05-PB-YK6002工艺卡片
13油品车间工艺卡片

MPa
0.3~0.6
C
TK007~TK010(TK207-210)液位
LI-10107A/B~10110A/B
m
2.3~16.5
A
TK007~TK010(TK207~TK210)温度
TG-10107~10110
℃
≤40
B
P-011~033出口
PIC-10111~10133
MPa
MPa
0.3~1.0
B
P001~002(P503~P504)供料泵
PI10601~10602
MPa
0.3~0.80
B
P011(P508)重污倒转输送
PI10801
MPa
0.2~0.65
Bห้องสมุดไป่ตู้
中间二罐区
(0302-2)
TK-001~002(TK601~TK602)液位
LI10201~10202
m
2.0~13.8
m
1.6~13.5
A
TK-001~002(TK501~TK502)温度
TI10401~10402
℃
45~90
B
TK-003~004(TK503~TK504)液位
LI10301~10302
m
1.6~13.5
A
TK-003~004(TK503~TK504)温度
TI10301~10302
℃
45~90
B
TK-007~008(TK507~TK508)液位
≤55
A
高压放空气体进气柜压力
PT10407
KPA
<4
A
低低压放空水封罐(V-008)液位
工艺卡说明
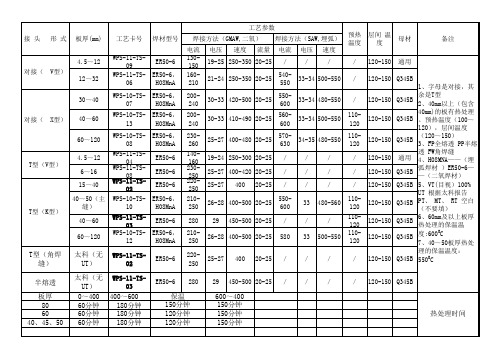
600~400 150分钟 150分钟 150分钟
热处理时间
140-160 19-24 250-300 20-25 230-250 25-27 400-420 20-25 220-250 25-27
T型(V型)
/ / /
/ / / 33 / 33 / /
/ / /
/ / /
120-150
通用
120-150 Q345B 120-150 Q345B
400
20-25
工艺参数 接 头 形 式 板厚(mm) 工艺卡号 焊材型号 焊接方法(GMAW,二氧) 电流 4.5~12 对接( V型) 12~32 30~40 对接( X型) 40~60 60~120 4.5~12 6~16 15~40
WPS-11-TS-06 WPS-10-TS-07 WPS-10-TS-13 WPS-10-TS-08 WPS-11-TS-04 WPS-11-TS-08
T型(K型)
40~50(主 ER50-6, 210-250 26-28 400-500 20-25 550-600 WPS-10-TS-10 缝) H08MnA 40~60 60~120
WPS-11-TS-03
480-560 110-120 120-150 Q345B /
110-120 120-150 Q345B
ER50-6, 200-240 30-33 410-490 20-25 560-600 33-34 500-550 110-120 120-150 Q345B H08MnA ER50-6, 230-260 25-27 400-480 20-25 570-630 34-35 480-550 110-120 120-150 Q345B H08MnA ER50-6 ER50-6 ER50-6
无损检测工艺卡
去除
先用不脱毛的布或纸擦拭大部分多余渗透剂去除后,再用喷去除剂的布或纸擦拭,擦拭时应按一个方向进行,不得往复擦拭。
6
干燥
自然干燥5-10min
7
显像
喷涂法施加,喷咀距被检面300~400mm,喷涂方向与被检面夹角约为30~40º,使用前应将喷罐摇动使显像剂均匀。显像时间应>7min。
8
观察
显像剂施加后7~60min内进行观察,受检面的可见光照度应≥1000Lx必要时可用5~10倍放大镜观察。
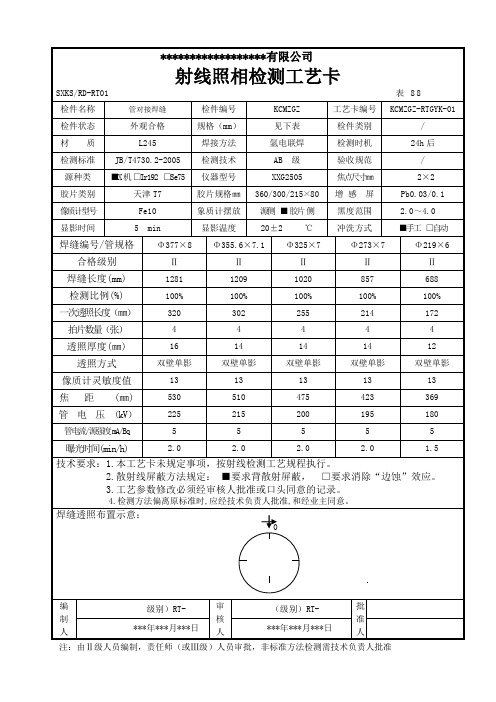
******************有限公司
射线照相检测工艺卡
SXKS/RD-RT01表88
检件名称
管对接焊缝
检件编号
KCMZGZ
工艺卡编号
KCMZGZ-RTGYK-01
检件状态
外观合格
规格(mm)
见下表
检件类别
/
材 质
L245
焊接方法
氩电联焊
检测时机
24h后
检测标准
JB/T4730.2-2005
检测技术
设备
/
检测标准
SY/T4109-2005
标准试块
镀铬试块
检验标准
/
检测比例
100%
合格级别
渗透检测质量评级要求:
1、不允许存在任何裂纹。
2、不允许任何线性缺陷磁痕。
3、圆形缺陷(评定框尺寸为35㎜×100㎜)d≤1.5,且在评定框内不大于1个。
示意草图:
************有限公司
渗 透 检 测 工 艺 卡(续)
2、安全防护:
a、检测现场应设灭火器,用于防火。
b、罐内检测应有良好的通风。
c、进罐内检测电器,照明用电应Байду номын сангаас用安全电压。
射线工艺卡1

3.增感屏应与胶片紧密贴合;
4.禁止显影时用红灯观察来控制底片黑度。
编制人(级别)
审核人(级别)
编制日期
年月日
审核日期
年月日
显影温度
18℃
底片黑度范围
1.5-3.5
透照质量级别
□A■AB□B
深度对比块
■Ⅰ型□Ⅱ型
透
照
工
艺
参
数
透照方式
双壁双投影法
透照厚度
14.4mm
L1
541mm
L2
59mm
一次透照有效长度
/
拍片数量
1口/张
透照角度
22
曝光时间
1.0.min
管电流/源活度
5mA/Ci
管电压
200kv
散射线控制方式
铅背托
防护措施
质量标准
DL/T869-2004
合格级别
Ⅱ
源种类
●X /○γ
设备型号
250EG-S2
焦点尺寸
2.5×2.5mm
设备编号
WD—026
胶片类型
爱克发C7
胶片规格
360×80mm
象质计型号
Ⅰ型
象质计摆放
源侧
增感屏
前屏:0.1 mm
像质指数
12
增感方式
铅箔
后屏:0.1 mm
冲洗方式
□自动■手工
显影时间
5min
天津诚信达金属检测技术有限公司
射线检测工艺卡CXDB-651
工艺卡编号:QS4-05-3602G051
工程名称
秦电三期扩建工程6#机组
委托单位
回流焊接工艺卡

审核日期
制定日期
产品名称
大学士
锡膏
爱法UP25℃± 3℃
环境湿度
20%-80%
升温区
恒温区
焊接区
冷却区
最高温限
温度范围
25℃-120℃
120℃-183℃
183℃以上
183℃-25℃
235℃
运行速度
550-650MM/m
550-650MM/m
550-650MM/m
550-650MM/m
550-650MM/m
升温速度
60℃-120℃/m
30℃-60℃/m
60℃-120℃/m
90℃-120℃/m
运行时间
50S-90S
60S-110S
30S-60S
60S-90S
设定温度
190℃±10℃
210℃±10℃
270℃±10℃
回流温度曲线(如图):
4.相关记录和表格:
<回流焊机实时监控卡>
批准人签名
审核人签名
制定人签名
回流焊接工艺卡
回流焊接工艺卡
编号
HWMQ--2000
第一版
第0次修改
生效日期
1.目的及适用范围:
本工艺卡提供一个正确实施回流焊接工艺的操作标准。
本工艺卡适用于回流焊机工艺调整的操作。
2.参照文件:本工艺卡参照外部文件《UITRAPRINT78工艺指南》和本公司程序文件《技术文件和资料控制程序》 。
3.内容:
PT工艺卡

1、PT综合题(64分)在制氯乙烯聚合釜编号42677A,如简图所示,设计压力:1.55MPa,试验压力:2.0 MPa,设计温度:140℃,工作介质:氯乙烯、水和蒸汽,材质:16MnR/0Cr18Ni9,规格:φ3038×(16+3),焊缝系数:1.0,容器类别:Ⅱ类。
该容器采用复合板焊接而成,复层焊缝磨平,内表面采用电解抛光工艺,按要求回答问题并编制渗透检测工艺卡。
D7 D20 A5 D21 D22 Bh焊缝基层复合层聚合釜42677A1、回答下列问题:(30分)(1)编制该容器渗透检测工艺卡时应参照哪些法规、规范、标准和技术文件?(把正确答案序号填在括号内)(4分)A、《容规》(99版)B、GB150-98 C JB4730(报批稿) D GB12337-99E GB50094-98F GB151-99G GB3323-87H JB1152-81I JB3965-85 J 单位无损检测通用工艺K 单位质量管理文件L 设计文件和图纸M 《压力容器定期检验规则》2004答( A 、B、C、J、K、L)(2)聚合釜外表面人孔对接焊缝、接管角焊缝按GB150是否需要进行渗透检测?为什么?(5分)答:聚合釜外表面人孔对接焊缝、接管角焊缝不符合GB150《钢制压力容器》10.8.3渗透检测的规定条件,所以不需进行渗透检测(3)对该容器内表面实施渗透检测过程中应注意哪些问题?(6分)答:(1)由于内表面是奥氏体不锈钢,要严格控制氯、氟元素的含量不得超过1%的重量比。
(2)操作过程不要用硬物与表面接触,保持表面状态的完好。
(3)不能用高含碳量用具与表面接触,避免碳污染。
(4)检测后作好后处理,避免腐蚀内表面。
(5)容器内工作时,渗透检测剂微毒,作好防火、防毒工作,作好通风工作。
(6)注意用电安全。
(7)工作人员戴好防护手套和口罩,避免检测剂直接与皮肤接触。
(4)该容器内表面焊缝可以选择哪几种渗透检测方法?哪种方法为最佳选择并说明理由。
板式换热器工艺流转卡

板式换热器工艺流转卡板式换热器制造工艺卡产品名称:板式换热器产品规格:产品图号:产品编号:FR制造日期:工艺卡编号:FRGY汇编:审查:批准:日期江苏卓远能源科技有限公司板材制造工艺卡1号工艺名称准备(E)薄膜覆盖(E)剪切(E)冲压(E) 1,材料质量保证验证2,板材厚度不得小于0.5毫米。
产品名称板材热交换器产品图纸编号零件编号24自检记录板材厚度零件编号零件规格操作员日期材料品牌材料规格工艺卡编号0Cr18Ni9特殊检查记录1,质量保证2,板材厚度,薄膜涂层平整度GYK09,第1页,第1页,检查员日期,检查员日期。
工艺和技术要求、操作者日期、操作者日期、操作者日期、1、当板面上有超过板厚负偏差的凹坑、划痕、压痕等缺陷时,应进行修补和打磨。
1、按工艺要求在板面上涂膜。
1、按图纸要求的长度下料。
L=XXXX。
打孔尺寸。
操作应在每年的1号进行,下料长度为2,宽度为1。
冲孔尺寸1、垫圈槽深度2、板波纹深度3、垫圈槽深度偏差检查员年月日年月日4、板波纹深度偏差5、压板(E)操作员年、月、日、检查员年、月、日、1、形状偏差mm操作员年、月、日、2、测量最小厚度mm 3、生产板数量4、测试板数量检查员年、月、日、成品检查2、板微裂纹检测:每批不锈钢板的6 (E)板应进行100%测试3.应根据JB4730进行板材微裂纹检测。
2.测量的最小厚度mm 4应为1%,测试的板材数量不得少于3。
3.当特殊用途或用户需要时,应提供生产的纸张数量。
固定压缩板制造工艺卡序列号工艺名称产品名称板式换热器产品图纸编号零件编号零件编号14零件编号F1零件规格材料品牌材料规格工艺卡编号ehb273 x 5q235-bδ = 6mm gyk01总页数1检验员日期m 工艺和技术要求1、检查材料质量证书自检记录1、材料质量证书2、材料规格材料品牌3、表面状况4、测量厚度mm 1、下料尺寸mm 2、尺寸偏差mm 1,操作者日期特殊检查表面状况记录1,材料质量证明书1,材料领料(E) 2,检查材料规格、牌号3,并检查材料的表面状况。
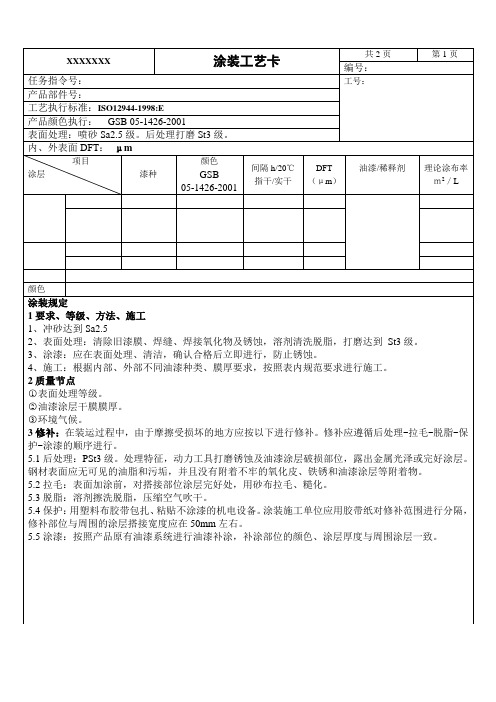
油漆涂装工艺卡片
5.3脱脂:溶剂擦洗脱脂,压缩空气吹干。
5.4保护:用塑料布胶带包扎、粘贴不涂漆的机电设备。涂装施工单位应用胶带纸对修补范围进行分隔,修补部位与周围的涂层搭接宽度应在50mm左右。
5.5涂漆:按照产品原有油漆系统进行油漆补涂,补涂部位的颜色、涂层厚度与周围涂层一致。
2质量节点
表面处理等级。
油漆涂层干膜膜厚。
环境气候。
3修补:在装运过程中,由于摩擦受损坏的地方应按以下进行修补。修补应遵循后处理-拉毛-脱脂-保护-涂漆的顺序进行。
5.1后处理:PSt3级。处理特征,动力工具打磨锈蚀及油漆涂层破损部位,露出金属光泽或完好涂层。钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
DFT
(μm)
油漆/稀释剂
理论涂布率
m2/L
颜色
涂装规定
1要求、等级、方法、施工
1、冲砂达到Sa2.5
2、表面处理:清除旧漆膜、焊缝、焊接氧化物及锈蚀,溶剂清洗脱脂,打磨达到St3级。
3、涂漆:应在表面处理、清洁,确认合格后立即进行,防止锈蚀。
4、施工:根据内部、外部不同油漆种类、膜厚要求,按照表内规范要求进行施工。
XXXXXXX
涂装工艺卡
共2页
第1页
编号:
任务指令号:
工号:
产品部件号:
工艺执行标准:ISO12944-1998:E
产品颜色执行:GSB 05-1426-2001
表面处理:喷砂Sa2.5级。后处理打磨St3级。
内、外表面DFT:μm
ቤተ መጻሕፍቲ ባይዱ项目
涂层
漆种
颜色
GSB 05-1426-2001
1、弯管工艺卡

检验工具、仪器
检验规则
INSPECT TOOLS、 INSTRUMENT
目测 0-2m 卷尺
INSPECT RULES
自检 首检(可弯管验证),每 200 根抽检 一次,每次不少于 2 根
各种型号铝管落料后做好标识,不能混淆。
标记
MARK
数 量 文件号
QT’S FILE NO.
更改
校审
CHANGE
CHECK
弯管
自动弯管
03
页次 PAGE 003
版次:2009
修订号: 07 状态:有效
本技术文件由江苏常发制冷股份有限公司受控,任何单位、部门、个人未经书面批准同意,严禁私自变更、转借、拍摄、抄袭、复制、外传、外泄。
工 序 简 图 及 技 术 要 求 <PROCESS DRAWING AND TECHNICAL REQUIRMENT>
JIANGSU CHANGFA REFRIGERATION CO.,LTD
检验工具、仪器
检验规则
INSPECT TOOLS、 INSTRUMENT
目测
0—2m 钢卷尺
INSPECT RULES
全检 首检、自检,每 200 件抽检一次,每 次不少于 2 件
工艺卡片【范本模板】

主要设备
空塔
φ4500×13500
1台
动力波洗涤塔
φ1250×φ4500×11500
1台
填料塔
φ4500×13500
1台
三塔稀酸泵
Q=400m3/h,H=30m
6台
稀酸板式冷却器
180m2,254SOM
2台
脱吸塔
φ800/φ3000×6745
1台
清水高位槽
φ2000/φ2200
1台
电除雾安全封
φ800×1798
2)注意各设备的阻力降,如有异常,及时反映。
3)按工艺指标,正确调节串酸加水,稀酸送酸阀门。
4)注意观察电雾出口气体清晰度,及时调节二次电压和二次电流。
5)板式换热器视情况进行反冲或切换备用。
6)地沟要求控制低液位≤2/3。
7)沉降器定期排污。
8)按要求加药,加药量异常时及时反映和处理。
9)电除雾按要求进行例行水冲洗。
编制
核对
审核
批准
江西全鑫科技化工有限公司
电除尘器工艺卡片
文件编号
QXKJ-GY004
序号
类别
主要参数
1
主要设备
电除尘器
60m2
1台
电场
2个
附属电器仪表
2
工艺指标
电除尘器进口
320—350℃
320-350℃
电除尘器出口
250℃
石英管绝缘箱
140—160℃
瓷轴绝缘箱
140℃
压差
20毫米H2O柱
二次电压
一电场40—50KV
≤15ug/L
饱和蒸汽和过热蒸汽钠含量
<20ug/kg
给水含油量
管道涂层工艺卡模板

管道涂层工艺卡模板
1. 工艺卡概述
本工艺卡为管道涂层施工过程的操作指南,旨在确保施工按照
标准流程进行,以保证涂层质量和工程安全。
2. 施工前准备
在施工前,应做好以下准备工作:
- 检查管道表面,确保其洁净、干燥、无油污和锈蚀。
- 按照涂层材料要求,选取适合的涂层材料,并将其准备就绪。
- 准备好所需要的施工工具和设备。
3. 施工流程
步骤一:涂层前处理
在施工之前,需进行涂层前处理,包括以下步骤:
1. 清理管道表面,去除表面的污物和锈蚀。
2. 进行防腐底漆的施工,确保管道表面防腐效果。
3. 进行底漆的施工,以提高涂层的附着力。
步骤二:涂层施工
在涂层前处理完成后,开始进行涂层施工:
1. 按照涂层材料的使用说明,将其搅拌均匀。
2. 使用喷涂机或刷子等工具,将涂层材料均匀地涂覆在管道表面。
3. 根据涂层材料的要求,进行必要的干燥和固化时间。
步骤三:涂层后处理
施工完成后,需进行涂层后处理,包括以下步骤:
1. 检查涂层的质量和均匀性。
2. 进行涂层的防腐和防水处理。
3. 清理施工现场,保持施工环境整洁。
4. 安全注意事项
在进行管道涂层施工时,应注意以下安全事项:
- 确保施工现场的通风良好,避免涂层材料的吸入。
- 使用个人防护装备,如防护眼镜、手套和口罩等。
- 注意施工区域的火源和易燃物,防止火灾和爆炸的发生。
以上为管道涂层工艺卡的模板,根据实际情况和涂层材料的要求,可进行适当的调整和补充。
铬化操作工艺卡

补给状态:连续补水
循环状态:压缩空气
1、每班班前对槽液进行化验,根据结果加大补水调整。2、测试:取10ml槽液,加50ml纯水,加2-3滴甲基橙指示剂,用0.05N硫酸滴定至橙色,硫酸消耗毫升量即为点数。
3、槽液不见底即更换槽液。
6
出光
出光槽(05)
MacDermid
66 Micro
-etch
工业浓硫酸
槽液温度:常温
浓度(g/L):45-55
PH:1.0-1.4
浸渍时间:4-6min
循环状态:压缩空气
1、每班班前对槽液进行化验,根据结果进行调整。
2、测试:取10ml槽液,加50ml纯水,加10ml50%硫酸,加15ml10%KI,用0.1N硫代硫酸钠滴定淀粉指示至颜色消失,计算硫代硫酸钠耗量毫升N。出光剂浓度=1.58*N。
2、槽液水不能见底既换水
12
热纯
水洗
溢流水洗槽(11)
纯水
槽液温度:30-50℃
电导率:≤100us/cm
浸渍时间:30S
补给状态:连续补水
循环状态:压缩空气
1、每班班前对槽液进行化验,根据结果加大补水调整。2、测试:详见《电导率操作规程》。
3、每六个工作日更换一次。
13
水切
水切槽(12)
水切温度:常温
页次:
产品名称
生产部门
表面处理车间
产品代码
客户名称
序号
工序
名称
工装
设备
原材料
工艺参数
技术要求
8
水洗
溢流水洗槽(07)
自来水
槽液温度:常温
总酸度:≤1.0
浸渍时间:30S
工艺文件模板

它部件工作。中测工序测此项
10、红外发光管焊接 Z 方向不能有明显不平,X、Y 方
向不能有明显偏离。初测工序测此项
目测
11、焊接的所有焊点应光滑,无漏焊、 无虚焊现象。
初测工序测此项
目测
更改通知单号 更改标记
编制 审 姓名
核 技术科
可修改编辑
签
名
日
期
描图:校对:
精选资料
日期
SB MX
设备及工装明细
大罩 小罩
4 风扇安装
5 焊线装板
6 固定电源线、 装保护罩
7 中测
8 老化
9 总测
1.8 1.4 0.5 0.1 0.4 0.35 0.1 0.1 0.2
0.1 0.5 0.1
(钻孔) (钻孔)
旧底图编号
合计
双远距离红外 发射器 远距离红外发 射器 红外发射器
3.4 3 2.05
底图编号
514358
远距离红外发射器材料清单
第 1页 共 1页
序号 名 称 1 红外发射管 2 电阻 3 有机玻璃 4 风扇 5 壳体 6 线路板
7 螺丝
8 螺丝 9 螺母
规格型号 BC-503IRC-B 140Ω(1/2W) (245mm*169mm*3mm) 12V(50mm*50mm) HL10420 225mm*142mm M3*25 M3*16 M3
每只消耗 528 48 1 2 1 1 4
4 8
单位 个 个 块 个 个 块 个 个 个
生产单位 备 注
可修改编辑
10 电源线
11 标签
精选资料
RVV(2*1.5)
18
米
60*40mm
1
辅机焊接工艺卡1

临河发电有限责任公司焊接工艺卡临河发电有限责任公司焊接工艺卡临河发电有限责任公司焊接工艺卡项目名称B电动给水泵出口母管放水门更换工艺卡编号2012-006焊接方法:GTAW接头形式对接坡口示意图:坡口形式符号横截面焊接形式坡口尺寸(mm)b30-50 0-4母材:型号或牌号母材规格母材1管道 20#Φ32×3母材2管道 20#DN25填充金属:型号或牌号规格(φ)焊丝TIG-J50 2.5电特性:焊层焊接方法填充金属电流型号或牌号规格(φ)种类极性范围(A)全部GTAW TIG-J50 2.4直流正接80-110预热及焊后热处理:预热温度(℃)焊前清理方法电磨或角向磨光机层间温度(℃)焊接速度为55-80mm/min后热、冷却速度(℃)/min氩气流量10-15L/min焊后热处理温度:保温时间:焊后无损检验方法100%RT执行标准操作技术要求1焊接前应将坡口内、外侧15~20mm范围内的油、漆、垢、锈、毛刺等清理干净,直至发出金属光泽。
2坡口的局部间隙过大时,应设法修整规定的尺寸,严禁在间隙内填金属物, 坡口的制备采用机械加工方法为宜3焊接采用手工钨极氩弧焊。
4采用双V型坡口,组对间隙为3~4mm,局部间隙过大时,应设法修整到规定尺寸,严禁在间隙内加填塞物;钝边尺寸为1~2mm5焊后要求进行外观检查,不许存在咬边、气孔、弧坑、裂纹等缺陷。
6 焊后进行RT检验。
编制审核批准临河发电有限责任公司焊接工艺卡项目名称C电动给水泵出口母管放水门更换工艺卡编号2012-007焊接方法:GTAW接头形式对接坡口示意图:坡口形式符号横截面焊接形式坡口尺寸(mm)b母材:型号或牌号母材规格母材1管道 20#Φ32×3母材2阀门 20#DN25填充金属:型号或牌号规格(φ)焊丝TIG-J50 2.4电特性:焊层焊接方法填充金属电流型号或牌号规格(φ)种类极性范围(A)全部GTAW TIG-J50 2.4直流正接80-110预热及焊后热处理:预热温度(℃)焊前清理方法电磨或角向磨光机层间温度(℃)焊接速度为55-80mm/min后热、冷却速度(℃)/min氩气流量10-15L/min焊后热处理温度:保温时间:焊后无损检验方法100%RT执行标准操作技术要求5焊接前应将坡口内、外侧15~20mm范围内的油、漆、垢、锈、毛刺等清理干净,直至发出金属光泽。
锌酸盐镀锌加工工艺卡
锌酸盐镀锌加工工艺卡锌酸盐镀锌加工工艺卡襄阳普士利工程器材有限公司PSL-GY-000-20112011年06月20日修订 2011年07月01日实施编制: 校对: 审核: 批准:襄阳普士利工程器材有限公司锌酸盐镀锌加工工艺流程图待镀件检验化学除油二道流动热水强酸洗流动冷水洗洗冷水浸泡上挂具氢氧化钠中和流动水洗铬酐除灰盐酸活化二道流动水洗辛酸盐镀锌热水浸洗冷水浸泡流动热水洗二道水洗三价彩钝化二道流动水洗硝酸出光洗热风吹干烘箱干燥检验包装洗锌酸盐镀锌生产工艺----工序清单 PSL-GY-000-2011序号工序名称工序特性页次序号工序名称工序特性页次1 13 13 辛酸盐镀锌待镀件检验 1 B类,重要工序 A类,关键工序2 2 14 14 化学除油 A类,关键工序热水浸洗 C类,一般工序3 3 15 15 冷水浸泡 2道流动热水清洗 B类,重要工序 C类,一般工序4 16 16 硝酸出光强酸洗 A类,关键工序 B类,重要工序17 17 流动冷水洗二道流动水洗 5 C类,一般工序 5 C类,一般工序18 18 铬酐除灰(黑灰件) 三价铬钝化 6 A类,关键工序 6 A类,关键工序19 19 流动水洗二道水洗 7 C类,一般工序 7 C类,一般工序20 20 氢氧化钠中和流动热水洗 8 B类,重要工序 8 C类,一般工序21 21 热风吹干 9 上挂具 C类,一般工序 9 C类,一般工序22 22 冷水浸泡烘箱干燥 10 C类,一般工序 10 A类,关键工序23 23 盐酸活化检验包装 11 B类,重要工序 11 B类,重要工序二道水洗 12 C类,一般工序 12编制: 校核: 标准化: 批准:页次文件号工段名称工序名称工序号PAGE TEAM NAME PROCESS NAME PROCESS NOZS-J-079-2011 襄阳普士利工程器材有限公司过程加工工艺卡 CHANGZHOU CITY WUJIN ZHENSHENG RADIO COMPONETS CO.LTD 1 1 前处理工段待镀件检验修订号 01 PROCESS CARD, 本技术文件由襄阳普士利工程器材有限公司受控,任何单位、部门、个人未经书面批准同意,严禁私自变更、转借、拍摄、抄袭、复制、外传、外泄。
(后槽体)铆焊工艺卡片1

鹤壁市起重运输机械总厂焊接工艺卡片产品型号SZZ764/200 零件图号108S03/010103-20产品名称顺槽用刮板转载机零件名称板共页第 1 页材料牌号Q345 毛坯种类钢板毛坯外形尺寸306×63×20每毛坯可制件数每台件数 2主要组成件序号图号名称材料件数借(通)用件登记工序工序名称工序内容设备工艺装备电流或气压电流或焊嘴号焊条、焊丝、电极焊剂其他规范工时型号直径1 下料选好材料,按图纸尺寸要求,CG1-30 半自动切割机300-320A ER50-6 Φ1.2描图用半自动切割机下料。
描校 2 清渣去除毛边、毛刺、熔渣,矫正焊接变形。
检验旧底图号底图总号签字编制(日期)审核(日期)标准化(日期)会签(日期)日期标记处数更改文件号签字日期标记处数更改文件号签字日期鹤壁市起重运输机械总厂焊接工艺卡片产品型号SZZ764/200 零件图号108S03/010103-3产品名称顺槽用刮板转载机零件名称外侧板共 6 页第 1 页材料牌号Q345 毛坯种类钢板毛坯外形尺寸1380×884×20每毛坯可制件数每台件数 2主要组成件序号图号名称材料件数借(通)用件登记工序工序名称工序内容设备工艺装备电流或气压电流或焊嘴号焊条、焊丝、电极焊剂其他规范工时型号直径1 下料选好材料,按图纸尺寸要求载入数据,SDYQ-5000 数控切割机描图用数控切割机下料。
描校 2 清渣去除毛边、毛刺、熔渣,矫正焊接变形。
手砂轮机检验旧底图号底图总号签字编制(日期)审核(日期)标准化(日期)会签(日期)日期标记处数更改文件号签字日期标记处数更改文件号签字日期鹤壁市起重运输机械总厂焊接工艺卡片产品型号SZZ764/200 零件图号108S03/010103-2产品名称顺槽用刮板转载机零件名称左内侧板共 6 页第 2 页材料牌号Q345 毛坯种类钢板毛坯外形尺寸2750×922×25每毛坯可制件数每台件数 1主要组成件序号图号名称材料件数借(通)用件登记工序工序名称工序内容设备工艺装备电流或气压电流或焊嘴号焊条、焊丝、电极焊剂其他规范工时型号直径1 下料选好材料,按图纸尺寸要求载入数据,SDYQ-5000 数控切割机描图用数控切割机下料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Jiangsu AW A Automotive Electronic Co., Ltd.
本文件属江苏亚华汽车电子有限公司所有,未经江苏亚华汽车电子有限公司之书面许可,不得以任何方式复制本文件,或将本文件部分或全部内容透露给无权阅读本文件的单位或个人。
Jiangsu AW A Automotive Electronic Co., Ltd.
本文件属江苏亚华汽车电子有限公司所有,未经江苏亚华汽车电子有限公司之书面许可,不得以任何方式复制本文件,或将本文件部分或全部内容透露给无权阅读本文件的单位或个人。
Jiangsu AW A Automotive Electronic Co., Ltd.
本文件属江苏亚华汽车电子有限公司所有,未经江苏亚华汽车电子有限公司之书面许可,不得以任何方式复制本文件,或将本文件部分或全部内容透露给无权阅读本文件的单位或个人。
Jiangsu AW A Automotive Electronic Co., Ltd.
本文件属江苏亚华汽车电子有限公司所有,未经江苏亚华汽车电子有限公司之书面许可,不得以任何方式复制本文件,或将本文件部分或全部内容透露给无权阅读本文件的单位或个人。
Jiangsu AW A Automotive Electronic Co., Ltd.
本文件属江苏亚华汽车电子有限公司所有,未经江苏亚华汽车电子有限公司之书面许可,不得以任何方式复制本文件,或将本文件部分或全部内容透露给无权阅读本文件的单位或个人。
Jiangsu AW A Automotive Electronic Co., Ltd.
本文件属江苏亚华汽车电子有限公司所有,未经江苏亚华汽车电子有限公司之书面许可,不得以任何方式复制本文件,或将本文件部分或全部内容透露给无权阅读本文件的单位或个人。
Jiangsu AW A Automotive Electronic Co., Ltd.
权阅读本文件的单位或个人。
Jiangsu AW A Automotive Electronic Co., Ltd.
本文件属江苏亚华汽车电子有限公司所有,未经江苏亚华汽车电子有限公司之书面许可,不得以任何方式复制本文件,或将本文件部分或全部内容透露给无权阅读本文件的单位或个人。