滚切式定尺剪的剪切优势
基于滚切式定尺剪剪切机构参数设计探索
156管理及其他M anagement and other基于滚切式定尺剪剪切机构参数设计探索史 良(山东钢铁集团日照有限公司,山东 日照 276800)摘 要:近年来,随着我国社会经济的发展,我国工业领域也得到了快速的发展,而为了满足工业领域的生产需求及对加工材料精度的需求,需要对材料的剪切进行合理的设计。
滚切式剪切机是一种较为先进的剪切机,在其使用过程中,一定要对其参数进行合理的设计,才能够在保证剪切机正常运转的同时保证剪切质量。
基于此,本文主要研究滚切式定尺剪剪切机构参数设计,希望对相关人员有所启示。
关键词:滚切式定尺剪;剪切机构;参数设计中图分类号:TG333.21 文献标识码:A 文章编号:11-5004(2021)20-0156-2收稿日期:2021-10作者简介:史良,男,生于1996年,汉族,山东济南人,助理工程师,研究方向:轧制工艺。
滚切式剪切机具有切口平整、剪切精度高、剪切效率高的特点,且相比于其他剪切机,滚切式剪切机使用成本较低,功率损耗较低,故而被我国工业领域广泛的应用。
就目前情况而言,我国大部分滚切式剪切机均为国外引入,故而在其使用过程中,需要根据其工作原理对其力学性能进行分析,随后制定出合适的剪切机构参数,进而才能够确保滚动式剪切机的使用能够达到预期的使用目标。
1 滚切式剪切机概述1.1 剪切机的分类剪切机是轧钢精整工序中的重要设备之一,在利用剪切机进行工作时,需要通过合理设计参数的方式来提高剪切机的精度与剪切质量,进而才能够确保剪切机能够顺利完成剪切工作。
总体而言,现阶段我国常用的剪切机主要包括四种,分别为平行刃剪切机、斜刃剪切机、圆盘式剪切机和滚切式剪切机。
平行刃剪切机是指上剪刃与下剪刃始终保持在平行的状态下,其剪切方向为纵向剪切,通过上下运动的方式为板材提供剪切力,该种剪切方式能够最大程度上提高剪切质量,但该种方式主要依靠上剪刃对板材的冲击力来提供剪切力,且对冲击力的要求较大,故而在实际使用过程中功率消耗较大。
滚切式定尺剪剪切质量问题的分析

寸—— 压板 压 住 钢 板—— 摆 动 辊 道 下 降 ,
上 剪 刃 下 降 开 始 剪 切 — — 剪 切 结 束 上 剪 刃 上 升 ,摆 动 辊 道 上 升 — — 钢 板 由 输 出 辊 道 送 出 .在 剪 切 过 程 中 摆 动 辊 道 必 须 下 降 形 成 一 定 空 间 以使 被 剪 切 下 的 钢 板 能 顺 利 掉 下 来 .而 此 时 钢 板 又 被 压 板 压 住 ,因 此 被 剪切 下 的 钢 板 在 剪 切 过 程 中 是 处 于 悬 空 状 态 .钢 板 本 身 的 自重 对 刃 I 处 剪 切 面 产 生 : 1
袭1 5 滚 式 只 基 木 数 2 0 切 定 曹 本拄 参 0
—■ — — — — — 一
4~ 4 1 0 n m 14 00~ 23 0 f m 0 n
4~ 1 m 2
钢 板 厚 度 钢板切尾长度 钢 板 强 度 剪刃水平间隙
在 化 收 本H滚 式 切 工 技 基 上 嚣 消 吸 日 I 切 剪 机 艺 术 础 I
弯 曲 力 矩 .而 刃 口处 剪 切 面 又 受 到 剪 刃 的
剪 切 力 ,因此 刃 口处 的 钢 板 剪 切 面 受 力 状
图 1 上 切 式 剪 切 机 简 囤
1 一剪 l ;2一钢 板 :3一摆 动 台 ; 刃 4一 摆 动 台 翦 支 点
态 为 横 力 弯 曲 状 态 .虽 然 切 头 切 尾 两 种 剪 切 状 态 的受 力 形 式 相 同 ,但 其 受 力 大 小 却 不 一 样 . 当 剪切 钢 板 头 部 时 ,被 剪 切 下 的 钢 板 可 视 为 悬 臂 梁 结 构 进 行 计 算 ;当 剪 切 钢 板 尾 部 时 ,被 剪
维普资讯
定尺剪剪切效率和质量的影响因素分析

钢
20 0 2年 6月 . l 第 9卷 ・ 3期 第
J n.2 0 u 02 Vo . 9 11 No 3 .
S TEE L R0LL NG I
定尺剪剪切效率和质量 的影响因素分析
杨 固 川
( 国 第 二 重 型 机 械 集 团 公 司 设 计 研 究 院 , 四 川 德 阳 中 681) 10 3
Ke y wo d r s:p ae; r l n — u ; c t t n t h a lt ol g c t u o l g h s e r i e
1 前 言
我国现 有 2 6套 中厚 板 轧 机 , 主轧 线 的 技 术
摆动 辊道 升 降 和 转 动 、压 板 升 降 、 测 长 辊 升 降 等 ,计 算机根 据设 定长 度 自动控 制剪 切过 程。
国 内设计 制 造滚 切式 定尺剪 的主 要技 术性 能 和 剪切 质 量 , 已基 本 上 达 到 国 际 同 类 设 备 水 平
改造 已基 本完 成 ,而切 边剪 和定尺 剪 等大 多数厂 家还 在 使 用 5 ~6 0 0年 代 的斜 刃 剪 。滚 切式 定 尺
剪的 使用还 只 处于 起 步 阶 段 ,只 有酒 钢 2 0 8 0中
收 稿 日期 :2 0 —0 —2 01 5 9
作 者简 介 :杨 固 川 (9 9 , 男 ( 族 ) 四 川 人 , 高级 工 程 师 , 室 主 任 , 硕 士 。 15 一) 汉 ,
第 l 卷・ 3 9 第 期
杨固川:定尺剪剪切效率和质量
1 3
圈塞
1 0 7
・5 ・ 9
3 2 钢板 测长 定 尺方式 . 目前 国内使用 的测 长 定尺方 式 ( 尤其 是斜 刃 剪 )绝 大多 数为 定尺机 或 人工划 线定 尺, 其优 点
滚切剪结构特点及应用前景分析

滚切剪结构特点及应用前景分析作者:赵晨肖帆来源:《中国新技术新产品》2015年第21期摘要:本文阐述了滚切剪的分类,论述了各类型滚切剪的用途、优缺点及适用条件,分析了滚切剪的工作原理,针对当前我国滚切式剪切机的特点,对其结构进行了分析,提出了其显著的结构特点,并论述了滚切剪在当前国内市场中的应用情况,对滚切剪的发展前景进行了展望。
关键词:滚切剪;分类;结构特点;应用前景中图分类号:TH137 文献标识码:A轧钢生产是目前我国工业生产中的基础内容之一,随着轧钢技术的发展,我国目前的中厚板生产线已经突破40条,总生产力已达4000万吨以上。
随着轧机的发展,各类新技术的融合,使得轧机具有了更大的刚度。
20世纪70年代工程技术人员研发出了滚切式剪切机,其在中厚板剪切中的优势使得滚切剪得到了一致的肯定。
1 滚切剪概述根据结构差异及用途不同,滚切剪分为三大类,即:滚切式双边剪、滚切式剖分剪和滚切式定尺剪。
(1)滚切式双边剪主要被设置于切头剪后,主要用于剪切钢板两边及完成成品宽度的剪切,其结构相对较为简单,为单轴三偏心传动式,其主要优势在于其造价相对较低,缺陷在于负荷大;目前市场基本上都采用三轴三偏心式的滚切式双边剪。
(2)滚切式剖分剪设置在双边剪之后,该种剪切剪为二轴二偏心结构,其主要用途为纵向剖分倍宽轧制钢板,除此之外也能够进行非对称剖分,即针对宽度不同的钢板也能够剖分;实际的应用中,为了尽量缩短车间长度,降低投资成本,会将双边剪同其组合使用。
(3)滚切式定尺剪主要用于剪切钢板,其特点在于加紧机构使用了液压打开结构,且剪刃座为弹簧夹紧结构,因此在刀片的更换上更加便捷。
2 滚切剪设备组成及工作原理2.1 滚切剪设备组成滚切式定尺剪本体主要组成部分包括:机架、减速机、主传动装置、前面板、压板机构、控制杆、下刀架,上刀架、剪刃侧隙调整机构,快速换刀、导卫辊、机架辊装置等。
机架是整个设备主体部分,由左、右两个焊接结构的机架组成。
滚切式定尺剪机组设备简介

和不导磁托板组成, 使传感杆纵向中心线与丝杠升降 机中丝杠的纵向中心线相重合, 将传感杆顶部连接在 丝杠升降机箱体上, 在丝杆的上杆段内依次设有容纳
磁 环的大孔和容 纳传感杆 下杆 段的深孔 , 将磁环装入 大 孔内 ,使传感杆 的下杆段穿过磁环 插入深孔 中, 在 磁环底面与大孔面之 间设有不导磁托板。调整快速 、
1( 剪 切) 5起停
剪刃侧隙调整装置特征为 : 在任意一个丝杠升降
机上部装设位移传感器 。位移传感 器 由传感杆 、 磁环
剪切钢板强度 (/ m Nm  ̄ 剪切温度 ) 剪切次数 ( mn 次, i) 剪切定尺长度 (m m) 剪切头、 尾长度 (m m)
最 大 剪切 力 ( ) k N
滚切式定尺剪机组 ( 简称滚切式定尺剪) 是安装
在 中厚板 轧机 生产线处理区的重要 成形设 备 , 中厚 是 板精整工序 的主要设备之一。它剪切速度 高、 剪切质 量高、 自动化程 度高 , 主要用于 常温下对钢 板进行切 头、 切尾 、 及定尺剪切。 取样 滚切式定尺剪工作时 , 钢板头部 、 尾部 、 试样及成 品长度 的剪切需 根据待剪母板 的长度 及实 际的生产 规程进 行。 剪切 的头部 、 尾部经废料运输装置 、 卸料辊
表1 30 m 5 0 m滚切式定尺剪工艺参数 4  ̄5 . 2 5 l O —2 0 6 0 35 m x o O a. 0 O 5
速机两支曲轴相连结,曲轴一端支承在前面板上 , 另 端 支承在齿 轮箱 中与机架一起 组成高 刚度框架 , 对
曲轴起辅助支撑的作用 。 为防止钢板剪切过程中翻转
准确 , 且剪切质量好、 生产效率高且操作方便。
3 2 对 正装置 .
板长度进行测量。上辊为悬臂式惰辊, 由液压缸驱动 升降 【 液压缸安装在机架一侧 , 底部与下辊轴承座铰
定尺剪钢板剪切效率的研究与应用

定尺剪钢板剪切效率的研究与应用发布时间:2021-12-03T03:00:01.944Z 来源:《科学与技术》2021年第29卷19期作者:张德圆[导读] 宽厚板钢材是冶金行业重要的一类产品,滚切式定尺剪是宽厚张德圆(厚板厂设备管理室三电设备技术)摘要:宽厚板钢材是冶金行业重要的一类产品,滚切式定尺剪是宽厚板剪切线的最后一道剪切工序,其主要功能是将钢板剪切成所要求的定尺长度。
本文主要介绍了宝钢湛江钢铁4200mm厚板厂定尺剪投产以来在剪切效率方面的不足之处。
通过定尺剪控制系统软件优化、剪切步序优化来解决生产中存在的生产能力瓶颈问题,从控制角度对西门子S7-400?的程序进行了改进和优化,从而提高定尺剪乃至厚板厂的生产效率。
关键词:定尺剪;自动化控制系统;优化;生产效率Abstract: heavy plate steel is one of the most important products in metallurgical industry. Roll cut constant shear is the last shearing process of heavy plate shear line. Its main function is to cut steel plate into required length. This paper mainly introduces the defects of shear efficiency in the fixed shear of Zhanjiang steel 4200mm heavy plate mill since it was put into operation. By dividing shear control system software optimization, shearing step optimization to solve the production capacity bottleneck problems in production, improved and optimized for SIEMENS S7 400 program from the control point, thus dividing shear plate factory and improve production efficiency.Key words: fixed length shear; automatic control system; optimization; production efficiency1 引言定尺剪是厚板厂剪切线的最后一道工序,经过轧机轧制过的钢板由定尺剪剪切出符合合同长度的成品板。
提高滚切式定尺剪剪切质量的措施

提高滚切式定尺剪剪切质量的措施摘要:剪切机是用于切断金属材料的一种机械设备,是轧钢机械中的重要辅助设备之一.传统的中厚板剪切机多为上切式斜刃剪切机.近几年,滚切式剪切机越来越多地被应用到中厚板剪切生产中.滚切式剪切机与一般的斜刃剪切机相比具有下列优点:剪切质量好;剪刃划伤和磨损小、可保证。
关键词:滚切式定尺剪,剪切能力,剪切质量,一、前言随着经济的发展,钢材在日常生活、生产中都起到了不可忽视的作用,随着钢铁的广泛应用,由原来的薄板逐步向厚板发展,这就要求剪切机的能力要大,能够剪切的范围广泛,能够适应各种厂家的要求;而且,对剪切的断面要求也在不断的提高,这就要求,剪切的断面既要整齐又要光滑。
二、定尺剪的分类及工作特点(一)斜刀片剪切机斜刀片剪切机——这种剪切机的两个剪刃是成某一角度配置的,即其中一个剪刃相对于另一个剪刃是倾斜配置的。
在生产中多数上刀片是倾斜的,其倾斜角度一般为l0~60角,并且剪切机下刀片固定不动,上刀片向下运动剪切钢板。
斜刀片剪切机的优点主要有:1、对钢板温度适应性强,既适用于热状态也适用于冷状态钢板的剪切;2、对钢板厚度适应性强,40mm以下的钢板均能剪切。
斜刀片剪切机的缺点:1、剪切时斜刀片与钢板之间有相对滑动,剪切厚度大于20mm的板材时,由于刀片行程长,易使板材产生横向弯曲,在剪切侧边时板边不齐,影响板材的剪切质量;2、由于间断剪切,空程时间长,能达到的剪切次数少,产量受到限制,并浪费能源。
(二)圆盘式剪切机(三)滚切式剪切机双轴双偏心、单轴双偏心、双轴三偏心以及液压斜刃剪等。
它们都有各自的优缺点,机械传动式一般结构复杂,系统庞大;液压斜刃剪在剪切过程中各构件受力不够稳定,剪切时上下剪刃重叠量大,金属板翘曲严重,剪切质量差。
液压滚切式金属板剪切机采用了一种新技术方案,有效地克服了上述技术中存在的缺陷。
其结构主要包括液压缸、传动构件和剪切机构;特征是有两台液压缸以卧式安放、销轴铰接方式分别安装在上剪刃刀架的上方左右两机架上,两活塞杆的端部通过销轴分别与一连杆和一推杆铰接,在上下剪刃刀架的一侧安装有一导向杆,其一端与上剪刃刀架通过销轴铰接。
滚切式定尺剪关键参数对剪切力的影响

柄初始相位 角、 向连 杆长度对剪切力 的影响规律 , 导 为获 得合理的剪切机构 参数提供 了依据 。
关键词 : 剪切力 ; 剪切 角; 曲柄长度 ; 曲柄初始相位角 ; 响 影
0 引 言
近 年 来 , 滚 切 式 定 尺 剪 被 广 泛 应 用 在 热 轧 中 厚 板 生 产 线
3 滚 切剪 的 运动 学 仿真 模型
切 剪 的剪 切 角 a 。 中 3 因素 ( 其 个 板材 厚度 、 材 的强 度 极 限 、 板 剪 切板 材 的 延伸 率 6 是 与 板材 相 关 的 , 板材 确 定 后 这 3 量 都 ) 即 个 不 再发 生 变化 。 通过 剪 切 力公 式我 们 可 以发现 , 切 角 是除 板材 外 剪 影 响 剪切 力 的 主 要 因素 , 剪切 角 越 小 , 算 所 得 的剪 切 力 越 大 , 计 所 以 ,我 们 可 以通 过研 究 影 响剪切 角 的 因素 及规 律 找 到影 响 剪 切力
图 2 滚切 式定尺剪机构滚切 运动示意 图
曲柄 长度 主 要影 响 剪刃 角 的整 体水 平 ; () 着 曲柄 长度 的增 加 , 切 角整 体相 应 的增 加 ; 2随 剪
() 3 曲柄越 长 , 切角 越 大 , 切 力越 小 ; 剪 剪
2 影 响 剪 切 力 大 小 的 因 素
剪切 力 是 剪子 的 重要 参数 , 切 力 的大 小决 定其 剪 切性 能 。 剪 分 () 以通 过 调 整 曲柄 长 度 达 到 增大 剪 切 角 ( 小 剪 切 力) 4可 减 的 析 剪切 力 的计 算 公式 ( 3发 现 , 响剪 切 力大 小 的 因素 主 要有 4 效 果 。 图 ) 影 个 : 材 厚 度 h 板 材 的 强度 极 限 o、 切 板 材 的延 伸 率 6以及 滚 板 、 r剪 b
滚切剪结构特点及应用前景分析

负荷 大 ; 目前 市场 基本 上都 采用 三轴 三偏 个 剪切 过程 。 心式 的滚切 式 双 边 剪 。 ( 2 )滚 切 式剖 分 3 滚 切剪结 构特 点
江 苏 沙钢集 团 、舞 阳钢铁 公 司 、唐 山钢 铁 公 司及 临 汾钢铁 公 司 、 旨钢秦 皇 岛公 司 、
剪 设 置在 双边 剪之 后 ,该种 剪切剪 为二 轴 滚 切 剪 具 有 其 独 特 的 结 构 特 点 ,概 包 头钢 铁公 司 、湘钢 钢铁 公 司 、武 汉钢 铁 二 偏 心结构 ,其主 要用 途为 纵 向剖分倍 宽 括 起 来 有 以下 几 方 面 , 即 : ( 1 ) 剪 刃与 公 司 、河北 敬业 集 团及 五矿 营 口中厚板 升 级 改 造等都 采用 一 系列 多种结 构形 式 、多 轧制 钢板 ,除 此之 外也 能够进 行非 对称 剖 钢 板之 间 的滑 动量小 。钢 板 的切 口规 整 ,
Chi n a Ne w Te c h n o l o g i e s a n d Pr o d u c t s
Q: ! 2
一
工 业 技 术
滚切 剪结构特 点及应用前景分析
赵 晨 肖 帆
( 1 . 沈 阳工程学院 机械 学院,辽 宁 沈 阳 1 1 0 1 3 6 ;2 . 北方重工集团有限公 司压延设备 分公 司,辽宁 沈阳 1 1 0 1 4 1 )
摘 要 :本 文 阐述 了滚 切剪 的分 类 ,论 述 了各类 型滚 切 剪的 用途 、优 缺 点及 适用 条件 ,分析 了滚切 剪 的 工作 原 理 ,针 对 当前我 国滚切 式剪切 机 的特 点 ,对其 结构进 行 了分析 ,提 出 了其 显著 的结 构特 点 ,并论 述 了滚切 剪在 当前 国 内市 场 中的 应 用情 况 ,对滚切 剪 的发展 前景 进行 了展 望 。 关键 词 :滚切 剪 ;分 类 ;结构特 点 ;应用 前号 中图分 类号 :T H1 3 7 文献 标识 码 :A
圆盘剪和滚切式定尺剪的剪切缺陷及如何提高其剪切质量

圆盘剪和滚切式定尺剪的剪切缺陷及如何提高其剪切质量剪切机是轧钢机械中重要辅助设备之一,同时也是切断金属材料的一种机械设备。
近年来,圆盘剪和滚切式被广泛应用至中厚板剪切生产中,和传统上切式斜刃剪切机相比具有剪刃划伤小、剪切质量好及磨损小等优点,能保证钢板平直度和断面整齐光滑,但应用一段时间后则出现剪切后的横断面常有断面中部残留物和毛刺等现象,本文就通过上述缺陷问题探究其剪切质巩固措施。
1.圆盘剪的剪切缺陷及解决措施圆盘剪全称为圆盘式剪切机,圆盘在剪切时其剪刃等于轧件的运动速度并作连续的圆周运动,从而形成一对无端点的剪切。
圆盘剪通常设置在带材和板材的剪切线上,用来纵向剪切运动的板材或带材的两侧边部,从而使剪后的带钢边部精确、整齐、无毛刺。
其主要结构参数有剪切速度、外径,厚度等几何尺寸,重合量及咬入角等。
其缺陷共有以下几点:1)纵断面有明显的接痕且颜色不均;产生这种原因的多为剪切钢板的温度超过200C,从而导致剪后钢板趋近于颜色或颜色发暗。
若在剪切碎边时发生故障,阻碍剪切正常运行,会急速降低钢板温度,导致剪后钢板颜色和剪切前不同。
针对此现象可在剪切前安装 1 台测温仪,对剪切温度予以严格控制,以此减少断面颜色不相同情况的出现。
2)毛刺、双眼皮和锯齿;若该厚度规格钢板剪切所需的理论计算值大于刀缝的实际值,钢板的纵断面上较易出现双眼皮现象。
若小于,则会出现毛刺和锯齿现象。
对此,可合理安装所更换的剪刃,从而保证剪刃的刀片平面垂直于传输轴,以此确保整个圆周的刀缝值在刀片运动时保持一致。
2.滚切式定尺剪的剪切缺陷及解决措施2.1 锯齿现象控制剪切断面质量的关键在于对定尺剪刀锋中仅有的水平刀锋进行合理调整及标定。
在剪切过程中,高温厚规格钢板部分部位常出现严重锯齿现象(具体如图 1 所示),导致这种缺陷的大致原因为上下刃间的刀缝值过大,只要对其缝隙进行调整即可恢复正常。
图 1 钢板锯齿现象2.2 剪切长度偏差本文所研究,本生产线的产品以2、3、4 倍尺钢板居多,先经圆盘剪剪切钢板两边,定尺宽度后再完成定尺剪长度剪切,保证两边偏差小于6mnfl寸,长度剪切公差维持在0〜25mn之内,而造成钢板剪切长度出现偏差的主要原因主要有以下几点:1)定尺剪输出辊道及立辊的影响:长期使用输出辊道后,瓦座连接螺栓松动会造成辊道每根辊子平行度出现偏差,,钢板行走寸不向立辊侧靠拢。
6~50x4000mm滚切式定尺剪结构与参数制定分析

6~50x4000mm滚切式定尺剪结构与参数制定分析作者:朴花淑来源:《中国科技博览》2016年第12期[摘要]利用滚切剪计算机辅助设计系统,自主开发设计滚切剪机构,主要阐述了滚切剪的结构特征及剪切原理;根据曲柄半径、相位差、曲柄中心距及上刀架偏移量等对滚切质量、力能参数的影响和主要结构件的国内外技术对比,对主要结构件进行了参数制定分析和剪切力的计算。
[关键词]滚切式定尺剪计算机辅助设计结构特征及剪切原理剪切力中图分类号:TH137.5 文献标识码:A 文章编号:1009-914X(2016)12-0396-011 前言滚切式定尺剪以其剪切质量好、剪切效率高、剪刃的磨损量小、剪刃行程短、剪切力峰值低等众多优点,逐步成为中厚板生产的主要剪切设备。
随着用户对产品质量的要求不断提高,钢铁企业对滚切式定尺剪的剪切质量也有了越来越高的要求,相应地对滚切式定尺剪的设计与制造也提出了更高的要求。
本文主要介绍了我公司给湘潭钢铁公司生产的6~50x4000mm滚切式定尺剪,主要阐述滚切式定尺剪的结构特征和剪切原理,对主要结构件进行了参数制定分析和剪切力的计算。
2 剪切原理滚切式定尺剪的上刀架装配中装有半径为R=72m弧形上剪刃,它通过两台主电机各自驱动齿轮箱中的具有相同相位角和偏心半径的两个曲轴及上刀架中的两个连杆带动下,并在控制杆的约束中,上剪刃沿一个水平基面从初始位置开始先剪切右端逐步剪切左端,实现理想的滚动运动中完成一次钢板剪切,剪切终止后回到初始位置,等待下一次剪切。
滚切式定尺剪的设计过程中最关键是通过计算机辅助设计系统正确地建立双轴双偏心滚切运动轨迹的数学模型,使上下剪刃的重叠量整个剪切过程保持不变,通过计算机技术优化确定杆件尺寸即曲轴的中心距、偏心半径和偏心相位角,上刀架偏移量等,使机构在剪切过程处于合理的受力状态,通过计算机模拟仿真上剪刃的运动轨迹,使上剪刃最低点运动轨迹接近于纯滚切,以达到设备最优化的目的。
中厚板定尺剪剪口缺陷分析及改善
中厚板定尺剪剪口缺陷分析及改善摘要:重庆钢铁4100mm中厚板厂剪切线采用滚切式定尺剪进行剪切生产,在不断提高剪切能力的同时剪切断面会出现不同程度的剪切缺陷。
围绕定尺剪产生剪口缺陷的原因进行了排查分析,从设备调整和生产操作等方面提出改进措施,措施实施后钢板剪切断面缺陷得到有效控制,剪口质量得到明显改善。
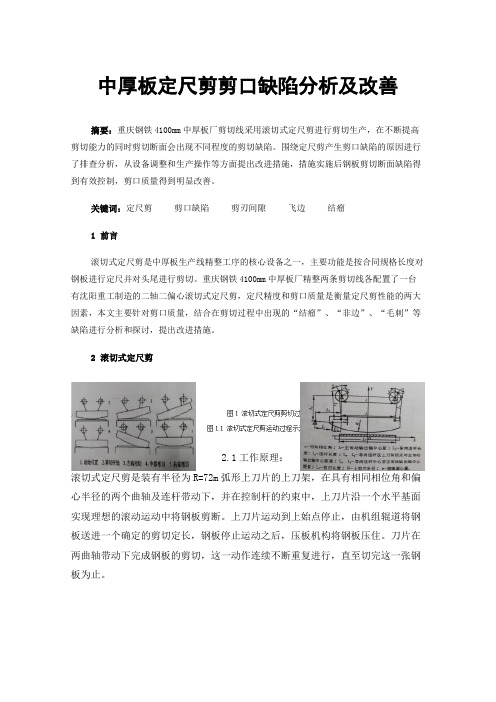
关键词:定尺剪剪口缺陷剪刃间隙飞边结瘤1前言滚切式定尺剪是中厚板生产线精整工序的核心设备之一,主要功能是按合同规格长度对钢板进行定尺并对头尾进行剪切。
重庆钢铁4100mm中厚板厂精整两条剪切线各配置了一台有沈阳重工制造的二轴二偏心滚切式定尺剪,定尺精度和剪口质量是衡量定尺剪性能的两大因素,本文主要针对剪口质量,结合在剪切过程中出现的“结瘤”、“非边”、“毛刺”等缺陷进行分析和探讨,提出改进措施。
2滚切式定尺剪2.1工作原理:滚切式定尺剪是装有半径为R=72m弧形上刀片的上刀架,在具有相同相位角和偏心半径的两个曲轴及连杆带动下,并在控制杆的约束中,上刀片沿一个水平基面实现理想的滚动运动中将钢板剪断。
上刀片运动到上始点停止,由机组辊道将钢板送进一个确定的剪切定长,钢板停止运动之后,压板机构将钢板压住。
刀片在两曲轴带动下完成钢板的剪切,这一动作连续不断重复进行,直至切完这一张钢板为止。
2.2主要结构部件:机架装配、传动装置、齿轮箱、上刀架及连杆、下刀架装配、剪刃侧隙调整装置、前面板及压板、换刀装置、机架辊、导位装置、干、稀油润滑、液压管路等。
2.3定尺剪的主要工作参数包括:钢板规格6~50mm×1500~3900 mm×2000~25000 mm;最大剪切力1600KN;剪切钢板强度极限σb:40mm≤1200MPa;50mm≤750MPa;剪切次数10~13次/min;剪刃水平间隙调整量:0.3~5mm。
剪刃重叠量:5mm;上剪刃圆弧半径:~76;钢板剪切温度≤150℃。
3 缺陷的产生原因及对策措施3.1定尺剪在剪切温度较高的钢板后在剪切断面形成的带深蓝色“结瘤”缺陷,这种缺陷不仅影响产品质量形象,还会影响钢板的使用,尤其是对船板等用于拼焊使用时更加不利。
定尺剪剪切质量和定尺精确度的分析

定尺剪剪切质量和定尺精确度的分析曹涛1陈伟11. 南京钢铁股份有限公司,江苏南京,210035摘要:南京钢铁集团中厚板卷厂精整车间所用的定尺剪使用了二十世纪九十年代最先进的技术,具有切口平整光滑定尺精确的特点。
定尺剪类型为二轴二偏心滚切式,由两台交流电机 (750kw、1200rpm)驱动,能剪切的钢板厚度为4.5~50mm、长度为4~24m。
剪切质量和定尺精确度是定尺剪最重要的两个性能指标。
关键词:定尺剪、剪切、切口质量、双定尺、单定尺、定尺精确度。
1、前言南钢中厚板卷厂所使用的定尺剪是由德国西马克提供技术、日本川崎制造安装、德国西门子提供电气自动化控制达到世界先进水平。
这台定尺剪是中厚板卷厂精整车间的镇山宝,确保中厚板卷厂的板材切口的质量。
定尺剪的作用是剪切钢板头尾和钢板定尺剪切,因此钢板切口的质量和钢板定尺的精确度就是衡量定尺剪性能的两个核心因素,这也是中厚板卷厂精整车间生产一年来持续调试改进的两个点。
现就定尺剪剪切质量和定尺精确度进行分析探讨,供各位同仁参考。
定尺剪剪切质量的分析2、影响定尺剪剪切质量的因素影响定尺剪剪切质量的因素有:剪刃的锋利度、剪刃间隙、钢板的硬度、剪切温度、剪刃的水平等。
钢板的硬度不同则剪刃间隙不同,剪刃的水平就是指上下刀片各个点的间隙值相差不大于0.1mm,简而言之,钢板的硬度和剪刃的水平都与剪刃间隙相关。
因此定尺剪剪切质量的好坏与否主要是受剪刃的锋利度、剪刃间隙和剪切温度三个因素的影响。
2.1剪刃的锋利度剪刃越锋利切口越光滑平整,这是很浅显的道理。
因此要想获得良好的切口质量,必须及时的更换剪刃。
一般而言,剪刃的寿命周期在一万七千吨(生产普碳钢或锰板等),但在生产高强度钢时剪刃的寿命大大缩短,钢板硬度越高则剪刃的磨损越大,例如S45C,剪刃的寿命周期在一万吨左右。
刀片更换的时间选择主要是根据切口质量来判断,如果出现以下现象则而需要更换剪刃:大量剪刃钝化、弯曲剪切刃口崩落异常的钢板剪切截面2.2剪刃间隙剪刃间隙是否合适有两个因素:一是根据不同的钢种选择不同的剪刃间隙系数调整剪刃间隙,二是下刀是否水平。
滚切剪特点及关键参数分析(1)
决定上剪刃圆弧半径 主要因素是滚切 角。如图 2 所 示, α根据 最大板厚 确定, 一般 在 2°~3 °。 由几 何 关系 可得 上 剪刃 圆 弧半 径:
计 算出 上剪 刃的圆 弧半 径。 滚切 角的 大小 直 接 影 响剪 切 力的 大 小, 并 与 剪切 质 量有 关 。 对 于双 边剪 和剖 分剪 的剪刃 ,只 有一 个剪 刃 半径是不够的,有时需要第二或第三个半 径 ,这 两个 半径比 主半 径小 得多 。这 样的上 剪 刃可 以 满足 切边 或剖 切 连续 性的 需要 。 3 . 2 上剪刃 行程和剪刃 开口度
② 上下 剪的 重叠 可以 根据 钢板 的厚 度进 行合理 选择,可以 调整为正 、负或等于 零值, 而且重 叠量在剪刃 长度上固 定不变。因此,剪 切对 钢板 的压 弯很 小,剪 切后 的钢 板弯 曲变 形小,对 于双边剪 剪切下的板 边条压弯 很轻, 便于碎 边剪切断; 对于剖分剪 和定尺剪 ,剪切 厚度 20 mm~ 40 mm钢 板 ,压 弯 很小 , 甚至 可 以使 钢板 的压 弯在弹 性范 围内 ,保 证了 钢板 的平直 度;在一般的 情况下,几乎没有 弯曲钢 板和废 边的附 加力。
Doubl e l en gt h=c r v- >l e ngt h( t 0, t 1) ; Dou bl e t = t 0
Whi l e( t <t 1) {
ቤተ መጻሕፍቲ ባይዱ
/ / 将 边界 曲线 分 成若 干份 ,每 一 份 再 进行 离散, 如此 迭代 ,直 到达 到插补 精度 为止
}
④如 果第 一条 直线 段的 起点 与最 后一 条 直线 段的终点 相重合,则轮 廓封闭。反之 ,轮 廓不封 闭,用直 线连接首 尾两端点 进行封闭。 1. 3 刀轨生成算 法
滚切式定尺剪剪切质量恢复实践
滚动剪切 ,因此 ,上剪 刃与钢板 之间的滑动量
小 ,钢板的切 口规整。剪刃磨损小,提高了刀片 的使用寿命 。
柳 钢
科 技
2 0 1 7 年第 5 期
酶
b d
( 6 ) 滚 切剪 有 上下 剪 刃 间 隙调 整 装 置 ,间
隙调整精度高 ,速度快 ,并且切 口干净毛刺少。
速轴 、中间轴及 曲轴等通过齿轮传动动力 ,由 铸 钢制成 的上刀架装 在前 面板与齿 轮箱之 间 ,
并 通 过 两 个 连 杆 与齿 轮 箱 的两 个 输 出 曲轴 相 连 结 ,曲轴 一 端 支 承在 前 面 板 上 ,另 一 端 支 承 在
向杆 ; 5 ——下刀架 ; 6 ——被剪切钢板
1 前
言
降低 了钢板的成材率 。本文总结中板厂修复滚切 定尺剪设备精度 以恢复钢板头尾剪切质量 的主要
措施 。
圆 弧 剪 刃 滚 切 式 钢 板 剪 切 机 主 要 用 于 横 切
( 切头尾 ,切尺寸)和纵切 ( 切边和剖分)钢板 , 常常组合成剪切机组设置在生产线上 ,是一种结
2 工况分 析
2 . 3 滚切 式定 尺 剪工 况
柳钢 中板厂滚切式定尺剪工作形式 属二轴 二偏心滚 切式 。定 尺剪 主要部分包 括 :机架 、
一
1 ——偏 心 轴 ; 2——连 杆 ; 3—— 上刀架 ; 4——导
传动装置 、齿 轮箱 、上刀架及 连杆 、下刀工作
台 、间隙调整机构 、前面板 、压头装 置等 。剪 机 由 2台主电机传动 ,主电机与齿 轮箱之间 由 带安全销齿型安全联轴器连接 ,齿轮箱 内有高
s u mma r i z e d .
Ke y Wo r d s :R o l l C u t t i n g L e n  ̄h S h e a r s ;Q u M i t y D e  ̄ c t s ;E q u i p me n t A c c u r a c y
滚切式定尺剪剪刃侧隙调整装置的改进

重 工 与 起 重 技术
HE AVY N I DUS RI T AL& H0 S 1 I 1 NG MACHI RY NE
N0. 2 1 1 0 1
Se a .9 dI No2
滚切式定尺剪剪刃侧隙调整装置的改进
大连重 工 ・ 起重 集 团有 限公 司设 计研 究院
底面与大孔面之间置有不导磁托板, 图 2所示。 如
对于 定尺 剪切 的钢 板 ,剪 刃侧 隙调 整的精 准性会直 接影响到剪 切的质量和定尺长度。因此 , 设计一种快
速而精确反馈剪刃侧隙值的调整装置是保证不同厚 度钢板剪切质量的较好选择。文章围绕新型剪刃侧 隙调 整装 置改 进前后两种 结构的基本组 成和布置 及 工作原 理 , 明改进后装置的优越性 。 阐
、
改进前后两种结构 的基本组成和布置 大致相 同, 不同之处在于侧 隙值反馈 的终端不 同, 改进 前侧隙反 馈值 是通过 布置在丝杠 升 降机 同步蜗 杆轴 末端 的编
机齿轮 间的 间隙值 , 因而势必 造成调整速 度慢 、 准确 性低和调整 时间长等问题 , 图 1 如 所示 。
码器反 馈 , 为配 合编码器 的使用 , 需要在 编码器 前安 装一台减速机 , 装支架 和联轴器 。改进 后通过布 并安 置在丝杠升 降机上 的 MT S位移传感器反馈 。
3 剪刃侧隙调整装置工作原理
剪刃侧隙的大小 与板材厚度成 线性关系 。 实践证
明,刃隙与钢板 的材质 、厚 度有 关 。但 对于厚 度为 2r 以上 的板材 , 隙值 稍大些 。为防止上 下剪 刃 5m a 刃 咬刀 , 最小刃 隙不得小于 03 m。 . a r
A L
定尺剪剪刃间隙3点调整测量法和电机扭矩值法比较

定尺剪剪刃间隙3点调整测量法和电机扭矩值法比较滚切式定尺剪剪刃间隙调整的精确程度,直接影响剪刃的平行程度,剪切钢板时剪刃受力不均匀,剪刃间隙调整装置里面的上下楔铁自润滑滑板磨损不均匀,使用周期短等设备问题,并造成钢板切口不光滑、有毛刺等剪切质量问题。
本文首先对剪刃间隙3点调整测量法和电机扭矩值法两种剪刃间隙调整方法和优缺点进行了介绍,最后对两种剪刃间隙调整方法进行了比较分析。
标签:定尺剪;剪刃间隙;调整;比较1 滚切式定尺剪介绍自20世纪70年代滚切式定尺剪应用于生产后,得到了快速的发展。
滚切式定尺剪具有剪切厚度范围大(5一50mm)、切口光洁、无毛刺、自动化水平高等特点,因此广泛应用于中厚板生产线。
滚切式定尺剪有双轴双偏心和单轴双偏心两种结构形式。
2 滚切式定尺剪工作原理双轴双偏心滚切式定尺剪由两根曲轴带动具有弧形上剪刃的上刀台进行滚动剪切,两根曲轴初始相位不同,使得弧形上剪刃左端首先下降,直到與下剪刃左端相切,然后上剪刃沿下剪刃滚动,当滚动到与下剪刃右端相切时,完成一次剪切过程(图1)。
3 剪刃间隙调整工作原理剪刃间隙调整由1台电机传递动力,通过联轴器将动力传递给3台减速机,弹簧将上刀台(上剪刃)和上下楔铁压紧。
减速机通过连杆将上楔铁提升(剪刃间隙变大),或下降(剪刃间隙变小),剪刃间隙根据钢板厚度进行自动调节,调节范围为0.5-7mm(图2)。
4 剪刃间隙3点调整测量法和缺点将剪刃间隙调整减速机和联轴器断开,减速机处于独立状态,手动盘车转动减速机使剪刃间隙变大或变小,用塞尺测量两侧和中间位3点剪刃间隙,反复调整测量的3点数值相同后连接减速机和联轴器,这样理论上保证了剪刃间隙平行。
剪刃间隙3点调整测量法很难保证3点数值相同,实际上剪刃不平行,剪刃受力不均匀,上下楔铁自润滑滑板磨损不均匀,使用周期短,剪切质量不好等问题。
5 电机扭矩值调整法和优点(1)将两侧的减速机和联轴器断开,中间的减速机和电机连接,转动电机调整中间位剪刃间隙到最大值7mm。
滚切式定尺剪切技术毕业设计论文

第1章绪论1.1 课题来源近年来,我国中厚钢板的产量逐年提高,随之对滚切剪设备的需求也急剧增加,到2010年底全国中厚钢板轧机将近百套,其年产能力将达到7160万吨。
在新建热轧生产线、热处理线及落后生产线扩能的过程中,由于受全球经济危机的影响,企业对旧线设备进行升级改造,中厚钢板企业对滚切剪设备的需求量非常大。
另外,随着板材剪切断口质量要求的不断提高,对滚切剪设备的剪切质量提出了更高要求。
相比传统斜刃剪,滚切剪是一种先进的中厚钢板剪切机,不论是在剪切质量、剪切速度、还是在能耗和设备的自动化程度方面都存在诸多优点。
但是我国企业的滚切剪生产技术大多是引进国外西马克(SMS)、日本石川岛播磨重工业株式会社(IHI)、达涅力(Danieli)、奥钢联(VAI)等公司的技术。
由于外商的技术保护,加之国内对滚切剪机构学理论的研究很少,缺乏有效的滚切剪机构设计方法,对我国滚切剪设备的研究理论支持不足,制约了我国滚切剪设备的自主研发过程。
基于上述现状,本文在分析滚切剪剪切工艺特性的基础上,总结了与滚切剪机构设计相关的工艺特性,关键的是上剪刃的纯滚运动剪切特性。
本文设计滚切剪机构将以实现上剪刃的纯滚运动为主要目标,其他的工艺特性为辅助设计要求,提出系统有效的滚切剪机构设计方法,并用优化设计的思想来实现这些设计方法,求解出符合剪切要求的最优滚切剪机构尺寸,为滚切剪机构的系列化、智能化设计提供方法。
1.2 滚切剪国内外研究现状用于对轧件进行切头、切尾或剪切成规定尺寸的机械成为剪切机。
根据剪切机刀片形状、配置以及剪切方式等特点,剪切机可分为平行刀片剪切机、斜刀片剪切机、圆盘式剪切机和飞剪机。
滚切剪是在斜刀片剪切机的基础上发展起来的新型剪切机,其特点是上刀片为圆弧形,能实现轧件的滚动剪切。
滚切剪继承了斜刀片剪切机剪切力小等剪切优点,并改善了斜刀片剪切机剪切轧件时上剪刃在板宽方向上切深不一致的缺点。
在1971年,西德摩纳.纽曼公司(简称MDN)首次研制成功滚切剪,此后该技术装备在欧洲、美国、韩国、日本等发达国家的钢铁企业得到迅速推广。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
滚切式定尺剪的剪切优势
杨固川 江 浩
(中国第二重型机械集团公司设计研究院)
摘 要 分析了滚切式定尺剪的结构、机组设备组成,剪切过程,国内外技术对比,影响定尺剪生产率和剪切质量的因素,对新建中厚板轧钢厂和其技术改造具有参考价值。
关键词 中厚板 滚切 定尺剪
The Shearing Advantages with
Rolling-cut Type Cut-to-length Shears
Yang Guchuan and Jiang Hao
(D esign and R esea rch Institute o f China No.2Hea vy-duty M achinery Gr oup Co rp.)
Abstract T he paper makes an analysis o f R olling-cut type cut-to-lengt h shears w it h respect to its str ueture,co nst itution of equipment set,shear ing pr ocess,etc,a comparison w ith technolog ies at ho me and abr oad,pr oduction ra te and facto rs r elat ed to shearing quality,w hich have refer ence v alue fo r medium and heav y pla te ro lling plants under co nstr uctio n and techno lo gica l r enova tio n.
Keywords M edium and heav y plat es,Ro lling-cut,Cut-t o-leng th shears
1 前言
我国现有中厚板轧机26套,中厚钢板年总产量约1000万t。
中厚板轧机主轧线设备的技术改造已基本完成,而剪切线上的切边剪和定尺剪大多数还在使用50~60年代的斜刃剪。
其中滚切式定尺剪的使用处于起步阶段,只有酒钢2800m m 和韶钢2500mm中板厂使用了国产滚切式定尺剪,鞍钢4300mm宽厚板厂引进了一套二手滚切式组合剪,其余20多家中厚板厂均使用斜刃剪。
由于斜刃剪剪切钢板质量差,即切口不光洁、不平整,剪切速度低,剪切能力小,使用维护费工费时,不能满足改造了主轧线设备的现代中厚板轧钢厂对钢板质量、品种、产量的需要,国家冶金行业推荐使用滚切式定尺剪进行技术改造。
2 双轴传动滚切式定尺剪的结构与设备组成(见图) 剪切过程简述如下:经双边剪切边后的钢板,由双边剪后辊道运送至定尺剪前辊道,由钢板对正装置靠边对正以便剪切成直角,钢板进入夹送辊运送时,冷金属检测器和夹送辊上的钢板测长装置控制钢板进入定尺剪切头,定尺剪偏心轴上的角度检测器和辊道上的冷金属检测器,按时序控制摆动辊道升降和转动、控制压板升降、控制测长辊升降等运动[1],计算机根据设定剪切长度自动控制剪切过程。
3 定尺剪的主要技术性能
国内设计制造滚切式定尺剪的主要技术性能和剪切质量,已基本上达到国际同类设备水平(见表)[2],特别是酒钢使用情况很好,切口光洁平整,但在电气元件、自动控制精度和可靠性技术等方面与国外还有差距。
・
29
・
第7卷第5期宽厚板
图 双轴传动滚切式定尺剪的结构与设备组成
表 定尺剪的主要技术性能国内外对比
序号名称 单位
斜刃剪 国产滚切剪 国外滚切剪 1 剪切型式
上切式上剪刃2°30 上切式上剪刃园弧形
上切式上剪刃园弧形
2钢板宽度mm ≤39002300~5000≤52303钢板厚度mm ≤40≤50≤504钢板强度N/mm 2800≤1200≤13005剪切次数次/分≤1315~30≤306最大剪切力kN ≤6509000~150********自动调刀片间隙mm 无
0.5~4.00.5~4.08自动换刀时间分人工换刀<30≤209 与滚切式双边剪关系 无法匹配 相匹配
可组合成联合剪相匹配
可组合成联合剪10剪切控制人工
自动自动11
切口质量
不光洁、不平整
光洁、平整
光洁、平整
・30・2001年第5期
4 影响剪切效率和质量的因素分析
4.1 滚切式定尺剪和双边剪的布置形式
组合剪形式即滚切式定尺剪与双边剪的近距离布置,特别适合于老厂技术改造且车间长度受限制情况时。
优点是组合剪可缩短设备辊道长度约40m,省设备省投资。
缺点是操作控制复杂,双边剪与定尺剪剪切能力的发挥相互受一定干扰。
因为双边剪按一定步长(1.3m/次)连续(24次/ min)剪切,而定尺剪为启动工作制,切头、切试件、切定尺、切尾随机变化比较多。
组合剪的自动控制难度大。
双边剪与定尺剪远距离分开布置时,定尺剪自动剪切和自动定尺控制水平可决定是否会成为剪切线生产能力的瓶颈,因此,一般双边剪与定尺剪的距离大于剪切钢板最大长度的两倍,以便单独操作时互不干扰。
4.2 钢板测长定尺方式
目前国内使用的斜刃剪均使用机后定尺机或人工划线定尺,其优点是定尺精度高,可靠性高,缺点是设备投资大,使用维护工作量大,人工操作,定尺机运行生产效率低,切短尺钢板、切头、切试件时,由于定尺机的定尺头部档板与剪切线距离受限制不能使用定尺机。
滚切式定尺剪使用定尺机也存在同样问题。
滚切式定尺剪的测长辊位于剪刃前面靠近剪切线位置,其原理是钢板切头时液压缸将测长辊压在钢板上,自动剪切定尺时钢板带动测长辊旋转,安装在测长辊上的测长仪检测钢板长度。
其优点是克服了定尺机的缺点,可随机快速检测钢板长度,生产效率高。
为了提高国产滚切式定尺剪的生产效率,建议两种定尺方式同时建设选择使用。
4.3 影响剪切质量因素
滚切式定尺剪的使用情况表明,上下刀片的水平间隙值对钢板切口光洁度有很大影响。
当刀片间隙值选择合适时,钢板切口光洁平整。
刀片间隙要根据钢板厚度、材质、性能、温度等条件测试确定。
一般刀片间隙值为钢板厚度的3%~10%,不同设备的不同用户其具体数值有差别。
机后摆动辊道对剪切质量也有影响。
由于剪切钢板长度、厚度、宽度不同,即被剪切钢板在摆动辊道上的位置状态、重量不同,对钢板切口的作用力和力矩也不同,摆动辊道与上剪刃的运动方式,即摆动辊道是托住钢板剪切还是离开钢板剪切,摆动辊道下降距离的最佳位置等。
目前国内设计制造单位和轧钢厂正在分析研究这些问题,总结经验改进设计。
5 结语
滚切式定尺剪取代斜刃剪是国际上中厚板轧钢厂技术改造或新建的发展趋势,国产滚切式定尺剪设计制造技术正在不断提高,完全可以替代进口以满足中厚板厂技术改造的需要。
参考文献
1 杨国川:滚切剪在中厚板轧钢厂的应用,轧钢,1995.3
2 杨固川:双轴传动滚切式定尺剪,宽厚板,1998.4
・
31
・
宽厚板。