烘缸
烘缸操作规程
烘缸操作规程
1、开机前的准备工作:
1.1检查烘缸齿轮箱传动是否正常;
1.2检查各蒸汽阀门、冷凝水阀门开关情况是否符合要求;
1.3检查送、排风系统是否正常;
1.4检查各设备、电气是否完好正常;
2、开机:
2.1启动四组烘缸,打开烘缸疏水系统排水阀;
2.2缓慢开启进汽阀,调整烘缸进汽压力;
2.3烘缸进汽后,要及时观察冷凝水的排放情况,排水要干净彻底,并随时根据烘缸压力变化及排冷凝水的带汽情况,及时调整阀门开度;
2.4烘缸达到工艺要求时,及时联系上下工序开车送料;
2.5开始引纸时,开启排风机,并根据实际需要确定是否开启空调机送热风。
3、停机:
3.1接停机通知后,关闭进汽阀门;
3.2待浆板过完后,停烘缸运转和送、排风机。
3.3接进汽通知及24小时不开机的情况下,要进
行排汽、排水。
及时准确作好生产工艺记录。
出现设备故障或工艺故障时严格执行设备断电,停机处理。
qb 2552-2002 造纸机械用钢制烘缸技术条件

qb 2552-2002 造纸机械用钢制烘缸技术条件qb 2552-2002 造纸机械用钢制烘缸技术条件qb 2552-2002《造纸机械用钢制烘缸技术条件》是我国制定的一项标准,旨在规范和指导造纸机械用钢制烘缸的生产和使用。
下面将详细介绍该标准的主要内容。
该标准适用于制造和使用造纸机械用钢制烘缸的企业和单位。
它包括了烘缸的分类、技术要求、试验方法、检验规则和标志、包装、运输和贮存等内容。
首先,该标准对烘缸进行了分类。
根据不同的结构形式和用途,烘缸可分为普通烘缸、加热烘缸和高温烘缸三类。
普通烘缸适用于一般的造纸机械设备,加热烘缸适用于需要加热的工艺环节,而高温烘缸适用于高温条件下的特殊工艺需求。
其次,该标准明确了烘缸的技术要求。
包括了烘缸的材质、机械性能、尺寸和偏差、表面质量等方面的要求。
烘缸的材质应为优质碳素结构钢或合金结构钢,并且应符合相应的化学成分和机械性能要求。
同时,烘缸的尺寸和偏差应满足设计要求,并且表面应光滑平整,不得有明显的裂纹、气孔和夹渣等缺陷。
此外,该标准还规定了烘缸的试验方法。
主要包括了化学成分分析、机械性能测试、尺寸测量和表面质量检验等方面的内容。
这些试验方法旨在确保烘缸的质量符合标准要求,并且能够满足使用的需要。
最后,该标准还对烘缸的检验规则和标志、包装、运输和贮存等进行了规定。
对于合格的烘缸,应进行相应的检验,并在产品上标明相关信息。
同时,在包装、运输和贮存过程中,应注意防潮、防震和防锈等措施,以确保烘缸在使用前能够保持良好的状态。
qb 2552-2002《造纸机械用钢制烘缸技术条件》的发布和实施,对于提高我国造纸机械用钢制烘缸的生产质量、推动行业发展具有重要意义。
企业和单位在生产和使用过程中应严格按照该标准的要求进行操作,以确保产品质量和安全性。
同时,相关部门和行业协会也应加强对该标准的宣传和培训工作,提高企业和单位对该标准的认识和理解。
只有通过共同努力,才能够进一步推动我国造纸机械用钢制烘缸行业的发展,提升产品质量和竞争力。
烘缸
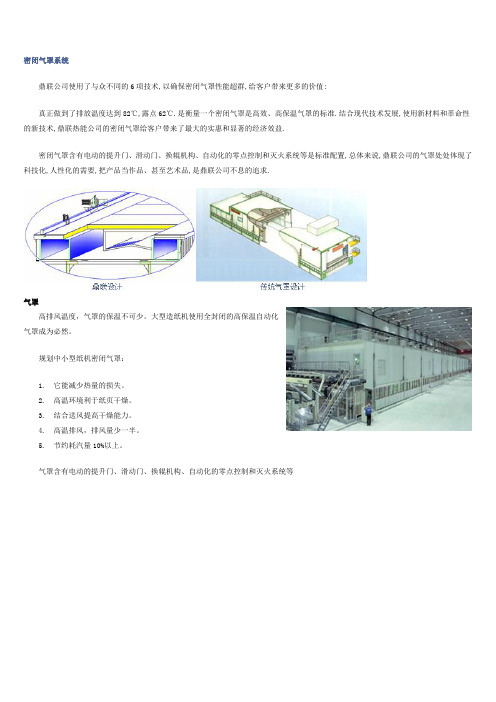
密闭气罩系统鼎联公司使用了与众不同的6项技术,以确保密闭气罩性能超群,给客户带来更多的价值:真正做到了排放温度达到82℃,露点62℃.是衡量一个密闭气罩是高效、高保温气罩的标准.结合现代技术发展,使用新材料和革命性的新技术,鼎联热能公司的密闭气罩给客户带来了最大的实惠和显著的经济效益.密闭气罩含有电动的提升门、滑动门、换辊机构、自动化的零点控制和灭火系统等是标准配置,总体来说,鼎联公司的气罩处处体现了科技化,人性化的需要,把产品当作品、甚至艺术品,是鼎联公司不息的追求.气罩高排风温度,气罩的保温不可少。
大型造纸机使用全封闭的高保温自动化气罩成为必然。
规划中小型纸机密闭气罩:1.它能减少热量的损失。
2.高温环境利于纸页干燥。
3.结合送风提高干燥能力。
4.高温排风,排风量少一半。
5.节约耗汽量10%以上。
气罩含有电动的提升门、滑动门、换辊机构、自动化的零点控制和灭火系统等纸机烘干部通风系统纸机烘干部通常要消耗掉大量的热能,并且能够对纸张的质量和产量产生显著的影响。
烘干部是纸机中极其复杂的部分,鼎联公司多年不断地探索其中的规律,对烘干部变量进行日常分析,并据此积累经验,作为优化烘干部的基础,为造纸业节能作出贡献。
纸机通风系统中,干燥部带走热量有两个途径:气罩排风和烘缸冷凝水排除;纸页干燥地快慢与加热和通风两个因素有关,因此处理好通风非常重要。
1.纸机烘干部排风气罩排风的目的是用空气将干燥部蒸发的水完全带走,因此用最小的能耗和设备投资考虑气罩排风很关键。
如图,将排风露点从58.5℃提高到62℃,空气的含水量增加24g/kg,一台产量150t/d的纸机因此将节能约35万元。
(空气中含水分量与空气温度的关系)2.袋区送热风系统“袋区”导致纸幅中间湿度大,两边过干,即损害干燥能力,又影响纸张质量。
吹风箱是解决问题的好办法。
鼎联公司的袋区吹风箱采用特殊的喷嘴,可使横向温度差在±1℃的范围内。
袋区湿度降低,形成较好的对流干燥,纸机可提高约8%的干燥能力。
造纸机-蒸汽冷凝水系统介绍

二、干燥原理 5)、水蒸气温度与压力的关系
二、干燥原理
6)饱和蒸汽和过热蒸汽的差异:
饱和蒸汽: 1.传热系数高 2.利用潜热快速、均匀的加热 3.控制压力就可以控制温度 4.提高产品质量和生产效率
过热蒸汽: 1.传热系数低 2.使用余热来传递热能 3.不能夠通过压力的控制来调控蒸
汽温度
4.生产效率过低
二、干燥原理 7)纸页的干燥计算: 纸页蒸发水量: • P=烘缸入口纸匹之含水率% • d=烘缸出口纸匹之含水率% • w=每一公斤成纸所蒸发之水量(kg)
W = ( P-d ) ( 1-P )
蒸汽冷凝水系统
目录
一、系统设备介绍 二、干燥原理 三、常见问题和注意事项
一、系统设备介绍
36339-07A
1、烘缸:作为压力容器,其设计应遵守国家颁布的有关法令、法规和规程,并 应接受有关压力容器安全监察机构的监督。材质多为铸铁,壁厚与设计厚度 和腐蚀裕量相关。
一、系统设备介绍
挠流棒:烘缸内装有扰流棒保证良好的效率和温度一致性, 蒸汽从一侧进入,冷凝水由虹吸管排出。
一、系统设备介绍
冷凝水槽:用于短时间储存冷凝水,总有效容积按15~20分 钟最大小时回收量确定。
一、系统设备介绍 热交换器:用于闪蒸蒸汽或者尾气的热能回收利用。
一、系统设备介绍
小真空泵:用于加大末端蒸汽的压差,便于冷凝水排出烘 缸。
一、系统设备介绍
热泵(射流泵):回收部分三段闪蒸蒸汽用于二段蒸汽, 降低蒸汽的消耗。
பைடு நூலகம்
二、干燥原理
铸铁烘缸监督检验实施细则

铸铁烘缸监督检验实施细则1. 引言烘缸是生产铸铁件的重要工序,烘缸过程中需要对炉烟排放进行监测,防止大气污染。
本文档旨在制定铸铁烘缸监督检验的实施细则,以保障生产安全和环境保护。
2. 监督检验内容监督检验主要包括以下内容:1.烘缸设备的检查在使用前应检查烘缸设备的运转是否正常,烟道是否通畅,烘缸底部是否有积水等问题。
2.烘缸烟气排放检测烘缸烟气排放应逐小时监测,记录废气排放量、烟气成分、烟气黑度等参数。
并根据国家相关法律法规和监管要求,进行数据分析和比对。
3.检验报告和记录应每日维护一份检验记录与报告。
记录内容应包括烟气成分、黑度等参数,以及烘缸运行期间发生的异常情况。
3. 监督检验周期和责任部门铸铁烘缸监督检验应由厂内专业技术人员或第三方检测机构进行。
监督检验逐季进行,每次检验周期为3个月,以保证数据的全面性和真实性,定期进行检查和维护,防止数据造假或虚假。
检验报告需保存至少3年,期间应由企业负责人妥善保管。
4. 监督检验标准根据国家相关法律法规,铸铁烘缸的烟气排放应符合以下要求:1.烟气黑度要求根据《铸造行业污染物排放标准》,铸铁烘缸的烟气黑度应该≤100mg/m³。
一旦排放超标,应立即开展原因分析,并采取相应措施进行改进。
2.烟气成分要求烟气中二氧化硫、氮氧化物和其他污染物的排放应符合国家相关标准。
如《大气污染物排放标准》等法规要求。
5. 管理措施为确保铸铁烘缸监督检验的有效性,需要采取以下管理措施:1.配备专职检测人员或委托第三方机构负责检查烘缸的运作情况。
2.加强烘缸设备的运行维护,检查烟气排放情况,对于出现异常问题及时处理。
3.定期组织相关人员进行知识培训和交流,提高技术水平和工作效率。
4.建立健全的监督检验制度,按照标准进行检验,记录运行数据和检验结果。
6. 结论铸铁烘缸监督检验是企业对铸铁生产过程中烟气排放进行规范化、标准化管理的必要措施。
企业应当按照国家相关法律法规的要求,加强烘缸设备的管理和维护,有效遏制烟气污染,保护环境。
造纸烘缸的型号标准规格

造纸烘缸的型号、标准和规格会根据具体的造纸设备和生产要求而有所不同。以下是一些 常见的造纸烘缸的型号标准规格:
1. 尺寸:造纸烘缸的尺寸通常根据生产设备的规格和产能来确定,常见的尺寸有直径(一 般为3-6米)和长度(一般为10-30米)。
2. 材质:造纸烘缸通常采用高强度、耐腐蚀的不锈钢材质,以确保其在高温高压环境下的 稳定性和耐久性。
造纸烘缸的型号标准规格
3. 温度和压力:造纸烘缸的温度和压力根据不同的造纸工艺和产品要求而定,一般可达到 150-250摄氏度的高温和0.6-1.2兆帕的高压。
4. 加热方式:造纸烘缸的加热方式可以是蒸汽加热、电加热或燃气加热,具体选择根据工 艺和设备的要求来确定。
5. 结构和布局:造纸烘缸的结构和布局通常包括烘缸筒体、进料端和出料端,以及进料管 道、出料管道、蒸汽管道、排污管道等配套设施。
造纸烘缸的型号标准规格
需要注意的是,以上仅为一般的造纸烘缸型号标准规格,具体的型号和规格还需要根据实 际的生产需求和设备要求来确定。在选择和购买造纸烘缸时,建议与专业的造纸设备制造商 或供应商进行详细的沟通和咨询,以确保选择合适的型
扬克烘缸的设计与传热特性分析

扬克烘缸的设计与传热特性分析扬克烘缸的设计与传热特性分析引言扬克烘缸是一种常用于干燥和加热固体物料的设备。
它的设计和传热特性对于保证其高效运行和产品质量至关重要。
本文将深入探讨扬克烘缸的设计方法和传热特性分析,以期为工程师们提供有关该设备的设计和优化的有价值的信息。
设计方法在扬克烘缸的设计中,需要考虑以下几个关键因素:物料特性、干燥要求、热源、物料流动模式和热传导方式。
首先,物料特性对于烘缸的设计至关重要。
不同的物料具有不同的热传导系数和吸湿性,这将直接影响干燥的速度和效果。
考虑到物料的特性,我们可以选择合适数学模型来描述物料在烘缸中的行为,例如湿物料的热传导方程。
其次,干燥要求是设计过程中需要明确定义的另一个因素。
根据不同的产品要求,需要确定烘干的温度、湿度和时间等参数。
这些参数将影响烘缸的尺寸和操作条件,因此在设计阶段应加以考虑。
第三,选择适当的热源对于烘缸的设计和运行至关重要。
热源可以是燃烧煤气、蒸汽、电能等形式。
确定热源后,需要考虑热能的传递方式和热交换设备的设计,以实现对物料的高效加热。
另外,物料流动模式也是烘缸设计的重要因素之一。
物料在烘缸中的流动方式可以是自由流动或者受力流动。
不同的流动方式将直接影响物料的热传导和干燥速度。
最后,热传导方式的分析也是烘缸设计的重点之一。
在烘缸中,热传导可以通过对流、辐射和传导三种方式进行。
对于不同的传导方式,我们需要适当选择合适的传热模型和计算方法,以实现烘缸的高效传热。
传热特性分析在传热特性分析中,我们可以通过实验和数值模拟来研究烘缸的传热行为和优化设计。
实验方法方面,可以通过在实际烘缸中安装传热仪器进行测量。
例如,可以在不同位置设置温度传感器来监测热量的传递。
同时,通过对物料的湿度进行测量,可以计算出物料的干燥速率,并进一步分析传热性能。
数值模拟方法方面,可以借助计算流体力学(CFD)方法,模拟物料在烘缸中的流动和传热过程。
通过建立数学模型和假设热传导和质量传递的方程,可以计算各个位置上的温度和湿度分布,从而得到热传导的特性和优化设计。
烘缸任务书(2)讲解
(一)烘缸的基本结构现今纸幅的最终干燥仍然是以采用烘缸干燥的方法为主。
洪刚的基本结构无大的变化,烘缸和烘毯缸的结构基本上相同,只是烘毯缸通常无转动,而是干毯拖动。
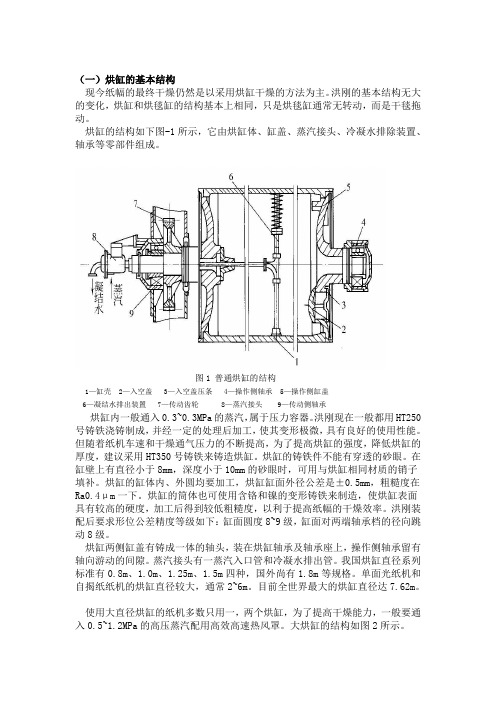
烘缸的结构如下图-1所示,它由烘缸体、缸盖、蒸汽接头、冷凝水排除装置、轴承等零部件组成。
图1 普通烘缸的结构1—缸壳 2—入空盖 3—入空盖压条 4—操作侧轴承 5—操作侧缸盖6—凝结水排出装置 7—传动齿轮 8—蒸汽接头 9—传动侧轴承烘缸内一般通入0.3~0.3MPa的蒸汽,属于压力容器。
洪刚现在一般都用HT250号铸铁浇铸制成,并经一定的处理后加工,使其变形极微,具有良好的使用性能。
但随着纸机车速和干燥通气压力的不断提高,为了提高烘缸的强度,降低烘缸的厚度,建议采用HT350号铸铁来铸造烘缸。
烘缸的铸铁件不能有穿透的砂眼。
在缸壁上有直径小于8mm,深度小于10mm的砂眼时,可用与烘缸相同材质的销子填补。
烘缸的缸体内、外圆均要加工,烘缸缸面外径公差是±0.5mm,粗糙度在Ra0.4μm一下。
烘缸的筒体也可使用含铬和镍的变形铸铁来制造,使烘缸表面具有较高的硬度,加工后得到较低粗糙度,以利于提高纸幅的干燥效率。
洪刚装配后要求形位公差精度等级如下:缸面圆度8~9级,缸面对两端轴承档的径向跳动8级。
烘缸两侧缸盖有铸成一体的轴头,装在烘缸轴承及轴承座上,操作侧轴承留有轴向游动的间隙。
蒸汽接头有一蒸汽入口管和冷凝水排出管。
我国烘缸直径系列标准有0.8m、1.0m、1.25m、1.5m四种,国外尚有1.8m等规格。
单面光纸机和自揭纸纸机的烘缸直径较大,通常2~6m。
目前全世界最大的烘缸直径达7.62m。
使用大直径烘缸的纸机多数只用一,两个烘缸,为了提高干燥能力,一般要通入0.5~1.2MPa的高压蒸汽配用高效高速热风罩。
大烘缸的结构如图2所示。
图2大直径烘缸的结构1—缸体 2—缸盖 3—缸内的拉管 4—补偿件 5—缸盖固定螺栓6—旋转虹吸管 7—凝结水槽 8—轴承 9—传动齿轮为了满足使用的强度,刚度和良好蒸汽循环,其结构与一般烘缸不同点如下:(1)缸体。
烘缸的定期检验

烘缸的定期检验1.烘缸的结构和使用特点烘缸是用铸铁制成的两端有盖的空心圆筒,由缸体及其两端的缸盖组成,外径多为1000~3000mm,在运转过程中,内筒蒸汽将输送的纸张烘干烫光。
为了增加纸面光滑度,要求把烘缸外表面磨光并把内表面煊光,使整个烘缸壁保持厚薄一致,以保证烘缸的安全、平衡和各处传热均匀。
烘缸的作用是用来烘干纸页中的水分,整饰纸面。
铸铁烘缸的数量约占造纸行业压力容器总数的2/3。
造纸机械用烘缸不同于一般的钢制压力容器,通常制造烘缸的材料一般多为HT200、HT250、 HT300 。
铸铁烘缸设计压力通常为0.3MPa、0.5 MPa、0.8MPa,介质主要是饱和蒸汽或过热蒸汽,常见规格有1000mm、1500mm、1800mm及2500mm,最大可达4000mm。
烘缸主要部件包括:辊壳、扰流棒、虹吸管、端盖、人孔盖、轴承、轴头、蒸汽接头等。
缸体和缸盖用螺栓连接,缸体结构不连续区域(如缸体过渡区域)为烘缸的最薄弱环节。
2.烘缸常见缺陷类型及产生机理铸件是金属液注入铸模中冷却凝固而成的,受铸模造型质量、浇注工艺及铸件几何形状等的影响,在铸件中常见的铸造缺陷主要有:气孔、缩孔、疏松、分层和裂纹等;同时铸铁烘缸在使用过程中不断的受到蒸汽的冲蚀,经常开停机造成的疲劳,在使用过程中形成的缺陷有磨损、腐蚀、裂纹等。
2.1 气孔和缩孔气孔是由于金属液含气量过多、模型潮湿及透气性不佳,使金属液体在凝固时气体来不及逸出而被凝在铸件中而形成的空洞;缩孔和疏松是由于金属液冷却凝固时体积收缩得不到液体金属补缩而形成的缺陷,这些缺陷往往位于铸件内部,如表面机加工时未及缺陷深度,在烘缸出厂时呈闭合状态,难于被发现。
在使用一段时间后,烘缸内表面被蒸汽冲蚀,或外表面的磨缸等处理,可能呈开口状缺陷并被发现,而且缺陷大小深度不一。
这些大小不一的缺陷,相当于减少了烘缸的壁厚,降低了烘缸的强度。
由于铸铁凝固的特性,使气孔、缩孔和疏松多位于截面最大部位或截面突变处,对在用烘缸宏观检查发现,在烘缸缸盖的轴孔附近、人孔凸缘附近、烘缸筒体的小R部位易出现气孔或缩孔。
烘缸介绍与学习资料

烘缸凝结水的排除装置一.凝结水在烘缸内的运动状态凝结水在烘缸内的运动状态如图6-12所示。
当车速在200m/min一下时,凝结水受重力作用而聚集于烘缸的底部,略偏向于旋转一侧,如图中(1)所示;当车速在200-300m/min时,随着车速的提高,由于凝结水和缸壁之间的摩擦力增大,使聚集于下方的凝结水被带起,呈图中(2)所示的月牙状翻动;当车速接近于300m/min时,摩擦力进一步增大,使凝结水被扬起,但这时还不能形成足够的离心力,所以被提升到45°--90°时又降下来,如图(3)所示;当车速达到300m/min以上时,凝结水会受到足够大的离心力作用,而在缸壁形成一个完整的水环,并随烘缸一起旋转,但转速略低于缸速,如图(4)所示。
(二)烘缸内凝结水的危害(1)凝结水的导热系数是 2.6KJ/(m2.h.℃),只有铸铁的导热系数的1/88,如果烘缸内因凝结水积累,则会大大增加烘缸的热阻,极大的降低干燥效率。
(2)凝结水在烘缸内因随烘缸旋转而呈游动状态,车速高时会形成瀑布状态,这就极大增加纸机的功率消耗。
如果达到形成水环的车速时,烘缸内凝结水环的形成和破坏,不仅导致功率消耗大大增加,而且使传动功率剧烈波动,极大影响纸机的正常运行。
(3)烘缸内凝结水的存在会出现不规则的温差,这种温差可达几度甚至几十度,从而使产品造成干燥不匀,纸层卷面等纸病。
这类干燥不匀等问题常见于干燥部湿端。
如果在这里发生了干燥不匀,则就很难在后工序予以校正。
烘缸表面温差应控制在3℃以内为佳。
(三)烘缸凝结水的排除装置烘缸内凝结水的有效排除是提高纸机的干燥能力和降低蒸汽消耗的重要因素之一。
凝结水排除装置是利用蒸汽和排水管端的压差排走凝结水的机械装置。
凝结水的排除装置有下面几种:1.戽斗式排水装置戽斗式排水装置如图6-13所示。
戽斗是固定在烘缸内传动侧缸盖上,烘缸转动时,戽斗便在烘缸底部戽进凝结水,然后流入轴头内壁与供气管之间的环形空间排出。
铸铁烘缸制造的流程

铸铁烘缸制造的流程English Answer.Manufacturing Process of Cast Iron Drying Cylinder.The manufacturing process of a cast iron dryingcylinder involves several steps, including:1. Pattern Making: A pattern, which is a replica of the final product, is created using wood or metal. It serves as a guide for shaping the molten metal.2. Sand Molding: A sand mold is prepared using the pattern. The mold consists of two halves, which are joined together and filled with sand. The pattern is then removed, leaving an imprint of its shape in the sand.3. Core Making: If the drying cylinder has hollow sections, cores are created using sand or metal. These cores are placed inside the mold before the molten metal ispoured.4. Melting and Pouring: Molten cast iron is obtained by melting pig iron, scrap iron, and other materials in a furnace. The molten metal is then poured into the sand mold through a sprue, which is a channel that leads to the mold cavity.5. Cooling and Solidification: The molten metal cools and solidifies within the mold. During this process, the molten iron undergoes solidification shrinkage, which can lead to the formation of defects such as shrinkage cavities.6. Shakeout and Cleaning: After solidification, thesand mold is broken apart and the casting is removed. The casting is then cleaned to remove any remaining sand or debris.7. Heat Treatment: The casting may undergo heat treatment processes such as annealing, normalizing, or tempering to improve its mechanical properties and reduce internal stresses.8. Machining: The casting is machined to the desired dimensions and tolerances. This involves processes such as turning, milling, drilling, and grinding.9. Finishing: The finished drying cylinder is subjected to surface finishing processes such as painting or coating to enhance its appearance and protect it from corrosion.中文回答。
qb 2552-2002 造纸机械用钢制烘缸技术条件

qb 2552-2002 造纸机械用钢制烘缸技术条件摘要:一、引言二、造纸机械用钢制烘缸技术条件标准概述三、烘缸的分类与技术要求四、烘缸的性能要求五、烘缸的材料要求六、烘缸的制造工艺七、烘缸的检验与验收八、烘缸的使用与维护九、结论正文:一、引言造纸机械用钢制烘缸是造纸工业中不可或缺的重要设备之一,它的技术条件直接影响到纸张的质量。
为了规范烘缸的生产和使用,我国制定了qb 2552-2002《造纸机械用钢制烘缸技术条件》标准,对烘缸的设计、制造、检验等方面做出了详细的规定。
二、造纸机械用钢制烘缸技术条件标准概述qb 2552-2002 标准是对造纸机械用钢制烘缸的技术条件进行规范的文件,它主要包括烘缸的分类与技术要求、烘缸的性能要求、烘缸的材料要求、烘缸的制造工艺、烘缸的检验与验收、烘缸的使用与维护等方面的内容。
三、烘缸的分类与技术要求根据qb 2552-2002 标准,烘缸分为两大类:一类是钢制烘缸,另一类是铸铁烘缸。
钢制烘缸的技术要求包括:结构形式、尺寸规格、表面质量、机械性能、焊接质量等。
四、烘缸的性能要求烘缸的性能要求主要包括:耐磨性、耐腐蚀性、密封性、热传导性、热稳定性等。
这些性能要求直接影响到烘缸的使用寿命和纸张的质量。
五、烘缸的材料要求烘缸的材料要求主要包括:钢板、铸铁、焊条等。
钢板要求具有高强度、耐磨性、耐腐蚀性等;铸铁要求具有高强度、高硬度、耐磨性等;焊条要求具有良好的焊接性能、耐磨性、耐腐蚀性等。
六、烘缸的制造工艺烘缸的制造工艺主要包括:焊接、热处理、机械加工等。
焊接要求焊接质量优良,无裂纹、未焊透等缺陷;热处理要求达到预期的硬度、强度等指标;机械加工要求尺寸精度、形位公差等符合设计要求。
七、烘缸的检验与验收烘缸的检验与验收主要包括:原材料检验、焊接质量检验、表面质量检验、机械性能检验、尺寸精度检验等。
所有检验项目均需符合qb 2552-2002 标准的规定。
八、烘缸的使用与维护烘缸的使用与维护主要包括:安装、调试、运行、保养、维修等。
容器烘缸应急预案
一、应急预案概述为确保容器烘缸在运行过程中发生异常情况时能够迅速、有效地进行处置,最大限度地减少事故损失,保障人员安全,特制定本应急预案。
二、事故风险分析1. 火灾风险:容器烘缸内部温度较高,若设备故障或操作不当,可能导致火灾事故。
2. 爆炸风险:烘缸内部压力可能因设备故障或操作失误而急剧上升,引发爆炸。
3. 泄漏风险:烘缸密封不良可能导致有害气体泄漏,对环境和人员健康造成危害。
4. 机械伤害风险:设备运行过程中,若操作不当或设备故障,可能造成人员机械伤害。
三、应急组织机构及职责1. 应急指挥部:由公司总经理担任总指挥,负责应急工作的全面领导和指挥。
2. 应急小组:由生产部、安全部、设备部、人力资源部等部门负责人组成,负责具体应急工作的实施。
3. 现场救援组:负责事故现场的人员疏散、救援和事故处理。
4. 医疗救护组:负责事故现场受伤人员的救治和转运。
5. 后勤保障组:负责应急物资的筹备、调配和事故现场的维护。
四、应急响应程序1. 事故报警:发现事故后,立即向应急指挥部报告,并启动应急预案。
2. 现场处置:应急小组根据事故情况,迅速采取以下措施:- 疏散事故现场附近人员,确保安全;- 切断事故源,防止事故扩大;- 使用灭火器材进行初期灭火;- 对受伤人员进行现场急救。
3. 救援行动:医疗救护组对受伤人员进行救治,并协助现场救援组进行救援。
4. 事故调查:事故发生后,应急指挥部组织相关部门进行调查,分析事故原因,制定整改措施。
5. 应急结束:事故得到有效控制,现场恢复正常后,应急指挥部宣布应急结束。
五、应急物资及设备1. 灭火器材:灭火器、消防水带、消防泵等;2. 救援器材:救生圈、救生衣、担架等;3. 医疗救护用品:急救包、绷带、消毒液等;4. 通讯设备:对讲机、电话等。
六、应急演练定期组织应急演练,提高员工应对突发事件的能力,确保应急预案的有效性。
七、附则1. 本预案由公司安全部负责解释。
2. 本预案自发布之日起实施。
造纸厂烘缸进汽流程

造纸厂烘缸进汽流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!造纸厂烘缸进汽流程:1. 蒸汽发生器,蒸汽在蒸汽发生器中产生。
2. 蒸汽管路,蒸汽通过管路输送至烘缸。
烘缸应急预案

一、编制目的为提高我单位应对烘缸突发事件的应急能力,确保员工生命财产安全,减少财产损失,特制定本预案。
二、适用范围本预案适用于烘缸在生产、使用、维护过程中发生的各类突发事件,包括但不限于设备故障、火灾、泄漏、中毒等。
三、组织机构及职责1.应急指挥部应急指挥部负责烘缸突发事件的统一指挥、协调和决策。
由单位主要负责人担任总指挥,各部门负责人为成员。
2.应急小组应急小组负责具体实施应急预案,由设备部、安全部、人事部等部门人员组成。
(1)设备部:负责组织设备抢修、故障排查和设备维护。
(2)安全部:负责现场安全监管、事故调查和事故处理。
(3)人事部:负责人员疏散、伤员救治和伤亡统计。
四、应急预案措施1.设备故障(1)发现设备故障时,立即通知应急小组。
(2)应急小组到达现场后,立即组织人员进行抢修,确保设备尽快恢复正常运行。
(3)抢修过程中,确保现场安全,防止事故扩大。
2.火灾(1)发现火灾时,立即报告应急指挥部,并启动应急预案。
(2)应急指挥部指挥消防人员进行灭火,确保火灾得到及时扑灭。
(3)组织人员疏散,确保人员生命安全。
3.泄漏(1)发现泄漏时,立即报告应急指挥部,并启动应急预案。
(2)应急小组到达现场后,立即采取隔离措施,防止泄漏物扩散。
(3)组织人员疏散,确保人员生命安全。
4.中毒(1)发现中毒事故时,立即报告应急指挥部,并启动应急预案。
(2)应急小组到达现场后,立即组织中毒人员撤离,并采取急救措施。
(3)对中毒原因进行调查,防止类似事故再次发生。
五、应急响应1.应急响应分为四个等级:一级响应、二级响应、三级响应和四级响应。
2.根据事故的严重程度,应急指挥部决定启动相应等级的应急预案。
3.应急响应过程中,各部门要密切配合,确保应急措施得到有效执行。
六、后期处置1.事故调查:应急指挥部组织事故调查组,对事故原因、责任进行调查,并提出处理意见。
2.善后处理:对事故受害者进行慰问和赔偿,对事故原因进行处理,防止类似事故再次发生。
铸铁烘缸制造的流程与工艺

铸铁烘缸制造的流程与工艺英文回答:Cast Iron Dryer Drum Manufacturing Process and Technology.The manufacturing process of cast iron dryer drums involves several crucial steps to ensure the production of high-quality and durable components. These steps typically include:1. Pattern Making:The first step is creating a pattern, which is a replica of the desired dryer drum shape. The pattern is usually made of wood or metal and serves as a template for casting the drum.2. Sand Molding:A sand mold is created around the pattern, forming the negative space where molten metal will be poured. The mold is typically made from a mixture of sand, clay, and other binders.3. Core Making:For complex drum designs, cores may be used to create internal passages or shapes within the casting. Cores are typically made from sand and binders and are inserted into the mold before casting.4. Melting and Pouring:Cast iron, an alloy primarily composed of iron, carbon, and silicon, is melted in a furnace and poured into the prepared sand mold. The molten metal fills the mold cavity, solidifying and taking the shape of the drum.5. Cooling and Shakeout:After pouring, the mold is allowed to cool, and thesolidified casting is removed from the sand mold through a process called shakeout.6. Cleaning and Inspection:The casting is cleaned to remove any remaining sand or impurities. It is then inspected for defects, such as cracks, porosity, or surface imperfections.7. Machining:Depending on the specific application, the drum may undergo machining to achieve precise dimensions, tolerances, and surface finishes.8. Heat Treatment:Heat treatment processes, such as annealing or stress relieving, may be applied to improve the mechanical properties of the cast iron, enhance its strength, and reduce residual stresses.9. Painting and Finishing:To protect the drum from corrosion and enhance its appearance, it may be painted or coated with various finishes.中文回答:铸铁烘缸制造流程与工艺。
铸铁烘缸制造的流程与工艺

铸铁烘缸制造的流程与工艺The process of manufacturing cast iron drying cylinders requires a detailed understanding of both the materials and the production methods. 铸铁烘缸的制造流程需要对材料和生产方法有深入的了解。
From the selection of high-quality cast iron materials to the precision machining and assembly work, each step plays a crucial role in ensuring the final product's quality. 从选择优质的铸铁材料到精密加工和组装工作,每个环节都对确保最终产品的质量起着至关重要的作用。
The first step in the manufacturing process of cast iron drying cylinders is the selection of high-quality cast iron materials. 铸铁烘缸制造过程的第一步是选择优质的铸铁材料。
The quality of the cast iron used will directly impact the durability and performance of the final product. 使用的铸铁材料的质量将直接影响最终产品的耐用性和性能。
It is essential to choose materials that are strong, heat-resistant, and resistant to corrosion to ensure the longevity of the drying cylinders. 必须选择强度高、耐热和耐腐蚀的材料,以确保烘缸的长期使用寿命。
烘缸水压方案

烘缸水压方案1. 引言烘缸是一种用于将湿纱烘干的设备。
其工作原理是通过加热和提供压力的方式,将湿纱中的水分蒸发出来,从而达到烘干的效果。
水压方案是烘缸工作中的关键要素之一,合理的水压方案可以保证烘缸的正常运行和高效工作。
本文将介绍一种烘缸水压方案,旨在提升烘缸的烘干效果和能源利用率。
2. 方案详述2.1 水压控制系统烘缸的水压控制系统主要由水泵、水箱和压力控制装置组成。
水泵的作用是将水从水箱中抽出,并通过管道输送到烘缸中。
压力控制装置则负责监测并调节烘缸中的水压,以确保水压始终在设定的范围内。
2.2 水泵选择在选择水泵时,需考虑以下因素:•流量要求:烘缸的烘干效果和工作效率受到水流量的影响,因此需要选择能够提供足够流量的水泵。
一般来说,根据烘缸的尺寸和工作条件确定所需的水流量。
•扬程要求:烘缸水压与水泵的扬程密切相关。
扬程过高会导致水泵过载,而扬程过低则会导致烘缸内的水压不足。
因此,在选择水泵时,需要根据实际情况确定所需的扬程。
•能耗考虑:烘缸使用长时间,水泵的能耗也是一个需要考虑的因素。
选择能耗较低的水泵可以有效降低能源消耗,提高经济性。
2.3 水箱设计水箱的设计应考虑以下因素:•容积大小:水箱的容积应能够满足烘缸所需的水量,并预留一定余量。
过小的水箱容积会导致频繁加水,影响工作效率;而过大的水箱则会带来不必要的能源浪费。
•温度控制:湿纱烘干过程中,水温对烘缸的影响较大。
水箱应设计有合适的温度控制装置,以确保水温在设定范围内稳定。
2.4 压力控制装置压力控制装置的作用是实时监测烘缸中的水压,并根据设定值自动调节水泵的工作状态。
常见的压力控制装置包括压力传感器和控制器。
压力传感器负责测量烘缸中的水压变化,并将实时数据发送给控制器。
控制器则根据设定值和实际值的比较结果,自动控制水泵的启停,以维持水压在合理范围内。
3. 方案优势采用本文介绍的烘缸水压方案具有以下优势:•烘干效果好:通过合理控制水压,可以确保烘缸内湿纱的充分蒸发,提高烘干效果,减少残水率。
烘缸轴承拆卸
烘缸轴承拆卸烘缸轴承是烘干机中的重要组件之一,其负责支撑烘缸的运转并承受烘缸的重量。
在长期使用过程中,由于磨损和老化等原因,烘缸轴承可能需要进行拆卸和更换。
本文将介绍烘缸轴承的拆卸步骤和注意事项。
拆卸烘缸轴承之前,我们需要确保烘干机已经断开电源,并等待其完全冷却。
这是为了避免在操作过程中发生意外事故。
接下来,我们需要准备相应的工具和设备,包括扳手、榔头、润滑油等。
这些工具将在拆卸过程中发挥重要作用。
第一步是拆卸烘缸轴承外侧的保护盖。
使用扳手将保护盖上的螺丝拧松,然后轻轻取下保护盖。
在拆卸过程中,我们需要注意保护盖上可能存在的刺激物,以免划伤皮肤。
第二步是拆卸烘缸轴承内部的固定螺丝。
使用扳手或榔头将固定螺丝拧松或敲击,然后将其取出。
在这一步骤中,我们需要注意力度的掌握,避免对烘缸轴承造成不必要的损坏。
第三步是将烘缸轴承从烘干机中取出。
轻轻用手将烘缸轴承向外拉出,直到完全脱离烘干机。
在这一步骤中,我们需要注意烘缸轴承的重量,避免因操作不当而造成伤害。
在拆卸完成后,我们需要对烘缸轴承进行检查。
首先,我们可以通过观察烘缸轴承是否存在明显的磨损或裂纹来判断其是否需要更换。
其次,我们可以用手轻轻转动烘缸轴承,感受其滑动是否顺畅。
如果存在异常,如卡顿或不灵活,说明烘缸轴承已经损坏,需要进行更换。
如果判断烘缸轴承需要更换,我们可以按照相反的步骤来安装新的烘缸轴承。
首先,将新的烘缸轴承放入烘干机的安装孔中。
然后,将固定螺丝拧紧,确保烘缸轴承固定在正确的位置。
烘缸轴承的拆卸是烘干机维修保养中的重要环节。
通过正确的操作和注意事项,我们可以顺利完成烘缸轴承的拆卸和更换工作,确保烘干机的正常运转。
同时,我们也应该定期检查和维护烘缸轴承,以延长其使用寿命并提高烘干机的工作效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
密闭气罩系统
鼎联公司使用了与众不同的6项技术,以确保密闭气罩性能超群,给客户带来更多的价值:
真正做到了排放温度达到82℃,露点62℃.是衡量一个密闭气罩是高效、高保温气罩的标准.结合现代技术发展,使用新材料和革命性的新技术,鼎联热能公司的密闭气罩给客户带来了最大的实惠和显著的经济效益.
密闭气罩含有电动的提升门、滑动门、换辊机构、自动化的零点控制和灭火系统等是标准配置,总体来说,鼎联公司的气罩处处体现了科技化,人性化的需要,把产品当作品、甚至艺术品,是鼎联公司不息的追求.
气罩
高排风温度,气罩的保温不可少。
大型造纸机使用全封闭的高保温自动化
气罩成为必然。
规划中小型纸机密闭气罩:
1.它能减少热量的损失。
2.高温环境利于纸页干燥。
3.结合送风提高干燥能力。
4.高温排风,排风量少一半。
5.节约耗汽量10%以上。
气罩含有电动的提升门、滑动门、换辊机构、自动化的零点控制和灭火系统等
纸机烘干部通风系统
纸机烘干部通常要消耗掉大量的热能,并且能够对纸张的质量和产
量产生显著的影响。
烘干部是纸机中极其复杂的部分,鼎联公司多年不
断地探索其中的规律,对烘干部变量进行日常分析,并据此积累经验,
作为优化烘干部的基础,为造纸业节能作出贡献。
纸机通风系统中,干燥部带走热量有两个途径:气罩排风和烘缸冷
凝水排除;纸页干燥地快慢与加热和通风两个因素有关,因此处理好
通风非常重要。
1.纸机烘干部排风
气罩排风的目的是用空气将干燥部蒸发的水完全带走,因此用最小的能耗和设备投资考虑气罩排风很关键。
如图,将排风露点从58.5℃提高到62℃,空气的含水量增加24g/kg,一台产量150t/d的纸机因此将节能约35万元。
(空气中含水分量与空气温度的关系)
2.袋区送热风系统
“袋区”导致纸幅中间湿度大,两边过干,即损害干燥能力,又影响纸张质量。
吹风箱是解决问题的好办法。
鼎联公司的袋区吹风箱采用特殊的喷嘴,可使横向温度差在±1℃的范围内。
袋区湿度降低,形成较好的对流干燥,纸机可提高约8%的干燥能力。
特殊吹风的应用,解决了很多实际纸幅运行的问题。
PRESSRUN压榨纸幅运行器较好地帮助纸幅从压榨到烘缸的牵引。
SYMRUN纸幅稳定器是烘缸与真空辊组合干燥中必不可少的部件。
在首排烘缸单挂网干燥使用UNORUN稳纸吹风箱很好地解决了因空气原因断纸的问题。
杨克气罩系统
在杨克缸干燥能力有限的情况下,在缸上装设高速热风气罩,是提高车速产量的较好办法。
实践证明,高速热风气罩提高干燥能力外,还能有效改善纸页质量,使纸的某些指标得到提高。
特别在卫生纸生产上体现了不可替代的作用,纸的松厚度和柔软性得到明显提高。
鼎联杨克气罩基本技术:高温、高速!
对那些要以较少投资和安装费用而最大限度提高现有纸机干燥能力、产量和效率的用户来说,内置式杨克气罩是一个很好的产品。
把产品当做作品,甚至艺术品,是鼎联公司的一项原则。
把杨克气罩应用到普通长网改造,提高车速、产量的具体应用。
压榨部蒸汽箱
每台纸机值得安装的提高脱水能力的设备!
结合控制系统,有效调节纸幅横向水分的好工具!
ZQX型蒸汽箱
ZQX型蒸汽箱用途是在造纸行业中提高压榨区的机械脱水效率和实现改善横向水分分布,也就是降低横向水分偏差。
ZQX型蒸汽箱是将蒸汽直接吹向纸幅的表面。
蒸汽箱很多分区,可以通过PLC来调整分区的蒸汽量,以保证热量较好地传递给纸幅。
蒸汽箱系统为用户带来最大的优势就是它拥有使脱水最大化,横向水分偏差减少。
国外资料显示Typical results with ZQXDevronizer systems include 1.5-2.5% dryness
improvements exiting the press section of the paper machine. This reduction in
drier load can mean potential speed increases of 5% or more with reduced steam
consumption and lower production costs. Profiling units typically reduce moisture
profile variations by 30-70% and lead to increases in average reel moisture of
1-2%. Results will vary by application and a detailed process study is recommended
for each installation.
国内有资料表明一台大缸薄页纸纸机车速为1250m/min,生产定量18~22g/m2的薄页
纸,采用喷汽箱升温压榨后,车速可以提高15%,干纸蒸汽用量为0.17t蒸汽/t纸。
节约
蒸汽14.5%。
喷汽箱横向共分12室,用电子计算机自动控制蒸汽流量,纸的横幅水分偏差
从4.5~10.9%减少到6.2~7.9%,而平均水分从5.0%改善为7.0%。
蒸汽控制与烘缸排水
蒸汽控制与烘缸排水系统的基本原理适用于所有纸机,但纸机类型不同故具体的要求各异,且变化很大。
系统分为两种基本类型:分段降压式(串级式)系统与热泵系统。
通常情况下设计一种使用热泵和串级式排列相结合的系统将是令人满意的。
1.分段降压式系统
串级式系统的优点是简单,操作成本低,而且纸机的蒸汽控制范围不需要有很大的灵活性。
串级式系统一般被分成三段,每段产生的吹贯蒸汽在下一段较低的压力条件下被
重新使用。
冷凝水与吹贯蒸汽由配有液位控制的汽水分离器进行分离。
2. 热泵系统
热泵系统的基本要求是:
1.所有烘缸排空以实现最小蒸汽浪费。
2.消除不冷凝气体的影响。
3.控制烘缸表面温度,合理的将热量传至纸幅,
不损伤纸页质量。
4.提供简单可靠的操作控制与设备。
须严格遵循的基本设计理念:
1.湿端烘缸的操作压力保证纸页大约50%的湿度,以防止掉毛与纸页鼓破等纸病的产生。
2.湿端的数个烘缸使用较大的虹吸器,以获得较好的排水。
3.热泵尺寸的计算是基于所有操作条件下计算干燥速率。
4.使用自动的吹贯控制A) 不同烘缸压力下自动控制排水。
B)正常操作中减少高成本的高压主动蒸汽的用量。
C)断纸期间减少蒸汽
浪费。
a. 热泵的尺寸是根据纸机的特性而设计的,正确的吹贯蒸汽控制是在所有的操作压力和纸机速度之下,此系统维持吹贯蒸汽对冷凝速度的比例。
b、汽水分离器都是先进的高分离效率放射状汽水分离器,能有效地克服现有汽水分离器携带水份的问题。
热风干燥箱
现代化的纸机车速越来越快,纸涂布后的干燥质量必须适应要求,鼎联公司通过吸收国外技术,对热风干燥的关键部分进行攻关,在2001年开发出系列新型热风干燥设备。
热风干燥箱
鼎联公司拥有自己的检测设备(国内先进),通过实验能获得更好的各种数据。
在热风干燥中最重要的数据就是吹风的温度及风对纸的传质、传热。
吹风温度在200℃以内,使用蒸汽加热,方便、易于控制,超过200℃再考虑使用蒸汽将不再经济,使用燃汽直接加热是较好的选择。
长风公司的风机能保证最大吹风达200m/s.
吹风对纸的传质、传热与风机相关外,与风嘴的设计密切相关,风嘴的好坏也直接影响风机的能耗及对纸的干燥能力。
冲击式喷嘴
这种干燥箱特点是从风嘴喷出的高速热风垂直冲击纸面,破坏边界层,加速热质交换,达到快速干燥纸张的目的。
冲击喷嘴可以设计成圆孔式,这样冲击速度高,风量小,风机可减少能耗。
但干燥的均匀性不及缝式喷嘴干燥箱。
热风气浮式喷嘴
这种干燥箱适合低定量或铜版纸的干燥。
热风的速度必须根据纸的张力设计,又称互平衡式干燥箱。
由于上下喷嘴成“品”字型排列,纸页从上下箱中间穿过时,被吹出的热风浮起,不与物体接触,呈正弦曲线浮在空中。
根据已往的经验,冲击热风最高达到200℃,单位面积蒸发速率可以达到35kg/㎡h,为减少安装复杂性,加热器及风机内置的干燥箱也已成功使用。