水溶性助焊剂 危险品作业指导书

危險化學品安全技術指導書---水溶性助焊劑
文件編號﹕
編制﹕審核﹕核准﹕
一﹑範圍:
本指導書提供了水溶性助焊劑的理化特性等基本危害信息,指導使用部門和人員對其採取防護措施和應急行動。本指導書參照GB 16483-2000 eqv ISO 11014-1:1994《化學品安全技術說明書編寫規定》及其附錄A《填寫指南》,選擇其中使用者應該知道和掌握的內容編制。
二﹑物品資料:
物品名稱﹕水溶性助焊劑物品型號: 物品料號﹕
三﹑成分辨识资料﹕
成份CAS NO. 化學式含量% 危害物质分类及图式
1 alcohol series solvent/醇
系溶剂
75-65-0 C4H12O 97.5
2 Active agents/活性剂110-94-1 C5H8O4 1
3 Surfactant agents/助剂59113-36-9 C6H14O5 1
4 Other components/其他128-37-0 C15H24O 0.5
四、危害辨识数据:
物品危害分类3易燃液体
紧急情况综述严禁阳光直射或高热。避免与眼接触。保持容器密封。
主要途径○皮肤⊙眼睛⊙吸入⊙吞食
影响对象助焊剂烟雾:眼睛﹑粘膜﹑呼吸系统
眼睛烟雾可能会对眼睛有暂时的轻微刺激性。
皮肤可能会使皮肤有轻微的过敏现象。对皮肤无腐蚀作用。皮肤过敏可产生发痒﹑红斑﹑灼热特征。
吞食吞食危害,灼伤食道。
皮肤吸收不大可能
不同暴露途径之急救方法:
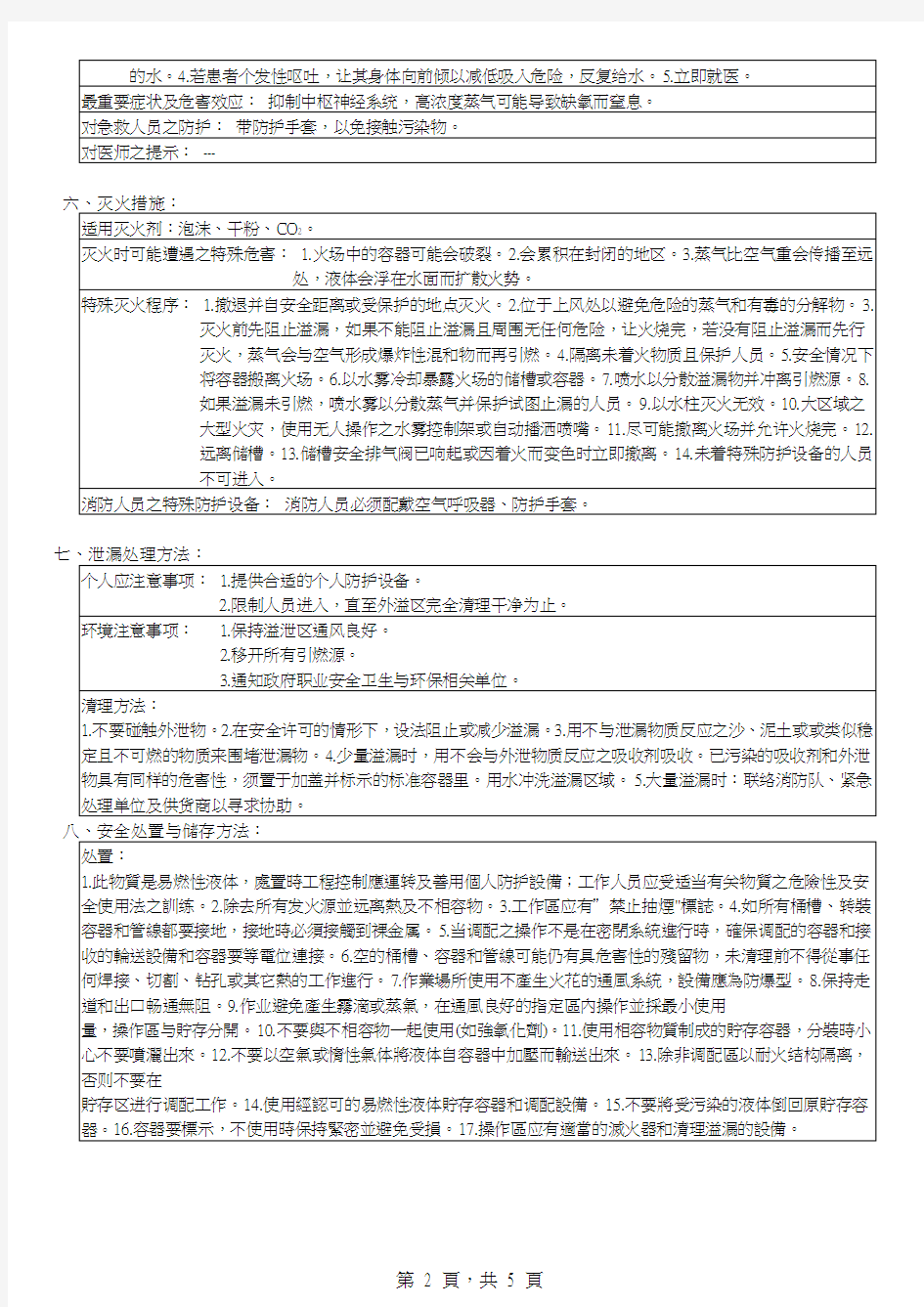
吸入:1.移走污染源或将患者移至新鲜空气处。2.若呼吸停止,立即由受训过的人施予人工呼吸,若心跳停止则施予心肺复苏术。3.立即就医。
皮肤接触:1.脱掉污染的衣物、鞋子以及皮饰品(如表带、皮带)。2.用水和非磨砂性肥皂,彻底但缓和的清洗5分钟以上。3.若仍有刺激感,立即就医。
眼睛接触:1.立刻将眼皮撑开,用缓和流动的温水冲洗污染的眼睛20分钟。2.若冲洗后仍有刺激感,再反复冲洗。
3.立即就医。
食入:1.若患者即将丧失意识、已丧失意识或痉挛,不可经口喂食任何东西。2.不可催吐。3.给患者喝下240~300ml
十、物理及化学性质:
型号
項目F102K1
外观无色至淡黄色透明液体
气味醇类特殊气味不挥发份含量(g/L) 25±0.5
密度0.786±0.03
PH值5-7
包装形式200升/塑胶桶或25升/塑胶桶
1.本资料仅供参考,不作为承担法律责任的依据;
2.使用时,请依据工艺要求自定最适合程序或控制方法以保证质量的稳定性。
助焊剂说明
助焊剂说明 助焊剂是以松香为主要成分的混合物,是保证焊接过程顺利进行的辅助材料。焊接是电子装配中的主要工艺过程,助焊剂是焊接时使用的辅料,助焊剂的主要作用是清除焊料和被焊母材表面的氧化物,使金属表面达到必要的清洁度.它防止焊接时表面的再次氧化,降低焊料表面张力,提高焊接性能.助焊剂性能的优劣,直接影响到电子产品的质量. (1)助焊剂成分 近几十年来,在电子产品生产锡焊工艺过程中,一般多使用主要由松香、树脂、含卤化物的活性剂、添加剂和有机溶剂组成的松香树脂系助焊剂.这类助焊剂虽然可焊性好,成本低,但焊后残留物高.其残留物含有卤素离子,会逐步引起电气绝缘性能下降和短路等问题,要解决这一问题,必须对电子印制板上的松香树脂系助焊剂残留物进行清洗.这样不但会增加生产成本,而且清洗松香树脂系助焊剂残留的清洗剂主要是氟氯化合物.这种化合物是大气臭氧层的损耗物质,属于禁用和被淘汰之列.目前仍有不少公司沿用的工艺是属于前述采用松香树指系助焊剂焊锡再用清洗剂清洗的工艺,效率较低而成本偏高 免洗助焊剂主要原料为有机溶剂,松香树脂及其衍生物、合成树脂表面活性剂、有机酸活化剂、防腐蚀剂,助溶剂、成膜剂.简单地说是各种固体成分溶解在各种液体中形成均匀透明的混合溶液,其中各种成分所占比例各不相同,所起作用不同 有机溶剂:酮类、醇类、酯类中的一种或几种混合物,常用的有乙醇、丙醇、丁醇;丙酮、甲苯异丁基甲酮;醋酸乙酯,醋酸丁酯等.作为液体成分,其主要作用是溶解助焊剂中的固体成分,使之形成均匀的溶液,便于待焊元件均匀涂布适量的助焊剂成分,同时它还可以清洗轻的脏物和金属表面的油污 天然树脂及其衍生物或合成树脂 表面活性剂:含卤素的表面活性剂活性强,助焊能力高,但因卤素离子很难清洗干净,离子残留度高,卤素元素(主要是氯化物)有强腐蚀性,故不适合用作免洗助焊剂的原料,不含卤素的表面活性剂,活性稍有弱,但离子残留少.表面活性剂主要是脂肪酸族或芳香族的非离子型表面活性剂,其主要功能是减小焊料与引线脚金属两者接触时产生的表面张力,增强表面润湿力,增强有机酸活化剂的渗透力,也可起发泡剂的作用 有机酸活化剂:由有机酸二元酸或芳香酸中的一种或几种组成,如丁二酸,戊二酸,衣康酸,邻羟基苯甲酸,葵二酸,庚二酸、苹果酸、琥珀酸等.其主要功能是除去引线脚上的氧化物和熔融焊料表面的氧化物,是助焊剂的关键成分之一。 防腐蚀剂:减少树脂、活化剂等固体成分在高温分解后残留的物质 助溶剂:阻止活化剂等固体成分从溶液中脱溶的趋势,避免活化剂不良的非均匀分布 成膜剂:引线脚焊锡过程中,所涂复的助焊剂沉淀、结晶,形成一层均匀的膜,其高温分解后的残余物因有成膜剂的存在,可快速固化、硬化、减小粘性. (2)常用助焊剂的作用 1)破坏金属氧化膜使焊锡表面清洁,有利于焊锡的浸润和焊点合金的生成。 2)能覆盖在焊料表面,防止焊料或金属继续氧化。 3)增强焊料和被焊金属表面的活性,降低焊料的表面张力。 4)焊料和焊剂是相熔的,可增加焊料的流动性,进一步提高浸润能力。 5)能加快热量从烙铁头向焊料和被焊物表面传递。 6)合适的助焊剂还能使焊点美观。 (3)常用助焊剂应具备的条件 1)熔点应低于焊料。
危险品仓库管理规程
危险品仓库管理规程 为了严格管理危险品仓库,根据《化学危险品控制程序》2-04,制定本规程。 1 危险品库房的设置规定 1.1 危险品必须按“化学危险品(各种涂料、胶粘剂)”和“氧气、乙炔瓶”分别 设置单独的仓库。 1.2 应选择干燥、阴凉、通风的独立空间作为危险品的库房,库房内和门口有醒 目的“严禁烟火”的警示标志。 1.3 库房面积≤10 m2,配备不少于2具灭火器;库房面积≤20 m2,配备不少于3 具灭火器。 1.4 危险品库房内的照明必须选择防爆灯具,库内“领料管理制度”上墙。 2 危险品的入库规定 2.1 化学危险品入库时,一定要检查包装是否完整,密封是否完好,如有泄漏, 不得入库。 2.2 溶剂形木器涂料入库时,应检查包装上是否有“18581-2001检验合格”的明示。 2.3 室内装饰用的胶粘剂的包装上是否有“有害物质的名称及其含量”的明示。 2.4 氧气、乙炔瓶入库时应检查瓶阀、瓶帽是否齐全、完好,防震圈是否完好。 3 危险品的储存规定 3.1 储存化学危险品的货架之间应保持1 m间距, 小包装上货架,大包装堆垛不 得高于2 m,垛底应垫高0.1 m。 3.2 化学危险品储存时,商标和说明应朝外,其产品标识、检验标识清晰,帐、 物应相符。 3.3 溶剂型涂料、溶剂的库存量,应控制在5日消耗量的总和之内。 3.4 化学性质、防护措施和灭火方法相抵触的,不得储存在同一库房内。 3.5 氧气、乙炔瓶要分开存放(间距2 m),同一地点氧气、乙炔各有两瓶以上时, 要用铁护栏防护,有防砸、防雨、防火、防晒的具体措施和“严禁烟火”的警示标志。 4 危险品的领用规定 4.1 危险品应有专人领用,库管员负责:
助焊剂的主要成份及其作用
助焊剂的主要成份及其作用 A、活化剂(ACTIVATION):该成份主要起到去除PCB铜膜焊盘表层及零件焊接部 位的氧化物质的作用,同时具有降低锡、铅表面张力的功效; B、触变剂(THIXOTROPIC) :该成份主要是调节焊锡膏的粘度以及印刷性能,起 到在印刷中防止出现拖尾、粘连等现象的作用; C、树脂(RESINS):该成份主要起到加大锡膏粘附性,而且有保护和防止焊后 PCB再度氧化的作用;该项成分对零件固定起到很重要的作用; D、溶剂(SOLVENT):该成份是焊剂组份的溶剂,在锡膏的搅拌过程中起调节均 匀的作用,对焊锡膏的寿命有一定的影响; (二)、焊料粉: 焊料粉又称锡粉主要由锡铅合金组成,一般比例为63/37;另有特殊要求时,也有在锡铅合金中添加一定量的银、铋等金属的锡粉。概括来讲锡粉的相关特性及其品质要求有如下几点: A、锡粉的颗粒形态对锡膏的工作性能有很大的影响: A-1、重要的一点是要求锡粉颗粒大小分布均匀,这里要谈到锡粉颗粒度分布比例的问题;在国内的焊料粉或焊锡膏生产厂商,大家经常用分布比例来衡量锡粉的均匀度:以25~45μm的锡粉为例,通常要求35μm左右的颗粒分度比例为60%左右,35μm 以下及以上部份各占20%左右; A-2、另外也要求锡粉颗粒形状较为规则;根据“中华人民共和国电子行业标准《锡铅膏状焊料通用规范》(SJ/T 11186-1998)”中相关规定如下:“合金粉末形状应是球形的,但允许长轴与短轴的最大比为1.5的近球形状粉末。如用户与
制造厂达成协议,也可为其他形状的合金粉末。”在实际的工作中,通常要求为锡粉颗粒长、短轴的比例一般在1.2以下。 A-3、如果以上A-1及A-2的要求项不能达到上述基本的要求,在焊锡膏的使用过程中,将很有可能会影响锡膏印刷、点注以及焊接的效果。 B、各种锡膏中锡粉与助焊剂的比例也不尽相同,选择锡膏时,应根据所生产产品、生产工艺、焊接元器件的精密程度以及对焊接效果的要求等方面,去选择不同的锡膏; B-1、根据“中华人民共和国电子行业标准《锡铅膏状焊料通用规范》(SJ/T 11186-1998)”中相关规定,“焊膏中合金粉末百分(质量)含量应为65%-96%,合金粉末百分(质量)含量的实测值与订货单预定值偏差不大于±1%”;通常在实际的使用中,所选用锡膏其锡粉含量大约在90%左右,即锡粉与助焊剂的比例大致为90:10; B-2、普通的印刷制式工艺多选用锡粉含量在89-91.5%的锡膏; B-3、当使用针头点注式工艺时,多选用锡粉含量在84-87%的锡膏; B-4、回流焊要求器件管脚焊接牢固、焊点饱满、光滑并在器件(阻容器件)端头高度方向上有1/3至2/3高度焊料爬升,而焊锡膏中金属合金的含量,对回流焊焊后焊料厚度(即焊点的饱满程度)有一定的影响;为了证实这种问题的存在,有关专家曾做过相关的实验,现摘抄其最终实验结果如下表供参考:
仓库作业指导书
原材料入库作业指导书 1目的 为规范原材料入库过程,确保合格原材料流转入生产环节,制定本作业指导书。2范围 本作业指导书适用了原材料入库全过程。 3职责 3.1采购部:负责收料通知单的下推和告知; 3.2仓储物流部:负责来料的核对、入库; 3.3品质管理部:负责来料的检验和判定。 4作业流程 5 作业流程内容描述 5.1 收货 5.1.1供应商送货供应商通知采购人员到货信息,由采购通知检验验收,确认合格后交由入库办事员签收。 5.1.2物流送货由入库办事员负责签收。签收前需确认产品外包装有无损坏;货运单号、件数是否一致; 必要时需核对数量,正常方可签收。如有疑问的部分需立即与采购部门沟通确认、及时处理。 5.2就位 5.2.1物料签收后及时将原材料放置待检区。 5.2.2大件物料可放于相应库区并挂上待检牌。 5.3货物清点、分包 5.3.1打开物料外包装箱,取出送货单。(送货单需供应商提供一式两份,一份采购留底,一份入库办事员清点 用。) 5.3.2依据送货单,核对物料名称、型号、数量,并在送货单上做好相应的记录。需要分包的配件,在清点过 程中应按照我们的需求做好分包工作。如有差异应及时将信息反馈给采购处理。 5.3.3货物进出应做到帐物同步。随货必须有供应商提供的送货单才能办理入库。如无送货单的部分应及时告 知采购通知供应商办理。
5.4取单 5.4.1物料清点确认无误后,依据送货单上提供的采购订单号及物料名称、型号、单位、数量(实收)等信息, 同时结合系统中相应的收料通知单,下推生成外购入库单并保存,同时完成一级审核工作。 5.5送检 5.5.1取单完毕后,进入外购入库序时薄界面,选中需要送检的物料记录。每条记录应包含日期、供应商、物 料长代码、物料名称、规格型号、长描述、单位、实收数量、备注、一级审核人、等信息。 5.5.2预览、打印一式两份。一份送检、一份入库办事员留档。检验员在接到外购入库单时需在该单据上签收 接收时间及姓名。 5.6标示 5.6.1打印物料标示卡 5.6.1.1方法一、进入外购入库序时薄界面,设置为连续套打所选单据,选中需打印的记录,点击打印即可。5.6.1.2方法二、进入需打印物料标示卡的外购入库单界面,选择使用套打,然后点击打印即可。 5.6.2贴物料标示卡 5.6.2.1依据打印好的物料标示卡,到原材料待检区找到相应的物料,并将其贴在物料的外包装箱上。 5.7理货 5.7.1物料已贴上“PASS”标示的部分,入库办事员应及时将物料放到相应的区域并及时整理归位。及时清理 库位上的余料,保证做到物料先进先出。如果是新材料需要定位放置的部分,应及时做好物料标示(货架标示类)并贴到相应的位置上。 5.7.2检验判定不合格的材料,入库办事员在接到不合格通知单时,及时到外购入库单里找到该批物料的入库 单,完成一级反审核。然后删除该条物料的记录,取消入库。如果一张入库单里物料全是不合格的,直接将该入库单作废即可。同时将该批物料及时放到不合格品区(未入库)。由采购负责跟进处理。处理程序参照不合格品处理流程。 6表单 6.1送货单 6.2入库单 6.3不合格通知单 6.4物料标示卡 6.5物料标示(货架及定位标示用) 6.6让步接收单
焊锡材料的种类
焊锡材料的种类 焊锡以铅-锡(Pb-Sn)二元合金为主要的种类,铅-锡合金的共晶点在183 ℃,61.9wt%锡之处(见图9-25所示的铅-锡合金相图),因此37%铅-63% 锡合金被称为共晶焊锡,在电子构装的应用中亦以接近共晶成份的焊锡(40%铅-60%锡)为主。焊锡可借调整其中铅锡的比例改变其熔点以符合制程之需求,许多不同化学成份的焊锡合金也因此被发展出来(见表9-12所示之常用焊锡特性),一般而言,高铅含量的焊锡适用于温度较高的焊接制程;高锡含量的焊锡则专供有防蚀特殊需求的焊接使用。在焊接过程中,熔融的锡很容易与其它金属反应形成介金属化合物,常见的锡介金属化合物种类如表9-13所示。介金属化合物脆性高,也会影响焊锡的表面张力与润湿性,一般而言过量介金属化合物的存在有害焊点的性质。研究显示介金属化合物的成长是一个扩散控制的过程[2],故焊接过程中应尽可能将低接合温度,缩短焊接时间,以使介金属化合物的形成量降 至最低。 焊锡中可添加少量元素以改善其性质。例如,添加低于2%的银可以提高机械强度而不致严重损坏焊锡性质,并可使焊锡在镀银表面进行接合时不致因银的熔解而降低其润湿性;添加锑亦可提高焊锡机械强度并降低其成本,但其添加量以3.5%为上限;添加铜的目的在减少铜的溶解速度,延长铜焊接工具的使用寿命,但过量的铜会造成砾状焊点(Gritty Joint) ;添加铟的焊锡可以提升其在陶瓷表面的润湿性,铟同时可以抑制金在焊锡中的溶解;铟、铋、镉可与铅、锡组成熔点低于铅锡共晶温度的合金,适合低温之焊接制程与高热敏性的元件焊接之应用。为了避免铅在制程中的污染,无铅焊锡因而成为焊锡研究的重点之一,举例而言,95% 锡-5%锑与96.5%锡-3.5%银为高强度焊锡,具有抗疲劳与潜变破坏的特性;80%金-20%锡与65%锡-25%银-10%锑为焊点强度有特殊需求的焊锡。
危险品安全操作规程
危险品库安全操作规程 一危险品运输驾驶员安全操作规程 1、从事运输危险品的驾驶员必须具有高度的责任感和事业心,牢固树立对国家企业人民生命财产负责的责任性。 2、从事危险品运输的驾驶员必须持有公安消防部门核发在有效期内的“危险运输证” 3、运输化学、危险物品要事先掌握了解货物的性能和消防、消毒等措施,对包装容器、工具和防护设备要认真检查,严禁危险品漏、散和车辆带病运行。 4、在运输、停靠危险区域时,不准吸烟和使用明火。 5、凡危险品的盛装容器,发现有渗漏、破损等现象,在耒经改装和采取其他安全措施之前,易引起氧化分解、自燃或爆炸现象,应立即采取自救,向领导、厂方、当地消防部门报告,尽快妥善处理解决。 6、易燃危险品在炎热的季节应在上午10时前,下午3时后运输。 7、严禁将有抵触性能的危险物品混装在一起运输,各种机动车进入危险品库区、场地时,应在消声器上装卸阻火器后,方能进入。 8、装运危险物品的车辆不准停在人员稠密、集镇、交通要道、居住区等地主,不准将载有危险品的车辆停放在本单位车间、场内。如确因装卸不及、停车或过夜修理等,应向领导或负责值班人员报告,采取必要的防护措施。 9、危险物品运输的车辆,应及时进行清洗、消毒处理,在清洗、消毒时,应注意危险物品的性质,掌握清洗、消毒方法知识,防止污染、交叉反应或引起中毒等事故。 10、凡装运危险物品的车辆需过渡口时,应自觉报告渡口管理部门,遵守渡口管理规定,装运危险物品的车辆应严格遵守公安消防部门指定的路线行驶。 11、装运危险物品的车辆,应配备一定的消防器材,急救药品,黄色三角旗或危险品运输车辆标志等。 12、危险品运输驾驶员除遵守上述安全操作规程之外,还需遵守汽车驾驶员的安全操作规程。
仓库管理作业指导书(1)
Created by/修订: Checked by/审核: Checked by/审核: Approved by/核准: 一、目的: 为使仓库的材料、成品在搬运过程中确保质量,进出货单据记录完整、料帐相符,
并有效预防在储存期间产生变异,以维护产品质量。 二、范围: 适用于仓库的材料、成品的入库、搬运、储存、防护及出库。 三、职责: 3.1 仓库对物料负有收发、保管和安全搬运的责任。 3.2 仓管部门负责组织物料、产品在内部与外包仓库之间的调拨,负 责物料、产品的盘点与防护。 3.3 生产部门负责对产线物料看管 四、定义 无. 五、作业内容 5.1 短驳与搬运: 5.1.1 当我公司有物品调拨要求时,将以传真或电话的形式要求外包仓库依 据搬运物的特点与天气状况派出短驳车辆。 5.1.2 任何物料的搬运,搬运人员应视各物料的当时状况,选择适当的搬运 工具。 5.1.3 搬运之物品,需以适当的包装并排列整齐堆置,以防止搬运过程中倾 斜、掉落造成伤害,物料应轻拿轻放。 5.1.4 任何物料的搬运应以省力及安全为首要的原则进行。 5.1.5 室外搬运,雨天须加盖防雨布、采用箱式货车等,防止产品受潮变质。
5.1.2 物品若在短驳与搬运过程中,发生掉落、倾倒时,受影响的物品,应 提请公司品质部门检验,确认合格后,方可入库或出货,如有损坏, 须依《不合格品控制程序》的规定执行。 5.2 贮存和防护 5.2.1 物料应按类别、批次予以分区域储存,不得混批堆放,不得超高堆放 (原材料离地高度不能超过85cm,成品高度离地不能超过240cm, 运输托盘及货架离地不能超过350cm),堆高时注意货物的安全性。 5.2.2 物料必须排列整齐、标识清楚,以便查点,须防潮材料应置于干燥处。 5.2.3 对物料采用计算机库位管理实施定位和分类标识。 5.2.4 物流部门派人每半月以库位为单位彻底检查一次物料有无生锈,将结 果记录在“仓储品防护记录表”上,反馈到有关部门处理。 5.2.5 消防设备、照明设备应置于适当场所,仓库内严禁烟火及电热设备。 5.2.6 对金属零件,仓库备料员应戴手套操作,零件不可直接置于地上,应 加放干净的油性纸或木板等衬垫物,剩下的零件应按原要求包装归位。 5.2.7 化学危险品存储 见<化学品仓库操作指导书> 5.3 物料的收发管理 5.3.1 原材料入库 5.3.1.1 原材料的接收,仓库员工在收货时应该先根据供应商送货单检查 订单是否相符,然后核对零件的型号,数量(抽点实物或称重) 检查包装规范和外观(如:零件表面是否损坏,零件是否大面积
SMT之助焊剂
助焊剂 (电艺3091班向富磊 15#) 摘要:助焊剂(flux)在焊接工艺中能帮助和促进焊接过程,同时具有保护作用、阻止氧化反应的化学物质。 助焊剂可分为固体、液体和气体。 关键字:助焊剂焊接 助焊剂种类 助焊剂的种类繁多,一般可分为无机系列、有机系列和树脂系列。 (1)无机系列助焊剂 无机系列助焊剂的化学作用强,助焊性能非常好,但腐蚀作用大,属于酸性焊剂。因为它溶解于水,故又称为水溶性助焊剂,它包括无机酸和无机盐2类。 含有无机酸的助焊剂的主要成分是盐酸、氢氟酸等,含有无机盐的助焊剂的主要成分是氯化锌、氯化铵等,它们使用后必须立即进行非常严格的清洗,因为任何残留在被焊件上的卤化物都会引起严重的腐蚀。这种助焊剂通常只用于非电子产品的焊接,在电子设备的装联严禁使用这类无机系列的助焊剂。 (2)有机系列助焊剂(OA) 有机系列助焊剂的助焊作用介于无机系列助焊剂和树脂系列助焊剂之间,它也属于酸性、水溶性焊剂。含有有机酸的水溶性焊剂以乳酸、柠檬酸为基础,由于它的焊接残留物可以在被焊物上保留一段时间而无严重腐蚀,因此可以用在电子设备的装联,但一般不用在SMT的焊膏中,因为它没有松香焊剂的粘稠性(起防止贴片元器件移动的作用)。 (3)树脂系列助焊剂 在电子产品的焊接中使用比例最大的是松香树脂助焊剂。由于它只能溶解于有机溶剂,故又称为有机溶剂助焊剂,其主要成分是松香。松香在固态时呈非活性,只有液态时才呈活性,其熔点为127℃活性可以持续到315℃。锡焊的最佳温度为240~250℃,所以正处于松香的活性温度范围内,且它的焊接残留物不存在腐蚀问题,这些特性使松香为非腐蚀性焊剂而被广泛应用于电子设备的焊接中。 为了不同的应用需要,松香助焊剂有液态、糊状和固态3种形态。固态的助焊剂适用于烙铁焊,液态和糊状的助焊剂分别适用于波峰焊和再流焊。 在实际使用中发现,松香为单体时,化学活性较弱,对促进焊料的润湿往往不够充分,因此需要添加少量的活性剂,用以提高它的活性。松香系列焊剂根据有无添加活性剂和化学活性的强弱,被分为非活性化松香、弱活性化松香、活性化松香和超活性化松香4种,美国MIL标准中分别称为R、RMA、RA、RSA,而日本JIS标准则根据助焊剂的含氯量划分为AA(0.1wt%以下)、A(0.1~0.5wt%)、B(0.5~1.0wt%)3种等级。 ①非活性化松香(R):它是由纯松香溶解在合适的溶剂(如异丙醇、乙醇等)中组成,其中没有活性剂,消 除氧化膜的能力有限,所以要求被焊件具有非常好的可焊性。通常应用在一些使用中绝对不允许有腐蚀危险存在的电路中,如植入心脏的起搏器等。 ②弱活性化松香(RMA):这类助焊剂中添加的活性剂有乳酸、柠檬酸、硬脂酸等有机酸以及盐基性有机化合 物。添加这些弱活性剂后,能够促进润湿的进行,但母材上的残留物仍然不具有腐蚀性,除了具有高可靠性的航空、航天产品或细间距的表面安装产品需要清洗外,一般民用消费类产品(如收录机、电视机等)均不需设立清洗工序。在采用弱活性化松香时,对被焊件的可焊性也有严格的要求。 ③活性化松香(RA)及超活性化松香(RSA):在活性化松香助焊剂中,添加的强活性剂有盐酸苯胺、盐酸联 氨等盐基性有机化合物,这种助焊剂的活性是明显提高了,但焊接后残留物中氯离子的腐蚀变成不可忽视的问题,所以,在电子产品的装联中一般很少应用。随着活性剂的改进,已开发了在焊接温度下能将残渣分解为非腐蚀性物质的活性剂,这些大多数是有机化化合物的衍生物。 助焊剂的作用
化学危险品管理安全规程示范文本
化学危险品管理安全规程 示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
化学危险品管理安全规程示范文本使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 1、强酸、强碱等腐蚀性药品领用,必须凭二级库领料 单、领料人签名、分厂(处室)领导审批,仓库人员方可 发料; 2、化学危险品领用,必须由分析组长或配液岗位人员 及主管技术人员,其它人员不得领用; 3、剧毒药品应存放在密封的瓶内,标上标签,由专人 保管,存放在保险柜; 4、因生产需要,外单位领用酸碱腐蚀性药品时,需经 所在单位领导审批,质控处领导同意后方可发料; 5、试验后的废液,作其它用途时,由所在单位同意, 质控处主管以上管理人员认可,领用人(限本厂职员)说 明用途并签名,方可领用,分析组做好记录;
6、贵重物品(如:铂金坩埚、银坩埚等)应由专人保管存放在保险柜内; 7、贵重物品的领用必须由岗位人员申请,处领导签字同意,方可领用,保管人员要做好记录。 请在此位置输入品牌名/标语/slogan Please Enter The Brand Name / Slogan / Slogan In This Position, Such As Foonsion
助焊剂
目前国内最常用的可靠性评价试验主要为:表面绝缘阻抗测试,其次铜镜腐蚀测试、离子浓度测试、软钎焊性试验等。 表面绝缘阻抗测试 试验时用规定的材质的梳型电极或环型电极,均匀地涂覆定量的焊剂,在约85℃的温度下干燥30 rain作为试片。先在常态下测定上述试片的绝缘电阻,然后将试片置于温度为(40±2)℃,湿度约90%的恒温恒湿箱中,保持96 h后取出,再放人用在(20±2)℃温度下的特级酒石酸钠的饱和溶液调节湿度(90%)的干燥器中,在1 h内取出,然后在标准状态下,使用绝缘电阻测定器测定表面绝缘电阻。表面绝缘电阻值大于108Ω才算符合可靠性要求。 国外对于免清洗助焊剂的表面绝缘电阻要求较高,一般要求做加偏置电压、长时间潮热试验。观察焊后焊剂残留物对表面绝缘电阻的时效影响,以此来衡量免清洗助焊剂的可靠性。 铜镜腐蚀测试 将欲测试的免清洗助焊剂滴在铜板(40.0mm×40.0 mm×0.2 mm)上,使其自然漫流,然后放人80℃的烘箱中烘2 h,取出冷却后再放入潮湿箱(温度40℃,湿度93%)中72 h查看铜板的颜色变化,如颜色变为深绿,则发生了腐蚀,如颜色无变化或有残渣,则表明未发生腐蚀现象。 不粘附性试验 将粉笔末撒到此种涂有免清洗助焊剂焊料的表面,然后擦去,不粘附;用纱布方法试验,纱布上看不到助焊剂残留物,试板上也无明显纱布痕迹。说明此种免清洗助焊剂的不粘附性性能优良。 软钎焊性试验 在涂有免清洗助焊剂的清洁铜板(50 mm×50mm×1 mm)中央放上HLSnPb50(D8 mm×4 mm)钎料,钎料上分别滴上两滴助焊剂,然后置于275℃的恒温箱内1 min,取出测其漫流面积,据此可判断助焊性能的强弱。 免清洗助焊剂成分及作用作用 免清洗型助焊剂的成分包括溶剂、活性剂和其它添加剂。其它添加剂又包括表面活性剂、缓蚀剂、成膜剂和防氧化剂等。用户可根据焊料的种类、成分和焊接工艺条件等选择合适的助焊剂,所以助焊剂的配方灵活,种类非常多。 3.3.1溶剂: 是溶解焊剂中的所含成分,作为各成分的载体,使之成为均匀的粘稠液体。目前常用溶剂主要以醇类为主,如乙醇、异丙醇等,甲醇虽然价格成本较低,但因其对人体具有较强
成品仓库管理作业指导书
成品仓库保管员作业指导书 1 目的: 本指导书旨在保证成品正确的入库、出库和结算控制。 2 范围: 本程序适用于成品仓库。 3 职责: 仓库保管员负责成品的入库、出库、保管和结算。 4 定义: 成品:指存放在仓储内能满足顾客需求的各种有效产品。 5 程序: 5.1 成品入库 5.1.1 仓库保管员接到生产班组或操作者的,成品件及附带《生产完工单》办理入库,外协单位开据《材料清算卡片》办理入库,不符合要求的不办理入库手续。 5.1.2 仓库保管员根据成品入库单,核对实物的品种、规格、型号、是否规范,数量是否相符,如不符则拒绝接收。 5.1.3 入库人员将成品按保管员的要求摆放到指定的地点,严格按批次管理,分类堆放,做到帐、物、卡一致。 5.1.4 仓库保管员将《生产完工单》确认签字,留下完工联做为入库凭证后,余联返回生产班组或操作者,外协单位留下《材料清算卡片》的清联与库联做为入库凭证,余联后返回采购员。 5.2 成品出库 5.2.1 仓库保管员依据主机厂生产计划、要料明细和本公司生产进度,核对要料明细中的,产品名称、规格、数量无误后方可发货。每日早、晚与对方保管员沟
通进行备料、对料和有特殊安排等工作。 5.2.2产成品对主机厂销售出库时必须依据要料明细开具结算单,实行批量送货,执行一车一单制。 5.2.3产品出库时,库房保管员开据《零部件、配套件清算单》将“清算单”的第一联留存备查,余下联交由装卸班办理收货确认,待结算单收回后,保管员核对“清算单”是否齐全并交财务部,财务部核对无误在第一联上签字后返给保管员,保管员以此作为记帐的依据。月末保管员要复核存根联,确保当月需结算的凭证全部办理完结。 5.2.4外销出库由销售公司办理出库手续,来不及办理正式手续的销售公司需办理“销售出库单”并负责用发票“提货单联”及时换回“销售出库单”。参展的产品出库由销售公司办理出库手续,展销完毕没有销售的产品要办理退库手续 5.2.5 仓库库管员严格执行先进先出的原则发货,并作好原始记录。 5.3 成品管理 5.3.1 仓库库管员每天下班前记录入、出库产品数量、规格、型号,并输入ERP 系统。 5.3.2 每月25日库管员清库盘存,确认帐、物、卡是否一致。并做盘点盈亏报表报部门领导。 5.3.3 仓库保管员每天对仓库进行安全检查,做到安全第一,发现不安全因素应及时上报部门领导。 5.3.4 仓库库管员搞好仓库整洁文明、物品整齐、无灰尘,严格执行仓库管理制度。严禁烟火,严禁无关人员进库。 5.3.5 仓库要有足够的照明灯具。物品与灯具周围要保持安全距离。 5.3.6 仓库库管员按月检查物品储存期限,发现有超期物品报技术质量部,有低于安全库存量的物品报生产保障部。 6 参考文件: 《物资流动管理管理办法》
水洗性助焊剂TDS、物质安全资料表MSDS、使用方法说明
编写日期:2020.10.23版本号:A1 规格表/ SPECIFICATIONS 项目/Item 规格/Specs 测试标准/ Standard 助焊剂分类/Flux Grade ORM0 J-STD-004 外观/Physical State 液体/Liquid 颜色/Color of Liquid 无色透明/Transparent 比重/Specific Gravity(20℃) 0.822±0.010 GB/T 4472-84 酸价/Acid Value (mgKOH/g) 49.00±5.00 IPC-TM-650 固含/Solid Content(w/w%) 7.50±0.50 JIS-3197 卤化物含量/Halides Content 无/Halide Free IPC-TM-650 表面绝缘阻抗值/ Surface Insulation Resistance(Ω)≥1011JIS-3197 焊点颜色/Joints Color 光亮/Bright 目测 吸入容许浓度/Threshold Limit Value (ppm) 400 使用方法/A pplications 手浸焊/Dipping 使用稀释剂/Thinner Used NL786 产品保质期限/ Shelf Life 1年 ※本产品样本中提供的技术参考仅供参考,它们会随不同的工作条件,如设备类型、材质、工艺条件等改变。(如有改动,以最新规格表资料为准)
编写日期:2020.10.23版本号:A1 物质安全资料/MSDS 一.化学品及企业标识/CHEMICAL AND COMPANY INFORMATION 化学品中(英)文名 Chemical name 助焊剂 Flux 生产企业名称 Company name 地址 Address 邮编/Postcode 电子邮件/E-mail 企业应急电话/Telephone 传真号码/Fax 编写日期/Compile date 生效日期/Inure date 2020.10.23 二.成分/组成信息/COMPOSITION INFORMATION ON INGREDIENTS NA=Not available/不适用 物质成份 /Ingredient 百分含量 /Weight Content(w/w%) 吸入容许浓度 /OSHA PEL ppm 最高容许浓度 /TLV STEL ppm 表面活性剂/S u rfactant 2.00NA NA 活化剂/Flux Activator 7.00 NA NA 起泡剂/Foaming Agent 0.50 NA NA 混合醇溶剂/Mix Alcohol 90.5 400 500 有害成分/HAZARDOUS INGREDIENTS 危害物质 /Hazardous Ingredient 百分含量 /Weight Content(w/w%) 危规号 CAS NO. 混合醇溶剂/Mix Alcohol 90.567-63-0
焊膏用水溶性免清洗助焊剂的研究
焊膏用水溶性免清洗助焊剂的研究 西安理工大学材料科学与工程学院(710048) 王伟科 赵麦群 朱丽霞 贺小波 【摘要】选用水溶性物质作为制备助焊剂的原料;以有机酸和有机胺复配为活性组分并采用丙烯酸树脂对其进行微胶囊化包覆处理;采用正交试验优化助焊剂配方,并进行回流焊接模拟。 结果表明:复配活性物质可以调节焊剂p H值接近6且不降低活性。微胶囊化处理可以很好的消除腐蚀。该焊剂制备的焊膏焊接性能良好、存储寿命长。焊后残留少、无腐蚀、易水洗,焊点饱满、光亮,焊层薄而明晰。 关键词 水溶性助焊剂 正交设计 活性物质 微胶囊化 Study on W ater2soluble Cleaning2free Flux for Making Solder Paste Abstract The water2soluble substances are selected as the raw material of flux.The active substance which is made up of organic acid and organic amine complex is micro2encapsulated with Polymethacrylates.The component of the flux is optimized by using orthogonal design method,and the reflow2soldering is simulated. The result shows that the compound active substance can adjust the p H valus of the flux to6with reducing its activity.The micro2encapsulation treatment can eliminate corrosion.The solder paste made with the flux has good welding performance and a long storage life.Less residue is left after soldering,without corrosion and easy to bath.The spot weld is plump and beamy.The welding layer is thin and clear. K eyw ords water2soluble flux,orthogonal design,active substance,micro encap sulation 中图分类号:TN604 文献标识码:A 在表面组装领域,面对全面禁止使用CFC,电子行业一方面在寻找对环境无危害的清洗剂,其中水清洗型助焊剂的研制倍受关注;另一方面,迫使助焊剂向降低焊后残留物的免清洗助焊剂方向发展。80年代初开发的一类含卤素的水溶性助焊剂,如杜邦公司、爱法金属公司和Hi2Grode Alloy公司联合开发的SA焊剂[1](水溶性树脂焊剂),此类助焊剂焊后残留物可用一般的溶剂或者水进行清洗。然而这类助焊剂一般含有卤素,对人体有害,其应用有一定的局限性;对于免清洗助焊剂,经过几十年的研发已经有了一定的现实价值和使用市场[2]。然而,免清洗并不是无残留,主是在要求条件不太高的情况下可以不清洗。随着电子装配技术向高、精、尖方向的发展,对焊后残留物的要求更加苛刻,免清洗助焊剂的主导地位也受到了冲击。因此,最行之有效的方法还是开发无卤素水溶性助焊剂。采取二者结合的思想开发水溶性免清洗助焊剂,并对关键原料进行分析研究。该类助焊剂的焊后残留少、易水洗,可根据使用要求对焊后残留物进行处理。 1 试验材料、仪器及方法 111 试验材料和仪器 11111 助焊剂材料 无水柠檬酸、三乙醇胺、水溶性丙烯酸树脂、去离子水、乙醇、乙二醇、丙三醇、乙二醇丁醚、OP系列表面活性剂、苯骈三氮唑、对苯二酚、松香甘油酯。11112 焊接材料 SnPb合金粉末,Sn3Ag218Cu合金粉末,粒度300目~400目;符合国标G B5231的无氧紫铜板(TU1板),规格为25mm×25mm×018mm,该板必须是常态下曝露于大气环境里自然氧化一年左右,氧化层厚度约200nm,表面光滑;规格为75mm ×25mm×014mm的不锈钢模板,其中模板上面有3个中心距为20mm,内径为Φ6mm的圆孔,该孔边缘要求光滑,易于焊膏脱落。 11113 试验仪器 JJ21型定时电动搅拌器,H H21型数显恒温水浴锅,J A2003高精度天平,6RJ X2329箱式电阻炉, ZT2101高精度数字温控仪,控温干燥箱,温度计,湿度计,不锈钢刮刀。 112 试验方法 11211 助焊剂活性物质的制备方法 试验选用柠檬酸作为活性剂,选用三乙醇胺作为辅助活性剂和酸度调节剂进行复配,以丙烯酸树脂作为囊壁材料,完成活性物质的微胶囊化[3],以减小腐蚀性。在JJ21型电动搅拌器上进行活性物质的合成:将柠檬酸和三乙醇胺分别以8∶2,7∶3,6∶4的比例混合后加入一定量的去离子水,在50℃搅拌1h,使其充分混合。然后加入2倍质量的水溶性丙烯酸树脂,迅速升温到90℃,搅拌4h,水冷同时快速搅拌,过滤、烘干、研碎为白色粉末,即为包覆后的复配活性物质。
仓库管理作业指导书
1.0目的 通过对仓库实话严格、规范、安全、有效地管理,合理地调节物品的使用提高物品的使用率,降低成本,达到控制物品质量完好、库房安全和相关人员的健康安全,防止环境污染,保证应用于物业管理服务中的物品质量合格。 2.0适用范围 适用于管理处仓库管理。 3.0职责 3.1监控中心值班员负责对仓库物品的领用管理; 3.2管理处主任助理负责物品的入库验收、汇总、统计工作; 3.3管理处主任助理负责库存物品的标识、安全和防护等工作; 3.4管理处主任助理负责仓库的安全管理(防火、防盗)和库房的环境控制(防潮、防腐、 防霉、防污染等)。 3.5监控中心值班员负责监督员工遵守物品搬运、取用等相关要求,制止违规操作,防止物 品损坏及人员伤害。 4.0作业用具 4.1记录单据:《入库单》、《物品标识卡》、《领料单》、《物品申购单》、《工具领用登记表》4.2作业工具:平板车、手电筒 4.3清洁用品:扫把、垃圾斗 4.4消防用品:安全警告标识、灭火器 4.5劳保用品:防护手套、口罩等 5.0作业准备 5.1搬运贵重物品和易碎物品时,应熟悉物品的注意事项、准备好防震、防碰措施及搬运工 具; 5.2搬运有毒有腐蚀性的化学药品时,应戴防护手套和口罩;搬运有毒气体时应检查有无泄 漏情况。 6.0作业内容: 6.1库房管理作业内容:
6.1.1仓库内物品根据数量、大小、性质选用合适存放方式,存放方式主要有:垫板式、 货架式、储柜式等。 6.1.2物品采购到库后,管理处主任助理要根据《申购单》物品的数量、规格、型号进行 外观检查和技术资料的检查,然后通知申购班组、使用人对物品进行质量的验收; 6.1.3物品验收合格后,由主任助理填写《入库单》,并由使用人详细填写《领料单》进 行领用。领料人在领用物品时要认真清点,检查物品的数量和质量。对贵重、易碎、易爆、腐蚀性强的物品领用时,监控中心值班人员应督促领用人在搬运时谨慎,做好防护措施,防止物品损坏或人员伤害; 6.1.4所有更换的废旧品和工具回收时应登记在《废旧品回收单》; 6.1.5一般情况下,物品领出后三周内发现质量不合格的可进行退换货,因超过规定期限 而千万不能退货的,责任由领用人承担。 6.1.6对有毒的药品、气体应做好隔离、密封工作,防止药品、气体泄漏,保证仓库环境 无污染。 6.2制度管理作业内容 6.2.1借用仓库工具设备时应填写《工具借用登记表》,归还时监控中心值班员要对物品 进行检查,发现损坏或丢失应作好记录,并由归还人签名认可,填写归还日期。 6.2.2监控中心值班员应保持库房的清洁,对忌尘、裸露的物品应每天小扫一次,每周大 扫一次,防止积尘过多。 6.2.3仓库内应设置“严禁烟火”等警告牌,应配备足量的灭火器,无关人员严禁随意进 入仓库,仓库内严禁吸烟或携带火种入内。 6.3物品管理作业内容 6.3.1贮存的物品要做好防腐、防潮、防火、防污染等工作,对有特殊贮存要求的物品, 应昼保存在适宜的环境中,对化学危险品和有毒药品应按其贮存要求和注意事项进行存放,并做好相应安全措施。 7.0异常情况处理 7.1搬运时,发现贵重物品挂应请专业人员进行检测,并向管理处主任汇报; 7.2搬运时,发生碰、压伤人员时,伤势轻可先作外表消毒和包扎处理然后再送医院治疗, 如果伤势较重应立即送往附近医院诊断治疗。 7.3搬运时,如果有毒有腐蚀性液体不慎接触人体皮质时,如熟悉物品的性质,对人体伤害
助焊剂的主要种类
助焊剂的主要种类 1无机助焊剂 无机助焊剂具有高腐蚀性,由无机酸和盐组成,如盐酸,氢氟酸,氯化锡,氟化钠或钾,和氯化锌。这些助焊剂能够去掉铁和非铁金属的氧化膜层,如不锈钢,铁镍钴合金和镍铁,这些用较弱助焊剂都不能锡焊。无机助焊剂一般用于非电子应用,如铜管的铜焊。可是它们有时用于电子工业的铅镀锡应用。无机助焊剂由于其潜在的可靠性问题,不应该考虑用于电子装配( 传统或表面贴装) 。其主要的缺点是有化学活性残留物,可能引起腐蚀和严重的局部失效。 2有机酸助焊剂 有机酸(OA) 助焊剂比松香助焊剂要强,但比无机助焊剂要弱。在助焊剂活性和可清洁性之间,它提供了一个很好的平衡,特别是如果其固体含量低(1-5%) 。这些助焊剂含有极性离子,很容易用极性溶剂去掉,如水。由于它们在水中的可溶性,OA助焊剂是环保上所希望的,虽然免洗助焊剂可能更为所希望。因为这类助焊剂不为政府规范所覆盖,其化学含量由供应商来控制。可得到的OA 助焊剂有使用卤化物作催化剂的,也有没有的。有机酸(OA) 助焊剂,由于术语“含酸”助焊剂,甚至在传统装配上,一般为人们所回避。可是,甚至所谓非腐蚀性松香助焊剂也含有卤化物,如果不适当地去掉,都将引起腐蚀。有机酸(OA)助焊剂的使用,在军用和商业应用的混合装配(二类和三类)中证明是可行的。人们错误地认为,当波峰焊接二类和三类表面贴片装配(SMA)板时,必须把OA转变成基于松香的助焊剂(RA和RMA) 。和流行的观点相反,OA助焊剂也已经在军事项目中得到成功应用。商业、工业和电讯业的其它一些主流公司,把OA应用于波峰焊接板底胶固的表面贴装片状元件。人们已发现,OA助焊剂满足军用和
公司备件仓库管理作业指导书
备件仓库管理作业指导书 1.0目的: 制定*事业部质量部备件库房管理程序,使备件物料管理达到有关规定要求,提高备品、备件的管理效率,切实保障技术服务正常开展。 2.0适用范围: 适用于*事业部质量部所管辖的所有库房对物料的操作和管理过程。 3.0术语和定义: 备件仓库是指质量部备件物料存放仓库及备件存货区域的工作场所。 4.0职责: 4.1仓库备件储存管理。对备件库内所有物料、备件、成品、半成 品进行储存,分类管理。 4.2驻外服务站调货及从总部备件库发货。根据各驻外服务站的库 存的情况及业务需要进行备件协调调货。负责驻外服务站点备 件申请后的发放,提高备件发货率。 4.3仓库有效周转及安全库存评估。备件物料的数据和货物管理, 掌握库存情况,充分发挥有效周转效率。评估每月各备件消耗 进度做安全库存,对停产机型进行储备。并跟进备件的具体消 耗进度,确保安全库存量的有效性、合理性、实用性。
4.4库存物料账目管理。做好每月/季度/年终的盘点工作,保证账 面和实物一致,对库房长期无法使用积压的备件状态的确认并 提交报告,上级审批后按程序处理相关物资。 4.5 物、账人员权责分离:所有物料管理人员与账目管理人员必须 权责分明,不可越权处理非本职内的工作,物料管理员不可对 账目进行更改变动,账目人员不可对物料进行处理,应相互监 督,相互制约。 4.6负责仓库物资、现场安全。对仓库所有的公司物资和客供物资 进行6S管理。确保仓库内所有物资的安全,按流程标准入库、 存放、出库、登账、报告。确保物资不浪费、不滥用、严禁私 自挪用! 5.0工作程序: 接收驻外备件申请――处理备件――备件发货――签收备 件――备件维修更换――备件存储――备件盘点和账目管 理――备件库房安全和6S. 流程说明:为了及时为客户提供高质量服务、优先满足客户需求。 在符合相关程序前提下,当服务站提出申请时,可以先从总部发 出良品,后续再对不良的备件寄回总部进行相关的维修和账务处 理。 5.1备件申请 5.1.1总部库存备件采购申请,为了保证在库物资中有充足的备 件提供服务,备件一定要设定库存数量标准。在物料耗用