桶装水流程图
桶装矿泉水的生产工艺流程

瓶(桶)装饮用水生产许可证审查细则一、发证产品范围实施食品生产许可证管理的瓶(桶)装饮用水是指密封于塑料瓶(桶)、玻璃瓶或其他容器中可直接饮用的水。
瓶(桶)装饮用水产品包括饮用天然矿泉水、瓶(桶)装饮用纯净水以及瓶(桶)装饮用水等产品。
不包括矿物质水等向水中加过各种物质的产品。
二、基本生产流程及关键控制环节(一)基本生产流程。
1.饮用天然矿泉水及瓶(桶)装饮用水的生产工艺水源水→粗滤→精滤→杀菌→灌装封盖→灯检→成品↑瓶(桶)及其盖的清洗消毒2.饮用纯净水的生产工艺水源水→粗滤→精滤→去离子净化(离子交换、反渗透、蒸馏)→杀菌→灌装封盖→灯检→成品↑瓶(桶)及其盖的清洗消毒(二)关键控制环节。
水源、管道及设备等的维护及清洗消毒;瓶(桶)及其盖的清洗消毒;杀菌设施的控制和杀菌效果的监测;纯净水生产去离子净化设备控制和净化程度的监测;瓶(桶)及盖清洗消毒车间、灌装车间环境卫生和洁净度的控制;包装瓶(桶)及盖的质量控制;消毒剂选择的使用;操作人员的卫生管理等。
(三)容易出现的质量安全问题。
水源、设备、环境、原辅材料、包装材料、人员等环节的管理控制不到位,易造成化学和生物污染,而使产品的卫生指标等不合格。
三、必备的生产资源(一)生产场所。
1.必须设置水处理车间、灌装车间、回收容器清洗消毒间、包装车间、原辅材料及包装材料仓库、成品仓库等生产场所。
回收桶不得露天存放,以免受到污染。
2.水处理、容器清洗消毒和灌装车间的进口处须安装手的清洗消毒设施(应采用非手动式开关)及鞋靴消毒池(或其他消毒设施);容器清洗消毒车间、灌装车间应设置空气净化消毒设施,入口处应有风淋设施;灌装车间的空气清洁度应达到10000级且灌装局部空气清洁度应达到100级,或者灌装车间的空气清洁度整体应达到1000级。
(二)必备的生产设备。
1.粗滤设备;2.精滤设备;3.杀菌设备;4.瓶(桶)及其盖的清洗消毒设施;5.管道设备清洗消毒设施;6.空气净化设备及风淋门;7.自动灌装封盖设备;8.灯检设施;9.生产日期和批号标注设施;10.去离子净化设备(适用瓶装饮用纯净水,如离子交换、反渗透或蒸馏装置等)。
桶装水的生产流程
桶装水的生产流程基本生产流程及关键控制环节(一)基本生产流程。
1.饮用天然矿泉水及瓶(桶)装饮用水的生产工艺水源水→粗滤→精滤→杀菌→灌装封盖→灯检→成品↑瓶(桶)及其盖的清洗消毒 2.饮用纯净水的生产工艺水源水→粗滤→精滤→去离子净化(离子交换、反渗透、蒸馏)→杀菌→灌装封盖→灯检→成品↑瓶(桶)及其盖的清洗消毒(二)关键控制环节。
水源、管道及设备等的维护及清洗消毒;瓶(桶)及其盖的清洗消毒;杀菌设施的控制和杀菌效果的监测;纯净水生产去离子净化设备控制和净化程度的监测;瓶(桶)及盖清洗消毒车间、灌装车间环境卫生和洁净度的控制;包装瓶(桶)及盖的质量控制;消毒剂选择的使用;操作人员的卫生管理等。
(三)容易出现的质量安全问题。
水源、设备、环境、原辅材料、包装材料、人员等环节的管理控制不到位,易造成化学和生物污染,而使产品的卫生指标等不合格。
三、必备的生产资源(一)生产场所。
1.必须设置水处理车间、灌装车间、回收容器清洗消毒间、包装车间、原辅材料及包装材料仓库、成品仓库等生产场所。
回收桶不得露天存放,以免受到污染。
2.水处理、容器清洗消毒和灌装车间的进口处须安装手的清洗消毒设施(应采用非手动式桶装水的生产流程桶装水厂建厂要求、矿泉水引水工艺、曝气工艺、过滤和消毒工艺、充气工艺、灌装工艺、洗瓶工艺、工艺流桶装水程及其生产线、矿泉水检验与卫生管理、矿泉水的品质控制、日本矿泉水的生产工艺、桶装水生产过程中的质量控制和措施一、方法1、本方法是不添加杀菌剂,而且有良好保存性的无菌矿桶装水生产方法。
人们历来都在寻找甘甜可口的水,将各地有名气的水装入容器大量出售一般情况下,矿泉水取水和装瓶不在同一个地方,抽出的水放在水罐中。
从取水到装瓶这段时间内,细菌有可能繁殖滋生。
以前防止细菌的繁殖,都是在抽出的水中添加氟,这样将损害矿泉水的天然风味,同时残留的氟可能生成有害物质。
有人建议,在添加氟的情况下,可用活性炭进行再处理,但同样会影响矿泉水的天然风味。
桶装水生产工艺与工位

自动灌装机
操作工1名
1、设备操作; 2、拔盖检查; 3、异常情况处置
操作工1名
1、设备操作; 2、压盖检查; 3、异常情况处置
操作工2名
1、设备操作; 2、成品灯检; 3、合格贴标。
操作工2名
1、成品堆放; 2、成品上货。
3
4
5
6
7
备注说明: 1、1号工位处的工作与其他工位非同时进行;待水处理完毕后可协助其他工位; 2、2号工位为返厂桶装水桶堆放处,平时不设员工;当生产工作量大时,此处应增加一名操作工,协助3号工位对 桶装水桶进行预处理; 3、当生产量小时,3号工位可兼4号工位,对拔盖机的拔盖情况进行检查; 4、工位实例只说明工位工作内容与兼职原则,不作为最终的定岗考核依据 5、A号工位与B号工位由一名化验员担任;A处对源水进行监测,B处对成品水的相关指标的达标情况进行检测。
桶装水生产流程及工位图
操作工1名
1
水处理设备
源 水 源 水 箱 除 铁 粗 精 滤 软 化 反 渗 透 杀 消
B
成品 水箱
1、设备操作; 2、异常情况处置。
不 合 格
销毁
Aபைடு நூலகம்
待灌装 水桶 放 桶 拔 盖 外 洗 机 内 洗 灌 装 压 盖 灯检 贴标 合 格 成品 入库
销售
2
操作工1名
1、放桶; 2、水桶外观粗检;
桶装纯净水设备工艺流程
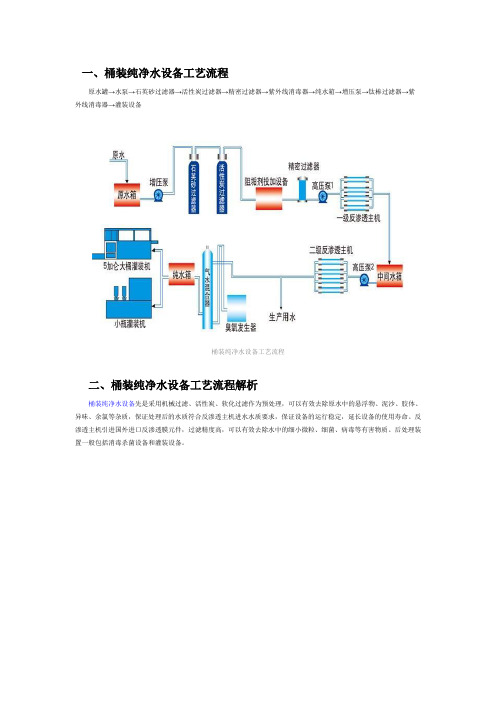
一、桶装纯净水设备工艺流程
原水罐→水泵→石英砂过滤器→活性炭过滤器→精密过滤器→紫外线消毒器→纯水箱→增压泵→钛棒过滤器→紫外线消毒器→灌装设备
桶装纯净水设备工艺流程
二、桶装纯净水设备工艺流程解析
桶装纯净水设备先是采用机械过滤、活性炭、软化过滤作为预处理,可以有效去除原水中的悬浮物、泥沙、胶体、异味、余氯等杂质,保证处理后的水质符合反渗透主机进水水质要求,保证设备的运行稳定,延长设备的使用寿命。
反渗透主机引进国外进口反渗透膜元件,过滤精度高,可以有效去除水中的细小微粒、细菌、病毒等有害物质。
后处理装置一般包括消毒杀菌设备和灌装设备。
食品QS瓶装水工艺流程图
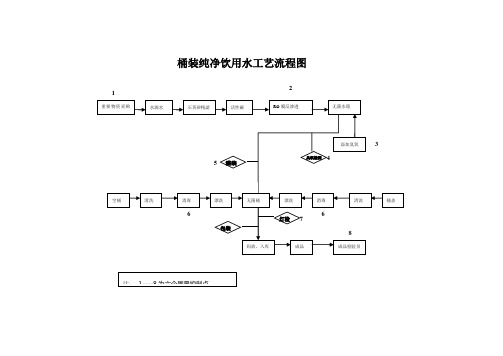
桶装纯净饮用水工艺流程图2 1关键控制点1)采购:采购负责人,在采购重要物资的时候,必须作到:1、考察生产厂家2、对采购的物资进行检验3、评定4、在确认合格后才可以使用。
重要物资包括:PC桶、聪明盖、消毒剂。
2)制水设备:原水在粗滤、精滤,电导率的测试必须在200以下,反渗透后电导率必须在10以下。
3)臭氧发生器:臭氧发生器的开启时间和关闭时间要有详细的记录。
4)臭氧浓度检测:必须保证无菌水中臭氧浓度在0.3—0.5mg/L之间,检验人员每两个小时检验一次,并作好记录。
5)桶和盖的消毒:用200PPM浓度的消毒液浸泡,每两小时添加消毒剂一次,保证消毒液浓度,并做好记录。
6)灌装机:第一道为200PPM浓度的消毒液,第二道是无菌水,冲洗后1OS时间用于滴水,置于灌装位,等待灌装。
7)灯检:检查肉眼可见物、检查偏盖漏水、检查日期标签、检查包装完整,如果发生问题及时处理。
8)成品检验:产品出厂之前,必须做检验,负责人看见检验报告的各个项目达到标准,才可以批准出厂桶装饮用水工艺流程图2 1关键控制点1)采购:采购负责人,在采购重要物资的时候,必须作到:1、考察生产厂家2、对采购的物资进行检验3、评定4、在确认合格后才可以使用。
重要物资包括:PC桶、聪明盖、消毒剂。
2)制水设备:原水在粗滤、精滤,电导率的测试必须在200以下,反渗透后电导率必须在10以下。
3)臭氧发生器:臭氧发生器的开启时间和关闭时间要有详细的记录。
4)臭氧浓度检测:必须保证无菌水中臭氧浓度在0.3—0.5mg/L之间,检验人员每两个小时检验一次,并作好记录。
5)桶和盖的消毒:用200PPM浓度的消毒液浸泡,每两小时添加消毒剂一次,保证消毒液浓度,并做好记录。
6)灌装机:第一道为200PPM浓度的消毒液,第二道是无菌水,冲洗后1OS时间用于滴水,置于灌装位,等待灌装。
7)灯检:检查肉眼可见物、检查偏盖漏水、检查日期标签、检查包装完整,如果发生问题及时处理。
桶装水制作流程

桶装水生产的规格桶装水生产线适用于生产3加仑、5加仑(18.9L)等容量的大桶水。
目前,根据市场的需求,本公司提供的桶装水设备产量可达150桶/时、300桶/时、450桶/时、600桶/时、750桶/时、900桶/时~2000桶/时。
桶装水处理生产设备介绍市场上出售的桶装水品种很多,有纯净水、山泉水、矿泉水、矿化水、活化水、离子水等。
由于水源不同,制作工艺不同,不同种类桶装水中所含微量元素种类和含量也有很大差别。
有的桶装水水源是天然的地下水,例如:矿泉水和山泉水;有的则是城市自来水,将自来水加工制成桶装水,例如纯净水、蒸馏水和离子水。
桶装水生产线的组成部分桶装水生产线包括:自动拔盖机、空桶检漏装置、自动内刷桶机、自动外刷桶机、自动上桶装置、进/出桶输送、桶装水灌装机、自动上盖机、在线式桶盖消毒机、灯检设备、自动套膜机、蒸汽缩膜机、提桶套袋机、码垛机。
桶装水生产线进行简要的描述桶装水生产线自动拔盖机:回收的空桶一般来自不同的环境,如学校、工地、办公大楼等,其污染程度不一样,对于被严重污染的空桶,在进入桶装水生产线之前,需要人为对空桶进行相应的清洗。
在输送链带动下,空桶进入自动拔盖机,空桶信号到位后,拔盖头立即往下移动,对空桶进行拔盖,并利用风力系统,将盖子吹入指定的位置,进行回收后循环利用。
桶装水生产线空桶检漏装置:用于检测是否存在漏桶,主要通过对桶内进行吹气,并观察压力表,一旦压力急剧下降,说明空桶存在漏洞,需将此桶离开桶装水生产线,避免产生次品。
实际生产过程中,耗气量大,一般适用于大规模化的桶装水生产中,对于小规模桶装水生产厂家而言,其实际用意不大。
桶装水生产线自动内刷桶机:用于对空桶的内表面进行刷洗,空桶进入内刷桶机后,一旦空桶的数量信号到位,夹紧装置动作,使空桶固定不动,紧接着,气缸开始动作,带动毛刷杆慢慢往下深入空桶内部,毛刷杆定位后,电机开始动作,带动毛刷杆360度旋转,在毛刷杆的外表面设计有水孔,毛刷在旋转过程中将水甩到桶的表面,对桶内部进行全方位的清洗。
桶装水水厂工艺流程图和功能车间设备分布图

生产设备图示说明:
①纯水清洗泵规格型号:RS-11
②桶内消毒泵规格型号:ATS-12
③空气净化器规格型号:LY-2000
④风淋室规格型号: FLS-1A
⑤自动灌装机规格型号:EK-100
□1石英砂过滤罐规格型号:高1.9米直径0.54米□2活性炭过滤罐规格型号:高1.9米直径0.54米□3树脂软化罐规格型号:高1.9米直径0.54米□4水处理主机规格型号:RS-3000LPH
□5成品水罐规格型号:高2.3米,直径0.8米□6成品水罐规格型号:高2.3米,直径0.8米□7臭氧发生器规格型号:RQ-5G
□8管道清洗泵规格型号:GJS-750
☆紫外线杀菌灯规格型号:ZWS-30W
●消毒池规格型号:××
▲刷桶拔盖机规格型号:WBS-2
★原水罐规格型号:高米直径1米
■瓶盖消毒桶规格型号:
工艺流程图
图中带“※”符号的为关键控制点;
※(注4)
注1:使用WBS-2型刷桶拔盖机,每小时清洗刷桶200只。
注2:使用EK-100型自动灌装机,加二氧化氯消毒剂,杀灭大肠杆菌、化脓性球菌和致病性酵母等病毒等。
每小时消毒桶200只。
注3:使用JS-5G型臭氧发生器,浓度达到2mg/L时,即可将大肠杆菌、金黄色葡萄球菌、细菌的芽孢、黑曲霉、酵母等微生物杀死。
注4:使用* 2*30W灯检箱,检查灌装封盖后桶中有无异物。
桶装水自动生产线 plc

1 桶装水生产工艺流程介绍首先将自来水储存起来,经过纯净水制水机加工,加工好的纯净水,矿泉水或蒸馏水,经过臭氧杀菌后,储存在纯水箱内,将纯水箱用导管与灌装机合理连接。
将回收回来的空桶经过拔盖机进行拔该处理。
拔盖后的空桶进行冲刷,风干后的空桶放在灌装机传送带上分组装水,水被装满后经过压盖机封口,封口后的桶装水经人工在灯检处检查水内是否存在明显异物,合格无异物的桶装水套上塑料膜后经高温进行热收缩。
本次设计主要针对以下几部分1拔盖工序2冲洗工序3灌装工序4压盖工序5热膜收缩机工序。
其中,拔盖工序、灌装工序、压盖工序,分别用PLC松下FP1—C16、松下FP1—C24、松下FP1—C16。
冲洗工序、热膜收缩机工序为简单的电路设计。
空气压缩机臭氧杀菌图1 桶装水生产工艺流程图2 桶装水生产线所选器件2.1 PLC选择PLC机型选择的基本原则是,在功能满足要求的前提下,选择可靠、维护使用方便以及性能价格比的优化机型。
根据I/O口多少本设计选用:拔盖工序松下FP1—C16灌装工序松下FP1—C24压盖工序松下FP1—C16。
2.1 自动空气开关自动空气开关的特点,自动空气开关具有操作安全、使用方便、工作可靠、安装简单,动作后(如短路故障排除后)不需要更换元件(如熔体)等优点。
因此,在工业、住宅等方面获得广泛应用。
本次设计选用梅兰日空气开关梅兰日兰断路器C65—4P16A 。
2.2 交流接触器交流接触器是广泛用作电力的开断和控制电路。
它利用主接点来开闭电路,用辅助接点来执行控制指令。
主接点一般只有常开接点,而辅助接点常有两对具有常开和常闭功能的接点,小型的接触器也经常作为中间继电器配合主电路使用。
本次设计选用CJ10--20的接触器,三相,电压380伏,电流20安。
2.3 热继电器热继电器常用来对电动机进行过载保护。
电动机在运行过程中,如长期过载、频繁启动、欠压运行、断相运行等均会使电动机的电流超过额定值。
若过电流的数值不足以使电路中的熔断器熔断,电动机绕组就会因过电流而导致发热,影响电动机的寿命,甚至烧毁电动机。
医院桶装水生产工作人员流程
医院桶装水生产工作人员流程桶装线按其功能分为冲洗、灌装、封盖三个步骤,其工作过程如下:(1)将空桶桶口杆送入桶装托,空桶间隙运动一个工位,此时,空桶为倒立状进行桶口桶身冲洗。
(2)冲洗过程共有四道工序:第一、二道消毒液,第三道清水,第四道为无菌水(矿泉水或纯水)冲洗。
冲洗过后,有10S时间用于滴水。
(3)经冲洗干净的净桶随链条向转运45度,塑料桶自行滑下,然后由项桶气缸将桶向上翻转45度,使空桶置于灌装位置,等待灌装。
(4)灌装阀由气缸推动伸入桶口,自动排气灌装阀逐步打开灌装,灌装时间由PLC设定,并可根据液位高低使用面板多功能按钮进行修正灌装时间,以达到最佳位置。
灌装至液位后,多的水经自动排气口回到纯水箱,以减少纯水的浪费。
(5)灌装结束后,由出桶气缸将已灌装的桶推至压盖工位,待下步灌装时盖压,至此整个生产过程结束。
桶装纯净水生产线维护注意事项1、PLC程序各参数在出厂前已调整合适,请用户不要自行更改。
2、气路板三连件调压阀组件的贮水杯每班需放水一次。
方法是:高整下部螺丝,即可自行放水,油雾器是要经常加一-些粘度稀的机油,以保证缸的使用奉命。
3、各气缸节流阀在出厂前已调整合适。
4、在生产线工作之前,应保证气源压力0. 45-0. 6MPa,否则系统不能正常工作。
5、设备停止使用时,就先关闭电源开关,然后关闭气源开关。
6、防止水及其它杂物进入电控箱。
7、为安全操作,本机应有接地良好。
8、定期在齿轮及齿条上加润滑脂。
9、经常调整链条的松紧度。
该系统正常加电后显示窗口依次显示清洗消毒设定运行时间,灌装泵设定运行时间,累计桶数。
停止指示灯亮。
各级组织具备正常工作条件。
此时按下功能键则完成相应功能。
如按主轴键则主轴动作,主轴指示灯点亮。
正确的操作方式确保设备长期稳定运行。
桶装矿泉水的生产工艺流程资料讲解
瓶(桶)装饮用水生产许可证审查细则一、发证产品范围实施食品生产许可证管理的瓶(桶)装饮用水是指密封于塑料瓶(桶)、玻璃瓶或其他容器中可直接饮用的水。
瓶(桶)装饮用水产品包括饮用天然矿泉水、瓶(桶)装饮用纯净水以及瓶(桶)装饮用水等产品。
不包括矿物质水等向水中加过各种物质的产品。
二、基本生产流程及关键控制环节(一)基本生产流程。
1.饮用天然矿泉水及瓶(桶)装饮用水的生产工艺水源水→粗滤→精滤→杀菌→灌装封盖→灯检→成品↑瓶(桶)及其盖的清洗消毒2.饮用纯净水的生产工艺水源水→粗滤→精滤→去离子净化(离子交换、反渗透、蒸馏)→杀菌→灌装封盖→灯检→成品↑瓶(桶)及其盖的清洗消毒(二)关键控制环节。
水源、管道及设备等的维护及清洗消毒;瓶(桶)及其盖的清洗消毒;杀菌设施的控制和杀菌效果的监测;纯净水生产去离子净化设备控制和净化程度的监测;瓶(桶)及盖清洗消毒车间、灌装车间环境卫生和洁净度的控制;包装瓶(桶)及盖的质量控制;消毒剂选择的使用;操作人员的卫生管理等。
(三)容易出现的质量安全问题。
水源、设备、环境、原辅材料、包装材料、人员等环节的管理控制不到位,易造成化学和生物污染,而使产品的卫生指标等不合格。
三、必备的生产资源(一)生产场所。
1.必须设置水处理车间、灌装车间、回收容器清洗消毒间、包装车间、原辅材料及包装材料仓库、成品仓库等生产场所。
回收桶不得露天存放,以免受到污染。
2.水处理、容器清洗消毒和灌装车间的进口处须安装手的清洗消毒设施(应采用非手动式开关)及鞋靴消毒池(或其他消毒设施);容器清洗消毒车间、灌装车间应设置空气净化消毒设施,入口处应有风淋设施;灌装车间的空气清洁度应达到10000级且灌装局部空气清洁度应达到100级,或者灌装车间的空气清洁度整体应达到1000级。
(二)必备的生产设备。
1.粗滤设备;2.精滤设备;3.杀菌设备;4.瓶(桶)及其盖的清洗消毒设施;5.管道设备清洗消毒设施;6.空气净化设备及风淋门;7.自动灌装封盖设备;8.灯检设施;9.生产日期和批号标注设施;10.去离子净化设备(适用瓶装饮用纯净水,如离子交换、反渗透或蒸馏装置等)。
桶装矿泉水的生产工艺流程

瓶(桶)装饮用水生产许可证审查细则一、发证产品范围实施食品生产许可证管理的瓶(桶)装饮用水是指密封于塑料瓶(桶)、玻璃瓶或其他容器中可直接饮用的水。
瓶(桶)装饮用水产品包括饮用天然矿泉水、瓶(桶)装饮用纯净水以及瓶(桶)装饮用水等产品。
不包括矿物质水等向水中加过各种物质的产品。
二、基本生产流程及关键控制环节(一)基本生产流程。
1.饮用天然矿泉水及瓶(桶)装饮用水的生产工艺水源水→粗滤→精滤→杀菌→灌装封盖→灯检→成品↑瓶(桶)及其盖的清洗消毒2.饮用纯净水的生产工艺水源水→粗滤→精滤→去离子净化(离子交换、反渗透、蒸馏)→杀菌→灌装封盖→灯检→成品↑瓶(桶)及其盖的清洗消毒(二)关键控制环节。
水源、管道及设备等的维护及清洗消毒;瓶(桶)及其盖的清洗消毒;杀菌设施的控制和杀菌效果的监测;纯净水生产去离子净化设备控制和净化程度的监测;瓶(桶)及盖清洗消毒车间、灌装车间环境卫生和洁净度的控制;包装瓶(桶)及盖的质量控制;消毒剂选择的使用;操作人员的卫生管理等。
(三)容易出现的质量安全问题。
水源、设备、环境、原辅材料、包装材料、人员等环节的管理控制不到位,易造成化学和生物污染,而使产品的卫生指标等不合格。
三、必备的生产资源(一)生产场所。
1.必须设置水处理车间、灌装车间、回收容器清洗消毒间、包装车间、原辅材料及包装材料仓库、成品仓库等生产场所。
回收桶不得露天存放,以免受到污染。
2.水处理、容器清洗消毒和灌装车间的进口处须安装手的清洗消毒设施(应采用非手动式开关)及鞋靴消毒池(或其他消毒设施);容器清洗消毒车间、灌装车间应设置空气净化消毒设施,入口处应有风淋设施;灌装车间的空气清洁度应达到10000级且灌装局部空气清洁度应达到100级,或者灌装车间的空气清洁度整体应达到1000级。
(二)必备的生产设备。
1.粗滤设备;2.精滤设备;3.杀菌设备;4.瓶(桶)及其盖的清洗消毒设施;5.管道设备清洗消毒设施;6.空气净化设备及风淋门;7.自动灌装封盖设备;8.灯检设施;9.生产日期和批号标注设施;10.去离子净化设备(适用瓶装饮用纯净水,如离子交换、反渗透或蒸馏装置等)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
食品安全与社会责任网:
成 品 水 臭 物理
氧混合
化学
生物
成 品 外 观 物理 检查
臭氧在水中 残留浓度 0.3-0.5mg/l 。 蒸馏水、纯净 水电导率 <10us/cm。微 生物检验不 得检出有菌
成品水
检测
1 次/小 在 线
时
QC
1、 停机检查。 2、 查找原因 3、 排除故障 4、 确 认 不 合 格
桶装水流程图
空瓶检验分类
↓
拔盖
↓Hale Waihona Puke 洗外瓶成品水↓
↓
自动洗瓶+消毒 臭氧混合
↓
↓
终端过滤
自动灌装
←
↓
自动压盖
←瓶盖消毒 ↑
↓
瓶盖
成品外观检验
↓
放合格证
↓
热收缩
↓
包装套袋
↓
装板入库
食品安全与社会责任网:
加工步骤
潜在危害
显著性
空瓶检验分类 物理:杂质
是
化学:异味
是
生物:微生物 是
拔盖
臭 氧 与 成 品 水 物理:电导率 是
混合
化学:臭氧浓度 是
微生物:微生物 是
杀灭不彻底
瓶盖消毒
物理:杂质
否
化学:异味
否
无所谓:杀菌不 否
彻底
压盖
物理:油污
否
成品外观检查 物理:杂质: 是
1、 设备污染或老化 1、 定期清洗、消毒设备
是
2、 臭氧浓度不稳定。 2、 定期对设备进行保养维护。
3、 水气混合时间不
洗瓶消毒 生物性
经洗消后的 空瓶基本达 到无菌状态。
洗消剂 的温 度、浓 度
检测
1 次 /2 在 线 小时 QC
1、 保 持 洗 瓶 温 工艺监控记录 度适当高于 标准温度,消 毒时间保证。
2、 将 可 能 不 符 合灭菌指标 值的产品隔 离,加倍抽样 检验。
3、 重新消毒。
每班抽 4 个空桶 做微生物培养。
产品,妥善处 理。
1、 工 艺 监 控 记 录
2、 微 生 物 培 养 记录
每批抽检
1、 无肉眼可 见物
2、 桶外观检 查不得影 响感官。
3、 净含量
成品水
人 工 观 每桶 察
操作者
1、 分类标识 2、 降级处理 3、 报废
灯检记录
20 瓶/班
食品安全与社会责任网:
感官检查
否
1、 微生物检验。 1、 设备的清洗和消毒按公司 GMP 是
2、 洗消剂浓度、温
和 SSOP 操作规范执行。
度。
2、 洗消剂的监控。
3、 喷头情况。
3、 检查喷嘴情况。
水、空气、设备表面 按公司制定的 GMP 和 SSOP 标准执行 否 及人员均可能造成产 清洗、消毒程序。 品污染。
食品安全与社会责任网:
否
自动洗瓶消毒
化学:洗消剂残 是
留
物理:杂质
是
微生物:消杀不 是
彻底
灌装
微生物
否
危害分析工作单
判断标准 感官检查、闻瓶
预防措施
CCP
1、 回 收 空 桶 一 定 要 有 完 整 的 瓶 盖 是 (包括聪明小盖)
2、 感官判断是否能用于生产,不得 有异味,粘疤、划痕、桶口平滑 无毛刺,无裂纹,穿孔,透明度 好。
危害分析计划表 关 键 控 制 显著危害 点
关键限制
监控 对象
方法
频率
空 瓶 检 验 化学
分类
生物
物理
异味、青苔、 外观、杂物具 体参见《回收 空桶验收规 范》
回收空 桶
感官检 查
每个
纠偏行动
人员
仓 库 回 1、 拒收。 收 空 桶 2、 分类存放。 人员 3、 降级处理
记录
验证
回收空桶接受记 抽检 20 个/班 录
足。
1、 消毒水浓度不稳 1、 对原料进行索证和验收,并建立 否
定
对共货商产品质量管理体系的监
2、 瓶盖异物、杂质。 控制度。
3、 不合格塑料。 2、 对原料的运输条件和状况进行检
查。
压盖链条未清洁干净 定期对设备进行保养、清洁、维护。 否 有油污。
瓶内有异物。
灯检
是
食品安全与社会责任网: