氧气、乙炔、焊条消耗系数表
焊接材料消耗定额标准
焊接材料消耗定额标准 Q/HZ MB103-79二零零四年十月使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的 1.65倍计,焊丝按酸性焊条重量的0.636倍计;碱性焊条按熔敷金属重量的 1.80倍计,焊丝按碱性焊条重量的0.583倍计;焊丝按熔敷金属重量的 1.05倍计;焊剂按熔敷金属重量的 1.35倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝三 V型坡口单面手工焊缝四 V型坡口双面手工焊缝五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝七不开坡口丁字接头单面手工焊缝注:双面焊定额加倍. δ1≥δ. 八单面V型坡口角度手工焊缝(双面焊)九油缸缸底焊缝焊丝定额CG1-30型气割机切割规范钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV 常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C eq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)当C eq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热. Ito-Bessyo计算预热温度公式:T0=[])C︒-350C25(.0——T0预热温度(℃)——[C]=[C]X+[C]P————尺寸碳当量: [C]P=0.005S[C]X(S为板厚)————成分碳当量: [C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=(0.5π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
焊材消耗定额
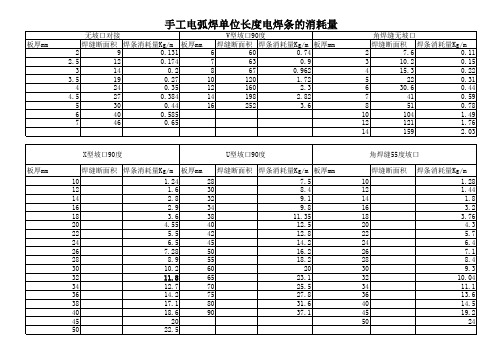
U型坡口90度 焊缝断面积 焊条消耗量Kg/m 板厚mm 7.5 8.4 9.1 9.8 11.35 12.5 12.8 14.2 16.2 18.2 20 23.1 25.5 27.8 31.6 37.1
埋弧自动焊消耗量
X型坡口90度 板厚mm 6 8 10 12 14 15 16 18 20 40 45 48 50 55 注: 焊丝直径 3 3 4 4 4 4 4 4 4 5 5 5 5 6 焊丝消耗量Kg/m 0.45 0.54 0.72 0.9 1.22 1.5 1.71 2 2.4 7.4 10 11.5 12.4 14.5 焊剂Kg/m 0.4 0.48 0.6 0.75 1 1.2 1.4 16 2 5.9 8 10 10.6 12 X型坡口90度 板厚mm 22 25 28 30 32 34 36 38 60 65 70 80 焊丝直径 5 5 5 5 5 5 5 5 6 6 6 6 焊丝消耗量Kg/m 2.1 3.4 4 4.5 5 5.5 6.2 6.8 16.8 19 24 30 X型坡口90度 焊剂Kg/m 2.2 2.8 3.2 3.6 4 4.4 5 5.4 14 15.5 20 24
308 ER309
焊剂理论上按焊丝的0.8计算, 但实际由于多种原因一般按焊丝重量的1.5倍计算。 1㎏φ 08焊丝焊管头的数量 1Kg焊条 根数 Φ 32*3 150根 Φ2.5 47 Φ 25*2.5 200根 Φ 38*2 110根 Φ3.2 30(碳钢)27(不锈钢) Φ4 17 Φ 57*2 84根 Φ5 11 Φ 19*2 250根 Φ 48.3*1.7 95根 常用焊接材料公斤与数量(根数)的对照表 焊条 型号 规格 重量(Kg) J422(J426) φ 2.5 J422(J426) φ 3.2
焊材消耗定额标准
焊材消耗定额标准HBPC-CHB-0011.本标准适合于手工电弧焊、氩弧焊、气体保护焊、自动埋弧焊。
2.制定本标准的依据和参考资料3.相应的焊缝标准、焊接工艺规程及生产实际情况。
4.附表中给出各种坡口形式的熔焊金属重量,具体焊接材料由相应的焊接工艺指定。
5.计算公式6.熔焊金属重量公式见附表7.焊条消耗定额(Kg)=熔焊金属重量×1.78.焊丝消耗定额(Kg)=熔焊金属重量×1.049.埋弧自动焊焊剂定额(Kg)=焊丝消耗定额×1.710.附表F=δ×b+2/3B×C附表2单面不开坡口带垫板对接焊缝附表3单面不开坡口有底对接焊缝F=δ×b+4/3B×C附表4双面对称X型坡口对接焊缝F=δ×b+(δ-p)/2×tg(α/2)+4/3B×CF=δ×b+(δ-p)/2×tg(α/2)+2/3B×C 附表6双边V型坡口有底对接焊缝F=δ×b+δ×tg(α/2)+2/3B×CF=δ×b+δ×tg(α/2)+2/3B×C附表8双面不开坡口埋弧自动焊对接焊缝F=δ×b+4/3B×C附表9双边V型坡口埋弧自动焊对接焊缝F=δ×b+(δ-10)/2×tg(α/2)+4/3×(E+4) 附表10对称X型坡口埋弧自动焊对接焊缝F=δ×b+(δ-p)/2×tg(α/2)+4/3B×C附表11无坡口单面角焊缝F=K/2+K×h 注:无坡口双面角焊缝按两条焊缝计算附表12有坡口单面角焊缝附表13水冷壁(光管+扁钢)纵向焊缝焊材消耗定额标准附表14管子对接V型坡口熔焊金属计算表。
焊条消耗量计算
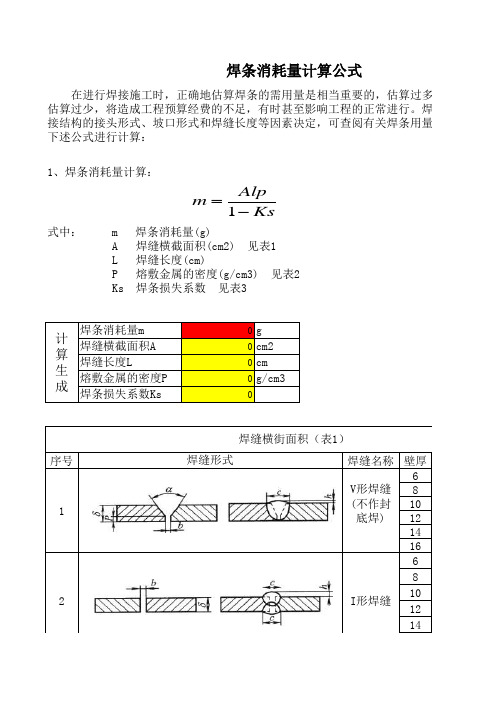
在进行焊接施工时,正确地估算焊条的需用量是相当重要的,估算过多,将造成仓库 估算过少,将造成工程预算经费的不足,有时甚至影响工程的正常进行。焊条的消耗量主 接结构的接头形式、坡口形式和焊缝长度等因素决定,可查阅有关焊条用量定额手册等, 下述公式进行计算:
1、焊条消耗量计算:
m Alp 1 Ks
/cm3
1.714 2.565 4.274 5.321
紫铜 8.96
E5015 (J507)
0.44
,估算过多,将造成仓库积压; 常进行。焊条的消耗量主要由焊 关焊条用量定额手册等,也可按
焊缝截面积A(cm2) 0.512 0.779 1.034 1.51 2.148 2.647 0.77 1.12 1.27 1.64 1.93
2.24 5.156 5.693 6.215 6.764 7.379
焊缝形式
焊缝名称 壁厚 6
V形焊缝 8 (不作封 10
底焊) 12 14 16 6
8
I形焊缝 10 12Leabharlann 142I形焊缝
16
28
30
32
34
36
3
X形焊缝 38
40
42
46
48
50
5
6
7
8
10
12
14
15
16
单边钝边V 18
4
形角焊缝 20
22
24
26
28
30
32
34
36
38
40
10
12
K形T字接 14
式中:
m 焊条消耗量(g) A 焊缝横截面积(cm2) 见表1 L 焊缝长度(cm) P 熔敷金属的密度(g/cm3) 见表2 Ks 焊条损失系数 见表3
构成船舶重置全价的主要部分材料费用船舶的材料包括钢材
构成船舶重置全价的主要部分。
一、材料费用船舶的材料包括钢材、焊接材料、涂装材料、电缆、辅料及其他材料。
1、钢材1)钢材净重钢材是船舶的主要材料,按船舶主尺度估算法进行估算:钢材净重的估算:g=K1(LXBXH)⑴其中:g—船体耗用钢材净重(吨)K1—钢料耗用系数(见表1)L—船舶总长(米)B—型宽(米)H—型深(米)表1钢材系数K1的取值2)钢材实际消耗量由于船舶零部件尺寸规格不统一和钢材供应的尺度问题,钢材不可能得到100%利用,在确定钢材实际消耗量时必须考虑钢材利用率。
G=g/钢材利用率(2)其中:G—钢材总重(吨)g—船体钢材净重(吨)根据评估人员对有关船厂及金属结构制造厂的直接和间接调查,钢材的一次利用率在80~85%左右,二次利用率为3~7%,合计钢材利用率为85~90%。
2、焊接材料焊接材料包括电焊条、焊丝、焊剂、钎料等,是构成船舶重置全价的重要内容。
焊材的熔敷金属量以及在施焊过程中各种工艺性损耗是决定焊材消耗量的主要因素。
焊接材料的选用必须与船舶所耗钢材的牌号相适应,全船焊接材料总消耗量的估算,主要依据全船钢材的总消耗量而定。
焊接材料费用=GXK2X焊接材料单价(3)其中:K2—焊材消耗系数G—钢材总重(吨)焊材消耗系数K取值见下表表2船焊材消耗系数K2我们可以发现,上表中船舶吨位越大或全船钢材消耗量越多,则焊材占钢材消耗量的比例就越小;反之则比例增大。
3、涂装材料1)涂装材料主要指油漆,其净消耗量由式(4)确定,Gy1=LX(B+H)XK3(4)其中:Gyl—油漆净重(吨)L—船舶总长B—型宽H—型深K3—每平方米油漆重量2)油漆实际消耗量Gy=Gy1XI/K4(5)其中:Gy—油漆实际消耗量I—油漆稀释系数,取1.15-1.2K4—油漆工艺消耗系数,取0.5-0.554、电缆电缆价格=电缆长度X电缆平均单价(6)电缆长度计算公式:电缆长度=K5X(DWT)0.15X(EKW)0.3(7)其中:K5—电缆消耗系数,见表4DWT—船舶载重吨EKW—全船电源总功率(kw)表4电缆消耗系数K5注:客轮可按载客量换算为载重吨。
构成船舶重置全价的主要部分材料费用船舶的材料包括钢材
构成船舶重置全价的主要部分。
一、材料费用船舶的材料包括钢材、焊接材料、涂装材料、电缆、辅料及其他材料。
1、钢材1)钢材净重钢材是船舶的主要材料,按船舶主尺度估算法进行估算:钢材净重的估算:g=K1(L×B×H) (1)其中:g-船体耗用钢材净重(吨)K1-钢料耗用系数(见表1)L-船舶总长(米)B-型宽(米)H-型深(米)表1钢材系数 K1的取值2)钢材实际消耗量由于船舶零部件尺寸规格不统一和钢材供应的尺度问题,钢材不可能得到100%利用,在确定钢材实际消耗量时必须考虑钢材利用率。
G=g/钢材利用率(2)其中:G-钢材总重(吨)g-船体钢材净重(吨)根据评估人员对有关船厂及金属结构制造厂的直接和间接调查,钢材的一次利用率在80~85%左右,二次利用率为3~7%,合计钢材利用率为85~90%。
2、焊接材料焊接材料包括电焊条、焊丝、焊剂、钎料等,是构成船舶重置全价的重要内容。
焊材的熔敷金属量以及在施焊过程中各种工艺性损耗是决定焊材消耗量的主要因素。
焊接材料的选用必须与船舶所耗钢材的牌号相适应,全船焊接材料总消耗量的估算,主要依据全船钢材的总消耗量而定。
焊接材料费用= G×K2×焊接材料单价(3)其中:K2—焊材消耗系数G—钢材总重(吨)焊材消耗系数K取值见下表表2 船焊材消耗系数K2我们可以发现,上表中船舶吨位越大或全船钢材消耗量越多,则焊材占钢材消耗量的比例就越小;反之则比例增大。
3、涂装材料1)涂装材料主要指油漆,其净消耗量由式(4)确定,Gy1 = L×(B+H)×K3 (4)其中:Gy1-油漆净重(吨)L-船舶总长B-型宽H-型深K3-每平方米油漆重量2)油漆实际消耗量Gy = Gy1×I/K4 (5)其中:Gy-油漆实际消耗量I-油漆稀释系数,取1.15-1.2K4-油漆工艺消耗系数,取0.5-0.554、电缆电缆价格=电缆长度×电缆平均单价(6)电缆长度计算公式:电缆长度= K5×(DWT)0.15×(∑KW)0.3(7)其中:K5-电缆消耗系数,见表4DWT-船舶载重吨∑KW-全船电源总功率(kw)表4电缆消耗系数K5注:客轮可按载客量换算为载重吨。
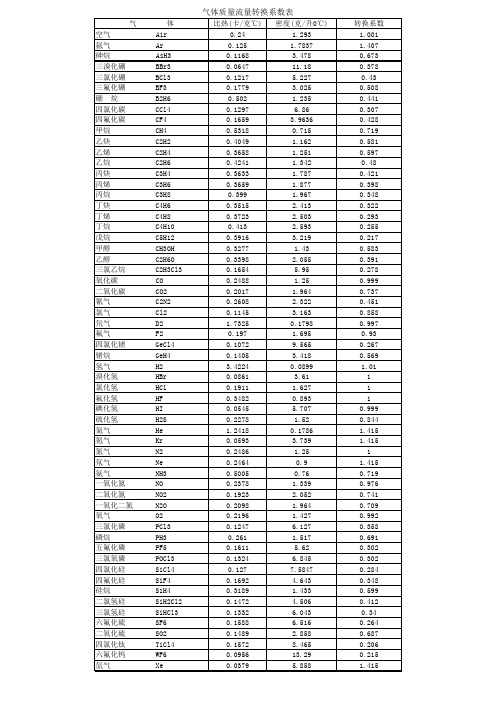
气体质量流量转换系数表
焊条消耗定额
焊脚*焊 脚/2 (焊脚 短面 积) *1.21 (角焊 缝矢 高) *7850 (钢板 密度 KG/MM)* 焊缝长 度/0.85 (二氧 焊消耗 率)=焊 丝用量 (KG)
50%~60 %,气保 焊在 85%,埋 弧焊更 低,同时 焊工操 作水平 不另同须注,消 意的是 焊缝断 面积须 注意焊 缝矢高, 角焊缝 矢高部 份面积 约为三 角以形角面焊 为例,焊 为
10MM, 焊缝长 为10M, 则焊材 用=0量.01为0:*
0.01/2*1
.21*785
0*10/0.6 (以电焊 条损耗 计算)
值得一提的是消耗率根据焊接形式及结构形式不同而不同普通电焊条在5060气保焊在85埋弧焊另须注意的是焊缝断面积须注意焊缝矢高角焊缝矢高部份面积约为三角形面积的121倍
一般公 式为: 焊缝断 面积*焊 缝长度* 钢比重/ 消值耗得率一. 提的是 消耗率 根据焊 接形式 及结构 形式不 同而不 同,普通 电焊条 在
钢管焊接焊条消耗定额
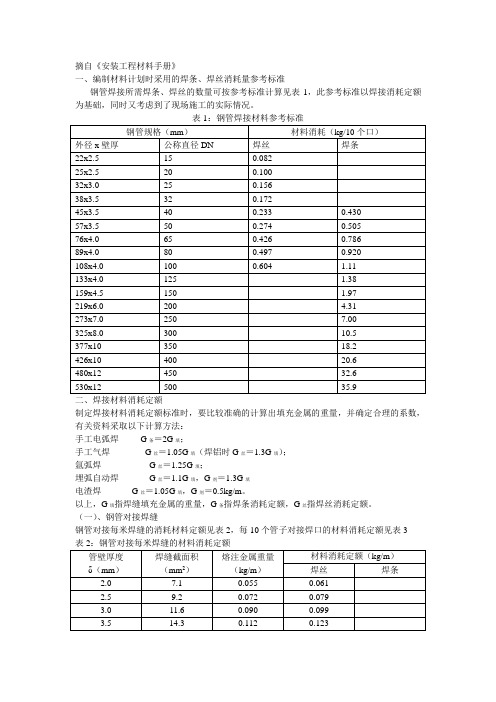
摘自《安装工程材料手册》
一、编制材料计划时采用的焊条、焊丝消耗量参考标准
钢管焊接所需焊条、焊丝的数量可按参考标准计算见表1,此参考标准以焊接消耗定额为基础,同时又考虑到了现场施工的实际情况。
制定焊接材料消耗定额标准时,要比较准确的计算出填充金属的重量,并确定合理的系数,有关资料采取以下计算方法:
手工电弧焊G条=2G填;
手工气焊G丝=1.05G填(焊铝时G丝=1.3G填);
氩弧焊G丝=1.25G填;
埋弧自动焊G丝=1.1G填,G剂=1.3G填
电渣焊G丝=1.05G填,G剂=0.5kg/m。
以上,G填指焊缝填充金属的重量,G条指焊条消耗定额,G丝指焊丝消耗定额。
(一)、钢管对接焊缝
钢管对接每米焊缝的消耗材料定额见表2,每10个管子对接焊口的材料消耗定额见表3
表2:钢管对接每米焊缝的材料消耗定额
注:1、表中焊丝为全气焊、全手工氩弧焊定额;
2、表中焊条为全手工电弧焊定额;
3、当采用手工氩弧焊打底,手工电弧焊盖面时,表中焊条应乘以0.8。
表3:每10个管子对接焊口的材料消耗定额。
焊条消耗量计算
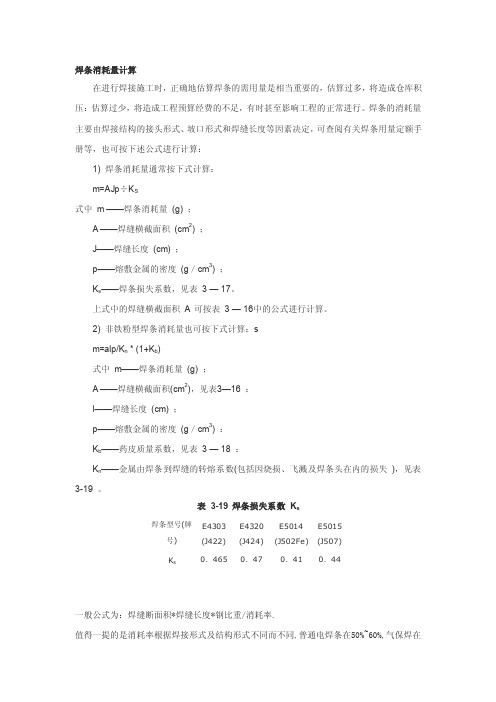
焊条消耗量计算在进行焊接施工时,正确地估算焊条的需用量是相当重要的,估算过多,将造成仓库积压:估算过少,将造成工程预算经费的不足,有时甚至影响工程的正常进行。
焊条的消耗量主要由焊接结构的接头形式、坡口形式和焊缝长度等因素决定,可查阅有关焊条用量定额手册等,也可按下述公式进行计算:1) 焊条消耗量通常按下式计算:m=AJp÷K S式中m ——焊条消耗量(g) ;A ——焊缝横截面积(cm2) ;J——焊缝长度(cm) ;p——熔敷金属的密度(g/cm3) ;K s——焊条损失系数,见表3 — 17。
上式中的焊缝横截面积A 可按表3 — 16中的公式进行计算。
2) 非铁粉型焊条消耗量也可按下式计算:sm=alp/K n * (1+K b)式中m——焊条消耗量(g) ;A ——焊缝横截面积(cm2),见表3—16 :l——焊缝长度(cm) ;p——熔敷金属的密度(g/cm3) :K b——药皮质量系数,见表3 — 18 :K n——金属由焊条到焊缝的转熔系数(包括因烧损、飞溅及焊条头在内的损失),见表3-19 。
表3-19 焊条损失系数K s焊条型号(牌号) E4303(J422)E4320(J424)E5014(J502Fe)E5015(J507)K s0.465 0.47 0.41 0.44一般公式为:焊缝断面积*焊缝长度*钢比重/消耗率.值得一提的是消耗率根据焊接形式及结构形式不同而不同,普通电焊条在50%~60%,气保焊在85%,埋弧焊更低,同时焊工操作水平不同,消耗率也不同;另须注意的是焊缝断面积须注意焊缝矢高,角焊缝矢高部份面积约为三角形面积的1.21倍. 以角焊为例,焊脚为10MM,焊缝长为10M,则焊材用量为:=0.010*0.01/2*1.21*7850*10/0.6(以电焊条损耗计算)=0.004×0.004÷2×1.21×7850×0.045×10÷0.6=0.057kg。
附表三完全消耗系数表
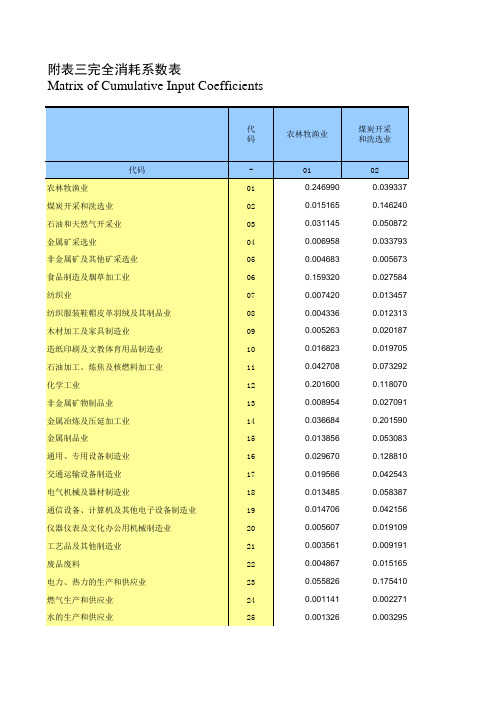
11 0.027525 0.096235 0.657550 0.024489 0.005332 0.028794 0.011309 0.009642 0.010367 0.018681 0.134460 0.130150 0.023362 0.144910 0.032468 0.109510 0.035246 0.041053 0.036828 0.021700 0.005529 0.011858 0.167220 0.004272 0.003181
木材加工及 家具制造业
造纸印刷及 文教体育用品 制造业 10 0.121490 0.041547 0.060444 0.023058 0.010088 0.045791 0.064391 0.021934 0.049309 0.425580 0.078346 0.440880 0.019831 0.127260 0.048708 0.072022 0.043730 0.041647 0.061160 0.014358 0.011581 0.095862 0.137950 0.002784 0.006884
06 0.604800 0.021711 0.037723 0.009509 0.005788 0.322970 0.012120 0.007603 0.008235 0.055075 0.050523 0.197370 0.018859 0.051900 0.021738 0.035826 0.024784 0.020601 0.022969 0.007570 0.005454 0.009298 0.075288 0.001990 0.002347
02 0.039337 0.146240 0.050872 0.033793 0.005673 0.027584 0.013457 0.012313 0.020187 0.019705 0.073292 0.118070 0.027091 0.201590 0.053083 0.128810 0.042543 0.058387 0.042156 0.019109 0.009191 0.015165 0.175410 0.002271 0.003295
焊接材料消耗定额(常用)
4.25
5.60
6.80
9.41
12.60
14.87
14.08
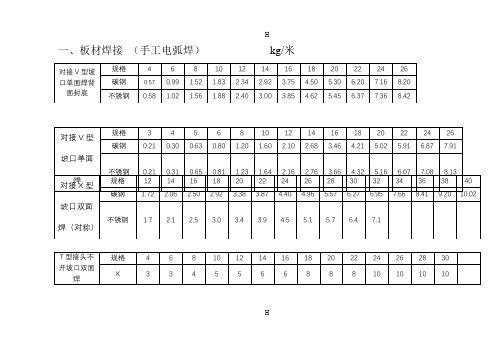
二、碳钢、合金钢、不锈钢直缝钢板卷管手工电弧焊接 kg/米
卷管,对接V型坡口单面焊≤Dg500
规格
4
6
8
9
10
12
14
16
18
20
碳钢
0.40
0.80
1.28
1.52
1.60
2.10
2.68
3.46
4.20
5.02
不锈钢
卷管,对接V型坡口背面清根双面焊≥ Dg600
φ1420×11
φ1420×12
φ1420×14
φ1620×10
消耗量
5.70
7.32
9.16
5.65
6.82
8.76
10.08
7.95
9.64
10.21
12.79
9.07
规格
φ1620×12
φ1620×14
φ1820×10
φ1820×12
φ1820×14
φ2020×10
φ2020×12
φ2020×14
1.082
1.198
1.343
1.922
规格
φ377×14
φ426×9
φ426×14
φ480×10
φ480×14
φ530×9
φ530×12
φ630×9
φ630×12
φ720×8
φ720×10
φ820×9
碳钢
2.318
2.111
2.620
2.481
2.941
2.61
焊材消耗
焊接材料的选用及消定额1、本标准适用于锅炉、压力容器焊材定额的制定和选用2、引用标准GB324-88《焊缝符号表示法》GB985-88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》GB986-88《埋弧焊焊缝坡口的基本形式和尺寸》3、焊接材料的选择3.1.焊条的选择原则3.1.1考虑母材的机械性能和化学成分(常见化学成分和焊缝金属机械参见表)1、普通结构钢的焊接,通常要求焊缝金属与母材等强度,应选用抗拉强度等于或稍高于母材的焊条2、对于合金结构钢,通常要求焊缝金属的主要成分与母材金属相同或者相近。
3、当母材中C及S、P等元素含量偏高时,焊缝金属容易产生裂纹,应选用抗裂性能好的低氢型焊材。
⑴低碳钢或低合金高强钢的焊接应根据钢材的抗拉强度来选择等强或稍高强度的焊材。
⑵耐热钢或不锈钢的焊接,应选用熔敷金属化学成分与母材相同或相近的焊条⑶异种钢焊接材料的选择比较复杂,选择时应遵循以下一般原则:①组织基本类似,强度等级不同的钢之间的焊接,最好选用抗拉强度介于被焊材料之间的折中焊条。
②碳钢、低碳钢、耐热钢与奥氏体钢焊接,如果产品工作温度较低,选用Cr25Ni13型不锈钢填充金属。
③碳钢与耐热钢焊接4应选用E5015型焊条。
3.1.2考虑焊件的结构复杂程度和刚性⑴形状复杂、结构刚性大以及厚度大的焊件必须采用抗裂性能较好的低氢焊条⑵考虑焊件的工作条件,包括载荷、介质和温度等,选用相应的能满足使用要求的焊条,如高温条件下工作的焊件应选择耐热钢焊条,接触腐蚀介质的焊条应选择不锈钢焊条,承受动载或冲击载荷的焊件应选择强度较高、塑性和韧性较高的低氢型焊条。
在没有规定的情况下,一般受压件选择碱性焊条,结构件选择酸性焊条,对于同一强度级别或同一化学成分的焊条,碱性焊条可代替酸性焊条,强度略低的焊条,但不得反代。
3.1.4考虑改善焊工劳动条件,提高劳动生产率,经济合理性等方面在酸性焊条和碱性焊条都可满足性能的要求时,应尽量采用酸性焊条,在使用性能相同的基础上选择价格较低的焊条。