3.1课件(简单成型面零件的加工)
任务三简单成型面零件的加工
1. G71指令格式及各代码含义 2. G70指令格式及各代码含义 3. 台阶轴粗精加工模式。
Page 1
任务三 简单成型面的编程及仿真加工
任务 目标
任务 实施 综合 评价
Page 2
相关 知识
同步 训练
任 务 目 标
图示简单成型面零件,材料硬铝合金,毛坯为Ф40mm棒 料,使用CKA6150数控车床,单件生产,编写加工程序,运 用VNUC4.3软件进行仿真加工。
Page 9
【举例2】如图所示,利用圆弧插补指令编写 AB、BC段圆弧加工程序段。
用R编程: AB段圆弧:G02 X36.0 W-28.0 R20.0 F0.1; BC段圆弧:G03 X60.0 W-24.0 0R30.0 F0.1; I、K的计算 AB段圆弧: I=ΔX=X心-X起=(2x20+20)-28=32
Page 41
2.切槽刀的对刀 (1)刀具转到加工工位:
刀具转到加工工位→单击 →单击 →输入T0202;
单击
→单击循环启动按钮
→完成刀架的转换。
如图所示:
Page 42
(2)切槽刀的对刀步骤
A.X方向对刀 用切槽刀在手摇方式下车削外圆→Z正向退刀→测量 外圆直径并记下直径值→点击→点击【补正】键→点击【 形状】键→移动光标至选择刀补号位置:如番号G02→输 入X测量值→点击【测量】键。 B.Z方向对刀 用切槽刀在手摇方式下车削端面→X正向退刀点击→ 点击【补正】键→点击【形状】键→移动光标至选择刀补 号位置:如番号G02→输入Z0→点击【测量】键。
G02
K=ΔZ=Z心-Z起=-22-(-10)=-12 BC段圆弧: I=ΔX=X心-X起=0-36= -36
面点成型技法PPT课件

抄手式包法步骤
1. 肉馅放在小馄饨皮中间 2. 沿对角线折成三角形 3. 在其中一角沾点水 4. 将另一角折叠上去成抄手状 5. 将两端拉整齐使馅料在中间鼓起,形
成两端翘起的元宝造型
21
22
4、汤团包法
• 将出好剂的小面团稍稍搓圆致纯滑, 用拇指在中间按出一个洞,然后捏成 一个小窝。填入适量的馅,收口捏紧, 搓成圆形或收口的地方留个尖
• 2)卷制时可在封边上涂点水使其粘连 不散。
• 3)卷制是两端要整齐卷紧,但要用力 适当,以防馅心挤出,影响美观,浪 费原料。
• 4)卷制后的坯条应粗细均匀。 11
3、包
• 包是面点成型工艺中的一项必须掌握 的主要技术要领,是将制好的皮子或 其他薄形的原料(如春卷皮、粽叶等) 上陷后使之成型的一种方法。
• 适用范围:此法适用于团类、丸子类 制品。
4
(2)单手揉
• 拇指掌跟按住向前推(右手逆时针转 动,左手顺时针转动)其余四指坯剂 拢起,然后在推出,在拢起,使坯剂 在手中往返移动,并使坯剂慢慢隆起, 至坯剂揉褶越来越小,光滑部分越来 越多,将底部收紧口,呈圆形。
• 适用范围:制作高桩馒头。(视频)
5
揉的技术要求
• 1)要适当多揉,至所揉的坯剂面光洁, 不能有裂纹和面褶,且内部结构紧密, 收口处要揉的越小越好。
• 2)揉成型后的半成品形状大小要一致, 整齐一致。
6
2、卷
• 卷是采用卷馅法上陷后将坯料连同馅 一起卷拢成圆柱形的一种方法。
一般和搓、切、叠等方法配合操作。 • 卷可分为单卷法和双卷法两种。
• 根据品种的形状不同,捏又可分为
一般捏法和捏塑法两种。
26
一般捏法
• 用包入法入馅后将边皮收拢,捏紧 • 适用品种:主要用于无提褶包类的成
第三章 成形面类零件加工程序的编制1
等径圆弧形式
同心圆弧形式
梯形形式
三角形形式
3.1.1成形面加工编程的工艺知识
形式 特点
等径圆弧形式 计算和编程最简单,但走刀路线较其他几 种方式长 同心圆弧形式 走刀路线短,且精车余量均匀
梯形形式 三角形形式 切削力分布合理,切削率最高 走刀路线较同心圆弧形式要长,但比梯形、 等径圆弧形式短
3.1.2刀具的种类
第3章 成形面类 零件加工程序的 编制
3.1 成形面加工程序基 础
第3章 成形面类零件加工程序的 编制
引入:
具有曲线轮廓的旋转体表面称为成形面。 成形面一般是由一段或多段圆弧组成,按其圆弧的形状 可分为凸圆弧和凹圆弧。在普通车床上加工成形面一般要 使用成形刀或靠操作者用双手同时操作来完成,在数控车 床加工中则通过程序控制圆弧插补指令进行加工。
作业
1.圆弧插补指令编制成形面加工程序及编程中 的有关计算。
⑴粗加工凸圆弧表面
圆弧表面为凸表面时,通常有两种方法,车锥法(斜线 法)和车圆法(同心圆法),两种加工方法如图3-2所 示。 ①车锥法 车锥法即用车圆锥的方法切除圆弧毛坯余量,如图3-2a 所示。加工路线不能超过A、B两点的连线,否则会伤到 圆弧的表面。车锥法一般适用于圆心角小于90°的圆弧。
(a)车锥法
成形面加工方法一般分为粗加工和精加工。 圆弧加工的粗加工与一般外圆、锥面的加工不同。如图 3-2所示,曲线加工的切削用量不均匀,背吃刀量过大, 容易损坏刀具,在粗加工中要考虑加工路线和切削方法。 其总体原则是在保证背吃刀量尽可能均匀的情况下,减 少走刀次数和空行程。
3.1.1成形面加工编程的工艺知识
3.1.1成形面加工编程的工艺知识
②车圆法 车圆法即用不同的半径切除毛坯余量。此方法的车刀空 行程时间较长,如图3-2b所示。车圆法适用于圆心角大 于90°的圆弧粗车。
车削加工技术补充课件—成形面及表面修饰加工---成形面加工(1)

刃磨与选用刀具:要求车刀的主切削刃呈圆弧形。用三爪自 定心卡盘夹持工件
制定车削加工工艺(加工步骤)
按圆球部分的直径和长度L车出两级外圆(D、d)均留 0.3~0.5mm余量。
圆球部倒角,用45°车刀先在圆球的两侧倒角,以减少加 工余量如图所示。
粗车右半球:车刀进至离右半球中心4~5mm接触外圆后, 用双手同时移动中、小滑板,中滑板开始进给速度要慢,以后 逐渐加快,小滑板恰好相反;双手动作要协调一致,最后一刀 离球面中心位置大概1.5mm,以保证有足够的切削用量。
② 尾座靠模法。
配 钥 匙
1-成型面;2-车刀;3-靠模;4-靠模杆;5-尾座; 用尾座靠模车手柄
与车圆锥的仿形法基本相同,只是将圆 ③ 横向靠模法。 锥靠模板换成一个带有曲线槽的靠模板,并
将滑块换成圆柱即可
1-车刀;2-刀杆;3-刀夹;4-弹簧;5-滚轮; 6-靠模;7-夹板;8-螺钉;9-键; 10-工件
横向靠模法车削成型面
④ 靠模车凸轮。
1-心轴;2-靠模;3-套圈;4-工件;5-垫圈;6-螺帽;7-宽轮子;8-车刀 用靠模车削凸轮
2、成型件的表面修光
(1)锉刀修整。 通常用细纹板锉和特细纹板锉(油光锉)进行修整,锉削余量
一般在0.03 mm之内。 (2)砂布抛光。
三、成型面的检验
用样板检验成型面的方法 用千分尺检验圆球
2021/5/27
二、成形面的加工
1、成型面的车削加工
(1)双手控制车削成型面
方法1:中滑板+小滑板 小滑板 不能连续进给,劳动强度大
方法2:床鞍+中滑板 小滑板能 连续进给,劳动强度小
双手控制法车削成形面注意事项
双手配合协调、熟练,准确控制车刀切入深度,防局 部车小;需多次合成进给 运动,才能加工成形;工件装夹 时伸出尽可能短些,以增加刚性,否则,采用两顶装夹,先 车靠近尾座一端,再车靠近主轴一端;车刀最好从曲面高处 向低处送进,先车靠近尾座一端,再车靠近主轴一端;车削 复杂成形面时,分几个简单成形面逐一加工。无论分成多少 个成形面,其检测基准应保持一致,先车直线部分,再车曲 线部分。锉削修整,用力不宜过猛。
零件表面的成形与机械加工运动优秀课件
是通过刀具与工件之间的相对运动,由刀尖的运动轨迹来实现
零 件
的。母线和导线都是由刀具的运动轨迹形成的。
表
1-切削点/线
面
的
2-发生线
成 形
3-轨迹运动
(1)轨迹法(仿形法)
零 件 表 面 的 成 来形成所需工件表面形状 的方法。刀具切削刃与工件表面之间为线接触,切削刃的形状 与形成工件表面的一条发生线完全相同,另一条发生线由刀具
机 械 加 工 运 动
三、切削过程中的工件表面
切 削 过 程 中 的 工 件 表 面
切削运动与切削加工中的工件表面
三、切削过程中的工件表面
切 削 过 程 中 的 工 件 表 面
切削运动与切削加工中的工件表面
三、切削过程中的工件表面
切 削 过 程 中 的 工 件 表 面
四、切削用量、切削时间与金属切除率
1-切削点/线 2-发生线 3-轨迹运动
(4)展成法(滚切法、包络法)
利用工件和刀具作展成切削运动来形成工件表面的方法。
对各齿形表面进行加工时,刀具和工件间做展成运动即啮合运
动。母线——切削刃瞬时位置的包络线;导线——刀具沿齿长
零 件
方向的运动形成。
表
面
的
成
形
1-切削点/线 2-发生线 3-轨迹运动
1.表面成形运动(切削运动)
根据成形运动在切削过程中所起作用的不同可分为
(1)主运动
机
使工件与刀具之间产生相对运动以进行切削的最基
械 本的、最主要的运动。
加
速度最高,消耗功率最多,通常只有一个,可以是
工 直线或回转的。
运 (2)进给运动
动
不断把切削层投入切削的运动。保证切削连续进行
成形面的加工
三.、车成形面的质量分析
车成形面时,可能产生废品的种类,原因及预防措施见下表。
表1车成形面时产生废品的原因及预防措施
废品种类
产生原因
预防措施
工件轮廓
不正确
用成形车刀车削时,车刀形状刃磨得不正确,
没有按主轴中心高度安装车刀,工件受切削力
产生变形造成误差
仔细刃磨成形刀,车刀
高度安装准确,适当减小进给量
用双手控制进给车削时,纵,横向进给不协调
成形面的加工
教学对象:在校数控专业学生
教学目标:1、掌握成形面加工工艺。
2、掌握表面修饰的车削工艺。
3、能够鉴定加工质量。
教学重点:1、掌握成形面加工工艺及其技能。
2、掌握表面修饰的车削工艺及其技能。
教学难点:成形面加工的操作技能
教学方法:讲授法、演示法
教学过程:
第一节成形面加工
一、成形面
在机器制造中,经常会遇到有些零件表面素线不是直线而是曲线,如单球手柄,三球手柄,摇手柄及内,外圆弧槽等,这些带有曲线的零件表面叫成形面(特形面).
1.滚花刀
滚花刀有单轮,双轮和六轮
单轮滚花刀滚直纹,双轮滚花刀滚网纹,又轮滚花刀是由一个左旋和一个右旋滚花刀组成的。六轮滚花刀也用于滚网纹,它是将三组不同节距的双轮滚花刀装在同一特制的刀杆上。使用时,可根据需要选用粗,中,细不同的节距。
2.滚花的方法
制造成型ppt课件
最小冷弯半径Rmin计算 16MnR钢:
(δ/Dm)×100% ≤3%、(δ/R )×100% ≤6%, 则有:Rmin=16.7δ
低合金钢:Rmim=20δ 奥氏体不锈钢:Rmin=3.3δ
钢板冷弯卷制筒节时,筒节的半径要大于或等 于最小冷弯半径。
3.1.2 热卷成型 概念:是在再结晶温度以上成型。特点:
①热卷筒节时温度高、塑性好、易于成形, 不产生硬化。
②合理的加热温度。 一般取900~1100℃,成型终止温度不低于 800℃,对普通低合金钢要注意缓冷。
③应控制加热速度。
加热速度快:
加热时间短,内外温差大,容易出现缺陷;
加热速度慢:
加热时间长,增加钢材与炉内氧化性气体H2O、 CO2、O2等反应,产生氧化、脱碳等现象;氧化皮直 接影响成型(麻点和压坑 )。
各金属氧气切割性能比较
低碳钢熔点(℃):金属1500
氧化物1300~1500
高碳钢熔点(℃):金属1300~1400
氧化物1300~1500
铝熔点(℃): 金属658
氧化物2050
铬熔点(℃): 金属1550
氧化物1990
镍熔点(℃): 金属1450
氧化物1990
钛熔点(℃): 金属1725
氧化物1850
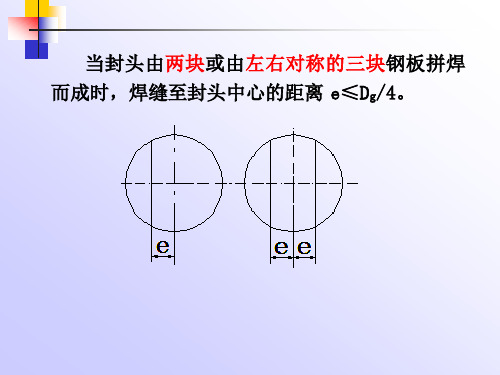
重量轻,易于制造和维修; ②最大缺点是在所卷筒节纵向接缝处的两板
头产生直边。
2、直边的产生原因 在卷圆过程中, 两板头不可能通过最大弯
矩e- e处,使两板头形成直边。 直边长度
两下辊间距的一半
3、克服直边的方 法
① 预弯方法
上模
板坯
下模 液压机上预弯
板坯
弧形 垫板
卷板机预弯
② 预留直边
车削加工技术(第2版)课件:车削成形面和表面修饰加工
车削加工技术
任务二 表面修饰加工
知识链接 一、滚花
用滚花工具在零件表面上滚压出花纹的加工称为滚花。
车削加工技术
一、滚花
任务二 表面修饰加工
1.滚花花纹的种类和选择 滚花的花纹有直纹和网纹两种。 花纹有粗细之分,并用模数m区分。 模数越大,花纹越粗。
车削加工技术
任务二 表面修饰加工
一、滚花
2.滚花刀 车床上滚花使用的工具称滚花刀。 滚花刀一般有单轮、双轮和六轮3种。
车削加工技术
任务一 车削成形面
一、双手控制法车削单球手柄
1.双手控制法及其特点 用双手控制中、小滑板或者控制中滑板与床鞍的合成运动,使刀
尖的运动轨迹与零件所要求的成形面曲线重合,以实现车削成形面 的方法称双手控制法。
车削加工技术
任务一 车削成形面
一、双手控制法车削单球手柄
2.圆球部分长度的计算 单球手柄的圆球部分长度L按下式计算:
车削加工技术
任务一 车削成形面
二、车削橄榄手柄
3.任务评价
削橄榄手柄任务评价
车削加工技术
任务一 车削成形面
二、车削橄榄手柄
4.双手控制法车削成形面时的注意事项 ⑴用双手控制法车削成形面时,双手配合应协调、熟练。车刀切入深 度应控制准确,防止将零件局部车小。 ⑵车削球面时,要培养目测球形的能力,防止把球形车扁。 ⑶车削成形曲面时,车刀一般应从曲面高处向低处送进。为了增加零 件刚度,应先车削离卡盘远的曲面段,后车削离卡盘近的曲面段。
车削加工技术
任务一 车削成形面
一、车削单球手柄
3.任务评价
车削单球手柄任务评价
车削加工技术
任务一 车削成形面
二、车削橄榄手柄
1.任务图样
成形面类零件加工

项目四成形面类零件加工教学目标知识目标:1.会判断圆弧插补方向;2. 掌握G02、G03圆弧插补指令与终点坐标+半径格式应用;3. 会制订凸圆弧零件加工工艺与合理选择循环参数,确定切削用量;能力目标:1.掌握凸圆弧零件加工、尺寸控制与检验方法;2.会用CAD软件查找基点坐标;3. 会使用VNUC数控仿真软件进行练习;4. 完成成形面类零件加工。
情感目标:1.通过工件制作,学生体验成功的喜悦,感受软件和机器的综合魅力,从而提高学生专业课的学习兴趣;2. 通过任务驱动的方法逐步完成项目,培养学生发现和分析问题的能力;3. 通过分工协作,加强团队合作精神。
教学重点与难点重点:1. 顺时针圆弧插补、逆时针圆弧插补方向的判断;2. G02、G03圆弧插补指令与终点坐标+半径格式应用;3. 凸圆弧零件加工工艺制定与合理选择循环参数,确定切削用量;4. 凸圆弧成形面零件的数控程序编制与模拟仿真练习;5. 凸圆弧成形面零件的数控加工、尺寸控制与检验。
难点:1. 凸圆弧零件加工工艺制定与合理选择循环参数,确定切削用量;2. 完成成形面类零件加工与其尺寸控制方法。
教学目的通过本次课程的学习,让学生能够正确判断顺时针圆弧插补方向和逆时针圆弧插补方向;掌握G02、G03圆弧插补指令与终点坐标+半径格式应用;凸圆弧零件加工、尺寸控制与检验方法;会制订凸圆弧零件加工工艺;用CAD软件查找基点坐标;使用VNUC数控仿真软件进行练习;并能进行成形面类零件的加工工艺分析、编程与模拟仿真。
教学方法总体方法:任务驱动法具体方法:讲述法、引导文法、小组讨论法、示教学法学时、教具和课前准备学时:10学时教具:VNUC仿真软件、动画演示、数控机床、工件和刀具、夹具等。
课前准备:到实训工厂去看看成形面类零件的数控加工。
教学过程一、项目提出图4-1 成形面类零件图图4-2 成形面类零件三维效果图引导学生进行该零件的结构与加工工艺分析,引出课题的具体实现方法。
3.1面点制作常用设备(课件)- 《中式面点制作基础教程》同步教学(劳保版)
5. 醒发箱
醒发箱又称发酵箱,是中式发酵面点制作不可缺 少的专业设备,主要用于发酵面点制品成熟前生坯的 醒发,工作原理是利用电热管加热水槽内的水,在箱 体内形成符合制品生坯发酵的相对湿度和温度环境, 可手动操作也可预设控制温度、湿度。使用时需注意 避免干烧,并及时清洁箱内的残渣、污垢,保持箱内 无异味。
第一节 面点制作常用设备
一、面团调制设备
1. 和面机 和面机又称调粉机、拌粉机,主要用于大量面坯的调制,是面点制作中面团 调制的主要设备,有立式和卧式两种。 使用时,要根据型号确定最大拌粉量,严禁超载,以免损坏机件。出料必须 在机器停止运转时进行,严禁在和面机工作时将手伸进面斗内。
一、面团调制设备
8. 微波炉
微波炉的工作原理是利用磁控管产生高频微波振荡,使食物内部产生大 量的热,并在短时间内被加热成熟,其特点是快速、节能、无油烟,能保 持食物营养成分,加热均匀,不易着色。微波炉在面点制作中用于蒸、煮 成熟及烘烤一些对色泽要求不高或无馅的制品,还可以用于原料解冻、预 热以及面点成品复热。在使用时需注意装盛制品的容器不得使用金属或不 符合加热标准的塑料器皿,应选用耐高温的瓷器及玻璃制品。
6. 电饼铛
电饼铛是面点制作中常用的熟制设备,主 要用于煎、烙面点制品的加热熟制,具有简 单易用、升温快速、受热均匀、清洁方便等 特点,常见的有立式和台式两种。
7. 油炸炉
油炸炉是制作油炸面点制品的加热熟制 设备,一般为长方形,以电加热为主,也 有燃煤、燃气、燃油等多种加热方式,具 有投料量大、工作效率高、温度可设定调 节、自动滤油、操作方便等特点,在使用 时需注意避免干烧。
9. 万能蒸烤箱
万能蒸烤箱是集焙、蒸、烤、煎、煮、焖、烫、 煲等于一身的多功能烹饪设备,主要由涡流风扇、加 热系统、温度控制器、计时器、温度探针、加湿系统、 排湿系统、控制单元、自动清洗系统等部分构成。万 能蒸烤箱实现了烹饪多样化、自动化和智能化,烹制 出的食品色、香、味俱佳,且混合烹饪不串味,保证 原料营养成分不流失。
机械零件表面的成型过程-PPT课件

一、零件表面
Evaluation only. 常用的表面:由平面、内(外)圆面、和成形表 eated with Aspose.Slides for .NET 3.5 Client Profile 5.2.0 面等几种表面元素组成的。
• 平面是以一直线为母线,以另一直线为轨迹,作平移运动 Copyright 2019-2019 Aspose Pty Ltd. 时所形成的表面。 • 外圆面和内圆面(孔)是以某一直线为母线,以圆为轨迹, 作旋转运动时所形成的表面。 • 成形面是以曲线为母线,以圆或直线为轨迹,作旋转或平 移运动时所形成的表面。
•主运动 •进给运动
一、切削运动
(1)主运动
主运动是使刀具和工件之间产生相对运动,从而使刀具前面接近 工件实现切削的运动。主运动的特点速度最高,消耗的功率最大。
(2)进给运动 Evaluation only.
eated with Aspose.Slides for .NET 3.5 Client Profile 5.2.0 由机床或人力提供的运动,它使刀具与工件间产生附加的相对 Copyright 2019-2019 Aspose Pty Ltd. 运动,进给运动将使被切金属层不断地投入切削,以加工出具
2是刀具上所有的切削点在切削过程 中共同形成的。 • 形成发生线需要二个成形运动:刀具 的旋转运动和刀具中心按一定规律运动。
相切法
Evaluation only. eated with Aspose.Slides for .NET 3.5 Client Profile 5.2.0 Copyright 2019-2019 Aspose Pty Ltd.
2.1.2 表面成形运动
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
– 加工刀具
• 90°外圆车刀、 60°圆弧车刀
三 工艺准备
• 工艺分析
– 量具
2
3
4
5
6
0 1 2 3 4 5 6 7 8 91 0
012 3456789 0
1
游标卡尺 外圆千分尺
半径规
三 工艺准备
• 工艺分析
–加工工步
• 工步一:粗加工零件外形 • 工步二:精加工零件外形 • 工步三:粗加工R10圆弧 • 工步四:精加工R10圆弧
• 操作麻烦 • 效率低 • 精度低 • 一致性差
数控加工作品1
数控加工作品2
二 相关知识
• 认识刀具
– 车削成型面的刀具
尖形车刀
圆弧形车刀
成型车刀
二 相关知识
• 认识圆弧的加工路线
– 凸圆弧粗加工ຫໍສະໝຸດ a)三角形路线 b)矩形路线
– 凹圆弧粗加工
c)同心圆路线 d)等径圆路线
a)同心圆路线 b)等径圆路线 c)三角形路线 d)梯形路线
– 出现撞刀等问题有 次; – 实施6S现场管理,实训室卫生做得比较好的有 组。
五 检查评价
• 教师评价
– 存在问题:
• 部分同学执行零件加工没有使用自己编制的程序,刀具也重新安 装;
• 部分同学未对正确认识误差分析的重要性,未做深刻的总结; • 个别同学对刀不准确,导致凹圆弧加工不到位; • 1人次出现撞刀,退刀时程序编制不正确。
a)加工零件外形
b)加工凹圆弧
c) 凹圆弧加工路线
三 工艺准备
• 坐标计算
– 基点坐标
D C
B
G
F
A
O
a)零件轮廓上各基点
b) 凹圆弧切入、切出点
• A(X18,Z-9) B(X30,Z-30) C(X30,Z-62)D(X38,Z-66) E(X38,Z-75)
• F(X33.28,Z-39)G(X33.28,Z-57)
五 检查评价
• 学生评价
• 操作者自检,填写考核评分表(自检栏和误差分析栏); • 组员互检,填写考核评分表(互检栏); • 操作者对照本任务的教学目标进行总结; • 组长汇报本组队员执行加工任务的情况。
五 检查评价
• 教师评价
– 成绩分布 • 90以上 人 • 80以上 人 • 70以上 人 • 60以上 人 • 60以下 人
JINHUA POLYTECHNIC
主讲教师: 辅助老师:
JINHUA POLYTECHNIC
项目3 成型面零件的加工
任务1 简单成型面零件的加工
教学目标
• 能正确选用成型面的加工刀具,并确定刀具型号; • 会成型面零件加工方案的制定和加工路线的选择; • 能根据零件图运用G02/G03等指令编制成型面零件
• 格式二:G02/G03 X(U)__Z(W) R__ F__
• 方向:G02顺时针,G03逆时针
G03动画
二 相关知识
• 认识编程
–圆弧插补:G02/G03
• 格式一:G02/G03 X(U)__Z(W)__I__K__F__
– I、K为相对起点的增量,其中I是半径值
• 格式二:G02/G03 X(U)__Z(W) R__ F__
换60°尖角车刀 进刀 第一刀粗车R10圆弧 进刀 第二刀粗车R10圆弧
进刀 精车R10圆弧
四 任务实施
• 装夹零件; • 装夹刀具并对刀;
• 60车刀对刀:X向与其他刀相同 Z向刀尖与端面对齐
• 输入并校验加工程序; • 执行加工并测量; • 清理机床。
刀补测量Z0
四 任务实施
• 注意G71、G70前的定位程序段
三 工艺准备
• 程序编制
– 车零件外形程序
– ……
N50 G00X42Z2
N60 G71 U2 R1.;
N70 G71 P80 Q150 U0.5 W0 F0.25;
N80 G00 X0.0;
进刀
N90 G01 Z0.0 F0.06;
进刀
N100 G03 X18.0 Z-9.0 R9.0; 车R9圆弧
六 课后任务
• 完成实训报告一份; • 自主学习项目3任务2复杂成型面零件加工相关内
容。
• G73复合循环指令格式及其应用 • 可转位刀具的结构及型号
全部
手柄零件图
JINHUA POLYTECHNIC
N110 G01 X30.0 W-21.0;
车锥度
N120 Z-62.0;
车Φ30外圆到Z-62
N130 G02 X38.0 Z-66.0 R4.0; 车R4圆角
N140 G01 Z-76.0;
车Φ38外圆到Z-76
N150 X42.0;
X向退刀
N160 M03S1000T0101;
N180 G00X42Z2
二 相关知识
• 认识圆弧的加工路线
– 程序段数最少 – 走刀路线最短
– 编程最简单 – 金属切除率最高、切削力分布最合理的为梯形形式;
– 精车余量最均匀的为同心圆形式。
二 相关知识
• 认识编程
–圆弧插补:G02/G03
观看G02动画
• 格式一:G02/G03 X(U)__Z(W)__I__K__F__
– R圆弧的半径
二 相关知识
• 认识编程
– 圆弧插补举例
用R编程 – G00X20Z0 – G02X50Z-10 R ?
用I、K编程 – G00X20Z0 – G02X50Z-10 I20 K17
二 相关知识
• 认识编程
– 圆弧插补举例
用R编程 – G00X20Z0; –G X Z R ;
用I、K编程 – G00X20Z0 –G X Z I
K;
二 相关知识
• 认识圆弧检测
– R规(半径规):0~7、7.5~14
– 样板
二 相关知识
• 认识圆弧检测
– 常规量具
– 万能工具显微镜
三 工艺准备
• 工艺分析
全部
– 图样分析
• 毛坯:45钢,Φ40×103 • 尺寸精度:外圆0.033 • 表面粗糙度:Ra3.2
– 夹具及装夹方式
• 三爪卡盘
N190 G70 P80 Q150;
……
三 工艺准备
• 程序编制
– 车凹圆弧程序
M03 S600 T0303; G00 X36.78 Z-39.0; G02 Z-57.0 R10.0 F0.15; G00 X33.78 Z-39.0; G02 Z-57.0 R10.0; S1000; G00 X33.28 Z-39.0; G02 Z-57.0 R10.0 F0.06;
的加工程序; • 会成型面零件的数控加工操作; • 能利用常用量具对零件进行检测并对自己工作进行
评估;
一 下达任务
• 根据零件图完成简单成型面零件的加工; • 根据评分表对零件进行检测,并分析实施零件加
工的情况。
全部
材料铝,毛坯尺寸Φ40×103。
二 相关知识
• 普通车床上车圆弧的方法
– 双手配合操作 – 缺点: