骨科产品工艺流程图
药品生产典型工艺流程框图

常见药品生产典型工艺流程框图药品生产对环境的洁净等级要求与药品的品种、剂型和生产特点有关。
常见药品生产的典型工艺流程及环境区域划分如图1-1至图1-9。
图1-1 非无菌原料药精制、干燥、包装工艺流程框图及环境区域划分图1-2 无菌原料药精制、干燥、包装工艺流程框图及环境区域划分图1-3 片剂生产工艺流程框图及环境区域划分图1-4 硬胶囊剂生产工艺流程框图及环境区域划分图1-5 压制法软胶囊剂生产工艺流程框图及环境区域划分图1-6 可灭菌小容量注射剂生产工艺流程框图及环境区域划分图1-7 可灭菌大容量注射剂生产工艺流程框图及环境区域划分图1-8 注射用无菌分装产品生产工艺流程框图及环境区域划分图1-9 注射用冷冻干燥制品生产工艺流程框图及环境区域划分下面是赠送的广告宣传方案不需要的朋友可以下载后编辑删除!!!!!广告宣传方案每个人在日常生活中都有意、无意的接受着广告的洗礼,继而有意或无意的购买、使用广告中的产品和服务。
这是每个厂家所希望的,也是他们做广告的初衷。
当今社会的广告媒体大致分为:电视媒体、、电台媒体、报纸报刊媒体、网站媒体、户外广告媒体,以及最新的网吧桌面媒体。
那么,到底哪种媒体的宣传效果性价比最高呢,我们来做个分析;首先我们大概了解下各个媒体的宣传方式:电视媒体:优势:将广告直接插播在电视剧当中,是强迫式使受众接受,受众为了能够完整的看完自己所喜欢的节目,不得不浏览其中插播的广告,其二,由于小孩在懵懂的成长时期,易于接受颜色绚丽,变换节奏快的事物,电视广告更容易被小孩子所接受,这是电视广告的高明之处,也是其客户多,利润大的主要原因。
劣势:随着网络的发展,以及年轻人的生活方式的改变,电视广告的优势在日益削减。
当今月来越多的年轻人开始接受速食文化,篇幅过长的电视连续剧的受众逐渐衰减,由于年轻人的思维快捷,逐渐掌握了电视广告的播出时间,往往在广告播出的时间转换频道,避开广告的冲击。
电台媒体和户外广告就不用多做分析,大家想想你记住了几个电台的广告,记住了几个路边的广告就清楚了。
生产规模和生产能力的确认 需要
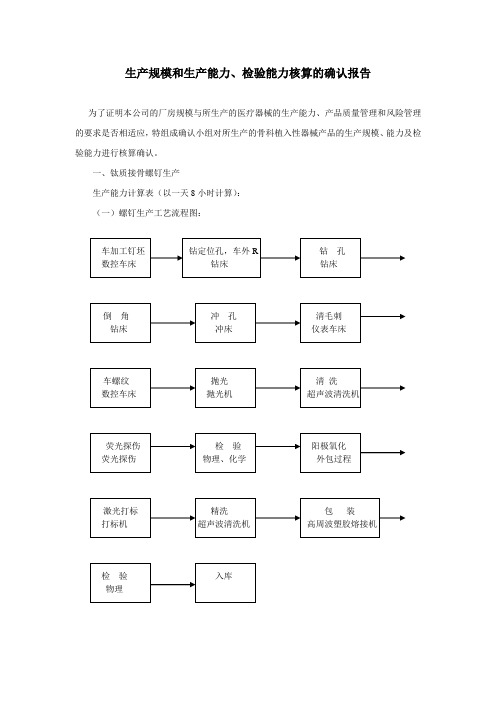
生产规模和生产能力、检验能力核算的确认报告为了证明本公司的厂房规模与所生产的医疗器械的生产能力、产品质量管理和风险管理的要求是否相适应,特组成确认小组对所生产的骨科植入性器械产品的生产规模、能力及检验能力进行核算确认。
一、钛质接骨螺钉生产生产能力计算表(以一天8小时计算):(一)螺钉生产工艺流程图:车加工钉坯钻定位孔,车外R 钻孔数控车床钻床钻床倒角冲孔清毛刺钻床冲床仪表车床车螺纹抛光清洗数控车床抛光机超声波清洗机荧光探伤检验阳极氧化荧光探伤物理、化学外包过程激光打标精洗包装打标机超声波清洗机高周波塑胶熔接机检验入库物理(二)螺钉生产能力计算:以一天生产600只螺钉计算:1、车加工钉坯:需要使用数控车床。
每台6136车床加工能力为150只(天)。
则需要4 台车床。
2、钻定位孔,车外R:需要使用钻床。
每台钻床加工能力为1000只(天),则需要一台。
3、钻孔:需要使用钻床。
每台钻床加工能力为1000只(天),则需要一台。
4、倒角:需要使用钻床。
每台钻床加工能力为1200只(天),则需要一台。
5、冲孔:需要使用冲床。
每台冲床加工能力为800只(天),则需要一台。
6、清毛刺:需要使用桌上车床。
每台桌上车床加工能力为1500只(天),则需要一台。
7、车螺纹:需要使用数控车床。
每台数控车床加工能力为800只(天),则需要1台。
8、抛光:需要使用抛光机。
每台抛光机加工能力为1000只(天),则需要1台。
9、清洗:需要使用超声波清洗机。
每台超声波清洗机清洗能力为2000只,则需要1台。
10、检验:物理检验:硬度、外观、尺寸、内六角、齿形。
化学检验:纯化水检测(电导率、微生物限度、PH值、总有机碳等)。
11、阳极氧化:外包过程。
12、激光打标:需要使用激光打标机。
每台打标机能力1000只(天),则需要激光打标机1 台。
13、精洗:需要使用超声波清洗机。
每台超声波清洗机清洗能力为5000只(天),则需要1台。
14、包装:需要使用热合包装机,每台包装机包装能力为1000只(天),则需要一台。
医疗器械生产工艺中的工艺流程图绘制与规范

完善关键参数
在工艺流程图中标注关键工艺参数及其范围,为生产人员提供明确的操作指导。同时, 建立参数监控机制,确保生产过程中的参数控制符合要求。
预防措施和持续改进计划
第一季度
第二季度
第三季度
收集相关资料和数据
收集设备资料
收集生产线上各设备的操作手册、技术规格等资料。
收集生产数据
收集生产线上的生产数据,如产量、合格率、不良率 等。
了解生产流程
与生产人员沟通,了解实际生产流程中的各个环节和 操作。
选择合适绘图软件或工具
选择专业绘图软件
如AutoCAD、SolidWorks等,用于绘制复杂的工艺流程图。
随着人工智能和机器学习技 术的发展,未来医疗器械生 产工艺流程图绘制将更加智 能化,实现自动识别和绘制
工艺流程图。
个性化定制
根据不同医疗器械的特点和 生产需求,未来将实现工艺 流程图的个性化定制,提高
生产效率和产品质量。
跨领域融合
医疗器械生产工艺流程图绘 制将与先进制造技术、医疗 技术等领域进行跨领域融合 ,推动医疗器械产业的创新 发展。
选择通用办公软件
如Microsoft Office Visio、WPS Office等,用于绘制简单的工 艺流程图。
根据实际需求选择
根据工艺流程图的复杂程度和实际需求选择合适的绘图软件或工 具。
遵循一定逻辑进行绘制
流程顺序
按照生产流程的顺序进行绘制,确保流程图的 连贯性和逻辑性。
设备布局
根据实际生产线上的设备布局进行绘制,方便 理解和实际操作。
作用
骨科产品及器械出货、返货流程
4.原有品牌自有库存的产品器械在厂家不予退货的情况 下如何处理(有些新厂家又政策如更换其品牌可代为将 原库存回收退款)
需补充满钉盒即可。
三、厂家物流平台备货
主任要求的备货中除公司库存外的产品器械, 先联系厂家物流平台询问是否有现货,无现货的 需安排从外地平台调货到医院(调货产品会携带 产品合格证,由主任自行拆包装消毒),然后在 厂家备货app上做手术备货申请,之后联系出库 人员备货,并说明上门提货时间。
四、提货、发货
a、如手术需求只需公司现有库存即可满足, 则联系往返辽中的拼客到公司取货送往医院。
b、如需要从厂家物流平台借调,需本人(与物流 平台签过提货授权书的人员)上门提货,按照手 术备货申请明细点验产品数量、是否完好,查看 配套器械是否完整,并拍照做凭证,签出库单, 有密封包装的产品自行拆袋后,将包装及各产品 合格证保留,然后随提前准备好的随货同行单一 起装箱,联系拼客来取货平台调货,与
沈阳平台按手术日期确认从何处调货,当日发货 并追踪物流进度,及时联系派件员送货等操作。
五、术前消毒
发货后下一工作日早上先由主任验货, 然后按消毒标准的体积及重量对产品、器 械取出器械盒后分装成几个消毒包,送往 消毒室高温高压消毒,手术前取出送至手 术室。
骨科产品及器械出货、 返货流程
一、主任要求备货
科里收入患者后,由主任判定患者适用 的手术类型,确认手术中可能会用到的耗 材及专用器械、初步拟定的手术时间,然 后要求我方备货到医院,因手术产品器械 需要提前一天高温高压消毒,所以需要将 货在拟定的手术日期的两个工作日前发到 医院。
PS-114-抗骨增生片工艺规程-2

目录1.产品概述2.处方和处方依据3.工艺流程图4.生产工艺的操作要求5.主要工序的质量监控6.物料平衡7.原辅料质量标准和标准依据8.中间产品的质量标准及技术参数9.生产组织和岗位定员10.技术安全、劳动保护及工艺卫生11.主要设备一览表12.成品质量标准和内控标准13.包装材料的规格要求和样稿14.附录(供修改时登记批准日期、编号、内容用)1产品概述1.1 产品名称:抗骨增生片1.2 剂型:糖衣片1.3功能与主治:补肾,活血,止痛。
用于肥大性脊椎炎,颈椎病,跟骨刺,增生性关节炎,大骨节病。
1.4用法与用量:口服,一次4片,一日2次。
1.5成品有效期:36个月。
2批量处方和处方依据2.1 批量:200万片(100片×200瓶×100件)2.2提取处方熟地黄 408kg 鹿衔草 272kg 骨碎补(烫) 272kg鸡血藤 272kg 肉苁蓉 272kg 淫羊藿 272kg莱菔子(炒) 172kg制成 200万片2.3生产处方干膏粉 407kg 微晶纤维素 23.4kg 蔗糖 16kg糊精 21.4kg 二氧化硅 3.2kg 硬脂酸镁 4.4kg糖浆(50%)50kg压制成 200万片2.4处方依据:部颁标准中药成方制剂第七册2.5批文复印件(见附页)3工艺流程图注:1.*表示主要过程控制点。
表示洁净级别为30万级;表示无洁净级别要求,但按洁净区管理。
4生产工艺的操作要求4.1干膏的制备4.1.1按生产指令单领取处方量的熟地黄、鹿衔草、骨碎补、肉苁蓉、淫羊藿、莱菔子净药材和处方量一半的鸡血藤净药材分4次提取,每次的量均为熟地黄102kg、鹿衔草68kg、骨碎补(烫)68kg、鸡血藤14.25kg、肉苁蓉68kg、淫羊藿68kg、莱菔子(炒)43kg,投入多能提取罐,按《多能提取罐标准操作程序》,定量加水3020kg,开启蒸汽直接加热并控制汽压在0.1Mpa以内至沸腾,改为夹层蒸汽加热并控制汽压在0.1~0.15Mpa,维持此状态3hr后滤过。
医疗器械生产工艺流程图

医疗器械生产工艺流程图在医疗器械行业,生产工艺流程对于产品的品质和安全性至关重要。
本文将介绍医疗器械生产的常见工艺流程,并配以流程图展示。
1. 设计和开发首先,医疗器械的生产需要经过设计和开发阶段。
设计阶段包括从市场调研中获取用户需求,制定产品规格书,设计方案,进行样机试验等。
开发阶段则包括根据设计方案,进行工程设计,开发工具、模具等。
2. 采购原材料医疗器械的原材料通常是一些特殊的材料,如聚氨酯、硅胶、石墨烯等。
生产商需要根据设计要求选择合适的原材料,并进行采购。
原材料的入库应该建立一套完善的管理制度,确保原材料能够符合产品质量要求。
3. 原材料处理和制备原材料采购之后需要进行处理和制备,以便后续的生产环节能够进行。
这个阶段的主要任务是将材料分解成粒子、纤维或液态,以便于后续工艺的进行。
4. 器械生产器械生产包括了许多工艺流程,常见的包括注塑、喷涂、成型、射出、组装等。
4.1 注塑注塑是将热塑性塑料粉末或颗粒加热到塑化状态后,将其注入模具中进行制品成型的加工方法。
这个过程中需要控制好温度、压力、注塑速度等参数,以确保产品的质量。
4.2 喷涂喷涂工艺主要是针对表面涂层进行的,常见的喷涂材料包括了塑料、橡胶、金属等。
喷涂的必要性主要是涂层能起到保护、美化以及改善工件表面性能等作用。
4.3 成型成型工艺是通过热压、热处理等方式将材料压制成所需的形状和大小。
该过程能够提高产品的物理力学性能、耐腐蚀性和密封性等。
4.4 射出射出工艺主要是针对塑料件和硅橡胶件的成型处理。
射出机根据生产的要求,将热塑性塑料或热固性塑料等物料打入模具中,通过模具压实成型。
4.5 组装产品的组装阶段需要对各个零部件进行合理的组合。
这个过程中需要严格按照产品装配图、装配规范进行组装,以保证产品的质量。
5. 检测和包装当产品完成生产之后,需要进行检测,以确保其符合产品技术要求和质量标准。
这个过程需要依靠先进的检测设备和专业的技术人员,对产品进行各项检测,包括外观检测、尺寸检测、物理性能检测等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
控制方法 检测化学、力学、金相性能 温度(按相关文件要求) 在 10 万级环境内清洗包装 EO 灭菌并解析
检测频次 每一炉批材料 设备和工艺参数确认 1 次/年 每季测沉降菌≤10 个/皿 进行过程确认每年一次
备注
(外包过程控制)
外科植入物生产工艺流程(以不锈钢接骨板为例)
进货检验
G NG 化学性能检验 OK 材料合格入库 领料机械 加工
首件检验 尺寸、外观、配合
Z
过程检验
采购材料 提交检验
材料状态验证 (X 光片)
力学性能检验 金相组织检验
OK
表面处理 喷涂、烧结
电解、除氢
不合格洗 10 万级洁净室 产品包装 产品灭菌 解析 T
出厂检验
抛光、清洗
激光打标
成品库
出厂
成品检验
工序符号 G 关键工序 Z1 重要工序 Z2 重要工序 更改标记 处数 更改日期 签 名 T 特殊过程
关键特性 材料特性 氢脆破坏 初始污染 产品灭菌
技术要求 YY0117.1~YY0117.3-2008 氢应<0.010% 产品应≤100cfu/件次 CFU×10