ug后处理
UG基础 第10章 后处理(UGPost)

2020/7/2
Page 31 【例10-1】建立5轴铣床后处理
•
步骤二:建立双转台5轴后处理。
• 在【File】菜单下选择【Save】命令,弹出【Select A License】对话框,单击按钮,如图10-12所示。
• 在弹出的【Save As】对话框中,保存后处理将新建 的5轴后处理加入到template_post.dat文件中 (template_post.dat文件的所在路径为UG安装目录下
2020/7/2
Page 4 10.1.1 刀轨源文件
• CLSF是刀位源文件(Cutter Location Source File)的英文缩写,意思是刀具位置源 文件,简称刀位源文件,是由加工一个工件 所需的所有刀具轨迹按照一定的加工顺序连 接起来构成的ATP语言格式的文本文件。
Page 5
Page 2 第10章 后处理(UG/Post)
10.1 后置处理的基本概念及任务
10.2
后处理构造器简介
10.3 后处理构造器参数定义
10.4
后处理实例
10.5Βιβλιοθήκη 本章小结10.6课后习题
2020/7/2
Page 3 10.1 后置处理的基本概念及任务
10.1.1 刀轨源文件 10.1.2 后处理器 10.1.3 加工输出管理器
2020/7/2
Page 9 10.1.3 加工输出管理器
• Manufacturing Output Manager 简称 MOM,即加工输出管理器,是一个应用程序。 UG/Post用它来启动后处理,将内部刀轨数据 加载给解释程序,并生成.tcl文件和.def文件。
2020/7/2
Page 10 10.2 后处理构造器(UG/Post Builder) 简介
UG后处理制作全过程及重要参数
UG后处理制作全过程及重要参数2. 网格优化(Mesh Optimization)网格质量是影响分析结果准确性的重要因素,在进行后处理之前需要对生成的网格进行优化处理。
UG软件提供了各种网格优化算法和工具,可以对网格进行加密、细化和光滑操作,以提高网格质量和准确性。
3. 结果分析(Result Analysis)在进行后处理之前,需要对分析结果进行分析和检查。
UG软件提供了丰富的结果分析工具,可以对仿真结果进行可视化显示、剖面分析、变形分析、应力和应变分析等,以评估模型的性能和可靠性。
4. 报告生成(Report Generation)在进行后处理之后,需要生成分析报告以记录和分享分析结果。
UG 软件提供了报告生成工具,可以将分析结果整合成报告,并导出为PDF、Word等格式,以方便与他人共享和交流。
重要参数:1. 网格尺寸(Mesh Size)网格尺寸是指在进行网格划分时的网格大小。
网格尺寸的选择应根据分析的要求和模型的复杂程度来确定,过细的网格会增加计算量,而过粗的网格则可能引起计算误差。
2. 网格质量(Mesh Quality)网格质量是指网格形状和大小的均匀性和稳定性。
优质的网格应具有均匀的网格大小和形状,以及较小的网格畸变和扭曲度。
网格质量的选择应尽可能满足分析要求,以提高模型分析的准确性和可靠性。
3. 后处理工具(Post-Processing Tools)后处理工具是指用于分析和处理仿真结果的各种工具和功能,如可视化工具、剖面分析工具、变形分析工具、应力和应变分析工具等。
合理使用后处理工具可以提高对模型性能和可靠性的评估能力。
4. 分析报告(Analysis Report)分析报告是记录和分享分析结果的重要方式,应包括模型的设计背景、分析方法、结果总结和结论等内容。
分析报告的撰写和生成需要使用报告生成工具,以确保报告的准确性和规范性。
ug后处理
ug后处理介绍ug后处理是指在ug软件中进行模型后处理的过程。
ug是一款三维计算机辅助设计(CAD)软件,它被广泛用于制造业、机械工程、航空航天等领域。
在ug中,用户可以进行模型的建模、分析和后处理等操作。
后处理的作用ug后处理是对模型分析结果的可视化和改进的过程。
通过后处理,用户可以对模型进行可视化,了解其特性和性能,从而进行优化和改进。
除了可视化外,ug后处理还可以进行其他操作,如提取数据、对模型进行修复、生成报告等。
常见的后处理操作以下是ug中常见的后处理操作:1. 结果可视化在ug中,用户可以将模型的分析结果以图形的形式进行可视化显示。
用户可以通过设置颜色、透明度、线条粗细等参数来定义图形的显示效果,从而更直观地观察模型的特性和性能。
结果可视化可以帮助用户更好地理解模型,发现问题和优化设计。
2. 数据提取ug提供了强大的数据提取功能,用户可以从模型的分析结果中提取出需要的数据。
例如,用户可以提取节点位移、应力分布、应变分布等结果数据,用于进一步分析和处理。
数据提取可以帮助用户对模型进行深入研究,找到潜在问题并制定相应解决方案。
3. 模型修复在模型建模和分析过程中,往往会遇到一些模型的几何结构不完整或者有错误的情况。
ug提供了模型修复的功能,用户可以通过修复工具对模型进行几何结构的修复和错误的修正。
模型修复可以保证模型的准确性和可靠性,提高分析结果的精度。
4. 报告生成ug具有强大的报告生成功能,用户可以根据模型的分析结果生成详细的报告。
报告中可以包含模型的几何结构、分析结果、图表和表格等信息,用户可以自定义报告的格式和内容。
报告生成可以方便用户与团队成员、客户、上级领导进行交流和分享,促进项目的进展和决策。
小结ug后处理是ug软件中不可或缺的一个环节,它对模型的分析结果进行可视化、数据提取、模型修复和报告生成等操作,具有重要的作用。
通过后处理,用户可以更直观、深入地了解模型的特性和性能,发现潜在问题并进行优化。
UG后处理的原理及应用

UG后处理的原理及应用1. 什么是UG后处理(Post Processing)?UG后处理是指对UG(Unigraphics)软件产生的加工程序进行编辑和优化的过程。
UG是一种CAD/CAM/CAE软件,具有强大的建模、加工以及分析功能,广泛应用于制造业中的设计、制造和工程领域。
在UG中,用户可以通过绘制几何图形、定义加工操作和运用分析工具来完成设计和制造任务。
UG后处理主要包括对加工程序的刀具路径、速度、进给等参数进行调整和优化,以适应不同的加工要求和机床特性。
通过后处理,用户可以提高加工效率、优化加工质量、减少加工时间和成本。
2. UG后处理的原理UG后处理的原理是基于UG软件生成的加工程序进行编辑和调整。
UG软件可以生成多种常见的加工程序格式,如G代码、ISO代码、APT代码等。
UG后处理的原理主要包括以下几个方面:2.1 加工程序解析UG后处理首先需要对UG生成的加工程序进行解析,将程序中的各个部分进行分离和识别。
这样可以方便后续的编辑和调整,并为后续的优化和分析提供基础。
2.2 刀具路径优化根据加工程序中的刀具路径信息,UG后处理可以对其进行优化。
优化的目标是提高切削效率、降低切削力和刀具磨损,减少振动和噪音,以及改善表面质量。
UG后处理可以通过调整切削方向、路径曲线和刀具轨迹等方式来实现刀具路径的优化。
2.3 加工参数调整UG后处理还可以对加工程序中的加工参数进行调整。
加工参数包括切削速度、进给速度、切削深度、切削宽度等。
通过合理地调整这些参数,可以实现最佳的加工效果和加工质量。
2.4 机床特性考虑UG后处理还需要考虑机床的特性和限制条件,以保证生成的加工程序可以在特定的机床上正常运行。
对于不同的机床类型和品牌,UG后处理需要进行适当的调整和编程。
3. UG后处理的应用UG后处理在制造业中有着广泛的应用。
以下是几个UG后处理的常见应用场景:3.1 数控加工UG后处理在数控加工中起到关键的作用。
ug后处理tcl命令讲解

ug后处理tcl命令讲解UG后处理是指在完成CAD设计后,将设计数据转化为机床能识别的G代码,从而实现数字化加工的过程。
在UG软件中,我们可以利用tcl命令来完成后处理工作,本文将介绍如何使用tcl命令进行UG后处理。
1. UG后处理简介UG后处理是将CAD设计图形转化为机床能接受的G代码的过程。
UG软件提供了内置的后处理器,也可以通过自定义后处理器来满足不同的加工需求。
UG后处理的主要功能包括:将CAD设计数据转化为机床能识别的G代码、设定加工参数、生成NC代码等。
2. tcl命令介绍tcl命令是UG中的脚本语言,可以用于自动化任务、批处理、后处理等。
tcl命令可以在UG中直接运行,也可以通过UG后处理器进行批量处理。
UG中的tcl命令主要包括以下几种类型:(1)变量tcl命令可以定义和使用变量,例如:set varname valueputs $varname(2)流程控制tcl命令可以使用if、for、while等语句进行流程控制,例如:if {$a > $b} {puts "a is greater than b"}(3)字符串处理tcl命令可以对字符串进行处理,例如:set str "hello, world"puts [string length $str](4)文件操作tcl命令可以进行文件操作,例如:set fp [open "filename" "r"]set data [read $fp]close $fp(5)UG API调用tcl命令可以调用UG的API函数,例如:set sel [ug_ask_object "Select an object:"]set pos [ug_ask_point "Enter the position:"]3. tcl命令实例下面通过一个简单的实例来介绍如何使用tcl命令进行UG后处理。
ug海德汉系统后处理公差输出
UG海德汉系统后处理公差输出一、什么是UG海德汉系统后处理公差输出在UG海德汉系统中,后处理公差输出是指对产品设计进行后处理分析,计算出产品在实际制造过程中的公差要求。
公差是指产品在制造过程中所允许的尺寸偏差,它直接影响产品的质量和性能。
通过后处理公差输出,可以确定产品的实际制造尺寸范围,为制造工艺的优化提供依据,确保产品的质量和性能符合设计要求。
二、为什么需要UG海德汉系统后处理公差输出在产品设计阶段,由于制造工艺和设备的限制,产品的实际制造尺寸往往会与设计尺寸存在一定的差异。
为了确保产品的质量和性能符合设计要求,需要进行后处理公差输出。
通过后处理公差输出,可以确定产品在实际制造中允许的尺寸偏差范围,为制造工艺的优化提供依据,避免因尺寸偏差过大而导致产品无法装配或性能下降的问题。
三、UG海德汉系统后处理公差输出的方法和步骤3.1 方法UG海德汉系统提供了多种方法来进行后处理公差输出,常用的方法有: 1. 构建装配模型:将设计的零部件进行装配,建立装配模型。
2. 定义公差链:根据产品的功能要求和装配关系,定义公差链,确定公差传递路径。
3. 设定公差:根据产品的功能要求和制造工艺的限制,设定各个零部件的公差。
4. 进行公差分析:使用UG海德汉系统提供的公差分析工具,对装配模型进行公差分析。
5. 输出公差报告:根据公差分析结果,生成公差报告,包括公差范围、公差堆积等信息。
3.2 步骤UG海德汉系统后处理公差输出的步骤如下: 1. 导入零部件模型:将设计好的零部件模型导入UG海德汉系统。
2. 进行装配:将导入的零部件进行装配,建立装配模型。
3. 定义公差链:根据产品的功能要求和装配关系,定义公差链,确定公差传递路径。
4. 设定公差:根据产品的功能要求和制造工艺的限制,设定各个零部件的公差。
5. 进行公差分析:使用UG海德汉系统提供的公差分析工具,对装配模型进行公差分析。
6. 生成公差报告:根据公差分析结果,生成公差报告,包括公差范围、公差堆积等信息。
D四轴UG后置处理制作方法

1.打开UG7.5后置处理构造器——》选择新建后处理;2.设置后处理名称(字母和符号组成)——》后处理输出单位(毫米)——》机床类型(4轴带轮盘铣床)——》调用库中现有的840D控制器——》点击确定;3.对后处理构造器的机床、程序和刀轨、NC数据定义、虚拟NC控制器四个组成部分的参数进行修改和设置,输出设置中的参数保持原样,不做调整;4.机床设置:——》5.设置第四轴参数(一般参数保持原样,不做调整);6.旋转平面设置为XY,文字指引线设置为A,旋转轴设置为反向;7.点击界面上的显示机床,查看机床模型如下,则表明4轴参数设置正确;8.程序和刀轨设置——》程序——》程序起始序列——》程序开始;9.在程序开始中增加G55、G64、D1三个块;(添加方法:添加新块——》将添加块拖到要添加的位置进行创建——》添加文字:文本——》将添加文字拖到屏幕中央编辑区域——》弹出对话框——》输入G55——》再重复以上步骤添加下一个;10.程序和刀轨设置——》程序——》操作起始系列设置第一个刀具和自动换刀事件格式如下:11.程序和刀轨设置——》程序——》刀轨——》运动——》线性移动12.程序和刀轨设置——》程序——》刀轨——》运动——》圆周移动设置试用平面为XY,最小圆弧长度为0.02,输出格式调整如下图:13.程序和刀轨设置——》程序——》操作结束序列——》刀轨结束14.程序和刀轨设置——》程序——》程序结束序列——》程序结束15.程序和刀轨设置——》定制命令——》PB_CMD_before_motion在PB_CMD_output_5axis一行最前面加上#(一个或多个都可),或者删除该行16.程序和刀轨设置——》定制命令——》PB_CMD_set_Sinumerik_default_setting将对应有”V7”一行的COMPCAD改为COMPOF17.程序和刀轨设置——》定制命令——》PB_CMD_output_Sinumerik _setting在下图命令行前加#,以取消多余代码的输出18.程序和刀轨设置——》定制命令——》PB_CMD_output_motion _message在下图命令行前加#,以取消多余代码的输出19.NC数据定义参数设置20.选择Abscoord,将其输出格式调整为5.3,意为输出坐标值精确到小数点后3位即可21.同理选择Rotary,将其输出格式调整为4.3,意为输旋转角度值精确到小数点后3位22.虚拟控制器参数设置23.勾选生成虚拟NC控制器,否则无法输出代码24.完成设置,点击保存在选择非中文路径目录下,完成。
UG后处理技巧说明

UG后处理技巧说明1.增强对比度:对比度是指图像中最亮和最暗区域之间的差异程度。
通过增加对比度可以使图像中的细节更加清晰,色彩更加鲜明。
常用的增强对比度的方法包括直方图均衡化、拉伸和分段线性增强等。
2.调整曝光:曝光是指图像中每个像素所接受到的光线的亮度。
调整曝光可以使图像的亮度更加均匀,细节更加清晰。
通常可以通过调整图像的亮度、对比度和曲线等参数来实现曝光的调整。
3.去噪:图像中的噪声是指由于光线、传感器等原因引起的图像中的随机干扰。
去噪的目的是减少噪声对图像质量的影响,使图像更加清晰。
常见的去噪方法包括中值滤波、均值滤波和小波去噪等。
4.锐化:锐化是指增强图像的边缘,使图像更加清晰。
常用的锐化方法包括高提升滤波和拉普拉斯锐化等。
高提升滤波通过增加高频成分来增强图像的边缘,而拉普拉斯锐化则是通过对图像进行二阶导数运算来增强边缘。
5.色彩校正:色彩校正是指调整图像的色彩平衡,使图像中的颜色更加真实、鲜明。
常见的色彩校正方法包括亮度-对比度调整、颜色平衡和通道分离调整等。
6.图像重采样:图像重采样是指改变图像的分辨率,通常用于图像的放大或缩小。
常见的图像重采样方法包括双线性插值和双立方插值等。
7.图像修复:图像修复是指修复图像中的缺失、破损等部分,使图像更加完整。
常用的图像修复方法包括基于纹理合成的方法、基于边缘的方法和基于插值的方法等。
8.图像拼接:图像拼接是指将多幅图像拼接在一起,形成一幅大尺寸的图像。
常见的图像拼接方法包括基于特征匹配和基于投影变换的方法等。
9.图像分割:图像分割是将图像划分为若干个具有相似特征的区域。
常用的图像分割方法包括阈值分割、边缘检测和区域生长等。
ug后处理制作教程

UG后处理制作教程简介UG(Unigraphics)是一款强大的计算机辅助设计(CAD)软件,被广泛应用于工程制图、产品设计和制造等领域。
在使用UG进行设计后,还需要对设计结果进行后处理,以生成可供生产和制造使用的输出文件。
本文档将向您介绍UG后处理的基本步骤和常用功能,帮助您进行高效准确的后处理工作。
步骤一:选择后处理器UG提供了多种后处理器,可以根据不同需求选择适合的后处理器。
在UG界面的“后处理”选项中,选择合适的后处理器,如输出NASTRAN文件后处理,切换到相应的后处理界面。
步骤二:设置后处理参数在进行后处理之前,需要根据实际需求设置后处理参数。
常见的后处理参数包括:结果输出路径、结果文件格式、后处理图形显示等。
通过设置这些参数,可以满足不同的后处理需求。
步骤三:后处理图形显示UG提供了丰富的图形显示功能,可以直观地展示设计结果。
在后处理界面中,可以选择要显示的结果类型,如应力、位移、温度等。
同时,还可以根据需要对显示的结果进行颜色映射、边界设置等操作,以便更好地观察和分析设计结果。
步骤四:后处理结果导出在后处理过程中,可以将结果导出为各种格式的文件,以便于与其他软件进行数据交换和共享。
UG支持多种文件格式的导出,包括NASTRAN、STL、IGES、STEP等。
根据实际需要,选择合适的文件格式并导出结果文件。
常用功能介绍1. 结果过滤和转换在后处理过程中,可以通过结果过滤和转换功能,对设计结果进行筛选和转换。
例如,可以通过过滤功能只显示某些关键区域的结果,或者通过转换功能将结果数据转换为其他单位或坐标系。
2. 结果剪裁和裁剪UG提供了结果剪裁和裁剪功能,可以根据需要选择感兴趣的区域进行处理。
通过剪裁和裁剪操作,可以更详细地观察和分析设计结果,提高后处理的效率和准确性。
3. 动画演示和动态模拟除了静态结果的显示和分析,UG还提供了动画演示和动态模拟的功能。
可以通过设置时间步长和动画参数,对设计结果进行动态展示,以便更好地理解和评估设计的运行情况。
ug后处理输出宏变量

UG后处理输出宏变量1. 什么是UG后处理?UG后处理是指在使用UG软件进行工程仿真分析后,对仿真结果进行处理和分析的过程。
UG(Unigraphics)是一种三维CAD软件,它提供了一系列功能强大的后处理工具,可以对仿真结果进行可视化、统计和分析,帮助工程师更好地理解和评估产品的性能。
2. 为什么需要输出宏变量?在UG后处理过程中,宏变量是一种非常有用的工具。
宏变量可以用来存储和管理各种数值和数据,包括几何参数、边界条件、材料特性等。
通过输出宏变量,我们可以将计算结果和分析数据导出到外部文件,方便后续的处理和使用。
输出宏变量可以帮助我们快速提取关键信息,进行更深入的分析和优化。
3. 如何在UG中输出宏变量?UG提供了多种方式来输出宏变量。
下面将介绍几种常用的方法:3.1 使用Post Output宏UG中的Post Output宏是一种用于输出宏变量的脚本工具。
通过编写Post Output 宏,我们可以指定要输出的宏变量和输出的格式。
在UG的后处理过程中,我们可以通过调用Post Output宏来执行输出操作。
具体步骤如下:1.打开UG软件,并加载需要进行后处理的模型。
2.进入后处理环境,在菜单栏中选择”Post Processing” -> “Macro” ->“Post Output”。
3.在弹出的对话框中,选择要输出的宏变量和输出的文件路径。
4.点击”OK”按钮,UG会自动执行Post Output宏,并将宏变量输出到指定的文件中。
3.2 使用Journal文件UG中的Journal文件是一种记录用户操作的脚本文件。
我们可以通过编写Journal 文件来实现自动化的后处理操作,包括输出宏变量。
具体步骤如下:1.打开UG软件,并加载需要进行后处理的模型。
2.在菜单栏中选择”Tools” -> “Journal”,打开Journal编辑器。
3.在Journal编辑器中,编写输出宏变量的脚本代码,包括定义宏变量、执行后处理操作和输出宏变量到文件等。
UG-后处理程序解析
6: 自动换刀格式此程序没有输出,以上更改可使用搜索字符方式快速查找。
7: 未说明的其它格式参数请不要随意更改。
UG刀路回放
000001.pim
%,MX--, ;(JIATIE COMPANY Tel:0769-3000000;This is for nx4) N0010 G17 G90 N0012 G53 Z0 S10000 M03 M08 N0014 G51 E0.01 N0016 G54 N0018 G04 K500 N0020 G43 D1 ;(ToolName=D10 D=10.00 R=0.00 ) N0024 G00 X0.0 Y-24.15 S10000 M03 N0026 Z15. N0028 Z2.7 N0030 G01 Z-.3 F3000. N0032 Y-21.15 N0034 X-16. F5000. N0036 G02 X-21.15 Y-16. I0.0 J5.15 N2380 G00 Z15. N2382 M09 N2384 G53 Z-1 N2386 M05 N2388 G53X0Y0 M30 %,MX--,
UG 后处理
龚老师-----制作
1:在产生完一系列刀具路径后,需要将这些刀具路径按其在机床中的加 工顺序排列,然后对它们进行后处理,产生机床代码文件 .NC PIM 或其 它后缀格式。
2:如果机床具有自动换刀功能,则可将不同尺寸刀,则仅可将尺寸相同的 刀具的刀具路径组合在一组。
2:此后处理开启了螺旋下刀圆弧输出。(若你机床不接受此格式) 关闭螺旋下刀圆弧输出:打开dochop.tcl 文件 PB_CMD_init_helix 更改成 # PB_CMD_init_helix
最新UG后处理制作说明详解精品课件

8
UG_Post-Builder界面(jièmiàn)介紹
3.2.1 Program (程序(chéngxù)和刀軌參數)
Quality Assurance
Program Start Sequence(定義程序頭)﹕定義程式頭事件(shìjiàn)。例如﹕程式頭 的”%”,程式名﹑刀具名。
Operation Start Sequence(操作頭):定義從操作開始 到第一個切削運動之間的事件。每一個操作都有
Prinntt DDaattee::1111/4/4/2/0220121
foxsemicon第in二te页gr,a共te5d0t页ec。hnology Inc.
CONFIDENTIAL
Presenter:
2
UG_Post-Builder界面(jièmiàn)介紹
步驟﹕
1.啟動UG_Post Builder
foxsemicon第i十nt四eg页ra,te共d5t0e页c。hnology Inc.
CONFIDENTIAL
Presenter:
14
UG_Post-Builder界面(jièmiàn)介紹
Quality Assurance
3.2.6 Custom Command(用戶指令(zhǐlìng))
Priinntt DDaattee::1111/4/4/2/0220121
foxsemicon第in十te二g页ra,te共d50t页ec。hnology Inc.
CONFIDENTIAL
Presenter:
12
UG_Post-Builder界面(jièmiàn)介紹
3.2.4 Word Summary (字地址(dìzhǐ)定義)
ug后处理技术简介
Unigraphics作为一种优秀CAD/CAM软件已被广泛应用于汽车、航空等领域,基础应用方面的文章也比较多,但对于加工后处理(postprocessing)这方面的文章却不多,本人结合自己的工作和在实际中遇到的几个问题,谈一下对后处理的认识以及应该注意的几个问题,尽量减少在实际应用中因后处理的不当所带来的损失(比如撞刀、过切等)。
我们利用UG加工模块产生刀轨,首要目的是为了加工工件,但我们不能直接将这种未修改过的刀轨文件传送给机床进行切削工件,因为机床的类型很多,每种类型的机床都有其独特的硬件性能和要求,比如它可以有垂直或是水平的主轴,可以几轴联动等。
此外,每种机床又受其控制器(controller)的控制,控制器接受刀轨文件并指挥刀具的运动或其它的行为(比如冷却液的开关),但控制器也无法接受这种未经格式化过的到轨文件,因此,刀轨文件必须被修改成适合于不同机床/控制器的特定参数,这种修改就是所谓的后处理。
后处理最基本的两个要素就是刀轨数据(Tool Path Data)和后处理器(A Postprocessor),如下图示:UG的后处理有两种方法:一种是利用MOM(Manufacturing Output Manager),一种是利用GPM(Graphics Postprocessor Module)。
MOM的工作过程如下:由上图我们知道,MOM后处理是将UG的刀轨作为输入,它需要两个文件,一个是Event Handler,扩展名为.tcl,包含一系列指令用来处理不同的事件类型;另一个是Definition File,扩展名为.def,包含一系列机床、刀具的静态信息。
这两个文件可以利用UG自带的工具POSTBUILD来生成。
当这两个文件生成后,我们要将它加入template_post.dat(..\\UGS180\MACH\resource\postprocessor)文件里才能使用,其格式如下:fanuc,${UGII_CAM_POST_DIR}fanuc.tcl,${UGII_CAM_POST _DIR}fanuc.defGPM的工作过程如下:由上图我们知道,GPM后处理是将刀轨源文件(the cutter location source file)作为输入,它需要一个MDF(machine datafile)即机床数据文件。
ug 多轴后处理 旋转角度 就近原则
UG多轴后处理是用来对CAD模型进行后期处理的一种技术。
在进行多轴后处理时,旋转角度的选择具有重要意义,通常需要遵循就近原则,以确保后处理结果的准确性和高效性。
下面将从多轴后处理的基本步骤和旋转角度选择的原则两方面进行详细探讨。
一、多轴后处理的基本步骤1. 模型准备在进行多轴后处理之前,首先需要准备好所需要进行后处理的CAD模型。
这包括对模型进行导入、几何体分析、边界修整等操作,确保模型的几何结构完整、准确。
2. 多轴设置在多轴后处理中,需要根据模型的特点和加工要求设置多轴参数。
这包括选择旋转轴的数量和位置、确定旋转顺序和角度范围等。
合理的多轴设置对后处理结果的质量和效率具有重要影响。
3. 后处理操作一旦多轴参数设置完毕,就可以进行后处理操作。
这包括对模型进行倾斜平面切削、多轴螺纹加工、多轴铣削等操作,以实现对模型的精密加工。
4. 仿真验证在完成后处理操作后,需要进行仿真验证,检查模型的加工质量和加工时间等指标。
根据仿真结果,可以对后处理操作进行调整和优化,以提高加工效率和准确性。
二、旋转角度选择的就近原则在进行多轴后处理时,选择旋转角度时需要遵循就近原则,即尽量选择距离当前位置最近的旋转角度。
就近原则的原则和好处主要体现在以下几个方面:1. 精确度就近原则可以有效提高后处理结果的精度。
选择距离当前位置最近的旋转角度,可以减少加工过程中的误差,确保模型加工的准确性和精度。
2. 效率遵循就近原则可以提高后处理操作的效率。
由于选择的旋转角度距离当前位置较近,可以减少加工路径的距离,从而减少加工时间和成本。
3. 兼容性就近原则可以提高多轴操作的兼容性。
选择距离当前位置最近的旋转角度,可以使得后处理操作相对简单和稳定,减少出现冲突或错误的可能性。
在实际应用中,为了遵循就近原则,通常需要进行严格的角度计算和选择。
这包括对模型的几何结构和特点进行分析,确定最优的旋转角度组合,以实现就近原则的应用。
UG多轴后处理旋转角度的选择需要遵循就近原则,以确保后处理结果的精确度、效率和兼容性。
ug海德汉系统后处理公差输出

ug海德汉系统后处理公差输出(原创版)目录1.UG 海德汉系统的概述2.海德汉系统后处理的含义3.公差的定义和作用4.UG 海德汉系统后处理公差输出的具体操作步骤5.后处理公差输出在实际应用中的重要性正文1.UG 海德汉系统的概述UG(Unigraphics)海德汉系统是一款广泛应用于机械制造行业的计算机辅助设计(CAD)与计算机辅助制造(CAM)软件。
该系统由德国海德汉公司开发,以强大的功能和便捷的操作在业内享有盛誉。
在制造业中,尤其是模具制造、汽车制造等领域,UG 海德汉系统已经成为工程师们的重要工具。
2.海德汉系统后处理的含义在 UG 海德汉系统中,后处理是指在完成产品设计、分析和编程后,对数据进行处理以满足生产需求的过程。
后处理的主要目的是将设计数据转换成数控机床可识别的指令,以便进行高精度的加工。
后处理的内容包括刀具路径模拟、加工仿真、NC 程序生成等。
3.公差的定义和作用公差是指允许产品尺寸偏离设计尺寸的范围。
在机械制造中,由于受加工设备、工艺和材料等因素的影响,产品尺寸往往会存在一定的偏差。
为了保证产品的互换性和使用性能,需要设定公差来控制尺寸偏差。
公差的设定有助于提高产品质量,降低废品率,节省生产成本。
4.UG 海德汉系统后处理公差输出的具体操作步骤(1)打开 UG 海德汉系统软件,导入需要进行后处理的模型文件。
(2)对模型进行分析,设置加工工艺和刀具路径。
(3)在后处理设置中,选择合适的公差参数,包括公差类型、公差值等。
(4)进行刀具路径模拟和加工仿真,检查公差设置是否合理。
(5)生成 NC 程序,导出为数控机床可识别的文件格式。
5.后处理公差输出在实际应用中的重要性在实际生产中,后处理公差输出对于保证产品质量和提高生产效率具有重要意义。
通过合理设置公差,可以有效地控制产品尺寸偏差,降低废品率。
同时,后处理公差输出有助于提高数控机床的加工精度,减少人工干预,提高生产自动化水平。
ug后处理技术简介
Unigraphics作为一种优秀CAD/CAM软件已被广泛应用于汽车、航空等领域,基础应用方面的文章也比较多,但对于加工后处理(postprocessing)这方面的文章却不多,本人结合自己的工作和在实际中遇到的几个问题,谈一下对后处理的认识以及应该注意的几个问题,尽量减少在实际应用中因后处理的不当所带来的损失(比如撞刀、过切等)。
我们利用UG加工模块产生刀轨,首要目的是为了加工工件,但我们不能直接将这种未修改过的刀轨文件传送给机床进行切削工件,因为机床的类型很多,每种类型的机床都有其独特的硬件性能和要求,比如它可以有垂直或是水平的主轴,可以几轴联动等。
此外,每种机床又受其控制器(controller)的控制,控制器接受刀轨文件并指挥刀具的运动或其它的行为(比如冷却液的开关),但控制器也无法接受这种未经格式化过的到轨文件,因此,刀轨文件必须被修改成适合于不同机床/控制器的特定参数,这种修改就是所谓的后处理。
后处理最基本的两个要素就是刀轨数据(Tool Path Data)和后处理器(A Postprocessor),如下图示:UG的后处理有两种方法:一种是利用MOM(Manufacturing Output Manager),一种是利用GPM(Graphics Postprocessor Module)。
MOM的工作过程如下:由上图我们知道,MOM后处理是将UG的刀轨作为输入,它需要两个文件,一个是Event Handler,扩展名为.tcl,包含一系列指令用来处理不同的事件类型;另一个是Definition File,扩展名为.def,包含一系列机床、刀具的静态信息。
这两个文件可以利用UG自带的工具POSTBUILD来生成。
当这两个文件生成后,我们要将它加入template_post.dat(..\\UGS180\MACH\resource\postprocessor)文件里才能使用,其格式如下:fanuc,${UGII_CAM_POST_DIR}fanuc.tcl,${UGII_CAM_POST _DIR}fanuc.defGPM的工作过程如下:由上图我们知道,GPM后处理是将刀轨源文件(the cutter location source file)作为输入,它需要一个MDF(machine datafile)即机床数据文件。
UG后处理制作说明

UG后处理制作说明一、背景介绍在UG后处理制作中,需要掌握UG软件的使用技巧,同时需要深入了解产品的工艺要求和制造过程的具体步骤。
本文将详细介绍UG后处理的制作过程以及注意事项,以帮助读者更好地理解和掌握这一技术。
二、UG后处理制作步骤1.导入CAD模型:通过UG软件,将产品的CAD模型导入到系统中。
可以选择直接导入已有的模型,也可以根据产品的要求自行绘制模型。
2.选择加工工艺:根据产品的几何形状、材料属性和工艺要求,选择合适的加工工艺。
可以在软件中选择现有的加工工艺,也可以根据具体需求自定义加工工艺。
3.修改模型:根据加工工艺的要求,对模型进行相应的修改。
可以对几何形状进行调整、尺寸进行修改,也可以调整材料属性和工艺参数。
4.优化模型:通过对模型的优化,使产品的制造和加工更加精确和高效。
可以通过优化几何形状、尺寸和工艺参数,减少材料和能源的消耗,提高产品的质量和性能。
5.生成工艺文件:根据模型的修改和优化结果,生成相应的工艺文件。
这些文件包括加工路径、加工顺序、工艺参数以及材料和设备的信息。
在生成工艺文件时,需要确保文件的准确性和完整性,以便后续的制造和加工工作。
6.验证工艺文件:通过对生成的工艺文件进行验证,确保文件的正确性和可行性。
可以使用模拟软件对工艺文件进行模拟和测试,以预测和解决可能存在的问题。
7.导出工艺文件:在验证工艺文件无误后,将其导出为可供机器使用的格式。
可以导出为G代码、STL文件等常见的机器语言格式,并将其保存到本地或上传到相应的设备。
三、UG后处理制作注意事项1.熟练掌握UG软件的使用技巧,了解其各个功能模块和操作方法。
在进行UG后处理制作时,可以更好地利用软件的功能,提高制作效率和质量。
2.了解产品的工艺要求和制造过程的具体步骤。
可以与工艺工程师、制造工程师和加工工人进行沟通和交流,深入了解产品的制造和加工需求。
3.对模型的修改和优化要有清晰的思路和目标。
通过对几何形状、尺寸和工艺参数的调整和优化,可以提高产品的制造精度和加工效率。
UG_后处理技巧说明[1]
![UG_后处理技巧说明[1]](https://img.taocdn.com/s3/m/b016a713b9d528ea81c779f1.png)
UG 后处理(后面有点UG与VERICUT)要适当的提高自己的英语水平1.0.0:打开后处理工具卡1.2.0:进入创建后处理文件页面1.2.1 创建一个新的后处理文件这里输入文件名(英文)这一区域是你的输出是否记录选项此区域左边为机床行程数据右边为机床原点数据此区域左边为机床精度小数右边为机床快速进给G00速度其他选项默认就可以了然后进入下一页面点击这里这一选项进行修改你的程序头程序尾中间换刀程序衔接道具号道具属性显示的添加进行讲解此选项为程序头选项此选项为增加程序条命令点击它可以拖入程序条就像这样这里的垃圾桶通样你不想要的此条可以删除下面讲解通用的编程设置下面图片是默认的设置此选项为N码关闭此选项为N码开启一般都是把这条此选项需要更改改成你需要的G40 G49 G80 G90既可单击这条词条就可修改进入下一画面把不需要的拖入垃圾桶通过此选项里的代码你可以找到你想要的改好后点击OK既可安全起见最好加入个Z轴回零命令拉入一个词条框添加一个新的词条框如果你想把词条框放在哪个词条框的周围只要看好词条对应放置位置变白既可松掉鼠标下面进入新词条选项里点击这里可以加入你要的词条而我们需要的是G00 G91 G28 Z0 命令可以用文本形式输入就是这里选择第二个选项“TEXT”文本点击Add word 拉入这个区域同样变白放置输入你要的文本G00 G91 G28 ZO 点击OK 既可程序头设定完成就是这个效果看下图如果需要加入O号下面编辑你的换刀过程点击中文意思就是操作开始步骤在这里你可以加入你需要的道具信息N号的开关M8 M9的开关设置G43H00等设置下面先讲解N号的加入加入N号我们只需要拉两个N号开关词条就可以选择这一选项拉到上面是N号开然后拉入在下面既可下面加入刀具信息找到这个选项操作员消息拉入N号关后面输入命令MOM_output_literal “( 刀具名称:$mom_tool_name )”MOM_output_literal “( 刀具直径:$mom_tool_diameter )”MOM_output_literal “( 刀具R角半径:$mom_tool_corner_radius )”想要哪个信息就输入哪行如果要两个以上就飞边拉入词条输入这项编辑完毕单击蓝色的区域机床控制Machine Control 进入一下界面我们只要在G43后加上M8既可完成此项设定然后点击进程动作设定我们只需要修改中间的那个G02 G03的进入下一页面修改这里把Vector-Arc Center to Start 该为Vector-Arc Start to Center 修改后OK 推出不改出程序带R的带圆的程序就是乱做一团。
UG 后处理技巧说明.
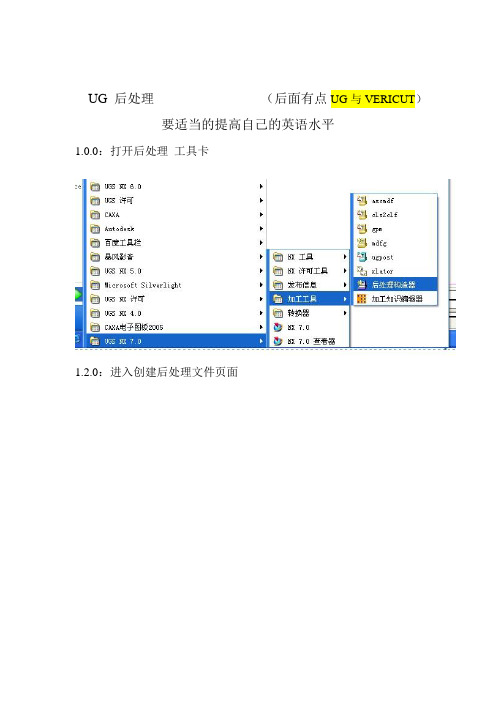
UG 后处理(后面有点UG与VERICUT)要适当的提高自己的英语水平1.0.0:打开后处理工具卡1.2.0:进入创建后处理文件页面1.2.1 创建一个新的后处理文件这里输入文件名(英文)此区域Inches 英制单位Millimeters 公制设定此区域轴选项3-轴4-轴或5轴这里只讲解3轴通用设定此区域为机床类型设定Generic 通用的Library 浏览自带机床User’s 用户自定义此区域描述你的后处理单只能输入英文选择完自己需要的格式后处理单击OK 进入下一步这一选项进行修改你的程序头程序尾中间换刀程序衔接道具号道具属性显示的添加进行讲解此选项为程序头选项此选项为增加程序条命令点击它可以拖入程序条就像这样这里的垃圾桶通样你不想要的此条可以删除下面讲解通用的编程设置下面图片是默认的设置此选项为N码关闭此选项为N码开启一般都是把这条此选项需要更改改成你需要的G40 G49 G80 G90既可单击这条词条就可修改进入下一画面把不需要的拖入垃圾桶通过此选项里的代码你可以找到你想要的改好后点击OK既可安全起见最好加入个Z轴回零命令拉入一个词条框添加一个新的词条框如果你想把词条框放在哪个词条框的周围只要看好词条对应放置位置变白既可松掉鼠标下面进入新词条选项里点击这里可以加入你要的词条而我们需要的是 G00 G91 G28 Z0 命令可以用文本形式输入就是这里选择第二个选项“TEXT”文本点击 Add word 拉入这个区域同样变白放置输入你要的文本G00 G91 G28 ZO 点击OK 既可程序头设定完成就是这个效果看下图如果需要加入O号下面编辑你的换刀过程点击中文意思就是操作开始步骤在这里你可以加入你需要的道具信息 N号的开关 M8 M9的开关设置 G43H00等设置下面先讲解 N号的加入加入N号我们只需要拉两个 N号开关词条就可以选择这一选项拉到上面是N号开然后拉入在下面既可下面加入刀具信息找到这个选项操作员消息拉入 N号关后面输入命令MOM_output_literal “( 刀具名称:$mom_tool_name )”MOM_output_literal “( 刀具直径:$mom_tool_diameter )”MOM_output_literal “( 刀具R角半径:$mom_tool_corner_radius )”想要哪个信息就输入哪行如果要两个以上就飞边拉入词条输入这项编辑完毕单击蓝色的区域机床控制 Machine Control 进入一下界面我们只要在G43后加上M8既可完成此项设定然后点击进程动作设定我们只需要修改中间的那个 G02 G03的进入下一页面该为Vector-Arc Start to Center 修改后OK 推出不改出程序带R的带圆的程序就是乱做一团。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
首页 | 新闻 | 技术 | 视频 | 博客 | 在线研讨会 | 论坛 | 活动 | OEM 搜索 | 电子通讯加入收藏 | 使用帮助您的位置: designnews 技术论坛 → 工程软件与硬件 → PLM 与PDMTotal 6回帖, Page 1/1UG/POST 后处理综述#1Bas可用积分:676全部积分:2317等级:☆☆☆☆文简明扼要地介绍了UG/Post 后处理器的基本概念,组成及内容,目的是使广大读者上对UG/Post 有所了解和认识,文章深入浅出,实用性强,是一篇不可多得的普及力作 一、后处理简述 无论是哪种CAM 软件,其主要用途都是生成在机床上加工零件的刀具轨迹(简称刀轨来说,不能直接传输CAM 软件内部产生的刀轨到机床上进行加工,因为各种类型的理结构和控制系统方面可能不同,由此而对NC 程序中指令和格式的要求也可能不同此,刀轨数据必须经过处理以适应每种机床及其控制系统的特定要求。
这种处理,在大多数CAM软件中叫做“后处理”。
后处理的结果是使刀轨数据变成机床能够识别的刀轨数据,即NC代码。
可见,后处理必须具备两个要素:刀轨——CAM内部产生的刀轨;后处理器——是一个包含机床及其控制系统信息的处理程序。
UG系统提供了一般性的后处理器程序——UG/Post,它使用UG内部刀轨数据作为输入,经后处理后输出机床能够识别的NC代码。
UG/Post有很强的用户化能力,它能适应从非常简单到任意复杂的机床及其控制系统的后处理。
二、UG/Post组成结构提到UG/Post后处理器,不得不简单的介绍一下MOM(Manufacturing Output Manager),即加工输出管理器。
MOM是UG提供的一种事件驱动工具,UG/CAM模块的输出均由它来管理,其作用是从存储在UG/CAM内的数据中提取数据来生成输出。
UG/Post就是这种工具的一个具体运用。
MOM是UG/post后处理器的核心,UG/post使用MOM来启动解释程序,向解释程序提供功能和数据,并加载事件处理器(Event Handler)和定义文件(Definition File)。
除MOM外,UG/post主要由事件生成器、事件处理器、定义文件和输出文件等四个元素组成。
一旦启动UG/POST后处理器来处理UG内部刀轨,其工作过程大至如下:事件生成器从头至尾扫描整个UG刀具轨迹数据,提取出每一个事件及其相关参数信息,并把它们传递给MOM去处理;然后,MOM传送每一事件及其相关参数给用户预先开发好的事件处理器,并由事件处理器根据本身的内容来决定对每一事件如何进行处理;接着事件处理器返回数据给MOM作为其输出,MOM读取定义文件的内容来决定输出数据如何进行格式化;最后,MOM 把格式化好的输出数据写入指定的输出文件中。
图1描述了这些概念及内容。
图1 UG/post的工作过程示意图三、UG/Post的组成元素下面进一步介绍组成UG/Post的四个基本元素。
1.事件生成器事件生成器是UG提供的一个程序,它从UG文件(Part)中提取刀轨数据,并把它们作为事件和参数传送给MOM。
每一特定事件在机床运行时将导致一些特别的机床动作,存储在与这个事件相关的参数中的信息用来进一步确定这些特别的机床动作。
比如,一个“Linear-Move”事件将导致机床驱动刀具沿直线移动,而具体移动到的位置则由存储在与此事件相关的参数X、Y、Z中的数值来进一步确定。
在这个例子中,事件生成器将触发“Linear-Move”事件,并且将代表终点位置的数据装入相应的参数X、Y、Z,然后这些信息传送到MOM去处理。
UG/Post的事件很多,分为五大类:设置事件(Setup-event)、机床控制事件(Machine Control event)、运动事件(Move event)、固定循环事件(Cycle event)、用户定义事件(User Defined event)等。
有关事件及其相关参数的详细描述,可参见UG的帮助文档。
在进行后处理时,事件生成器生成各事件有一定的顺序,并且这个顺序是固定的,不能改变。
其生成顺序大致如下:Start of ProgramStart Post UDE’s attached to t he programStart of GroupStart Post UDE’s attached to the groupMachine ModeStart of PathStart Post UDE’s attached to the operationFirst Tool (Tool Change,No Tool Change)Load ToolMSYSInitial Move (Initial Move,First Move)Tool PathEnd Post UDE’s attached to the operationEnd of PathEnd Post UDE’s attached to the groupEnd of groupEnd Post UDE’s attached to the programEnd of program2.事件处理器事件处理器是为特定机床及其控制系统开发的一套程序。
每个事件的处理函数必须包含一系列指令去处理用户希望UG/Post处理的事件,这些指令将定义刀轨数据如何被处理,以及每个事件在机床上如何被执行。
用来定义事件处理器指令的计算机语言是TCL(Tool command language)。
TCL是一种解释型的计算机语言,以其小巧、灵活、功能强大、易于扩展、易于集成而闻名。
当UG/Post进行后处理时,TCL语言的解释器充当了UG/Post的转换器。
对于用户希望UG/Post去处理的每个事件,必须有一个TCL过程与之对应。
事件生成器触发一个事件时,MOM将调用与之对应的TCL过程去处理该事件,并把与此事件相关的参数作为全局(Global)变量传送给处理它的TCL过程。
如果不希望事件处理器去处理某个特别的事件,在事件处理器中不要包含处理该事件的TCL过程或使该事件的TCL过程为空即可。
另外,处理事件的TCL过程名必须与事件生成器触发的事件名统一。
比如,处理Tool change(换刀)事件的TCL过程名必须是MOM_tool_change。
3.定义文件定义文件主要包含与特定机床相关的静态信息。
因为机床的多样性,至少每类机床需要一个定义文件。
大多数NC机床使用地址(Address)这一概念来描述控制机床的各个参数。
比如,X 地址用来存储机床移动时终点的X坐标值。
NC程序中的每个命令行通过改变地址的值来达到改变机床状态的目的,而机床加工工件的过程实际上就是一系列机床状态发生改变的过程。
UG/Post实现了一定的机制,使用定义文件中的信息来格式化NC指令。
正如事件处理器一样,UG/Post的这种机制本质上也是由TCL语言来实现的,只不过是TCL语言核心的扩展。
定义文件包含下列内容:(1)一般的机床信息,如机床是铣床还是车床,是三轴还是五轴等;(2)机床支持的地址,如X、Y、Z、A、B、C、T、M等;(3)每个地址的属性,如格式、最大值、最小值等;(4)模块,它们描述多个地址如何组合在一起来完成一个机床动作。
比如,命令G01 X[Xval]Y[Yval] Z[Zval]完成一个直线移动。
4.输出文件在UG/post执行时,即后处理时,用户指定一个文件来存储后处理生成的NC指令,这个指定的文件就是输出文件。
输出文件的内容由事件处理器来控制,而输出文件中NC指令的格式由定义文件来控制。
有了包含NC指令的输出文件后,这个文件就可以传送到机床上进行加工了。
四、UG/Post的开发方法UG/Post的开发,其核心是TCL语言的运用。
如前所述,TCL是一种解释型的计算机语言,由John K. Ousterhout于加洲大学伯克利分校开发成功,目前由SUN微系统公司提供支持和维护。
TCL是一款自由软件,并且它可支持Unigraphics NX当前支持的所有平台。
虽然本质上都是使用TCL语言,但具体实现上却有两种途经:PostBuilder和手工编程PostBuilder是UG系统为用户提供的后处理器开发工具。
使用它用户只需要根据自己机床的特点,在GUI环境下进行一系列的设置即可完成后处理器的开发。
值得一提是,使用PostBuilder不仅生成事件处理器文件(*.tcl)、定义文件(*.def),还生成一个特别的文件(*.pui)。
这个文件是专供PostBuilder使用的,记录着关闭PostBuilder时的配置,对后处理器来说,这个文件是多余的。
关于PostBuilder的更多信息可参见UG帮助文档。
手工开发后处理器,就是直接用TCL语言编写事件处理器文件(*.tcl)和定义文件(*.def)。
这要求用户具有TCL语言的基本知识,同时,还要了解UG对TCL语言的扩展部分。
虽然手工开发后处理器对用户技能要求较高,但手工开发灵活、方便,开发的后处理器精炼、易懂、执行效率高。
五、UG/Post的安装及使用一旦用户结合自己的机床特性,使用TCL开发好了后处理器,接下来就要考虑如何向UG系统安装它,以及如何在UG系统中使用它了。
1.安装后处理为了使一个后处理程序能够在UG中进行使用,必须在后处理配置文件中注册、安装它。
UG系统默认的后处理配置文件及其在注册表中的位置为$ {UGII_BASE_DIR}\MACH\ resource\postprocessor\template.dat。
该文件中,“#”开始的行为注释行,其他每一行为一个后处理器注册项,其格式为:后处理器名,包含路径的事件处理器文件,包含路径的定义文件例如,MILL_3_AXI S,${UGII_CAM_POST_DIR}mill3ax.tcl,${UGII_CAM_POST_DIR}mill3ax.def。
2.使用后处理当后处理器安装好后就可以使用了,具体的做法如下:打开已经做好加工操作(Operation)的UG文件,选取一个或多个加工操作,点击“Manufacturing Operations”工具条上“UG/POST postprocess”图标(见图2),出现如图3所示的对话框,在对话框中选取特定机床的后处理器以及输入输出文件的名称,点击Ok或Apply即可生成输出文件。
图2 Manufacturing Operations的部分工具条图3 后处理对话框六、结束语UG后处理是UG/CAM应用的关键技术之一,随UG系统提供的后处理器一般不能适应各企业的机床多样性,因此学习、开发和维护UG后处理器是各UG/CAM用户必须注意的环节。