宇龙汽车维修仿真软件简介20111010
宇龙仿真教程

数控加工仿真系统使用手册上海宇龙软件工程有限公司目录第一章软件简介 11.1 软件使用协议 21.2 联系方式 4第二章操作方法 52.1 项目文件 52.1.1 新建项目文件 52.1.2 保存项目文件 52.1.3 打开项目文件 52.2 定义、取得和放置毛坯 62.2.1 定义毛坯 62.2.2 保存零件模型72.2.3 取出零件模型72.2.4 使用夹具72.2.5 放置零件72.2.6 调整零件位置82.2.7 使用压板82.3 选择刀具102.3.1 数控车床102.3.2 数控铣床和加工中心112.4 工件坐标系132.4.1 数控铣床和加工中心的对基准工具132.4.2 取得基准工具142.4.3 刚性圆柱工具使用方法152.4.4 偏心圆柱工具使用方法152.4.5 数控铣床和加工中心设定工件坐标系162.4.6 数控车床192.5 设定刀具偏置值和补偿值222.6 检查NC程序错误及其处理232.6.1 检查错误:232.6.2 运行中的错误信息处理232.6.3 错误信息242.7 系统操作252.7.1 弹出上下文浮动菜单252.7.2 旋转视图252.7.3 放大与缩小视图252.7.4 局部放大252.7.5 平移视图252.7.6 复位25设置显示参数262.8 车削仿真测量272.9 铣刀库管理282.9.1 添加刀具282.9.2 删除刀具28第三章系统操作界面说明293.1 下拉菜单293.1.1 文件菜单293.1.2 视图菜单293.1.3 机床菜单313.1.4 零件菜单323.1.5 系统上下文菜单333.2 工具条:34第四章FANUC仿真系统及虚拟机床操作364.1 数控铣床、车床和卧式加工中心机床操作面板36 4.1.1 模式选择旋钮364.1.2 运行控制按钮374.1.3 机床主轴手工控制按钮374.1.4 移动按钮374.1.5 移动轴选择旋钮374.1.6 步进量调节旋钮374.1.7 进给速度(F)调节旋钮384.1.8 连续移动速度调节旋钮384.1.9 手脉384.1.10 单步开关384.1.11 选择跳过开关384.1.12 M01开关394.2 立式加工中心操作面板404.2.1 模式选择旋钮404.2.2 进给速度(F)调节旋钮414.2.3 主轴转速调节旋钮414.2.4 移动轴选择旋钮414.2.5 步进量调节旋钮414.2.6 单步开关414.2.7 选择跳过开关414.2.8 M01开关414.2.9 试运行方式按钮424.2.10 运行控制按钮424.2.11 移动按钮424.2.12 机床主轴手工控制按钮424.2.13 机床回零指示灯424.3 机床面板主要操作434.3.1 手工移动434.3.2 主轴转动与停止434.3.3 运行程序434.3.4 试运行444.3.5 单步运行444.3.6 返回机床原点444.4 数控操作系统面板454.4.1 数字/字母键464.4.2 编辑键464.4.3 页面切换键474.4.4 翻页按钮(PAGE)474.4.5 光标移动(CURSOR)474.4.6 输入键474.4.7 输出键474.4.8 复位键474.5 虚拟数控铣床主要操作484.5.1 显示数控程序目录484.5.2 选择一个数控程序484.5.3 回到数控程序首部484.5.4 删除一个数控程序484.5.5 删除全部数控程序494.5.6 搜索一个指定的代码494.5.7 编辑NC程序(删除、插入、替换操作)49 4.5.8 通过控制箱操作面板手工输入NC程序50 4.5.9 从计算机输入一个数控程序504.5.10 向计算机输出数控程序514.5.11 输入零件原点参数514.5.12 输入刀具补偿参数524.5.13 位置显示534.5.14 相对坐标系(RELATIVE)置零544.5.15 MDI操作54第五章PA系统及虚拟机床操作565.1 界面简介565.1.1 开机界面565.1.2 操作面板575.1.3 主控面板595.2 手动方式615.2.1 连续进给615.2.2 增量进给625.3 自动方式655.3.1 选择工件程序655.3.2 程序执行1 675.3.3 程序执行2 685.3.4 测试程序:695.4 数据705.4.1 数据类型选择715.4.2 载入数据715.4.3 储存数据(图23)755.4.4 数据管理755.4.5 数据修改785.5 信息界面815.6 系统界面和设置界面82第六章附录836.1 对FANUC系统支持的的程序格式和功能代码836.1.1 G功能列表:836.1.2 数控程序格式:846.1.3 支持的G功能(FANUC数控铣和加工中心) 856.1.4 支持的G功能(FANUC系统数控车床) 956.1.5 支持的M代码(FANUC系统)976.2 PA系统支持的的程序格式和功能代码996.2.1 PA系统的程序格式的特殊规定996.2.2 支持的G功能(PA系统) 996.2.3 支持的M代码(PA系统)1026.2.4 PA支持的语句1036.2.5 子程序调用:104第一章软件简介数控加工仿真系统是基于虚拟现实的仿真软件。
上海宇龙软件汽车维修仿真卡罗拉实训操作说明_3

前排乘客侧电动车窗开关的装上操作流程如下图:后电动车窗开关的拆下操作流程如下图:后电动车窗开关的装上操作流程如下图:前排座椅总成的拆下操作流程如下图:用手拉起前排座椅滑轨调节手前排座椅总成的装上操作流程如下图:车门控制发射器的拆下操作流程如下图:拆卸完毕车门控制发射器的装上操作流程如下图:车门控制接收器的拆下操作流程如下图:车门控制接收器的装上操作流程如下图:门控开关的拆下操作流程如下图:门控开关的装上操作流程如下图:行李箱门锁的拆下操作流程如下图:行李箱门锁的装上操作流程如下图:后组合灯总成的拆下操作流程如下图:用手拆下后组合灯总成的装上操作流程如下图:后灯总成的分解操作流程如下图:后灯总成的装配操作流程如下图:车外后视镜玻璃和盖的拆下操作流程如下图:车外后视镜玻璃和盖的装上操作流程如下图:后排座椅总成的拆下操作流程如下图:12mm扳手拧下后12mm扳手拧下后后排座椅总成的装上操作流程如下图:后组合灯总成的分解操作流程如下图:后组合灯总成的装配操作流程如下图:前大灯总成的拆下操作流程如下图:用十字螺丝刀拆用手脱开前保险杠的前大灯总成的装上操作流程如下图:喇叭的拆下操作流程如下图:喇叭的装上操作流程如下图:雾灯总成的拆下操作流程如下图:雾灯总成的装上操作流程如下图:电动车窗升降器电动机拆下拆卸建议流程如下图:【注】(1)单击界面中的“重做”按钮,系统将还原该题初始值。
(2)单击界面中的“帮助”按钮,系统可根据选择的题目,打开该题的建议拆装步骤。
电动车窗升降器电动机的装上安装建议流程如下图:用手安装后门【注】(1)单击界面中的“重做”按钮,系统将还原该题初始值。
(2)单击界面中的“帮助”按钮,系统可根据选择的题目,打开该题的建议拆装步骤。
刹车灯开关的拆下拆卸建议流程如下图:【注】(1)单击界面中的“重做”按钮,系统将还原该题初始值。
(2)单击界面中的“帮助”按钮,系统可根据选择的题目,打开该题的建议拆装步骤。
上海宇龙软件汽车维修仿真桑塔纳实训操作说明_4

故障码00290的故障诊断操作界面的使用请参考故障诊断(基于故障码)题操作说明测试操作说明1.在点火开关关闭的情况下,检查以下项目:2.在不转动车的情况下,查看齿圈的状况,应无漏装、变形或损坏现象3.检查车轮轮毂轴承的间隙,要求后轮轴承径向圆跳动不超过0.05mm,即转动车轮时不能有明显的偏摆现象。
4.在转动车轮的情况下,用示波器查看传感器的信号波形,应与标准波形相一致。
操作流程如下图:故障码00287的故障诊断操作界面的使用请参考故障诊断(基于故障码)题操作说明测试操作说明1.在点火开关关闭的情况下,检查以下项目:2.在不转动车的情况下,查看齿圈的状况,应无漏装、变形或损坏现象3.检查车轮轮毂轴承的间隙,要求后轮轴承径向圆跳动不超过0.05mm,即转动车轮时不能有明显的偏摆现象。
4.在转动车轮的情况下,用示波器查看传感器的信号波形,应与标准波形相一致。
操作流程如下图:故障码01044的故障诊断操作界面的使用请参考故障诊断(基于故障码)题操作说明测试操作说明在点火开关关闭的情况下,检查以下项目:操作流程如下图:故障码00668的故障诊断操作界面的使用请参考故障诊断(基于故障码)题操作说明测试操作说明1.在点火开关关闭的情况下,检查以下项目:2.在点火开关打开的情况下,检查以下项目:操作流程如下图:故障码01276的故障诊断操作界面的使用请参考故障诊断(基于故障码)题操作说明测试操作说明1.在点火开关关闭的情况下,检查以下项目:2.拔下T2j接头,将蓄电池直接接到液压泵电动机上,查看电动机状态,正常时电机应能工作(实际操作时,接通电源,电机有转动的声音,用手触摸时有震动感。
)操作流程如下图:行驶系拆装副车架的拆卸界面操作说明进入界面后,将鼠标移到视角窗口,系统弹出“点击进入新视角”,单击进入下一级界面。
如果要到界面内其它的视角进行拆卸,可以将鼠标移到界面内的其他视角窗口上单击进入另一个视角界面,然后再进行拆卸其他零件。
仿真

目前汽车系仿真机房分别安装了上海宇龙和上海景格汽车仿真软件各30节点,可供汽车修理专业学生学习使用。
这两套仿真软件分别针对目前市场上流行的车系而设立,分别为丰田系列和时代超人系列。
宇龙软件目前共分四个模块:发动机系统模块、变速器系统模块、空调系统模块和 ABS 系统模块;景格软件包括自动变速器、汽车检测线、汽车空调系统、汽车防抱死制动系统、汽车电控发动机、汽车动力转向系统、汽车电气系统、汽车电控悬架系统等几个模块。
1.模块的基本功能有:三维汽车结构展示、原理介绍、模拟拆装、故障维修、联机考核和考核管理。
2.模块采用三维虚拟方式表达各总成的零部件以及它们之间的位置关系,对各总成及零部件可进行放大、缩小、旋转、移动等。
软件提供了现代汽车各个零部件的三维实物模型,所有模型都按照实物尺寸建模,反应了部件的真实结构。
为了便于用户全方位的观察模型,软件提供了灵活多样的三维模型视图操作方法,特别是独创的智能旋转功能使得三维视图的旋转操作更加自如。
并且,提供了实体、剖面、透明、爆炸图等方式。
提供了发动机运行和点火启动、空调运行、ABS系统运行、变速器油路等系统的原理演示动画。
动画演示采用了交互式二维图形技术,生动、形象地演示了各系统的运作过程和原理。
用户可以自己操纵油门、刹车、离合器和档位来控制原理动画的演示过程。
3.模块采用人工和随机两种故障设置方式,显示故障现象,可用相关的仿真检测仪器进行故障检测,并可排除故障。
用户可以设置近 200 个发动机系统、变速器系统、空调系统和 ABS 系统的故障。
软件提供了多种测量工具和手段,包括诊断仪、万用表、排放表、油压表和真空表。
这些检测工具完全参照真实工具的操作方式和数据。
设定故障后,相关联的系统电路状态值(电压和电阻)、排放值、油路压力或进气管真空度会相应改变。
此时,用相应的测量工具去测量,可以看到改变后的值。
在找到故障部件并修复它后,系统的运行状态和故障部件的状态将恢复正常,同时相关的测量值也恢复正常。
《宇龙数控仿真软件V4.0》介绍2010年
《宇龙数控加工仿真软件》介绍上海宇龙软件工程有限公司的《宇龙数控加工仿真软件》是一个应用虚拟现实技术于数控加工操作技能培训和考核的仿真软件。
本产品2001年正式投入市场。
至今,已经与全国各学校、培训机构、政府鉴定机构以及国内的中间供应商正式签署了一千五百多份销售合同。
本产品的装机量已达80,000多套,使用本产品的总人数也已超过五十多万。
本产品经历了九年多时间的大量使用,已经成为成熟的数控加工仿真软件。
本产品成果2007年获得上海市科技进步奖,2009年获得国家创新基金( 2009年年度第一批立项项目代号:09C26213100595)。
教学功能本软件具备对数控机床操作全过程和加工运行全环境仿真的功能。
可以进行数控编程的教学,能够完成整个加工操作过程的教学。
使原来需要在数控设备上才能完成的大部分教学功能可以在这个虚拟制造环境中实现。
由于大部分的实训活动可以在本仿真系统中实现,使用本仿真软件将大大减少在数控机床设备上的资金投入,从而可以加快当前紧缺数控加工操作技术人员的培训速度。
由于使用仿真软件,也大大减少工件材料和能源的消耗,从而可以降低培训成本。
由于仿真软件不存在安全问题,学员可以大胆地、独立地进行学习和练习。
本软件中不仅具有对学员编制的数控程序进行自动检测、具体指出错误原因的功能,还具有在真实设备上无法实现的三维测量功能。
这些功能使得学员可以进行自我学习,自我检测加工零件几何形状的精度,大大降低了教师的工作强度。
本软件的互动教学功能使得教师既可以以广播的方式在每个学生的屏幕上演示其教学内容。
教师也可以在自己屏幕上看到每个学生的操作情况,实时了解教学情况。
许多教师在数控理论课程中也使用本仿真软件,使得课堂的教学变得更加生动、更加具体,教学效果明显得到提高。
考试功能数控加工技能操作考试不仅重视最后的结果,更重视操作的过程。
本软件最初是为上海市就业培训与指导中心的社会化数控技能鉴定专门开发的。
考试功能不仅记录了考试的最后结果,还把整个操作过程完整记录下来。
宇龙数控车床仿真软件的操作

第18章宇龙数控车床仿真软件的操作本章将主要介绍上海宇龙数控仿真软件车床的基本操作,在这一章节中主要以FANUC 0I 与SIEMENS 802S数控系统为例来说明车床操控面板按钮功能、MDA键盘使用与数控加工操作区的设置。
通过本章的学习将使大家熟悉在宇龙仿真软件中以上两个数控系统的基本操作,掌握机床操作的基本原理,具备宇龙仿真软件中其它数控车床的自学能力。
就机床操作本身而言,数控车床与铣床之间并没有本质的区别。
因此如果大家真正搞清楚编程与机床操作的的一些基本理论,就完全可以将机床操作与编程统一起来,而不必过分区分就是什么数控系统、什么类型的机床。
在编程中一个非常重要的理论就就是在编程时采用工件坐标值进行编程,而不会采用机床坐标系编程,原因有二:其一机床原点虽然客观存在,但编程如果采用机床坐标值编程,刀位点在机床坐标系中的坐标无法计算;其二即使能得到刀位点在机床坐标系的坐标,进而采用机床坐标值进行编程,程序就是非常具有局限性的,因为如果工件装夹的位置与上次的位置不同,程序就失效了。
实际的做法就是为了编程方便计算刀位点的坐标,在工件上选择一个已知点,将这个点作为计算刀位点的坐标基准,称为工件坐标系原点。
但数控机床最终控制加工位置就是通过机床坐标位置来实现的,因为机床原点就是固定不变的,编程原点的位置就是可变的。
如果告诉一个坐标,而且这个就是机床坐标,那么这个坐标表示的空间位置永远就是同一个点,与编程原点的位置、操作机床的人都没有任何关系;相反如果这个坐标就是工件坐标值,那么它的位置与编程原点位置有关,要确定该点的位置就必须先确定编程原点的位置,没有编程原点,工件坐标值没有任何意义。
编程原点变化,这个坐标值所表示的空间位置也变化了,这在机床位置控制中就是肯定不行的,所以在数控机床中就是通过机床坐标值来控制位置。
为了编程方便程序中采用了工件坐标值,为了加工位置的控制需要机床坐标值,因此需要将程序中的工件坐标转换成对应点的机床坐标值,而前提条件就就是知道编程原点在机床中的位置,有了编程原点在机床坐标系中的坐标,就可以将工件坐标值转换成机床坐标值完成加工位置的控制,解决的方法就就是通过对刀计算出编程原点在机床坐标系中的坐标。
机电控制仿真软件介绍
宇龙机电控制仿真软件2012-10-04上海宇龙软件工程有限公司开发的《宇龙机电控制仿真软件》是用于机电一体化及相关专业仿真实训软件,也是一个可以进行二次开发的工具平台,更是一个机电一体化专业的积件系统。
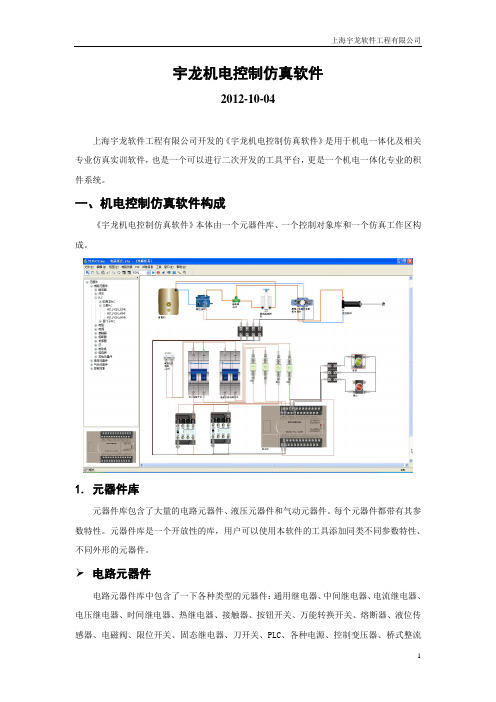
一、机电控制仿真软件构成《宇龙机电控制仿真软件》本体由一个元器件库、一个控制对象库和一个仿真工作区构成。
1.元器件库元器件库包含了大量的电路元器件、液压元器件和气动元器件。
每个元器件都带有其参数特性。
元器件库是一个开放性的库,用户可以使用本软件的工具添加同类不同参数特性、不同外形的元器件。
电路元器件电路元器件库中包含了一下各种类型的元器件:通用继电器、中间继电器、电流继电器、电压继电器、时间继电器、热继电器、接触器、按钮开关、万能转换开关、熔断器、液位传感器、电磁阀、限位开关、固态继电器、刀开关、PLC、各种电源、控制变压器、桥式整流器、电磁吸盘、交通灯及各种灯具、数码管、各种电动机等。
PLC是其中一类重要电路元器件。
目前,已经涵盖了欧姆龙、西门子和三菱系列PLC。
本系统中提供了以上三种系列PLC部件的仿真程序编辑器。
PLC仿真编辑器液压元器件液压元器件包含了各种动力元器件、控制元器件、执行元器件和各种接头。
比如:动力元器件有各种液压泵;控制元器件有各种电磁式换向阀、液控式换向阀、手动换向阀、单向阀、调速阀、减压阀、压力继电器、溢流阀、节流阀、液压缸、行程阀等;执行元器件有各种液压缸和液压马达。
液压元器件图气动元器件气动元器件与液压元器件类似。
2.控制系统搭建平台《宇龙机电控制仿真软件》的仿真工作区是一个控制系统的搭建平台。
用户可以从元器件库中选择各种合适的元器件放入仿真工作区。
然后,选择合适的导线或者管路将这些元器件搭建成一个控制系统。
搭建完的控制可以在仿真工作区实现仿真运行。
控制系统搭建平台有以下四项特点:随意搭建控制系统控制系统可以随意搭建,不论元器件选型是否正确、不论链路是否正确,控制系统都会实现运行结果。
汽车维修工仿真软件练习功能使用手册讲解

汽车维修工仿真实训软件V1.0 练习程序使用手册上海宇龙软件工程有限公司目录第1章练习功能概述 (1)第2章教师作业管理程序的使用 (2)2.1登入题库与练习组卷程序 (2)2.2系统登录模块 (4)2.2.1 断开子模块 (4)2.2.2 连接子模块 (4)2.3系统管理模块 (5)2.3.1 用户管理子模块 (5)2.3.2 配分点维护子模块 (6)2.3.3 学员管理子模块 (7)2.3.4 题目归类管理子模块 (8)2.4练习卷管理模块 (9)2.4.1 题目分类维护子模块 (9)2.4.2 题目维护模块 (10)2.4.3 练习卷模板 (12)2.4.4 练习卷维护模块 (13)2.5练习管理模块 (15)2.5.1 布置练习子模块 (15)2.5.2 练习信息维护模块 (16)2.5.3 练习情况查询模块 (17)2.5.4 评阅管理子模块 (18)2.5.5 成绩查询模块 (20)2.5.6 删除练习信息子模块 (22)第3章学生作业程序的使用 (23)3.1未完成作业模块 (24)3.2已完成作业模块 (24)3.3已评阅作业模块 (25)I第1章练习程序概述第1章练习功能概述宇龙汽车维修工仿真实训软件里面主要有五级、四级、三级的一些题目就是所谓的初级工、中级工和高级工。
为了便于教师组织教学与学生实训,宇龙汽车维修工仿真实训软件特别提供了独立的练习与考试功能。
练习与考试功能都由2功能模块组成,包括如下:1. 教师作业管理程序一般在教研室运行。
主要功能是对题库进行维护,并从题库中抽取实训题目安排练习。
可以修改题目的描述以及实训中的评分点。
可根据教学需要组织实训练习卷。
组织好卷子后,将其安排给某一班级学生,并将安排的练习数据传送到机房中的教师机。
学生完成练习后,可以回收进行集中评阅。
2 学生作业程序一般在机房的学生机上运行。
主要功能是根据教师的安排,进行实训题目的练习。
程序会记录操作过程并自动判断正误。
卸载宇龙汽车维修工实训仿真软件

7、在驱动安装向导中单击
“
”按钮
8、选择是否需要安装/卸载
Senselock驱动,一般情况下选
择“
”按钮
(如果需要卸载Senselock驱动
应选择卸载驱动程序选项,点
击“
”进行卸载)
卸载驱动时选择此选项, 并点击下一步进行卸载
6、单击此按钮 7、单击此图标 8、单击此按钮
仿真软件的卸载
9、建议选择重新启动计算机
10、单击“选项 10、单击此按钮
仿真软件的卸载
为了完全卸载,将软件安装目 录删除
11、重新启动计算机后,打开 安装目录,选择文件夹“宇龙 汽车维修工实训仿真软件V1.0”
(如果是默认安装,其路径为 C:\Program Files\宇龙汽车维 修工实训仿真软件V1.0) 12、删除文件夹“宇龙汽车维 修工实训仿真软件V1.0”
13、确认删除文件夹
11、单击此文件夹 12、单击此按钮 13、单击此按钮
仿真软件的卸载
卸载《宇龙汽车维修工实训仿 真软件》步骤:
1、单击“
”按钮
2、打开“
”
2、单击此按钮 1、单击此按钮
仿真软件的卸载
3、双击“
”图标
4、选择要卸载的《宇龙汽车维 修工实训仿真软件》
5、单击“
”按钮
3、双击此按钮 4、单击选择此程序
5、单击此按钮
仿真软件的卸载
6、选择完全除去所有程序及所 有功能
宇龙数控仿真基本操作

5
宇龙数控仿真界面介绍
6
数控系统操作面板(FANUC)
CRT显示器可以 显示车床的各种 参数和状态。
7
数控系统操作面板各键功能介绍
:由中间的5个软键选择操作功能后,按此键返回最初状态。 :用于显示当前画面未能显示完的内容 :位置键,用于显示当前数控车床位置的显示。
:程序键,用于程序的显示。在编辑方式下,编辑、显示存储 器中的程序;在手动数据输入方式下(MDI),输入、显示 手动输入数据;在车床自动运动方式下,显示程序指令。
但M,S,T功能仍然有效。
15
菜单栏
16
菜单栏功能说明
❖ 1、文件选项:用于建立新文件、新模型、保存正
在加工模型和打开已有文件和模型、推出系统。
❖ 2、视图选项:通过不同角度、不同比例的放缩
观
察加工的零件,选项用来设置系统。
❖ 3、机床选项:用来选择机床、选择刀具、移动
尾
座和传送程序移动零件、拆除零件。
17
工具栏
18
工具栏说明
选择系统机床 放置零件 移动套筒 视图复位 视图放缩 视图动态旋转
右侧视图 前面视图 控制面板切换
定义毛坯尺寸 选择刀具 DNC传输程序 视图放大
视图平移 左侧视图 平面视图 选项设置
19
二、仿真系统的基本操作 ❖ 认知目标:了解仿真系统的基本操作 ❖ 能力目标:会使用数控仿真系统
:偏置量键,用于设定和显示刀具的偏置量和宏程序变量。
8
数控系统操作面板各键功能介绍
:图形显示键,用于图形的显示。
:报警操作键,用于报警号的显示。
:参数诊断键,用于系统参数的设定和显示集自诊断数据的显示
:输入键,用于输入参数和刀具补偿值等,也可以用于输入/输出 设备的输入开始。
《宇龙汽车维修工实训仿真软件》
《汽车维修工实训仿真软件》简介一《汽车维修工实训仿真软件》开发背景职业资格证书制度的推行,对广大劳动者系统地学习相关职业知识和技能,提高就业能力、工作能力和职业转换能力有着重要作用和意义,也为企业合理用工以及劳动者自主择业提供了依据。
为了提高职业院校毕业生就业能力和职业能力,院校按照标准和岗位要求组织教学和实训、实习,使学校教育和生产实际紧密结合,强化学生实践能力和职业技能的培养,同时完成学历课程和职业技能培训,经学校和职业资格鉴定机构考试鉴定,成绩合格并取得规定学分以后,在取得学历证书的同时,取得国家职业资格证书。
这也成为职业院校普遍采用的一种人才培养模式。
上海市人力资源和社会保障局在提升职业标准、完善技能鉴定方面做了积极的探索和尝试,推出了1+X培训鉴定模式。
对职业标准进行的提升,包括了对职业的部分知识和技能要求进行的扩充和更新。
图1 汽车维修工职业技能鉴定考核手册为了配合汽车维修工职业技能鉴定新鉴定方案的推行,上海宇龙软件工程有限公司深入职业院校和职业鉴定所,通过对汽车维修工职业技能鉴定培训方式、考核模式及考核项目进行深入研究,同时在完成劳动和社会保障部《维修类仿真题库的开发与研究》课题的情况下,制定了《汽车维修工实训仿真软件》的开发计划。
计划经多次与职业院校培训教师、鉴定所培训教师和职业技能鉴定考评员一起讨论修改,经过近一年多的开发,现已完成《汽车维修工实训仿真软件》开发,并且已经投入使用。
图2 《汽车维修工仿真软件》引导界面二软件仿真操作项目示例1、零部件测量类以气缸直径测量项目为例,用户可以在虚拟的环境中模拟完成以下操作:量具的清洁与校零,被测零部件的清洁,外径千分尺预设,量缸表的安装,气缸直径的测量等,测量过程中涉及游标卡尺、外径千分尺和百分表的读值,气缸圆度、圆柱度的计算及修理尺寸的确定等(如图3所示)图3a 零件操作界面图3b 清洁游标卡尺图3c外径千分尺校零图3d 安装量缸表图3e 测量气缸直径图3f 测量结果填写2、总成拆装类以五级活塞连杆组拆装为例,要求用户首先对活塞连杆组组成零件进行认知,进入三维拆装界面,用户可以正确选择拆装工具,按合理的顺序进行分解和组装,拆下的零件都能进行检查,在分解与组装的过程中遵守拆装规范(如图4所示)。
宇龙数控加工仿真软件操作八大步骤

宇龙数控加工仿真软件操作八大步骤
宇龙八步
卜祥奥
一、FUNUC-OI数控车床试切对刀(工件右端面中心作为编程原点):
1.先开机(打开急停,按下启动键即可);—回参考点,x(+),z(+),
2.系统设置—FANUC属性—取消没有小数点的数以千分之一毫米为单位
2、试切外圆(x向不动,z向退出,主轴停转,)—测量(直径d)—退出,
3、offset—形状—操作—输入参数(Xd)—测量,X向对刀结束。
4、车端面(z不动,x向退出)—offset—形状—操作—输入(Z0)—测量,OK。
二、手动调刀:Mdi—;—T0202;—reset—循环启动
三、导入文本程序:操作—“→”—输入程序名—read——DNC传送—打开文件
四、导出程序到文本:Prog—操作—“→”—punch—存入“我的文档”
五、机床运动超过极限:超程释放—停止—启动—回零点
六、铣床对刀:POS—综合—机械坐标
X向:塞尺厚度为1时,芯棒在左:X值+半径+塞尺厚度=x 输入到Xx,(offset—坐标系—G54,下同。
)
或者:输入X0,点“测量”,输入8,点“+输入”
Y向:芯棒在前时,Y值+半径+塞尺厚度=y 输入到Yy
Z向:安装刀具,输入Z0,点“测量”,输入(-1),点“+输入”
(Z向对刀时找不到合适的点,可能时没有换成刀具。
)
七、铣床长度补偿在“形状H”:补偿值为正时,
用1号刀对刀后,如2号刀比1号刀短△L,为了与1号刀切深相同,则:用G44时,补偿值为△L,用G43时补偿值就为-△L,铣床半径补偿在形状D,补偿值为正时,G41(向左补偿),G42(向右补偿)刀具偏离工件一个半径值。
八、运行程序:自动运行—循环启动。
宇龙数控车床仿真软件的操作

第18章宇龙数控车床仿真软件的操作本章将主要介绍宇龙数控仿真软件车床的基本操作,在这一章节中主要以FANUC 0I和SIEMENS 802S数控系统为例来说明车床操控面板按钮功能、MDA键盘使用和数控加工操作区的设置。
通过本章的学习将使大家熟悉在宇龙仿真软件中以上两个数控系统的基本操作,掌握机床操作的基本原理,具备宇龙仿真软件中其它数控车床的自学能力。
就机床操作本身而言,数控车床和铣床之间并没有本质的区别。
因此如果大家真正搞清楚编程和机床操作的的一些基本理论,就完全可以将机床操作和编程统一起来,而不必过分区分是什么数控系统、什么类型的机床。
在编程中一个非常重要的理论就是在编程时采用工件坐标值进行编程,而不会采用机床坐标系编程,原因有二:其一机床原点虽然客观存在,但编程如果采用机床坐标值编程,刀位点在机床坐标系中的坐标无法计算;其二即使能得到刀位点在机床坐标系的坐标,进而采用机床坐标值进行编程,程序是非常具有局限性的,因为如果工件装夹的位置和上次的位置不同,程序就失效了。
实际的做法是为了编程方便计算刀位点的坐标,在工件上选择一个已知点,将这个点作为计算刀位点的坐标基准,称为工件坐标系原点。
但数控机床最终控制加工位置是通过机床坐标位置来实现的,因为机床原点是固定不变的,编程原点的位置是可变的。
如果告诉一个坐标,而且这个是机床坐标,那么这个坐标表示的空间位置永远是同一个点,与编程原点的位置、操作机床的人都没有任何关系;相反如果这个坐标是工件坐标值,那么它的位置与编程原点位置有关,要确定该点的位置就必须先确定编程原点的位置,没有编程原点,工件坐标值没有任何意义。
编程原点变化,这个坐标值所表示的空间位置也变化了,这在机床位置控制中是肯定不行的,所以在数控机床中是通过机床坐标值来控制位置。
为了编程方便程序中采用了工件坐标值,为了加工位置的控制需要机床坐标值,因此需要将程序中的工件坐标转换成对应点的机床坐标值,而前提条件就是知道编程原点在机床中的位置,有了编程原点在机床坐标系中的坐标,就可以将工件坐标值转换成机床坐标值完成加工位置的控制,解决的方法就是通过对刀计算出编程原点在机床坐标系中的坐标。
宇龙仿真系统导入导出程序方法
导入程序
1 新建一个文本文档,把程序编好后,保存,文件名存为 *.NC。
2 点击操作面板上的编辑键,编辑状态指示灯变亮,进入编辑状态。
3 点击键盘上的PROG在CRT屏幕上点击软键盘[操作],出现的下级子菜单中点击向右的翻页箭头找到[READ]
4 输入一个程序名 O####(你为这个程序起的名字,不一定要和文本文档的名字一样。
如果文本文档的第一行所起的程序名和这个不一样,机床显示的是这一个。
比如文本文档的第一行为O0001,而你在MDI键盘上输的是O0002,机床显示屏上显示的是O0002)
5 按软键[EXEC];
6 点击宇龙数控系统的菜单机床下拉菜单中找DNC传送。
此时弹出一个对话框。
找到你程序保存的路径,打开后,该程序就显示在机床显示屏上了。
导出程序:
1 点击操作面板上的编辑键,编辑状态指示灯变亮,进入编辑状态。
2 点击键盘上的PROG在CRT屏幕上点击软键盘[操作],出现的下级子菜单中点击向右的翻页箭头找到[PUNCH]
3命名导出程序文件名。
上海宇龙软件汽车维修仿真桑塔纳实训操作说明
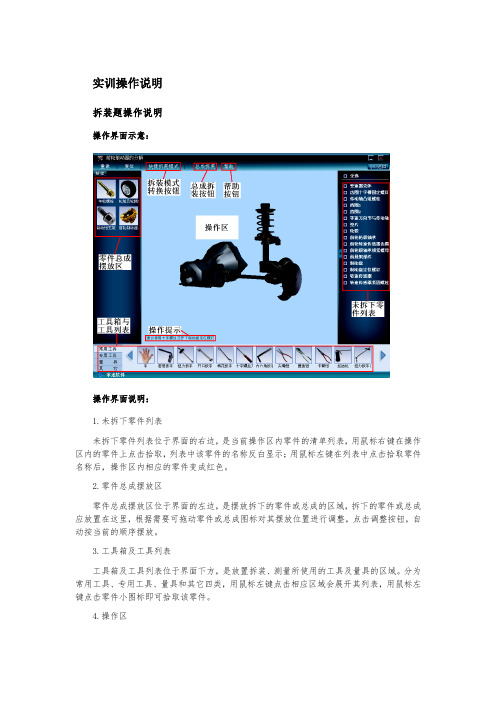
实训操作说明拆装题操作说明操作界面示意:操作界面说明:1.未拆下零件列表未拆下零件列表位于界面的右边,是当前操作区内零件的清单列表,用鼠标右键在操作区内的零件上点击拾取,列表中该零件的名称反白显示;用鼠标左键在列表中点击拾取零件名称后,操作区内相应的零件变成红色。
2.零件总成摆放区零件总成摆放区位于界面的左边,是摆放拆下的零件或总成的区域,拆下的零件或总成应放置在这里,根据需要可拖动零件或总成图标对其摆放位置进行调整,点击调整按钮,自动按当前的顺序摆放。
3.工具箱及工具列表工具箱及工具列表位于界面下方,是放置拆装、测量所使用的工具及量具的区域。
分为常用工具、专用工具、量具和其它四类,用鼠标左键点击相应区域会展开其列表,用鼠标左键点击零件小图标即可拾取该零件。
4.操作区操作区位于界面的中间区域,是进行零件拆卸和装配的区域。
操作区内的基本操作步骤如下:(1)用鼠标右键在要拾取的零件或总成上单击可实现对零件或总成的拾取;用鼠标左键拖动可进行整体旋转;用鼠标左右键同时拖动可进行整体平移;用鼠标滚轮向前滑动可整体放大,向后滑动可整体缩小;用鼠标左键单击界面左上方菜单中的“复位”按钮,界面可回到初始状态。
(2)拆卸时。
用鼠标选择拆卸工具(如单击所要选择的工具,选择后鼠标指针变为所选择的工具小图标形式),单击操作区内需要拆下的零件或总成,系统弹出提示框(如),选择所要进行的动作行为(如单击“移开前轮轮毂总成”),即可完成对本次选择零件或总成的操作(移开了前轮轮毂总成)。
(3)装配时。
在“零件总成摆放区”内用鼠标选择要进行装配的零件或总成,并将其拖放至操作区;用鼠标选择装配工具(如单击所要选择的工具,选择后鼠标指针变为所选择的工具小图标形式),单击操作区内需要装配的零件或总成,系统弹出提示框(如),选择所要进行的动作行为(如单击“拧紧”),即可完成对本次选择零件或总成的操作(用选择的工具把要装配的零件拧紧)。
5.总成拆装按钮总成拆装按钮位于用鼠标点击总成拆装按钮,即可弹出总成拆装界面,在拆装界面中可完成对总成的分解和组装,操作方法与前面操作区的操作方法相同。
宇龙仿真
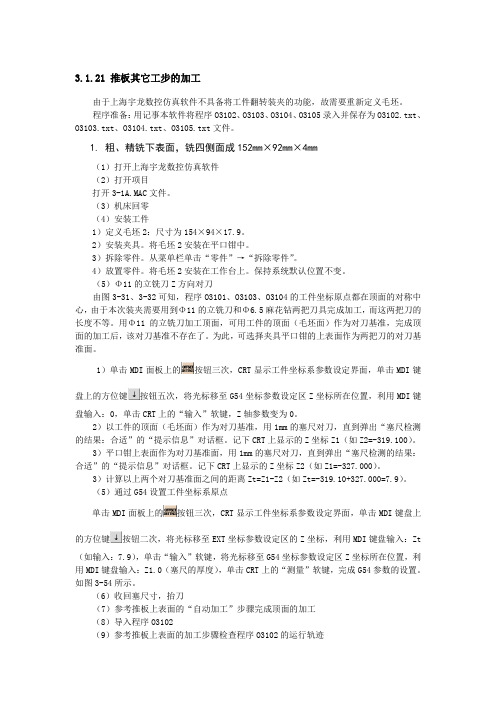
3.1.21 推板其它工步的加工由于上海宇龙数控仿真软件不具备将工件翻转装夹的功能,故需要重新定义毛坯。
程序准备:用记事本软件将程序O3102、O3103、O3104、O3105录入并保存为O3102.txt、O3103.txt、O3104.txt、O3105.txt文件。
1. 粗、精铣下表面,铣四侧面成152mm×92mm×4mm(1)打开上海宇龙数控仿真软件(2)打开项目打开3-1A.MAC文件。
(3)机床回零(4)安装工件1)定义毛坯2:尺寸为154×94×17.9。
2)安装夹具。
将毛坯2安装在平口钳中。
3)拆除零件。
从菜单栏单击“零件”→“拆除零件”。
4)放置零件。
将毛坯2安装在工作台上。
保持系统默认位置不变。
(5)Φ11的立铣刀Z方向对刀由图3-31、3-32可知,程序O3101、O3103、O3104的工件坐标原点都在顶面的对称中心,由于本次装夹需要用到Φ11的立铣刀和Φ6.5麻花钻两把刀具完成加工,而这两把刀的长度不等。
用Φ11的立铣刀加工顶面,可用工件的顶面(毛坯面)作为对刀基准,完成顶面的加工后,该对刀基准不存在了。
为此,可选择夹具平口钳的上表面作为两把刀的对刀基准面。
1)单击MDI面板上的按钮三次,CRT显示工件坐标系参数设定界面,单击MDI键盘上的方位键按钮五次,将光标移至G54坐标参数设定区Z坐标所在位置,利用MDI键盘输入:0,单击CRT上的“输入”软键,Z轴参数变为0。
2)以工件的顶面(毛坯面)作为对刀基准,用1mm的塞尺对刀,直到弹出“塞尺检测的结果:合适”的“提示信息”对话框。
记下CRT上显示的Z坐标Z1(如Z2=-319.100)。
3)平口钳上表面作为对刀基准面,用1mm的塞尺对刀,直到弹出“塞尺检测的结果:合适”的“提示信息”对话框。
记下CRT上显示的Z坐标Z2(如Z1=-327.000)。
3)计算以上两个对刀基准面之间的距离Zt=Z1-Z2(如Zt=-319.10+327.000=7.9)。
宇龙仿真软件使用基本步骤

宇龙仿真软件使用基本步骤第一部分数控车削一、用T0101建立坐标系对刀(对到棱上)1.选择机床机床-选择机床…(-FANUC-FANUC 0i-车床-标准(平床身前置刀架)-确定)。
2.选择刀具机床-选择刀具…。
3.定义毛坯零件-定义毛坯…-设置毛坯尺寸。
4.放置零件零件-放置零件…。
5.打开机床打开红色“急停”-点击“启动”。
6.手动移动刀架点击手动按钮,分别移动X或Z轴到合适位置。
7.机床会参考点点击回原点按钮,分别按“X+”、“Z+”。
8.对刀分别手动或点动移动X、Z轴使刀具接近工件,把刀尖对在所加工圆柱右端棱上-按“OFFSET SETING”-“形状”-移动光标到所用刀号的行上“01”-按“操作”软键-分别输入“XD”-“测量”;(D为刀尖所在的外圆直径)输入“Z0”-“测量”。
(编程零点在工件右端面时)或输入“ZL”-“测量”。
(编程零点在工件左端距离右端面为L的位置时)9.移出刀具分别手动或点动移动X、Z轴使刀具离开工件到合适位置。
10.传程序(1)导入程序(在记事本上事先编好程序)传送:点击“机床”-“DNC传送…”-在弹出的对话框里选择位置和要传的程序,-“打开”;机床接收:点“编辑”-“PROG…”-“操作”-“◣”-输入程序名“O××××”-“READ”-“EXEC”。
(2)导出程序点“编辑“-”PROG”–“LIB” -在机床程序管理器中选中要导出程序-点“程式” -“操作”-“◣”-“PUNCH”-“另存为…”-选路径(存储位置),输入程序名“O××××”-“保存”。
11.选择程序-修改程序-点“自动运行”-点“循环启动”。
毛坯:50*150外圆车刀M03 S600;T0101;G00 X46 Z2;G01 Z-90 F0.2;G01 X52;G00 Z2;G00 X45;G01 Z-90;G01 X52;G00 Z2;G00 X41;G01 Z-40;G01 X47;G00 Z2;G00 X38;G01 Z-40;G01 X47;G00 X100 Z100;M05;M30;二、用T0101建立坐标系对刀(对到中心)1.选择机床机床-选择机床…。