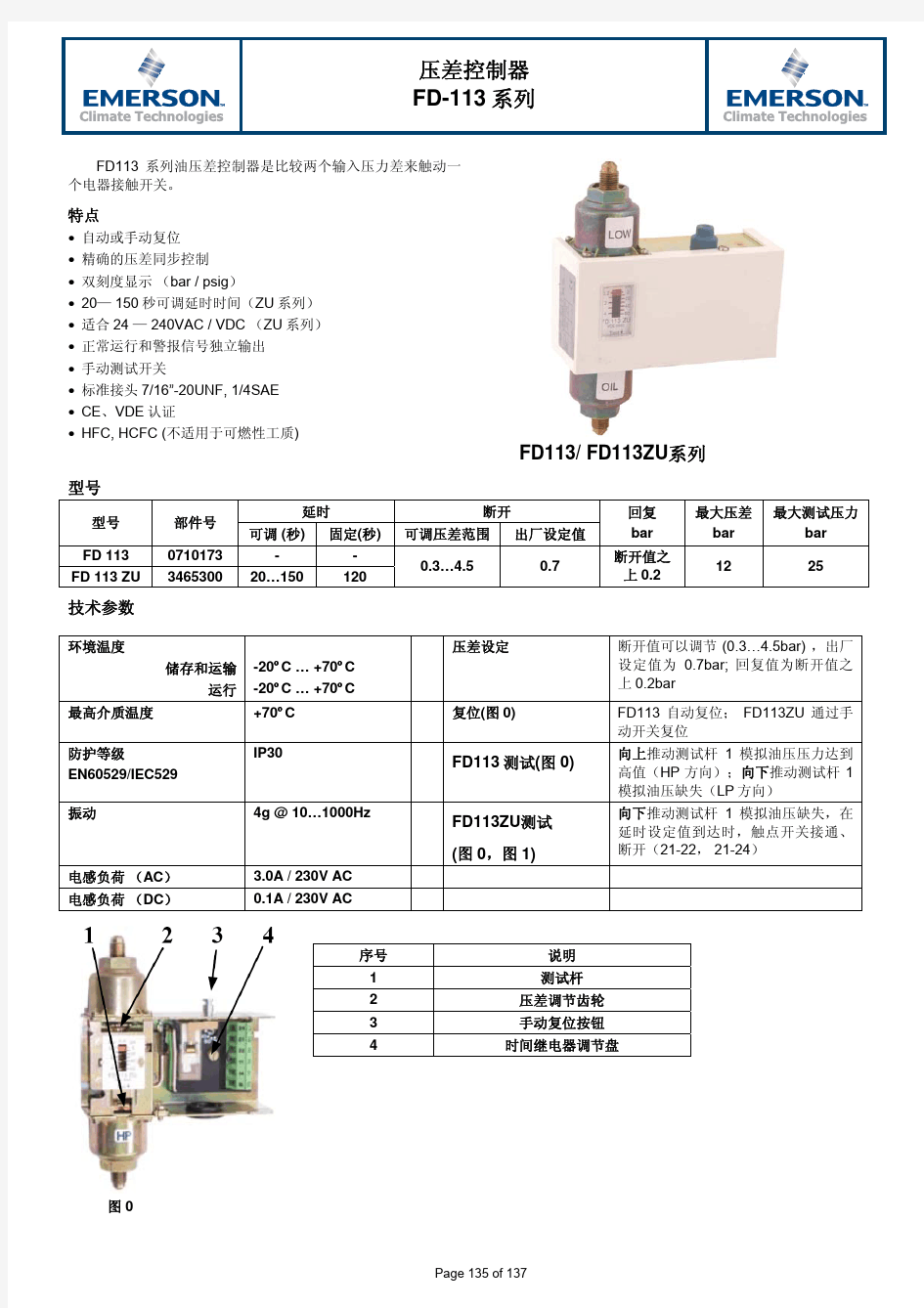
FD113系列油压差控制器

FESTO液压缓冲器
FESTO液压缓冲器 派生型号 - YSR: 可调节式 - YSR-…-C: 可自调节式 - YSRW: 具有渐进特性曲线 - YSRWJ: 融合了渐进式缓冲, 终点位置感测以及终点位置精确调节等各项特点: YSR液压缓冲器 液压缓冲器通过压力控制阀将冲击能量转换成油的流动,从而达到缓冲目的。内置的压缩弹簧将活塞杆回复到初始位置。缓冲特性可以通过调节环进行修整。也可在驱动器动作时进行动态调整。液压缓冲器可作为终点挡块, 但受到规定的最大冲击力的限制。 液压缓冲器YSR- … -C 如果是自调式液压缓冲器,它包含了一个由压力操控的压力释放阀以及一个由位置控制的流量阀组合而成的缓冲体系, 它能将作用于活塞杆的能量转化成油的流动。能够在允许的能量极限范围内自动适应各种缓冲要求。内置的压缩弹簧会将活塞杆回复到初始位置。液压缓冲器YSRW 和YSR-…-C 液压缓冲器不同, 这些液压缓冲器具有渐进缓冲特性。这样可在较长的行程内逐渐加强缓冲的力度。为此有效地减少振动,缩短动作的循环周期 带液压缓冲器的限位挡块YSRWJ 这些限位挡块包含3个功能: - 具有自调节功能的缓冲, 渐进式液压缓冲器(YSRW) -通过采用接近式传感器SME-/SMT-8-… 进行终点位置感测 - 精确的终点位置调节 YSRWJ 型限位挡块在搬运及装配技术领域的应用十分广泛。 - 尺寸5 ~32 mm - 行程5 ~60 mm - 缓冲工作: 1 ~384 J - 冲击速度0.05 ~3 m/s - 制动力高达6 kN 附件品种丰富 - 安装法兰 - 终点制动挡块 - 缓冲器 - 油枪 6,CS超舜油压缓冲器 本公司产品主要功能: 1.消除非机械运动需要之震动和碰撞破坏等冲击; 2.大幅减少噪音、提供安静之工作环境; 3.加快机械作动频率、增加产能; 4.高效率、生产高品质产品; 5.延长机械寿命、减少售后服务。 本公司产品使用范围:
高速梯液压缓冲器更换施工日志
高速梯缓冲器施工日志 4.27更换第一个对重缓冲器天气晴施工人员:樊海伦、王刘东、高雨枫、卞胜军 1、选择同规格、同额定速度的缓冲器; 2、对比原缓冲器与新到货缓冲器是否为同一规格; 3、用标准步骤上轿顶,将电梯设置为检修状态,2人配合,将2t手拉葫芦在对重导轨支架上选择合适位置用吊带固定好; 4、将电梯向上开至离开底坑、不干涉手拉葫芦的位置,用标准步骤退出轿顶; 5、打开底坑门,进入底坑,将底坑两个急停均置于停止位置,打开井道照明及底坑照明; 6、将原缓冲器开关连同电缆一起从缓冲器上拆下,用扳手松开原缓冲器与底座连接螺栓,注意仅松动,不要卸下; 7、从爬梯上到缓冲器检修平台上,用吊带固定好旧缓冲器,用手拉葫芦向上起吊,待吊带稍微受力时,拆下缓冲器连接螺栓,此过程中平台上下一起配合扶好缓冲器,防止撞击其他设备,将卸下的缓冲器从1楼厅门口抬出井道,放在合适位置; 8、将新缓冲器用吊带捆装好,从1楼厅门口用葫芦吊入井道,用配发的螺栓及转换底座连接缓冲器和底座,安装时注意铭牌朝外,并测量缓冲器垂直度及顶面水平度; 4.28更换第二个对重缓冲器并检查安装质量天气晴施工人员:樊海伦、王刘东、高雨枫、卞胜军 1、用标准步骤上轿顶,将电梯设置为检修状态,2人配合,将2t手拉葫芦在对重导轨支架上选择合适位置用吊带固定好; 2、将电梯向上开至离开底坑、不干涉手拉葫芦的位置,用标准步骤退出轿顶; 3、打开底坑门,进入底坑,将底坑两个急停均置于停止位置,打开井道照明及底坑照明; 4、将原缓冲器开关连同电缆一起从缓冲器上拆下,用扳手松开原缓冲器与底座连接螺栓,注意仅松动,不要卸下; 5、从爬梯上到缓冲器检修平台上,用吊带固定好旧缓冲器,用手拉葫芦向上起吊,待吊带稍微受力时,拆下缓冲器连接螺栓,此过程中平台上下一起配合扶好缓冲器,防止撞击其他设备,将卸下的缓冲器从1楼厅门口抬出井道,放在合适位置; 6、将新缓冲器用吊带捆装好,从1楼厅门口用葫芦吊入井道,用配发的螺栓及转换底座连接缓冲器和底座,安装时注意铭牌朝外,并测量缓冲器垂直度及顶面水平度; 7、测量并调整,保证两个缓冲器顶面在同一水平面; 8、断电,将缓冲器开关线接好; 9、恢复电梯。
营业技术手册之部件说明
各部件简介 一、 主机(曳引机): 1.分类:日立曳引机,可按支承方式或蜗轮副的形式,分为: a)单支承式:即蜗杆上置式(TK 型),有TKS ,YKM ,TKL 。 b)双支承式:即蜗杆下置式(TY 型),有TYS ,TYM ,TYF 。 2.结构: 不管是TK 型主机,还是TY 型主机,其主要零部件都是相似的,主要由以下部件构成:联轴节、制动器(立式或卧式)、蜗轮副、箱体、曳引轮(绳轮)、导向轮、编码器(或测速发电机)。 3.主机命名: 回转比 蜗杆头数 表示悬垂载重: S 小型;M 中型;L 大型;F 、G 等 TY :绳轮轴为双支承结构。 TK :绳轮轴为单支承结构。 4.主机特点: 1)TK 型主机: (1)蜗杆上置式; (2)结构轻巧紧凑,但由于曳引轮是悬臂式,所以只适用于轻载中低速的电梯; (3)密封要求不高,但蜗轮副的润滑不充分; (4)卧式制动器; (5)曳引轮的槽型为带动口槽,磨损较小; (6)TK 型有左、右出轴及主机正、逆置结构。
2)TY型主机: (1)蜗杆下置式; (2)体积庞大,笨重,所以需支承梁大,是双支承式,适用于重载或高速的电梯; (3)密封要求高,易漏油,但蜗轮副的润滑较好; (4)立式制动器; (5)曳引轮的槽型为V型口槽,磨损大,但曳引能力大; (6)没有左、右出轴及主机正、逆置结构之分。 5.各型号主机技术参数: 6. 1)左、右出轴:TK型主机,有左、右出轴之分。站在电机尾部面向主机,绳轮在主机的右侧为右出轴,反之为左出轴。 一般而言,单井道电梯常为右出轴;并列双井道电梯为左右出轴各一台。 2)正置、逆置:TK型主机,当导向轮在绳轮与主机的外侧时,为主机正置,当导向轮在绳轮与主机之间时,为主机逆置。 一般而言,主机为正置;当机房墙壁阻碍主机盘车时,需要逆置布置。 TY型主机,没有左、右出轴及正置、逆置之分。
氮压机说明书
共10 页第 1 页 D6001. SM ZW-60/30型氮气压缩机 使用说明书 D6001. SM 二〇〇七年五月
4.8填函 各级填函结构相同,由七盒组成。每盒均由铸造铜合金密封盒、装在盒内的托环及三、六瓣密封圈和紧箍在密封圈外缘的弹簧组成。各填料盒、填函座和填料压盖用两个M8的螺钉联接在一起,然后再整体固定到气缸上,这样便于安装和拆卸。 安装填函时应该注意: a.彻底除净各密封圈毛刺,并用四氯化碳清洗干净。 b. 将密封圈套在Φ70h6圆柱上(或活塞杆上)作轴向漏光检查,除切口处外,各贴合面均不应漏光,否则不予采用(允许小修)。 c. 同一密封盒内,三瓣密封圈应装在靠近气缸一侧。 4.9刮油器 刮油器主要由刮油器体、刮油环、弹簧、压盖等零件组成。刮油环用弹簧箍住,从而使之抱紧活塞杆。使用前,刮油环需进行刮研,保证与活塞杆很好贴合,以刮净活塞杆上沾附的润滑油,防止润滑油进入填函和气缸中。 装拆刮油环时应注意: a. 刮油环应彻底清除毛刺,但刃口应保持尖锐,装拆时应注意切勿碰伤,以免影响刮油效果。 b. 刮油环在安装前必须套在Φ70±0.05圆柱上(或活塞杆上)作轴向漏光检查,除切口处外,各贴合面皆不应漏光,否则不应采用(允许小修)。 c. 同一刮油环上的厚度差不应大于0.03mm。 d. 各环轴向间隙应保持在图纸要求范围之内。 4.10气阀 本机采用不锈钢双重缓冲型网状气阀。一、二气缸上下压缩腔各配置有两个进气阀和两个排气阀,三级气缸上下压缩腔各配置有一个进气阀和一个排气阀。 气阀主要由阀座、升程限制器、阀片、缓冲片和弹簧组成。这种气阀有启闭及时、迅速、阀片对阀座冲击小、使用寿命长、安全可靠等优点。 气阀为压缩机重要而敏感的部件,通常气阀故障将会影响压缩机的气量和压力,降低机器运转的经济性。所以在运行中应特别注意气阀的检查和维护,发觉情况异常,必须立即停车检查,必要时进行修理或更换。 4.11油站 本机设有单独油站,由齿轮油泵进行压力强制循环润滑。主油泵带在曲轴轴头上,辅助油泵由单独电机拖动,油泵自曲轴箱吸入润滑油,经过粗滤油器、油泵、油冷却器、细滤油器进入压缩机机身内的油分布总管,再通过各支油管到各主轴瓦。一部分润滑油通过曲轴内的油管到连杆轴承,由连杆体内油孔到达连杆小头,润滑十字头销,并经十字头体内油孔润滑十字头与十字头导筒磨擦面,最后流回曲轴箱内,形成一封闭的循环系统。 4.12吸入滤清器 为了保证氮气的清洁度,防止杂质带入压缩机内,在压缩机一级进气口处设有吸入滤清器。它主要由壳体和滤芯组成。 滤芯上的金属网应定期清洗或更换,否则,不但会使气流阻力增大,而且会影响氮气的清洁度。 4.13缓冲器 压缩机中气流的脉动会造成许多危害,降低压缩机容积效率,引起额外的功率消耗,使
操作机使用说明
4. 设备描述 4.1整体概述 DDS轨道式锻件操作机用于自由锻压机上锻件的操作。 该操作机是一台轨道式设备,因此在轨道上运行。 夹钳可以旋转,垂直升降,上下倾斜也可以前侧和后侧水平移动。 操作机通过液压泵由电动马达进行驱动。所有操作都靠液压驱动。这些操作的控制命令都从控制台发出。电子控制允许远程人工操作和计算机辅助操作。压机控制(特殊附件)和操作机控制的整合可进行程序控制的锻造加工。 4.2技术数据
4.3设备设计
4.3.1轨道(组5200) 操作机在两条轨道上运行并且通过链轮与两根链条啮合驱动。轨道和链轮固定在地基中锁紧的支架上。 4.3.2夹钳(组10000) 夹钳用于夹持锻件。 装有轴承的钳臂关节(1)位于钳头(2)。它们通过钳头中整合的液压缸张开与闭合。钳口(3)被旋转安装在钳臂前部以便适应不同尺寸的工件。 盘件夹钳 这种夹钳可以安装更长的钳臂(特殊附件)。这些盘件夹钳用于夹持盘件和环件。 4.3.3夹钳支撑带旋转驱动(组11000) 夹钳安装在夹钳支撑上。它用于钳杆移动的传动。 外罩(1)包括带有法兰的旋转主轴(2),法兰用于夹钳固定。用于夹钳张开/闭合的不同气缸(3)在这里通过旋转阀耦合(4)的方式得到液压油供应。夹钳的旋转运动欧诺个过两个法兰液压马达(5)的旋转进行。两个法兰闸(6)保证在设备故障时保持旋转驱动。夹钳支撑被两个橡胶缓冲器固定在中间(夹钳支撑的中心)。 4.3.4提升系统(组12000) 夹钳支撑通过提升系统悬挂在主框架上。对于移动夹钳,提升系统中包含如下液压缸: 1、用于升/降的两个液压缸 2、用于倾斜的一个液压缸 3、用于侧面移动后端的两个液压缸 4、用于侧面移动前端的两个液压缸 5、两个液压水平缓冲器 锻压机在锻件上产生的垂直力,通过升降液压缸(1)弹性吸收。两个液压水平缓冲器(5)吸收作用在操作机的运行方向上压机的水平力。
13试运行质量管理
试运行质量管理 依据标准: 建筑工程施工质量验收统一标准》 GB50300-2001 电梯工程施工质量验收规范》 GB50310-2002 1、范围 本工艺标准适用于额定载重量 5000kg 及额定速度3m/s 及以下各类国产曳引驱动电梯安装试 运行工程。 2、施工准备 2.1 设备要求: 设备及其附属装置应有出厂合格证明。经全面检查,确认符合要求后,方可进行试运转。 2.2 主要机具: 摇表、万用表、直流电流表、卡钳表、转速表、温度计、对讲机、砣块等。 2.3 作业条件: 电梯安装完毕,各部件安装合格(开慢车后安装的部件除外) 3、操作工艺 3.1 有说明书按说明书要求进行,一般按以下步骤进行: 准备工作7电气线路动作试验7曳引电机空载试验7慢速负荷试验7快速负荷试验7自动 门调整7平层调整 3.2 准备工作: 3.2.1 对全部机械电气设备进行清洁、吹尘,检查各部位的螺栓、垫圈、弹簧垫、双螺母是 否齐备、紧固,销 钉开尾合适。检查设备,元件完好无损,电气接点接触可靠,如有问题及时解 决。 全部机械设备的润滑系统,均应按规定加好润滑油。曳引机齿轮箱冲洗干净,加好齿 轮油。 检查厅门的机锁、 电锁及各安全开关是否功能正常, 安全可靠。 3.3 电气动作试验: 3.3.1 检查全部电气设备的安装及接线应正确无误,接线牢固。 3.3.2摇测电气设备的绝缘电阻值不应小于 0.5M Q ,并做记录。 2.3.1 2.3.2 机房、井道、轿厢各部位清理完毕。 2.3.3 各安全开关、厅门锁功能正常。 2.3.4 油压缓冲器按要求加油。 3.2.2 3.2.3 油压缓冲器按规定加好液压或机油。 3.2.4