SMT生产车间人员机构配置
SMT车间规划及预算
根据设备使用状况,需定期进行保养, 如更换磨损件、润滑等。此项费用根 据设备供应商提供的保养计划而定。
03
SMT原材料及耗材预算
电子元器件预算
总结词
电子元器件是SMT生产中的核心材料, 其预算需要根据生产需求和工艺要求进 行精确计算。
VS
详细描述
电子元器件的预算需要考虑不同规格、品 牌和质量等级的元器件,根据生产计划和 工艺要求,精确计算每种元器件的需求量 ,并考虑到元器件的损耗和安全库存需求 。
优先级调整
在预算调整过程中,根据企业战略目标和实际情况,优先保障重点 项目的预算需求。
沟通协作
加强部门间的沟通协作,共同商讨预算调整方案,确保预算调整的 科学性和合理性。
THANK YOU
感谢聆听
质量检测流程
制定质量检测流程,确保产品 质量符合要求。
02
SMT设备投资预算
设备购买费用
设备型号与规格
根据生产需求选择合适的设备型号和规格,确保 设备性能稳定、生产效率高。
设备供应商
选择有良好信誉和售后服务的供应商,确保设备 质量和售后服务的可靠性。
设备价格谈判
在购买设备时,应进行价格谈判,争取获得更好 的价格和优惠条件。
空间利用
充分利用车间空间,合理安排设备布局,提高空间 利用率。
设备选型与配置
02
01
03
设备需求分析
根据生产工艺和能需求,分析所需设备的种类和数 量。
设备性能比较
对比不同供应商的设备性能、价格、可靠性等方面的 优劣。
设备配置优化
根据实际生产需求,优化设备配置,提高设备利用率 。
人员培训与组织
80%
05
SMT生产车间布局方案2020.04.29

2016.04.29SMT生产车间规划事项目录1. 基本概述1.1车间现状 (3)1.2 预留产能可扩展空间要求 .................................................................... ..32.车间布局2.1细节要求................................................................................................ . (4)2.2 车间布局........................................................................................ . ... ... .53. 工作条件 (6)3.1 电源 (6)3.2 供电线缆 (7)3.3 电气控制箱 (7)3.4气路配置 (7)3.4气管 (7)3.5压缩空气 (7)4.安装条件 (8)4.1 温度.......................................................................................................... .8 4.2 湿度.. (8)4.3 空气 (8)5. 地面条件 (9)5.1 地面强度 (9)5.2 地面材料 (9)6. 费用 (10)1. 基本概述 1.1车间现状生产中心一楼车间长度是44米,宽度为27米,总面积为1152平方米(不包含工装治具房),目前厂车前间面地为普通的水磨石地面,且没有建立起防静电系统,无法满足SMT 车间的防静电要求,车间预留两个接地端子,后续可以建立SMT 车间的静电防护系统。
车间内无调空和加湿设备,无法满足SMT 车间对温湿间控度制的要求。
目前2条线备用车间电力充足,够满车足车间内所有设备的电力需求。
最新SMT车间如何规划
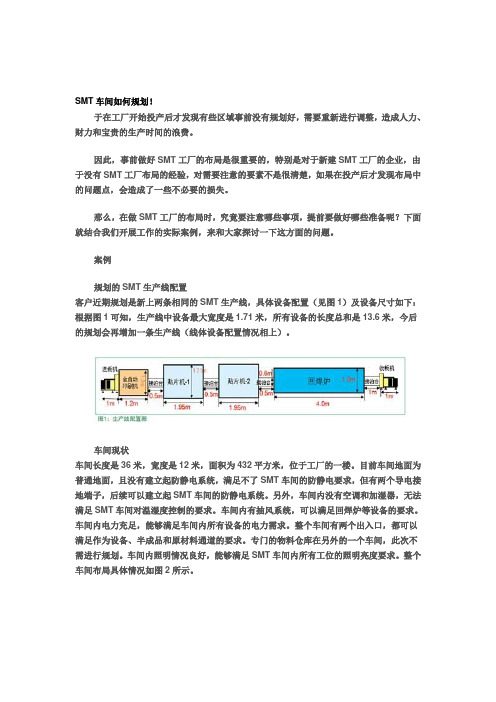
SMT车间如何规划!于在工厂开始投产后才发现有些区域事前没有规划好,需要重新进行调整,造成人力、财力和宝贵的生产时间的浪费。
因此,事前做好SMT工厂的布局是很重要的,特别是对于新建SMT工厂的企业,由于没有SMT工厂布局的经验,对需要注意的要素不是很清楚,如果在投产后才发现布局中的问题点,会造成了一些不必要的损失。
那么,在做SMT工厂的布局时,究竟要注意哪些事项,提前要做好哪些准备呢?下面就结合我们开展工作的实际案例,来和大家探讨一下这方面的问题。
案例规划的SMT生产线配置客户近期规划是新上两条相同的SMT生产线,具体设备配置(见图1)及设备尺寸如下:根据图1可知,生产线中设备最大宽度是1.71米,所有设备的长度总和是13.6米,今后的规划会再增加一条生产线(线体设备配置情况相上)。
车间现状车间长度是36米,宽度是12米,面积为432平方米,位于工厂的一楼。
目前车间地面为普通地面,且没有建立起防静电系统,满足不了SMT车间的防静电要求,但有两个导电接地端子,后续可以建立起SMT车间的防静电系统。
另外,车间内没有空调和加湿器,无法满足SMT车间对温湿度控制的要求。
车间内有抽风系统,可以满足回焊炉等设备的要求。
车间内电力充足,能够满足车间内所有设备的电力需求。
整个车间有两个出入口,都可以满足作为设备、半成品和原材料通道的要求。
专门的物料仓库在另外的一个车间,此次不需进行规划。
车间内照明情况良好,能够满足SMT车间内所有工位的照明亮度要求。
整个车间布局具体情况如图2所示。
客户的要求1、对目前新搬入的生产线以及相关辅助工具、区域进行定位;2、整个车间能够满足未来三条生产线的架设和生产要求,不需对规划区进行重新调整;3、将每条生产线的起始位置尽量保持一致,使整个车间整齐有序地排列三条生产线。
课题分析针对该客户的要求,我们首先分析了怎样进行生产线定位;而在定位生产线之前,我们考虑了以下几点:1、SMT设备应避开立柱并与其保持一定的距离,该距离为设备装好物料后至少可以通过一辆送料车;2、SMT设备外框需用斑马线进行划分,斑马线与设备的间距为设备装好物料后向外延伸50公分以上;3、两条生产线最佳间距为外框之间相隔1.2米以上;4、线尾一般规划一个检查返修区域,质检人员可在线尾区域进行抽检。
SMT自动化生产线方案

SMT自动化生产线方案一、背景介绍随着电子产品的快速发展和市场需求的增加,SMT(表面贴装技术)自动化生产线成为电子创造业中不可或者缺的一部份。
SMT自动化生产线能够实现高效、精确的电子元器件贴装,提高生产效率和质量。
本文将详细介绍SMT自动化生产线的方案,包括设备配置、工作流程、技术要求等。
二、设备配置1. 贴片机:负责将电子元器件精确贴装到PCB(Printed Circuit Board,印刷电路板)上。
常见的贴片机有X轴和Y轴挪移的单头贴片机和多头贴片机,多头贴片机能够同时贴装多个元器件,提高贴装效率。
2. 焊接设备:包括波峰焊机和回流焊机,用于焊接贴装好的电子元器件。
波峰焊机通过波峰熔化焊锡,将元器件与PCB焊接在一起;回流焊机通过加热和冷却过程,实现焊接。
3. 传送设备:包括输送带和传送机械手,用于将PCB从一工作站传送到另一工作站,实现自动化生产线的流程。
4. 检测设备:包括自动光学检测机和X光检测机,用于检测贴装和焊接的质量,确保产品符合标准。
5. 辅助设备:包括印刷机、贴装机、烘烤机等,用于辅助生产线的工作。
三、工作流程1. 准备工作:包括准备PCB、元器件和焊接材料,设置贴片机和焊接设备的参数。
2. 贴装工序:将PCB放置在传送设备上,传送到贴片机工作站。
贴片机根据预设的程序,将电子元器件精确贴装到PCB上。
3. 焊接工序:将贴装好的PCB传送到焊接设备工作站。
波峰焊机通过波峰熔化焊锡,将元器件与PCB焊接在一起;回流焊机通过加热和冷却过程,实现焊接。
4. 检测工序:将焊接好的PCB传送到检测设备工作站。
自动光学检测机和X光检测机对贴装和焊接的质量进行检测,确保产品符合标准。
5. 包装工序:将通过检测的产品进行包装,准备出货。
四、技术要求1. 精确度要求:贴片机和焊接设备需要具备高精度的运动控制和定位能力,以确保电子元器件的精确贴装和焊接。
2. 自动化程度要求:生产线需要实现自动化的工作流程,减少人工操作和人为错误,提高生产效率和产品质量。
制造部SMT课组织架构及岗位职责描述汇编
√ 10% √
标准进行修订。
2.1 对每天的生产计划进行确认。
√
2.2 根据每天的生产日报,把握品质与生 产状况。
√
2.3 随时对生产现场的巡视,确认制造品 质及生产效率、安全问题。
√
2.4 新机种试作时的指导,并参与对问题 点的总结。
√
2.5 生产部内部品质会议、生产会议。
统计员岗位描述,删除技术系岗位描述。
A/4
1、修改 SMT 课长岗位描述
2016 年 月 日
2、增加 SMT 操作员、SMT AOI 检查员及 SMT 目
视检查员岗位描述。
Remark 备注
ISO SYSTEM OFFICE ISO 体系办公室
SIGNATURE 签署
制定 : 审查 : 批核 :
DATE 日期
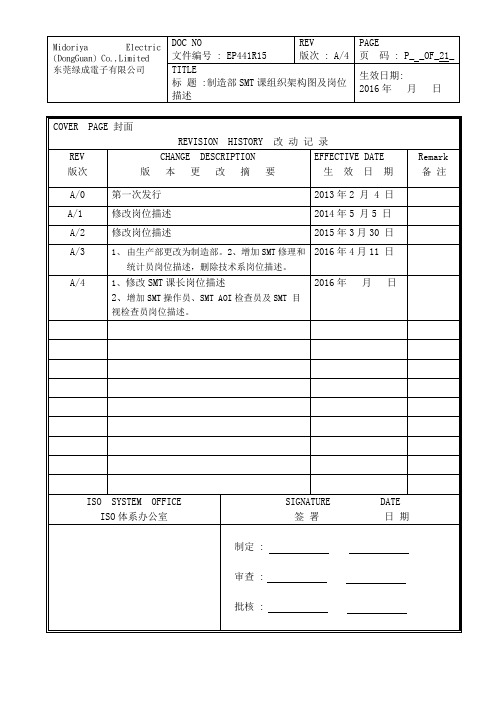
东莞绿成電子有限公司
DOC NO
REV
文件编号 : EP441R15
版次 : A/4
TITLE
标 题 :制造部 SMT 课组织架构图及岗位
描述
PAGE 页 码 : P_ _OF_21_
生效日期: 2016 年 月 日
SMT 课生产系长岗位描述
部门
制造部
课别
SMT 课
岗位名称
生产系长
工 作 对 象 制造部(SMT 车间)
生效日期: 2016 年 月 日
四、量化管理
五、机构设置
六、5S 及安全
七、其它 1、教育 2、工作经验 3、知识
任 职 资 格 4、技能/能力
5、其它
2、针对 IPQC 及检查员所检查的问题点进行 总结分析并及时反馈到相关部门进行处 理
SMT车间如何规划
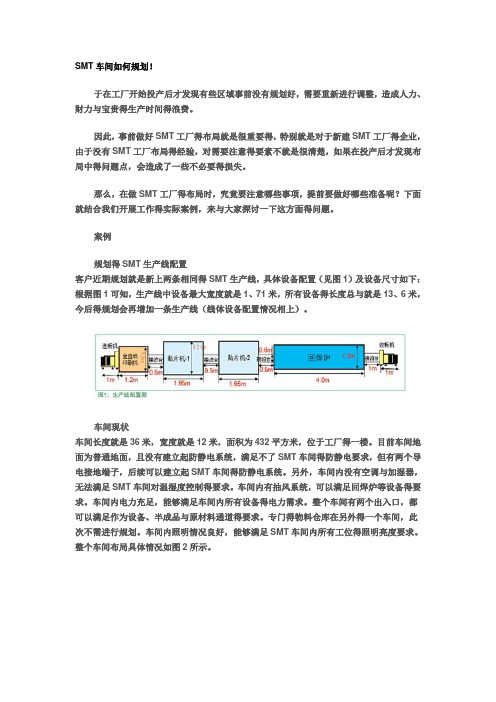
SMT车间如何规划!于在工厂开始投产后才发现有些区域事前没有规划好,需要重新进行调整,造成人力、财力与宝贵得生产时间得浪费。
因此,事前做好SMT工厂得布局就是很重要得,特别就是对于新建SMT工厂得企业,由于没有SMT工厂布局得经验,对需要注意得要素不就是很清楚,如果在投产后才发现布局中得问题点,会造成了一些不必要得损失。
那么,在做SMT工厂得布局时,究竟要注意哪些事项,提前要做好哪些准备呢?下面就结合我们开展工作得实际案例,来与大家探讨一下这方面得问题。
案例规划得SMT生产线配置客户近期规划就是新上两条相同得SMT生产线,具体设备配置(见图1)及设备尺寸如下:根据图1可知,生产线中设备最大宽度就是1、71米,所有设备得长度总与就是13、6米,今后得规划会再增加一条生产线(线体设备配置情况相上)。
车间现状车间长度就是36米,宽度就是12米,面积为432平方米,位于工厂得一楼。
目前车间地面为普通地面,且没有建立起防静电系统,满足不了SMT车间得防静电要求,但有两个导电接地端子,后续可以建立起SMT车间得防静电系统。
另外,车间内没有空调与加湿器,无法满足SMT车间对温湿度控制得要求。
车间内有抽风系统,可以满足回焊炉等设备得要求。
车间内电力充足,能够满足车间内所有设备得电力需求。
整个车间有两个出入口,都可以满足作为设备、半成品与原材料通道得要求。
专门得物料仓库在另外得一个车间,此次不需进行规划。
车间内照明情况良好,能够满足SMT车间内所有工位得照明亮度要求。
整个车间布局具体情况如图2所示。
客户得要求1、对目前新搬入得生产线以及相关辅助工具、区域进行定位;2、整个车间能够满足未来三条生产线得架设与生产要求,不需对规划区进行重新调整;3、将每条生产线得起始位置尽量保持一致,使整个车间整齐有序地排列三条生产线。
课题分析针对该客户得要求,我们首先分析了怎样进行生产线定位;而在定位生产线之前,我们考虑了以下几点:1、SMT设备应避开立柱并与其保持一定得距离,该距离为设备装好物料后至少可以通过一辆送料车;2、SMT设备外框需用斑马线进行划分,斑马线与设备得间距为设备装好物料后向外延伸50公分以上;3、两条生产线最佳间距为外框之间相隔1、2米以上;4、线尾一般规划一个检查返修区域,质检人员可在线尾区域进行抽检。
SMT产能预估及人员配置

D
PB
41600
1000
998
21965
SMT产能评估:
SMT Production Capacity Assessment
3.长期规划
依未来设备CPH 70%估算产能(8 lines),目前产品以PB(平均1000点)及 MB(平均3000点)为主,规划Line AD以生产PB为主,Line BC以生产MB 为主,预估产能如下:
三、各线可生产cph (原厂规格)
Line A:100000*1+4000*1=104000 cph Line B:100000*2+4000*1=204000 cph
Line C:100000*2+4000*1=204000 cph
Line D:100000*1+4000*1=104000 cph
Line A:104000 cph *70%= 72800 cph Line B:204000 cph *70%= 142800 cph
Line C:204000 cph *40%= 81600 cph
Line D:104000 cph *40%= 41600 cph
Line C:204000 cph *70%= 142800 cph
SMT产能评估:
SMT Production Capacity Assessment
四、各阶段之cph
由于以上为厂商规格,唯实际数据会因PCB layout…等因素影响置件路 径而不同,依现况短期目标设为40%,长期目标设为70%,各线总cph 如下:
Line A:104000 cph *40%= 41600 cph Line B:204000 cph *40%= 81600 cph
SMT架构图与岗位职责概述

• 报表整理及统计 • 1、每小时填写白板的同时,并做好《生产 时报表》,记录每小时的产量、生产工时 统计、生产效率达成率等,当班下班后将 此报表交到文员处统计。 • 2、当天的非生产原因造成的异常,在《异 常工时记录表》上记录异常工时并上交。 • 3、管辖范围内所有人员的考勤记录,每天 记录在《员工考勤记录表》内并上交。月 底对所有员工考勤核算汇总。
32
• 交接班工作
• 1、制定工作交接本,各班拉长在交接本上 记录当班生产状况、品质状况以及异常的 处理方式和需继续跟进的事项、下一班的 工作安排等。 • 2、交接本记录需在当班下班前记录好,并 交下一班拉长签字确认,以利下一班在安 排工作及开早会时向所有人员提出注意。
33
(三)物料拉长
• 工作职责
8
• 2、作业程序
• Ⅰ、生产日报表、QC报表及生产能报表的 电子档输入 • ①、根据拉长每天早上8:10分前所提交的 手工报表,对其进行电子档输入、检查并 发放到相关部门; • ②、 如拉长在8:30前还未提交报表则也要 进行跟催,若仍未提交则反馈到部门主管 处;
9
• Ⅱ、各种报告的输入及流转
23
• 3、设计更改时,对产品状态进行区分,作 好序号管制,并分段导入设计更改,并做 相应记号。对设计变更产生的物料变化, 及时跟进物料的领料进度,同时将需退仓 的物料整理好,当天安排退回物料房。 • 4、当发生临时计划变更时,立即将暂停计 划的物料整理好,放置在指定区域。超过 两天未生产的物料,退回物料房。及时进 行下一计划的物料备料、上线工作。
• 7、 负责现场管理(7S)监督及指导工作。
35
• 8、 负责新机型、升级版本、样机板卡钢网 提前领板制作。 • 9、 负责每月物料损耗明细对账工作及月底 未完成计划对账工作。 • 10、负责SMT物料、物品的年中、年终盘 点工作。 • 11、完成领导交办的其他任务。
SMT生产车间布局规划要求说明

SMT生产车间布局规划要求说明目录1.基本概述1.1车间现状1.2预留产能可扩展空间要求2.车间布局2.1细节要求2.2车间布局3.工作条件3.1电源3.2供电线缆3.3电气控制箱3.4气路配置3.4气管3.5压缩空气4.安装条件4.1温度4.2湿度4.3空气5.地面条件5.1地面强度5.2地面材料6.费用1.基本概述1.1车间现状生产中心一楼车间长度是44米,宽度为27米,总面积为1152平方米(不包含工装治具房),目前厂车前间面地为普通的水磨石地面,且没有建立起防静电系统,无法满足SMT车间的防静电要求,车间预留两个接地端子,后续可以建立SMT车间的静电防护系统。
车间内无调空和加湿设备,无法满足SMT车间对温湿度的要求。
目前2条线备用车间电力充足,能够满足车间内所有设备的电力需求。
车间进入部分规划为后续的线边仓库,实现物料的快速配送。
1.2预留产能可扩展空间要求车间前期规划两条全自动化生产线,设备的尺寸示意图如图所示生产设备最大的宽度为1.6M,总长度为18米,依据SMT标准的配置,如图所示:现有设备缺少SPI及AOI,需预留相应的空间为4米,总设备的长度需保证在24米内,随着公司的快速发展,且现有的SMT贴片机无法满足现有的产能,预留两条可扩展的SMT生产线。
2.车间布局2.1细节要求SMT生产线需要的辅助工具及对各区域的位置要求:1、灭火器的放置区;灭火器要放置在立柱的旁边和SMT车间的四周,按照消防规定要求进行放置。
2、料架车的放置区;料架车位于SMT生产线的生产和机种切换时材料的更换,为了方便生产和提高材料更换的效率,最好把料架车放置在贴片机附近。
3、备料台的放置区;备料台主要用于生产过程中的备料和机种切换前的材料准备工作,因此,备料台要放置在贴片机附近,最好和料架车放在一起,便于备好料后直接放在料架车上。
4、印刷工位小桌放置区;辅助工具的放置,如擦拭纸、锡膏、酒精等,要放置在印刷机的附近以便于拿取使用,提高生产效率。
贴片车间人员配置情况汇报
贴片车间人员配置情况汇报根据公司生产计划和订单情况,贴片车间人员配置情况如下:
一、生产人员。
1. 贴片操作工,共计30人,分为两班倒,每班15人,负责贴片设备的操作和维护工作,保障生产线的正常运转。
2. 质检人员,共计8人,分为两组,每组4人,负责对贴片产品进行严格的质量检验,确保产品合格率达到标准要求。
3. 维修人员,共计5人,负责贴片设备的日常维护和维修工作,及时排除设备故障,保障生产线的持续稳定运行。
二、管理人员。
1. 车间主任,1人,负责车间的日常管理和生产计划的制定与调度工作。
2. 生产组长,2人,分别负责两个班次的生产管理和人员调配工作。
3. 质量主管,1人,负责质量管理和质量改进工作,协助质检人员进行质量检验和问题处理。
4. 安全员,1人,负责车间安全管理和生产现场的安全监督工作,确保生产安全。
三、辅助人员。
1. 仓管人员,3人,负责原材料和成品的出入库管理和库存盘点工作。
2. 环保人员,2人,负责车间环境的清洁卫生和废料的分类处理工作。
以上是贴片车间人员配置情况的汇报,我们将根据生产需求和工作任务,合理调配人员,确保生产线的高效稳定运行,提高产品质量和生产效率。
同时,我们将
加强对员工的培训和管理,不断提升员工的技术水平和工作素质,为公司的发展和壮大做出更大的贡献。
贴片车间人员配置情况汇报

贴片车间人员配置情况汇报根据公司生产计划和贴片车间生产情况,现对贴片车间人员配置情况进行汇报。
一、人员总体情况。
截止目前,贴片车间共有员工60人,其中包括操作工、质检员、设备维护人员和管理人员。
人员队伍结构合理,各岗位职责明确,工作稳定、积极性高。
二、操作工配置情况。
贴片车间操作工共计45人,按照生产计划合理分配,保证了生产线的正常运转。
操作工具备技术过硬,具备丰富的实战经验,能够熟练操作各类生产设备,熟悉生产工艺流程,确保了产品的质量和产量。
三、质检员配置情况。
质检员共计6人,分别负责不同环节的质检工作。
他们严格按照质量标准进行检测,确保产品质量符合要求。
质检员具备较强的责任心和细致的工作态度,对不合格品进行及时处理,保证了产品的质量稳定。
四、设备维护人员配置情况。
设备维护人员共计8人,分为机械维护和电气维护两个小组。
他们负责设备的日常维护保养和故障处理,确保设备的正常运转。
维护人员具备较强的技术能力和维修经验,能够快速、有效地处理设备故障,保证了生产线的稳定性。
五、管理人员配置情况。
贴片车间的管理人员共计3人,分别负责生产计划安排、人员调配和生产现场管理。
他们具备较强的组织协调能力和管理经验,能够有效地协调各个环节的工作,保证生产任务的完成。
六、人员培训情况。
为了提高员工的技术水平和工作效率,贴片车间定期组织各类技术培训和安全生产培训。
通过培训,员工的工作技能得到了进一步提升,工作态度和责任心也得到了增强,为生产工作提供了有力的保障。
七、结语。
贴片车间人员配置情况良好,各岗位人员各司其职,密切配合,共同努力,确保了生产任务的顺利完成。
下一步,我们将进一步加强人员管理和培训工作,提高员工的整体素质,为公司的发展和生产工作做出更大的贡献。
SMT生产线经典配置

一、普通SMT全自动线:上板机L+Printer+(接驳台C+SPI+返修台Rw)+Mounter+(接驳台+AOI+返修台)+Reflow+(接驳台+AOI+返修台)实现生产自动化,必须投入全自动印刷机--自动校准、印刷;实现PCB物流自动化,必须投入自动上、下板机--批量装载、收集;实现PCBA检测自动化,必须投入在线检测设备--SPI/AOI+缓冲返修机;二、节能SMT全自动线:1、两SMT线共享回流焊(省1台炉、炉省一半耗电、省一半QC人员):回流焊:共用双轨(PCB吸热差异大-双速,省1台单轨省电45%); 2合1设备:炉前增加1台,免人工搬运,省人、高效且质量稳定;若用双轨连线AOI,炉前炉后省单轨AOI各1台;若偏工业类PCBA-SMT产线,建议用双轨、双速回流焊。
2、3至5线共享回流焊(省N-1台炉、炉用1/N电、用1/N-AOI或QC人员):回流焊:双轨(PCB吸热差异大-双速,3-5线共享Reflow用电仅20-35%); 3/5合1设备:炉前加1台专用传送设备,省人、高效且质量稳定;若用双轨连线AOI,炉前炉后各省单轨连线AOI2-4台;典型FPC-SMT全自动生产线。
平移2合1范例(CycleTime足够>40Sec/线:用平移机或移栽机):转角2合1范例(CycleTime节奏<30Sec/线:用转角机):A.普通双轨SMT线:上板机+Printer+(接驳台+SPI+返修台)+Mounter+(接驳台+AOI+返修台)+Reflow+(接驳台+AOI+返修台)高效率:实贴速度>20万件/CPH,用于消费类PCBA-SMT大批量生产;贴片机因品牌型号异组合不同;只要速度平衡:印刷机、回流焊、SPI/AOI各工位各用1台,大大提高其使用效率;高品质、少人员:实现生产、物流、检测全自动化。
投入非常规接驳实现高效生产;投入缓冲储存设备实现异常状况成组批量处理;前提一硬件自动化:1条产线或几条产线至多用1全职操作工程师兼操作员;无人化:现场无固定岗位操作人员。
SMT车间如何规划

SMT车间如何规划!于在工厂开始投产后才发现有些区域事前没有规划好,需要重新进行调整,造成人力、财力和宝贵的生产时间的浪费。
因此,事前做好SMT工厂的布局是很重要的,特别是对于新建SMT工厂的企业,由于没有SMT工厂布局的经验,对需要注意的要素不是很清楚,如果在投产后才发现布局中的问题点,会造成了一些不必要的损失。
那么,在做SMT工厂的布局时,究竟要注意哪些事项,提前要做好哪些准备呢?下面就结合我们开展工作的实际案例,来和大家探讨一下这方面的问题。
案例规划的SMT生产线配置客户近期规划是新上两条相同的SMT生产线,具体设备配置(见图1)及设备尺寸如下:根据图1可知,生产线中设备最大宽度是1.71米,所有设备的长度总和是13.6米,今后的规划会再增加一条生产线(线体设备配置情况相上)。
车间现状车间长度是36米,宽度是12米,面积为432平方米,位于工厂的一楼。
目前车间地面为普通地面,且没有建立起防静电系统,满足不了SMT车间的防静电要求,但有两个导电接地端子,后续可以建立起SMT车间的防静电系统。
另外,车间内没有空调和加湿器,无法满足SMT车间对温湿度控制的要求。
车间内有抽风系统,可以满足回焊炉等设备的要求。
车间内电力充足,能够满足车间内所有设备的电力需求。
整个车间有两个出入口,都可以满足作为设备、半成品和原材料通道的要求。
专门的物料仓库在另外的一个车间,此次不需进行规划。
车间内照明情况良好,能够满足SMT车间内所有工位的照明亮度要求。
整个车间布局具体情况如图2所示。
客户的要求1、对目前新搬入的生产线以及相关辅助工具、区域进行定位;2、整个车间能够满足未来三条生产线的架设和生产要求,不需对规划区进行重新调整;3、将每条生产线的起始位置尽量保持一致,使整个车间整齐有序地排列三条生产线。
课题分析针对该客户的要求,我们首先分析了怎样进行生产线定位;而在定位生产线之前,我们考虑了以下几点:1、SMT设备应避开立柱并与其保持一定的距离,该距离为设备装好物料后至少可以通过一辆送料车;2、SMT设备外框需用斑马线进行划分,斑马线与设备的间距为设备装好物料后向外延伸50公分以上;3、两条生产线最佳间距为外框之间相隔1.2米以上;4、线尾一般规划一个检查返修区域,质检人员可在线尾区域进行抽检。