几十吨到几千吨。
然而,与高产量的产品相比,这些产品单位重量具有很高的价值。
通常,精细化斜坡的生产与间歇方式操作在工厂中,而且这些工厂常进行多种产品的生产。
低产量生产部门生产农用化学品,染料,药品和特种聚合物(如聚醚醚酮)。
基础化学品在化学工业中得不到支持,它们不那么引人注意(如药品),有时候利润不很高。
其利润来自于经济盛衰时难以预测的周期。
这些基本化学品不被公众注意到和直接使用,因此其重要性常得不到理解。
即使在化学工业中,其重要性也得不到足够的重视。
然而,如果没有这些基本化学品,其他工业就不复存在。
基本化学品处于原料(及那些从地下通过采矿、开采或用泵抽出来的物质)和最终产品的中间位置。
基本化学品的一个显著的特征就是它们的生产规模,每一种(基本化学品)的生产规模都相当大。
图2-1表示在1993 年美国市场上的25 中化学品。
(为了使我们了解化学品的分类与生产量有关。
)通常,基本化学品生产于那些年产量上万吨的工厂。
年产量10 万吨的工厂每小时要生产1.25 吨。
基本化学品的另一显著重要的特征是其价格。
大多数价格相当便宜。
基本化学品工业所作的工作(或任务)是找到经济的途径将原来转变为有用的中间体。
生产厂家要对它们的产品收取较高的价格几乎没有余地,因此,那些最低费用生产产品的厂家可能获得的利润最高。
化学专业外文文献初稿和译文稿
化学专业外文文献初稿和译文稿引言该文档旨在提供化学专业的外文文献初稿和译文稿。
以下是一个初步概述,其中包含选定的文献和简要讨论。
文献1:《化学反应动力学研究》- 作者:John Smith- 出版年份:2020年- 摘要:本文研究了化学反应的动力学,并通过实验数据对反应速率进行了建模和计算。
作者使用了不同的方法来确定反应活化能和动力学常数,并通过分析反应机理来解释实验结果。
文献2:《化学反应的溶剂效应》- 作者:Emily Johnson- 出版年份:2018年- 摘要:本文研究了不同溶剂对化学反应速率和选择性的影响。
通过在不同溶剂中进行反应实验,并分析实验结果,作者确定了溶剂对反应速率和选择性的重要性,并提出了一种新的溶剂选择指南。
译文稿请注意,以下是对上述两篇文献的简要翻译稿,仅供参考。
文献1翻译稿《化学反应动力学研究》是John Smith于2020年发表的一篇关于化学反应动力学的研究论文。
该文研究了化学反应的动力学,并通过实验数据对反应速率进行了建模和计算。
作者使用了不同的方法来确定反应活化能和动力学常数,并通过分析反应机理来解释实验结果。
文献2翻译稿《化学反应的溶剂效应》是Emily Johnson于2018年发表的一篇关于溶剂对化学反应速率和选择性的影响的研究论文。
该文通过在不同溶剂中进行反应实验并分析实验结果,确定了溶剂对反应速率和选择性的重要性,并提出了一种新的溶剂选择指南。
结论该文档提供了两篇化学专业的外文文献初稿和译文稿的简要介绍。
这些文献涵盖了化学反应动力学和化学反应的溶剂效应两个重要研究领域。
通过阅读这些文献,读者可以了解到关于化学反应动力学和溶剂选择的最新研究成果,并为进一步的研究提供了参考依据。
中英文文献以及翻译(化工类)

Foreign material:Chemical Industry1.Origins of the Chemical IndustryAlthough the use of chemicals dates back to the ancient civilizations, the evolution of what we know as the modern chemical industry started much more recently. It may be considered to have begun during the Industrial Revolution, about 1800, and developed to provide chemicals roe use by other industries. Examples are alkali for soapmaking, bleaching powder for cotton, and silica and sodium carbonate for glassmaking. It will be noted that these are all inorganic chemicals. The organic chemicals industry started in the 1860s with the exploitation of William Henry Perkin’s discovery if the first synthetic dyestuff—mauve. At the start of the twentieth century the emphasis on research on the applied aspects of chemistry in Germany had paid off handsomely, and by 1914 had resulted in the German chemical industry having 75% of the world market in chemicals. This was based on the discovery of new dyestuffs plus the development of both the contact process for sulphuric acid and the Haber process for ammonia. The later required a major technological breakthrough that of being able to carry out chemical reactions under conditions of very high pressure for the first time. The experience gained with this was to stand Germany in good stead, particularly with the rapidly increased demand for nitrogen-based compounds (ammonium salts for fertilizers and nitric acid for explosives manufacture) with the outbreak of world warⅠin 1914. This initiated profound changes which continued during the inter-war years (1918-1939).Since 1940 the chemical industry has grown at a remarkable rate, although this has slowed significantly in recent years. The lion’s share of this growth has been in the organic chemicals sector due to the development and growth of the petrochemicals area since 1950s. The explosives growth in petrochemicals in the 1960s and 1970s was largely due to the enormous increase in demand for synthetic polymers such as polyethylene, polypropylene, nylon, polyesters and epoxy resins.The chemical industry today is a very diverse sector of manufacturing industry, within which it plays a central role. It makes thousands of different chemicals whichthe general public only usually encounter as end or consumer products. These products are purchased because they have the required properties which make them suitable for some particular application, e.g. a non-stick coating for pans or a weedkiller. Thus chemicals are ultimately sold for the effects that they produce.2. Definition of the Chemical IndustryAt the turn of the century there would have been little difficulty in defining what constituted the chemical industry since only a very limited range of products was manufactured and these were clearly chemicals, e.g., alkali, sulphuric acid. At present, however, many intermediates to products produced, from raw materials like crude oil through (in some cases) many intermediates to products which may be used directly as consumer goods, or readily converted into them. The difficulty cones in deciding at which point in this sequence the particular operation ceases to be part of the chemical industry’s sphere of activities. To consider a specific example to illustrate this dilemma, emulsion paints may contain poly (vinyl chloride) / poly (vinyl acetate). Clearly, synthesis of vinyl chloride (or acetate) and its polymerization are chemical activities. However, if formulation and mixing of the paint, including the polymer, is carried out by a branch of the multinational chemical company which manufactured the ingredients, is this still part of the chemical industry of does it mow belong in the decorating industry?It is therefore apparent that, because of its diversity of operations and close links in many areas with other industries, there is no simple definition of the chemical industry. Instead each official body which collects and publishes statistics on manufacturing industry will have its definition as to which operations are classified as the chemical industry. It is important to bear this in mind when comparing statistical information which is derived from several sources.3. The Need for Chemical IndustryThe chemical industry is concerned with converting raw materials, such as crude oil, firstly into chemical intermediates and then into a tremendous variety of other chemicals. These are then used to produce consumer products, which make our livesmore comfortable or, in some cases such as pharmaceutical produces, help to maintain our well-being or even life itself. At each stage of these operations value is added to the produce and provided this added exceeds the raw material plus processing costs then a profit will be made on the operation. It is the aim of chemical industry to achieve this.It may seem strange in textbook this one to pose the question “do we need a chemical industry?” However trying to answer this question will provide(ⅰ) an indication of the range of the chemical industry’s activities, (ⅱ) its influence on our lives in everyday terms, and (ⅲ) how great is society’s need for a chemical industry. Our approach in answering the question will be to consider the industry’s co ntribution to meeting and satisfying our major needs. What are these? Clearly food (and drink) and health are paramount. Other which we shall consider in their turn are clothing and (briefly) shelter, leisure and transport.(1)Food. The chemical industry makes a major contribution to food production in at least three ways. Firstly, by making available large quantities of artificial fertilizers which are used to replace the elements (mainly nitrogen, phosphorus and potassium) which are removed as nutrients by the growing crops during modern intensive farming. Secondly, by manufacturing crop protection chemicals, i.e., pesticides, which markedly reduce the proportion of the crops consumed by pests. Thirdly, by producing veterinary products which protect livestock from disease or cure their infections.(2)Health. We are all aware of the major contribution which the pharmaceutical sector of the industry has made to help keep us all healthy, e.g. by curing bacterial infections with antibiotics, and even extending life itself, e.g. ß–blockers to lower blood pressure.(3)Clothing. The improvement in properties of modern synthetic fibers over the traditional clothing materials (e.g. cotton and wool) has been quite remarkable. Thus shirts, dresses and suits made from polyesters like Terylene and polyamides like Nylon are crease-resistant, machine-washable, and drip-dry or non-iron. They are also cheaper than natural materials.Parallel developments in the discovery of modern synthetic dyes and the technology to “bond” th em to the fiber has resulted in a tremendous increase in the variety of colors available to the fashion designer. Indeed they now span almost every color and hue of the visible spectrum. Indeed if a suitable shade is not available, structural modification of an existing dye to achieve this canreadily be carried out, provided there is a satisfactory market for the product.Other major advances in this sphere have been in color-fastness, i.e., resistance to the dye being washed out when the garment is cleaned.(4)Shelter, leisure and transport. In terms of shelter the contribution of modern synthetic polymers has been substantial. Plastics are tending to replace traditional building materials like wood because they are lighter, maintenance-free (i.e. they are resistant to weathering and do not need painting). Other polymers, e.g. urea-formaldehyde and polyurethanes, are important insulating materials f or reducing heat losses and hence reducing energy usage.Plastics and polymers have made a considerable impact on leisure activities with applications ranging from all-weather artificial surfaces for athletic tracks, football pitches and tennis courts to nylon strings for racquets and items like golf balls and footballs made entirely from synthetic materials.Like wise the chemical industry’s contribution to transport over the years has led to major improvements. Thus development of improved additives like anti-oxidants and viscosity index improves for engine oil has enabled routine servicing intervals to increase from 3000 to 6000 to 12000 miles. Research and development work has also resulted in improved lubricating oils and greases, and better brake fluids. Yet again the contribution of polymers and plastics has been very striking with the proportion of the total automobile derived from these materials—dashboard, steering wheel, seat padding and covering etc.—now exceeding 40%.So it is quite apparent even from a brief look at the chemical industry’s contribution to meeting our major needs that life in the world would be very different without the products of the industry. Indeed the level of a country’s development may be judged by the production level and sophistication of its chemical industry4. Research and Development (R&D) in Chemical IndustriesOne of the main reasons for the rapid growth of the chemical industry in the developed world has been its great commitment to, and investment in research and development (R&D). A typical figure is 5% of sales income, with this figure being almost doubled for the most research intensive sector, pharmaceuticals. It is important to emphasize that we are quoting percentages here not of profits but of sales income, i.e. the total money received, which has to pay for raw materials, overheads, staff salaries, etc. as well. In the past this tremendous investment has paid off well, leading to many useful and valuable products being introduced to the market. Examplesinclude synthetic polymers like nylons and polyesters, and drugs and pesticides. Although the number of new products introduced to the market has declined significantly in recent years, and in times of recession the research department is usually one of the first to suffer cutbacks, the commitment to R&D remains at a very high level.The chemical industry is a very high technology industry which takes full advantage of the latest advances in electronics and engineering. Computers are very widely used for all sorts of applications, from automatic control of chemical plants, to molecular modeling of structures of new compounds, to the control of analytical instruments in the laboratory.Individual manufacturing plants have capacities ranging from just a few tones per year in the fine chemicals area to the real giants in the fertilizer and petrochemical sectors which range up to 500,000 tonnes. The latter requires enormous capital investment, since a single plant of this size can now cost $520 million! This, coupled with the widespread use of automatic control equipment, helps to explain why the chemical industry is capital-rather than labor-intensive.The major chemical companies are truly multinational and operate their sales and marketing activities in most of the countries of the world, and they also have manufacturing units in a number of countries. This international outlook for operations, or globalization, is a growing trend within the chemical industry, with companies expanding their activities either by erecting manufacturing units in other countries or by taking over companies which are already operating there.化学工业1.化学工业的起源尽管化学品的使用可以追溯到古代文明时代,我们所谓的现代化学工业的发展却是非常近代(才开始的)。
化学工业中英文对照外文翻译文献

中英文对照外文翻译(文档含英文原文和中文翻译)译文:化学工业1. 化学工业的定义在本世纪初,定义出化学工艺制品的构成是不难的,因为那时制造出来的化学产品很有限,例如,强碱、硫酸溶液。
现在,千上万的化学品从天然材料中提炼出来,例如原油(某些领域)被加工成很多中间产品,可以作为消费品,或着转变成消费品。
困难是在于裁决那一部分的过程属于化学工业领域,举个例子来阐释这种情况,乳化油漆可以含有聚合物(聚乙烯树脂)/聚脂(乙烯基醋酸纤维)。
很明显的,人造聚乙烯树脂(或醋酸纤维)和它们的聚合物都是化工产品。
然而,如果油漆的合成和配制中含有聚脂,它是由多种化工加工产生的副产品,那它是属于化学工业产品还是装饰工业产品呢?办公多样化和各个工业领域的相似性造成的,是由于没有给化学工业简单定义。
相反,每一个办公个体搜集和出版关于工业生产的数据,将会给那些化工生产过程一个简单的定义。
在比较那些不同来源的统计信息的时候,这是需要铭记于心的。
2. 化学工业的需要化学工业与许多原材料的加工有密切关系。
如原油,首先要变成化工中间产品,然后被加工成各种各样的其他化工产品。
这些产品经常被用来生产消费产品,使得我们的生活更加舒适,或者在另外一些领域比如制药方面,用于保持我们身体健康。
每一个阶段产生的价值都被加入到产品中,而且它提供的这些附加价值远远超过了原材料价值和制造加工过程的成本,这样过程中就产生了利润。
这也是化学工业的目的所在。
在书中提出这样一个问题可能会很奇怪:“我们需要化学工业么。
”然而,如果尝试去回答这个问题就会得出:(1)化学工业活动的领域很广泛(2)它影响我们的日常生活(3)社会很需要化学工业我们的话题是回答这个问题化学工业对我们的贡献。
这些需要包括什么呢?新鲜的食物(和饮料)和健康是主要的。
其它我们考虑的还有服饰,住房,娱乐及交通运输。
1.食物。
化学工业对食物生产的主要贡献至少体现在三个方面。
首先,生产大量可用化肥代替作物生长需要的自然化肥(如氮、磷、钾),促使现代农业增产。
化学化工类外文翻译 原文
化学化工类外文翻译原文Original Text:Chapter 1 Introduction1.1 BackgroundNuclear energy has been providing a significant share of the world’s electricity for more than half a century. Currently, nuclear power plants generate approximately 10% of the world’s electricity supply, with this figure increasing to over 30% in some countries such as France [1]. However, for nuclear energy to continue to be an important source of electricity in the future, the safe and efficient operation of nuclear power plants must be ensured. A key component of ensuring safe and efficient operation is the availability of inspection techniques that can detect defects, assess their severity, and monitor their growth over time.The presence of defects in materials used in nuclear power plants can arise from a number of sources including fabrication, welding, and service exposure. Defects can manifest themselves as a variety of features such as cracks, voids, inclusions, and inhomogeneities. Defects can be classified based on their size, shape, and orientation, with some defectsbeing more critical to the performance and safety of a component than others. For example, surface-breaking transverse cracks in pressure vessel components can be particularly critical since they can rapidly propagate under service loading and can lead to catastrophic failure if not detected and remedied in a timely manner [2].Inspection techniques used to detect and monitor defects in nuclear power plant components are continually evolving. Inspection methods have traditionally included visual examination, ultrasonics, radiography, and eddy current testing [3]. These techniques have proven reliable and effective, but have limitations such as the inability to inspect certain materials and geometries. In addition, advances in materials science and technology have led to the development of new materials with different physical and chemical properties that may not be well-suited to traditional inspection techniques. Therefore, there is a need to develop and optimize inspection techniques that are capable of detecting andmonitoring defects in advanced materials and structures.1.2 Objectives and ScopeThe primary objective of this chapter is to provide an overview of the different types of inspection techniques that are currently used in the nuclearpower industry for detecting, characterizing, and monitoring defects in materials and components. The chapter will discuss the limitations of current inspection techniques and the challenges associated with the inspection of advanced materials and structures. The chapter will also highlight recent developments in inspection techniques including the use of advanced sensors, imaging, and data analysis techniques.The scope of the chapter will cover a range of inspection techniques used in the nuclear power industry including visual examination, ultrasonics, radiography, eddy current testing, and other techniques such as thermography and acoustic emission testing. The chapter will focus on the application of these techniques to welds, pressure vessels, steam generators, and reactor components. The chapter will also briefly discuss the use of inspection techniques for other applications such as monitoring corrosion and degradation of materials.1.3 Organization of the ChapterThe remainder of this chapter is organized as follows. Section 2 provides an overview of visual examination and its application to the inspection of nuclear power plant components. Section 3 describes ultrasonic inspection techniques and their use in detecting and characterizing defects in materials and components.Section 4 discusses radiography and its use forimaging defects in materials. Section 5 covers eddy current testing and its application to the detectionof surface and subsurface defects. Section 6 provides an overview of other non-destructive evaluation techniques such as thermography and acoustic emission testing. Section 7 summarizes recent developments in inspection techniques including the use of advanced sensors and imaging techniques. Section 8 concludesthe chapter with a discussion of challenges and future directions in inspection technology for nuclear power plant components.中文翻译:第一章绪论1.1 背景核能已经为全球电力供应提供了半个多世纪的重要部分。
化工专业英语写作范文

化工专业英语写作范文Title: The Evolution and Importance of Chemical Engineering: A Global Perspective.Chemical engineering, often referred to as the "mother of all engineering disciplines," has played a pivotal role in the advancement of technology and industrialization. Its impact is felt across multiple sectors, including energy, healthcare, environmental protection, and more. In this article, we delve into the evolution of chemical engineering, its current significance, and its future prospects.Evolution of Chemical Engineering.The roots of chemical engineering can be traced back to the Industrial Revolution, when the need for efficient and sustainable production methods arose. Initially, the field was primarily focused on the optimization of processes in the chemical industry, such as the production offertilizers and dyes. However, as technology advanced, the scope of chemical engineering broadened to include areas like biochemistry, environmental engineering, and nanotechnology.One of the most significant milestones in the evolution of chemical engineering was the development of the principles of reaction engineering in the early 20th century. This marked a shift from a reliance on empirical methods to a more rigorous and systematic approach, based on the principles of physics and chemistry. This development laid the foundation for the design and optimization of chemical reactors, which are crucial in the production of various chemicals.Another key development was the integration of computers into chemical engineering in the later part of the 20th century. This integration enabled engineers to model and simulate complex chemical processes, thus predicting their behavior more accurately. Computer-aided design (CAD) and computer-aided manufacturing (CAM) tools also revolutionized the design and fabrication of chemicalplants, making the process more efficient and cost-effective.Current Significance of Chemical Engineering.Today, chemical engineering is at the forefront of addressing many of the world's most pressing challenges. For instance, it plays a crucial role in the development of sustainable energy solutions. Chemical engineers are involved in the research and development of efficient solar cells, batteries, and fuel cells, as well as in the optimization of biofuel production processes.In healthcare, chemical engineering has madesignificant contributions to the development of drugs and therapies. By manipulating molecules at the nanoscale, engineers are able to create targeted drugs that are more effective and have fewer side effects. They are also involved in the design of medical devices and the optimization of bioprocessing techniques for tissue engineering and regenerative medicine.Moreover, chemical engineering is essential in addressing environmental challenges. Engineers are working to develop more efficient waste treatment and recycling methods, as well as to mitigate the impact of industrial processes on the environment. They are also involved in the research and development of sustainable materials that can replace traditional, environmentally harmful ones.Future Prospects of Chemical Engineering.The future of chemical engineering looks bright, with numerous opportunities for innovation and growth. One area that is expected to witness significant advancements is biotechnology. With the advent of synthetic biology and genome editing tools like CRISPR-Cas9, chemical engineers will be able to design and engineer cells and organisms with enhanced functionalities. This could lead to the development of novel bioproducts, such as bioplastics and biofuels, that are more sustainable and environmentally friendly.Another area of potential growth is nanotechnology.Chemical engineers are exploring the use of nanomaterialsin various applications, including drug delivery, energy storage, and environmental remediation. The uniqueproperties of nanomaterials, such as their large surface area and enhanced reactivity, make them ideal foraddressing many of the challenges faced by the chemical industry.Lastly, the integration of digital technologies, suchas artificial intelligence (AI) and the Internet of Things (IoT), is expected to transform chemical engineering. These technologies can be used to optimize processes in real-time, predict and prevent failures, and improve safety and sustainability. By leveraging the power of data analytics and predictive modeling, chemical engineers will be able to make more informed decisions and develop more efficient and cost-effective processes.In conclusion, chemical engineering has come a long way since its inception and continues to play a pivotal role in addressing the world's most pressing challenges. As we look to the future, it is exciting to imagine the innovativesolutions that chemical engineers will develop and the impact they will have on society.。
中英文文献以及翻译(化工类)

Foreign material:Chemical Industry1.Origins of the Chemical IndustryAlthough the use of chemicals dates back to the ancient civilizations, the evolution of what we know as the modern chemical industry started much more recently. It may be considered to have begun during the Industrial Revolution, about 1800, and developed to provide chemicals roe use by other industries. Examples are alkali for soapmaking, bleaching powder for cotton, and silica and sodium carbonate for glassmaking. It will be noted that these are all inorganic chemicals. The organic chemicals industry started in the 1860s with the exploitation of William Henry Perkin’s discovery if the first synthetic dyestuff—mauve. At the start of the twentieth century the emphasis on research on the applied aspects of chemistry in Germany had paid off handsomely, and by 1914 had resulted in the German chemical industry having 75% of the world market in chemicals. This was based on the discovery of new dyestuffs plus the development of both the contact process for sulphuric acid and the Haber process for ammonia. The later required a major technological breakthrough that of being able to carry out chemical reactions under conditions of very high pressure for the first time. The experience gained with this was to stand Germany in good stead, particularly with the rapidly increased demand for nitrogen-based compounds (ammonium salts for fertilizers and nitric acid for explosives manufacture) with the outbreak of world warⅠin 1914. This initiated profound changes which continued during the inter-war years (1918-1939).Since 1940 the chemical industry has grown at a remarkable rate, although this has slowed significantly in recent years. The lion’s share of this growth has been in the organic chemicals sector due to the development and growth of the petrochemicals area since 1950s. The explosives growth in petrochemicals in the 1960s and 1970s was largely due to the enormous increase in demand for synthetic polymers such as polyethylene, polypropylene, nylon, polyesters and epoxy resins.The chemical industry today is a very diverse sector of manufacturing industry, within which it plays a central role. It makes thousands of different chemicals whichthe general public only usually encounter as end or consumer products. These products are purchased because they have the required properties which make them suitable for some particular application, e.g. a non-stick coating for pans or a weedkiller. Thus chemicals are ultimately sold for the effects that they produce.2. Definition of the Chemical IndustryAt the turn of the century there would have been little difficulty in defining what constituted the chemical industry since only a very limited range of products was manufactured and these were clearly chemicals, e.g., alkali, sulphuric acid. At present, however, many intermediates to products produced, from raw materials like crude oil through (in some cases) many intermediates to products which may be used directly as consumer goods, or readily converted into them. The difficulty cones in deciding at which point in this sequence the particular operation ceases to be part of the chemical industry’s sphere of activities. To consider a specific example to illustrate this dilemma, emulsion paints may contain poly (vinyl chloride) / poly (vinyl acetate). Clearly, synthesis of vinyl chloride (or acetate) and its polymerization are chemical activities. However, if formulation and mixing of the paint, including the polymer, is carried out by a branch of the multinational chemical company which manufactured the ingredients, is this still part of the chemical industry of does it mow belong in the decorating industry?It is therefore apparent that, because of its diversity of operations and close links in many areas with other industries, there is no simple definition of the chemical industry. Instead each official body which collects and publishes statistics on manufacturing industry will have its definition as to which operations are classified as the chemical industry. It is important to bear this in mind when comparing statistical information which is derived from several sources.3. The Need for Chemical IndustryThe chemical industry is concerned with converting raw materials, such as crude oil, firstly into chemical intermediates and then into a tremendous variety of other chemicals. These are then used to produce consumer products, which make our livesmore comfortable or, in some cases such as pharmaceutical produces, help to maintain our well-being or even life itself. At each stage of these operations value is added to the produce and provided this added exceeds the raw material plus processing costs then a profit will be made on the operation. It is the aim of chemical industry to achieve this.It may seem strange in textbook this one to pose the question “do we need a chemical industry?” However trying to answer this question will provide(ⅰ) an indication of the range of the chemical industry’s activities, (ⅱ) its influence on our lives in everyday terms, and (ⅲ) how great is society’s need for a chemical industry. Our approach in answering the question will be to consider the industry’s co ntribution to meeting and satisfying our major needs. What are these? Clearly food (and drink) and health are paramount. Other which we shall consider in their turn are clothing and (briefly) shelter, leisure and transport.(1)Food. The chemical industry makes a major contribution to food production in at least three ways. Firstly, by making available large quantities of artificial fertilizers which are used to replace the elements (mainly nitrogen, phosphorus and potassium) which are removed as nutrients by the growing crops during modern intensive farming. Secondly, by manufacturing crop protection chemicals, i.e., pesticides, which markedly reduce the proportion of the crops consumed by pests. Thirdly, by producing veterinary products which protect livestock from disease or cure their infections.(2)Health. We are all aware of the major contribution which the pharmaceutical sector of the industry has made to help keep us all healthy, e.g. by curing bacterial infections with antibiotics, and even extending life itself, e.g. ß–blockers to lower blood pressure.(3)Clothing. The improvement in properties of modern synthetic fibers over the traditional clothing materials (e.g. cotton and wool) has been quite remarkable. Thus shirts, dresses and suits made from polyesters like Terylene and polyamides like Nylon are crease-resistant, machine-washable, and drip-dry or non-iron. They are also cheaper than natural materials.Parallel developments in the discovery of modern synthetic dyes and the technology to “bond” th em to the fiber has resulted in a tremendous increase in the variety of colors available to the fashion designer. Indeed they now span almost every color and hue of the visible spectrum. Indeed if a suitable shade is not available, structural modification of an existing dye to achieve this canreadily be carried out, provided there is a satisfactory market for the product.Other major advances in this sphere have been in color-fastness, i.e., resistance to the dye being washed out when the garment is cleaned.(4)Shelter, leisure and transport. In terms of shelter the contribution of modern synthetic polymers has been substantial. Plastics are tending to replace traditional building materials like wood because they are lighter, maintenance-free (i.e. they are resistant to weathering and do not need painting). Other polymers, e.g. urea-formaldehyde and polyurethanes, are important insulating materials f or reducing heat losses and hence reducing energy usage.Plastics and polymers have made a considerable impact on leisure activities with applications ranging from all-weather artificial surfaces for athletic tracks, football pitches and tennis courts to nylon strings for racquets and items like golf balls and footballs made entirely from synthetic materials.Like wise the chemical industry’s contribution to transport over the years has led to major improvements. Thus development of improved additives like anti-oxidants and viscosity index improves for engine oil has enabled routine servicing intervals to increase from 3000 to 6000 to 12000 miles. Research and development work has also resulted in improved lubricating oils and greases, and better brake fluids. Yet again the contribution of polymers and plastics has been very striking with the proportion of the total automobile derived from these materials—dashboard, steering wheel, seat padding and covering etc.—now exceeding 40%.So it is quite apparent even from a brief look at the chemical industry’s contribution to meeting our major needs that life in the world would be very different without the products of the industry. Indeed the level of a country’s development may be judged by the production level and sophistication of its chemical industry4. Research and Development (R&D) in Chemical IndustriesOne of the main reasons for the rapid growth of the chemical industry in the developed world has been its great commitment to, and investment in research and development (R&D). A typical figure is 5% of sales income, with this figure being almost doubled for the most research intensive sector, pharmaceuticals. It is important to emphasize that we are quoting percentages here not of profits but of sales income, i.e. the total money received, which has to pay for raw materials, overheads, staff salaries, etc. as well. In the past this tremendous investment has paid off well, leading to many useful and valuable products being introduced to the market. Examplesinclude synthetic polymers like nylons and polyesters, and drugs and pesticides. Although the number of new products introduced to the market has declined significantly in recent years, and in times of recession the research department is usually one of the first to suffer cutbacks, the commitment to R&D remains at a very high level.The chemical industry is a very high technology industry which takes full advantage of the latest advances in electronics and engineering. Computers are very widely used for all sorts of applications, from automatic control of chemical plants, to molecular modeling of structures of new compounds, to the control of analytical instruments in the laboratory.Individual manufacturing plants have capacities ranging from just a few tones per year in the fine chemicals area to the real giants in the fertilizer and petrochemical sectors which range up to 500,000 tonnes. The latter requires enormous capital investment, since a single plant of this size can now cost $520 million! This, coupled with the widespread use of automatic control equipment, helps to explain why the chemical industry is capital-rather than labor-intensive.The major chemical companies are truly multinational and operate their sales and marketing activities in most of the countries of the world, and they also have manufacturing units in a number of countries. This international outlook for operations, or globalization, is a growing trend within the chemical industry, with companies expanding their activities either by erecting manufacturing units in other countries or by taking over companies which are already operating there.化学工业1.化学工业的起源尽管化学品的使用可以追溯到古代文明时代,我们所谓的现代化学工业的发展却是非常近代(才开始的)。
化工专业英语lesson4翻译

仅供参考Introduction to Organic Chemistry1. Sources of Organic CompoundsThe major sources of organic chemicals are coal, petroleum, and agricultural products. Both coal and petroleum were formed through the geologic processes of changing animal and plant remains into carbon-containing residues. About one-third of all organic chemicals are derived from coal and about one-half from the petroleum industry有机化合物的来源有机化学药品的主要来源是煤、石油和农产品。
动植物的遗体通过地质作用变成含碳残基然后形成煤和石油。
三分之一的所有有机化合物品是从煤中得到的,一般来自于石油工业。
2. The Methods and Objectives of Organic ChemistryBecause of the tremendous number of organic compounds known, and of the many more being synthesized daily, the study of organic chemistry is not the study of individual compounds, it is the study of groups or families of compounds all closely related to each other. Obviously, the former approach would be prohibitive[prE5hibitiv]. Once the structural relationships of certain typical members of a particular group or family of compounds are understood, these structural features are understood for any one of the many members of the family, even though some may not be known compounds.因为已知的有机化合物的数目庞大,而且还在逐日合成更多的品种,所以有机化学不是研究单个的化合物,而是把彼此密切相关的化合物按类或族来研究。
最新化工专业英语翻译(全21单元)01620资料
化学工程与工艺专业英语课文翻译Unit 1 Chemical Industry化学工业 ...................................................................................... - 1 -Unit 2 Research and Development研究和开发................................................................... - 3 -Unit 3 Typical Activities of Chemical Engineers化学工程师的例行工作............................ - 5 -Unit 4 Sources of Chemicals化学资源 ................................................................................. - 7 -Unit 5 Basic Chemicals基本化学品...................................................................................... - 9 -Unit 6 Chlor-Alkali and Related Processes氯碱及其相关过程.......................................... - 10 -Unit 7 Ammonia, Nitric Acid and Urea氯、硝酸和尿素 ................................................... - 12 -Unit 8 Petroleum Processing石油加工 .............................................................................. - 15 -Unit 9 Polymers 聚合物 ................................................................................................... - 16 -Unit 10 What Is Chemical Engineering?什么是化学工程学 .............................................. - 18 -Unit 11 Chemical and Process Thermodynamics化工热力学 ........................................... - 21 -Unit 12 What do we mean by transport phenomena ?如何定义传递现象 ...................... - 23 -Unit 13 Unit Operations in Chemical Engineering化学工程中的单元操作...................... - 24 -Unit14 Distillation蒸馏....................................................................................................... - 26 -Unit 15 Solvent Extraction, Leaching and Adsorption溶剂萃取,浸取和吸附................ - 28 -Unit 16 Evaporation, Crystallization and Drying蒸发、结晶和干燥................................. - 31 -Unit 17 Chemical Reaction Engineering化学反应工程 ..................................................... - 33 -Unit18 Chemical Engineering Modeling化工建模 ............................................................. - 36 -Unit 19 Introduction to Process Design过程设计简介...................................................... - 37 -Unit 20 Material Science and Chemical Engineer材料科学和化学工程........................... - 39 -Unit 21 Chemical Industry and Environment化学工业与环境 ......................................... - 42 -Unit 1 Chemical Industry化学工业1.化学工业的起源尽管化学品的使用可以追溯到古代文明时代,我们所谓的现代化学工业的发展却是非常近代(才开始的)。
英文文献中文翻译
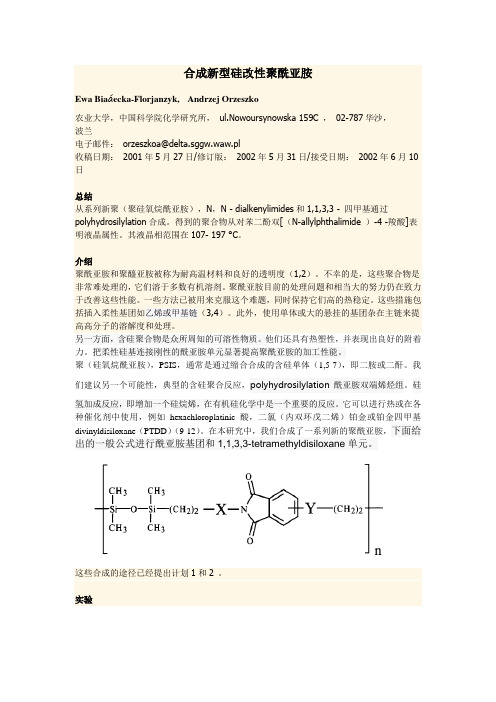
合成新型硅改性聚酰亚胺Ewa Biaáecka-Florjanzyk, Andrzej Orzeszko农业大学,中国科学院化学研究所,ul.Nowoursynowska 159C ,02-787华沙,波兰电子邮件:orzeszkoa@delta.sggw.waw.pl收稿日期:2001年5月27日/修订版:2002年5月31日/接受日期:2002年6月10日总结从系列新聚(聚硅氧烷酰亚胺),N,N - dialkenylimides和1,1,3,3 - 四甲基通过polyhydrosilylation合成。
得到的聚合物从对苯二酚双[(N-allylphthalimide )-4 -羧酸]表明液晶属性。
其液晶相范围在107- 197 °C。
介绍聚酰亚胺和聚醯亚胺被称为耐高温材料和良好的透明度(1,2)。
不幸的是,这些聚合物是非常难处理的,它们溶于多数有机溶剂。
聚酰亚胺目前的处理问题和相当大的努力仍在致力于改善这些性能。
一些方法已被用来克服这个难题,同时保持它们高的热稳定。
这些措施包括插入柔性基团如乙烯或甲基链(3,4)。
此外,使用单体或大的悬挂的基团杂在主链来提高高分子的溶解度和处理。
另一方面,含硅聚合物是众所周知的可溶性物质。
他们还具有热塑性,并表现出良好的附着力。
把柔性硅基连接刚性的酰亚胺单元显著提高聚酰亚胺的加工性能。
聚(硅氧烷酰亚胺),PSIS,通常是通过缩合合成的含硅单体(1,5-7),即二胺或二酐。
我们建议另一个可能性,典型的含硅聚合反应,polyhydrosilylation酰亚胺双端烯烃组。
硅氢加成反应,即增加一个硅烷烯,在有机硅化学中是一个重要的反应。
它可以进行热或在各种催化剂中使用,例如hexachloroplatinic酸,二氯(内双环戊二烯)铂金或铂金四甲基divinyldisiloxane(PTDD)(9-12)。
在本研究中,我们合成了一系列新的聚酰亚胺,下面给出的一般公式进行酰亚胺基团和1,1,3,3-tetramethyldisiloxane单元。
化工专业外语翻译

With the advent of CMC and tripolyphosphate builders the detergent industry established itself and has never looked back. The action of the condensed phosphates will be discussed later, but, to look at production figures again, the production of tripolyphosphate in the USA is enlightening.It will be noted that there is a falling off after 1970. The reason is a combination of restrictions on and opposition to the use of phosphates, and also international shortages of raw materials.Propylene tetramer benzene sulphonate held almost undisputed sway as the major ingredient used in washing operations till the early 1960s. Around this time it was noted, however, that sewage treatment problems were arising. The amount of foam on rivers was increasing and where water was being drawn from wells located close to household discharge points, the water tended to foam when coming out of the tap. This was attributed to the fact that propylene based alkyl benzene sulphonates are not completely degraded by the bacteria naturally present in effluents, and was further narrowed down to the fact that it is the branched-chain formation of the alkyl benzene which hinders the attack by the bacteria. However, fatty alcohol sulphates were found to degrade very easily, and since all naturally occurring fatty acids from which fatty alcohols are produced are of the straight-chain variety (as also are the Ziegler alcohols which started appearing in commercial quantities at about this time) , it seemed possible that a straight-chain alkyl benzene might be degradable.翻译:随着羧甲基纤维素和三聚磷酸盐化合物的出现,洗涤剂工业诞生了而且从未后退过。
化工企业管理论文英文参考文献
Chemical Industry Enterprise Management: A Review of EnglishReferencesAbstractChemical industry enterprises play a critical role in the global economy, providing essential products and services for various sectors. Effective management is vital for the success and sustainability of these enterprises. This paper aims to provide a comprehensive review of the existing English references on the management of chemical industry enterprises. The review covers various aspects of management, including organizational structure, financial management, supply chain management, quality control, and innovation. The findings highlight the importance of strategic planning, risk management, and continuous improvement in achieving operational excellence and maintaining a competitive edge in the chemical industry. This review serves as a valuable resource for managers, researchers, and policymakers seeking a deeper understanding of effective management practices in the chemical industry.1. IntroductionThe chemical industry plays a strategic role in the global economy, contributing to economic growth, employment, and technological advancements. Effective management is crucial for chemical industry enterprises to navigate through challenges, exploit opportunities, and achieve sustainable growth. Numerous studies have been conducted to explore various aspects of management in the chemical industry. This review aims to provide an overview of the existing English references on the management of chemical industry enterprises, highlighting key findings, themes, and practical implications.2. Organizational StructureEffective organizational structure is a cornerstone of successful management in chemical industry enterprises. Studies have emphasized the importance of aligning organizational structure with the business strategy and goals. Different organizational structures, such as functional, divisional, and matrix, have been discussed in the literature. The choice of organizational structure depends on factors such as the size of the enterprise, the nature of its operations, and the competitive environment. Moreover, studies have emphasized the need for effective communication, collaboration, and coordination among different departments and units within the organization.3. Financial ManagementSound financial management is crucial for the long-term success and sustainability of chemical industry enterprises. The literature has highlighted the importance of financial planning, budgeting, cost control, and performance evaluation. Cost management techniques, such as activity-based costing and lean accounting, have been suggested as effective tools for optimizing costs and improving financial performance. Additionally, studies have emphasized the significance of financial risk management and the use of financial indicators and ratios to assess the financial health and performance of chemical industry enterprises.4. Supply Chain ManagementEfficient supply chain management is essential to ensure the timely delivery of raw materials, intermediates, and finished products in the chemical industry. The literature has emphasized the need for effective supplier selection, relationship management, and risk mitigation strategies. Supply chain optimization techniques, such as lean supply chain and just-in-time (JIT) inventory management, have been suggested as means to achieve cost reduction, improve product quality, and enhance customer satisfaction. Furthermore, the importance of leveraging technology, such as blockchain and Internet of Things (IoT), for real-time monitoring and traceability in the supply chain has been highlighted.5. Quality ControlQuality control is of utmost importance in the chemical industry, where product quality and safety can have significant implications for human health and the environment. The literature has discussed various quality control tools and methodologies, including total quality management (TQM), Six Sigma, and statistical process control (SPC). These approaches aim to reduce process variability, minimize defects, and improve product consistency. Moreover, studies have emphasized the significance of regulatory compliance, product certification, and continuous monitoring and improvement in maintaining high-quality standards in chemical industry enterprises.6. InnovationInnovation is a key driver of growth and competitiveness in the chemical industry. The literature has explored different dimensions of innovation, including product innovation, process innovation, and business model innovation. Studies have emphasized the importance of fostering a culture of innovation, encouraging knowledge sharing, and investing in research and development (R&D). Furthermore, the role of open innovation and collaboration with external partners, such as customers, suppliers, and research institutions, in fostering innovation has been highlighted.7. ConclusionEffective management is crucial for the success and sustainability of chemical industry enterprises. This paper has provided a comprehensive review of the existing English references on the management of chemical industry enterprises, covering various aspects such as organizational structure, financial management, supply chain management, quality control, and innovation. The findings underscore the importance of strategic planning, risk management, and continuous improvement in achieving operational excellence and maintaining a competitive edge in the chemical industry. This review serves as a valuable resource for practitioners, researchers, and policymakers seeking to enhance their understanding of effective management practices in the chemical industry.References(References can be added in the appropriate referencing style)。
化工专业英语(刘庆文)09065课文和阅读读材料翻译部分

化工专业英语(参考译文)Specailized English for Chemical Industry刘庆文目录模块一化工生产第一单元碳酸钠的生产第二单元聚乙烯的生产第三单元炼油第四单元精细化学品第五单元结晶第六单元液液萃取第七单元分析化学模块二职业健康与卫生第八单元化学工业的危险因素第九单元职业危害与保护第十单元个人保护模块三化学工业安全第十一单元化学危险品的危害第十二单元电器事故第十三单元化工工艺安全信息模块四环境保护第十四单元废气减排第十五单元废物利用第十六单元化学废物的循环第十七单元清洁生产模块五质量第十八单元质量保证第十九单元质量管理体系第二十单元药品生产质量管理规范模块一化工生产第一单元碳酸钠的生产碳酸钠是钠的碳酸盐(也称之为洗涤碱,苏打结晶或纯碱)。
它通常以七水结晶形式存在,很容易风化变为白色的一水合物粉末。
它也是人们熟知的家庭日用水软化剂。
碳酸钠有一种冷碱味,它可以从许多植物灰中提取出来。
大量的碳酸钠是用索尔韦法通过食盐来生产的。
用途生产玻璃是碳酸钠最重要的用途。
当碳酸钠与沙子和碳酸钙混合在一起,加热到很高的温度,然后快速冷却时,就产生了玻璃。
这类玻璃叫做钠钙玻璃。
碳酸钠在各种环境下也可以用作相对较强的碱。
例如,碳酸钠用作pH调节剂,以维持大多数显影剂反应所需的稳定的碱性条件。
它是市政水池常用的添加剂,用来中和氯的酸效应,提高pH值。
化学上,它常常用作电解质。
此外,与生成氯气的氯离子不同,碳酸根离子不腐蚀阳极。
它还可以用作酸碱滴定的基准物,因为它是空气中稳定存在的固体,容易准确称量。
生产索尔韦法:1861年比利时工业化学家,欧内斯特·索尔韦发明了一种方法,使用氨将氯化钠转化为碳酸钠。
索尔韦法是在一个大的空塔内进行的。
在塔底,碳酸钙(石灰石)被加热释放出二氧化碳。
CaCO3→ CaO + CO2在塔顶,氯化钠和氨的浓溶液进入塔内。
随着二氧化碳气泡穿过溶液,生成碳酸氢钠沉淀:NaCl + NH3 + CO2 + H2O → NaHCO3 + NH4Cl碳酸氢钠通过加热转化为碳酸钠,并释放出水和二氧化碳:2 NaHCO3→ Na2CO3 + H2O + CO2同时,通过加热氯化铵和石灰(氢氧化钙),可以重新制备氨。
化学化工专业英语翻译

•Coal, petroleum and natural gas now yield their bond energies to man.煤,石油和天然气现在为人类提供各种各样的结合能。
•Salts may also be found by the replacement of hydrogen from an acid with a metal.盐也能通过用金属置换酸中的氢而获得。
•An acid was once defined as a substance that would form hydrogen ions(H+) in water solution and a base as one that would form hydroxide ions(OH-) in the same.人们曾把酸定义为在水溶液中能产生氢离子的物质,而碱则是在同样溶液中会产生氢氧根离子的物质。
•These books are packed in tens. 这些书每十本装一包。
•These products are counted by hundreds. 这些产品是成百成百计数的。
•They went out by twos and threes. 他们三三两两地出去了。
•They consulted tens of magazines. 他们查阅了几十本杂志。
•Automation helps to increase productivity hundreds of times over. 自动化使生产率提高了几百倍。
•More weight must be placed on the past history of patients. 必须更加重视患者的病史。
•The continuous process can be conducted at any prevailing pressure without release to atmospheric pressure.连续过程能在任何常用的压力下进行,而不必暴露在大气中。
毕业设计论文化学系毕业论文外文文献翻译中英文

毕业设计论文化学系毕业论文外文文献翻译中英文英文文献及翻译A chemical compound that is contained in the hands of the problemsfor exampleCatalytic asymmetric carbon-carbon bond formation is one of the most active research areas in organic synthesis In this field the application of chiral ligands in enantioselective addition of diethylzinc to aldehydes has attracted much attention lots of ligands such as chiral amino alcohols amino thiols piperazines quaternary ammonium salts 12-diols oxazaborolidines and transition metal complex with chiral ligands have been empolyed in the asymmetric addition of diethylzinc to aldehydes In this dissertation we report some new chiral ligands and their application in enantioselective addition of diethylzinc to aldehydes1 Synthesis and application of chiral ligands containing sulfur atomSeveral a-hydroxy acids were prepared using the literature method with modifications from the corresponding amino acids valine leucine and phenylalanine Improved yields were obtained by slowly simultaneous addition of three fold excess of sodium nitrite and 1 tnolL H2SO4 In the preparation of a-hydroxy acid methyl esters from a-hydroxy acids following the procedure described by Vigneron a low yield 45 was obtained It was found that much better results yield 82 couldbe obtained by esterifying a-hydroxy acids with methanol-thionyl chlorideThe first attempt to convert S -2-hydroxy-3-methylbutanoic acid methyl ester to the corresponding R-11-diphenyl-2-mercapto-3-methyl-l-butanol is as the following S-2-Hydroxy-3-methylbutanoic acid methyl ester was treated with excess of phenylmagnesium bromide to give S -11-diphenyl-3-methyl-12-butanediol which was then mesylated to obtain S -11-diphenyl-3-methyl-2-methanesulfonyloxy -l-butanol Unfortunately conversion of S-11-diphenyl-3-methyl-2- methanesulfonyloxy -l-butanol to the corresponding thioester by reacting with potassium thioacetate under Sn2 reaction conditions can be achieved neither in DMF at 20-60 nor in refluxing toluene in the presence of 18-crown-6 as catalyst When S -1ll-diphenyl-3-methyl-2- methane sulfonyloxy -l-butanol was refluxed with thioacetic acid in pyridine an optical active epoxide R-22-diphenyl -3-isopropyloxirane was obtained Then we tried to convert S -11-diphenyl-3-methyl-l2-butanediol to the thioester by reacting with PPh3 DEAD and thioacetic acid the Mitsunobu reaction but we failed either probably due to the steric hindrance around the reaction centerThe actually successful synthesis is as described below a-hydroxy acid methyl esters was mesylated and treated with KSCOCH3 in DMF to give thioester this was than treated with phenyl magnesium bromide to gave the target compound B-mercaptoalcohols The enantiomeric excesses ofp-mercaptoalcohols can be determined by 1H NMR as their S -mandeloyl derivatives S -2-amino-3-phenylpropane-l-thiol hydrochloride was synthesized from L-Phenylalanine L-Phenylalanine was reduced to the amino alcohol S -2-amino-3-phenylpropanol Protection of the amino group using tert-butyl pyrocarbonate gave S -2-tert-butoxycarbonylamino-3-phenylpropane-l-ol which was then O-mesylated to give S -2-tert-butoxycarbonylamino-3-phenylpropyl methanesulfonate The mesylate was treated with potassium thioacetate in DMF to give l-acetylthio-2-tert-butoxycarbonylamino-3-phenylpropane The acetyl group was then removed by treating with ammonia in alcohol to gave S -2-tert-butoxycarbonylamino-3-phenyl-propane-l-thiol which was then deprotected with hydrochloric acid to give the desired S-2-amino-3-phenylpropane-1-thiol hydrochlorideThe enantioselective addition of diethylzinc to aldehydes promoted by these sulfur containing chiral ligands produce secondary alcohols in 65-79 Synthesis and application of chiral aminophenolsThree substituted prolinols were prepared from the naturally-occurring L-proline using reported method with modifications And the chiral aminophenols were obtained by heating these prolinols with excess of salicylaldehyde in benzene at refluxThe results of enantioselective adBelow us an illustration forexampleN-Heterocyclic carbenes and L-Azetidine-2-carboxylicacidN-Heterocyclic carbenesN-Heterocyclic carbenes have becomeuniversal ligands in organometallic and inorganic coordination chemistry They not only bind to any transition metal with low or high oxidation states but also to main group elements such as beryllium sulfur and iodine Because of their specific coordination chemistry N-heterocyclic carbenes both stabilize and activate metal centers in quite different key catalytic steps of organic syntheses for example C-H activation C-C C-H C-O and C-N bond formation There is now ample evidence that in the new generation of organometallic catalysts the established ligand class of organophosphanes will be supplemented and in part replaced byN-heterocyclic carbenes Over the past few years this chemistry has become the field of vivid scientific competition and yielded previously unexpected successes in key areas of homogeneous catalysis From the work in numerous academic laboratories and in industry a revolutionary turningpoint in oraganometallic catalysis is emergingIn this thesis Palladium Ⅱ acetate and NN"-bis- 26-diisopropylphenyl dihydro- imidazolium chloride 1 2 mol were used to catalyze the carbonylative coupling of aryl diazonium tetrafluoroborate salts and aryl boronic acids to form aryl ketones Optimal conditions include carbon monoxide 1 atm in 14-dioxane at 100℃ for 5 h Yields for unsymmetrical aryl ketones ranged from 76 to 90 for isolated materials with only minor amounts of biaryl coupling product observed 2-12 THF as solvent gave mixtures of products 14-Dioxane proved to be the superior solvent giving higher yieldsof ketone product together with less biphenyl formation At room temperature and at 0℃ with 1 atm CO biphenyl became the major product Electron-rich diazonium ion substrates gave a reduced yield with increased production of biaryl product Electron-deficient diazonium ions were even better forming ketones in higher yields with less biaryl by-product formed 2-Naphthyldiazonium salt also proved to be an effective substrate givingketones in the excellent range Base on above palladium NHC catalysts aryl diazonium tetrafluoroborates have been coupled with arylboron compounds carbon monoxide and ammonia to give aryl amides in high yields A saturated yV-heterocyclic carbene NHC ligand H2lPr 1 was used with palladium II acetate to give the active catalyst The optimal conditions with 2mol palladium-NHC catalyst were applied with various organoboron compounds and three aryl diazonium tetrafluoroborates to give numerous aryl amides in high yield using pressurized CO in a THF solution saturated with ammonia Factors that affect the distribution of the reaction products have been identified and a mechanism is proposed for this novel four-component coupling reactionNHC-metal complexes are commonly formed from an imidazolium salt using strong base Deprotonation occurs at C2 to give a stable carbene that adds to form a a-complex with the metal Crystals were obtained from the reaction of imidazolium chloride with sodium t- butoxide Nal and palladium II acetate giving a dimeric palladium II iodide NHC complex The structure adopts a flat 4-memberedring u2 -bridged arrangement as seen in a related dehydro NHC complex formed with base We were pleased to find that chloride treated with palladium II acetate without adding base or halide in THF also produced suitable crystals for X-ray anaysis In contrast to the diiodide the palladium-carbenes are now twisted out of plane adopting a non-planar 4-ring core The borylation of aryldiazonium tetrafluoroborates with bis pinacolatoborane was optimized using various NHC ligand complexes formed in situ without adding base NN"-Bis 26-diisopropylphenyl-45-dihydroimidazolium 1 used with palladium acetate in THF proved optimal giving borylated product in 79 isolated yield without forming of bi-aryl side product With K2CO3 and ligand 1 a significant amount of biaryl product 24 was again seen The characterization of the palladium chloride complex by X-ray chrastallography deL-Azetidine-2-carboxylic acidL-Azetidine-2-carboxylic acid also named S -Azetidine-2-carboxylic acid commonly named L-Aze was first isolated in 1955 by Fowden from Convallaria majalis and was the first known example of naturally occurring azetidine As a constrained amino acid S -Azetidine-2-carboxylic acid has found many applications in the modification of peptides conformations and in the area of asymmetric synthesis which include its use in the asymmetric reduction of ketones Michael additions cyclopropanations and Diels-Alder reactions In this dissertation five ways for synthesize S-Azetidine-2-carboxylic acid were studied After comparing all methods theway using L-Aspartic acid as original material for synthesize S-Azetidine-2-carboxylic acid was considered more feasible All mechanisms of the way"s reaction have also been studied At last the application and foreground of S -Azetidine-2-carboxylic acid were viewed The structures of the synthetic products were characterized by ThermalGravity-Differential Thermal Analysis TG-DTA Infrared Spectroscopy IR Mass Spectra MS and 1H Nuclear Magnetic Resonance 1H-NMR Results showed that the structures and performances of the products conformed to the anticipation the yield of each reaction was more than 70 These can conclude that the way using L-Aspartie acid as original material for synthesize S -Azetidine-2-carboxylic acid is practical and effective杂环化合物生成中包含手性等问题如催化形成不对称碳碳键在有机合成中是一个非常活跃的领域在这个领域中利用手性配体诱导的二乙基锌和醛的不对称加成引起化学家的广泛关注许多手性配体如手性氨基醇手性氨基硫醇手性哌嗪手性四季铵盐手性二醇手性恶唑硼烷和过渡金属与手性配体的配合物等被应用于二乙基锌对醛的不对称加成中在本论文中我们报道了一些新型的手性配体的合成及它们应用于二乙基锌对醛的不对称加成的结果1含硫手性配体的合成和应用首先从氨基酸缬氨酸亮氨酸苯丙氨酸出发按照文献合成α-羟基酸并发现用三倍量的亚硝酸钠和稀硫酸同时滴加进行反应能适当提高反应的产率而根据Vigneron等人报道的的方法用浓盐酸催化从α-羟基酸合成α-羟基酸甲酯时只能获得较低的产率改用甲醇-二氯亚砜的酯化方法时能提高该步骤的产率从 S -3-甲基-2-羟基丁酸甲酯合成 R -3-甲基-11-二苯基-2-巯基-1-丁醇经过了以下的尝试 S -3-甲基-2-羟基丁酸甲酯和过量的格氏试剂反应得到 S -3-甲基-11-二苯基-12-丁二醇进行甲磺酰化时位阻较小的羟基被磺酰化生成 S -3-甲基-11-二苯基-2- 甲磺酰氧基 -1-丁醇但无论将 S -3-甲基-11-二苯基-2- 甲磺酰氧基 -1-丁醇和硫代乙酸钾在DMF中反应 20~60℃还是在甲苯中加入18-冠-6作为催化剂加热回流都不能得到目标产物当其与硫代乙酸在吡啶中回流时得到的不是目标产物而是手性环氧化合物 R -3-异丙基-22-二苯基氧杂环丙烷从化合物 S -3-甲基-11-二苯基-12-丁二醇通过Mitsunobu反应合成硫代酯也未获得成功这可能是由于在反应中心处的位阻较大造成的几奥斯塑手村犯体的合成裁其在不对称奋成中肠左用摘要成功合成疏基醇的合成路是将a-轻基酸甲酷甲磺酞化得到相应的磺酞化产物并进行与硫代乙酸钾的亲核取代反应得到硫酷进行格氏反应后得到目标分子p一疏基醇用p一疏基醇与 R 义一一甲氧基苯乙酞氯生成的非对映体经H侧NM吸测试其甲氧基峰面积的积分求得其ee值 3一苯基一氨基丙硫醇盐酸盐从苯丙氨酸合成斗3一苯基一氨基丙醇由L一苯丙氨酸还原制备氨基保护后得到习一3一苯基一2一叔丁氧拨基氨基一1一丙醇甲磺酞化后得到习一3一苯基一2一叔丁氧拨基氨基一1一丙醇甲磺酸酷用硫代乙酸钾取代后得匀一3-苯基一2一叔丁氧拨基氨基一1一丙硫醇乙酸酷氨解得习一3一苯基一2一叔丁氧拨基氨基一1一丙硫醇用盐酸脱保护后得到目标产物扔3一苯基屯一氨基丙硫醇盐酸盐手性含硫配体诱导下的二乙基锌与醛的加成所得产物的产率为65一79值为O井92手性氨基酚的合成和应用首先从天然的L一脯氨酸从文献报道的步骤合成了三种脯氨醇这些手性氨基醇与水杨醛在苯中回流反应得到手性氨基酚手性氨基酚配体诱导下的二乙基锌与醛的加成所得产物的产率为45一98值为0一90手性二茂铁甲基氨基醇的合成和应用首先从天然氨基酸绿氨酸亮氨酸苯丙氨酸和脯氨酸合成相应的氨基醇这些氨基醇与二茂铁甲醛反应生成的NO一缩醛经硼氢化钠还原得到手性二茂铁甲基氨基醇手性二茂铁甲基氨基醇配体诱导下的二乙基锌与醛的加成所得产物的产率为66一97下面我们举例说明一下例如含氮杂环卡宾和L-氮杂环丁烷-2-羧酸含氮杂环卡宾含氮杂环卡宾已广泛应用于有机金属化学和无机配合物化学领域中它们不仅可以很好地与任何氧化态的过渡金属络合还可以与主族元素铍硫等形成配合物由于含氮杂环卡宾不但使金属中心稳定而且还可以活化此金属中心使其在有机合成中例如C-H键的活化C-CC-HC-O和C-N键形成反应中有着十分重要的催化效能现有的证据充分表明在新一代有机金属催化剂中含氮杂环卡宾不但对有机膦类配体有良好的互补作用而且在有些方面取代有机膦配体成为主角近年来含氮杂环卡宾及其配合物已成为非常活跃的研究领域在均相催化这一重要学科中取得了难以想象的成功所以含氮杂环卡宾在均相有机金属催化领域的研究工作很有必要深入地进行下去本文研究了乙酸钯和NN双 26-二异丙基苯基 -45-二氢咪唑氯化物1作为催化剂催化芳基四氟硼酸重氮盐与芳基硼酸的羰基化反应合成了一系列二芳基酮并对反应条件进行了优化使反应在常温常压下进行一个大气压的一氧化碳14-二氧杂环己烷作溶剂100℃反应5h 不同芳基酮的收率达7690仅有微量的联芳烃付产物 212 反应选择性良好当采用四氢呋喃或甲苯作溶剂时得到含较多副产物的混合物由此可以证明14-二氧杂环己烷是该反应最适宜的溶剂在室温或0℃与一个大气压的一氧化碳反应联芳烃变成主产物含供电子取代基的芳基重氮盐常常给出较低收率的二芳基酮而含吸电子取代基的芳基重氮盐却给出更高收率的二芳基酮及较少量的联芳烃付产物实验证明2-萘基重氮盐具有很好的反应活性和选择性总是得到优异的反应结果在此基础上由不同的芳基四氟硼酸重氮盐与芳基硼酸一氧化碳和氨气协同作用以上述含氮杂环卡宾作配体与乙酸钯生成的高活性含氮杂环卡宾钯催化剂催化较高收率地得到了芳基酰胺优化的反应条件是使用2mol的钯-H_2IPr 1五个大气压的一氧化碳以氨气饱和的四氢呋喃作溶剂由不同的有机硼化合物与三种芳基重氮盐的四组份偶联反应同时不仅对生成的多种产物进行了定 L-氮杂环丁烷-2-羧酸L-氮杂环丁烷-2-羧酸又称 S -氮杂环丁烷-2-羧酸简称为L-Aze1955年由Fowden从植物铃兰 Convallaria majalis 中分离得到成为第一个被证实的植物中天然存在的氮杂环丁烷结构作为一种非典型的氨基酸已经发现 S -氮杂环丁烷-2-羧酸可广泛用于对多肽结构的修饰以及诸如不对称的羰基还原Michael 加成环丙烷化和Diels-Alder反应等不对称合成中的多个领域本文通过对 S -氮杂环丁烷-2-羧酸合成路线的研究综述了五种可行的合成路线及方法通过比较选用以L-天冬氨酸为初始原料合成 S -氮杂环丁烷-2-羧酸的路线即通过酯化反应活泼氢保护格氏反应内酰胺化反应还原反应氨基保护氧化反应脱保护等反应来合成 S -氮杂环丁烷-2-羧酸分析了每步反应的机理并对 S -氮杂环丁烷-2-羧酸的应用及前景给予展望通过热分析红外质谱核磁等分析手段对合成的化合物的结构进行表征结果表明所得的产物符合目标产物所合成的化合物的结构性能指标与设计的目标要求一致每步反应的收率都在70%以上可以判定以L-天冬氨酸为初始原料合成 S -氮杂环丁烷的路线方案切实可行。
化工英文文献翻译
Three Common Details of The Compressor Failure AnalysisCompressor Fault Analysis (1) - motor burnedMotor compressor (hereinafter referred to as the compressor) of the fault can be divided into motor failure and mechanical failure (including the crankshaft, connecting rod, piston, valve, cylinder head pad, etc.). Mechanical failure is often the motor overload or stall, is one of the main motor damage.Damage mainly to the motor stator winding insulation damage (short circuit) and the circuit and so on. Stator windings was found damaged hard time, could eventually lead to winding burned. Winding burned, cover up some cause or direct cause of the phenomenon of burning, making the subsequent analysis and cause investigation more difficult.However, the operation of the motor power input is inseparable from the normal, reasonable motor load, good heat dissipation and winding wire insulation layer of protection. From several aspects, not difficult to find reason than burnt windings are six: (1) abnormal load and stall; (2) Winding short circuit caused by metal shavings; (3) contactor problems; (4) Power phase and voltage abnormalities; (5) inadequate cooling; (6) compressor vacuum. In fact, many factors contributed to the more common motor damage.1. Abnormal loads and stallMotor load requirements, including compressed gas load and the load required to overcome mechanical friction. Pressure ratio is too large, or the pressure is too large, the compression process will be more difficult; and increased friction caused by lubrication failure, and extreme cases of motor stall, will greatly increase the electrical load. Lubrication failure, friction increases, is the leading cause of abnormal load. Back to the diluted lubricating oil, oil heat, oil coking deterioration and lack of oil and so will disrupt normal lubrication, leading to lubrication failure. Back to the diluted lubricating oil, affecting the normal friction surface film formation, or even washed away the original film, increasing friction and wear. Compressor overheating will cause the thinning or even high-temperature coking oil, affecting the normal film formation. System back to the oil well, the compressor short of oil, they can not maintain normal lubrication. High-speed rotating crankshaft, connecting rod piston speed movement, there is no friction surface protection film will quickly heat up, local high-temperature rapid evaporation of the oil or coke, to make it more difficult to lubricate the parts, a few seconds can cause severe localized wear. Lubrication failure, local wear, the need for greater torque to the crankshaft. Low-power compressor (such as refrigerators, home air conditioning compressor) as the motor torque, lubrication failure often occurs after the stall (the motor can not rotate) phenomenon, and enter the "stall - Thermal protection - Locked" death cycle, motor burn only a matter of time. The high-power semi-closed compressor motor torque large, local wear will not cause stall, the motor power will be within a certain range increases with the load, causing more serious wear and tear, and even lead to bite cylinder (live seca in cylinder), rod fracture and other serious damage.When the current stall (stall current) is about 4-8 times the normal running current. The moment of starting the motor, the current reached a peak close to or stall current.Because the resistance heat release proportional to the square with the current, start and stall when the winding current will heat up quickly. Thermal protection can protect the electrode in the stall, but generally will not have a response soon, can not prevent such frequent starting winding due to temperature changes. Frequent starts and abnormal load, so that the test winding subjected to high temperature will reduce the magnet wire insulation.In addition, the compressed gas with the compression ratio will be required to increase the load and pressure increases. Therefore, the high temperature compressor for low temperature, or low compressor for high temperature, will affect the electrical load and heat, is not appropriate, will shorten the electrode life.Winding insulation deterioration, if there are other factors (such as metal shavings form conductive loops, acid oil, etc.) with, it is easy to cause a short circuit and damage.2. Scrap metal caused by short circuitWinding metal particles are mixed and ground insulation value of the low short-circuit the culprit. The normal vibration of the compressor running, and every time you start winding by the magnetic force of the pipe, will promote inclusion in the winding and the winding metal shavings between the relative motion between the magnet wire and friction. Sharp edges will scratch the enameled metal shavings insulation, causing short circuits. Sources including the construction of metal debris left behind by the brass shavings, welding slag, compressor internal parts wear and damage (such as broken valves), the fall of the metal shavings and so on. For the closed compressor (including the closed scroll compressor), the metal shavings or broken, would fall on the winding. For semi-hermetic compressors, and some particles with the gas and oil flow in the system, and finally assembled in the magnetic winding; and some metal shavings (such as bearing wear and stator and rotor wear (sweep bore) is generated) will be directly on the winding. Winding metal shavings gathered after a short circuit is only a matter of time.Need to draw particular attention to the two-stage compressor. In the two-stage compressor, back to the normal gas and oil directly back into the first grade (low grade) cylinder, compressed by the pressure of the cooling tube into the motor winding cavity, and the general single-stage compressor and then as second-class (high pressure stage cylinder.) Back to the gas with oil, the compression process has been skating on thin ice, if there are back to liquid again, the first stage cylinder valve can easily be broken. Broken by the pressure valve can enter the winding tube. Therefore, the two-stage compressor than the single-stage compressors are more likely to electrical short circuit caused by metal shavings.Unfortunately, things tend to conspire a piece of the compressor in the boot of a problem when the news channels is often the oil burning. Severe wear of metal surfaces when the temperature is very high, while oil above 175 º C at the start of coking. System, if there is more moisture (vacuum pits not ideal, big oil and refrigerant water, negative pressure air into the return pipe burst, etc.), lubricants acid may occur. Acidic oil will corrode copper and winding insulation layer, on the one hand, it can cause copper plating phenomenon; on the other hand, this acid containing copper atoms very poor insulation properties of lubricating oil, provided the conditions for the winding circuit.3. Contactor problemContacts is an important component in the motor control circuit, one of the best selection of irrational destruction of the compressor can be. The right choice according to the load contacts are extremely important.Contactor must be able to meet the harsh conditions, such as rapid cycling, continuous overload and low voltage. They must have enough surface area to distribute the heat generated by the load current, contact material should be selected to start or stall in such circumstances to prevent high current welding.For safe and reliable, while the compressor contactor to disconnect the three-phase circuit. Copeland is not recommended way to disconnect the two-phase circuits.In the United States, Copeland approved contactor must meet the following four:• contactor must meet ARI Standard 780-78, "Standard for special access" provisions of the work and testing guidelines.• The manufacturer must ensure that the contacts at room temperature in the lowe st 80% of nameplate voltage can be closed.• When using a single contactor, the contactor must be greater than the motor nameplate rated current rating (RLA). Meanwhile, the contactor must be able to withstand motor stall current. If there are other loads downstream of the contactor, such as electrical fans, and so must also be considered.• When using two contactors, each contactor rating of the sub-winding stall must be equal to or greater than the rating of the compressor stall half-winding.Contacts can not be less than the rated current of the compressor nameplate rated current. Size small or poor quality of contact can not withstand the compressor starts, stall, and low voltage high current impact, single-phase or multiphase prone to contact bounce, the phenomenon of welding or even fall off, causing electrical damage.Contact jitter frequently start and stop the motor contactor. Frequent motor starts, a huge starting current and heat, will aggravate the winding insulation aging. Each time you start, the magnetic torque to the motor windings have small mobile and mutual friction. If there are other factors with (such as metal shavings, poor insulation oil, etc.) can easily lead to short circuits between windings. Thermal protection system is not designed to prevent such damage. In addition, the jitter of the contactor coil easy to failure. If you have contact with the coil is damaged, prone to single-phase state.If the small selection of the contactor, the contact arc, and can not afford to open due to the frequent instability of circulatory arrest or heat generated by the voltage control loop may be welded together or from the contact frame in the loss. Welding of the contacts will have a permanent single-phase state, the overload protection device continuously cycle on and off.Needs to be stressed is that after the welding contactor, disconnect the compressor contactor power dependence of all the control loop (such as high and low pressure control, hydraulic control, defrost control, etc.) will all fail, the compressor is unprotected state. Therefore, when the motor burned, check the contacts are essential processes. Contacts lead to motor damage is often forgotten as a major reason.Compressor Fault Analysis (2) - liquid strike1. Processes and phenomena(1) suction valves are breakingCompressed gas compressor is a machine. Typically, compressed air piston 1450 times per minute (half-closed compressor), or 2900 times (all closed compressor), a suction or exhaust to complete the process time is 0.02 seconds or less. Suction and discharge valve plate of the size of the aperture and the suction valve sheet flexibility and strength are designed in accordance with the gas flow. The force from the perspective of the valve, the gas flow impact force is relatively uniform.The density of the liquid is dozens or even hundreds of times the gas, and thus the momentum of the liquid flow much larger than the gas, the impact force is also much larger. Mixed with more droplets aspirated into the cylinder when the flow is two-phase flow. Two-phase flow in the suction valve chip is not only the impact of high intensity and frequency, as if the typhoon beat mixed with pebbles at the window, the destructive self-evident. Is the liquid suction valve are breaking hit one of the typical characteristics and processes.(2) rod fractureCompression stroke of the time about 0.02 seconds, while the discharge process will be more short-lived. Or liquid droplets in the cylinder must be in such a short period of time discharged from the vent, the speed and momentum is significant. The case of exhaust valve and the suction valve sheet film the same, the difference is limited piece exhaust valve plate and spring-bit support is not easy to break. The impact of serious, limit deformation plate will tilt.If the liquid does not evaporate and discharge time cylinder, piston near top dead center when the compressed liquid, due to a very short time, the compressed liquid the process seems to be hit, also came in the metal cylinder head knocking. Compressed liquid is a liquid hammer or another part of the process.Instantly generate high-pressure liquid hit the broken ring of the great, the beginning of the familiar rod bending or breaking, the other pieces of compression force (valve plate, disc pads, crankshaft, piston, piston pin, etc.) will also be deformed or damage, but often overlooked, or confused with the exhaust pressure is too high. Maintenance of the compressor, people will be very easy to find bent or broken connecting rod, and give replacement, and forget to check whether there are other parts of deformed or damaged, thus laying the seeds for future failure.Attack caused by the fracture fluid is different from the axle rod and piston cylinder bite, it can tell. First, the liquid hit causing rod bent or broken in the short span of time, the rod ends of the piston and crankshaft motion freely, and not generally cause serious wear and tear or bite cylinder axle. Despite the broken piece suction valve, the valve can cause debris occasionally serious scratch piston and cylinder surface, but scratch the surface caused by wear and lubrication failure is very different. Secondly, the liquid caused by rod fracture attack is caused by stress, the connecting rod and a compression feature off stubble. Although the bite cylinder piston rod after the squeeze is also likely to fracture, but only to be stuck in the cylinder piston. Link broken axle after more different, connecting rod and crankshaft are badly scratched, resulting in a broken force is shear stress, are not the same broken stubble. Finally, and bite-cylinder front axle, the motor overload, severemotor heating, thermal protection will be action.2. ReasonsObviously, the compressor can cause the liquid fluid is nothing more than hit several sources as follows: 1) back to the fluid, which flows back to the compressor from the evaporator liquid refrigerant or lubricating oil; 2) starts with a liquid foam; 3) compressor lubricant too much. This paper will analyze each of these types of reasons.(1) back to the liquidTypically, back to the compressor run-time solution is the evaporator liquid refrigerant in the suction line back to the compressor through the phenomenon or process.For the refrigeration system expansion valve, expansion valve back to liquid and is closely related to improper selection and use. Expansion valve selection is too large, too small to set superheat, temperature of installation method is not correct or damaged insulation wrap, expansion valve failure can cause back to the fluid. For a small refrigeration system using capillary, the increase will cause excessive fluid back to liquid.Hot gas defrost system using prone to back solution. Regardless of the heat pump reversing valve operation, or by cooling hot gas bypass valve operation, hot gas defrost the evaporator after the formation of large amounts of liquid, the liquid refrigerant in the subsequent start of the run both possible and return to the compressor.In addition, severe frost evaporator fan failure or deterioration of heat transfer, no evaporation will cause the liquid back to liquid. Cold storage temperature fluctuations can also cause frequent reaction failures caused by the expansion valve back to liquid.Back to the liquid medium caused the accident hit mostly in air-cooled type (referred to as air-cooled or air cooled) semi-hermetic compressors and single two-stage compressors, compressor cylinders because they are directly connected with the return pipe, and once back to the fluid, easily lead to fluid strike accidents. Even if the strike did not cause fluid to return fluid into the cylinder will be diluted or washed away the wall of the piston and cylinder lubricating oil, increased piston wear.For the return air (refrigerant vapor) cooled semi-closed and closed compressor, back to the liquid rarely cause fluid attack. But it will dilute the crankcase oil. Contains large amounts of liquid refrigerant in the oil viscosity is low, the friction surface can not form a sufficient oil film, resulting in rapid wear of moving parts. In addition, the refrigerant oil in the transport process in the case of boiling heat will affect the normal transport lubricants. The farther from the pump, the more obvious the more serious problems. If a serious motor side bearing wear, the crankshaft to the side of the settlement could easily lead to the stator and the motor burned sweep Church.Obviously, back to the liquid solution will not only lead to strike, but also the wear of lubricating oil dilution. Wear and current load the motor will be greatly increased, over time will cause motor failure.Difficult to avoid the return liquid cooling system, installation of gas-liquid separator and taking the time to stop using the control can prevent or reduce the harm back to liquid. (2) start with liquidReturn air-cooled compressor is started, the crankcase oil is called the phenomenon of severe blistering start with liquid. When starting with a blistering fluid in the oil sight glass can be clearly observed. Start with the root cause of liquid dissolved in oil and submergedin the oil following a large number of the refrigerant, the pressure suddenly decreases suddenly boiling and cause blistering oil. This phenomenon is similar to our daily lives and suddenly open the coke cola bottle bubble phenomenon. The length of the duration of foaming agent into the area and cooling, usually a few minutes or ten minutes. The surface of a large number of bubbles floating in the oil, and even filled the crankcase. Once the cylinder through the suction inlet, the bubble will be reduced to liquid (a mixture of oil and refrigerant) can easily lead to fluid attack. Obviously, start with a liquid solution due to hit only occurs during the startup process.And back to the liquid is different from cause to start with liquid refrigerant is "refrigerant migration" of the way into the crankcase. Refrigerant migration is the compressor stops running, the evaporator refrigerant in gaseous form, through the trachea way back into the oil absorbed by the compressor or condensing in the compressor oil after mixing with the process or phenomenon.After the compressor is stopped, the temperature will decrease, and the pressure will rise. As the refrigerant vapor lubricant points down, it will absorb the oil surface of the refrigerant vapor, causing crankcase pressure lower than the evaporator pressure phenomenon. Lower oil temperature, the lower the vapor pressure of refrigerant vapor in the greater absorption of force. Evaporator to the crankcase vapor will slowly "migrate." In addition, if the compressor outside, cold weather or at night, the temperature is often lower than the indoor evaporator, the crankcase pressure there is low, the refrigerant can easily migrate to the compressor and into oil by condensation.Refrigerant migration is a very slow process. The longer the compressor is stopped, migrated to the oil in the refrigerant with it. Exist as long as the evaporator liquid refrigerant, this process will be conducted. As the refrigerant dissolved heavy oil, it will sink to the bottom of the crankcase, and oil floating in the above can also absorb more refrigerant.In addition to outside attack likely to cause liquid refrigerant migration will dilute the lubricating oil. Is very dilute oil pump to the friction surface, rinse out the original film may be washed, causing severe wear (a phenomenon often called refrigerant erosion). Wear transition with the gap will become larger, causing oil spills, thus affecting distant parts of the lubrication oil pressure will cause serious protection action.Due to structural reasons, the air-cooled compressor starts reducing crankcase pressure will be much slower, not very severe blistering, the bubble is difficult to enter the cylinder, air-cooled compressor so there is no problem with liquid starting fluid attack.In theory, the compressor crankcase heater installed (electric heater) can effectively prevent refrigerant migration. Short stop (eg at night), the crankcase heater to maintain power, the system can make the oil temperature is higher than other parts, refrigerant migration does not occur. No downtime (such as a winter), the heating oil before you start a few or ten hours, to evaporate the majority of oil in the refrigerant fluid can either start with a greatly reduced possibility of liquid strike , which also can reduce the harm caused by erosion of refrigerant. However, the actual application, the heater power to maintain after the shutdown or give ten hours before the heater power supply is difficult. Therefore, the practical effect of the crankcase heater will be greatly reduced.For larger systems, shut down before the evaporator to the compressor pumping liquidrefrigerant (known as taking the time to stop), can fundamentally prevent refrigerant migration. The pipe on the way back to the installation of gas-liquid separator, refrigerant migration can increase the resistance and reduce migration.Of course, by improving the compressor structure, can prevent refrigerant migration and reduce oil foaming degree. By improving the return-air-cooled compressor oil return path in the motor crankcase cavity and increased channel migration points (back pumps, etc.), you can cut off the access road after the shutdown, the refrigerant can not enter the crankshaft chamber; reduced intake Road and cross the channel to the crankcase when the crankcase pressure to slow down the boot speed, then control the degree of foaming and foam into the cylinder volume.(3) too much oilSemi-hermetic compressors usually have the oil sight glass to observe the oil level. Oil sight glass oil level above the range, indicating that the oil too much. Oil level is too high, high-speed rotation of the crankshaft and connecting rod may hit oil level frequently, causing a lot of splash oil. Once the oil splash fleeing into the inlet, into the cylinder, causing fluid to be hit.Large refrigeration system installation, they often need to add the appropriate lubricant. But for the poor oil return system, to seriously affect oil return to find the root causes of, and blindly added oil is dangerous. Even if the oil level being low, but also pay attention to sudden and large returns lubricating oil (such as after defrost) may cause danger. Attack caused by liquid lubricants are not uncommon.Compressor Failure Analysis (3) - lack of lubrication and lack of lubrication1. Lack of oilLack of oil is very easy to identify one of the compressor failure, compressor short of oil in the crankcase oil when little or no oil.Compressor is a special pump, a large number of refrigerant gas being discharged from the folder and also take a small portion of oil (known as Ben oil or an oil spill.) Ben compressor oil is inevitable, but Ben is different oils speed. Semi-sealed piston compressor discharge in about 2-3% of the oil, while the scroll compressor is 0.5-1%. For a displacement 100m3/hr, crankcase oil storage capacity of 6 liters of 6-cylinder compressor, 3% of the rush of oil means that about 0.3-0.8 liters / minute Ben oil, or running back to the oil-free compressor time for ten minutes.Discharge of the compressor oil does not return, the compressor will be short of oil. Compressor oil return in two ways, one is the oil separator oil return, the other is the return pipe back to the oil. Oil separator installed in the compressor discharge pipe on the road, generally isolated from 50-95% of the Ben oil, back to better effect, fast, greatly reducing the amount of oil into the system piping, which effectively extended the running time of no return oil . Particularly long cold storage refrigeration piping system, ice-making system and flooded the low temperature freeze-drying equipment, ten minutes after boot or even tens of minutes did not return very little fuel oil or return to the situation is not unusual, the design The system will not occur while the compressor low oil pressure shutdown problem. The installation of high efficiency cooling system can greatly extend the oil separator back to the oil-free compressor operation time, after the compressor start to ride back to the oilphase of the crisis-free.Separated from the oil will not enter the system, with the flow of refrigerant in the tube, the formation of the oil cycle. Lubricating oil into the evaporator, the temperature is low because of low solubility on the one hand, part of the oil separated from the refrigerant; the other hand, low temperature viscosity, separated from the oil easily attached to the pipe wall, flow is more difficult . Evaporating temperature is lower, back to the oil more difficult. This requires the evaporation of pipeline design and pipe way back to the design and construction must be conducive to return to the oil, a common practice is to use down-style pipeline design, and to ensure a larger flow rate. For particularly low temperature refrigeration systems, such as -85 ° C and -150 ° C cold chamber for medical, in addition to selection of efficient oil separator, but usually add special solvent to prevent blocking capillaries and expansion valve oil, and help return oil.Practice, the evaporator and back to the trachea caused by improper road design back to the oil problem is not rare. For the R22 and R404A systems, flooded evaporator back to the oil is very difficult to design the system return lines must be very careful. For such systems, the use of highly efficient oil pipeline can greatly reduce the amount of oil into the system, effectively extending the boot back to the pipe back to the oil-free time.When the compressor than the location of the evaporator is high, the vertical back to back on the oil pipe bending is required. Return bends to compact as much as possible to reduce the storage of oil. The spacing between the oil return to the right bend, bend back the amount of oil relatively long time, should add some oil.Load the system return lines must also be careful. When the load is reduced, the back will reduce the gas velocity, the speed is too low is not conducive to return oil. In order to ensure oil return under low load, the vertical double suction riser pipe can be used. Compressor oil return is not conducive to frequent starts. Continuous operation time is very short because the compressor stopped, and returned too late to form a stable tracheal high-speed air flow, oil can only stay in the pipeline. Return less than Ben oil, compressor will be short of oil. The shorter operation time, longer pipelines, more complex systems, back to the oil problem is more prominent. For the safety switch is not closed hydraulic compressor (including the scroll compressor and rotary compressor) and some semi-hermetic compressors), damage caused by frequent starting is more and more. Compressor maintenance is equally important. Defrost when the evaporator temperature increases, the oil viscosity decreases, easy flow. After the defrost cycle, refrigerant velocity, the oil will stay focused on return to the compressor. Therefore, the defrost cycle of the frequency and duration of each also need to be carefully set to avoid large fluctuations in oil or oil strike.Back when the refrigerant gas leakage of more speed will decrease, the speed is too low will cause oil pipe stuck in the back way, you can not quickly return to the compressor. Within the shell back to the compressor oil does not mean back to the crankcase. Crank chamber with the principle of negative pressure compressor oil return, if the piston due to wear caused by leaks, crankcase pressure rise, oil return check valve automatically closes the role of pressure difference, from the return pipe to return the oil to remain in motor chamber, unable to enter the crankcase, which is the return to the oil issue, the return of oil starvation will cause the same problem. In addition to wear such an incident。
工业工程英文文献及外文翻译
附录附录1:英文文献Line Balancing in the Real WorldAbstract:Line Balancing (LB) is a classic, well-researched Operations Research (OR) optimization problem of significant industrial importance. It is one of those problems where domain expertise does not help very much: whatever the number of years spent solving it, one is each time facing an intractable problem with an astronomic number of possible solutions and no real guidance on how to solve it in the best way, unless one postulates that the old way is the best way .Here we explain an apparent paradox: although many algorithms have been proposed in the past, and despite the problem’s practical importance, just one commercially available LB software currently appears to be available for application in industries such as automotive. We speculate that this may be due to a misalignment between the academic LB problem addressed by OR, and the actual problem faced by the industry.Keyword:Line Balancing, Assembly lines, OptimizationLine Balancing in the Real WorldEmanuel FalkenauerOptimal DesignAv. Jeanne 19A boîte2, B-1050 Brussels, Belgium+32 (0)2 646 10 741 IntroductionAssembly Line Balancing, or simply Line Balancing (LB), is the problem of assigning operations to workstations along an assembly line, in such a way that the assignment be optimal in some sense. Ever since Henry Ford’s introduction of assembly lines, LB has been an optimization problem of significant industrial importance: the efficiency difference between an optimal and a sub-optimal assignment can yield economies (or waste) reaching millions of dollars per year.LB is a classic Operations Research (OR) optimization problem, having been tackled by OR over several decades. Many algorithms have been proposed for the problem. Yet despite the practical importance of the problem, and the OR efforts that have been made to tackle it, little commercially available software is available to help industry in optimizing their lines. In fact, according to a recent survey by Becker and Scholl (2023), there appear to be currently just two commercially available packages featuring both a state of the art optimization algorithm and auser-friendly interface for data management. Furthermore, one of those packages appears to handle only the “clean” formulation of the problem (Simple Assembly Line Balancing Problem, or SALBP), which leaves only one package available for industries such as automotive. This situation appears to be paradoxical, or at least unexpected: given the huge economies LB can generate, one would expect several software packages vying to grab a part of those economies.It appears that the gap between the available OR results and their dissemination in Today’s industry, is probably due to a misalignment between the academic LB problem addressed by most of the OR approaches, and the actual problem being faced by the industry. LB is a difficult optimization problem even its simplest forms are NP-hard – see Garry and Johnson, 1979), so the approach taken by OR has typically been to simplify it, in order to bring it to a level of complexity amenable to OR tools. While this is a perfectly valid approach in general, in the particular case of LB it led some definitions of the problem hat ignore many aspects of the real-world problem.Unfortunately, many of the aspects that have been left out in the OR approach are in fact crucial to industries such as automotive, in the sense that any solution ignoring (violating) those aspects becomes unusable in the industry.In the sequel, we first briefly recall classic OR definitions of LB, and then review how the actual line balancing problem faced by the industry differs from them, and why a solution to the classic OR problem maybe unusable in some industries.2 OR Definitions of LBThe classic OR definition of the line balancing problem, dubbed SALBP (Simple Assembly Line Balancing Problem) by Becker and Scholl (2023), goes as follows. Given a set of tasks of various durations, a set of precedence constraints among the tasks, and a set of workstations, assign each task to exactly one workstation in such a way that no precedence constraint is violated and the assignment is optimal. The optimality criterion gives rise to two variants of the problem: either a cycle time is given that cannot be exceeded by the sum of durations of all tasks assigned to any workstation and the number of workstations is to be minimized, or the number of workstations is fixed and the line cycle time, equal to the largest sum of durations of task assigned to a workstation, is to be minimized.Although the SALBP only takes into account two constraints (the precedence constraints plus the cycle time, or the precedence constraints plus the number of workstations), it is by far the variant of line balancing that has been the most researched. We have contributed to that effort in Falkenauer and Delchambre (1992), where we proposed a Grouping Genetic Algorithm approach that achieved some of the best performance in the field. The Grouping Genetic Algorithm technique itself was presented in detail in Falkenauer (1998).However well researched, the SALBP is hardly applicable in industry, as we will see shortly. The fact has not escaped the attention of the OR researches, and Becker and Scholl (2023) define many extensions to SALBP, yielding a commondenomination GALBP (Generalized Assembly Line Balancing Problem). Each of the extensions reported in their authoritative survey aims to handle an additional difficulty present in real-world line balancing. We have tackled one of those aspects in Falkenauer (1997), also by applying the Grouping Genetic Algorithm.The major problem with most of the approaches reported by Becker and Scholl (2023) is that they generalize the simple SALBP in just one or two directions. The real world line balancing, as faced in particular by the automotive industry, requires tackling many of those generalizations simultaneously.3 What Differs in the Real World?Although even the simple SALBP is NP-hard, it is far from capturing the true complexity of the problem in its real-world incarnations. On the other hand, small instances of the problem, even though they are difficult to solve to optimality, are a tricky target for line balancing software, because small instances of the problem can be solved closet optimality by hand. That is however not the case in the automotive and related industries (Bus, truck, aircraft, heavy machinery, etc.), since those industries routinely feature Assembly lines with dozens or hundreds of workstations, and hundreds or thousands of Operations. Those industries are therefore the prime targets for line balancing software.Unfortunately, those same industries also need to take into account many of the GALBP extensions at the same time, which may explain why, despite the impressive OR Work done on line balancing; only one commercially available software seemstube currently available for those industries.We identify below some of the additional difficulties (with respect to SALBP) that must be tackled in a line balancing tool, in order to be applicable in those industries.3.1 Do Not Balance but Re-balanceMany of the OR approaches implicitly assume that the problem to be solved involves a new, yet-to-be-built assembly line, possibly housed in a new, yet-to-be-built factory. To our opinion, this is the gravest oversimplification of the classic OR approach, for in practice, this is hardly ever the case. The vast majority of real-world line balancing tasks involve existing lines, housed in existing factories – infect, the target line typically needs tube rebalanced rather than balanced, the need arising from changes in the product or the mix of models being assembled in the line, the assembly technology, the available workforce, or the production targets. This has some far-reaching implications, outlined below.3.2 Workstations Have IdentitiesAs pointed out above, the vast majority of real-world line balancing tasks involves existing lines housed in existing factories. In practice, this seemingly “uninteresting” observation has one far-reaching consequence, namely that each workstation in the line does have its own identity. This identity is not due to any “incapacity of abstraction” on part of the process engineers, but rather to the fact that the workstations are indeed not identical: each has its own space constraints (e.g. a workstation below a low ceiling cannot elevate the car above the operators’ heads),its own heavy equipment that cannot be moved spare huge costs, its own capacity of certain supplies (e.g. compressed air), its own restrictions on the operations that can be carried out there (e.g. do not place welding operations just beside the painting shop), etc.3.3 Cannot Eliminate WorkstationsSince workstations do have their identity (as observed above), it becomes obvious that a real-world LB tool cannot aim at eliminating workstations. Indeed, unless the eliminated workstations were all in the front of the line or its tail, their elimination would create gaping holes in the line, by virtue of the other workstations’ retaining of their identities, including their geographical positions in the workshop. Also, it softens the case that many workstations that could possibly be eliminated by the algorithm are in fact necessary because of zoning constraints.4 ConclusionsThe conclusions inspection 3 stems from our extensive contacts with automotive and related industries, and reflects their true needs. Other “exotic” constraints may apply in any given real-world assembly line, but line balancing tool for those industries must be able to handle at least those aspects of the problem. This is very far from the “clean” academic SALBP, as well as most GALBP extensions reported by Becker and Scholl (2023). In fact, such a tool must simultaneously solve several-hard problems:• Find a feasible defined replacement for all undefined (‘ANY’) ergonomicconstraints on workstations, i.e. One compatible with the ergonomic constraints and precedence constraints defined on operations, as well as zoning constraints and possible drifting operations• Solve the within-workstation scheduling problem on all workstations, for all products being assembled on the line• Assign the operations to workstations to achieve the best average balance, while keeping the peak times at a manageable level. Clearly, the real-world line balancing problem described above is extremely difficult to solve. This is compounded byte size of the problem encountered in the target industries, which routinely feature assembly lines with dozens or hundreds of workstations with multiple operators, and hundreds or thousands of operations.We’ve identified a number of aspects of the line balancing problem that are vital in industries such as automotive, yet that have been either neglected in the OR work on the problem, or handled separately from each other. According to our experience, a line balancing to applicable in those industries must be able to handle all of them simultaneously. That gives rise to an extremely complex optimization problem.The complexity of the problem, and the need to solve it quickly, may explain why there appears to be just one commercially available software for solving it, namely outline by Optimal Design. More information on Outline, including its rich graphic user interface, is available at .References1 Becker C. and Scholl, A. (2023) `A survey on problems and methods in generalized assemblyline balancing', European Journal of Operations Research, in press. Available online at :10.1016/j.ejor.2023.07.023. Journal article.2 Falkenauer, E. and Delchambre, A. (1992) `Genetic Algorithm for Bin Packing and Line Balancing', Proceedings of the 1992 IEEE International Conference on Robotics and Automation, May10-15, 1992, Nice, France. IEEE Computer Society Press, Los Alamitos, CA. Pp. 1186-1192. Conference proceedings.3 Falkenauer, E. (1997) `A Grouping Genetic Algorithm for Line Balancing with Resource Dependent Task Times', Proceedings of the Fourth International Conference on Neural Information Processing (ICONIP’97), University of Otego, Dunedin, New Zealand, November 24-28, 1997. Pp. 464-468. Conference proceedings.4 Falkenauer, E. (1998) Genetic Algorithms and Grouping Problems, John Wiley& Sons, Chi Chester, UK. Book.5 Gary. R. and Johnson D. S. (1979) Computers and Intractability - A Guide to the Theory of NP-completeness, Co., San Francisco, USA. Book.附录2:中文文献生产线平衡在现实世界摘要:生产线平衡(LB)是一种经典旳,精心研究旳明显工业重要性旳运筹学(OR)优化问题。
化工专业英语重点段落翻译
化工专业英语重点段落翻译Unit.2In simple terms research can be thought of as the activity which produces new ideas and knowledge whereas development is putting those ideas into practice as new process and products. To illustrate this with an example, predicting the structure of a new molecule which would have a specific biological activity and synthesizing it could be seen as research whereas testing it and developing it to the point where it could be marketed as a new drug could be described as the development part.简单说来,研究是产生新思想和新知识的活动,而开发则是把这些思想贯彻到实践中得到新工艺和新产品的行为。
可以用一个例子来描述这一点,预测一个有特殊生物活性的分子结构并合成它可以看成是研究而测试它并把它发展到可以作为一种新药推向市场这一阶段则看作开发部分。
Fundamental research is typically associated with university research. It may be carried out for its own intrinsic interest and it will add to the total knowledge base but no immediate applications of it in the “real world” well be apparent. Note that it will provide a valuable training in defining and solving problems, i.e. research methodology for the research student who carries it out under supervision.基础研究通常与大学研究联系在一起,它可能是由于对其内在的兴趣而进行研究并且这种研究能够拓宽知识范围,但在现实世界中的直接应用可能性是很小的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
由从粉煤灰中制取的硫酸铝盐合成氧化铝
姓名:曹巍巍学号:2011200387 学院:化工学院
摘要:
由粉煤灰制得的NH4Al(SO4)2和氨在水中适宜的PH环境下可制得高纯度氧化铝(>99.9%)。
用XRD、TG/DTA、SEM和激光分散技术来检测热源(微波对硫酸铝铵分解和氧化铝性质的影响。
和传统的加热方法相比,微波加热来分解硫酸铝铵以制得更高比表面积的α-Al2O3粉末。
关键词:硫酸铝盐、粉煤灰、微波加热
1、简介
NH4Al(SO4)2是一种制备高纯度的活性氧化铝的潜在原料[1-3],硫酸铝盐通常是一种从含铝原材料中生产氧化铝的中间材料[4-5]。
硫酸铝盐的分解和生成物向氧化铝的转化在相关文献中已有报告[1-3,6],但总体上结果还有一些分歧。
很多社会学家和相关的科学家对回收工业废物来制取高价值的材料很感兴趣。
在应用热点的地区,从大量的由煤燃烧产生的粉煤灰中进行资源回收是一个制得关注的问题。
粉煤灰由主要含有SiO2、Al2O3的无机粒子组成,这些粒子通常以煤胞的形式存在。
Al2O3是一种普遍使用的高性能原料,从粉煤灰中合成
Al2O3具有很大的商业利益。
粉煤灰含有大量的杂质,如Fe2O3、Na2O、K2O、P2O5、MaO、MgO、CaO 和SiO2[7],这样纯粹的用酸或碱来直接提取纯净的氧化铝是很困难的。
一种从粉煤灰中获取高纯氧化铝的方法就是把硫酸铝盐作为中间产物来制。
将硫酸铝盐作为中间产物的优点就使通过直截了当的可溶沉淀物的过程来提高纯度。
和传统的加热过程相比,微波加热有它自身的优点,它具有选择性、直接性、内部性、控制性。
所以,微波在材料制备中广泛地应用[8-10]。
用酸可加速有机材料和无机材料的溶解过程,这是由于微波产生的内部热量引起的[11,12]。
目前工作的目的就是促进回收粉煤灰及生产高纯度氧化铝。
微波加热的影响和由粉煤灰制得的Al的热效应已经进入研究,氧化铝也已表征。
2、实验过程
粉煤灰原片包含了23.29% Al2O3的和53.83%的SiO2,,它包含了大量的硅酸盐矿物质,它是一种混合的鳞片象和近球面形颗粒,比表面积为3.82m2/g,凝聚的大小为42.1μm(<90%).粉煤灰在600℃下在空气中焙烧2小时以出去残留的碳,随后在乙醇中球磨24小时,经过旋转真空蒸发后,干燥的粉末研磨到可通过200目的筛。
将硫酸铵(>99%)与5g粉煤灰((NH4)2SO4)与Al2O3的摩尔比为12)混合,将该混合物在400℃下反应2小时,再将反应产物(NH4Al(SO4)2)倒入200ml1mol/L的H2SO4溶液中,在90℃下反应3小时,加热方式采用微波加热(2.45GHZ、3KW)。
浸取反应结束后,用真空过滤机把滤液与残渣分离开来残渣的主要成分是SiO2。
将滤液缓慢的倒入28%的氨水中,然后控制PH=1,氨
溶液用磁力搅拌器不断搅拌24小时。
过滤后,残渣在烘箱中40℃下干燥。
干燥后的沉淀物用XRD检测铝盐。
为了提高溶解沉淀得到的铝盐的纯度,将铝盐放到0.1mol/L的H2SO4中,在50-60℃磁力搅拌6小时。
在了冷却到室温的过程中,沉淀再一次形成的过程可用肉眼看见。
重复这个溶解沉降过程三次以制得相对高纯度的铝盐。
最后沉淀的铝盐在1000-2000℃下焙烧1小时,用微波和传统方式同时加热。
因为这种铝盐本身不容易吸收微波能量,微波混合加热的方法设计到含碳化硅的坩埚,它能有效地吸收微波能量。
微波系统中的温度由不锈钢的K式热电偶通过反馈系统来控制,反馈系统由可编程的反馈控制器控制。
热能和铝盐的小颗粒分别用TG/GTA和ICP分析法进行检测。
结晶相和显微结构分别用X射线衍射和扫描电镜(SEM)进行表征。
用激光散射技术测定粒度分布。
比表面积用氮吸附和标准BET方程来测定。
图1
图2
图3
图4
图5
3、结果与讨论
XRD检测沉淀物得到的波峰正好与硫酸铝铵水合物的相一致(图1)。
通过电感耦合等离子体发射光谱(ICP)技术检测到Fe、Na、K、Mg、Ca的含量分别为5.76×10-6、20.56×10-6、11.70×10-6、8.04×10-6、29.53×10-6,所以合成的铝盐的纯度>99.9%。
这种铝盐所包含的近球形微粒大小为100-200μm(见图2)这种铝盐的热稳定性见图3。
在DTA谱图中,我们观察林几个特殊的峰:有一个高峰所呈现出的温度小于100℃,这是由于铝盐的溶解温度为93.5℃;有一个系列的峰所呈现的温度在100-400℃之间,这是由于脱水的缘故;还有一些峰接近490℃和630℃,这是由于硫酸铵的分解;还有一个780℃的峰是由于硫酸铝的分解。
同时在TGA谱图上,小于44.3%重量损失是由于在加热到400℃的过程中脱水造成的。
将测得的重量损失转移到等量的铝盐的结合水,相当于21个水合物。
进一步加热到90℃,有额外的43%的重量损失,这是由于额外的无水铝盐的分解。
我们用XRD仪来分析加热铝盐所得到的产物,见图4。
在400℃下焙烧后随着脱水反应的结束,NH4Al(SO4)2的波峰出现。
在800℃,随着硫酸铵的分解与释放,可以检测到Al2(SO4)3晶体的存在。
经过传统方式加热后,1000℃下非结晶的γ-Al2O3生成,在微波加热到1100℃时γ-Al2O3自动转换成α-Al2O3,转化温度可达到100℃。
这个在微波加热环境下的温度的产生很有可能是因为没有充足
时间的转换过程受到微波过热效应的影响。
粉末在传统加热(1000℃和2000℃)和α-Al2O3粉末在微波加热(1100℃和1200℃)下的显微结构见图5。
γ-Al2O3成块状,含有旋绕的树枝状结构的初级微粒(见图5a和c)。
α-Al2O3表现出凝聚的显微结构,和0.1-0.5μm的相对均匀
的微粒相连接,包含了精细的(<0.05μm)内部粒状毛孔(见图5b和d),这
些都是在微粒成长过程中通过最初粒子的增密和并合过程形成的。
微波对减小Al2O3微粒颗粒的大小作用显著。
凝结的α-Al2O3的粒度分布见图6。
凝聚的粒子表现出了双峰的力度分布,主要集中在0.3-40μm。
在环境扫描电子显微镜下,α-Al2O3的的显微结构见图5b和d。
和传统加热方式相比,微波加热可使其产生高密度凝聚结构。
然而,粒径分析的结果显示更多细小微粒(<1μm)由微波加热产生。
由于在粒度测量之前微粒经过超声波处理,观测的结果表明微粒通过微波加热获得的凝聚力是非常弱的。
1000℃微波加热下Al2O3粉末的比表面积为150m2/g,在1100℃时时125 m2/g,在1200℃下是21 m2/g,显然,一些比80 m2/g,12 m2/g和8 m2/g更高的比表面积是通过传统加热方式获得。
在γ-Al2O3转化成α-Al2O3的过程中比表面积的值显著减少。
然而,对于微波混合热源是如何使得从铝盐分解而得的氧化铝微粒的细度减小还需要进一步研究。
图6
4、结论
将粉煤灰与28%的氨水的反应,得到的NH4Al(SO4)2浸出液,将其与氨水混合,在控制PH=1,经过一系列分解-沉淀过程可制得高纯度硫酸铝盐(>99.9%)。
经过微波加热和传统方式加热,在1000℃时通过硫酸铝盐水合物的分解非结晶γ-Al2O3初步形成。
在微波加热过程中,1200℃时γ-Al2O3转化成α-Al2O3,和传统解热方式相比转化温度差高达100℃。
γ-Al2O3包含的凝聚的初级微粒有相对较高的比表面积(150-80 m2/g),转换到到α-Al2O3过程使得它有粗糙的显微结构,组成大小相对均匀的微粒(0.1-0.5μm)和精细的粒状气孔(<0.05μm)。
微波使得不管是最初的还是凝聚的氧化铝微粒有良好的细度。
5、感谢
这项研究在财政上得到了韩国能量管理有限公司的支持。
(项目编号:2002-CCC03P01)。