42CrMo钢板现货焊接研究分析
42CrMo钢板,42CrMo钢板化学成分,42CrMo钢板执行标准,
42crmo钢板强度、淬透性高,韧性好,淬火时变形小,高温时有高的蠕变强度和持久强度。
用于制造要求较42crmo钢板强度更高和调质截面更大的锻件,如机车牵引用的大齿轮、增压器传动齿轮、压力容器齿轮、后轴、受载荷极大的连杆及弹簧夹。
42CrMo钢板化学成分:C 0.37~0.44、Si 0.17~0.37、Mn 0.50~0.80、Cr0.80~1.10、Ni≤0.3042CrMo钢板机械性能:试样毛坯尺寸(mm):25热处理:第一次淬火加热温度(℃):850;冷却剂:油第二次淬火加热温度(℃):-回火加热温度(℃):520;冷却剂:水、油抗拉强度(σb/MPa):≥980屈服点(σs/MPa):≥785断后伸长率(δ5/%):≥9断面收缩率(ψ/%):≥45冲击吸收功(Aku2/J):≥4742CrMo钢板布氏硬度(HBS100/3000)(退火或高温回火状态):≤20742crmo钢板也可用于2000m以下石油深井钻杆接头与打捞工具,并且可以用于折弯机的模具等。
屈服极限就是钢板变形之后不可逆,也就是说假设一个钢板变形在屈服极限之内会返回原形,但是超过了这个极限就不会复原了,我们就说这个点位屈服极限点,生活中我们将一个钢板压弯一点马上会恢复原状,但是如果压弯的程度很大就恢复不了。
42crmo钢板钢属于超高强度钢,具有高强度和韧性,淬透性也较好,无明显的回火脆性,调质处理后有较高的疲劳极限和抗多次冲击能力,低温冲击韧性良好。
42crmo钢板也是耐热钢,其在高温下有高的蠕变强度和持久强度,可在500℃下长期工作。
聊城泰佑启金属:0635-777-9210 139-69-55-811842crmo钢板一种技术含量非常高的产品,运用*新的热处理和研磨工序制造,在钢材选择、热处理、表面光洁度等方面都进行严格的控制,使用我司的钢板,具有硬度高、耐高温、高压、压后平整无变形的优点。
42CrMo钢板一般用于制造高负荷下工作的重要结构件:如轴、齿轮、连杆;变速箱齿轮、增压器齿轮、发动机汽缸;弹簧夹、拖板/顶板、盖板/承载盘、石油钻杆夹头等零件。
42CrMo合金钢齿轮的焊接
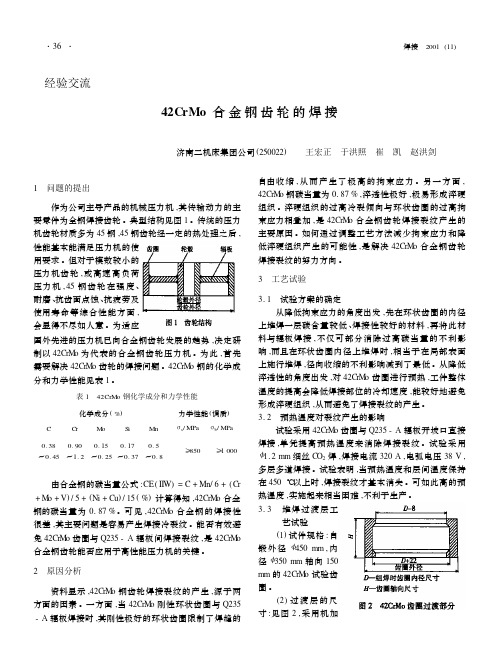
3. 1 试验方案的确定 从降低拘束应力的角度出发 ,先在环状齿圈的内径
上堆焊一层碳含量较低 、焊接性较好的材料 ,再将此材 料与辐板焊接 ,不仅可部分消除过高碳当量的不利影 响 ,而且在环状齿圈内径上堆焊时 ,相当于在局部表面 上施行堆焊 ,径向收缩的不利影响减到了最低 。从降低 淬透性的角度出发 ,对 42CrMo 齿圈进行预热 ,工件整体 温度的提高会降低焊接部位的冷却速度 ,能较好地避免 形成淬硬组织 ,从而避免了焊接裂纹的产生 。 3. 2 预热温度对裂纹产生的影响
电源 极性
直流反接
焊接电流 I/ A
280320
电弧电压 U/ V23源自8表 2 堆焊过渡层工艺参数
焊接速度 v/ cm·min - 1
气体流量 Q/ L·min - 1
2535
2025
焊丝伸出长度 焊丝直径
h/ mm
d/ mm
15
1. 2
熔滴过 渡形式
喷射过渡
3. 5 时效处理 对齿轮的所有主要受力焊缝进行 20 %超声波抽探 ,
(5) 层间温度 : ≥150 ℃,采用在旋转的齿圈两侧点 燃火焰喷炬的方法维持工件的层间温度 。 (6) 焊接工艺 :焊接工艺参数见表 2 。
3. 4 在过渡层上焊接齿轮辐板 过渡层焊接完成后 ,立即进炉内缓冷 ,炉内温度为
150 ℃。出炉后经目视检查和超声波 100 %探伤检查 Ⅱ 级合格后 ,采用机加工方法加工齿圈内径 ,使之与辐板 达到合理的配合尺寸 ,进一步降低收缩拘束应力 ,然后 将辐板与齿圈过渡层内径装配焊接 。焊接工艺参数见 表 2 ,但不必预热 。
Mn
σs/ MPa σb/ MPa
0. 38 0. 90 0. 15 0. 17 0. 5 ~0. 45 ~1. 2 ~0. 25 ~0. 37 ~0. 8
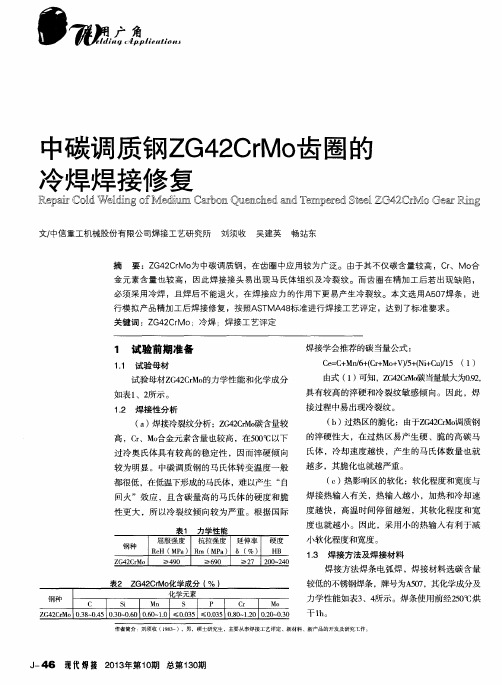
中碳调质钢ZG42CrMo齿圈的冷焊焊接修复
1 4
( 母材 ) ( 热影响区 ) ( 焊缝 )
21 3
2 0 7
( 热影 响区 ) ( 母材:
2 78
2 6 0
按照A S T M A 4 8 8 标准对焊接接头进行 弯曲
焊接接头采用带垫板 的对接接头型式 ,如
图1 所示 。焊接 电流 1 2 0~1 6 0 A,层间温度8 0 ~
1 2 0℃ 。
2 焊接难点控制
由于此次焊接工艺评定 ,焊前不预热 ,焊
后不缓冷 ,极 易产生焊接冷裂纹 ,且热影响区 易发 生回火脆性 。为减少由于Z G 4 2 C r Mo 中合金
表3 A 5 0 7 焊条熔敷金属化学成分 ( %)
化学元素
C l S i l Mn l S l P l C r l Mo l Ni 1 C u
≤0 . 1 2 l ≤0 . 9 O 1 0 . 5 O ~ 2 . 5 l ≤0 . 0 3 0 l ≤0 . 0 3 5 I 1 4 . 0 ~ 1 8 . 0 I 5 . 0 ~ 7 . 0 I 2 2 . 0 ~ 2 7 . 0 l ≤0 . 5 0
的淬硬性 大 ,在过热区易产生硬 、脆 的高碳马 氏体 ,冷却速度越快 ,产生 的马氏体数量也就
越多 ,其脆化也就越严重。 ( c ) 热影 响区的软化 :软化程度和宽度与 焊接热输入有关 ,热输 入越小 ,加热和冷却速
回火 ”效应 ,且含碳量高的马氏体的硬度 和脆
性更大 ,所以冷裂纹倾 向较为严重。根据 国际
l 化学 元素 c ‘ s i l M n I S P I C r l M o Z G 4 2 C r M 0 l 0 . 3 8 0 . 4 5 0 . 3 0 ~ 0 . 6 0 l 0 . 6 0 ~ 1 . 0 l ≤ 0 . 0 3 5 ≤ o . 0 3 5 l 0 . 8 0 ~ 1 . 2 0 l 0 . 2 0 ~ 0 3 c
42CrMo钢力学性能研究及其动态本构描述
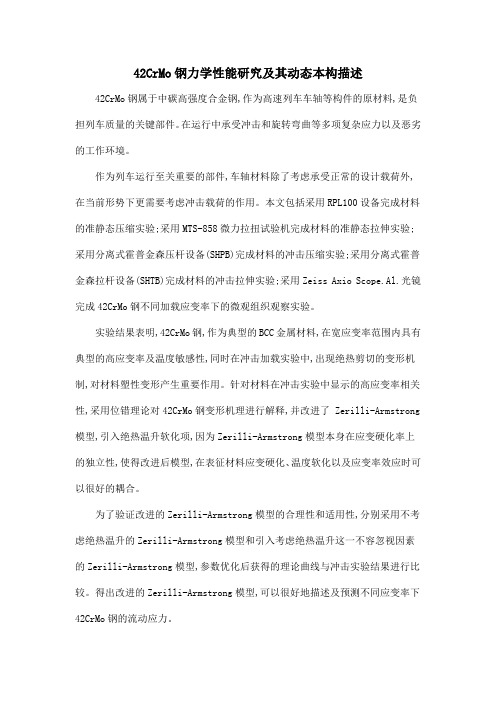
42CrMo钢力学性能研究及其动态本构描述42CrMo钢属于中碳高强度合金钢,作为高速列车车轴等构件的原材料,是负担列车质量的关键部件。
在运行中承受冲击和旋转弯曲等多项复杂应力以及恶劣的工作环境。
作为列车运行至关重要的部件,车轴材料除了考虑承受正常的设计载荷外,在当前形势下更需要考虑冲击载荷的作用。
本文包括采用RPL100设备完成材料的准静态压缩实验;采用MTS-858微力拉扭试验机完成材料的准静态拉伸实验;采用分离式霍普金森压杆设备(SHPB)完成材料的冲击压缩实验;采用分离式霍普金森拉杆设备(SHTB)完成材料的冲击拉伸实验;采用Zeiss Axio Scope.Al.光镜完成42CrMo钢不同加载应变率下的微观组织观察实验。
实验结果表明,42CrMo钢,作为典型的BCC金属材料,在宽应变率范围内具有典型的高应变率及温度敏感性,同时在冲击加载实验中,出现绝热剪切的变形机制,对材料塑性变形产生重要作用。
针对材料在冲击实验中显示的高应变率相关性,采用位错理论对42CrMo钢变形机理进行解释,并改进了 Zerilli-Armstrong 模型,引入绝热温升软化项,因为Zerilli-Armstrong模型本身在应变硬化率上的独立性,使得改进后模型,在表征材料应变硬化、温度软化以及应变率效应时可以很好的耦合。
为了验证改进的Zerilli-Armstrong模型的合理性和适用性,分别采用不考虑绝热温升的Zerilli-Armstrong模型和引入考虑绝热温升这一不容忽视因素的Zerilli-Armstrong模型,参数优化后获得的理论曲线与冲击实验结果进行比较。
得出改进的Zerilli-Armstrong模型,可以很好地描述及预测不同应变率下42CrMo钢的流动应力。
针对42CrMo钢材料显示出的典型BCC金属特性,采用热激活位错理论对材料塑性变形机理进行解释,认为造成准静态到动态力学性能不同的原因在于,不同的滑移系开动条件以及Peierls势垒的高率敏感性。
风电安装船用42CrMo锻件与EQ56钢焊接工艺研究

( ) 2 7
O 7 f
( 1 0 ( ) 2 0( ) f 2 I I 2
f ) 0 2 ( L 0 2 3
( ) . 1 7
表2 4 2 C r Mo 锻 件的力学性能
水 文
针刈 ‘ 』 避…定 轴
t 接 I 进行们 f 究 ,j ‘ I t l 龚材 顷
S ( ) 0 3
P 0 . 1 ) 3
焊接工艺 ( 预 热 温 度 、焊 接 参数 、焊 接 后热 等 ) , 搿到 完全 满 足设 计 要 求 的焊 接接 头 性 能 。
关键词 :4 2 C / M o 锻『 牛;E Q 5 6 钔 ;焊接 工艺
1 . 概 述
I O O t r - l [ J I 炙裴 f 3 f } 是 ・
化 学成 分 C S i M n S
e ( ) 2 【 1 ( ) 5 5
— — — — — — —
P I A J C N j M O V
l 殳l l 要 求 利 - t
接抗拉强度
1 . 7 0 . 0 3 0 ( ) 【 】 3 ( )l
缝 金 腻
表4 E Q5 6 钢的力学 ・ 性能
H H - . f  ̄ -
化
— —
必 须
态 f 、 ‘ 达硎十 f f 力学 要 达 设 要 进 行6 ) f
求,为 f 梭J
抗拉强度/ MP a
6 7 0 、 8 3 5
7 6 9
屈服强度/ MP a
'
i g h St r e n gt h S
・
I 高 强 钢 焊 接 专 题
风电安装船用4 2 C r M o 锻件与 E Q 5 6 钢焊接工艺研究
42CrMo的焊接工艺
42CrMo焊接工艺1 42CrMo钢焊接性能分析42CrMo钢系中碳调质高强钢,钢的Ceq值高达 0.893%,可焊性较差。
由于母材金属中含碳量高,在焊接过程中,母材金属的一部分要熔化到焊缝金属中去,致使焊层金属含碳量增高,焊缝凝固结晶时,结晶温度区间大,偏析倾向也较大,加之含硫杂质和气孔的影响,容易在焊层金属中引起热裂纹。
特别是在收尾处,裂纹更为敏感。
热裂纹的特征是裂纹垂直于焊缝鱼鳞状波纹,呈现不明显的锯齿形,但也有沿焊缝金属与基体金属交界处发展产生。
为防止产生热裂纹,要求采用低碳钢焊丝,一般焊丝中含碳量在0.15%以下。
42CrMo钢淬硬倾向性大,母材金属热影响区容易产生低塑性的淬硬组织,Ms点又低,因而在淬火区产生大量脆硬的马氏体,导致严重脆化,工件愈厚,则淬硬倾向愈大。
该焊件刚性大,若焊条或焊接工艺选用不当,在焊件冷却至300℃以下时,容易沿热影响区的淬硬区产生冷裂纹。
42CrMo钢的焊接冷裂纹一般是在焊后冷却过程中,在Ms点附近或200~300℃的温度区间产生的。
冷裂纹的起源多发生在具有缺口效应焊接热影响区或有物理化学不均匀的氢聚集的局部地带。
冷裂纹有时焊后立即出现,有时经过一段时间才出现。
而延迟裂纹的危害性更为严重,实践证明,钢种的淬硬倾向、焊接接头的氢含量及其分布,以及焊接接头的拘束应力状态是产生延迟裂纹的三大主要因素。
焊接接头的淬硬倾向主要取决于钢种的化学成分,其次是结构形式,焊接工艺和冷却条件等。
可以采取焊后后热和缓冷等办法来调整冷却时间。
适当延长临界冷却时间C′f ,可降低钢的淬硬倾向。
2焊接工艺2.1 焊接材料的选择高强钢焊接接头的含氢量越高,则裂纹倾向越大。
当局部地区的含氢量达到某一临界值时,开始出现裂纹;之后随含氢量的增加,裂纹尺寸和数量也在不断增加。
产生延迟裂纹时的临界含氢量与预热温度、刚度条件以及冷却条件等有关。
焊接时,焊接材料中的水分,焊件坡口表面的油污、铁锈、以及空气湿度等都是焊缝金属中富氢的主要原因。
42CrMo合金钢齿轮的焊接

00 0 .3
0 03 . 0
12 .0
O 3 .O
焊 接 材 料 一选 用 低 氢 型 焊 条 J0 , 焊 前 3 0 烘 干 57 5℃
焊 后 热 处 理 有 两 个 日的 : ① 改 善 焊 接 接 头 的 组
2 ,烘十 后 的 焊 条 必 须 放 在 保 温 简 里 ,随 用 随取 , h
4 .结 语
响 的性 能 ,也 影 响 焊缝 金 属 的性 能 ,向焊 接 技 术
则 影 响 着 焊 缝 的 质 量 和 焊 接 变 形 。 为 了 获 得 焊 接 接
头 的 综 合 强 韧 性 ,避 免 过 大 的 焊 接 热 输 入 ,采 取 3 2 m 的焊条封 底焊接 ,要 采用低 弧 、多层 窄道 焊 .m 缝 ,不允许 横 向摆 动焊 接 ,并 保 证 层 问温 度 不 低 于 预 热温度 ,以 保证 使 焊 接 热 影 响 区 和 焊缝 金 属 有 较
影响 翻臂 柄 的使 用性 能 ,造成 修 复 失 败 。同 时 ,大 的热输 入 不 但避 免 不 了马 氏体 的形 成 ,却 会 增 加 奥
质 为 Z 4 C l 调 质 的 翻臂 柄 。其 中 6件 在 粗 加 丁 G 2 rMo
( 加丁余 量 1l ) 后 ,端 面发 现砂 眼缺 陷 ,经 P 、 精 l i m T
好 的 韧 性 ,防 止 产 生 焊 接 裂 纹 。 ( 4) 焊 后 热 处 理 齿 轮 焊 接 后 要 立 即 进 行 焊 后
4 C M 合 金钢齿 轮 的 焊接 ,必须 选 择 合适 的 预 2r o
热温 度 ,控制 焊 接 过 程 中 的层 问温 度 ,选 用 低 氢 型
焊 条 ,严 格 控 制 焊 接 材 料 中 氢 的 含 量 , l 确 运 用 焊 l E 接 技 术 ,采 取 焊 后 热 处 理 ,可 以 提 高 焊 接 接 头 的 综 合 强 韧 性 ,防 止 产 生 焊 接 裂 纹 。MW ( 0 145 2 10 1 )
42CrMo钢与16Mn钢焊接工艺研究

煤矿机械 Coal Mine Machinery
Vol.31No.02 Feb. 2010
42CrMo 钢与 16Mn 钢焊接工艺研究
张金库, 张伟强, 王大伟, 陈志超 (三一重型装备有限公司, 沈阳 110027)
摘 要: 针对悬臂式掘进机截割减速机泄油嘴环焊缝焊接后出现漏油现象, 通过材质的焊接 性能分析、焊接工艺比较、实际工作情况验证,选择出合理有效的焊接工艺方法和工艺参数,降低 了焊缝的冷裂纹敏感性,获得性能优良的焊接接头。
16-25MoN-15)奥氏体铬镍不锈钢焊条。 为了得 到 的情况下,不建议采用。
纯奥氏体焊缝组织,在工艺上必须保证焊缝区的化 4 结语
学成分,主要保证靠近母材的区域有足够的镍元素
在冬季气温较低又不允许采取较高的预热温
的含量和降低焊缝金属的含碳量。
度的情况下,同时焊缝区附近油污,锈蚀等杂质无
3 正确焊接工艺方法的选择
0 前言
嘴环焊缝频繁出现漏油现象,尽管采用多种普通焊
悬臂式掘进机在工作状态下,截割减速机泄油 接方法进行修补,仍然未能解决漏油问题。 工艺人
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
表 2 5 种类型角接接头应力值及几何参数对比
通过对 5 种类型角接接头的比较发现,单面角
(2)工艺方法 2 采用(80%CO2+20%Ar)混合气 体保护焊,焊丝采用锦泰 JM-58(ER50-G),焊丝直 径 准1.2,焊接工艺参数见表 2。
表 2 气体保护焊焊接工艺参数
较差,而 16Mn 的碳当量在 0.32%~0.35%,焊接性能 良好。 这与现场漏油区域全部发生在焊接接头的 42CrMo 侧热影响区附近的情况相吻合,因此下面主 要针对 42CrMo 的焊接性进行分析。 1.2 42CrMo 焊接过程中产生的主要缺陷分析
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
重量 2.211 2.211 2.211 4.145 0.829 2.763 4.145 4.145 4.145 7.536 7.536 3.501 2.211 2.487 2.763 2.763 4.041 4.145 5.049 2.826 3.263 2.962 2.211 2.512 2.515 6.217 6.005 4.154 3.989 3.891 2.763 2.763 2.763 2.763 2.763 2.763 5.181 5.181 5.181 5.181 4.967 4.014 4.1 4.087 4.108
40 24 30 30 20 30 60 60 32 16 20 60 60 60 16 30 70 70 80 90 70 80 80 70 70 70 70 75 80 80 80 90 90
1430 1980 2200 2200 1500 2500 2500 2500 2470 3000 2200 2500 2500 2300 2200 2200 2200 2200 2200 2400 2200 2200 2200 2200 2250 2270 2270 2250 2150 2300 2300 2200 2300
库存地 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢
备注 1 5 7 0 3 7 5 1 7 1 1 调质 调质 调质 调质 调质 调质 调质 调质 调质 调质 调质 调质 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧
厚度 16 16 16 30 16 20 30 30 30 60 60 16 16 18 20 20 30 30 40 30 30 30 16 20 30 30 30 40 40 40 20 20 20 20 20 20 30 30 30 30 30 40 40 40 40
宽度 2200 2200 2200 2200 2200 2200 2200 2200 2200 2200 2200 2500 2200 2200 2200 2200 2200 2200 2010 2000 1860 1920 2200 2000 1690 2200 2200 2100 2100 2100 2200 2200 2200 2200 2200 2200 2200 2200 2200 2200 1900 1540 1360 1370 1370
长度 8000 8000 8000 8000 3000 8000 8000 8000 8000 8000 8000 11150 8000 8000 8000 8000 7800 8000 8000 6000 7450 6550 8000 8000 6320 12000 11400 6300 6050 5900 8000 8000 8000 8000 8000 8000 10000 10000 10000 10000 11100 8300 9600 9500 9550
舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢 舞钢
热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧 热轧
合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢 合金钢
42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo
材质 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo 42CrMo
8900 11400 8000 8000 6000 5800 12000 11900 5930 10000 5750 6000 6000 7700 6000 10000 10000 6350 8000 12000 8000 8000 8000 8000 10000 10000 10000 10000 5920 10000 10000 10000 8600
3.996 4.253 4.145 4.145 1.413 3.415 14.13 14.012 3.679 3.768 1.986 7.065 7.065 8.341 19.896 72.534 12.089 7.677 11.503 20.347 9.671 11.053 11.053 9.671 12.364 12.474 12.474 13.247 7.993 14.444 14.444 15.543 13.975