《纺织机电一体化》教学课件—10细纱机机电一体化
机电一体化 完整ppt课件
生产机械中的激光快速成形机;信息机械中的传真机、打印机、复印机;检测机 械中的CT(计算机断层扫描诊断装置)扫描诊断仪、扫描隧道显微镜等。
精选PPT课件
7
C650卧式车床外形图 1— 主轴变速箱 2—溜板与刀架 3—尾座 4—床身 5—丝杠
6—光杠 7—溜板箱 8—进给箱 9—挂轮箱
精选PPT课件
8
精选PPT课件
9
效益分析
精选PPT课件
10
第二节 机电一体化构成要素件
11
精选PPT课件
12
精选PPT课件
13
精选PPT课件
14
二、相关技术
1. 机械技术
2.
机电一体化的机械产品与传统的机械产品的
区别在于:机械结构更简单、机械功能更强、性
1 23 4
图7-18 双螺母垫片调隙式结构 1、2-单螺母 3-螺母座 4-调整垫片
精选PPT课件
37
(b)螺纹调隙式(图7-20)其中一 个螺母的外端有凸缘而另一个螺母 的外端没有凸缘而制有螺纹,它伸 出套筒外,并用两个圆螺母固定着。 旋转圆螺母时,即可消除间隙,并 产生预拉紧力,调整好后再用另一 个圆螺母把它锁紧。
3)运动平稳,无爬行现象,传动精度高。
4)运动具有可逆性,可以从旋转运动转换为直线运动,也可以从直线运动转换为旋转运 动,即丝杠和螺母都可以作为主动件。
5)磨损小,使用寿命长。
6)制造工艺复杂。滚珠丝杠和螺母等元件的加工精度要求高,表面粗糙度也要求高,故 制造成本高。
7)不能自锁。特别是对于垂直丝杠,由于自重惯力的作用,下降时当传动切断后,不 能立刻停止运动,故常需添加制动装置。
纺织机电一体化-粗纱机

四電機獨立驅動羅 拉、筒管、錠翼、 龍筋升降,無差速 箱,有擺動機構, 全變頻控制
PLC 控制
CCD張 力檢測 (3錠)
可粗 細聯
內置式自動落 紗系統,有斷 電保護
化
河北太行機 械工業有限
公司
THFA 4461
機械錠 速
1700 工藝轉
速
羅拉、筒管、錠翼 、龍筋升降用四變 頻傳動,無差速箱 ,有擺動機構
般小於最高位置1mm。
CCD传感器 A位
C位 假捻器
B位
前罗拉
第二節 粗紗機控制系統
四、多電機傳動粗紗機張力控制
(一)採用CCD張力感測器自動補償
粗
纱
CCD感測器屬於光電型的位置感測器,一般檢測距離25mm、精度
机 0.1mm。CCD感測器將檢測到的粗紗位置和粗紗震動頻率可通過模擬
机 量或通訊(RS422/485)輸出。
製造廠商
型號
車速 r/min
分部傳動變頻/伺 控制
服
裝置
張力 粗細 裝置 聯
備註
機械錠 電機獨立驅動羅拉 特製
粗
速 、筒管、錠翼、龍 CPU
纱
Oerlikon (德國)
670
1800 筋升降,筒管、錠 與觸 工藝轉 翼為每24錠一組分 摸屏
机
速 1500
組驅動,全伺服或 合二
全變頻控制
為一
已實 現粗 細聯
內置式自動落
紗系統,落紗 時間4分半鐘; 具有斷電保護
机
外置式自動落
电 一
MARZOLI (義大利)
FT2DN
工藝轉 速
1500
四電機全變頻控制 S7-
,無差速機構,有 300
机电一体化技术 PPT
FMS动画.wmv
示教盒: 可手动有线遥控机器人
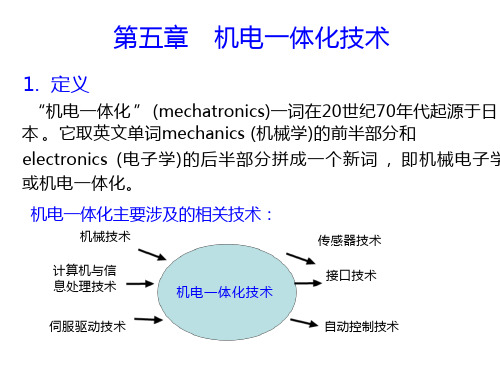
“机电一体化 ” (mechatronics)一词在20世纪70年代起源于日 本 。它取英文单词mechanics (机械学)的前半部和electronics (电子学)的后半部分拼成一个新词 , 即机械电子学或机电一体化
(8) 航空 、航天 、国防用武器装备等。
4. 电子化汽车
70年代前后 , 实现了充电电压调整器和点火装置的电路集成化 并研制成功了燃油喷射的电子控制装置。
70年代后期 ,美国和日本先后开发了汽车发动机控制系统 ,用 于计算最佳点火时间 ,控制执行其点火动作 ,大大提高了汽车的 性能。
80年代以来 ,相继开发出了: 电子控制化油器 、 电子控制自动 变速器 、 电子刹车控制装置 、防滑装置 、 自动稳速控制装置 、 电 子仪表 、 电子自动刮水器 、排气污染的电子控制器 、集中报警系 统 、发动机诊断系统等。
(1) 工业 ,如:数控机床 、机器人 、 自动生产设备 、FMS 、CIMS 无人化工厂等;
(2) 运输 、包装及工程 , 如: 电子化汽车 、数控包装机械 、数控 运输机械及工程机械设备等; (3) 储存销售 , 如: 自动仓库 、 自动称量 、销售及现金处理等;
(4) 社会服务性 , 如: 自动化办公机械 、医疗与环保及公共服务 自动化设备 、文教 、娱乐用机电一体化产品等; (5) 家用 , 如: 洗衣机 、炊事自动化机械等; (6) 科研及过程控制 , 如: 测试设备 、信息处理设备等; (7) 农 、林 、牧 、渔 , 如: 现代农业生产控制装置等;
计算机与信 息处理技术
机电一体化技术
第十章 细纱机机电一体化

第细十章纱机机电一体化1.了解细纱机机电一体化的特征。
2.了解新型细纱机的传动与控制系统组成。
3.掌握新型细纱机各运动控制的数学模型。
4.掌握细纱机纺纱过程的张力变化和控制方法。
5.了解细纱机自动落纱机构及控制系统的组成。
第十章细纱机机电一体化第一节细纱机概述一、细纱机的机构及工艺流程二、新型细纱机的技术特征第二节细纱机控制系统一、新型细纱机传动与控制系统的组成二、新型细纱机传动的数学模型三、细纱机的锭速与纺纱张力控制四、电子牵伸系统五、细纱电子成型控制六、自动落纱控制系统——思考题第十章细纱机机电一体化第一节细纱机概述环锭细纱机最为常见。
普通环锭细纱机为双面多锭结构,主要由喂入机构、牵伸机构、加捻卷绕机构、成形机构组成,其工艺过程如图。
粗纱从粗纱架吊锭上的粗纱管上退绕出来,经过导纱杆及缓慢往复横动的导纱喇叭口,喂入牵伸装臵完成牵伸。
牵伸后的须条由前罗拉输出通过导纱钩、穿过钢丝圈,卷绕到紧套在锭子上的筒管上。
锭子高速回转,通过有一定张力的纱条带动钢丝圈在钢领上高速回转,钢丝圈每一回转就给牵伸后的须条加上一个捻回。
由于钢丝圈的回转速度小于纱管,使前罗拉连续输出的纱条卷绕到纱管上。
钢丝圈与纱管的转速差,就是纱管单位时间的卷绕圈数。
依靠成形机构的控制,钢领板按一定规律升降,使细纱绕成符合一定形状的管纱。
一、细纱机的机构及工艺流程1-锭子2-细纱管3-钢领板4-钢领5-钢丝圈6-导纱钩7-前罗拉8-牵伸装置9-喇叭口10-导纱杆11-粗纱12-粗纱管13-粗纱架吊锭细纱机工艺过程图第十章细纱机机电一体化二、新型细纱机的技术特征(一)采用计算机控制细纱机一般是基于可编程控制器或单片机的计算机控制系统,采用触摸屏作为人机界面,可实现纺纱参数设定和显示、纺纱过程自动控制、定长落纱、锭子速度控制等功能。
可按设定条件对纺纱过程的锭速、牵伸倍数、细纱特数、捻度等进行计算并自动显示,并依据机上各部分传感器自动协调控制,实现了纺纱过程自动控制。
纺织 机电一体化

纺织机电一体化一.我国纺织机械机电一体化技术1.四电机分布传动悬锭粗纱机该机锭翼、罗拉、卷绕、龙筋升降分别由单独变频电机传动,采用PLCNC四轴联动控制四电机同步协调运转。
采用触摸屏实现参数设定、运行监控、故障显示和报警,同时实现人机对话、停车锭翼自定位等,使整机水平得到提高,主要特点为:(1)机械传动件大大减少整机结构减化,燥声降低;(2)工艺适应性好,变换品种时无须工艺变换齿轮;(3)减少短头、提高成纱质量。
2.分部传动的细纱机细络联中的细纱机采用电脑控制分部传动。
即锭子采用变频电机传动,前、中、后罗拉分别采用一台伺服电机电机驱动,控制个电机间的速比,即可控制前中后罗拉之间以及与锭子间的牵伸比的恒定,实现了大小纱变速以及以及全机升降控制,提高了细纱机的的技术水平。
(1)减少纺纱断头率;(2)提高并保证纱线质量;(3)减少机械传动件,降低噪声、提高效率(4)有利于变更加工品种3、分条整经机该机滚筒变频电机传动,而整经台的横移、前后移动以及织轴分别为单独的交流伺服电机驱动。
整经机横移,伺服电机系跟随滚筒旋转的角度信号而转动。
有伺服电机驱动整经台前台后移动,实现了等距离卷绕,提高对胶精度,织轴伺服电机驱动和张力传感器及计算机部分构成织轴张力控制系统,即经纱张力控制系统,即经纱张力由传感器检测,通过计算机与设定的织轴内圈张力和外圈张力进行比较,差值信号经运算处理及控制织轴伺服电机的转动以保证织轴经纱张力恒定。
机上设有触摸屏操作站。
全机由计算机控制,整机性能得到提高。
(1)正经经面平整,可提高织机效率;(2)织轴所卷绕的内、外圈张力可自由设定,并准确控制;(3)实现等距离卷绕,自动对条准,精度高;(4)触摸屏操作站内容丰富、操作简单、故障处理方便,提高了设备使用效率。
近10年来在激烈的市场竞争中,国内外纺机厂商,采用PLC控制,变频调速,机电一体化等以电子技术更多的取代传统的机械结构,提高纺机整机的可靠性,提高纺制质量和自动化程度,扩大品种的适应性,使用操纵易便。
《纺织机电一体化》教学课件—11自动络筒机机电一体化
体
化,操作和维修更为方便,而且节能降耗,使络纱速度大幅提
化
高。
第
十
一
章
(3)采用高精度络纱张力检测装置和闭环张力控制系统控
制络纱张力,使张力控制更精确,张力波动减小。纱线张力器
自
采用电磁方式加压,由单独伺服电机驱动张力盘转动,通过靠
动
近筒纱表面的传感器随时测出纱线的张力,测到的信号通过电
络
脑来调整张力器的压力和卷绕速度,保证卷绕张力恒定。
光电式传感器检测
压电式传感器检测
体
检测方式
探测管纱退绕位置间接确定张力
直接动态检测张力
化
对于无法预见的张力波动
无法调节
可以调节
接近空管时槽筒速度
不降速
降速
第
十
二、电子清纱器
一 章
电子清纱器分类 光电式
电容式
自
(一)光电式电子清纱器工作原理
动
工作原理:光电式电子清纱器是将纱疵形状的几何量(直径和长度),通
第
十
一
章
由于气圈控制器可以跟随管纱退绕面的
下降而同步下降,使管纱退绕点与气圈控制
自
器之间的气圈形状几乎保持不变,既可减小
动 络 筒
空管时的张力波动,还有利于管纱的高速退 绕。由跟踪式气圈控制器上的光电传感器探 测管纱退绕位置,然后锭位计算机根据退绕 位置用张力数学模型自动计算张力变化,并
机
通过电磁铁来调节活动栅栏的位置,以改变
一
章
日本Muratec(村田)公司
No.21c自动络筒机结构与部件
自
动
1—摇架提升装置
络
2—有肩槽筒
筒
纺织机械 机电一体化 第1章 机电一体化技术基础知识

控制 (大脑)
动力 (五传官感)(内脏()肌驱、动筋)
机械部件(身躯)
8
数控机床伺服系统组成
CNC单元
位置,速度 反馈
位置,速度检 测单元
电机
机械 部件
9
例题: 按结构要素划分图示系统
10
11
12
三 机电一体化技术的发展
机电一体化技术的发展阶段
➢第一阶段:上世纪60年代以前,也可称为萌芽阶段。 ➢第一阶段特征:在这一阶段,由于电子技术的迅速发展,人们自 觉或不自觉地利用电子技术的初步成果来完善机械产品的性能。
机电一体化技术在纺织机械设备ቤተ መጻሕፍቲ ባይዱ的应用:(8章)
➢清梳联、并条机、粗纱机、细纱机、自动络筒机、整经机、浆 纱机及织机
3
第一章 机电一体化基础知识
本章知识点
➢ 了解机电一体化概念 ➢ 了解机电一体化相关技术 ➢ 了解机电一体化产品的开发步骤
4
第一章 机电一体化基础知识
➢ 第一节 机电一体化概述 ➢ 第二节 机电一体化相关技术 ➢ 第三节 机电一体化产品的开发步骤
电子技术
机电一体 信息技术 化技术
机械技术
6
二 机电一体化系统的构成
控制单元部分
参数变 化信息
检测传感 部分
控制 信息
检测 参数
执行元件 能 量
驱 动 力 机械机构
动力源
7
机电一体化系统的组成要素及其相应功能
五大要素 五大功能
机械本体 动力部件 传感器 控制器 执行器 结构功能 运转功能 检测功能 控制功能 驱动功能
15
四 机电一体化的意义
➢功能增强 ➢提高系统精度 ➢简化系统结构 ➢提高可靠性 ➢方便操作 ➢提高系统柔性
纺织机电一体化-细纱机
25000
25000
22000
电 一
落紗架擺動 控制形式
多汽缸
体
落紗架升降 控制形式
多汽缸
單汽缸 絲杆傳動伺服系統
化
管紗輸送
凸盤 鋼帶蝶盤
系統
半錠距 組合式
凸盤中間過渡
抓取管紗 形式
氣囊夾持 頂部外抓
氣夾持 頂部外抓
氣夾持 內定心外
抓
氣夾持 頂部外抓
氣夾持 中部外抓
氣夾持 頂部外抓
氣夾持 頂部外抓
落紗時間
1.瞭解細紗機機電一體化的特徵。 细細
纱紗
2.瞭解數控細紗機的傳動與控制系統組成。
机機
机機
3.掌握數控細紗機各運動控制的數學模型。
电電
一
4.掌握細紗機紡紗過程的張力變化和控制方法。
体體
化
5.瞭解細紗機集體落紗機構及控制系統的組成。
第一節 細紗機概述
一、細紗機
傳統的細紗機械為環
錠細紗機。普通環錠細紗
集體落紗完成後,控制系統接到送紗信號,啟動輸送帶使筒管凸盤
细
托著管紗沿軌道向車尾運行,依靠軌道的升高段使管紗提升,然後由取
纱
紗鏟子將管紗鏟落,或者通過細絡聯裝置直接連接絡筒機。
机
管紗的送出和空管的補充都是在細紗機運行時進行,不另外佔用紡
机
紗時間,因此能大幅提高生產效率。
电
一
体
化
第二節 細紗機控制系統
<2 min
<4 min <3 min
細絡聯
可以
第二節 細紗機控制系統
六、集體落紗控制系統
(一)集體落紗機構組成
细
環錠細紗機的自動落紗系統包括空管擺放、紗管定位傳送、
《机电一体化讲议》课件

探讨数据库的基本原理及其在机电一体化 系统中的应用。
01
机电一体化系统的 设计与实现
系统设计原则与方法
可靠性原则
确保系统在各种工作条件下能够稳定 、可靠地运行。
经济性原则
在满足功能和性能要求的前提下,尽 量降低系统成本。
系统设计原则与方法
模块化原则
便于系统的维护、升级和扩展。
任务分析法
通过对任务进行分解,明确系统各部分的功能和性能要求。
案例四:智能家居的机电一体化应用
总结词
智能家居是物联网技术在家庭生活中的应用,通过智能化设备实现家庭环境的舒适、安 全和节能。
详细描述
智能家居的机电一体化应用涵盖了家庭安全监控、智能照明、智能家电、环境控制等多 个方面。通过集成各种传感器、控制器和执行器,智能家居能够实现设备的互联互通、
远程控制和自动化管理,提高家庭生活的便利性和舒适性。
04
系统改进
根据实际需求和技术发展,对系统进行升 级和改进,提高系统的适应性和竞争力。
05
06
对系统进行故障诊断和预防性维护,降低 系统的维护成本和停机时间。
01
机电一体化的发展 趋势与挑战
发展趋势
智能化
随着人工智能和机器学习技 术的快速发展,机电一体化 产品将更加智能化,能够自 主感知、决策和控制。
展带来了新的机遇和挑战。
感谢观看
THANKS
THE FIRST LESSON OF THE SCHOOL YEAR
自动化与智能化
机电一体化系统能够自动完成复杂任务,减轻人 工负担,提高生产自动化水平。
高效、精确、快速响应
机电一体化技术的应用可以提高生产效率、减少 误差、增强系统快速响应能力。
《机电一体化上》课件

• 机电一体化概述 • 机械系统基础 • 传感器与检测技术 • 控制技术基础 • 机电一体化系统设计实例
01
机电一体化概述
定义与特点
总结词
机电一体化的定义、特点
详细描述
机电一体化是一门跨学科的综合性技术,它将机械技术、电子技术、计算机技术 等多个领域的知识融合在一起,实现各种技术之间的优势互补,提高整个系统的 性能和效率。其主要特点包括自动化、智能化、高效化等。
电容式传感器
利用电容原理,通过测量电容值的变 化来感知被测量,常用于压力、液位 、厚度等参数的测量。
光电式传感器
利用光电效应,通过光电器件将光信 号转换为电信号,常用于转速、距离 、颜色等参数的测量。
检测技术的发展趋势
智能化
微型化
随着人工智能技术的发展,智能传感器已 成为检测技术的重要发展方向,能够实现 自适应、自校准和自诊断等功能。
负责接收输入信号,并按照设 定的算法处理后输出控制信号
。
执行器
接收控制信号,驱动被控对象 执行相应的动作。
传感器
检测被控对象的参数变化,并 将检测信号反馈给控制器。
被控对象
需要控制的设备或系统。
经典控制理论及应用
线性控制系统分析
通过传递函数、频率特性等方法分析系统的稳定 性、动态性能和稳态误差。
PID控制
机械系统的运动学与动力学
运动学主要研究机械系统的运动规律,包括速度、加速度、位移等参数。
动力学则研究机械系统在力作用下的运动规律,涉及到力、力矩、惯性力等物理量 。
运动学与动力学在机械系统设计中有重要应用,如机构分析、机器效率分析等。
பைடு நூலகம்
机械系统的优化设计
机电一体化技术ppt课件

n 2.方案的评价对多种构思和多种方案进行筛选, 选择较好的可行方案进行分析组合和评价,从中
再选几个方案按照机电一体化系统设计评价原则
和评价方法进行深入的综合分析评价,最后确定 实施方案。
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
1.5 机电一体化系统设计
n 一、市场调研 n 二、总体方案设计 n 三、详细设计 n 四、样机试制与试验 n 五、小批量生产 n 六、大批量生产
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
1.5 机电一体化系统设计
四、样机试制与试验
n 完成产品的详细设计后,即可进入样机试制与 试验阶段。根据制造的成本和性能试验的要求, 一般制造几台样机供试验使用。样机的试验分为 实验室试验和实际工况试验,通过试验考核样机 的各种性能指标是否满足设计要求,考核样机的 可靠性。如果样机的性能指标和可靠性不满足设 计要求,则要修改设计,重新制造样机,重新试 验。如果样机的性能指标和可靠性满足设计要求, 则进入产品的小批量生产阶段。
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
1.4
共性关键技术
1、检测传感技术
研究对象:传感器及其信号检测装置(即变送器)
作用:感受器官、反馈环节。 要求:能快速、精确地获得信息并在相应的应 用环境中具有高可靠性。
1.5 机电一体化系统设计
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电
锭速。
一
(五)龙带传动
体
新型细纱机采用龙带传动,可适应高速以及超长细纱机的传动。
化
(六)新型牵伸型式
采用性能优良的牵伸型式,如德国SKF公司的SKF牵伸装置、INA公
司的V型牵伸装置等。
第二节 细纱机控制系统
第
一、新型细纱机传动与控制系统的组成
十 章
新型细纱机传动系统主要以 四轴独立驱动的形式为主,如 图所示。
细
纱
第二节 细纱机控制系统
机
一、新型细纱机传动与控制系统的组成
机 电
二、新型细纱机传动的数学模型
一
三、细纱机的锭速与纺纱张力控制
体
四、电子牵伸系统
化
五、细纱电子成型控制
六、自动落纱控制系统
——思考题
第一节 细纱机概述
一、细纱机的机构及工艺流程
第
环锭细纱机最为常见。普通环锭细纱机为双面多锭
十
章
结构,主要由喂入机构、牵伸机构、加捻卷绕机构、
第
先进的细纱机均具有全自动自动落纱装置,有自动换筒管、落纱后启
十
动、生头及管纱自动运输等功能。粗细联、细络联、粗细络联等联合机
章
的形成,是纺纱技术的发展方向。
配以计算机辅助生产,能检测满纱落纱和空管插入,监测机前机后
细
断头并完整地收集与处理生产过程的有关数据。
纱 机
(四)小卷装高锭速
机
由于自动落纱和空气捻接技术的成功,新型细纱机普遍采用小卷装高
①主电机M1:驱动锭子回
细 转,可根据设置的锭子变速曲 纱 线在纺小、中、大纱时以不同
机 的锭速回转。
机
②前罗拉电机M2:驱动前
电 罗拉回转,控制细纱出条速度
一 及细纱捻度。
体 化
③中后罗拉电机M3:驱动 中后罗拉回转,与前罗拉电机 配合,控制细纱牵伸倍数。
④钢领板升降电机M4:驱
动钢领板升降,控制细纱卷绕
成形机构组成,其工艺过程如图。
细
粗纱从粗纱架吊锭上的粗纱管上退绕出来,经过导
纱
纱杆及缓慢往复横动的导纱喇叭口,喂入牵伸装置完
机
成牵伸。牵伸后的须条由前罗拉输出通过导纱钩、穿
机
过钢丝圈,卷绕到紧套在锭子上的筒管上。
电
锭子高速回转,通过有一定张力的纱条带动钢丝
一
圈在钢领上高速回转,钢丝圈每一回转就给牵伸后的
第
十章Βιβλιοθήκη 1.了解细纱机机电一体化的特征。
细
2.了解新型细纱机的传动与控制系统组成。
纱
机
3.掌握新型细纱机各运动控制的数学模型。
机
电
4.掌握细纱机纺纱过程的张力变化和控制方法。
一
体
5.了解细纱机自动落纱机构及控制系统的组成。
化
第
十
第一节 细纱机概述
章
一、细纱机的机构及工艺流程
二、新型细纱机的技术特征
位置,实现细纱电子凸轮成形
细纱机系统传动与控制示意图
。
第
数学模型是现代控制的基础,建立数学模型就是建立系统输入和输
十
出的关系,具体来说就是设备的基本工艺参数与传动电动机转速或频率
章
的关系。
细
(一)主电机转速与锭子转速
纱
根据主电机M1到锭子传动的路线,得到主电机的转数:
机
机
nM1
ns
(D4 (D3
C —牵伸效率,%;
i2 —前罗拉减速器速比。
(三)牵伸分配与中后罗拉电机转速 第
十
章
由于中后罗拉转速接近,后区牵伸倍数不大,且不经常变化,因
此中后罗拉由同一台电动机驱动。牵伸分配与中后罗拉电机转速的数
细
学模型 :
纱 机
Dz
Df
Db
Ntc Ntx
机 电 一
nM3
nf df i3 Dz d b
式中:Dz —总牵伸倍数;
体 化
Df —前区牵伸倍数; Db —后区牵伸倍数; Ntc —粗纱号数,tex;
Ntx —细纱号数,tex;
nM3 —中后罗拉电动机转速,r/min;
db —后罗拉直径,mm;
i3 —中后罗拉减速器速比。
(四)细纱成形与钢领板升降电机转速
第
十
管纱卷装尺寸和容量,除直接纬纱受梭子内
d
章
腔大小限制外,应尽量大一些,以减小落纱和
管底
一
量,钢领板升降动程和级升均较管身部分卷绕
体
时要小。设从空管卷绕开始,钢领板经过n次
化
升降后,其动程由h1逐渐增大至正常动程h, 其级升由j1逐渐增大至正常级升j,直此管底卷
学模型:
细 纱
Vf
ns T
机 机 电
nf
Vf 103 (1 B)πdf C
一 体
nM2
nf i2
Vf i2 103 (1 B)πdf C
式中:Vf —前罗拉出条速度,m/min; nf —前罗拉转速,r/min; nM2 —前罗拉电动机转速,r/min;
化
T —细纱捻度,捻/m;
df —前罗拉直径,mm; B —细纱捻缩率,%;
) )
D2 D1
A
电 一
式中:ns —锭子转速,r/min; nM1 —主电动机转速,r/min;
体
D1 —主动皮带盘直径,mm;
化
D2 —被动皮带盘直径,mm;
D3 —滚盘直径,mm;
D4 —锭盘直径,mm;
δ —锭带厚度,mm;
A —滑溜系数。
(二)前罗拉传动
第
十
章
前罗拉使用单独的电动机驱动,其转速及其驱动电动机转速的数
d0
后工序退绕时的换管次数。细纱管纱采用的圆
细 纱
锥形交叉卷绕形式,如图所示。截头圆锥形的 大直径即管身的最大直径d,小直径d0就是筒 管的直径,每层纱的绕纱高度为h(即钢领板
满纱位置
2α
机
升降动程),管纱成形角为α。同时,钢领板
管身
机
每升降一次要有一个很小的升距j(称为级升)。
电
细纱在纱管底部卷绕时,为了增加管纱的容纱
细纱机工艺过程图
体 化
须条加上一个捻回。由于钢丝圈的回转速度小于纱管,
1-锭子 2-细纱管 3-钢领板 4-钢领
使前罗拉连续输出的纱条卷绕到纱管上。钢丝圈与纱
5-钢丝圈 6-导纱钩
管的转速差,就是纱管单位时间的卷绕圈数。依靠成
7-前罗拉 8-牵伸装置 9-喇叭口 10-导纱杆
形机构的控制,钢领板按一定规律升降,使细纱绕成
机
显示,并依据机上各部分传感器自动协调控制,实现了纺纱过程
电
自动控制。
一
(二)多轴独立驱动
体
化
现代细纱机主电机只传动锭子回转,钢领板升降由一部电机
独立传动,实现细纱电子成形。牵伸机构中前罗拉由一部电机独
立传动,中后罗拉由另一部电机独立传动,形成电子牵伸。多轴
独立驱动技术的应用简化了细纱机机械结构。
(三)自动化程度提高
11-粗纱 12-粗纱管 13-粗纱架吊锭
符合一定形状的管纱。
二、新型细纱机的技术特征
第
十
(一)采用计算机控制
章
细纱机一般是基于可编程控制器或单片机的计算机控制系统,
采用触摸屏作为人机界面,可实现纺纱参数设定和显示、纺纱过
细 纱
程自动控制、定长落纱、锭子速度控制等功能。可按设定条件对
机
纺纱过程的锭速、牵伸倍数、细纱特数、捻度等进行计算并自动