PDMCAPP设计工艺一体化_解决方案
CAPP与PDM系统的集成探索
CAPP与PDM系统的集成探索摘要:通过对武器装备PDM系统与CAPP系统设计需求和问题进行分析,通过将开目CAPP系统与Winchill系统进行集成,可将产品的设计、工艺数据集中管理,实现产品数据的统一管理与共享,支持设计人员有组织地协同工作,并行地设计产品及其相关过程,保证设计、工艺数据的一致性、准确性,提高设计效率。
关键词:CAPP;PDM;数据集成1引言CAPP(Computer Aided Process Planning, 计算机辅助工艺设计)的研究和开发是制造自动化领域的重要方向,CAPP作为连接CAD和CAM的桥梁,是企业CIMS(Contemporary Integrated Manufacturing Systems, 现代集成制造系统)中的关键环节,一直受到制造业的关注。
PDM(Product Data Management,产品数据管理技术)是用来管理所有与生产相关信息和所有与生产相关过程的技术,为企业内应用系统的集成和数据传递提供了必不可少的支撑环境。
在整个企业中PDM是整个企业数据与信息的平台,用通俗的话说PDM系统就是企业各类综合信息的仓库,每一个系统都通过不同的集成方式集成到该平台上,使产品相关数据得以高度集成和共享。
CAPP从PDM中获取和存储信息,这些信息作为企业信息基础也必然要通过PDM框架进行集成,所以CAPP与PDM的数据集成具有重要的意义。
2集成方式分析2.1APP与PDM在企业中的现状从企业自身的运作模式分析,CAPP主要用于工厂,通过多年的使用,已经拥有大量的电子化数据,并建立起了一套CAPP系统规范;PDM起步时间较晚,但在吸取其它单位成功案例的经验,目前PDM系统主要涵盖设计所的所有数据。
在CAPP系统编制工艺过程中,仍然采用人工方式对纸质文档进行审核流程,导致工艺文件电子数据共享程度低,有效性差;同时设计PDM系统一方面提供的数据管理功能不能使用,另一方面设计资源不能有效于作用于工艺编制,造成了极大的不变。
基于PDM的CAD/CAPP集成系统设计

成 系统设计方案 , 并运用此方案 . 设计开发 了 图形界面的 C D C P A / A P井行设计系统 。 关键词 产品数据管理  ̄ A / A P 并行工程 C DC P ; 中冒分娄号 ; P 9 . 2 T 3 17 文献标识码; A 文章编号 ;0 7 2 0 2 0 ) 1 0 1 -0 1 0 —4 6 (0 2 0 - 0 9 3
维普资讯
2OO2年 2月
安 庆师 范学 院学报 ( 鼻煞科 学 版)
3 r ̄ oan A q 曲 c sOolg ( ¨ Sc ̄ c n mq T h l e Na e i e)
F 曲 . 2OO2 Vd B No . 1
应用 的一项 关键技 术 和产 品。
对 PDM 的 定 义 , 目前 大 家 比较 赞 同 的 提 法 是 由美 国著 名 的 制 造 信 息 咨 询 公 司 C M D t I a a —1 —1 ¨ 作者简介 : (99 , . 李炜 16一)女 音肥工业大学 在职研究生. 安静大学 计算机 系讲师 . 究计算机软件 。 研
品 设 计 CAD、 艺 设 计 CAP 工 P遇 到 许 多 困难 , 要 表 现 在 以 下 几 个 方 面 : 主 ( )产 品 的 CAD 设 计 主 要 考 虑 的 是 其 结 构 和 功 能 , 考 虑 产 品 制 造 的 全 过 程 , 品 经 CAD 设 计 定 1 不 产 型 后 , 用 CAP 在 P进 行 工 艺 设 计 时 想 修 改 产 品 图纸 则 不 方 便 , 传 统 的 CAPP不 具 备 与 CAD 的 并 行 交 即
集 成 CAD/ AP 并 行 系 统 的 开 发 具 有 重 要 的理 论 意 义 和 广 泛 的 实 用 价 值 C P 2 P DM 技 术 的 讨 论
CAPP/PDM集成平台的建立

表1 XⅡ・M 功能模 块的应用 D
通过艾克斯特公司 X C P T A P系统的具体实施 , 建立定制了完整的工艺卡 片、 报表 、 参数表和材料 、
工模具 、 量具等基础数据 , 并定义 了卡片和报表之间 的关联关系, 卡片和基础数据关联关系, 图 1 见 。
1 前言
我公司新的 C D c P /D 项 目的建设 , A /a PP M 使 公司的产品设计开发 、 工艺编制 、 产品数据图档管理 质量、 效率方面有 了明显的提升。
卡片集成到 P M 中, D 通过 P M 可浏览工艺信息 。 D 为达到这个总体 目标 , 目供应方和项 目 项 组协
同按照以下二个阶段进行 , 每个阶段的 目标如下。
2 3 1 工 艺独 立工作 ..
2 C D C P /D 项 目的实施 A /A PP M
2 1 网络建 设 .
在定制各种工艺文件格式后 , 工艺人员能编辑 工艺卡片 , 绘制工艺图 , 并能出各种工艺报表工作 。
2 3 2 与 P M 协 同工作 .. D
序号
主模块名
子模块名 登录 管 理 ; 户 管 理 ; 息 管 用 消
l
系统维护
理 ; 户工 具 ; 用程 序 管理 ; 用 应
系统功能配置 。
2
安全管理
用户权限管理 ; 数据权限管理 ; 系统 日 志管理 ; 方式。 存储 数据入库管理 ; 数据浏览 ; 数据 视 图管理 ; 品大类 管理 ; 产 数据
2 3 4 系统 实施 的 具体 工作 . .
由艾克斯特公司实施人员在我公司完成系统需
求调研工作, 明确具体的各种需求情况 , 找出“ 瓶颈” 问题 , 规划出解决 问题的详细技术方案 。 公司项 目 小组中 C P A P分系统相关人员把公司 常用 的工装 、 设备 、 刀具 、 量具 、 具、 模 辅具 、 车间、 班 组等信息收集整理并收人数据库 。并把企业现用的 图号 申请办法整理并入库。
大河机床PDM/CAPP项目实施案例分析

运行状 况 ( 截至 2 0 年 l 月 2 05 1 8日)
1.现有项 目6 4项 2.现有任务 4 1 8 个 3.入库产 品 5 4个 4.入库 图纸 3 6 2 6张 ,图 纸明 细
1 6 8张 38 5.入 库 卡 片 3 3 0 2张
售 、设计 、管 理 、制造各 个环 节统一考
虑 ,在 信息 共享 基 础上 实现 功能 集成 , 并按 精 良生产思想简 化经营过程 ,以并
行 工程运作方 式充分 发挥信息 技术带来
的效益 ,创 造一个快 速响应市 场的现代
企业 运行机制 。
质 的实 施 工 作 完 成双 方高 层 约 定 的 目 标 :2 0 0 5年 9 月份 系统全 面上线 ;
现代化 的管理 方法将企 业经营 活动 中销
克斯特公 司常务 副总裁形 成项 目领导 小 组, 负责协调 资源 、 对一 些重要 问题进 行 决策 。这样 双方 公司都投入 最优 势资源 共 同建 设 中卫大 河 P DM/ AP C P产 品数
据管理平 台 , 期望 形成合力 ,以高效 、 高
为此 20 年 4 05 月开始 , 0 4 由中 20 年
卫 大 河 公 司 董 事 长 、总 工 程 师分 别带 队 ,组成 的大 河信息化 项 目考 察组进行 实际应用考察 。在调研 的基础 上选定 国
密切协作 成为项 目最终成 功的最重要 因
素:
20 0 5年 4月份 ,双 方项 目组在 前期 售前调研 基础上 继续深化讨 论 ,对 总体
内在 制造业信 息化拥有雄 厚研 发与实施 实力 的艾克斯 特工业 自动化技 术有 限公 司( 以下简称 艾克斯特 公司 ) 建立信息 , 化 长期 战略伙伴关系 ,共 同建设 中卫大
浅谈CAPP与PDM

浅谈CAPP与PDM摘要:信息化带动⼯业化这是⽅向,也是现实。
信息技术应⽤发展迅速,新技术的应⽤,将使原有应⽤系统在功能、性能上⼤⼤提⾼,也必然带来认识上的改变与提⾼。
⼯艺被称为是产品设计与⽣产管理的桥梁,但是由于集成技术问题没有相应解决,已往CAPP是企业⼯艺部门独⽴应⽤的系统,没有成为CAD的桥梁。
PDM技术的发展,使产品数据管理⾯向产品整个⽣产过程,称为全⽣命周期产品数据管理,这为企业信息集成提供解决⽅案,也使CAPP与CAD集成成为可能.关键字 CAPP PDMCAPP系统的分析⼯艺信息的基本流程以加⼯⼯艺为主的信息流程。
从⼯艺信息流程图中可以看到,设计信息是⼯艺系统的输⼊信息;企业⽣产组织、设备及⼯艺装备、⼯⼈技术状况及各种制造的⼯艺规範是控制信息,是实现优化—安全性、可靠性与经济性的保证;⼯艺路线、⼯艺规程、材料定额、⼯时定额是输出的⽬标信息。
⼯艺系统处理的信息的内容输⼊信息(1)产品信息。
包括产品名称、型号、规格、性能等产品属性信息及产品、部件装配图,产品、部件结构数据。
(2)零件信息。
包括零件名称、件号(图号)及零件材料、净重等属性信息以及功能、⼏何形状、尺⼨、精度、或输⼊零件特征编码。
控制信息(1)企业⽣产组织信息。
包括⽣产类型、⽣产系统的组织结构,每⼀⽣产部门的功能、外协作情况。
(2)设备及⼯装信息。
每⼀设备、⼯装的规格、性能及配置。
(3)⼯⼈技术情况与⽣产习惯。
(4)⽑坯制造及热处理规范。
包括铸造、锻造、铆焊和热处理等⼯艺规范。
(5)加⼯⼯艺及装配规范。
包括加⼯零件的分类规范以及机械加⼯顺序、机床选择、⼯装选择、⽑坯及加⼯余量选择、切削⽤量、⼯时定额和装配⼯艺等规范。
输出信息(1)⼯艺路线(零件制造的流程)。
(2)⼯艺规程。
包括⼯序顺序、机床、⼯(夹、量)具、加⼯部位、⼯序余量、切削⽤量以及加⼯、装夹、测量中的注意事项,必要时输出⼯序卡、⼯序图等。
(3)材料定额。
包括零件的⽑坯余量、切⼝、夹头、⽑重、定额、⼀种⽑坯的加⼯件数和材料利⽤率等以及产品材料定额。
用友PDM V5、金蝶K3PLM与鼎捷 Dyna PLM软件对比
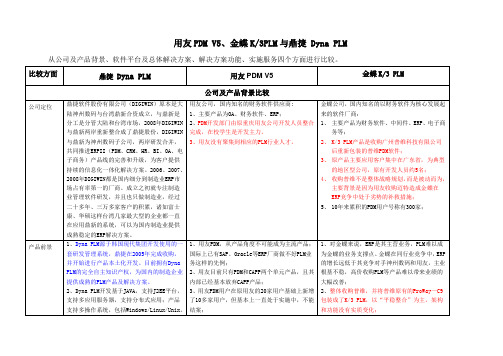
2、不开放的PDM不可能成为企业信息化应用的基础;
3、无二次开发接口,系统开放性差。
1、支持通过XML方式、WebServices方式、DCOM方式进行数据通讯以实现二次开发;
2、很多普维客户的项目实施中都做了二次开发,以满足客户要求;
3、普维产品底层架构决定了客户的很多功能即使通过开发也难以实现(大洋电机)。
2、增加了在线集成操作菜单,提供了文档和物料查询,图纸导入操作;
3、图纸修改时,只更新图纸与属性信息,无法对产品结构做多种操作处理;
产品结构管理
1、可快速从CAD装配树生成产品结构树,快速搭建产品结构;支持先部件后总装的建树模式。
2、提供属性映射功能,可以对2D/工艺/3D文档属性进行映射;
3、提供产品衍生管理,支持快速变型设计。
4、导入文档时,仅支持文件更新;
5、导入3D文档,无法支持建立外部引用关系;
6、不支持文档导入时外部引用的智能检测处理;
7、不支持导入文件时同步删除本地文件;
8、文档之间不存在借用关系,无法保证相同文档同步修改;
版本管理
1、能进行两级甚至多级的版本管理,支持a.1、a.2、b.1、b.2等;
2、能对Dyna PLM内所有的图文档,如Office文件、图片文件以及纳入到Dyna PLM内的工艺文件进行版本管理 。
3、客户的并发用户数最多的只有几十,不支持大的并发用户数,极限值为120左右
1、基于.net框架平台开发,B/S架构;
2、系统存取数据速度慢。
解决方案功能比较
图文档管理
1、结构化、目录化的文档管理方式最符合工程人员的工作习惯;
2、可根据企业的需求进行灵活定制,定义标准分类体系。如满足纸质文档的管理等。
开目软件 CAPP设计工艺一体化_解决方案资料
零件分类的例子
2 螺钉和螺母
1 有头螺钉
1 六角螺钉 2 内六角螺钉 5 半圆头螺钉
6 特殊形状的螺钉
11 环状螺钉
4000
3 盘和环
按照SML分类方法进行零件管理
(DIN 4000 或 ISO 13584)
缩短零部件的查找时间 提高零部件的重用率
建立零部件的名称词典
名称词典使用:
• 唯一的名称, • 采用面向几何形状的命名方法而不
是面向功能的命名方法。
防止出现重复的名称 迅速查找到所需要的零部件的文档
产品标准化和系列化技术 1. 建立完善的编码体系
完整的编码系统由两部分组成
识别码 标识所有的对象和过程
12345678 4000.2_1_1.K1E21Z2
分类码 对所有的模型、图纸和文档进行分类
产品标准化和系列化技术
2. 零部件的ABC分析
ERP 企业资源计划
CRM 客户关系管理
WuHan KaiMu Information Technology CO.LTD
8
提纲
1 PDM基本定义和战略价值 2-1 PDM 的核心功能 2-2 CAPP 功能
3 系统扩展功能 4 行业用户案例
模块化的 PDM 系统 --核心功能模块介绍
数据和文档管理
X
X
X
属性
商务文档 技术文档 工作历史 更改资料 。。。。。。
产品结构管理
围绕产品结构管理各个零部件的数据和文档
图文档管理 产品结构管理
产品结构树上各节点的基本信息——文卷
完全开放的文卷定义
图文档管理 工艺文件
图文档管理_目录管理
产品标准化和系列化技术
基于CAPP的工艺制造BOM一体化搭建与集成

基于CAPP的工艺制造BOM一体化搭建与集成作者:常建伟 |一、企业简介国机重工(洛阳)有限公司由原一拖(洛阳)工程机械销售有限公司于2011年11月正式更名而来,是中国机械工业集团有限公司旗下中国国机重工集团有限公司的成员企业,中国最早最专业的工程机械产品研发、制造基地之一。
公司总部设在洛阳,拥有一个总部、两个中心,三家子公司,职工总数2039人,专业技术人员200余人,主导产品涵盖路面压实机械系列、铲运机械系列、矿山机械系列、环卫机械系列、挖掘机械系列。
业务范围涵盖工程机械产品的研发设计、工程机械产品的生产制造、销售和服务、以及矿山装备系列产品的销售和服务。
图1 国机重工(洛阳)有限公司二、企业信息化应用总体现状目前,公司的信息化应用和两化融合状况如下:制定了明确的促进企业发展战略的信息化三年规划和实施计划;建成三线路接入的三地虚拟化局域网(VPN),软硬结合的安全防护体系,有核心服务器31台;熟练应用基于集团构架的协同办公系统;普及应用的二维CAD/三维CAD设计,和CAE三维虚拟分析;已经建成的、正在积累的产品知识和数据管理PDM系统;正在实施和扩大应用范围的数据交换中心及工艺设计CAPP系统。
同时,公司集成呼叫中心、短信平台,已经完成实施和初步应用,并正在优化和深化应用的CRM;已经完成多组织的销售供应链财务一体化ERP一期的实施和应用;正在实上线应用的ERP二期生产和成本;多个个性化微信平台、网站及网店等电子商务系统等。
完成多系统集成实现了异构数据的及时传递,特别是PDM/CAPP/ERP集成,通过接收PDM发布过来的设计BOM,在T5CAPP中通过工艺和制造BOM一体化搭建,然后通过系统自动数据抽取,形成物料、制造BOM、工艺路线,并通过集成接口上传给ERP。
目前初步实现多BOM智能转换和数据统一,正在完善更改管理,进一步提高和保证数据的完整性和一致性,减少或避免更改错误,降低成本。
产品设计工艺一体化平台工艺系统的实施与应用
产品设计工艺一体化平台工艺系统的实施与应用摘要:文章以笔者所在单位计算机工艺辅助工艺设计系统的项目建设为例,对该系统应用价值进行了分析,介绍了工艺系统基本结构组成,描述了项目实施后对工艺多方面工作带来的效率提升,最后提出了对该项目今后的展望。
关键词:产品设计工艺一体化平台工艺系统;工艺管理引言产品设计工艺一体化平台工艺系统是“以产品数据为基础,以交互式设计为手段,以工艺学问库为核心,以实现企业信息集成为目标,面向产品的工艺设计与管理”的应用开发平台。
它通过供应功能强大的工艺设计、工艺资源管理、统计汇总等模块和二次开发工具等,赐予工艺人员最大的帮助,切实提高工艺设计效率和设计质量。
同时plm工艺系统向企业推荐和引进国家标准的工艺设计和工艺管理规范,推进工艺规范化、标准化,提高工艺设计水平。
1产品设计工艺系统的实施价值1.1提高工艺编制效率公司产品零部件种类多,工艺设计工作量大。
传统手工编制工艺文档的方式效率低,数据互用性差。
特别对于一些相似性很高的零部件也没有有效地典型工艺知识积累机制,导致工艺设计重复劳动多。
工艺系统的实施为工艺人员提供了专业的工艺编制平台,提高了工艺设计效率,将工艺人员从大量的手工、重复性劳动中解放出来,着重于工艺设计质量的改进和工艺创新,实现公司工艺水平的持续改进。
1.2积累工艺知识通过实施工艺系统促进公司典型工艺以及工艺知识的积累和管理水平,让工艺人员方便的将工艺设计过程中的经验知识记录下来,加以总结和提炼。
通过建立工艺知识积累和沉淀机制,实现工艺经验和知识的快速传播,为工艺创新打下基础。
1.3促进标准化管理在手工编制工艺文件时代,出于对工艺劳动成果的认可,对于工艺人员不遵循新标准,格式五花八门的情况,标准化工作推进的难度较大。
工艺系统的实施,实现了模板化的工艺规程格式,无纸化的流程审签,各步骤的操作均可回查,促使标准能够执行到底。
1.4实现工艺报表自动汇总工艺系统可将工艺数据按照需要的格式和处理逻辑自动统计输出。
CADCAPPCAECAMPDM的集成
CAD/CAPP/CAE/CAM/PDM的集成【摘要】现今,许多大中型企业正应用CAD、CAM、CAE和CAPP等软件进行产品建模、计算、仿真和工艺规划,将这些软件进行集成并实现产品的全局管理,明显提高了产品设计的可靠性和开发效率。
【关键词】CAD/CAPP/CAE/CAM/PDM 集成【引言】CAD/CAM/CAPP/PDM/PDM之间的信息集成,本质是基于设计、工艺、产品管理和生产等各部门信息流动的需要,是产品信息和生产管理信息之间的集成,即实现企业生产信息全局集成。
计算机集成制造系统(CIMS)中,各系统的功能划分为:CAD/CAE用于产品设计和分析;CAPP用于工艺规程设计;CAM用于数控编程;PDM管理与产品有关的数据和过程。
由此可见,PDM系统是产品数据集成的核心,是CAD/CAE/CAM/CAPP各系统数据传递的桥梁。
PDM所需的基本信息是任何属于产品的数据,如CAD/CAE/CAM的文件,物料清单(BOM),工艺信息(工艺路线、工序、工装需求和设备需求)和产品加工过程等。
PDM包括了产品生命周期的各个方面,能跨越整个工程技术群体,是促使产品快速开发的使能器。
2. 集成框架确立统一的数字化管理平台需要一个集成框架,这个框架形象地说就是要在各种应用软件和管理软件之间以及由它们产生的数据(孤岛)之间建立通路和桥梁,使这些应用和数据成为一个无阻碍的大系统。
PDM是一个数据管理软件,也是一种集成框。
它可以把由CAD、CAE、CAPP、CAM等在产品研发过程中产生的所有数据联系整合起来,实施产品协同开发和并行工程。
集成框架是指在异构、分布式计算机环境中能使企业各应用软件实现信息集成、功能集成和过程集成的应用软件。
PDM系统是制造企业的产品和过程数据库,是CAD/CAE/CAM/CAPP理想的集成平台,它可以把与产品有关的信息统一管理起来,并将信息按不同用途分门别类地进行有序管理,为产品数据及过程管理、并行化设计和CAD/CAM/CAPP的集成提供了必要的支撑环境。
PDM与CAPP集成案例

工艺管理系统与PDM系统集成的研究和应用关键字:产品数据管理TeamCenter集成XML计算机辅助工艺规分析了PDM与工艺管理系统需要集成的内容,给出了集成的框架;在此基础上详细介绍了集成的接口形式及处理逻辑;并详细描述了此集成方案在某企业的实现情况及应用效果。
0 引言PDM和工艺管理系统是两个独立的管理系统,都有自己的管理功能。
PDM是产品数据管理系统,它负责管理产品设计数据,以及这些数据的产生过程,如设计文档管理、产品结构与配置管理、工作流程管理、项目管理和产品的分类检索等内容;工艺管理系统它负责工艺文档的编制及与工艺相关管理。
为了保证工艺管理系统中的产品结构与PDM中的一致,同时也为了让工艺管理系统产生的工艺文档能按照PDM的流程进行管理,必须对PDM系统和工艺管理系统进行集成。
1 工艺管理系统与PDM的集成内容工艺管理系统与PDM的集成内容包括如图1所示的以下三部分内容。
图1工艺管理系统与PDM的集成内容a)产品结构集成:产品结构集成是指从PDM导出的产品设计数据,在工艺管理系统中还原成产品结构。
为了保证工艺管理系统中零部件结构和PDM中零部件结构严格一致;使工艺人员能尽早进行工艺设计和相关活动,减少工艺技术准备时间;并且支持PDM中未发布的设计数据以产品或零部件的方式发送给工艺管理系统,以便工艺设计与产品设计同时开展,以保证交货期。
需要将PDM中的产品结构传递给工艺管理系统,产品结构信息包括零部件结构、零部件属性及其相关图纸、office描述文档等信息。
b)工艺文档集成:工艺管理系统实现对工艺文档的编制和管理,PDM系统实现对工艺文档的签审过程和版本管理。
工艺文档在PDM与工艺管理系统中的集成过程如下:1)工艺文档在工艺管理系统中创建、编辑;2)工艺文档编辑完成后,由工艺编制人员导入到PDM中;3)在PDM中启动签审流程,若流程中途驳回,PDM把该文档传递回工艺管理系统;4)工艺管理系统进行修改后,再次传递回PDM,继续进行流程操作;5)PDM完成签审流程后,把最终文档传递回工艺管理系统;6)工艺文档变更时,必须先在工艺管理系统中创建工艺文档的新版本,然后莺复上述的过程。
CAD/CAPP/PDM一体化系统在轴承企业中的应用

1 C / A P P M 一体化 系统概 述 AD C P / D
建立基于 P M的设计平 台, D 分别封装 了编码
系统 、A C D系统、 A P系统 , CP 可将产 品的设计、 工 艺数据集 中管理 , 实现产品数据的统一管理与共
享, 支持设计人员有组织地协同工作 , 并行设计产 品及其相关过程 , 保证设计 、 艺数据的一致性 、 工 准确 性 。 C D C P /D 一体 化 系统 结 构 图如 图 l A / ^PP M
一
体化系统在轴承企业 内的应用与实施。实践证明 : 系统 的实施提 高了工作效 率 , 该 缩短 了产品开发 周期 , 降
低 了产品开发 和制造成本 。 关键词 : 滚动轴承 ; A C P ;D - 体化办公系统 C D; A P P M;
中图分类号 : H 3 .3 T 3 17 T 13 3 ;P 9 . 文献标志码 : B 文章编号 :00—3 6 ( 07 o 03 0 10 72 2 0 )6— 0 5— 5
一
C D C P/ D 一 体 化 系 统 为企 业 提 供 了 A / A PP M
品设计和工艺 的特殊性 , 经过长期的调研与讨论 , 最终将 C D C P/ D 系统划分 为以下几个功 A / A PP M
能模 块 :
设计人员进行轴承设计开发工作 , 基于一体化 系 统工作平台运行 , 与系统其 他模 块之间存在 紧密
目前 , 我 国 轴 承 企 业 中 , A C D C P 在 C x( A / A P
等) 技术得到 了普遍应用。但这在提高设计人员 工作效率的同时 , 也存在着一些 问题。这些相对 孤立的 C D C P A 、 A P和 P M 系统等没有形成数据 D 流, 各个应用 系统之 间缺乏有效 的数据信息传递 和交换 , 企业 资源得不到有效共享 , 形成“ 信息孤 岛” 现象 。另一方面 , 利用传统的文件系统不能对 轴 承设计 过 程 中产 生 的大 量 工 程 图纸 、 术 文 档 技 以及 C D文件进行有效管理 。于是 ,A / A P A C D C P/ P M一体化系统应运而生。 D
CAPP与PDM
机床工业 计算机应用技术专家委员会 ( 山东济南 202 ) 陈宗舜 502
的信息流程。从工艺信息流程图中可以看到设计信息是 工艺系统的输入信息;企业生产组织 、 设备及工艺装
备 、工人技术状况是基础支持信息 , 种制造的工艺规 各 范是控制信息 ,是 实现 优化 ( 安全 性 、可 靠性 与经 济 性) 的保证 ;工艺路线 、工艺规程 、材料定额 、工时定 额及工装设计是输 出的 目标信 息。 ( )工艺 系统处理的信息 内容 2
c .工人技 术情况与生产 习惯 。
d 毛坯制造及热处理规范。包括铸造 、锻造 、铆焊 . 和热处理等工艺规范。
e .加工工 艺及装配规范 。包括加工零件 的分类 规范
流,没有利用存入计算机内的信息进行交流,传递 , 产
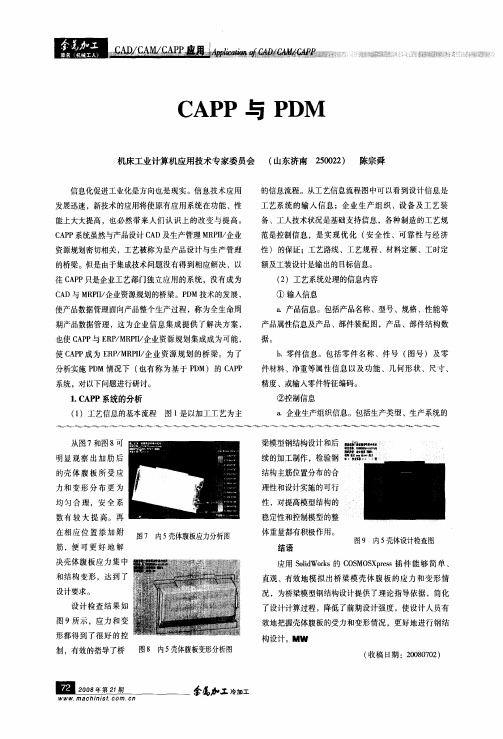
生的数据资料的管理 也和人手工处理时完全一样。 存在的问题 : (C P  ̄ A图 8可 明显 观 察 出 加 肋 后
梁模型钢结构设计和后 续 的加工制作 ,检验钢 结构主筋位置分布 的合 理性和设计实施的可行 性 ,对提高模 型结构 的
稳定性和控制模型 的整
图7 内5壳体腹板应力分析图
的壳体腹板所受应
力和 变 形 分 布 更 为
均匀 合 理 ,安 全 系 数有 较 大 提 高 。再 在相 应 位 置 添 加 附 筋 ,便 可 更 好 地 解 决壳体腹 板应力集 中
_ :! 冒呈 箜 塑 呈
W WW . aCni St m ni .Com .Cr /
参 冷工 曷 工 加
计技术文件 与生产管理 的关 系。
2 企业信息化应用 . 计算机进行信 息处理的
黼 一 豳 豳 蠹 讽 《 霎 篙露 :
CAXA协同管理(PDMCAPP)
协同管理(PDM/CAPP)CAXA协同管理解决方案——数据统一,扩展方便方案目录:∙CAXA协同管理总体方案∙CAXA EAP平台介绍∙工作流技术介绍∙BOM应用介绍∙应用系统集成介绍一、CAXA协同管理总体方案1、产品定位CAXA协同管理解决方案是面向制造业产品数据全生命周期管理的企业级解决方案,该方案是CAXA图文档解决方案应用的扩展和深化,重点解决企业在深化信息化管理应用后面临的部门之间协作以及企业产品数据全局共享的应用需求,实现企业设计数据、工艺数据与制造数据统一管理,并支持企业跨部门的数据处理和业务协作。
在数据模型构造上,CAXA协同管理解决方案采用统一的数据元模型,保障数据的一致性,避免信息孤岛;在应用模型构造上,采用CAXA 企业应用平台(CAXA Enterprise Application Platform, CAXA EAP)进行设计,保证应用事务的一致性,避免应用集成;在业务逻辑构造上,采用数据内置行为和应用行为定义,保证业务的自由组合,避免流程僵化。
CAXA EAP的扩展性和灵活性使CAXA协同管理解决方案具有高度的开放性。
CAXA协同管理解决方案不但可以作为CAXA图文档应用的升级和延伸,形成企业级管理平台,也可以作为独立的应用开发平台,提供给第三方在此基础上进行扩展应用开发。
2、方案配置图CAXA协同管理解决方案的基础是CAXA EAP,在此平台基础上,构造有CAXA图文档、网络DNC、BOM等产品,这些产品采用EAP提供的模型定义工具搭建统一的数据模型;应用界面采用EAP提供的应用设计工具定义一致的操作界面;管理流程可以采用EAP提供的流程定义工具实现连贯的过程管理。
CAXA EAP采用SOA设计思路,实现了底层构件和应用构件的模块化,这些模块支持标准的WEB服务接口,具备进一步构造INTERNET上数据处理和逻辑处理的能力。
CAXA协同管理解决方案应用部署图如下:图CAXA 协同管理应用部署数据平台层、公共服务层和基础应用层属于EAP的内容,是应用的支持层,是CAXA 协同管理解决方案应用不可缺少的运行环境;定义工具集是CAXA平台配置的定义工具,实现对模型和应用的图形化定义。
基于PDM的集成化CAPP系统

技术 , 并分析 了 P M在此 系统中的主要 职能。 D
关键词 :C P P M 体 系结 构 AP D
信息集成 ຫໍສະໝຸດ Ahc s ma : T J a e n lss t a i tu t r fte P o u t t n g me ta piain s se .T eme h d t bs p p ra ay e b scsr cu eo h r d c a Ma a e n p l t y tm he Da c o h to o i lme t h ne rtd C P s se b s d O DM,te k y tc n lg n e man fn t n o DM i y tm r mpe n e itgae AP y tm a e n P t h e h oo y a d t i ci fP e h u o i t ss s n h e ae
结构、 用户 友 好性 和方 便 性等 方面 , 虑 C P 考 A P系统 的研 究 与开发 。而 这些 对 于 一个 实 用化 的 C P A P系统 是 至关 重 要的 。P M技术 的兴起 为上 述问题 的解 决 提供 了强有 D 力 的支持 工 具 。基 于 P M 平 台的 C P , 以充 分 利 用 D AP可 P M 的强大功能 , D 实现工 艺设 计过程控制 和并 行工程 。
跟踪性 , 为企 业 的产 品设 计和制造 建立一个并 行化 的协 作
环境[l 2。
的桥 梁 , CMS中 起 着 重 要 的 作 用 。从 工 程 角 度 看 , 在 I CP A P起着 向上连接 C D、 A 向下连接 C M 的桥 梁作 用。来 A
自 C D的几何数据 和技术数据 , 这里 完成加 工处 理 , A 在 成
产品设计工艺制造一体化方案
产品设计工艺制造一体化方案1江南嘉捷机电技术研究院有限公司产品设计工艺制造一体化方案P L M系统建议书07月30日用友软件股份有限公司苏州分公司本方案建议书是专为江南嘉捷机电技术研究院有限公司准备,所有权归用友软件股份有限公司拥有,未经用友软件股份有限公司许可不得将其内容泄露给第三方。
本文約定:PLM包含PDM+CAPP目录第一章............................. 江南嘉捷机电技术研究院有限公司PLM需求分析错误!未定义书签。
1.1 企业基本概况 ...................................................................... 错误!未定义书签。
1.2 企业研发业务和管理需求.................................................. 错误!未定义书签。
第二章............................. 江南嘉捷机电技术研究院有限公司PLM解决方案错误!未定义书签。
2.1 选择用友PLM是江南嘉捷机电技术研究院有限公司最合适的选择错误!未定义书签。
2.1.1信息化的整体布局 ...........................................................错误!未定义书签。
2.1.2基于J2EE的三层架构是国际一流PLM的趋势 ..........错误!未定义书签。
2.1.3 十余年的行业经验打造先进的PLM管理思想及强大的功能错误!未定义书签。
2.1.4 科学的实施为江南嘉捷机电技术研究院有限公司提供最优性价比的PLM系统 ..............................................................................错误!未定义书签。
2.2 江南嘉捷机电技术研究院有限公司PLM工作模式实现及功能应用错误!未定义书签。
信息化 - PDM - 企业产品数据管理解决方案介绍

产品介绍:图档管理(2) 产品介绍:图档管理(2)
图档的浏览
支持常用的CAD格式,如AutoCAD,UG,Catia, Pro/E,Solidworks, Solidedge, inventor,MDT等; 支持办公软件格式,如MS Office文件等。
图档版本
图档带有独立于物料的编号及版本,图档号可以和物料号相同,也 可以不同; 同一物料的不同版本可以使用相同版本的图档,如A物料的01版和02 版均使用D图档的01版本; 图档编码的产生通过手工或自动从编码系统中选取。
产品介绍:BOM管理 产品介绍:BOM管理 (1)
visTeam采用多视图的产品 visTeam 采用多视图的产品 BOM管理方式 , 使您 采用多视图的产品BOM 管理方式 管理方式, 轻松管理复杂的产品结构信息: 轻松管理复杂的产品结构信息:
产品介绍:BOM管理 产品介绍:BOM管理 (2)
visTeam 提供严谨高效的工程更改管理模块,可以缩 提供严谨高效的工程更改管理模块, 短工程更改周期并减少产品信息错误率, 短工程更改周期并减少产品信息错误率 , 为企业降低 成本
产品介绍:工程更改管理( 产品介绍:工程更改管理(2)
支持任意形式的版本号定义
支持任意形式的版本号序列,如“A01->A02”、“甲->乙->丙->丁” 等。
产品服务信息: 产品服务信息: 产品服务指导 备配件信息
产品介绍: 产品介绍:功能模块
visTeam先进的技术管理方式及众多管理工具 visTeam先进的技术管理方式及众多管理工具,使 先进的技术管理方式及众多管理工具, 您轻松管理复杂的产品信息:BOM、图文档、 您轻松管理复杂的产品信息:BOM、图文档、三维模 工程变更(ECR/ECO)、 型、 工程变更(ECR/ECO)、供应商及客户物料等
基于 PDM 的 CAD/CAPP/ERP 集成方案的研究与实现

基于 PDM 的 CAD/CAPP/ERP 集成方案的研究与实现王冰;卫星【摘要】论述了PDM系统与CAD、CAPP及ERP系统集成的必要性及各系统之间的相互关系,确定了基于PDM平台的集成方案。
分别阐述了PDM与CAD、CAPP及ERP集成的内容及方式,着重讲述如何采用中间数据库方式实现PDM与ERP信息的共享。
最终实现PDM对产品数据的管理,且打通了设计信息和生产信息的数据通道,保证了企业数据系统的完整性和一致性。
%In this paper ,the necessity of integrating PDM with CAD ,CAPP and ERP is discussed ,and the relationship of them is introduced .The content and the method of integrating PDM with CAD ,CAPP and ERP are elaborated respectively ,and how to use the middle database to approach to the sharing of information between PDM and ERP is put emphasis on .The production data management is implemented ,and the data path of design information and production information is got through ,which ensures the consistency and integrity of enterprise data system .【期刊名称】《机械工程与自动化》【年(卷),期】2015(000)004【总页数】2页(P213-214)【关键词】产品数据管理;企业资源计划;集成;中间数据库【作者】王冰;卫星【作者单位】山西煤矿机械制造有限责任公司,山西太原 030031;山西煤矿机械制造有限责任公司,山西太原 030031【正文语种】中文【中图分类】TP274.+20 引言实施PDM项目,不仅要实现对产品设计阶段的数据管理,更重要的是要把设计数据传递给以生产为中心的ERP系统。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
70 60 50 40 30 20 10
0 开发设计
生产准备与 加工
原材料与外 购件的采购
管理和销售
对成本的影响 所需的工时成本
产品形成过程在质量上的重要性
成本 %
60
发生错误
50
修改错误
40
30
75%
20
10
80%
0 产品定义
产品开发
工艺规划
制造
检验
应用
• 75%的错误是由产品形成阶段引起的 • 80%的修改工作是在产品制造阶段或后续阶段完成的
DMU
PDM 与 ERP 的分工与集成
电子工作平台
产品开发
IT 系统
电子组织和管理系统
采购
PDM 合同产品设计
ERP
生产计划
产品维护
生产控制
产品数据高度的动态性 产品数据仅用作读访问
PC A
PC B
BOM A
信息管理
BOM B
KMPDM与ERP集成
功能实现
实现集成的软件: 和佳、用友、金碟、SAP、Oracle、Baan等 集成紧密程度: 双向数据传递 变更增量数据传递 跨平台系统进程通信 实时触发数据更新 数据交换方式: 中间文件交换 中间表交换 直接数据交换
5. 建立事物特性表 系列件管理
对元素进行分类
事物特性表 DIN 4000.X_Y_Z
ID-Nr.
A
B
C
长度ห้องสมุดไป่ตู้
宽度
高度
C
000001 200
100
000002 150
75
000003 100
50
标识信息 分类信息
100 80 60
000003
000002
原始模型
A
000001
导出模型
模块化的 PDM 系统
有效的检索系统 有效的变型设计
ABC分析
A类件: 专用零部件 B类件: 企业标准件 C类件: 外购件 原则 尽可能将A类件变为 B类件 尽可能将B类件变为 C类件
降低产品成本
在产品开发与 设计过程中 标准化的主要
措施
零件分类的例子
2 螺钉和螺母
1 有头螺钉
1 六角螺钉 2 内六角螺钉 5 半圆头螺钉
产品标准化和系列化技术 1. 建立完善的编码体系
完整的编码系统由两部分组成
识别码 标识所有的对象和过程
12345678 4000.2_1_1.K1E21Z2
分类码 对所有的模型、图纸和文档进行分类
产品标准化和系列化技术
2. 零部件的ABC分析
每一个产品和装置都是由A、B、C三类零件组成
100
成本百 分比
PDM 过程管理
PDM 服务器 CAx 服务器 ERP 服务器
LAN / WAN / Intranet
工作流
系统管理员
任务 清单
活动1
任务
任务
过程历史 过程状态
清单
清单
活 动2
活动3
任务 清单
任务 清单
活动5
任务
识别号N清o A 单B C D
12345670 10.0 101. 65.5 10.0 12345671 85.0 10. 65.3 8.0 12345672 125.0 105.8 65.1 13.0
Teamwork solution V4 ---设计工艺制造一体化解决方案
PDM核心功能模块
提纲
1 PDM基本定义和战略价值 2P-1DCMA的PP核功心能功能
2-2
3 系统扩展功能 4 行业用户案例
PDM ----Product Data Management 产品数据管理
产品形成过程在成本上的重要性
ERP 企业资源计划
CRM 客户关系管理
WuHan KaiMu Information Technology CO.LTD
8
提纲
1 PDM基本定义和战略价值 2P-1DCMA的PP核功心能功能
2-2
3 系统扩展功能 4 行业用户案例
模块化的 PDM 系统 --核心功能模块介绍
数据和文档管理
Tresor
5. 建立事物特性表 统
建立可变型的积木块系
产品标准化和系列化技术
建立完善的编码系统
完整的编码系统由两部分组成
识别码 标识所有的对象和过程
分类码 对所有的模型、图纸和文档进行分类
12345678 4000.2_1_1.K1E21Z2
建立事物特性表
采用基于事物特性表的 变型技术和相应的关系 型CAD系统
活动6
„电子周转文件夹“
活动4
电子工作平台
过程管理——工作流建模
过程管理——变更管理
工程更改和发布管理 ➢ 提出更改申请 ➢ 更改影响范围分析 ➢ 更改申请审批 ➢ 更改执行 ➢ 更改通知(跟踪) ➢ 版本管理 ➢ 文档关联
过程管理——变更管理
模块化的 PDM 系统
OMF
数据和文档管理
Tresor
图纸
模型
文档
项目管理
Too Large
BOM,产品和数据配置
80034021/A 808003043042012/1B/C 80034532/A 80034485/A 80034357/A 80034032/A 80034394/A 80034086/A
PFM
标准件,重复件, SML DIN4000
基本档案
ERP平台
PDM
ERP
配置模块
&
开
物料信息
目
数
设计BOM
据
配置BOM
交
互
工艺路线
中
间 件
工作中心
基本档案
KMDP平台
产品标准化和系列化技术
OMF 数据和文档管理
Tresor
图纸
模型
文档
项目管理
Too Large
BOM,产品结构管理
80034021/A 808003043042012/1B/C 80034532/A 80034485/A 80034357/A 80034032/A 80034394/A 80034086/A
性 从零部件库中选择装入零部件模型 编辑标题栏和明细表 使用资源管理器填写信息 使用编码管理器填写信息 ……
与AUTOCAD的集成
B
A
Part #
A
B
1001001 3.0
0.50
1001002 4.0
0.50
1001003 5.0
0.75
项目管理管理
Too Large
LCM 工作流管理 和工程更改管理
IT
系统集成接口
Process
Glue
Too
People
Tools
Large
Data
项目过程建模
示例:项目的执行团队
项目过程监控
修改的成本
美元
100X
X = 3500美元/ 每次修改
概念 设计
10X
X
详细 设计
生产 准备
测试
生产
时间
尽早发现错误,尽快修正错误
越晚修正错误,其造成的影响越大
目标:避免错误或尽早修正错误
60 50 40 30 20
10 0 产品定义产品开发 工艺规划
制造
检验 应用
成本 %
制造业企业信息化总体框架
B
A
Part #
A
B
1001001 3.0
0.50
1001002 4.0
0.50
1001003 5.0
0.75
LCM
工作流管理和更改管理
Too Large
IT 系统集成接口
Process
People
Tools
Data
Glue
PDM 系统集成
CAM
CAQ
ERP
双向通讯
CAP
PDM
X ...
CAO
CAD
产品设计过程管理
产品生产过程管理
CAM
CAD
CAE
生产计划
库存管理
需求计划
财务管理
流程管理
CAPP
工 艺 信 息
产 品 信 息
图文档管理
销售管理 采购管理
生产成本控制
质量管理 人力资源
生产流程管理
PDM 产品数据管理
BOM( Ebom、 Pbom)
MES 制造执行系统
SCM 供应链管理
数字化企业数据库
X
X
X
属性
商务文档 技术文档 工作历史 更改资料 。。。。。。
产品结构管理
围绕产品结构管理各个零部件的数据和文档
图文档管理 产品结构管理
产品结构树上各节点的基本信息——文卷
完全开放的文卷定义
图文档管理 工艺文件
图文档管理_目录管理
ERP 订单信息
物料信息 装配BOM 制造BOM 工艺路线
工作中心
组对象类层 轴 01
齿轮
.0.2 .
机架
.0.1 .
汽缸总成
.0.4 .
固定点
目标
固定点
族对象类层 偏心轴 01 阶梯轴
.0.2 .
对象类层 两端带锥度
01 两端不带锥度
.0.2 .
颚式破碎机机架 01
锤式破碎机机架 02
反击式破碎机机架
.0.3 .
类一 01 类二 02 类三
.0.3 .
系统地进行零件管理 用层次结构来表达分类零件 基于SML技术的零件管理 (DIN4000和DIN4001)