端子排插SOP
连接器组装作业书(SOP)
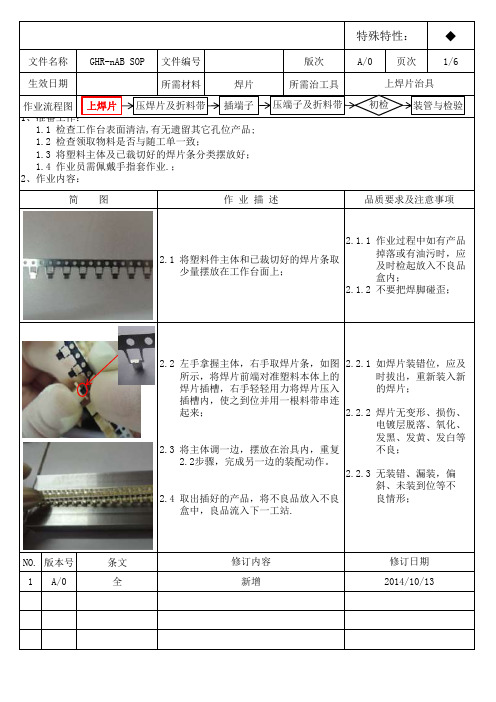
所示,将焊片前端对准塑料本体上的
时拔出,重新装入新
焊ቤተ መጻሕፍቲ ባይዱ插槽,右手轻轻用力将焊片压入
的焊片;
插槽内,使之到位并用一根料带串连
起来;
2.2.2 焊片无变形、损伤、
电镀层脱落、氧化、
发黑、发黄、发白等
2.3 将主体调一边,摆放在治具内,重复
不良;
2.2步骤,完成另一边的装配动作。
2.2.3 无装错、漏装,偏
特殊特性: ◆
文件名称 GHR-nAB SOP 文件编号
版次
A/0 页次
1/6
生效日期
所需材料
焊片
所需治工具
作业流程图 上焊片 压焊片及折料带 插端子 1、准备工作:
1.1 检查工作台表面清洁,有无遗留其它孔位产品; 1.2 检查领取物料是否与随工单一致; 1.3 将塑料主体及已裁切好的焊片条分类摆放好; 1.4 作业员需佩戴手指套作业.; 2、作业内容:
斜、未装到位等不
2.4 取出插好的产品,将不良品放入不良
良情形;
盒中,良品流入下一工站.
NO. 版本号 1 A/0
条文 全
修订内容 新增
修订日期 2014/10/13
制订部 门:IE课
编制:
审批:
压端子及折料带
简图
作业描述
上焊片治具 初检 装管与检验
品质要求及注意事项
2.1.1 作业过程中如有产品
2.1 将塑料件主体和已裁切好的焊片条取 少量摆放在工作台面上;
掉落或有油污时,应 及时检起放入不良品 盒内;
2.1.2 不要把焊脚碰歪;
2.2 左手拿握主体,右手取焊片条,如图 2.2.1 如焊片装错位,应及
线束端子压接规范标准

1.目的为规范本公司的线束端子压接操作,规定端子压接标准,提高产品品质。
2.范围本规范适用于公司所有线束压接操作。
3.职责3.1技术部:负责制作线束图纸、制定端子压接标准。
3.2制造部:负责按照线束图纸及线束端子压接标准进行生产。
3.3品保部:负责对端子压接的品质确认及本规范执行的监督。
4.内容 4.1名词4.2通用要求4.3电线位置浅打检验要求○ 良好△ 可接受△ 可接受1.绝缘皮检查窗口2.喇叭口(前/后)3.刷尾检查窗口4.锁紧片5.绝缘铆压区6.导体压接区7.端子结合区8.料带残耳9.压接柱停止耳朵×不可接受×不可接受×不可接受绝缘皮压着过短,此种不良现象将造成端子拉力不足,易脱落。
绝缘皮压着过长,将造成铜丝易断落或接触不良,出现开路或瞬间开路。
芯线压着过短,此种现象易造成端子拉力不足,易脱落×不可接受×不可接受×不可接受导体压着过长,此现象将造成端子不易与HOUSING实配,影响装配。
芯线压着过短,此种现象易造成端子拉力不足,易脱落芯线飞丝,可能造成拉力不足,且存在与相邻芯线短路的隐患4.4压接要求常见不良或缺陷4.4.1剥线不良注:1.剥线长度:①2.8铜件/2.8四方插:4±0.2mm ②小5556铜件:2.5±0.2mm2.检查线芯是否受损,一定要剥开线皮3个mm以上。
芯线断裂可接受根数线束铜线根数<7 7-15 16-25 26-40 41-60 61-121>121允许最大铜丝损失数0 0 0 3 4 5 5%4.4.2端子压接缺陷刺破绝缘皮-NG 没有压住绝缘皮-NG 绝缘皮被压进铆接端子-NG绝缘皮没有被铆接端子完全铆压-NG 导线松散,没有完全被铆压住-NG 铆压区内有股线被压住-NG线股终端在导体铆压区不可见-NG 线股超出端子高度-NG 线股伸出端子之外-NG线股伸进端子结合区-NG 端子变形-NG 线皮压接区变形-NG4.5外观检验端子压接尺寸及外观CCD要求(品保检查及员工自检)4.5.1线材的准备(参见线束图纸)4.5.2检查剥皮长度、线材长度、芯线剥皮损伤情况;4.5.3检验余料长度4.5.4导体压着区检验①压接高度,宽度及压接形状,背面批峰不超过0.13mm②导体压接部位必须完全闭合并包含所有线芯③后喇叭口必须可见④导体末端必须平齐、伸出压接区4.5.5绝缘皮压接①压接尺寸和压接形状,无特殊要求情况下压接高度取决于线材的大小,以能压紧线皮不刺穿为标准。
全自动裁线打端子作业指导书
放线架
导线轴
全自动裁线打端机
3
铆压刀片
签名 毛海亚 批准 田波
更改理由及内容 序号 将原“调机品隔离后再进行确认是否可用”内容改为“调机时的 1 产品全部作为不良品报废。
编制 审核 杜明 批准 田波
日期 2011.02.12
署名 日期
毛海亚
2011.02.12
2011.02.12
2011.02.12
电源开关 端子卡模 控制面板
8 9 10 序号
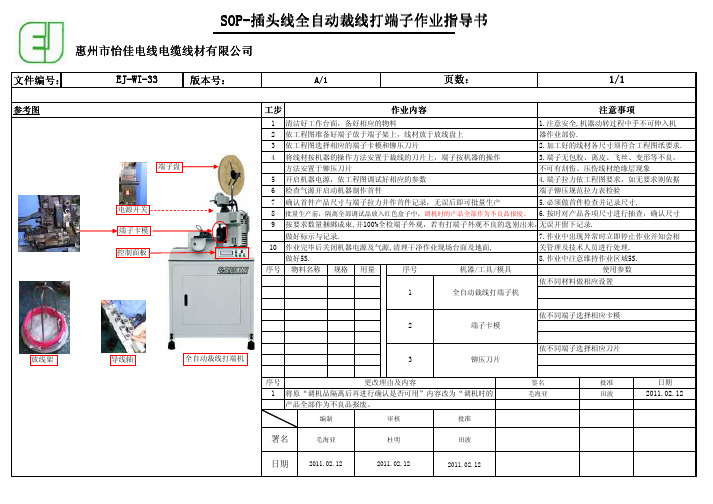
按要求数量捆綁成束,并100%全检端子外观,若有打端子外观不良的选别出来, 无误并留下记录. 做好标示与记录. 作业完毕后关闭机器电源及气源,清理干净作业现场台面及地面, 做好5S. 物料名称 规格 用量 序号 1 机器/工具/模具 全自动裁线打端子机 依不同端子选择相应卡模 2 端子卡模 依不同端子选择相应刀片
SOPSOP-插头线全自动裁线打端子作业指导书
惠州市怡佳电线电缆线材有限公司
文件编号: 文件编号:
参考图
EJ-WI-33
版本号: 版本号:
工步
1 2 3 4 端子盘 5 6 7
A/1 作业内容
清洁好工作台面,备好相应的物料
页数: 页数:
1/1
注意事项
1.注意安全,机器动转过程中手不可伸入机 器作业部份. 2.加工好的线材各尺寸须符合工程图纸要求. 3.端子无包胶、离皮、飞丝、变形等不良, 不可有刮伤、压伤线材绝缘层现象 4.端子拉力依工程图要求,如无要求则依据 端子铆压规范拉力表检验 5.必须做首件检查并记录尺寸. 6.按时对产品各项尺寸进行抽查,确认尺寸 7.作业中出现异常时立即停止作业并知会相 关管理及技术人员进行处理. 8.作业中注意维持作业区域5S. 使用参数 依不同材料做相应设置
BETTERY端子从组装到成品各站作业指导书SOP

日期 2012.02.09
修改记录
修改说明 录入客述不良图片
图三
核准
审核
制 定 唐喜 2012/02/09
文件编号 版本(REV) 作业图示
SOP-EN-1170 A1
图二
同种产品 两种电镀 颜色 NG
全PIN都 镀金 NG
图四
仅端子功 能接触处 镀金 OK
页码 (Page)
N/A
适用机种
SAK6-04040-002
适用机种 工站名称
SAK6-04040-002 刻印 作业步骤
作 业 指 导 书 (S.O.P)
文件编号 版本(REV) 作业图示
SOP-EN-1170 A0
1.由生技人员对刻印设备进行安装和调试,并设置好刻印内容(刻印内容参照工 程蓝图),先试刻印5-10PCS,经IPQC确认OK后,方可开始作业. 2.将一整盘胶芯摆放在工作台面上,左手取装载治具,右手取胶芯,保持胶芯脚 柱朝上,端子插孔面朝向怀外摆放在装载治具的槽位内(如图一所示),依次将装 载治具的槽位内摆满胶芯(摆放的方向需一致),再扣合好装载治具,将装好胶芯 的治具摆放在刻印设备的槽位上(如图二所示,装载治具需摆放到位,与槽位挡 块接触的地方需相互贴紧,方向不可放反),确认装载治具放到位后,轻踩脚踏开 关,镭射机会自行完成刻印作业(如图三所示). 3.刻印完毕后,取出装载治具,逐一检验每PCS胶芯是否有刻印模糊、字体歪斜、 错位等不良现象,检验OK后,将良品放入良品周转盘内.
注意事项
图一
1.不可刮伤或压伤产品. 2.每隔一小时需对治具进行清洁,保持治具槽内干净无杂物. 3.每两小时对产品进行全检,以免因冲床出故障导致产品的不良. 4.端子需冲压到位.尺寸需符合蓝图要求,尺寸标准参照图四. 5.手指套脏污或破损后需及时进行更换.
SOP
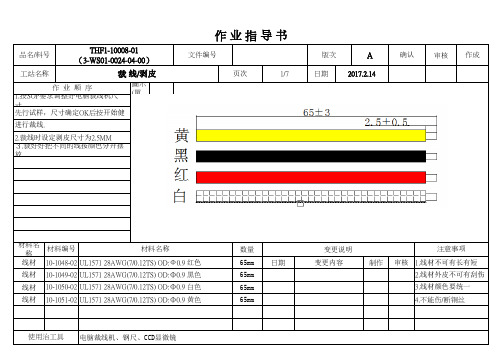
审核作成圖示(單位:mm)日期使用治工具电脑裁线机、钢尺、CCD显微镜3.线材颜色要统一线材10-1051-02UL1571 28AWG(7/0.12TS) OD:Φ0.9 黄色65mm 4.不能伤/断铜丝线材10-1050-02UL1571 28AWG(7/0.12TS) OD:Φ0.9 白色65mm审核 1.线材不可有长有短线材10-1049-02UL1571 28AWG(7/0.12TS) OD:Φ0.9 黑色65mm2.线材外皮不可有刮伤线材10-1048-02UL1571 28AWG(7/0.12TS) OD:Φ0.9 红色65mm变更内容制作材料名称材料编号材料名称数量变更说明注意事项2.裁线时设定剥皮尺寸为2.5MM3.裁好好把不同的线按颜色分开摆放先行试样,尺寸确定OK后按开始健进行裁线.作 业 顺 序1.按SOP要求调整好电脑裁线机尺寸,工站名称裁 线/剥皮页次1/7日期2017.2.14品名/料号THF1-10008-01(3-WS01-0024-04-00)文件编号版次A 确认审核作成圖示(單位:mm)日期使用治工具锡炉2.手不可触碰锡炉线材10-1051-02UL1571 28AWG(7/0.12TS) OD:Φ0.9 黄色65mm 线材10-1050-02UL1571 28AWG(7/0.12TS) OD:Φ0.9 白色65mm 审核 1.浸锡不可冒尖、大头、线材10-1049-02UL1571 28AWG(7/0.12TS) OD:Φ0.9 黑色65mm 散铜丝、连锡、烫伤胶皮线材10-1048-02UL1571 28AWG(7/0.12TS) OD:Φ0.9 红色65mm 变更内容制作材料名称材料编号材料名称数量变更说明注意事项助焊剂,再浸锡作 业 顺 序1.先将胶皮拔掉,把铜丝理直。
先浸确认工站名称浸锡页次2/7日期2017.2.14品名/料号THF1-10008-01(3-WS01-0024-04-00)文件编号版次A审核作成圖示(單位:mm)日期使用治工具半自动打端子机、CCD显微镜端子14-0007-01PH1.25磷青铜镀锡端子4PCS 2.线材不能破皮线材10-1051-02UL1571 28AWG(7/0.12TS) OD:Φ0.9 黄色65mm线材10-1050-02UL1571 28AWG(7/0.12TS) OD:Φ0.9 白色65mm审核 1.不能有飞丝,多胶,线材10-1049-02UL1571 28AWG(7/0.12TS) OD:Φ0.9 黑色65mm少胶、芯线过长或未露出线材10-1048-02UL1571 28AWG(7/0.12TS) OD:Φ0.9 红色65mm变更内容制作与端子≥2.0Kg材料名称材料编号材料名称数量变更说明注意事项8)或过短(图9)等不良。
插件sop
②当电容管脚加上绝缘保护层时,绝缘保护层不可插入孔中。 例如格得DVB-410G中C6电容的插法。
2017/11/29
24
(6)卧式二极管
2017/11/29
25
①卧式:(≤2A).一般情况下,二极管本体银白色端为负极对应 PCB板丝印 位置黑色端。
②卧式: 3A以上二极管,插件时不 得平贴于电路板上,须浮高4~6mm, 以防烧坏板上的线路。
2017/11/29
33
(11)物料描述栏
①序号:本工位所插元件物料在物料描述栏中的序号 ②材料名称:元件的名称 ③制造商料号:制造商元件物料编码。 ④规格描述:元件的详细规格状态描述。 ⑤位置:元件在插件时位于PCB板上的位号。 ⑥数量:本工位插件时相应物料的数目。 ⑦方向:插件时相应物料在PCB板上有无方向。
20
(4)无极性电容
2017/11/29
21
无极性电容:(无方向性)应该与电路板平行地被插在板
上,元件体应该安装在两孔中间位置上。
2017/11/29
22
(5)有极性电容
2017/11/29
23
①有极性电容:(有方向性) 例如电解电容,一般情况下,电容本体阴影部分为负极对应 PCB板丝印 位置黑色阴影部分。
29
一般情况下,IC本体半圆圈方对应PCB板丝印处半圆圈位置。
2017/11/29
30
(9) IC(其它类)
2017/11/29
31
①一般IC工艺要求是注意IC缺口的方向,所有 IC脚必须要穿过机板孔位, 插贴板面; ②发热IC要求散热片垂直IC,与机板面垂直,散热片固定IC位置一定要加硅 脂,且硅脂要涂均匀,保证散热效果; ③散热片的IC高度应根据其固定孔而定,螺丝要打紧并对正孔位。
连接器端子,检验作业指导书(SOP)

五,注意事項:
中心PIN針變形,插入插頭時會推出PIN針移動。測試2/4燈亮時PIN針鬆動。
測試中,外觀檢驗:塑膠外觀和結構異常。
制定日期
修訂日期
支援文件
核准
審核
制訂
2004年11月01日
2016年10月06日
袁震峰ห้องสมุดไป่ตู้
程序”(QEP0004)處理。
制定日期
修訂日期
支援文件
核准
審核
制訂
2004年11月01日
2016年10月06日
袁震峰
檢驗作業基准書
文件編號
版本次
頁次
SCN460
A2
1/2
四:检验作业步骤及流程简图:
1,插入PLUG,并且检验外观。
2,测试产品插入测试制具,2#、3#脚和PIN针正常
3,拔出PLUG时,2号和3号接触正常
( ENTER PIN:Ø1.0 )
二、作業內容:
檢驗項目
方法
標准
異常之判定
電氣性能
测试制具
插入插入及插入制具中,2#3#灯亮,2号3号2号脚正常,拔除插头,3号&3号道通正常。
插入PLUG及插入制具中時:
2#&4#等亮,PIN针异常。2#或3#不亮,2号或3号脚异常。
插不插头,1#灯不亮,则2号&3号不道通,2号与3号接触异常。
插不插头1灯不亮则混料走料痕氧化電鍍不良裝配作業性零件未裝入定位點plug超出標准或不合格時依矯正与預防措施作業程序qep0005或不合格管制作業程序qep0004處理
檢驗作業基准書
文件編號
版本次
頁次
针型端子接端子排的接线标准
针型端子接端子排的接线标准针型端子是一种常见的电气连接器件,广泛应用于电子设备、通信设备、仪器仪表等领域。
针型端子具有良好的导电性能、可靠的连接性能和易于安装的特点,因此在各种电气系统中得到了广泛的应用。
接线是针型端子使用过程中的重要环节,正确的接线方法可以保证电气系统的稳定运行,提高设备的可靠性和安全性。
本文将对针型端子接端子排的接线标准进行详细的介绍。
一、针型端子的基本概念1. 针型端子:针型端子是一种具有固定形状和尺寸的金属接触件,用于连接导线和电气设备。
针型端子的一端为针状,另一端为压接或焊接的导线。
2. 端子排:端子排是一种用于连接多根导线的电气连接器,通常由绝缘材料制成,具有一定的防护等级。
端子排上设有多个针型端子,用于连接不同电路的导线。
二、针型端子接端子排的接线标准1. 选择合适的针型端子和端子排:根据电气系统的需求,选择合适的针型端子和端子排。
针型端子的型号、尺寸和电流容量应与导线和电气设备的参数相匹配;端子排的位数、间距和电压等级应满足电气系统的需求。
2. 清洁接线部位:在接线前,应清洁针型端子和端子排的接线部位,确保无油污、氧化物等杂质。
可以使用棉签蘸取酒精或清洁剂进行清洁。
3. 剥线:根据针型端子和导线的截面,选择合适的剥线工具,将导线的绝缘层剥离。
剥线长度应适中,不宜过长或过短。
剥线后,应检查导线的芯线是否完好无损。
4. 插线:将剥好的导线插入针型端子的孔内,注意导线的方向和位置。
导线应与针型端子的孔紧密配合,不得松动或歪斜。
插线时,应避免对导线和针型端子造成损伤。
5. 压接:对于需要压接的针型端子,应使用专用的压接工具进行压接。
压接时,应保持适当的压力,使导线与针型端子紧密连接。
压接后,应检查导线和针型端子的连接是否牢固。
6. 焊接:对于需要焊接的针型端子,应使用合适的焊接方法进行焊接。
焊接时,应注意焊接温度、时间和焊锡量,确保焊接质量。
焊接后,应检查导线和针型端子的连接是否牢固。
SATA7+15P母头倒端子DIP脚作业指导书SOP
使用物料
文件编号 版本(REV) 作业图示
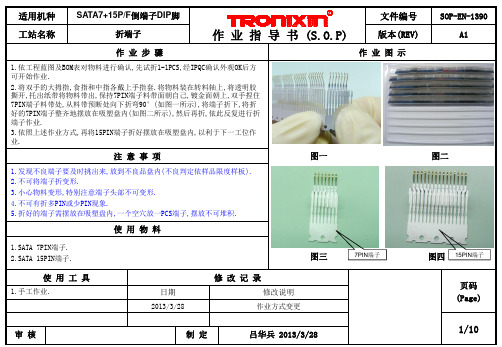
SOP-EN-1390 A1
图二
1.SATA 7PIN端子. 2.SATA 15PIN端子.
图三
7PIN端子
图四 15PIN端子
使用工具
1.手工作业.
日期 2013/3/28
修改记录
修改说明 作业方式变更
页码 (Page)
审核
制定
吕华兵 2013/3/28
1/10
使用工具
1.气动冲压机.
图三
修改记录
日期
修改说明
页码 (Page)
审核
制定
吕华兵 2013/3/8
4/10
适用机种 工站名称
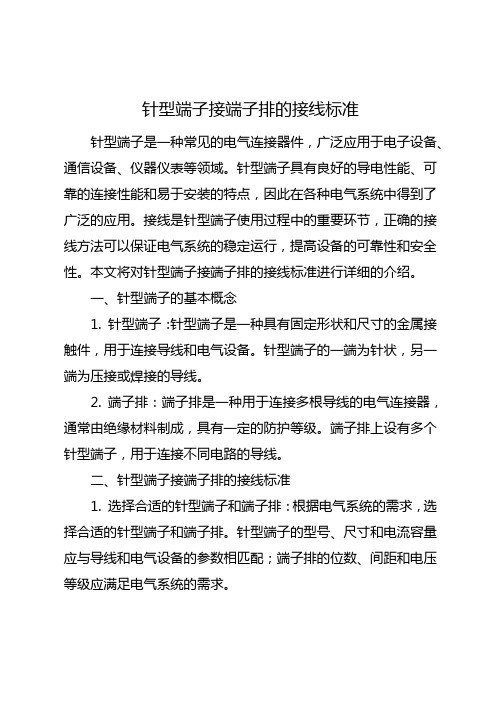
SATA7+15P/F倒端子DIP脚 折料带 作业步骤
文件编号
作 业 指 导 书 (S.O.P)
版本(REV)
作业图示
SOP-EN-1390 A0
1.将双手的大拇指,食指和中指各戴上手指套.先试折1-2PCS,经IPQC确认外观 OK后,方可开始作业.
适用机种 SATA7+15P/F倒端子DIP脚
工站名称
折端子
作 业 指 导 书 (S.O.P)
作业步骤
1.依工程蓝图及BOM表对物料进行确认,先试折1-1PCS,经IPQC确认外观OK后方 可开始作业.
2.将双手的大拇指,食指和中指各戴上手指套.将物料装在转料轴上,将透明胶 撕开,托出纸带将物料带出,保持7PIN端子料带面朝自己,镀金面朝上,双手捏住 7PIN端子料带处,从料带预断处向下折弯90°(如图一所示),将端子折下,将折 好的7PIN端子整齐地摆放在吸塑盘内(如图二所示),然后再折,依此反复进行折 端子作业.
电气接线以及标签生产SOP

电气接线以及标签生产SOP电气图纸是电气接线的依据,所有的电气接线必须根据电气图纸的设计进行接线。
而电气标签是电气图纸和实际电气接线对照的桥梁,有了这些标签才能方便快捷的通过图纸去检查电气线路。
故而电气标签脱落或者没有标签对机台调试以及后期维护造成很大的障碍。
现整理电气接线以及标签生产SOP如下:✧电气接线SOP1.连接各部分电线的最小线径应符合项目指定的相关规定,线的线径应根据前一级空开的保护电流来选取;在满足线径要求的情况下,应选用绝缘层合适粗细的电线,避免电气元件的盖子合不上。
截面积不大于8 mm2时,其弯曲半径应大于其外径的3倍。
配电板面板等活动部分的过渡导线,应有足够的可绕性;2.所有连接导线中间不应有接头;3.导线应严格按照图纸,正确地接到指定的接线柱上;4.接线应排列整齐、清晰、美观,导线绝缘良好、无损伤;5.外部接线不得使电气元件内部受到额外应力;6.控制器件至电气元件的控制线用多芯型软线;7.每个电气元件的接点一般最多允许接2根线,每个端子的接线点一般不宜接二根以上导线,特殊情况如果必须多接导线时,则连接必须可靠;8.主电路为380V AC及以上时导线头、尾端部及中间应使用彩色塑套管进行标示(黄、绿、红),主电路为220V AC及以下时可忽略此条;9.电线的颜色应符合项目指定的相关规定,若没有指定,可参照下表;导线工作电压为380V AC及以上的电源线 黄色、绿色、红色导线工作电压为220V AC的电源线 红色地线 黄绿色零线 黑色导线工作电压为24V+ DC的电源线 棕色导线工作电压为24V- DC的电源线 蓝色传感器信号及模拟量信号线 灰色✧标签生产SOP1.柜内元件标识应为黄色双重标签,应正确、清晰,易于识别,安装牢固,针对于使用航空插头的元件,其公母插头两端都应标识标签,避免插头脱落后不能很快的对应恢复。
做到针对于不了解该设备的电气人员可以通过电气图纸以及标签能够检查电气线路;2.控制柜主电源开关断开后仍然带电的设备,必须设置警告标志;3.柜内PLC-I\O模块,要在柜内贴上此PLC的地址表,以方便现场调试和维护人员查找地址;4.柜内有多个输出电压等级的电源器件时,每个电源均应贴上电压等级数值;5.如遇到标签位置过于拥挤时可以采用分成两行错位粘贴,但同样需要依照以上的要求;6.电气接线及调试完成后,根据图纸重新检查标签的完整性以及正确性;。
电气装配SOP

电气装配作业指导书SOP目录1焊接规范1.12 电气安装板安装 31.1线槽安装 31.2导轨安装 41.3 PLC安装及接线 41.4 滤波器安装及接线 41.5电线电缆选型 51.6接线端子接线 5 3 机架电气装配规范 52.1机架接地 52.2码仔扎线 52.3气管走线及电磁阀安装 52.4标识粘贴 62.5机器总源线及总气管长度 62.6传感器安装 62.7 拖链安装 6 4 触摸屏电箱电气装配规范 71 电气安装板安装规范电气安装板电气安装的通用规范,适应吉阳自动化有限公司所有机型的生产安装.1.1线槽安装及走线图一图二图三图四1.1.1 线槽的大小选择要适当,线缆所占容量不能超过线槽的60%。
1.1.2 线槽及线槽盖转角处须切成45度角,切面处须手感光滑不扎手,如图二。
1.1.3线槽内开孔要光滑无毛刺,线槽盖无翘角。
如图一,图三。
1.1.4 线槽内走线平行整齐,严禁相互缠绕。
同一工序的同一种线束尽量在线槽内扎好。
如图四。
1.2导轨安装1.2.1导轨的切割须使用专用导轨切割器切割。
切割完后用锉刀去毛刺。
图五导轨1.2.2 导轨的固定点一般为两点,长度大于0.5米的须三点固定。
采用M4的大圆头螺丝固定。
1.3 PLC安装及接线图六 PLC安装1.3.1 PLC采用导轨安装,主PLC之间及离扩展模块的距离必须大于10毫米,PLC离线槽的距离为20毫米。
在PLC及模块的两端须用固定端子固定好,使之左右不能移动。
1.3.2 PLC进出线所用线耳必须用Y型线耳(型号为22-16。
),1.3.3PLC的线号管统一采用直径为1.0长度为16毫米的线号管,字高为3mm,线号文字的方向须一致,穿线管时,左手拿线号管,右手拿电线,方字阅读方向为从左到右。
1.3.4 PLC接线端子紧固时尽量使用力矩板手。
力矩大小:M4,1.2N.m;M3,0.5N.m;1.4 滤波器安装及接线1.4.1 滤波器的采用M4×8的圆头螺钉固定。
员工插端子工作流程

员工插端子工作流程英文回答:1. Gather the necessary materials. This includes:Wire strippers.Crimping tool.Terminals.Wire.2. Prepare the wire. Strip the insulation off the end of the wire, leaving about 1/2 inch of bare wire exposed.3. Insert the wire into the terminal. The stripped end of the wire should be inserted into the barrel of the terminal.4. Crimp the terminal. Use the crimping tool to crimp the terminal around the wire. This will create a secure connection between the wire and the terminal.5. Repeat steps 2-4 for all of the wires.6. Test the connections. Use a multimeter to test the continuity of the connections. This will ensure that the wires are properly connected.中文回答:1. 收集必要的材料。
这包括:剥线钳。
压接工具。
接线端子。
电线。
2. 准备电线。
剥开电线末端的绝缘层,露出约 1/2 英寸的裸线。
3. 将电线插入端子。
将电线的剥皮端插入端子的压接端。
4. 压接端子。
使用压接工具将端子压接到电线周围。
这将在电线和端子之间形成一个牢固的连接。
线束sop标准作业流程模板

线束sop标准作业流程模板下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!以下是一个线束 SOP 标准作业流程模板的示例:1. 准备工作确定所需的线束类型、规格和数量。
端子、排PIN类进料检验标准

O K
制作人:
日期:
文件編號:
版本/次:
A0
頁碼:
6/8
端子、排PIN類檢驗標准
A08 發黑 定義:來料排PIN內端子上有發黑現象 檢驗方法:30cm處目視
敘述: 來料排PIN內端子上有發黑﹐判為不合格 。
N G
敘述: 來料排PIN內端子上無發黑﹐判為合格。
版本/次:
A0
頁碼:
6/8
敘述:
端子、排PIN類檢驗來標料准排PIN內端子上有氧化生鏽﹐判為不
合格。
N G
敘述: 來料排PIN內端子上無氧化生鏽﹐判為合 格。 O K
A07 露銅 定義:來料排PIN內端子上有露銅現象 檢驗方法:30cm處目視/實物樣品
核準:
審核:
敘述: 來料排PIN內端子上有露銅﹐判為不合格 。 N G
無切痕
有切痕
如 左 敘述: 圖 來料材料與承認樣品實物比對﹐來料與承
認樣品相符﹐為合格。
實際來料 NG
承認樣品 OK
A02 變形 定義:來料排PIN有變形現象 檢驗方法:以30cm處目視﹐比對承認樣品檢驗
敘述: 來料排PIN受外力有嚴重變形﹐判為不合 格。
N G
敘述: 1.排PIN無變形﹐判為合格﹔ 2.排PIN輕微變形﹐但不影響使用﹐判為 合格。 O K
A06 氧化 定義:來料排PIN內端子上有氧化現象 檢驗方法:30cm處目視
核準:
審核:
敘述:
A.來料排PIN之端子無歪斜﹐判為合格。
B.來料排PIN之端子輕微歪斜﹐歪斜未超
O K
過兩PIN間的二分之一不影響使用﹐判為 合格。
插件SOP

作业: 作业:1.如图1所示,将三极管引脚插入PCB板上相对应孔位,插装后如图2所示。
B C E
B C E B
图1
B
图2
检验要求: 检验要求: 1.PCB板、三极管T1、T2规格型号应与《生产投料清单》一致;
2.插装后三极管的三个引脚B、C、E必须与PCB板上B、C、E孔位标识一致, 不得插错孔位; 3.插装必须到位。
图2
检验要求:1.PCB板 电容C4 C6规格型号应与 生产投料清单》一致; 检验要求:1.PCB板、电容C4、C6规格型号应与《生产投料清单》一致; C4、 规格型号应与《
2.不得插错孔位; 2.不得插错孔位; 不得插错孔位 3.电容C4、C6引脚应垂直插到位 电容C4 引脚应垂直插到位, 如图2所示。 3.电容C4、C6引脚应垂直插到位, 如图2所示。
识别PCB PCB板 4.1 识别PCB板
准备: 准备
1.适用的PCB板。
作业: 1.如图所示:识别PCB板上的型号规格标识及孔位。 作业:
板上的型号规格标识应清晰并与《 板上的型号规格标识应清晰并与 生产投料清单》一致; 检验要求: 检验要求: 1. PCB板上的型号规格标识应清晰并与《生产投料清单》一致; 2. 过孔应完整。 过孔应完整。
注意: 1.不得出现元器件漏插现象。 注意: 1.不得出现元器件漏插现象。 不得出现元器件漏插现象 返回目录
插热敏电阻PTC 4.11 插热敏电阻PTC
准备: 准备 1.在PCB板上识别热敏电阻PTC图标,如图1所示; 作业: 作业: 1.如图1所示:将热敏电阻引脚插入PCB板上对应的孔位,插装后如图2所示。
打.插端子基本操作规范与质量水准

改善方法
1.調整機器打包后端子的高 度至規格界限內. 2.芯線夾片前端須有喇叭口 以避免芯線被夾傷. 3.芯線去皮時不可傷及芯線. 4.芯線打包前不可鬆散,須扭 成一股避免芯線外露. 1.檢視衝模是否磨損. 2.利用檔板定位進行操作. 3.調整送料行程至料頭在規 格界限內.
二.外觀缺點 1.有毛頭產生. 2.絕緣皮后縮. 3.芯線伸進功能性區域. 4.前後端未留料頭或料頭太長
C.打端子的不良缺點及改善方法
不良缺點
一.拉力不足
原因
1.芯線夾片與芯線未完全密接. 2.芯線被芯線夾片壓斷. 3.絕緣皮伸進芯線夾片內導致 芯線被擠壓斷裂. 4.端子前端沒有喇叭口,導致 芯線夾片將芯線刺斷. 5.芯線去皮時產生傷痕. 6.芯線外露﹑斷裂. 1.模具磨損嚴重. 2.機器調整不當. 3.操作不當.
A 打端子基本操作規範
一.打端子前的準備工作:
1.清除機器和模具周圍的塵埃﹑異物. 2.將電源插頭插入工作桌的電源插座中,按安全用電規程啟動電源,檢視 指示燈和工作燈的工作情況. 3.將腳踏形開關的插頭插入端子機后側的插座中,踩動腳踏開關,檢視機 器的工作情況. 二.裝端子: 1.將模具下方的彈簧旋鬆,使押板往上頂. 2.將左上方推送杆的拉簧鬆開. 3.裝上端子盤並用左手將端子推送至模具上方定位. 4.將諯子紙盤外側的固定環固定. 5.裝上推送杆的拉簧,用搖把搖動轉軸調整機器,使送料和打包正常.
2.端子打包后的不合格品形式:
3.
絕緣皮后縮未包住
4.
絕緣皮被芯線夾片包住
二.端子打包后的外觀標準:
1.端子前端必須能看到切斷料帶,且不可傷及端子本體. 2.端子固定卡鉤彈片不可衝壓﹑變形失去功能. 3.端子本體不可有送料刮傷或衝壓凹痕. 4.端子衝壓打包后不可有扭曲﹑變形﹑歪斜等不良缺點.
端子排的使用说明

端子排的使用说明
在图纸上所有需连接到端子上的线均已明确标注,接线时必须严格按照图纸的标注进行
1)端子系列号说明(此处所说的号码是端子的系列号,并非完整的端子号)
端子号Usage Description 用法说明
TB0 外部主控电源端子
TB1 L1.
TB2 L2.
TB3 L3.
TB4 24VDC.
TB5 24VDCS.
TB6 直流数字输入
TB7 直流数字输出
TB8 0VDC
TB9 0VDCS
TBA 位置控制单元
TBB 模拟量输入
TBC 模拟量输出
TBD 交流输出(继电器等).
TBE 地线
TBF 5VDC
TBG 预留
TBH 预留
TBI 跳过不用
TBJ 预留
TBK 预留
TBL 预留
TBM 预留
TBN 零线
TBO 跳过不用
TBP 预留
TBQ 预留
TBR 受控的交流回路红色线的端子
TBS 受控的交流回路黄色线的端子
TBT 受控的交流回路蓝色线的端子
TBU 不受控的交流回路红色线的端子
TBV 不受控的交流回路黄色线的端子
TBW 不受控的交流回路蓝色线的端子
TBX 预留
TBY 预留
TBZ 预留
预留是现有图纸中尚未使用的端子,今后在设计中若有之前未命名过的端子将使用预留端子,并会对本文档进行更新。
2)完整的端子号说明
端子号以6码组成,格式如下:
□□□.□□□
系列号流水号位置(A、B、C、D)例:若一端子号为TB6.00A
其表示是数字输入信号的第一个端子,接在A位置流水号从00开始一次递增
3)端子位置的说明,见下图。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工序品照片
特别注意事项: 1、端子按照PIN槽依次排插 2、不得漏装端子 3、注意接点、端子变形 以上现象要注意
生产技术部 事项 新规制作 上海乐深电子有限公司 管理号码:YSOP-TK-004 2011-11-24 REV.A 核准 制定
李玲
作业指导书SOP
1 折铁 壳 2 折 MOLDI NG料带 3 冲切 CAR RY 4 全检 CARR Y 5 排插 端子 6 预压 端子 7 去料 带及 压入 端子
品名:17PIN micro USB
8 装 入 铁 壳 9 压合 铁壳 10 预折 弯铁 壳 11 压合 铁壳 12 吹 气 除 尘 13 导通 高压 测试 14 贴 MYLA R
客户 锡脚 正位 度检 验 17 锡脚 平面 度检 查 18 全 检 19 包 装
工序5:排插端子
工序治工具
作业手法描述: 1、带好手指套,确认标示单、物料料号、治具; 2、将MOLDING焊角向上摆放正确插入治具定位槽内,将治 具的10个孔槽插满; 3、右手拿10PIN端子的料带,长脚一面向左同时插入 10PCS的MOLDING端子端子孔内,待12孔槽全部插满后将 产品同时取出放在周转盘内,且产品相互之间不可重叠,并 做好标示待转入下一工站;