离线焊缝及管体探伤
企业信息化管理网络在宝钢股份HFW焊管厂的应用
Appl a i fEn er ie I f ma i a a m e t i t c on o t pr n or t s on M n ge n
计 划 管 理 模 块 包 含 了 HF 焊 管 计 划 管 理 、 W U OE焊管 计 划 管 理 和 涂 层计 划 管 理 等 5个 功 能 不 同 的子模 块 。例 如 ,H W 焊 管计 划 管 理 涵 盖 了 焊 F 接 线月 轧制 计划 、焊接线 日轧制计 划 、焊 接线 1 3切 割 计 划 、HF 计划 基 表 信 息 管理 、焊 管 冷 区 1计 W 3 划 编制 、钢 管保 护 环 、保 护 套月 统计 及焊 管合 同作 业 卡等 7项 内容 。
理工艺参数 、管加工工艺参数 、合同质量评审、合 同变更审核及合同封锁申请 。 通过合同质量处理子模块 ,实现了合 同的质量 设计 ,即把合 同产品的质量要求转变为制造控制标 准 ,并对 实现 产 品 的化 学成 分 、机械 性能 、金相组 织 、显微硬度 、尺寸规格 、外观要求 、形状要求 、 标记/ 包装要求等 。按工艺路线提 出了具体 的制造
产计划 ,同时将合同产品标准通过质量设计转化为 具体的、数字化 的制造工艺要求 ,并跟踪合 同产品 生产至交付 。 信息化管理网络的 E P系统架构如图 1 R 所示 ,
由销 售 管 理 、质 量 管 理 、 合 同管 理 等 7个 模 块 组 成 ,充 分体 现 了宝 钢股份 的一 贯制 管理 理念 。模 块
方( ) 矩 形管 1 . t 要生 产设 备从 德 国 、挪 威 和 5万 。主
焊接缺陷,探伤图解(收藏)
焊接缺陷,探伤图解(收藏)一起学习,共同进步!先看18张很清晰的焊接缺陷图谱,身边搞焊接的朋友和搞探伤的朋友们应该人手一份。
万分感谢将这篇文章分享给我的同仁另外总结了一些常见焊接缺陷产生的原因、危害及防止措施!文章结尾蓝色字体内容更精彩!先看这几张图片,射线探伤底片结合横切面示意图,便于理解学习,拿出来分享给朋友们!1、weld01(High Low、高低)2、welld02(IncompleteRootFusion、根部未熔合)3、welld03(InsuffucientReinforcement、增强高)4、welld04(Excess RootPenetration、根部焊瘤)5、welld05(ExternalUndercut、外部咬肉)6、welld06(InternalUndercut、内部咬肉)7、welld07(RootConcavity、根部凹陷)8、welld08(BurnThrough、烧穿)9、welld09(Isolated SlagInclusion、单个的夹渣)10、welld10(WagonTrack Slag Line、线状夹渣)11、welld11(InterrunFusion、内部未熔合)12、welld12(Lack ofSidewallFusion、内侧未熔合)13、welld13(Porosity、气孔)14、welld14(Cluster Porosity、链状气孔)15、welld15(HollowBead、夹珠)16、welld16(Transverse Crack、横向裂纹)17、welld17(CenterlineCrack、中心线裂纹)18、welld18(RootCrack、根部裂纹)常见焊接缺陷产生原因、危害及防止措施一、焊接缺陷的分类焊接缺陷可分为外部缺陷和内部缺陷两种1.外部缺陷1)外观形状和尺寸不符合要求;2)表面裂纹;3)表面气孔;4)咬边;5)凹陷;6)满溢;7)焊瘤;8)弧坑;9)电弧擦伤;10)明冷缩孔;11)烧穿;12)过烧。
宝钢实习报告
宝钢实习报告有关宝钢实习报告4篇随着人们自身素质提升,报告的使用成为日常生活的常态,报告中提到的所有信息应该是准确无误的。
那么大家知道标准正式的报告格式吗?下面是小编收集整理的宝钢实习报告4篇,供大家参考借鉴,希望可以帮助到有需要的朋友。
宝钢实习报告篇1宝钢实习报告一.实习目的与要求1实习目的:2实习要求:二.实习时间:20xx.8.28———20xx.9.10 三.实习单位:宝山钢铁股份有限公司四.实习单位概况:宝山钢铁股份有限公司(简称宝钢股份)是上海宝钢集团公司的控股子公司,创立于20xx年2月3日,是中国最大、现代化程度最高的钢铁联合企业,也是全球最具竞争力的钢铁企业之一。
宝钢股份以先进的工艺技术装备,杰出的现金获利能力,持续的成本竞争力,高素质的员工队伍等综合优势,奠定了在世界钢铁业的卓越地位。
质量管理体系全面通过ISO/TS 16949标准认证;石油套管、油管获得美国API会标;热轧板、冷轧板获得日本JIS认可证书;热轧船用板得到中国、法国、美国、英国、德国、挪威、意大利等7国船级社认可。
宝钢股份曾先后荣获"国家质量管理奖"、亚太质量组织授予的"世界级组织奖"。
20xx年宝钢股份获标准普尔同期国家主权级"BBB"信用评级,前景展望稳定。
宝钢股份20xx年商品材超过1100万吨,广泛应用于国内外汽车制造、家电生产、石油开采、管道输送等领域。
在境内,宝钢股份在冷轧板卷、热轧板卷、无缝钢管等产品的制造和销售中始终处于业内领导地位,是汽车、家电、石油天然气开采等行业最大的钢铁供应商。
在海外,宝钢股份产品出口世界40多个国家和地区,跻身国际汽车制造、管线输送、石油开采等领域供应商行列,批量进入Fiat、Carrier、Electrolux、Whirlpool、Merloni 等国际著名汽车、家电企业。
自建厂以来,宝钢就遵循“集中一贯”的管理模式,并与钢铁主业工程建设同步,从无到有,持续推进企业管理信息化建设。
焊管常用探伤方法及技术

焊管常用探伤方法及技术曹雷(阜新华通管道有限公司,辽宁阜新123000)摘要:介绍了焊管常用的3种探伤方法(漏磁探伤、涡流探伤和超声波探伤)及技术。
分析了3种探伤方法的优缺点:漏磁探伤灵敏度高,能很好地分辨出焊管内外壁缺陷,但长管体、大壁厚管在漏磁探伤后需做消磁处理;涡流探伤检测速度快,但受趋肤效应的限制,很难发现工件深处的缺陷;超声波探伤穿透能力强、缺陷定位准确、成本低、速度快,但探伤操作需经耦合,在北方严冬环境下耦合时焊管易冻结,给探伤作业带来不便。
关键词:焊管检测;漏磁探伤;涡流探伤;超声波探伤中图分类号:TG115.28;TG441.7%%文献标志码:B%文章编号:1001-2311(2012)04-0072-03Commonly -used NDT Methods and Techniques for Weld PipesCao Lei(Fuxin Huatong Piping Co.,Ltd.,Fuxin 123000,China )Abstract :Described in the paper are the three commonly -used NDT methods and techniques for weld pipe flaw inspection ,i.e.,the MFL detection ,the eddy -current detection and the ultrasonic detection.Also analyzed are the advantages and disadvantages of these methods.The MFL method features high sensitivity which ensures satisfactory identification of both outer and inner flaws of the pipe ,but in case of long large -sized heavy -wall pipe ,demagnetization is necessary to be carried out upon ending of the detection.As for the eddy -current method ,although the detection speed is rather high ,it is so difficult to find out any flaw located deep in the workpiece due to the Kelvin skin effect.And speaking of the ultrasonic method ,the advantages are high penetrating force ,high flaw -positioning accuracy ,low operation cost ,and high detection velocity ,but medium coupling is needed for the detection ,which may cause ,in winter ,the trouble of freezing of the pipe ,particularly in hi -latitude areas ,thus make it rather difficult to keep the detection operation going smoothly.Key words :Weld pipe detection ;Magnetic flux leakage (MFL )detection ;Eddy -current detection ;Ul -trasonic detection在焊管的制造和使用过程中,为保证焊缝质量而进行的无损检测是尤为重要的。
焊缝检测方法

焊缝检测方法射线探伤方法(RT) 、超声波探伤(UT)、渗透探伤(PT) 、磁性探伤(MT)。
1.射线探伤方法(RT)目前应用较广泛的射线探伤方法是利用(X、γ)射线源发出的贯穿辐射线穿透焊缝后使胶片感光,焊缝中的缺陷影像便显示在经过处理后的射线照相底片上。
主要用于发现焊缝磁性探伤主要用于:检查表面及近表面缺陷。
该方法与渗透探伤方法比较,不但探伤灵敏度高、速度快,而且能探查表面一定深度下缺陷。
主动红外CCD焊缝检测方法一种主动红外CCD焊缝检测方法,选择红外发光二极管作为主动红外成像的光源,CCD作为获取主动红外图像的检测器,根据焊缝在焊接过程中显微组织结构和化学成分的变化,获取焊缝主动红外图像,由计算机获取CCD的视频输入,然后对焊缝红外图像进行一系列处理,经图像滤波、图像分割、图像匹配后提取焊缝的各个特征参数来评估焊接质量,并将分析结果存入数据库,最后对整个焊缝质量进行统计分析,对不符合要求的焊缝进行报警,并形成报表。
本发明所获取的主动红外图像焊缝特征明显,相应的图像处理简单快速,检测速度快、精度高、稳定可靠,适合于实际工业场合。
1、一种主动红外CCD焊缝检测方法,其特征在于包括如下具体步骤: 1)红外图像获取:将红外发光二极管阵列照射在焊缝的表面,采用CCD作为获取主动红外图像的检测器,获取焊缝的近红外反射图像,送入计算机,红外发光二极管工作电压为3V,工作电流为10mA,红外光线峰值波长880nm,CCD 带红外CCD专用滤光镜,带宽850nm-920nm; 2)图像处理:计算机获取CCD视频输入后,对红外图像进行图像滤波、图像分割、图像匹配和图像定标处理,并提取焊缝的特征,采取中值滤波法进行图像滤波,采用迭代法求得最佳的图像分割阈值,利用焊缝已知模型进行图像匹配找出焊缝,找出图像大小与实际大小之间的关系进行图像定标,得到焊缝的参数,包括焊缝的宽度、长度和偏心距,完成焊缝的特征提取; 3)数据库管理:计算机图像处理完毕后,对整个焊缝质量进行统计分析,将分析结果存入数据库,并形成报表,对不符合要求的焊缝,计算机给出报警信号,进行报警。
探伤方面的有关规程
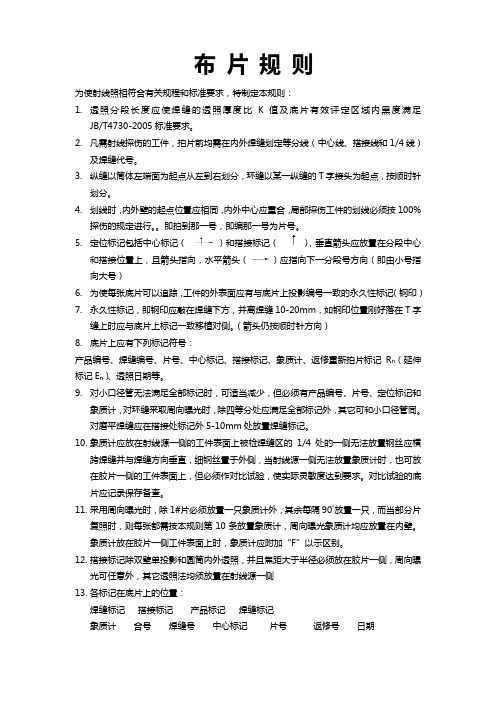
布片规则为使射线照相符合有关规程和标准要求,特制定本规则:1.透照分段长度应使焊缝的透照厚度比K值及底片有效评定区域内黑度满足JB/T4730-2005标准要求。
2.凡需射线探伤的工件,拍片前均需在内外焊缝划定等分线(中心线、搭接线和1/4线)及焊缝代号。
3.纵缝以筒体左端面为起点从左到右划分,环缝以某一纵缝的T字接头为起点,按顺时针划分。
4.划线时,内外壁的起点位臵应相同,内外中心应重合,局部探伤工件的划线必须按100%探伤的规定进行。
即拍到那一号,即编那一号为片号。
5.定位标记包括中心标记()和搭接标记(),垂直箭头应放臵在分段中心和搭接位臵上,且箭头指向,水平箭头()应指向下一分段号方向(即由小号指向大号)6.为使每张底片可以追踪,工件的外表面应有与底片上投影编号一致的永久性标记(钢印)7.永久性标记,即钢印应敲在焊缝下方,并离焊缝10-20mm,如钢印位臵刚好落在T字缝上时应与底片上标记一致移植对侧。
(箭头仍按顺时针方向)8.底片上应有下列标记符号:产品编号、焊缝编号、片号、中心标记、搭接标记、象质计、返修重新拍片标记R n(延伸标记E n)、透照日期等。
9.对小口径管无法满足全部标记时,可适当减少,但必须有产品编号、片号、定位标记和象质计,对环缝采取周向曝光时,除四等分处应满足全部标记外,其它可和小口径管同。
对磨平焊缝应在搭接处标记外5-10mm处放臵焊缝标记。
10.象质计应放在射线源一侧的工件表面上被检焊缝区的1/4处的一侧无法放臵钢丝应横跨焊缝并与焊缝方向垂直,细钢丝臵于外侧,当射线源一侧无法放臵象质计时,也可放在胶片一侧的工件表面上,但必须作对比试验,使实际灵敏度达到要求。
对比试验的底片应记录保存备查。
11.采用周向曝光时,除1#片必须放臵一只象质计外,其余每隔90°放臵一只,而当部分片复照时,则每张都需按本规则第10条放臵象质计,周向曝光象质计均应放臵在内壁。
象质计放在胶片一侧工件表面上时,象质计应附加“F”以示区别。
上海宝钢生产实习报告(完整版)
宝钢生产实习报告一、总体概论1.实习目的使学生能全面深入系统地了解和熟悉本专业的生产技术知识;使学生能亲自体会如何把已学的理论和专业知识运用到生产实际中去,进一步巩固深化和拓宽专业知识;使学生能获得综合分析和处理本专业各种生产技术、生产管理等问题的能力;使学生能在生产实践中项工人师傅学习相关操作技能,锻炼和培养实际工作技能。
2.实习要求深入车间、工段,虚心向工人师傅、工程技术人员、生产管理人员学习。
学习他们丰富的生产实践和生产管理经验,以及理论与实践相结合的工作方法、工作态度;学习他们优秀的品质;熟悉和掌握各种钢铁产品的生产工艺、生产设备和生产过程,产品质量检验和性能控制要求;熟悉和掌握典型钢结构产品生产的焊接方法和工艺、焊接生产流程及质量检验要求;了解、分析研究生产中的各种技术文献。
3.实习时间地点安排及实习单位简介3.1实习时间地点安排3.2 实习单位简介3.2.1 宝钢公司介绍(1)公司概况宝钢集团有限公司(以下简称宝钢),系依法成立的国有独资公司,由国务院国有资产监督管理委员会代表国务院履行出资人职责。
其依法享有民事权利,承担民事责任,并以其全部资产对公司债务承担责任。
宝钢是中国最具竞争力的钢铁联合企业。
1978年12月23日,宝钢在上海动工兴建。
1998年11月,宝钢与上钢、梅山联合重组,成为国家授权投资机构和国家控股公司试点企业。
2000年2月,宝山钢铁股份有限公司(简称宝钢股份)正式创立,同年12月在上海证券交易所上市。
2007年,宝钢重组新疆八一钢厂。
2008年,与广钢、韶钢重组,成立广东钢铁,在淘汰落后产能的同时积极筹建湛江制造基地。
2009年3月,与杭州钢铁集团公司签署协议,重组宁波钢铁有限公司。
宝钢立足钢铁主业,生产高技术含量、高附加值钢铁精品,已形成普碳钢、不锈钢、特钢三大产品系列,广泛应用于汽车、家电、石油化工、机械制造、能源交通、建筑装潢、金属制品、航天航空、核电、电子仪表等行业。
超声波探伤标准GB11345-89

GB 11345-1989《钢焊缝手工超声波探伤方法和探伤结果分级》JG/T 203-2007《钢结构超声波探伤及质量分级法》中华人民共和国国家标准钢焊缝手工超声波探伤方法和探伤结果分级 11345-89Method for manual ultrasonic testing and classificationof testing results for ferritic steel wdlds1 主题内容与适用范围本标准规定了检验焊缝及热影响区缺陷,确定缺陷位置、尺寸和缺陷评定的一般方法及探伤结果的分级方法.本标准适用于母材厚度不小于8mm的铁素体类钢全焊透熔化焊对接焊缝脉冲反射法手工超声波检验.本标准不适用于铸钢及奥氏体不锈钢焊缝;外径小于159mm的钢管对接焊缝;内径小于等于200mm的管座角焊缝及外径小于250mm和内外径之比小于80%的纵向焊缝.2 引用标准ZB Y 344 超声探伤用探头型号命名方法ZB Y 231 超声探伤用探头性能测试方法ZB Y 232 超声探伤用1号标准试块技术条件ZB J 04 001 A型脉冲反射式超声探伤系统工作性能测试方法3 术语3.1 简化水平距离l'从探头前沿到缺陷在探伤面上测量的水平距离.3.2 缺陷指示长度△l焊缝超声检验中,按规定的测量方法以探头移动距离测得的缺陷长度.3.3 探头接触面宽度W环缝检验时为探头宽度,纵缝检验为探头长度,见图1.3.4 纵向缺陷大致上平行于焊缝走向的缺陷.3.5 横向缺陷大致上垂直于焊缝走向的缺陷.3.6 几何临界角β'筒形工件检验,折射声束轴线与内壁相切时的折射角.3.7 平行扫查在斜角探伤中,将探头置于焊缝及热影响区表面,使声束指向焊缝方向,并沿焊缝方向移动的扫查方法.3.8 斜平行扫查在斜角探伤中,使探头与焊缝中心线成一角度,平等于焊缝方向移动的扫查方法.3.9 探伤截面串列扫查探伤时,作为探伤对象的截,一般以焊缝坡口面为探伤截面,见图2.3.10 串列基准线串列扫查时,作为一发一收两探头等间隔移动基准的线.一般设在离探伤截面距离为0.5跨距的位置,见图2.3.11 参考线探伤截面的位置焊后已被盖住,所以施焊前应予先在探伤面上,离焊缝坡口一定距离画出一标记线,该线即为参考线,将作为确定串列基准线的依据,见图3.3.12 横方形串列扫查将发、收一组探头,使其入射点对串列基准线经常保持等距离平行于焊缝移动的扫查方法,见图4.3.13 纵方形串列扫查将发、收一组探头使其入射点对串列基准线经常保持等距离,垂直于焊缝移动的扫查方法,见图4.4 检验人员4.1 从事焊缝探伤的检验人员必须掌握超声波探伤的基础技术,具有足够的焊缝超声波探伤经验,并掌握一定的材料、焊接基础知识.4.2 焊缝超声检验人员应按有关规程或技术条件的规定经严格的培训和考核,并持有相考核组织颁发的等级资格证书,从事相对应考核项目的检验工作.注:一般焊接检验专业考核项目分为板对接焊缝;管件对接焊缝;管座角焊缝;节点焊缝等四种.4.3 超声检验人员的视力应每年检查一次,校正视力不得低于1.0.5 探伤仪、探头及系统性能5.1 探伤仪使用A型显示脉冲反射式探伤仪,其工作频率范围至少为1-5MHz,探伤仪应配备衰减器或增益控制器,其精度为任意相邻12dB误差在±1dB内.步进级每档不大于2dB, 总调节量应大于60dB,水平线性误差不大于1%,垂直线性误差不大于5%.5.2 探头5.2.1 探头应按ZB Y344标准的规定作出标志.5.2.2 晶片的有效面积不应超过500mm2,且任一边长不应大于25mm.5.2.3 声束轴线水平偏离角应不大于2°.5.2.4 探头主声束垂直方向的偏离,不应有明显的双峰,其测试方法见ZB Y231.5.2.5 斜探头的公称折射角β为45°、60°、70°或K值为1.0、1.5、2.0、2.5,折射角的实测值与公称值的偏差应不大于2°(K值偏差不应超过±0.1),前沿距离的偏差应不大于1mm.如受工件几何形状或探伤面曲率等限制也可选用其他小角度的探头.5.2.6 当证明确能提高探测结果的准确性和可靠性,或能够较好地解决一般检验时的困难而又确保结果的正确,推荐采用聚焦等特种探头.5.3 系统性能5.3.1 灵敏度余量系统有效灵敏度必须大于评定灵敏度10dB以上.5.3.2 远场分辨力a.直探头:X≥30dB;b.斜探头:Z≥6dB.5.4 探伤仪、探头及系统性能和周期检查5.4.1 探伤仪、探头及系统性能,除灵敏度余量外,均应按ZB J04 001的规定方法进行测试.5.4.2 探伤仪的水平线性和垂直线性,在设备首次使用及每隔3个月应检查一次.5.4.3 斜探头及系统性能,在表1规定的时间内必须检查一次.6 试块6.1 标准试块的形状和尺寸见附录A,试块制造的技术要求应符合ZB Y232的规定,该试块主要用于测定探伤仪、探头及系统性能.6.2 对比试块的形状和尺寸见附录B.6.2.1 对比试块采用与被检验材料相同或声学性能相近的钢材制成.试块的探测面及侧面,在以2.5MHz以上频率及高灵敏条件下进行检验时,不得出现大于距探测面20mm处的Φ2mm平底孔反射回来的回波幅度1/4的缺陷回波.6.2.2 试块上的标准孔,根据探伤需要,可以采取其他形式布置或添加标准孔,但应注意不应与试块端角和相邻标准孔的反射发生混淆.6.2.3 检验曲面工件时,如探伤面曲率半径R小于等于W2/4时,应采用与探伤面曲率相同的对比试块.反射体的布置可参照对比试块确定,试块宽度应满足式(1):b≥2λ S/De (1)式中 b----试块宽度,mm;λ--波长,mm;S---声程,m;De--声源有效直径,mm6.3 现场检验,为校验灵敏度和时基线,可以采用其他型式的等效试块.7 检验等级7.1 检验等级的分级根据质量要求检验等级分为A、B、C三级,检验的完善程度A级最低,B级一般,C级最高,检验工作的难度系数按A、B、C顺序逐级增高.应按照工件的材质、结构、焊接方法、使用条件及承受载荷的不同,合理的选用检验级别.检验等级应接产品技术条件和有关规定选择或经合同双方协商选定.注:A级难度系数为1;B级为5-6;C级为10-12.本标准给出了三个检验等级的检验条件,为避免焊件的几何形状限制相应等级检验的有效性,设计、工艺人员应考虑超声检验可行性的基础上进行结构设计和工艺安排.7.2 检验等级的检验范围7.2.1 A级检验采用一种角度的探头在焊缝的单面单侧进行检验,只对允许扫查到的焊缝截面进行探测.一般不要求作横向缺陷的检验.母材厚度大于50Mm时,不得采用A级检验.7.2.2 B级检验原则上采用一种角度探头在焊缝的单面双侧进行检验,对整个焊缝截面进行探测.母材厚度大于100mm时,采用双面双侧检验.受几何条件的限制,可在焊缝的双面半日侧采用两种角度探头进行探伤.条件允许时应作横向缺陷的检验.7.2.3 C级检验至少要采用两种角度探头在焊缝的单面双侧进行检验.同时要作两个扫查方向和两种探头角度的横向缺陷检验.母材厚度大于100mm时,采用双面侧检验.其他附加要求是:a.对接焊缝余高要磨平,以便探头在焊缝上作平行扫查;b.焊缝两侧斜探头扫查经过的母材部分要用直探头作检查;c.焊缝母材厚度大于等于100mm,窄间隙焊缝母材厚度大于等于40mm时,一般要增加串列式扫查,扫查方法见附录C.8 检验准备8.1 探伤面8.1.1 按不同检验等级要求选择探伤面.推荐的探伤面如图5和表2所示.8.1.2 检验区域的宽度应是焊缝本身再加上焊缝两侧各相当于母材厚度30%的一段区域,这个区域最小10mm,最大20mm,见图6.8.1.3 探头移动区应清除焊接飞溅、铁屑、油垢及其他外部杂技.探伤表面应平整光滑,便于探头的自由扫查,其表面粗糙度不应超过6.3μm,必要时应进行打磨:a.采用一次反射法或串列式扫查探伤时,探头移动区应大于1.25P:P=2δtgβ (2)或P=2δK (3)式中 P----跨距,mm;δ--母材厚度,mmb.采用直射法探伤时,探头移动区应大于0.75P.8.1.4 去除余高的焊缝,应将余高打磨到与邻近母材平齐.保留余高的焊缝,如焊缝表面有咬边,较大的隆起凹陷等也应进行适当的修磨,并作圆滑过渡以影响检验结果的评定.8.1.5 焊缝检验前,应划好检验区段,标记出检验区段编号.8.2 检验频率检验频率f一般在2-5MHz范围内选择,推荐选用2-2.5MHz公称频率检验.特殊情况下,可选用低于2MHz或高于2.5MHz的检验频率,但必须保证系统灵敏度的要求.8.3 探头角度8.3.1 斜探头的折射角β或K值应依据材料厚度,焊缝坡口型式及预期探测的主要缺陷来选择.对不同板厚推荐的探头角度和探头数量见表2.8.3.2 串列式扫查,推荐选用公称折射角为45°的两个探头,两个探头实际折射角相差不应超过2°,探头前洞长度相差应小于2mm.为便于探测厚焊缝坡口边缘未熔合缺陷,亦可选用两个不同角度的探头,但两个探头角度均应在35°-55°范围内.8.4 耦合剂8.4.1 应选用适当的液体或糊状物作为耦合剂,耦合剂应具有良好透声性和适宜流动性,不应对材料和人体有作用,同时应便于检验后清理.8.4.2 典型的耦合剂为水、机油、甘油和浆糊,耦合剂中可加入适量的"润湿剂"或活性剂以便改善耦合性能.8.4.3 在试块上调节仪器和产品检验应采用相同的耦合剂.8.5 母材的检查采用C级检验时,斜探头扫查声束通过的母材区域应用直探头作检查,以便探测是否有有探伤结果解释的分层性或其他缺陷存在.该项检查仅作记录,不属于对母材的验收检验.母材检查的规程要点如下:a.方法:接触式脉冲反射法,采用频率2-5MHz的直探头,晶片直径10-25mm;b.灵敏度:将无缺陷处二次底波调节为荧光屏满幅的100%;c.记录:凡缺陷信号幅度超过荧光屏满幅20%的部位,应在工件表面作出标记,并予以记录.9 仪器调整和校验9.1 时基线扫描的调节荧光屏时基线刻度可按比例调节为代表缺陷的水平距离l(简化水平距离l');深度h;或声程S,见图7. 9.1.1 探伤面为平面时,可在对比试块上进行时基线扫描调节,扫描比例依据工件工和选用的探头角度来确定,最大检验范围应调至荧光屏时基线满刻度的2/3以上.9.1.2 探伤面曲率半径R大于W2/4时,可在平面对比试块上或与探伤面曲率相近的曲面对比试块上,进行时基线扫描调节.9.1.3 探伤面曲率半径R小于等于W2/4时,探头楔块应磨成与工件曲面相吻合,在6.2.3条规定的对比试块上作时基线扫描调节.9.2 距离----波幅(DAC)曲线的绘制9.2.1 距离----波幅曲线由选用的仪器、探头系统在对比试块上的实测数据绘制见图8,其绘制方法见附录D,曲线由判废线RL,定量线SL和评定线EL组成,不同验收级别的各线灵敏度见表3.表中的DAC是以Φ3mm标准反射体绘制的距离--波幅曲线--即DAC基准线.评定线以上至定量线以下为1区(弱信号评定区);定量线至判废线以下为Ⅱ区(长度评定区);判废线及以上区域为Ⅲ区(判废区).9.2.2 探测横向缺陷时,应将各线灵敏度均提高6dB.9.2.3 探伤面曲率半径R小于等于W2/4时,距离--波幅曲线的绘制应在曲面对比试块上进行.9.2.4 受检工件的表面耦合损失及材质衰减应与试块相同,否则应进行传输损失修整见附录E,在1跨距声程内最大传输损失差在2dB以内可不进行修整.9.2.5 距离--波幅曲线可绘制在坐标纸上也可直接绘制在荧光屏刻度板上,但在整个检验范围内,曲线应处于荧光屏满幅度的20%以上,见图9,如果作不到,可采用分段绘制的方法见图10.9.3 仪器调整的校验9.3.1 每次检验前应在对比试块上,对时基线扫描比例和距离--波幅曲线(灵敏度)进行调节或校验.校验点沙于两点.9.3.2 检验过程中每4h之内或检验工作结束后应对时基线扫描和灵敏度进行校验,校验可在对比试块或其他儿试块上进行.9.3.3 扫描调节校验时,如发现校验点反射波在扫描线上偏移超过原校验点刻度读数的10%或满刻度的5%(两者取较小值),则扫描比例应重新调整,前次校验后已经记录的缺陷,位置参数应重新测定,并予以更正.9.3.4 灵敏度校验时,如校验点的反射波幅比距离--波幅曲线降低20%或2dB以上,则仪灵敏度应重新调整,并对前次校验后检查的全部焊缝应重新检验.如校验点的反射波幅比距离--波幅曲线增加20%或2dB以上,仪器灵敏度应重新调整,而前次校验后,已经记录的缺陷,应对缺陷尺寸参数重新测定并予以评定.10 初始检验10.1 一般要求10.1.1 超声检验应在焊缝及探伤表面经外观检查合格并满足8.1.3条的要求后进行.10.1.2 检验前,探伤人员应了解受验工件的材质、结构、曲率、厚度、焊接方法、焊缝种类、坡口形式、焊缝余高及背面衬垫、沟槽等情况.10.1.3 探伤灵敏度应不低于评定线灵敏度.10.1.4 扫查速度不应大于150mm/s, 相邻两次探头移动间隔保证至少有探头宽度10%的重叠.10.1.5 对波幅超过评定线的反射波,应根据探头位置、方向、反射波的位置及10.1.2条了解的焊缝情况,判断其是否为缺陷.判断为缺陷的部位应在焊缝表面作出标记.10.2 平板对接焊缝的检验10.2.1 为探测纵向缺陷,斜探头垂直于焊缝中心线在探伤面上,作锯齿型扫查见图11.探头前后移动的范围应保证扫查到全部焊缝截面及热影响区.在保持探头垂直焊缝作前后移动的同时,还应作10°-15°的左右转动.10.2.2 为探测焊缝及热影响区的横向缺陷应进行平行和斜平行扫查.a. B级检验时,可寅边缘使探头与焊缝中心线成10°-20°作斜平行的扫查(图12);b. C级检验时,可将探头放在焊缝及热影响区上作两个方向的平行扫查(图13),焊缝母材厚度超过100mm 时,应在焊缝的两面作平行扫查或者采用两种角度探头(45°和60°或45°和70°并用)作单面两个方向的平行扫查;亦可用两个45°探头作串列式平行扫查;c. 对电渣焊缝还应增加与焊缝中心线成45°的斜向扫查.10.2.3 为确定缺陷的位置、方向、形状、观察缺陷动态波形或区分缺陷讯号与伪讯号,可采用前后、左右、转角、环绕等四种探头基本扫查方式(图14).10.3 曲面工件对接焊缝的检验10.3.1 探伤面为曲面时,应按6.2.3和9.1.3条的规定选用对比试块,并采用10.2条的方法进行检验,C 级检验时,受工件几何形状限制,横向缺陷探测无法实施时,应在检验记录中予以注明.10.3.2 环缝检验时,对比试块的曲率半径为探伤面曲率半径0.9-1.5倍的对比试块均可采用.探测横向缺陷时按10.3.3条的方法进行.10.3.3 纵缝检验时,对比试块的曲率半径与探伤面曲率半径之差应小于10%.10.3.3.1 根据工件的曲率和材料厚度选择探头角度,并考虑几何临界角的限制,确保声束能扫查到整个焊缝厚度.条件允许时,声束在曲底面的入射角度不应超过70°.10.3.3.2 探头接触面修磨后,应注意探头入射点和折射角或K值的变化,并用曲面试块作实际测定. 10.3.3.3 当R大于W2/4采用平面对比试块调节仪器时,检验中应注意到荧光屏指示的缺陷深度或水平距离与缺陷实际的径向埋藏深度或水平距离孤长的差异,必要时应进行修正.10.4 其他结构焊缝的检验10.4.1 一般原则a.尽可能采用平板焊缝检验中已经行之有效的各种方法;b.在选择探伤面和探头时应考虑到检测各种类型缺陷的可能性,并使声束尽可能垂直于该结构焊缝中的主要缺陷.10.4.2 T型接头10.4.2.1 腹板厚度不同时,选用的折射角见表4,斜探头在腹板一侧作直射法和一次反射法探伤见图15位置2.10.4.2.2 采用折射角45°(K1)探头在腹板一侧作直射法和一次反射法探测焊缝及腹板侧热影响区的裂纹(图16).10.4.2.3 为探侧腹板和翼板间未焊透或翼板侧焊缝下层状撕裂等缺陷,可采用直探头(图15位置1)或斜探头(图16位置3)在翼板外侧探伤或采用折射角45°(K1)探头在翼板内侧作一次反射法探伤(图15位置3).10.4.3 角接接头角接接头探伤面及折射角一般按图17和表4选择.10.4.4 管座角焊缝10.4.4.1 根据焊缝结构形式,管座角焊缝的检验有如下五种探侧方法,可选择其中一种或几种方式组合实施检验.探测方式的选择应由合同双方商定,并重点考虑主要探测对象和几何条件的限制(图18、19). a.在接管内壁表面采用直探头探伤(图18位置1);b.在容器内表面用直探头探伤(图19位置1);c.在接管外表面采用斜探头探伤(图19位置2);d.在接管内表面采用斜探头探伤(图18位置3,图19位置3);e.在容器外表面采用斜探头探伤(图18位置2).10.4.4.2 管座角焊缝以直探头检验为主,对直探头扫查不到的区域或结构,缺陷向性不适于采用直探头检验时,可采用斜探头检验,斜探头检验应符合10.4.1条的规定.10.4.5 直探头检验的规程a.推荐采用频率2.5Mhz直探头或双晶直探头,探头与工件接触面的尺寸W应小于2√R;b.灵敏度可在与工件同曲率的试块上调节,也可采用计算法或DGS曲线法,以工件底面回波调节.其检验等级评定见表5.11 规定检验11.1 一般要求11.1.1 规定检验只对初始检验中被标记的部位进行检验.11.1.2 探伤灵敏度应调节到评定灵敏度.11.1.3 对所有反射波幅超过定量线的缺陷,均应确定其位置,最大反射波幅所在区域和缺陷指示长度. 11.2 最大反射波幅的测定11.2.1 对判定为缺陷的部位,采取10.2.3条的探头扫查方式、增加探伤面、改变探头折射角度进行探测,测出最大反射波幅并与距离--波幅曲线作比较,确定波幅所在区域.波幅测定的允许误差为2DB.11.3 位置参数的测定11.3.1 缺陷位置以获得缺陷最大反射波的位置来表示,根据相应的探头位置和反射波在荧光屏上的位置来确定如下全部或部分参数.a.纵坐标L代表缺陷沿焊缝方向的位置.以检验区段编号为标记基准点(即原点)建立坐标.坐标正方向距离L表示缺陷到原点之间的距离见图20;b.深度坐标h代表缺陷位置到探伤面的垂直距离(mm).以缺陷最大反射波位置的深度值表示;c.横坐标q代表缺陷位置离开焊缝中心线的垂直距离,可由缺陷最大反射波位置的水平距离或简化水平距离求得.11.3.2 缺陷的深度和水平距离(或简化水平距离)两数值中的一个可由缺陷最大反射波在荧光屏上的位置直接读出,另一数值可采用计算法、曲线法、作图法或缺陷定位尺求出.11.4 尺寸参数的测定应根据缺陷最大反射波幅确定缺陷当量值Φ或测定缺陷指示长度△l.11.4.1 缺陷当量Φ,用当量平底孔直径表示,主要用于直探头检验,可采用公式计算,DGS曲线,试块对比或当量计算尺确定缺陷当量尺寸.11.4.2 缺陷指示长度△l的测定推荐采用如下二种方法.a.当缺陷反射波只有一个高点时,用降低6dB相对灵敏度法测长见图21;b.在测长扫查过程中,如发现缺陷反射波峰值起伏变化,有多个高点,则以缺陷两端反射波极大值之间探头的移动长度确定为缺陷指示长度,即端点峰值法见图22.12 缺陷评定12.1 超过评定线的信号应注意其是否具有裂纹等危害性缺陷特征,如有怀疑时采取改变探头角度,增加探伤面、观察动态波型、结合结构工艺特征作判定,如对波型不能准确判断时,应辅以其他检验作综合判定.12.2 最大反射波幅位于Ⅱ区的缺陷,其指示长度小于10mm时按5mm计.12.3 相邻两缺陷各向间距小于8mm时,两缺陷指示长度之和作为单个缺陷的指示长度.13 检验结果的等级分类13.1 最大反射波幅位于Ⅱ区的缺陷,根据缺陷指示长度按表6的规定予以评级.13.2 最大反射波幅不超过评定线的缺陷,均应为Ⅰ级.13.3 最大反射波幅超过评定线的缺陷,检验者判定为裂纹等危害性缺陷时,无论其波幅和尺寸如何,均评定为Ⅳ级.13.4 反射波幅位于Ⅰ区的非裂纹性缺陷,均评为Ⅰ级.13.5 反射波幅位于Ⅲ区的缺陷,无论其指示长度如何,均评定为Ⅳ级.13.6 不合格的缺陷,应予返修,返修区域修后,返修部位及补焊受影响的区域,应按原探伤条件进行复验,复探部位的缺陷亦应按12章评定.14 记录与报告14.1 检验记录主要内容:工件名称、编号、焊缝编号、坡口形式、焊缝种类、母材材质、规格、表面情况、探伤方法、检验规程、验收标准、所使用的仪器、探头、耦合剂、试块、扫描比例、探伤灵敏度.所发现的超标缺陷及评定记录,检验人员及检验日期等.反射波幅位于Ⅱ区,其指示长度小于表6的缺陷也应予记录.14.2 检验报告主要内容:工件名称、合同号、编号、探伤方法、探伤部位示意图、检验范围、探伤比例收标准、缺陷情况、返修情况、探伤结论、检验人员及审核人员签字等.14.3 检验记录和报告应至少保存7年.14.4 检验记录和报告的推荐格式见附录F.附录A标准试块的形状和尺寸(补充件)注:尺寸公差±0.1;各边垂直度不大于0.05;C面尺寸基准面,上部各折射角刻度尺寸值见表A1,下部见表A2.附录B对比试块的形状和尺寸(补充件)B1 对比试块的形状和尺寸见表B1.注:①尺寸公差±0.1mm; ②各边垂直度不大于0.1; ③表面粗糙度不大于6.3μm; ④标准孔与加工面的平行度不大于0.05.附录C串列扫查探伤方法(补充件)C1 探伤设备C1.1 超声波探伤仪的工作方式必须具备一发一收工作状态.C1.2 为保证一发一收探头相对于串列基准线经常保持等距离移动,应配备适宜的探头夹具,并适用于横方型及纵方型两种扫查方式.C1.3 推荐采用,频率2-2.5Mhz,公称折射角45°探头,两探头入射点间最短间距应小于20mm.C2 仪器调整C2.1 时基线扫描的调节采用单探头按标准正文9.1 的方法调节,最大探测范围应大于1跨距声程.C2.2 灵敏度调整在工件无缺陷部位,将发、收两探头对向放置,间距为1跨距,找到底面最大反射波见图C1及式C1,调节增益使反射波幅为荧光屏满幅高度的40%,并以此为基准波高.灵敏度分别提高8dB、14dB和20dB代表判废灵敏度、定量灵敏度和评定灵敏度.C3 检验程序C3.1 检验准备a.探伤面对接焊缝的单面双侧;b.串列基准线如发、收两探头实测折射角的平均值为β或K值平均为K.在离参考线(参考线至探伤截面的距离L'-0.5P)的位置标记串列基准线,见图C2及式C2.0.5P=δtgβ (C1)或0.5P=δK (C2)C3.2 初始探伤C3.2.1 探伤灵敏度不低于评定灵敏度.C3.2.2 扫查方式采用横方形或纵方形串列扫查,扫查范围以串列基准线为中心尽可能扫查到整个探伤截面,每个探伤截面应扫查一遍.C3.2.3 标记超过评定线的反射波,被判定为缺陷时,应在焊缝的相应位置作出标记.C3.3 规定探伤C3.3.1 对象只对初始检验标记部位进行探伤.C3.3.2 探伤灵敏度为评定灵敏度.C3.3.3 缺陷位置不同深度的缺陷,其反射波均出现在相当于半跨距声程位置见图C3.缺陷的水平距离和深度分别为:(C3)(C4)C3.3.4 缺陷以射波幅在最大反射波探头位置,以40%线为基准波高测出缺陷反射波的dB数作为缺陷的相对波幅,记为SL±----dB.C3.3.5 缺陷指示长度的测定采用以评定灵敏度为测长灵敏度的绝对灵敏度法测量缺陷指示长度.即进行左右扫查(横方形串列扫查),以波幅超过评定线的探头移动范围作为缺陷指示长度.C4 缺陷评定所有反射波幅度超过评定线的缺陷均应按标准正文第12章的规定予以评定,并按第13章的规定对探伤结果作等级分类.附录D距离----波幅(DAC)曲线的制作(补充件)D1 试件D1.1 采用标准附录B对比试块或其他等效形式试块绘制DAC曲线.D1.2 R小于等于W2/4时,应采用探伤面曲率与工件探伤面曲率相同或相近的对比试块.D2 绘制步骤DAC曲线可绘制在坐标纸上(称DAC曲线),亦可直接绘制在荧光屏前透明的刻度板上(称DAC曲线板).D2.1 DAC曲线的绘制步骤如下:a.将测试范围调整到探伤使用的最大探测范围,并按深度、水平或声程法调整时基线扫描比例;b.根据工件厚度和曲率选择合适的对比试块,选取试块上民探伤深度相同或接近的横孔为第一基准孔,将探头置于试块探伤面声束指向该孔,调节探头位置找到横孔的最高反射波;c.调节"增益"或"衰减器"使该反射幅为荧光屏上某一高度(例如满幅的40%)该波高即为"基准波高",此时,探伤系统的有效灵敏度应比评定灵敏度高10dB;d.调节衰减器,依次探测其他横孔,并找到最大反射波高,分别记录各反射波的相对波幅值(dB);e.以波幅(dB)为纵坐标,以探沿距离(声程、深度或水平距离)为横坐标,将c、d记录数值描绘在坐标纸上;f.将标记各点连成圆滑曲线,并延长到整个探测范围,最近探测点到探距离O点间画水平线,该曲线即为Φ3mm横孔DAC曲线的基准线;g.依据标准正文表3规定的各线灵敏度,在基准线下分别绘出判废线、定量线、评定线,并标记波幅的分区;h.为便于现场探伤校验灵敏度,在测试上述数据的同时,可对现场使用的便携试块上的某一参考反射体进行同样测量,记录其反射波位置和反射波幅(dB)并标记在DAC曲线图上.D2.2 DAC曲线的绘制步骤如下:a.同D2.1a;b.依据工件厚度和曲率选择合适的对比试块,在试块上所有孔深小于等于探测深度的孔中,选取能产生最大反射波幅的横孔为第一基准孔;c.调节"增益"使该孔的反射波为荧光屏满幅高度的80%,将其峰值标记在荧光屏前辅助面板上.依次探测其它横孔,并找到最大反射波 ,地峰值点标记在辅助面板上,如果做分段绘制,可调节衰减器分段绘制曲线;d.将各标记点连成圆滑曲线,并延伸到整个探测范围,该曲线即为Φ3mm横孔DAC曲线基准线;定量灵敏度下,如分别将灵敏度提高或降低6dB,该线将分别代表评定或判废线.(A级检验DAC基准线即为判废线);。
铜管、铝管、钛管、不锈钢管涡流探伤技术

非铁磁性管/棒涡流探伤技术探伤方法的选择铜、铝、不锈钢、钛等材料归属于非铁磁性材料,高精度的非铁磁性管棒(以下简称金属管棒)表面质量要求不得有裂缝、裂纹、孔洞、焊缝未熔焊等缺陷,不得有超标的划痕、压伤等缺陷。
涡流探伤在生产企业总体分为在线和离线两种模式。
金属管棒在生产线上(简称在线)具有连续、快速生产的特点,利用制管机组的传动和固定,涡流探头直接安装在生产线上进行探伤(即在线探伤),在线探伤影响因素较多,常见有振动、高频等干扰。
在线生产速度较快,一般每分钟在几十到几百米不等,一方面因速度引起的振动会具有一定的干扰,这对生产设备要求较高,需要保证探伤位置工件平稳。
另一方面因为在线速度快,涡流探伤检测频率不能太低,这样采样率下降导致漏检,一般在线探伤选择相对较高的频率检测(致使检测深度浅)。
金属管棒下线后(简称离线),可以单独制作一套机械装置配合涡流仪进行探伤(即离线探伤),具备自动上下料、自动检测、自动报警、打标、分选等功能。
此种方法可以有效避免在线检测中的各种干扰因素,检测效果比较好,检测可靠性高,有利于成品质量控制。
不足之处是,检测速度相对在线较慢,需要单独场地和自动化设备进行辅助,一般厂家设置检测车间。
厂家可以根据自身实际情况进行选择探伤方法。
无论在线探伤还是离线探伤,系统都可以实现缺陷的实时检测、记录、报警及延时打标/报警功能,检测报告数据可以长期保存在电脑硬盘里,如需要可以进行打印输出。
焊管局部在线探伤铜棒穿过式在线探伤探头的选择不论在线探伤还是离线探头,主要涉及的探头有两种:穿过式(针对整个圆周)和局部式(只针对焊管焊缝)两种。
穿过式是指管棒从探头内孔穿过,可对管棒整个圆周面进行检测,一般多采用普通差动式线圈结构。
此种方式优点在于焊缝和母材可同时检测,但灵敏度上有所欠佳。
我司针对这个缺点,进行了系统升级,首先探伤机软硬件部分进行了信号的优化,其次把探头结构进行可改进,使信号有了两次优化放大。
不锈钢管焊缝无损检测方法介绍

不锈钢管焊缝无损检测方法介绍作者:不锈钢管来源:未知日期:2010/10/4 13:27:50 人气:2 标签:不锈钢管不锈钢管焊缝无损检测导读:(1)渗透探伤(PT)采用带有荧光染料(荧光法)或红色染料(着色法)的渗透剂的渗透作用,来显示焊接接头表面微小缺陷的无损检验法。
检测时一要求被测表面平整光洁。
此方…(1)渗透探伤(PT)采用带有荧光染料(荧光法)或红色染料(着色法)的渗透剂的渗透作用,来显示焊接接头表面微小缺陷的无损检验法。
检测时一要求被测表面平整光洁。
此方法分为荧光探伤和着色探伤,其中荧光探伤的测量精度较高,可达10μm。
焊接构件表面检查常用着色法渗透探伤。
(2)磁粉探伤(MT)利用在强磁场中,铁磁材料表层缺陷产生的漏磁场吸附磁粉的现象而进行的无损检验方法。
在有缺陷处,由于漏磁的作用会集中吸附撒上的铁粉。
可根据吸附铁粉的形状、厚度和多少,来判断焊接缺陷的位置和大小。
该方法不适用无磁性的奥氏体型不锈钢。
(3)射线探伤(RT)采用X射线或γ射线照射焊接接头检查其内部缺陷的一种无损检验方法。
它能准确地显示出焊缝中焊接缺陷的种类、形状、尺寸、位置和分布情况。
评定标准按《钢熔化焊对接接头射线照相法和质量分级》(GB3329-87)进行。
该探伤方法长期操作,对操作者身体有一定的影响。
(4)超声波探伤(UT)借助于超声波探伤仪来检测焊缝内部缺陷的一种无损探伤方法。
此法适用于探伤厚板,可确定5mm以内缺陷。
探伤周期短、成木低、设备简单,对操作者身体无害,但不能准确判断缺陷的性质。
(5)涡流探伤(ET)涡流探伤是以电磁感应原理为基础,当钢管(指碳钢、合金钢和不锈钢)通过交流电的绕组时,钢管表面或近表面出现集肤效应,使其有缺陷部位的涡流发生变化,导致绕组的阻抗或感应电压产生变化,从而得到关于缺陷的信号。
从信号的幅值及相位等可以对缺陷进行判别,能有效地识别钢管内外表面的不连续性缺陷,如裂纹、未焊透、夹渣、气孔、点腐蚀等,对开放性线性缺陷最为敏感。
离线作业区作业标准

离线作业区作业标准一、目的:为规范离线作业员工的操作行为,保障质量管理体系的有效运行,提高追溯性管理,提高客户的满意度,减少产品质量异议,降低质量风险,特制定本指导作业书。
二、适用范围:本标准适用于340分厂离线作业区返切作业、离线探伤作业、钢管发运作业、合同套交作业工序岗位工作职责及工作程序。
三、岗位分类及职责离线作业岗位分为以下岗位:作业长、副作业长(主管返切、离线超声探伤、合同套交)、副作业长(主管发运)、副作业长(主管中间库探伤、合同套交、在制品处理)、班长、返切工、发运工、探伤工、上下线工、喷标工、记录员;1、离线作业区作业长工作职责:1.1离线作业区安全第一责任人,监督全作业区人员规范安全操作,保证安全生产,工作场地卫生。
1.2离线作业区质量第一责任人,对作业区质量管理体系、生产的钢管质量及质量事故负责,保证严格按照产品标准和用户的技术条件组织生产,及时反馈在生产过程中的质量问题。
1.3离线作业区生产第一责任人,负责全作业区的生产组织及协调工作,及时反馈在生产过程中存在的问题,提出并制定有效的解决问题的方案;1.4 熟悉分厂各种规章制度,监督并督促作业区人员按规章制度办事;1.5 熟悉分厂各种品种的工艺流程;1.6保证所辖人员经培训后上岗,需建立人员台帐(含外委人员),记录已完成培训人员名单,所有未在台帐上人员(含生产作业区临时抽掉人员)不得参与离线作业:新到人员上岗前由离线作业区提前一天申报,经生产技术部培训后才可上岗。
注:生产作业区临时抽掉人员进行离线作业时(含发运)由离线作业区相应副作业长进行培训;2、副作业长工作职责:2.1所管辖区的安全第一责任人,监督所管辖区作业人员规范安全操作,保证安全生产,工作场地卫生。
2.2所管辖区的质量第一责任人,对辖区生产的钢管质量及质量事故负责,保证严格按照产品标准和用户的技术条件组织生产,及时反馈在生产过程中的质量问题。
2.3 负责所管辖区的生产安排组织协调工作,对生产过程中存在的问题提出并制定有效的解决问题的方案。
管道焊接探伤比例
管道焊接探伤比例
管道焊接探伤比例
100%和5%就两种
规范是这样规定的:
7.4.2管道焊缝的射线照相检验或超声波检验应及时进行。
当抽样检验
时,应对每一焊工所焊焊缝按规定的比例进行抽查,检验位置应由施
工单位和建设单位的质检人员共同确定。
7.4.3管道焊缝的射线照相检验数量应符合下列规定:
7.4.3.1下列管道焊缝应进行100%射线照相检验,其质量不得低于
II级:
(1)输送剧毒流体的管道;
( 2 )输送设计压力大于等于 10MPa 或设计压力大于等于 4MPa 且设计温度大于等于400℃的可燃流体、有毒流体的管道;
( 3 )输送设计压力大于等于 10MPa 且设计温度大于等于400 ℃的非可燃流体、无毒流体的管道;
(4)设计温度小于-29℃的低温管道。
(5)设计文件要求进行100%射线照相检验的其他管道。
7.4.3.2输送设计压力小于等于1MPa且设计温度小于400℃的非可燃流体管道、无毒流体管道的焊缝,可不进行射线照相检验。
7.4.3.3其他管道应进行抽样射线照相检验,抽检比例不得低于5%,
其质量不得低于III级。
抽检比例和质量等级应符合设计文件的要求。
管道的焊接与探伤的相关要求规范要求
管道的焊接与探伤的相关要求规范要求管道的焊接与探伤的相关规范要求《压力管道规范工业管道》GB/T20801-2006是基础性标准。
规定了工业金属压力管道设计、制作、安装、检验和安全防护的基本要求。
GB/T 20801《压力管道规范工业管道》由六个部分组成:——第1部分:总则;——第2部分:材料;——第3部分:设计和计算;——第4部分:制作与安装;——第5部分:检验与试验;——第6部分:安全防护。
适用于《特种设备安全监察条例》规定的“压力管道”中金属工业管道的设计和建造。
基础标准只是最低标准。
所以应在满足基础标准的前提下,通过其他“标准规范”或“工程规定”纳入其他需要采纳的材料、管道元件、设计、施工、检验试验和验收及其附加要求。
GB/T20801.4-2006 压力管道规范—工业管道第4部分:制作与安装对焊接作了基础性规定7 焊接7.1 焊接工艺评定和焊工技能评定7.2 焊接材料7.3 焊接环境7.4 焊前准备7.5 焊接的基本要求7.6 焊缝设置等作了详细可操作的规定。
TSG D0001-2009《压力管道安全技术监察规程-工业管道》第六十七条对应当采用氩弧焊焊接的金属管道作了规定,GC1 级管道的单面对接焊接接头,设计温度低于或者等于-200C 的管道,淬硬倾向较大的合金钢管道,不锈钢以及有色金属管道应当采用氩弧焊进行根部焊接,且表面不得有电弧擦伤。
GB/T20801.5-2006 压力管道规范—工业管道第5 部分检验与试验对检验与试验作了基础性规定6.1.1一般规定 a)压力管道的检查等级分为Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ五个等级,其中Ⅰ级最高,Ⅴ级最低;6.1.2按管道级别和剧烈循环工况确定管道检查等级:a) GC3 级管道的检查等级应不低于Ⅴ级;b) GC2 级管道的检查等级应不低于Ⅳ级;c) GC1 级管道的检查等级应不低于Ⅱ级;d) 剧烈循环工况管道的检查等级应不低于Ⅰ级。
6.1.3 按材料类别和公称压力确定管道检查等级:a)除GC3 级管道外,公称压力不大于PN50 的碳钢管道(本规范无冲击试验要求)的检查等级应不低于Ⅳ级;b) 除GC3 级管道外,下列管道的检查等级应不低于Ⅲ级:1)公称压力不大于PN50 的碳钢(本规范要求冲击试验)管道;2) 公称压力不大于PN110 的奥氏体不锈钢管道。
承压类特种设备无损探伤技术及运用分析
156研究与探索Research and Exploration ·智能检测与诊断中国设备工程 2023.11 (上)为进一步查明承压类特种设备的损伤部位和损伤的情况,对其进行检测,必须采用相关的无损探伤技术。
承压类特种设备因其特殊的用途和复杂程度,在实际操作中经常会遇到一些技术上的问题。
因此,承压类特种设备的无损探伤技术应运而生。
无损探伤技术的技术要点是“无损”,即有关技术人员能够运用无损探伤技术对承压类特种设备进行无损害检测。
这就要求有关技术人员在承压类特种设备的日常维修中运用无损探伤技术。
所以对承压类特种设备的检测技术的具体运用和使用结果进行了认真的分析和探讨。
1 无损探伤技术的简述无损探伤技术就是指在检查机械材料内部不损害或不影响被检测对象使用性能,不伤害被检测对象内部组织的前提下,利用材料内部结构异常或缺陷存在引起的热、声、光、电、磁等反应的变化,以物理或化学方法为手段,借助现代化的技术和设备器材,对试件内部及表面的结构、状态及缺陷的类型、数量、形状、性质、位置、尺寸、分布及其变化进行检查和测试的方法。
无损探伤技术是工业发展必不可少的有效工具,在一定程度上反映了一个国家的工业发展水平,无损探伤技术的重要性已得到公认。
2 无损探伤技术的应用原则无损探伤技术是指通过物体的声、光、磁、电等特征来探测物体中的瑕疵和非均匀性,并提供其尺寸、部位、质量和数目等信息,而不会破坏或不会对受检物体的工作性能造成任何影响。
2.1 科学把控无损检测的时间不同类型的压力容器损坏发生的时机不同,有些是在加热后立即发生,有些是延迟发生,有些是24个小时之后才会发生。
所以在进行 NDR 检测的时候,要把握好时机,以便于发现被检对象的缺陷情况并及时对其进行处理以确保设备的安全状况。
2.2 综合应用多种无损检测技术由于压力装置的探伤构造比较复杂,存在很多的问题,所以仅靠一种方法是无法完全满足压力装置的全面检查的,所以必须将各种非破坏性测试技术相结合,对承压类特种设备无损探伤技术及运用分析付朗(湖北特种设备检验检测研究院荆州分院,湖北 荆州 434000)摘要:承压装置主要包括锅炉、压力管道和压力容器、气瓶等设备。
生产过程离线品管理规定(部分1)

生产过程离线品管理规定(部分1)
1 目的
为了对生产过程中离线品进行有效管控,防止产品混料。
2 适用范围
压缩机生产过程。
3 定义
离线品:离开生产线的产品,包括:废品、返工/返修品、落地产品。
4 职责
4.1 品质管理部
4.1.1 负责对生产单位提交的离线品中的废品、返工/返修品进行确认和处理。
4.1.2 负责对生产单位返工/返修后的离线品进行确认。
4.1.3 负责对生产单位离线品记录进行监督检查。
4.1.4 负责对检验岗位的离线品进行标识、记录、定置放置。
4.2 装配分厂
4.2.1 负责对离线品进行定置放置及标识、记录。
4.2.2 负责将离线品中的废品提交品质管理部巡检进行确认、处理。
4.2.3 负责对离线品中的返工/返修品进行返工/返修。
4.2.4 负责将返工/返修后的离线品提交品质管理部工序检验/巡检进行确认。
5 过程程序
5.1 工作流程
5.2 控制要求
5.2.1 管理要求的目标
定置摆放,标识清楚,做好防护,及时处理,做好记录。
5.2.2 管理要求
5.2.2.1 定置摆放
5.2.2.2 标识要求
1)离线产品标识编制原则
产品型号、离线品编号、工序代号、故障内容组成离线产品标识(名牌大小的1/4),离线产品编号必须是唯一的,其余内容可随机组合,具体格式见2),标识由各单位自行定制。
2)下线标识代号及标识牌注释
4)水试下线类型。
管道焊缝无损探伤拍片数量的确定
片数量如设
管道焊缝无损探伤拍片数量的确定
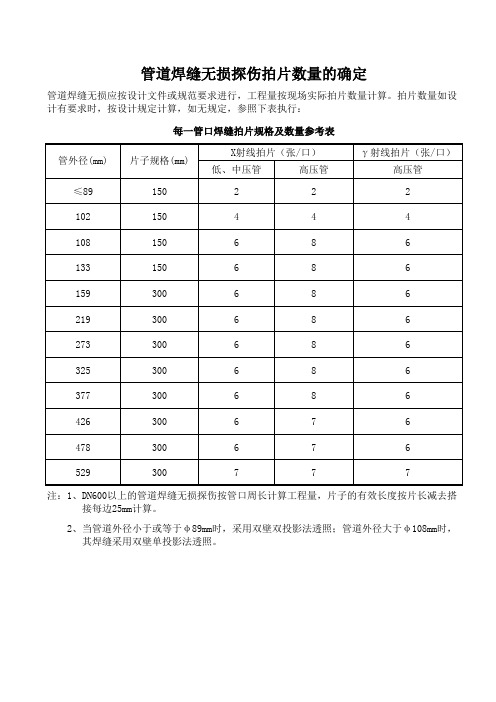
管道焊缝无损应按设计文件或规范要求进行,工程量按现场实际拍片数量计算。拍片数量如设 计有要求时,按设计规定计算,如无规定,参照下表执行:
每一管口焊缝拍片规格及数量参考表
管外径(mm)
片子规格(mm)
X射线拍片(张/口)
低、中压管
高压管
γ 射线拍片(张/口) 高压管
≤89
150
2
2
2
102
150
4
4
4
108
150
6
8
6
133
150
6
8
6
159
300
6
8
6
219
30068 Nhomakorabea6
273
300
6
8
6
325
300
6
8
6
377
300
6
8
6
426
300
6
7
6
478
300
6
7
6
529
300
7
7
7
注:1、DN600以上的管道焊缝无损探伤按管口周长计算工程量,片子的有效长度按片长减去搭 接每边25mm计算。
常用检验焊缝的几种方法

常用检验焊缝的几种方法焊接过程中检验包括检验在焊接过程中焊接工艺参数是否正确,焊接设备运行是否正常,焊接夹具夹紧是否牢固,在操作过程中可能出现的焊接缺陷等。
焊接过程中检验主要在整个操作过程中完成。
成品的焊接质量检验检验方法很多,应根据产品的使用要求和图样的技术条件选用。
1.非破坏性检验非破坏性检验是指在不损坏被检验材料或成品的性能、完整性的条件下进行检测缺陷的方法,包括外观检验、致密性检验和无损探伤检验。
(1)外观检验焊接接头的外观检验是以肉眼直接观察为主,一般可借助于焊缝万能量规,必要时利用5-10倍放大镜来检查。
外观检测主要是为了发现焊接接头的表面缺陷,如焊缝的表面气孔、咬边、焊瘤、烧穿及焊接表面裂纹、焊缝尺寸偏差等。
检验前,须将焊缝附近10-20mm范围内的飞溅物和污物清除干净。
(2)致密性检验:致密性检验是检验焊接管道,盛器,密闭容器上焊缝是否存在不致密的缺陷。
常用的检验方法有:气密性实验;氨气实验;煤油实验;水压试验和气压实验。
(3)无损探伤检验:是非破坏性检验中的一种特殊的检验方式,是利用渗透,磁粉,超声波,射线等检验方法来发现焊缝表面的细微缺陷及存在于焊缝内部的缺陷。
目前,这类检验方法已在重要的焊接结构中被广泛应用。
2.破坏性检验破坏性检验是从焊件或试件上切取试样或以产品的整体破坏做试验,以检查其力学性能等的检验方法。
它包括力学性能试验,化学分析,腐蚀试验,金相试验,焊接性试验等。
在生产中,焊接成品的质量检验很重要占有很重要的地位。
它不仅在于发现焊接缺陷,检验焊接接头的性能,以确保产品的焊接质量和安全使用,严重的缺陷可导致受压容器的爆炸,造成直接经济损失或灾难性事故而且通过各种检验可对缺陷作出客观的判断,才能对焊缝作出可靠的结论,看其是否所规定的技术要求和保证结构使用的安全可靠。
下面介绍几种检验焊缝质量的方法:(1)气密性实验:一般检验管道,盛器,密闭容器上焊接是否存在不致密的缺陷,以便及时发现,进行排除并修复。
焊缝等级分类及无损检测要求
焊缝等级分类及无损检测要求焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级,1. 在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为1) 作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2 .不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级3 .重级工作制和起重量Q≥50t吊车梁的腹板与L冀缘之间以及吊车析架上弦杆与节点板之间的T形接头焊缝均要求焊透.焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级4 .不要求焊透的’I'形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;2) 对其他结构,焊缝的外观质量标准可为二级。
外观检查一般用目测,裂纹的检查应辅以5 倍放大镜并在合适的光照条件下进行,必要时可采用磁粉探伤或渗透探伤,尺寸的测量应用量具、卡规。
焊缝外观质量应符合下列规定:1 一级焊缝不得存在未焊满、根部收缩、咬边和接头不良等缺陷,一级焊缝和二级焊缝不得存在表面气孔、夹渣、裂纹和电弧擦伤等缺陷;2 二级焊缝的外观质量除应符合本条第一款的要求外,尚应满足下表的有关规定;3 三级焊缝的外观质量应符合下表有关规定设计要求全焊透的焊缝,其内部缺陷的检验应符合下列要求:1 一级焊缝应进行100%的检验,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B 级检验的Ⅱ级及Ⅱ级以上;2 二级焊缝应进行抽检,抽检比例应不小于20%,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B 级检验的Ⅲ级及Ⅲ级以上;3 全焊透的三级焊缝可不进行无损检测。
高温熔融金属吊运安全规程试卷

高温熔融金属吊运安全规程考试试题1.金属冶炼企业应建立健全高温熔融金属吊运安全管理制度和(安全操作规程),并严格执行。
对从事高温熔融金属吊运作业的管理人员、岗位操作人员、检修维护人员应进行专门的(安全教育)和培训。
2.特种设备作业人员,应当按照有关规定取得相应(资格证书)。
3.起重机改造时,若起重机自身额定起重量增大及工作制级别提高,应对起重机的轨道梁、立柱及基础等的承重能力进行校核,必要时应采取(加固)措施。
4.起重机械应按照GB/T6067.1 和特种设备安全监督管理的有关规定定期进行(检测检验)。
吊钩、板钩、横梁等吊具部件应(每年)至少进行一次离线探伤检查5.高温熔融金属罐和浇包应定期进行检查检验,耳轴应定期进行无损(探伤)检验;罐体、包体及其内衬有裂纹、内衬严重侵蚀、罐包口严重结壳、耳轴有缺陷的,应(停止使用)。
6.应在高温熔融金属罐和浇包工作区域应设置(警示标志),防止无关人员进入罐体和包体工作区域。
7.应合理布局冶炼(熔炼)炉熔融金属和熔渣排出系统、炉外精炼、连铸(或半连铸、模铸)及熔融金属吊运通道,保证工艺顺畅,尽量减少高温熔融金属吊运(次数)和(距离)。
8.金属冶炼有高温熔融金属的厂房,车间地面标高应高出厂区周围地面标高( 0.3 )m 以上,并采取防止屋面漏水和天窗飘雨等措施,还应防止区域内陆面(积水)。
9.冶炼、熔炼、铸造主厂房,地坪应设置宽度不小于(1.5 )m 的人行安全走道,走道两侧应有明显的标志线。
10.主厂房及中、重级工作类型桥式起重机的厂房,应设置(双侧)贯通的起重机安全走道,轻级工作起重机厂房,应设单侧贯通的安全走道,走道宽度应不小于(0.8 )m。
11.高温熔融金属、熔渣运输线上方的可燃介质管道和电线电缆应采取(隔热)防护措施。
12.熔融金属罐冷热修区不应设在(吊运)路线上,应设置通风降温设施,地面应有安全通道。
13.炼钢企业吊运铁水、钢水或液渣,应使用带有(固定)龙门钩的铸造起重机,14.吊运熔融金属的起重机(不含起升机构为电动葫芦的),应采用冶金起重专用电动机,在环境温度超过40℃的场所,应选用( H)级绝缘电动机。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ERW钢管离线全管体超声波探伤设备技术资料一、设备简介:该装置是对ERW钢管离线焊缝与管体的超声波探伤设备。
该设备探头夹持器置于两台移动小车上。
小车沿钢管轴向在一组龙门架上直线运动。
龙门架采用大跨度(13m)龙门架构。
保证12米钢管横向通过。
主梁采用钢结构双支梁,该设计充分考虑到12米跨度的抗挠问题。
步进传动装置将钢管横向移入探伤工作区。
该装置采用气动型步进机传料器。
该传料器升举部分由几个气缸独立完成,分别将钢管托起,再由横向气缸完成钢管横向运行。
其中焊缝探伤与管体探伤分设两个工位同时完成。
(见下图,仅供参考)2二、设备性能保证:1、生产线工艺参数:(1)机组类型:ERW直缝焊管生产线(2)钢管直径范围:φ273mm~φ630mm(3)钢管壁厚范围:6-18mm(4)钢管长度范围:6-12米(5)材质: Q235,Q345B ,J55,K55,X42-X80, N80(6)机组设计速度:15m/min(7)钢管管型:ERW高频直缝电焊钢管(圆管)(8)钢管执行标准:API 5L 、 API 5CT、 GB/T9711、 GB/T13793、ASTM A53以及GB/T3091标准。
2、设备能力:(1)可同时进行焊缝探伤与全管体探伤具有双功能,也可选择性探伤,同时探伤时要求步进连续性作业,即前一根钢管完成焊缝探伤进入到全管体探伤工位时后续钢管跟进到焊缝探伤工位进行连续性作业。
(2)设备功能: ERW钢管100%焊缝、热影响区、内毛刺刮除情况的检查;以及母材分层(50%覆盖率)进行无损检测。
(3)检测项目:焊缝横纵向裂纹、未融合、气孔、夹渣、母材分层及内毛刺清除情况进行检测。
(4)检测速度:在进行焊缝与全管体联合探伤时,对于外径273长度12米焊管,平均检测速度为每1分钟一根钢管,且全管体探伤覆盖率不小于50%。
(5)探伤灵敏度余量大于50db,漏报率为0,误报率小于3%,能对缺陷部位进行准确定位,其误差小于50毫米。
(6)实时显示各通道工作波形。
(7)具有探伤波形回放功能,随时可查阅探伤状态。
(8)自动存储探伤记录,存储量不小于5000个记录,打印检验报告其内容应包含日期、客户名称、管号、批次、检验人员、钢种、规格、牌号、探伤参数、缺陷位置、缺陷长度、缺陷展开示意图等。
数据可拷贝、打印以及光盘存储。
(9)探头架等接触水部位用有色金属或不锈钢制作并做镀铬处理。
(10)探伤方式为龙门行车结构,伺服系统传动,控制过程用西门子PLC控制,调速部分用西门子系列数字调速器实现。
(11)可编程控制器及变频调速器与其他通用电器元件选用国内知名品牌。
三、设备的详细技术介绍:1、机械结构:整体结构由龙门架与步进送料机组成。
钢管工作运行方式为横进横出。
为了提高探伤速度,步进机设为五个工位,各工位工作同时进行。
第一工位为备料工位,第二工位为焊缝调整工位,第三工位为焊缝探伤工位,第四工位为管体探伤,第五个工位为输出工位。
其结构见下图(图纸供参考):52、运行方式:在探伤工作时需在钢管缓冲工作台架适当部位设置一组挡管器,它就形成了第一个工位即备料工位。
这时第二工位的调整托轮处于上升状态,第三工位的支持架也处于升起状态,第四个工位旋转托管也处于生起状态。
步进机开始以一分钟(或再小些)一个节拍步进工作。
两部探伤小车与步进工作节拍配合自动完成每根钢管的探伤工作。
在不进行探伤时,除去挡管器,落下调整托轮与支持架,步进器也处于最低位,这时钢管可以在缓冲台架上自由滚动。
结构见下图3、系统工艺流程:(0)钢管进入探伤准备台架。
(1)钢管经步进机送入调整旋转工作台。
(校对焊缝12点位置)(2)钢管经步进进入探伤工作区。
(3)探伤小车自动接近钢管端部,在管端传感器的作用下,停车落下探头。
(4)探伤小车开始向前行走,以直线形式完成焊缝探伤。
(5)探伤小车经过管尾端后减速行走,探头逐个自动抬起。
(6)在焊缝探伤的同时管体探伤也在同时进行。
管体探伤程序如下:探头落下,钢管自转,完成管端50mm探伤钢管继续自转,探头沿轴向运动以螺旋形式完成管体探伤在探头运行至钢管尾端探伤车停止运行完成尾端50mm探伤探头抬起完成管体探伤工作(7)最后一只探头至管尾后完成钢管焊缝探伤。
(8)小车进入安全区,步进机将钢管推出。
(9)完成一根钢管探伤工作周期。
全部工作程序是在红外传感器的控制下通过PLC自动完成无需人工干预。
工作过程可随时插入必要的人工控制。
以上工作按步进机的节拍连续进行。
4、主要设备介绍:1、步进横移装置(其结构见附图)功能:该设备以气压为动力完成升举与平移。
步进传动装置将钢管横向移入探伤工作区。
该装置采用气动型步进机传料器。
该传料器升举部分由几个气缸独立完成,分别将钢管托起,再由横向气缸完成钢管横向运行。
组成:料座、横移滑块、横移轨道、气缸、升降气缸、升降导轨装置等。
数量:3套示意图如下:2、主体梁架功能:支撑探伤小车并提供其纵向探伤行走轨道。
组成:该梁架采用龙门式双支梁钢结构。
由主梁、支柱、与连接装置组成。
主梁--数量:1套(双横梁结构)跨度:13m龙门架构,保证12米钢管横向通过;该龙门架左右两侧采用4腿支柱。
这样的结构非常有利于克服大跨度梁架的刚度有利用克服重力产生的下挠。
梁架结构见前总图。
3、探伤小车功能:承载探伤仪器并为其提供探伤过程的行走动力;组成:小车梁架及升降系统、探头伺服机、探头加持器、行走装置小车及梁架升降系统见下图(该图的探头夹持器部分仅供参考,实际情况有所变化)。
数量:2套探头伺服机:数量:2套探头伺服机至于升降系统下方,伺服机探伤工作时,在气动元件控制下将探头主架落下,进入探伤工作,或提起探伤主架退出探伤工作。
结构图见附图。
该系统可沿钢管轴向正反两个方向自动探伤。
工作后无需返回而大大提高了检测效率。
探头夹持器:数量:2×2套探头夹持器悬吊于探伤主架下,每个夹持器单元均由气动元件控制其起落,该气动元件是在传感器与PLC的控制下动作。
小车行走装置:数量:2套探伤小车行走是通过电机、减速机、齿轮、齿条完成。
运行速度采用变频调速,系统的速度可控性较好。
最高行走速度可达15米/分。
4、旋转托辊:采用变频调速。
数量:6台。
四、仪器介绍:仪器采用我公司参与汕头超声仪器研究所研制的CTS系列探伤仪CTS808型8通道超声波探伤机2台。
该仪器是唯一国家四部委认定的“企业技术中心”,是“广东省制造重点企业”、“高新技术企业”。
仪器性能如下:该探伤仪可独立工作,也可在上位控制计算机的控制下远距离操作。
其工作参数调整与监控显示等采用局域网的方式与主机进行数据交换与处理。
这样大大增加了系统操控的灵活性,对于现代化生产操控与管理有着极重要的意义。
该仪器以嵌入式方法制作的专业超声波探伤仪。
与国内其他企业的以工业控制机为基础的拼卡仪器(武汉中科等国内大多企业均用此方法)对比如下:仪器种类稳定性抗干扰性重复频率故障率仪器指标生产方式专业仪器结构极高高高极低(2年保修)优于国标只能由专业设备生产厂生产通用工控机拼卡式一般差中1年后故障率逐渐升高部分指标勉强且稳定性差一般中小企业均可生产探伤仪功能特点:1.探伤通道多,可连续多个探头同时工作。
2.检测灵敏度高,各通道的探伤灵敏度余量高达65dB。
3.每个探伤通道有A、B、C三路报警闸门,可分别设置为进波和失波报警,实现多方式的自动报警。
4.界面波跟踪功能,通过跟踪闸门D和报警闸门A、B、C之间的逻辑关系,保证报警闸门跟踪界面波,防止水浸法探伤由于水层波动导致的误报警或漏报警。
5.脉冲重复频率可调,最高重复频率达到2.5KHz/通道。
6.可设定缺陷的自动标记为延时标记或延长距离标记,延时时间或延长距离可调。
7.具有相关报警次数选择,可根据实际情况选择相关报警数,防止误报警。
提高干扰能力。
8.大容量存储器可存储高达500个数据集,包括波形、曲线、参数、探伤报告等。
B接口可将一起内部存储数据、波形向U盘转存,直接打印探伤报告。
10.大屏幕、高亮度彩色TFT液晶显示屏带来最佳的读测效果,可同时显示四个通道的波形和探伤数据。
11.可选择中文或英文菜单,操作过程文字信息提示。
12.前端机(多通道探伤仪)的LAN以太网接口实现与计算机(上位机)的实时通讯、实现远程控制。
13.在上位机,具有专用数据库和强大的数据处理功能,更便于数据的存储、编辑、分类、查询、打印、传送。
14.由机械传动装置提供位移信号,配合探伤仪的缺陷回波信号,在上位机实现B、C型显示,直观地显示缺陷的位置和当量。
其显示图型如下:15)实时存储A型回波,具备波形回放功能。
回复效果照片如下:图中左侧为回放波形模拟图,该图中每通道为一行,可运行动态显示也可静止观察。
右侧为实际A型回波重放,可分别选择需要观察通道,当运行动态显示时该波形为该通道的探伤波形的动态重放,当静止观察时,利用鼠标在模拟图中点取需要观察的位置,此时右侧显示出该点实时波形。
探伤性能指标项目单位技术数据探伤灵敏度余量dB ≥65(2.5Z20N探头)垂直线性误差% ≤3动态范围dB ≥30远区分辨力dB ≥26电噪声电平% 初始化工作状态下,探测范围、增益调为最大时:≤20(工作频率1~3MHz档)薄板分辨力mm ≤3(5C6N探头)水平线性误差% ≤0.5衰减器误差dB 每2dB ±0.1db仪器功能指标项目单位技术数据显示屏8.4″高亮TFT液晶显示屏,640×480像素测量分辨力mm 0.1增益范围dB 0~110探测范围mm 0~1000(钢纵波)脉冲移位范围mm -10~500(钢纵波)材料声速m/s 1000~9999工作频率范围MHz 1~3/3~6两档可调双探头Off/on抑制% 0~80线性抑制检波方式负向检波/正向检波/双向检波重复频率Hz 分10档可调(25Hz~2.5KHz/通道可调,但受探测范围、声速、脉冲移位、探头零点等限制。
)报警闸门每个通道4个闸门,A、B、C为测量闸门,D为跟踪闸门显示切换单个通道/四个通道两种方式报警输出声光报警(内接扬声器和面板LED发光二极管)和可设置的报警输出信号接口喷枪输出4个喷枪输出接口存储500组数据集,包括探伤状态参量、回波图形等A波存储实时存储A型回波,具备波形回放功能冻结功能A型回波冻结自动增益功能A闸门内回波幅度自动调整到80%波幅二次波颜色以不同颜色区分二次波区域填充工能使波形显示为实心状态五、电控部分PLC控制系、传感器、操作按钮、接触器、电磁阀、电动机,组成了电器系统。
PLC及数字调速器与其他通用电器元件选用国内知名品牌。
下面照片仅供参考(PLC控制柜)六、环境及能源介质要求1.环境温度(室内):5~ +40℃2.环境湿度:≤90%3.控制必须与下列提供的供应和控制电压相匹配。