基于组态技术的材料分拣系统组态工程建立
基于组态技术的材料分拣系统设计

基于组态技术的材料分拣系统设计摘要以往,在工厂对材料分拣这个环节上,一直采用的是人工分拣的方法,致使生产效率低,生产成本高,企业的竞争能力差,材料的自动分拣已成为企业的唯一选择。
针对上述问题,利用PLC技术设计了一种成本低,效率高的材料自动分拣装置。
该材料分拣系统是以三菱PLC为主控制器,结合气动装置、传感器技术可以实现现场产品的自动分拣。
系统具有自动化程度高、运行稳定、分拣精度高、易控制的特点,对不同的分拣对象,稍加改动便可实现要求。
本文设计正文主要分为三部分:第一部分主要介绍的是PLC材料分拣系统的设计;第二部分主要介绍的事MCGS组态软件设计材料分拣系统的组态;第三部分主要介绍的是怎样实现PLC材料分拣系统与材料分拣系统组态的通讯即实时控制。
本次设计的主要内容是材料分拣系统的设计,要完成MCGS组态软件对材料分拣系统的监视与PLC的通讯。
有了MCGS组态软件对PLC分拣系统的实时监控,减少事故发生率同时提高生产效率。
基于以上的分析,本次毕业设计采用三菱FX2N-30MR系列的PLC设计材料分拣系统,给出了系统PLC程序编写方法,并采用MCGS组态软件对PLC材料分拣系统运行进行实时监控。
建立了下位机PLC和上位机PC之间的数据传输及良好的人机界面,通过设备连接。
使组态界面上的图形对象可实时采集现场PLC的输出端口数据而实现材料分拣系统的实时监控。
关键字:PLC;组态技术;气动装置;传感器技术The design of the material sorting systembased on configuration technologyAbstractIn the past,in the factory of material sorting this link,has been using the method of manual sorting,resulting in low production efficiency,high production cost,the enterprise competition ability,the automatic sorting materials has become the only choice for enterprises.To solve the above problems,the use of PLC technology to design a low cost,high efficiency automatic material sorting device.The material sorting system is to Mitsubishi PLC as the main controller,combined with the technology of pneumatic sorting of products on site.The system has a high degree of automation,stable operation,high precision,easy to control .For different sorting objects,a little change can be achieve.This design is mainly divided into there parts:the first part mainly introduces the design of the PLC material sorting system;MCGS configuration software design material sorting system the second part mainly introduce the configuration;the third part mainly introduces how to realize the PLC material sorting system and material sorting system configuration of communication real-time control.The main content of design is the design of material sorting system,to complete the MCGS configuration software to monitor the material sorting system and PLC communication.The real-time monitoring of MCGS configuration software of PLC sorting system,reduce the accident rate and improve production efficiency.Base on the above analysis,the graduation design using PLC material sorting system design Mitsubishi FX2N-30MR series,preparation method system of PLC program are given,and using MCGS configuration software to monitor PLC material sorting system.The establishment of data transmission between the PLC and the client PC and good man-machine interface,by connecting the device.The data output port configuration on the interface of graphic object can collect real-time PLC and achieve real-time monitoring of the material sorting system.Keyword:PLC;Configuration technology;Pneumatic plant;Sensor technology目录引言第1章绪论1.1课题设计背景及实际意义1.2自动分拣技术在国内发展概况1.3自动分拣系统的特点及实用性讨论1.4本课题的主要研究内容第2章材料自动分拣系统的理论分析及设计方案的确立2.1材料自动分拣系统的理论分析2.1.1材料分拣系统的设计原理2.1.1材料分拣系统的理论模型2.2材料分拣系统的方案确定2.2.1材料分拣系统结构图2.2.2材料分拣系统运行条件分析第3章材料分拣系统的PLC部分3.1 PLC材料分拣系统的设计要求3.1.1PLC的选型3.1.2传感器的选择3.1.3气动类型选择3.2系统主电路分析与设计3.3系统控制回路分析与设计3.4可编程控制的I/O端子配置3.5材料分拣系统的流程图第4章材料分拣系统的组态部分4.1MCGS组态软件的介绍4.1.1MCGS主要特性和功能4.1.2MCGS系统的构成4.2材料分拣系统组态监控工程简介4.3分拣系统组态工程的建立4.4制作分拣系统的组态工程画面4.4.1创建分拣监控的用户窗口4.4.2设置分拣系统监控的用户窗口属性4.4.3创建工程图形4.4.4编辑工程图形4.5定义分拣系统组态数据对象4.6分拣系统的动画连接4.7材料分拣系统的脚本程序第5章MCGS组态软件与PLC的通讯5.1选择分拣系统构件5.2设置分拣系统的设备构件属性5.3通讯通道的连接5.4分拣系统的调试结论与展望致谢参考文献附录附录A 附加图、表附录B 外文文献及其译文主要参考文献及摘要附录C 主要参考文献的题录及摘要插图清单表格清单。
基于S7300PLC物料分拣系统的设计设计

本科生毕业设计(论文)学院:电子与电气工程学院专业:自动化学生:指导教师:完成日期年月基于S7-300 PLC物料分拣系统的软件设计Software Design of Material SortingSystem Based on S7-300 PLC总计:29页表格:3个插图: 20 幅本科毕业设计(论文)基于S7-300 PLC物料分拣系统的软件设计Software Design of Material Sorting System Based on S7-300 PLC学院:电子与电气工程学院专业:自动化学生姓名:学号:指导教师(职称):评阅教师:完成日期:基于S7-300 PLC物料分拣系统的软件设计自动化专业[摘要] 本文是基于西门子S7-300 PLC和西门子触摸屏的物料分拣系统设计。
采用S7-300 PLC为控制器,以西门子触摸屏为人机对话接口。
通过分析控制系统的工艺流程,利用西门子编程软件STEP 7完成了PLC的程序设计,实现了气动机械手对物料的分拣功能。
同时使用西门子HMI软件Wincc Flexible设计系统监控画面,定义I/O 设备,构造数据库,建立动画连接并与硬件系统进行了联合调试,在触摸屏上实现了对系统的实时控制。
[关键词]物料分拣;气动机械手;S7-300 PLC;触摸屏Software Design of Material SortingSystem Based on S7-300 PLCAutomation Specialty XU Bao-haiAbstract: This paper designs the material sorting system on the basis of Siemens S7-300 PLC and Siemens touch screen. S7-300 PLC is utilized as the controller and Siemens touch screen is adopted as the human machine interface conversation. By analyzing the control system process flows, PLC procedures are designed by means of Siemens’programming software STEP 7, and the purpose of materials’ sorting function with pneumatic manipulator is achieved. Meanwhile, Siemens’ HMI software, Wincc Flexible, is used to design monitor- ing screen of system, to define I/O equipments, to construct the database, to build animation and to debug on-line with hardware system. In the end, the goal of real time monitoring for the system on the touch screen is achieved.Key words: Material sorting; pneumatic manipulator; S7-300 programmable logic controller; touch screen目录1 引言 (1)1.1 物料分拣系统的概述 (1)1.2 物料分拣系统的国内外研究现状 (1)1.3 研究的目的及意义 (1)2 物料分拣系统的硬件分析 (2)2.1 控制系统的设计 (2)2.1.1 物料分拣系统的分析 (2)2.1.2 控制器的选型 (2)2.2 空气压缩机的工作原理及使用 (3)2.3 接近开关的工作原理 (3)2.4 带磁性开关的气缸的工作原理 (4)2.5 光纤传感器的工作原理 (4)2.6 电控换向阀的工作原理 (4)2.7 NPN型电平与PNP型的转换 (5)2.8 物料分拣系统的结构 (5)3 物料分拣系统的软件设计 (6)3.1 PLC程序设计步骤 (6)3.2 机械手移动的工艺流程 (7)3.3 PLC程序的地址分配 (7)3.4 程序流程图的设计 (8)3.4.1 物料分拣系统的工作流程 (8)3.4.2 程序流程图的设计 (10)3.5 物料分拣系统程序的设计 (10)3.5.1 PLC的编程原则 (10)3.5.2 STEP 7 V5.4编程软件的使用 (10)3.5.3 程序的设计 (13)4 HMI(触摸屏)的应用 (13)4.1 HMI概述 (13)4.2 HMI实现方法和步骤 (13)4.2.1 HMI组态 (13)4.2.2 HMI与PLC的连接和传送 (16)结束语 (18)参考文献 (19)附录..................................................... 错误!未定义书签。
部件分拣系统的PLC控制与组态软件设计
部件分拣系统的PLC控制与组态软件设计作者:杨乐来源:《科技创新与应用》2013年第25期摘要:文章介绍了部件分拣系统的PLC控制方法与组态软件的设计过程。
上位机用组态王kingview 6.53进行设计,完成界面监控与仿真,下位机用三菱PLC完成程序编程。
通过串口将PLC与上位机连接,在界面监控部件分拣的情况。
在PLC的实验系统设计中,文章能起到一定的参考作用。
关键词:分拣系统;PLC控制;软件设计1 引言PLC在当今工业自动化控制领域发挥了重要的作用,它集自动化技术、计算机技术,通讯技术于一体,在工业控制领域得到了广泛的应用。
利用组态软件模拟PLC的控制对象,学生在实验过程中可以对工业现场环境有更具体的认识。
2 组态软件介绍组态的概念最早来自英文Configuration,含义是使用软件工具对计算机及软件的各种资源进行配置,达到让计算机或软件按照预先设置自动执行特定任务、满足用户要求的目的。
监控组态软件是面向监控与数据采集(SCADA)的软件平台工具,具有丰富的设置项目,使用方式灵活,功能强大。
监控组态软件最早出现时,HMI或MMI是其主要内涵,即主要解决人机图形界面问题。
随着它的快速发展,实时数据库、实时控制、SCADA、通信及联网、开放数据接口、对I/O设备的广泛支持已经成为它的主要内容在本实验系统中,我们用组态软件进行PLC控制,状态监控,错误提示等工作。
3 系统控制要求(1)打开操作面板上的开关,讲传送带移动到最右边。
(2)按下操作面板上的PB1,机器人补给一个部件。
(3)每个部件根据大小(大、中、小)停留在相应的推动器前并被推倒碟子上。
(4)在分配特定数目的部件以后,相应的部件通过站点并在右端掉落下来。
4 控制系统设计本系统主要分上位机与下位机两个部分进行设计,用串口进行通讯。
下位机完成PLC程序的设计、安装、调试,上位机负责系统控制及状态监控。
下面介绍具体实现过程。
4.1 上位机组态部分设计4.1.1 工程建立:建立一个新的工程,取名为部件分拣系统,图1 工程管理器4.1.2 建立数据词典:数据库是“组态王”软件的核心部分,工业现场的生产状况要以动画的形式反映在屏幕上,操作者在计算机前发布的指令也要迅速送达生产现场,所有这一切都是以实时数据库为中介环节,所以说数据库是联系上位机和下位机的桥梁。
基于PLC的自动分拣控制系统开发设计实现—大学毕业论文毕业设计学位论文范文模板参考资料

摘要分拣控制系统在社会各行各业如:物流配送中心、邮局、采矿、港口、码头、仓库等行业得到广泛运用,分拣系统能够大大提高企事业单位该环节的生产效率。
本文在对熟悉了自动及分拣系统的原理的基础上,根据一定的分拣要求,对材料分拣进行了以三菱PLC为控制核心,MCGS组态软件为监控软件,设计出材料分拣控制系统的控制系统和监控系统。
该材料分拣系统以PLC为主控制器,结合气动装置、传感器技术、组态监控等技术,可以进行现场控制产品的自动分拣。
系统具有自动化程度高、运行稳定、分拣精度高、易控制的特点,对不同的分拣对象,稍加修改本系统即可实现要求。
对本系统完成其设计之后,进行了整体调试。
在硬件部分,调试其各部分安装的位置及角度,使其材料物块的运行与传感器安装的角度适合。
将硬件各部分的动作幅度进行调试之后,进行了软硬件综合调试,实现材料分拣系统中上料、传送与分拣的全过程。
关键词:材料分拣传感器气动装置 PLC MCGS组态软件Abstract:Sorting control system in all sectors of society such as: logistics and distribution center, post office, mining, ports, terminals, warehouses and other industries are widely used, we can see that the sorting system can greatly improve the level of production enterprises efficiency.Familiar with the goods in the automatic and sorting system principle foundation, according to certain request to sort the mitsubishi PLC as control core, Mcgs software for monitoring software, the design gives material sorting control system. The transport of goods and materials sorting system mainly by PLC controller, combined with pneumatic device, the sensor technology, configuration and monitoring technology, on-site control product automatic sorting. System has a high degree of automation, stable operation and high precision, easy control sorting based on the features of different sorting object, slightly modifying the system can be realized requirements.After completed its design of the system, executing the overall commissioning. In hardware, testing the installation location and angle of the various parts to make it run the block material and the angle of the sensor suitable for installation. After the various parts of the hardware debug range of motion, integrating hardware and software debugging to achieve material sorting system, feeding, delivery and sorting of the entire processKey words: Material sorting sensor Pneumatic device PLC Mcgs software.目录摘要 (I)Abstrac t: (II)1 绪论 (1)1.1 分拣系统基本介绍 (1)1.2 分拣系统的意义 (3)1.3 本文研究的主要内容 (4)2 分拣系统中硬件设计 (6)2.1PLC的选型 (6)2.1.1PLC的分类 (6)2.1.2 PLC种类及型号选择 (7)2.2 传感器的选择 (7)2.2.1传感器的简介 (7)2.2.2传感器的选择 (8)2.3 驱动部分的分析与选择 (10)2.4 执行机构的选择 (11)2.5 硬件设计及实际模型的建立 (12)2.6 其他元器件及其选择 (13)2.7I/O口的选择及PLC接线 (15)3 自动分拣系统的软件设计 (17)3.1可编程控制器(PLC)简介 (17)3.2 分拣系统的控制要求及其流程图 (19)3.3 软件设计及编程 (21)3.4 材料分拣系统的调试 (25)4 监控画面的设计 (31)4.1 组态控制技术 (31)4.2 模型的建立 (32)4.3 动画连接 (33)4.4 数据报表输出 (37)4.5PLC与组态软件之间的通信 (38)5 结论与展望 (44)参考文献 ...............................错误!未定义书签。
毕业设计(论文)-基于机器人货物分拣系统设计[管理资料]
![毕业设计(论文)-基于机器人货物分拣系统设计[管理资料]](https://img.taocdn.com/s3/m/8d4cc7bffe4733687f21aa46.png)
安徽工商职业学院应用工程学院毕业设计题目:基于机器人货物分拣系统设计系别:应用工程学院专业:机电一体化班级:15机电2班姓名:学号:指导教师:日期:目录摘要 (4)第1章引言 (4)、现状及应用 (4) (5) (6) (7)第2章基于机器人货物分拣系统设计 (7) (7) (7) (8) (8) (9) (9) (9) (9) (10) (11) (11) (11) (12) (12)第3章设备的控制系统程序编写 (12) (12)TIA Portal软件的使用 (13),插入并组态PLC (13) (14) (15) (15) (16) (18) (20)X_SIGHT软件程序的编写 (20) (22) (23) (23) (27)第4章触摸屏设计 (29)第5章总结 (31) (31) (31) (31)摘要当代科学技术发展的特点之一就是机械技术,电子技术和信息技术的结合,机器人就是这种结合的产物之一。
现代机器人都是由机械发展而来。
与传统的机器的区别在于,机器人有计算机控制系统,因而有一定的智能,人类可以编制动作程序,使它们完成各种不同的动作。
随着计算机技术和智能技术的发展,极大地促进了机器人研究水平的提高。
现在机器人已成为一个庞大的家族,科学家们为了满足不同用途和不同环境下作业的需要,把机器人设计成不同的结构和外形,以便让他们在特殊条件下出色地完成任务。
机器人成了人类最忠实可靠的朋友,在生产建设和科研工作中发挥着越来越大的作用。
搬运机器人不但能够代替人的某些功能,有时还能超过人的体力能力。
可以24小时甚至更长时间连续重复运转,还可以承受各种恶劣环境。
当机器人一点与其他传感器结合到一起后,它也不再是简简单单的机器设备了,比如与视觉搭配起来过后它就能实现和人一样的分辨物体、、、、、、、为了避免危险恶劣的工作环境导致的工伤事故和职业病,保护工人的身心安全,对一些特殊工种,工作量大、环境恶劣、危险性高、人类无法涉足的工作领域都可由工业机器人代替。
《PLC及其组态技术应用》课程标准
《PLC及其组态技术应用》课程标准课程代码:B0705410 课程类别:专业核心课程授课系(部):智能制造学院学分学时:5学分74学时一、课程定位1、课程性质《PLC及其组态技术应用》是机电一体化技术专业的一门核心专业课程,可编程序控制器(PLC)作为现代化的自动控制装置已普遍应用于工业企业的各个领域,是生产过程自动化必不可少的智能控制设备,结合组态技术实现实时监控,使PLC的仿真与优化具有实际意义。
它综合了计算机技术、电气控制技术、自动控制技术和通信技术,具有结构简单、编程方便、性能优越、灵活通用、使用方便、可靠性高、抗干扰性强的特点。
2、课程作用学生毕业后从事机电一体化方面的工作时,需要掌握PLC的基本工作原理,具有硬件接线能力、利用梯形图或语句表进行编程的能力、能进行PLC与组态软件的联机调试和故障诊断。
通过理论和实践教学,使学生在学习PLC的原理、结构的基础上,系统学习常用PLC的硬件安装、接线,编程软件的使用方法,组态与PLC的联机方法,组态的动画界面绘制和变量匹配方法,组态的仿真运行操作,典型PLC项目的实施方法。
系统训练学生在PLC及其组态控制系统的设计、安装、调试、维护等方面的技能,为今后从事机电控制领域的工作打下基础。
二、课程目标本课程以西门子S7—300系列PLC为学习载体,结合Wincc Flexible组态软件,重点掌握梯形图编程方法和Wincc Flexible的动画制作方法,将控制系统常用到的各种输入元件、输出元件、与被控对象一起构成应用项目,进行工学结合式的学习,从而使学生掌握梯形图语言编程的基本规则与方法,Wincc Flexible与PLC联机运行程序的方法。
掌握可编程控制系统的应用开发方法,能利用PLC的资源实现一些基本的数据处理与控制。
进一步掌握一些基本的信号检测、处理、变送方法。
为专业课程打下学习基础和能力训练基础。
(一)知识目标:1.根据PLC的性能、特点及控制功能正确选用PLC、懂得PLC的组成及基本工作原理。
基于PLC和触摸屏的物料自动分拣系统的设计

基于PLC和触摸屏的物料自动分拣系统的设计摘要:本文以S7-1200可编程控制器、汇川变频器、汇川伺服控制器、昆仑通态触摸屏等设备为主要载体,实现了物料自动生产线分拣系统的控制。
该自动生产线分拣系统设计涵盖PLC控制、HIM人机界面、变频调速、伺服驱动、传感器等先进控制技术,完成了对物料自动生产线分拣系统的远程化在线控制以及物料生产过程的实时可视化监控。
本系统运行稳定、可靠性高,具有较高的应用推广价值。
关键词:可编程控制器;传感器技术;HMI监控技术;网络通讯技术;变频器。
[中图分类号]:TP272 [文献标识码]:ADesign of automatic material sorting system based on PLC and touch screenPAN Mei-jun ZHU Hong-mei(qinghai communications technical college Xining Qinghai810021,china;)Abstract: Taking s7-1200 programmable controller, Huichuan frequency converter, Huichuan servo controller, Kunlun general touch screen and other equipment as the main carrier, this paper realizesthe control of the sorting system of the automatic material production line. The design of the automatic production line sorting system covers advanced control technologies such as PLC control, him man-machine interface, frequency conversion speed regulation, servo drive,sensor and, and completes the remote online control of the automatic production line sorting system and the real-time visual monitoring of the material production process. The system has stable operation and high reliability, and has high application and popularization value.Key words:Programmable logic controller;Sensor technology; HMI monitoring technology; Network communication technology; Frequency converter。
基于plc的物流分拣系统设计
基于plc的物流分拣系统设计物流分拣系统是将物流过程中的货物按照一定规则进行分类、计数、包装、装载等处理,以达到快速、精准、高效的物流服务目的。
本文将基于PLC技术,设计一个物流分拣系统。
一、系统设计方案1.物流分拣系统流程系统的整体流程如下:(1)装货阶段:货物通过拆单完成入库,由前置设备提供订单信息,将货物进行标记,并放置于传送带上;(2)分拣阶段:传送带将货物传送至下方的分拣系统,根据订单信息进行分类,将货物分到相应的区域;(3)包装阶段:将已经分拣好的货物进行包装,打印标签,并送至发货区域。
2.系统结构本物流分拣系统采用PLC+触摸屏控制器结构,具体包括以下模块:传送带模块、分拣模块、包装模块、监控模块和前置设备模块。
3.PLC控制器本系统采用富士PLC控制器,具体型号为FX3U-32MT/ES,其主要目的是对物流分拣系统进行整体控制。
4.触摸屏控制器本系统采用富士触摸屏控制器,具体型号为UTMC-101,用于向运维人员实时反馈 system 状态,并支持系统的强大警报能力。
二、系统运行流程1.工作原理本物流分拣系统主要是通过传送带、分拣模块和包装模块的协同工作,将运输来的货物进行分类、计数、包装等处理操作,实现物流的高效性。
2.系统运行流程本系统的整体运行流程如下:(1)物流准备阶段:货物通过前置设备模块入库,并将订单信息传入系统。
(2)物流分拣阶段:传送带接收到货物,并将货物推入分拣模块,根据订单信息进行分类。
(3)物流包装阶段:已经分类的货物通过包装模块进行封装,并打印标签。
(4)发货阶段:已经包装好的货物通过传送带转运至发货区域。
三、系统设计要点1.传送带控制部分传送带控制部分主要由PLC和触摸屏控制器组成,实现传送带的启动、停止、加速度等控制,并能自动监测传送带的状态,一旦发现异常,及时向运维人员报警。
同时,触摸屏控制器可以对传送带进行参数设置和系统状态监测等。
2.分拣系统控制部分分拣系统控制部分采用触摸屏控制器实现对分拣系统的控制,主要是通过对触摸屏控制器上的信息输入,实现对分拣系统的启动、停止、加速度等控制,并能自动监测分拣系统的状态,一旦发现异常,及时向运维人员报警。
工厂物料分拣及组态监控设计
工厂物料分拣及组态监控设计工厂物料分拣及组态监控设计近年来,随着工业生产的加速发展,工厂物料分拣及组态监控成为了一个关键的环节。
物料的准确分拣和高效组态对于工厂的生产效率和质量控制至关重要。
本文将探讨工厂物料分拣及组态监控的设计方案,以提高生产效率和产品质量。
一、物料分拣设计物料分拣是指根据产品的特征和属性,将物料按照规定的品种和数量进行分类和分装的过程。
传统的物料分拣往往依赖于人工操作,效率低下且容易出错。
为了提高物料分拣的效率和准确性,我们可以采用自动化技术和机器视觉系统。
自动化技术包括使用机械手臂、输送带、自动分拣机等设备,将物料从一个站点转移到另一个站点,并按照预定的规则进行分类和分装。
机器视觉系统则通过摄像头和图像处理算法,实时监测物料的位置、形状和颜色等特征,并准确判断物料的类别和数量,从而实现高效的物料分拣。
此外,为了提高物料分拣的稳定性和可靠性,还可以采用激光测距技术。
通过激光传感器对物料进行测距,能够精确获取物料的位置和距离,从而减少误差,提高分拣的准确性。
二、组态监控设计组态监控是指对工厂生产过程中的各个环节进行实时监控和调度。
通过对设备状态、物料流动和生产进程等信息进行收集、分析和展示,能够及时发现问题和异常,从而做出相应的调整和决策。
在组态监控设计中,关键的一环是建立一个数据采集和传输系统。
通过在设备和传感器上安装数据采集装置,将生产现场的数据实时发送到监控中心。
监控中心则通过软件系统对数据进行分析和展示,实现对工厂生产过程的实时监控。
此外,为了提高组态监控的效果和准确性,还可以引入人工智能技术。
通过对历史数据的分析和学习,人工智能系统能够自动判断异常和预测设备故障的概率,从而提前采取相应的措施,避免生产中断和质量问题的发生。
三、物料分拣及组态监控设计的优势采用物料分拣及组态监控设计,能够带来多方面的优势。
首先,提高生产效率。
自动化的物料分拣和机器视觉系统能够实现高效的分拣过程,减少人工操作和出错,提高生产效率。
物料分拣系统的设计与调试
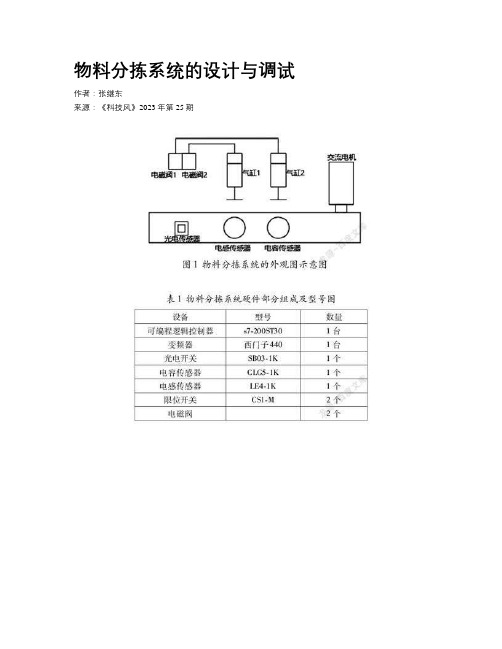
物料分拣系统的设计与调试作者:***来源:《科技风》2023年第25期摘要:隨着社会的不断进步,自动分拣代替了人工部分,它不仅可以提高生产率,而且降低很多成本。
本文研究了基于PLC、组态控制下物料分拣系统的硬件、软件设计与调试,在工程应用下具有一定的意义。
关键词:自动分拣;组态;PLC一、课题研究背景及意义自动化程度在人类发展进程中是不可缺少的一部分,自动化分拣是自动化中的一部分,其中PLC作为基础的分拣装置不仅成本低,而且效率很高,它代替了很大一部分人工作业,为企业的人力资源减少了很大一部分压力。
这些节省的人力用到其他地方来实现各自的价值,可以为企业带来更高的收益。
本文所研究的物料分拣系统是基于PLC技术、电气传动技术、自动化技术等设计而成,当系统运行时,可对大量物料进行自动筛选,工作速度和质量令人非常满意。
不仅如此,如果想要根据要求更换分拣的物品,可自行进行更换,十分方便。
同时,维修成本非常低,维护起来非常方便。
本文研究的物料分拣系统采用可编程控制器PLC进行控制,该系统可以按照设定的要求自动长时间地分拣物料,并且分拣的精确度也可以得到保证,分拣的效率相对提高了。
尤其是在生产线上,物料自动分拣系统对人工分拣来说更是有着巨大的优势,人在长时间工作下难免身体会出现不适,从而影响效率,这样完全可以把节省下来的人力资源应用到其他机器不能替代的工作当中去。
同时自动分拣系统的分拣误差率相比其他机器低,这主要取决于输入分拣信息的准确性,也就是取决于分拣信息的输入机制。
物料分拣系统是基于PLC中央处理器为基准,结合了计算机和自动控制等技术所设计的系统,是分拣系统之中使用得比较多的一种。
而且PLC的控制系统具有很多优点,它不但体积相对较小,而且相对比较稳定。
二、物料分拣系统硬件设计与调试本次设计由PLC、变频器、触摸屏、光电传感器、电感传感器、电容传感器、磁性传感器、二位五通带手控开关的单控电磁阀、气缸、减压阀、三相交流减速电机、皮带、安装支架、端子排组成,具体如图1所示:数字量输入设备:按钮2个、电容传感器1个、电感传感器1个、光电传感器1个、气缸上限位2个,气缸下限位2个。
基于plc的物料传输分拣系统设计_毕业设计
基于plc的物料传输分拣系统设计摘要PLC控制是目前工业上最常用的自动化控制方法,由于其控制方便,能够承受恶劣的环境,因此,在工业上优于单片机的控制。
PLC将传统的继电器控制技术、计算机技术和通信技术融为一体,专门为工业控制而设计,具有功能强、通用灵活、可靠性高、环境适应性强、编程简单、使用方便以及体积小、重量轻、功耗低等一系列优点,因此在工业上的应用越来越广泛。
本文主要讲述PLC在材料分拣系统中的应用,利用可编程控制器( PLC) ,设计成本低、效率高的材料自动分拣装置。
以PLC为主控制器,结合气动装置、传感技术、位置控制等技术,现场控制产品的自动分拣。
系统具有自动化程度高、运行稳定、精度高、易控制的特点,可根据不同对象,稍加修改本系统即可实现要求。
关键词:可编程控制器,分拣装置,控制系统,传感器1目录绪论 (1)第一章材料分拣装置结构及总体设计 (1)1.1材料分拣装置工作过程概述 (2)1.2系统的技术指标 (3)1.3系统的设计要求 (4)1.3.1功能要求 (4)1.3.2系统的控制要求 (4)第二章控制系统的硬件设计 (6)2.1系统的硬件结构 (6)2.2系统关键技术 (6)2.2.1确定I/ O点数 (6)2.2.2 PLC的选择 (7)2.2.3 PLC的输入输出端子分配 (7)2.2.4 PLC输入输出接线端子图 (8)2.3检测元件与执行装置的选择 (9)2.3.1旋转编码器 (9)2.3.2电感传感器 (11)2.3.3电容传感器 (12)2.3.4颜色传感器 (13)I2.3.6步进电机 (15)第三章控制系统的软件设计 (16)3.1控制系统流程图设计 (16)3.2控制系统程序设计 (18)第四章控制系统的调试 (24)4.1硬件调试 (24)4.2软件调试 (24)4.3整体调试 (25)结论 (26)参考文献 (34)附录 (27)致谢 (40)II绪论分拣是把很多货物按品种从不同的地点和单位分配到所设置的场地的作业。
系统组态工程的设计
系统组态工程的设计MCGS工控组态软件能够很好地解决传统工业控制软件存在的种种问题,使用户能根据自己的控制对象和控制目的任意组态,完成最终的自动化控制工程。
本章主要介绍材料分拣系统的组态软件部分。
1 系统组态工程本次设计的重点就是通过组态软件模拟材料分拣系统的运行状态。
设计的组态工程能够看到系统对各个不同的材料相对应的被分拣的出来。
所模拟的材料分拣的具体过程为:进入组态运行环境后,通过控制开关的操作,系统开始工作。
电动机带动传送带工作,首先上料传感器对料槽中的物料进行检测,如果有物料则将其推入传送带上,物料在传送带上移动;当物料通过传感器时,若不是要检测的物料则传感器和对应的气缸都不工作,物料继续向前运动;当传感器检测出相应的物料后气缸做出动作将此物料推出,物料会沿着气缸动作的方向移动到料槽,相应的计数器进行计数;当料槽无料时会有报警提示表示无料,在无料状况一段时间后电机、传感器等会自动停止工作。
设计中的控制开关具有材料分拣系统运行的开始按钮,分拣系统结束时要有停止按钮,当系统出现错误的时候单击复位按钮,模拟画面上的物料,传送带,计数器等可以全部复位,从而完善了整个分拣系统。
2 系统监控画面的建立在实际工程的进行中,在使用MCGS之前要熟悉整个工程的规划,这样才能保证工程的顺利完成。
首先要解决的是对整个工程的系统构成和工艺流程的了解,弄清测控对象的特征,明确主要的监控要求和技术要求等问题。
在这个基础上拟定整个系统应该实现的功能,如何控制流程,用户窗口建立,实现何种动画效果以及如何在实时数据库中定义数据变量等环节。
然后分析工程中输入输出变量与系统中定义的变量的对应关系,以及他们之间是如何连接的,他们之间是如何通过动化实现的。
在MCGS中,单击菜单中的“新建工程”命令,系统自动创建一个新工程,如图4-1所示。
由于尚未进行组态操作,新工程只是一个空的骨架,包含主控窗口、设备窗口、用户窗口、实时数据库和运行策略五个基本组成。
基于机器视觉工作分拣系统的设计与组态
基于机器视觉工作分拣系统的设计与组态作者:***来源:《电脑知识与技术》2022年第02期摘要:隨着社会的不断发展、科技的进步,自动分拣系统越来越便捷、可靠。
工业生产上很多流水线采用自动分拣系统。
本设计主要采用欧姆龙机器视觉FZ5系统及三菱FX3U系列PLC,对自动分拣系统进行研究,设计了一套具备机器视觉、性能高、可靠性强的、以PLC控制为核心的自动分拣系统,提高了分拣的工作效率、降低了成本、节省了劳动力。
关键词:机器视觉;PLC;自动分拣中图分类号:TP312 文献识别码:B文章编号:1009-3044(2022)02-0120-021 引言在工业生产不断进步的过程中,分拣扮演了一个非常重要的角色。
本套自动分拣装置结合欧姆龙FZ5机器视觉和传感器技术,在获取各类信息后进行分析后,采用气动装置、变频器、PLC和MCGS组态监控等技术达到现场控制的目的。
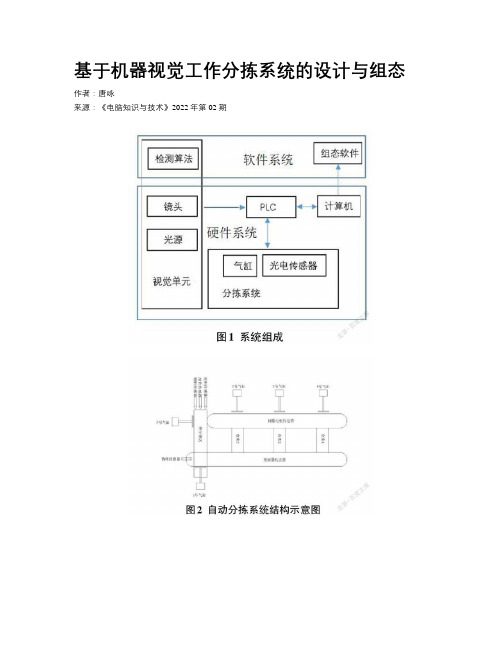
自动分拣系统主要由传送带、三相交流异步电动机、伺服电机、PLC、传感器、气阀等部件组成。
可以对物体的颜色、使用材料材质、形状进行判别,从而实现不同物体的自动分拣。
2 视觉设备选择本设计采用欧姆龙的一套完整视觉设备:FZ5机器视觉系统。
它包含了工业相机、光源、视觉显示器和控制器等。
主要用来辨别物料的特征,本设计主要获取被测物的颜色特征。
这套机器视觉设备可以由I/O电缆连接三菱PLC来构建通信,同时也支持串行总线连接通信,生成传输检测结果和数据。
欧姆龙FZ5系统的工作机制如下:首先利用工业相机把目标测得的物体转化成图像信号。
然后将这一系列信号转发到图像处理的系统中,图像处理系统就可以自动将颜色、亮度和色素分布信息转化为数字信号;图像处理系统再对图像做出一套运算以及提取检测目标测得物体的特征。
最后,将原先设定好的条件值与目标测得的物体的特性值对比,从而获得所需要的有关信息[1]。
如图1所示,视觉单元的主要作用是使用镜头和光源配合采集所需要检测的图像信息,目的是为视觉系统的软件部分进行视觉检测[2];PLC随后接受检测系统所发来的信息,发送拍照信息回去给相机,然后光电传感器分辨不同材质的物料,将判断信息发送给PLC从而控制气缸推出;计算机的主要作用则是对PLC的程序进行编写。
基于MCGS物料分炼系统的设计
基于MCGS物料分炼系统的设计
摘要
随着工业技术的不断提高,工业对技术和效率的要求也在不断的提高。
材料分拣是个能大大提高工业生产效率的设备。
材料分拣系统是个运用范围很广的系统,工厂的检测生产出的产品,邮政的分拣邮件,还有把一大批材料按要求分离开来等等,这些都是要用到材料
分拣系统的。
本次设计正文主要分为三部分:第一部分主要介绍的是PLC材料分拣系统的设计;第二部分主要介绍的是利用MCGS组态软件设计材料分拣系统的组态;第三部分主要介绍的是怎样实现PLC材料分拣系统与材料分拣系统组态的通讯即实时监控。
本次设计的主要内容是材料分拣系统的设计,要完成MCGS组态软件对材料分拣系统的监控和与PLC的通讯。
有了MCGS组态软件对PLC分拣系统的实时监控,操作者就避免的进距离接触操作工具,从而减少了事故发生率,也大大的提高了生产效率。
基于以上问题,在本次的毕业设计中主要应用三菱
F X N2-48MR系列PLC设计材料分拣系统,并用M C
G S组态软件对PLC材料分拣系统运行进行实时监控。
建立了下位机PLC和上位机PC之间的数据传输及良好的人机界面,通过设备连接使组态界面上的图形对象可实时采集现场PLC的输出端口的数据而实现材
料分拣系统的实时监控。
通过实验表明,该系统具有运行可靠,抗干扰能力强,易于用户修改和实时监控等特点并具有一定的实用价值.。
基于plc的材料分拣装置设计

课程设计论文基于PLC的材料分拣装置设计毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
涉密论文按学校规定处理。
作者签名:日期:年月日导师签名:日期:年月日注意事项1.设计(论文)的内容包括:1)封面(按教务处制定的标准封面格式制作)2)原创性声明3)中文摘要(300字左右)、关键词4)外文摘要、关键词5)目次页(附件不统一编入)6)论文主体部分:引言(或绪论)、正文、结论7)参考文献8)致谢9)附录(对论文支持必要时)2.论文字数要求:理工类设计(论文)正文字数不少于1万字(不包括图纸、程序清单等),文科类论文正文字数不少于1.2万字。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
系统组态工程的设计MCGS工控组态软件能够很好地解决传统工业控制软件存在的种种问题,使用户能根据自己的控制对象和控制目的任意组态,完成最终的自动化控制工程。
本章主要介绍材料分拣系统的组态软件部分。
1 系统组态工程本次设计的重点就是通过组态软件模拟材料分拣系统的运行状态。
设计的组态工程能够看到系统对各个不同的材料相对应的被分拣的出来。
所模拟的材料分拣的具体过程为:进入组态运行环境后,通过控制开关的操作,系统开始工作。
电动机带动传送带工作,首先上料传感器对料槽中的物料进行检测,如果有物料则将其推入传送带上,物料在传送带上移动;当物料通过传感器时,若不是要检测的物料则传感器和对应的气缸都不工作,物料继续向前运动;当传感器检测出相应的物料后气缸做出动作将此物料推出,物料会沿着气缸动作的方向移动到料槽,相应的计数器进行计数;当料槽无料时会有报警提示表示无料,在无料状况一段时间后电机、传感器等会自动停止工作。
设计中的控制开关具有材料分拣系统运行的开始按钮,分拣系统结束时要有停止按钮,当系统出现错误的时候单击复位按钮,模拟画面上的物料,传送带,计数器等可以全部复位,从而完善了整个分拣系统。
2 系统监控画面的建立在实际工程的进行中,在使用MCGS之前要熟悉整个工程的规划,这样才能保证工程的顺利完成。
首先要解决的是对整个工程的系统构成和工艺流程的了解,弄清测控对象的特征,明确主要的监控要求和技术要求等问题。
在这个基础上拟定整个系统应该实现的功能,如何控制流程,用户窗口建立,实现何种动画效果以及如何在实时数据库中定义数据变量等环节。
然后分析工程中输入输出变量与系统中定义的变量的对应关系,以及他们之间是如何连接的,他们之间是如何通过动化实现的。
在MCGS中,单击菜单中的“新建工程”命令,系统自动创建一个新工程,如图4-1所示。
由于尚未进行组态操作,新工程只是一个空的骨架,包含主控窗口、设备窗口、用户窗口、实时数据库和运行策略五个基本组成。
材料分拣MCGS组态软件设计是对分拣系统的实时采集以及监控,从而实现操作者可以远离操作现场就能实现对生产线的控制。
组建工程的总体规划是先建立一个用户窗口,其次是编辑画面和定义数据对象,再次是动画连接和编写控制流程,最后是设备的连接和调试。
在MCGS组态平台上,单击“用户窗口”,在“用户窗口”中单击“新建窗口”按钮,则产生新“窗口0”。
选中“窗口0”,单击“窗口属性”,进入“用户窗口属性设置”,将“窗口名称”改为:材料分拣系统;将“窗口标题”改为:材料分拣系统;在“窗口位置”中选中“最大化显示”,其它不变,单击“确认”,如图4-2所示。
同样新建一个“封面”窗口。
在“用户窗口”中选定“封面”,单击鼠标右键,选择下拉菜单中的“设置为启动窗口”,将该窗口设置为运行时自动加载的窗口。
图1 新建工程窗口图2 用户窗口属性设置图在上述的用户窗口中,鼠标选定该用户窗口,单击“动画组态”按钮,系统会自动弹出一个空白页,用户可在该空白页上进行对工程的图形的创建。
在用户窗口中创建图形对象之前,需要从工具箱中选取需要的图形构件,进行图形对象的创建工作。
我们已经知道,MCGS提供了两个工具箱:放置图元和动画构件的绘图工具箱和常用图符工具箱。
从这两个工具箱中选取所需的构件或图符,在用户窗口内进行组合,就构成用户窗口的各种图形界面。
单击工具条中的“工具箱”按钮,打开绘图工具箱,单击绘图工具箱的“常用符号”,打开常用图符。
通过在工具箱和常用图符制作传送带、物料、传感器、气缸和开关按键等画面,例如从“对象元件库管理”中的“传送带”中选取中意的传送带确认,则所选中的罐在桌面的左上角,可以改变其大小及位置。
此外还可以自己构件图符满足所需要的画面要求。
材料分拣系统监控画面如图5-3所示。
图4-3 材料分拣系统监控画面在监控画面中开始、停止、复位这三个操作按钮用来手动控制系统的运行状态。
光电传感器用来检测料槽是否物料,与气缸1为一组,检测后将物料推入传送带。
电容传感器与气缸2为一组,用来检测和分拣铝质的物料。
电感传感器与气缸3为一组,用来检测和分拣铁质的物料。
颜色传感器和气缸4为一组,用来对红色物料的检测和分拣。
气缸5将所有的物料都会推出。
红色的指示灯为料槽无料时进行提醒。
3 建立实时数据库在MCGS中,用数据对象来描述系统中的实时数据,用数据变量代替传统意义上的值变量,把数据库技术管理的所有数据对象的集合称为实时数据库。
所用到的数据是以数据对象的形式来进行操作与处理的。
实时数据库是MCGS系统的核心,是工程各个部分的数据交换与处理中心,它将MCGS工程的各个部分连接成一个有机的整体。
在MCGS中,数据对象有开关型、数值型、字符型、事件型和组对象等五种类型。
不同类型的数据对象,属性不同,用途也不同。
开关型数据对象:记录开关信号(0或非0)的数据对象称为开关型数据对象,通常与外部设备的数字量输入输出通道连接,用来表示某一设备当前所处的状态。
开关型数据对象也用于表示MCGS中某一对象的状态,如对应于一个图形对象的可见度状态。
开关型数据对象没有工程单位和最大最小值属性,没有限值报警属性,只有状态报警属性。
数值型数据对象:在MCGS中,数值型数据对象的数值范围是:负数是从-3.402823E38到-1.401298E-45,正数是从1.401298E-45到3.402823E38。
数值型数据对象有最大和最小值属性,其值不会超过设定的数值范围。
当对象的值小于最小值或大于最大值时,对象的值分别取为最小值或最大值数值型数据对象有限值报警属性,可同时设置下下限、下限、上限、上上限、上偏差、下偏差等六种报警限值,当对象的值超过设定的限值时,产生报警;当对象值返回到所有的限值之内时,报警结束。
字符型数据对象:字符型数据对象是存放文字信息的单元,用于描述外部对象的状态特征,其值为多个字符组成的字符串,字符串长度最长可达64KB。
字符型数据对象没有工程单位和最大、最小值属性,也没有报警属性。
事件型数据对象:事件型数据对象用来记录和标识某种事件产生或状态改变的时间信息。
事件型数据对象没有工程单位和最大最小值属性,没有限值报警,只有状态报警,不同于开关型数据对象,事件型数据对象对应的事件产生一次,其报警也产生一次,且报警的产生和结束是同时完成的。
数据组对象:数据组对象是MCGS引入的一种特殊类型的数据对象,类似于一般编程语言中的数组和结构体,用于把相关的多个数据对象集合在一起,作为一个整体来定义和处理。
建立实时数据库的过程中材料分拣将各个物块、传感器、气缸、电机、开关按键和计数器定义出来,以便属性设置和编程时使用。
4 动画连接所谓动画连接,实际上是将用户窗口内创建的图形对象与实时数据库中定义的数据对象,建立起对应的关系,在不同的数值区间内设置不同的图形状态属性(如颜色、大小、位置移动、可见度、闪烁效果等),将物理对象的特征参数以动画图形方式来进行描述。
MCGS实现图形动画设计的主要方法是将用户窗口中图形对象与实时数据库中的数据对象建立相关性连接,并设置相应的动画属性。
在系统运行过程中,图形对象的外观和状态特征,由数据对象的实时采集值驱动,从而实现了图像的动画效果。
动画组态的设置主要有颜色动画连接、位置动画连接、输入输出连接和特殊动画连接。
材料分拣组态设计中的动画设计也是在这四种连接方式的基础上设置的。
1.颜色动画连接所谓颜色动画连接就是指将图形对象的颜色属性与数据对象值之间建立相关性关系,使图元、图符对象的颜色属性随着数据对象值的变化而变化,用这种方式实现颜色不断变化的动画效果。
颜色属性包括填充颜色、边线颜色和字符颜色三种,只有“标签”图元对象才有字符颜色动画连接。
2.位置动画连接位置动画连接包括图形对象的水平移动、垂直移动和大小变化三种属性,使图形对象的位置和大小随着数据对象值的变化而变化。
用户只要控制数据对象值的大小和值的变化速度,就能精确地控制所对应图形对象的大小、位置及其变化速度。
用户可以定义一种或多种动画连接,图形对象的最终动画效果是多种动画属性的合成效果。
平行移动的方向包含水平和垂直两个方向,其动画连接的方法相同。
首先要确定对应连接对象的表达式,然后再定义表达式的值所对应的位置偏移量。
材料分拣系统中物料的移动就是按位置动画连接的方法设定的。
3.输入输出连接输入输出连接包括显示输出、按键输入、按钮动作三种方式。
在材料分拣系统中物料的计数用到显示输出连接,输出值选择数值量输出,把num的数值以数值量表示出来。
系统的开始与运行、是否停止、出错时需要重新运行并重新计数等都需要在控制面板里能够进行人工的操作。
控制的面板设为三个按钮,分别为开始、停止、复位。
对于按钮的输入设置可以在动画组态窗口属性设置里面选择按钮动作或者直接在工具箱内选择标准按钮进行设。
4.特殊动画连接在MCGS中,特殊动画连接包括可见度和闪烁效果两种方式,用于实现图元、图符对象的可见与不可见交替变换和图形闪烁效果,图形的可见度变换也是闪烁动画的一种。
MCGS中每一个图元、图符对象都可以定义特殊动画连接的方式。
在材料分拣系统中料槽无料提醒中的制作用到了闪烁效果。
在“料槽无料”的标签上双击进入属性设置,选中闪烁效果。
当表达式num=10成立时,所设置的“料槽无料”标签就会成闪烁效果。
当表达式不成立时就会呈现为初始状态。
num的定义是总物料的数目计数器,因为设计中模拟分拣系统只设定了10个物料,所以当num的值为10时料槽中没有物料,通过闪烁进行提示。
5 脚本程序的编制脚本程序是组态软件中的一种内置编程语言引擎。
当某些控制和计算任务通过常规组态方法难以实现时,通过使用脚本语言,能够增强整个系统的灵活性,解决其常规组态方法难以解决的问题。
要确保材料分拣系统很好地动起来,首先动画界面属性要设置的完全正确,并且和和实时数据库里的数据变量对应起来,然后通过脚本程序来控制画面的运行。
在MCGS中,脚本语言是一种语法上类似Basic的编程语言。
可以应用在运行策略中,把整个脚本程序作为一个策略功能块执行,也可以在菜单组态中作为菜单的一个辅助功能运行,更常见的用法是应用在动画界面的事件中。
MCGS 引入的事件驱动机制,与VB或VC中的事件驱动机制类似。
这些事件发生时,就会触发一个脚本程序,执行脚本程序中的操作。
在“运行策略”中,双击“循环策略”进入,双击“按照设定的时间循环运行”图标进入“策略属性设置”,只需要把“循环时间”设为:100ms,按确定即可。
在策略组态中,如果没有出现策略工具箱,单击工具条中的“工具箱”图标,弹出“策略工具箱”,添加脚本程序。
本设计的脚本程序包括物块的运行部分和传感器检测部分以及操作开关设定。
物块的移动脚本是本次脚本设计的重点和难点。