宏程序2
数控车宏程序-2

数控宏程序FANUC数控车本文档不做商业用途,尽供大家相互学习。
二次上传时间2022/11/15 shen245194831第一章编程代码----------------------------------------------------------1 1.准备功能G------------------------------------------------------------1 2.辅助功能M-----------------------------------------------------------6 第二章用户宏程序-------------------------------------------------------71. 运算符号---------------------------------------------------------------72.转移和循环-----------------------------------------------------------7 3.运算指令--------------------------------------------------------------8第三章宏程序编程------------------------------------------------------11 1.车V型圆锥- --------------------------------------------------------11 2.车U圆弧-------------------------------------------------------------12 3.方程曲线车削加工-------------------------------------------------13 5.车梯形螺纹36×6--------------------------------------------------14 6.蜗杆-------------------------------------------------------------------15 7.加工多件--------------------------------------------------------------17 第四章自动编程---------------------------------------------------------------21 1.UG建模--------------------------------------------------------------------21 2.创建几何体----------------------------------------------------------------24 附录--------------------------------------------------------------------------29第一章编程代码1.准备功能G00快速定位 G01直线插补 G02顺弧插补G03逆弧插补 G04暂停G9,G60,G64准确/连续停G20英制输入 G21米制输入 G40取消刀具补偿G41建立左刀具补偿 G42建立右刀具补偿G50坐标设定/主轴最高速设定G70精车循环格式: G70 P(ns) Q(nf)ns: 精加工形状程序的第一个段号。
加工中心宏程序应用案例

加工中心宏程序应用案例前言当前我国制造业正处于高速发展时期,其中数控加工在制造业中占有重要地位,企业急需高素质的数控技能人才。
数控程序的编写已经成为数控工人必备的知识,宏编程更是提高编程技能与操作技能不可或缺的工具。
随着计算机技术的发展,CAD/CAM编程已经成为当前主流的编程方式,但是它并不能替代宏编程。
宏编程作为手工编程的扩展,可以提供更灵活的编程方式,它可以使我们的编程工作变得非常简单、高效。
随着个人工作经验的增长,宏编程会发挥更大的作用,产生更高的生产效率。
不同的数控系统会提供不同的宏程序编写格式,甚至不同的系统型号也会有所差异,但是在编程思路与技巧上是一致的。
本书采用市场拥有率较高的FANUC 0i系统作为我们学习宏编程的工具。
尽管学习宏程序会花费一些时间,但这是非常值得的。
本书中的案例是编者多年的工作经验的积累,既可以作为数控编程人员的参考书,也可以作为学习宏编程的入门学习。
书中案例大部分来自生产实际,是生产环境下使用的很好的企业培训教材。
尽管书中的的案例都经过多次调试,但在编写过程中难免出现各种纰漏,朋友们在实际加工前,一定要多次调试。
由于编者水平有限,对于书中欠妥之处,欢迎读者交流指正。
我们使用宏程序的目的是把我们的工作变得轻松,变得充满乐趣。
最后预祝大家工作愉快!编者2011年5月第一章宏程序入门第1节 有关宏程序的定义1 什么是宏程序2 宏程序程序种类3 宏程序能解决什么问题第2节变量1 变量的定义2 变量的赋值3 变量的种类1) 局部变量2) 全局变量3) 空变量4 系统变量第3节宏程序中的函数1 算术函数2 三角函数3 四舍五入函数4 辅助函数5 比较函数6 逻辑函数第4节宏程序的分支与循环1 分支函数IF1)IF …TOGOn…语句2)IF …THEN…语句3 WHILE 循环语句1) 循环结构2)循环深度第5节FANUC 0i常用系统变量的介绍1 用于数据设置的系统变量1)使用G10输入工件坐标系偏置2)使用系统变量输入工件坐标系偏置3)使用G10输入刀具补偿4)使用系统变量输入刀具几何偏置2 用于模态数据的系统变量1)用于G代码模态的系统变量2)用于当前位置的系统变量3) 用于且切削用量的系统变量3 用于PLC的系统变量1)#3000 用户宏程序报警2)行程开关第6节用户宏程序的调用1 用户宏程序的调用1)宏调用指令G652)G65的数据传递3)G65 与M98 的区别2 用户宏程序的模态调用3 用户宏程序的保护与隐藏第7节如何编写出好的宏程序第二章 应用案例第1节相似零件的加工案例零件1.1 模具底板零件1.2 冲模型芯零件1.3 钻模板零件1.4 马达垫片零件1.5 样板加工零件1.6 孔的螺旋铣削零件1.7 螺纹的铣孔第2节曲线曲面插补的加工案例零件2.1 插补椭圆零件2.2 插补抛物线零件2.3 正弦曲线插补零件2.4 混合曲线插补零件2.5 铣削给定公式曲线零件2.6 端面螺纹的铣孔零件零件2.7 插补球面零件2.8 插补正弦曲面零件2.9 插补直纹面第3节设置机床加工参数零件3.1 倒角零件3.2 倒圆零件3.2 综合练习第4节定制固定循环案例1 钻孔循环程序零件4.1零件4.22 深孔排屑循环3 深孔断屑循环零件4.3 断屑钻孔零件4.4 排屑钻孔4 精镗孔循环零件4.55 铣孔循环零件4.66 螺旋铣孔零件4.7零件4.87 铣槽循环零件4.9零件4.10第5节定制G代码案例1 定制圆周均布孔加工代码G11零件5.1零件5.2 墙板2定制矩阵孔加工代码G12零件5.33 定制矩阵加工代码G110零件5.4零件5.54 定制刀具切削寿命统计代码零件5.6第6节检测与测量零件6探针对刀程序探针测量程序1探针测量程序2第7节捷径应用案例1 加工中心换刀2 交换工作台第8节4轴加工中心编程案例零件8.1 阀芯零件8.2 槽轮零件8.3 4轴定位加工零件8.4 箱体附录1:FANUC oi 系统代码G代码M代码其他代码附录2:FANUC oi 系统变量第一章 宏程序介绍宏编程作为手工编程的一部分,是手工编程的扩展和延伸,是对手工编程必要的补充。
宏程序

家都在问宏程序~其实说起来宏就是用公式来加工零件的,比如说椭圆,如果没有宏的话,我们要逐点算出曲线上的点,然后慢慢来用直线逼近,如果是个光洁度要求很高的工件的话,那么需要计算很多的点,可是应用了宏后,我们把椭圆公式输入到系统中然后我们给出Z坐标并且每次加10um那么宏就会自动算出X坐标并且进行切削,实际上宏在程序中主要起到的是运算作用..宏一般分为A类宏和B类宏.A类宏是以G65 Hxx P#xx Q#xx R#xx的格式输入的,而B 类宏程序则是以直接的公式和语言输入的和C语言很相似在0i系统中应用比较广.由于现在B类宏程序的大量使用很多书都进行了介绍这里我就不再重复了,但在一些老系统中,比如法兰克OTD系统中由于它的MDI键盘上没有公式符号,连最简单的等于号都没有,为此如果应用B类宏程序的话就只能在计算机上编好再通过RSN-32接口传输的数控系统中,可是如果我们没有PC机和RSN-32电缆的话怎么办呢,那么只有通过A类宏程序来进行宏程序编制了,下面我介绍一下A类宏的引用;A类宏是用G65 Hxx P#xx Q#xx R#xx或G65 Hxx P#xx Qxx Rxx格式输入的xx的意思就是数值,是以um级的量输入的,比如你输入100那就是0.1MM~~~~~.#xx就是变量号,关于变量号是什么意思再不知道的的话我也就没治了,不过还是教一下吧,变量号就是把数值代入到一个固定的地址中,固定的地址就是变量,一般OTD系统中有#0~~~#100~#149~~~#500~#531关闭电源时变量#100~#149被初始化成“空”,而变量#500~#531保持数据.我们如果说#100=30那么现在#100地址内的数据就是30了,就是这么简单.好现在我来说一下H代码,大家可以看到A类宏的标准格式中#xx和xx都是数值,而G65表示使用A类宏,那么这个H就是要表示各个数值和变量号内的数值或者各个变量号内的数值与其他变量号内的数值之间要进行一个什么运算,可以说你了解了H代码A类宏程序你基本就可以应用了,好,现在说一下H代码的各个含义: 以下都以#100和#101和#102,及数值10和20做为例子,应用的时候别把他们当格式就行, 基本指令:H01赋值;格式:G65H01P#101Q#102:把#102内的数值赋予到#101中G65H01P#101Q#10:把10赋予到#101中H02加指令;格式G65 H02 P#101 Q#102 R#103,把#102的数值加上#103的数值赋予#101 G65 H02 P#101 Q#102 R10G65 H02 P#101 Q10 R#103G65 H02 P#101 Q10 R20上面4个都是加指令的格式都是把Q后面的数值或变量号内的数值加上R后面的数值或变量号内的数值然后等于到P后面的变量号中.H03减指令;格式G65 H03 P#101 Q#102 R#103,把#102的数值减去#103的数值赋予#101G65 H03 P#101 Q#102 R10G65 H03 P#101 Q10 R#103G65 H03 P#101 Q20 R10上面4个都是减指令的格式都是把Q后面的数值或变量号内的数值减去R后面的数值或变量号内的数值然后等于到P后面的变量号中.H04乘指令;格式G65 H04 P#101 Q#102 R#103,把#102的数值乘上#103的数值赋予#101G65 H04 P#101 Q#102 R10G65 H04 P#101 Q10 R#103G65 H04 P#101 Q20 R10上面4个都是乘指令的格式都是把Q后面的数值或变量号内的数值乘上R后面的数值或变量号内的数值然后等于到P后面的变量号中.H05除指令;格式G65 H05P#101 Q#102 R#103,把#102的数值除以#103的数值赋予#101G65 H05 P#101 Q#102 R10G65 H05 P#101 Q10 R#103G65 H05 P#101 Q20 R10上面4个都是除指令格式都是把Q后面的数值或变量号内的数值除以R后面的数值或变量号内的数值然后等于到P后面的变量号中.(余数不存,除数如果为0的话会出现112报警)三角函数指令:H31 SIN正玄函数指令:格式G65 H31 P#101 Q#102 R#103;含义Q后面的#102是三角形的斜边R后面的#103内存的是角度.结果是#101=#102*SIN#103,也就是说可以直接用这个求出三角形的另一条边长.和以前的指令一样Q和R后面也可以直接写数值.H32 COS余玄函数指令:格式G65 H32 #101 Q#102 R#103;含义Q后面的#102是三角形的斜边R后面的#103内存的是角度.结果是#101=#102*COS#103,也就是说可以直接用这个求出三角形的另一条边长.和以前的指令一样Q和R后面也可以直接写数值.H33和H34本来应该是TAN 和ATAN的可是经过我使用得数并不准确,希望有知道的人能够告诉我是为什么?开平方根指令:H21;格式G65 H21 P#101 Q#102 ;意思是把#102内的数值开了平方根然后存到#101中(这个指令是非常重要的如果在车椭圆的时候没有开平方跟的指令是没可能用宏做到的.无条件转移指令:H80;格式:G65 H80 P10 ;直接跳到第10程序段有条件转移指令:H81 H82 H83 H84 H85 H86 ,分别是等于就转的H81;不等于就转的H82;小于就转的H83;大于就转的H84;小于等于就转的H85;大于等于就转的H86;格式:G65 H8x P10 Q#101 R#102;将#101内的数值和#102内的数值相比较,按上面的H8x的码带入H8x中去,如果条件符合就跳到第10程序段,如果不符合就继续执行下面的程序段.用户宏程序能完成某一功能的一系列指令像子程序那样存入存储器,用一个总指令来它们,使用时只需给出这个总指令就能执行其功能。
数控加工中宏程序的编制方法 2

自动运行控制的系统变量
#3003
单程序段
辅助功能的完成
0
有效
等待
1
无效
等待
2
有效
不等待
3
无效
不等待
自动运行控制的系统变量
#3004 进给暂停 进给速度倍率 准确停止
0
有效
有效
1
无效
有效
2
有效
无效
3
无效
无效
4
有效
有效
5
无效
有效
6
有效
无效效 有效 有效 无效 无效 无效 无效
攻丝加工循环
允许确定一个变量 (INT,REAL,BOOL 或CHAR)。如果变量 值为0(=FALSE),条 件就不能满足;对于所 有其他值,条件为
TRUE
同一程序段中的几个条 件
宏程序示例Ⅰ
采用Φ20R4铣刀加工SR30的球,已知球心坐标为 (X0Y0Z-5.)
宏程序示例Ⅱ
宏程序示例Ⅲ
分析: 铣球程序一般采用自动编程来实现,但是, 利用宏程序强大的功能同样也可以实现,而 且程序更加简洁。
FANUC宏程序特殊用法
宏程序还可以实现系统参数的控 制,如,坐标系的读写、刀具偏置 的读写、时间信息的读写、倍率开 关的控制等。
SIEMENS参数编程
与FANUC类似,但功能要弱一 些。变量以“R”开始,如:R0、R1、 R99。不包含系统变量,系统变量以 “$”开头。
FANUC宏程序的构成
FANUC宏程序循环Ⅲ
FANUC宏程序循环Ⅳ
FANUC宏程序的条件表达式运算符
运算符 EQ NE GT GE LT LE
含义 等于 不等于 大于 大于或等于 小于 小于或等于
宏程序if语句的用法示例

宏程序if语句的用法示例摘要:1.宏程序if 语句的基本概念2.宏程序if 语句的语法结构3.宏程序if 语句的用法示例4.总结正文:宏程序if 语句的基本概念:在编程中,if 语句是一种条件判断语句,用于根据特定条件执行不同的代码块。
宏程序if 语句在AutoCAD 中具有相似的功能,可以根据指定的条件执行不同的宏命令。
宏程序if 语句的语法结构:宏程序if 语句的基本语法结构如下:```IF <条件> THEN<宏命令1>ELSEIF <条件> THEN<宏命令2>ELSE<宏命令3>ENDIF```其中,`<条件>` 是需要判断的条件表达式,`<宏命令1>`、`<宏命令2>` 和`<宏命令3>` 是在满足不同条件时执行的宏命令。
宏程序if 语句的用法示例:以下是一个简单的宏程序if 语句示例,根据用户输入的数值判断执行不同的宏命令:```vbnetIF UPPER(GETVAR(1)) = "Y" THENPRINT "您选择了执行宏命令1"ELSEIF UPPER(GETVAR(1)) = "X" THENPRINT "您选择了执行宏命令2"ELSEPRINT "您选择了执行默认宏命令"ENDIF```此示例中,首先通过`GETVAR(1)` 获取用户输入的值。
然后使用`UPPER()` 函数将输入值转换为大写,并将其与字符串"Y" 和"X" 进行比较。
根据比较结果,执行相应的宏命令。
总结:通过使用宏程序if 语句,我们可以在AutoCAD 中根据指定的条件执行不同的宏命令。
这有助于简化复杂的操作流程,提高工作效率。
第六章 子程序和宏程序
二、宏程序
在程序中可使用变量、并通过变量赋值、运算及 运用其它能够控制程序执行顺序的控制指令,从而 使程序具有特定功能的程序被称之宏程序。宏程序 的作用与子程序相类似,它具有某种通用功能,由 主程序的专业语句调用,执行完宏程序后再返回主 程序。 宏程序由三部分组成。1、宏程序名:字母O后 接5位自然数;2、宏程序体;3、宏程序结束指令 M99。宏程序名和结束指令与子程序相同,但调用 指令不相同。
G01 Z#8 F#5; ; 以给定的进给速度钻孔 G00 Z#6; ; 从孔底返回 #10=#10+1; ; END 1 GOTO 910; ; N900 #3000=140(DATA LACK); ( ); N910 M99; ;
实例
采用O9100宏程序,加工分布在中心(52,78)的4个均布孔,分 布直径为40mm,起始角度为30°,各孔等分角度为90 °,钻孔时快速 接近平面为5mm,孔深度为20mm,进给速度为100mm/min,刀具快速 返回平面为50mm。其程序如下: O100 G90 G54 ; G00 S540 M3 Z100; G43 H01; G65 P9100 X52.0 Y78.0 I40.0 B90.0 D4.0 A30.0 C5.0 E-20.0 J100. K50.0; G00 X0 Y0; G49 Z0; M30;
子程序1 钻孔) 子程序1(钻孔)
O1000 N0001 G00 G90 Z5.0; 快速接近工件 N0005 G01 Z-35.F100.; 钻孔 N0010 G00 Z5.0; 快速返回参考平面 N0015 M99; 子程序结束
子程序2 子程序2(从左至右钻4个孔)
O1001 N0001 N0005 N0010 N0015 N0020 N0025 N0030 N0035 P1000; M98 P1000; X30.; G91 X30.; P1000; M98 P1000; X30.; G91 X30.; P1000; M98 P1000; X30.; G91 X30.; P1000; M98 P1000; M99; M99; 调用子程序1 调用子程序1,钻1号孔,返回参考平面 号孔, 移动到2 移动到2号孔 调用子程序1 号孔, 调用子程序1,钻2号孔,返回参考平面 移动到3 移动到3号孔 调用子程序1 号孔, 调用子程序1,钻3号孔,返回参考平面 移动到4 移动到4号孔 调用子程序1 号孔, 调用子程序1,钻4号孔,返回参考平面 子程序结束
海天自动铣头宏程序

海天自动铣头宏程序1. 简介海天自动铣头宏程序是一项用于自动控制铣头进行加工的技术。
通过编写宏程序,可以实现对铣头的自动化操作,提高加工效率和精度。
本文将介绍海天自动铣头宏程序的原理、应用领域、编写方法和注意事项。
2. 原理海天自动铣头宏程序的原理是通过编程控制铣头的运动轨迹和加工参数,实现对工件的加工操作。
宏程序由一系列指令组成,包括运动指令、加工指令、控制指令等。
通过编写合适的宏程序,可以实现各种复杂的加工操作。
3. 应用领域海天自动铣头宏程序广泛应用于机械加工领域。
它可以用于铣削、切割、钻孔等各种加工操作。
在汽车制造、航空航天、电子设备等行业中,海天自动铣头宏程序被广泛应用于零部件的加工和制造过程。
4. 编写方法编写海天自动铣头宏程序需要掌握一定的编程技巧和加工知识。
下面是编写海天自动铣头宏程序的基本步骤:步骤一:确定加工需求首先需要确定加工的具体需求,包括工件的形状、尺寸、加工方式等。
根据需求确定宏程序的结构和功能。
步骤二:编写运动指令根据工件的形状和加工需求,编写铣头的运动指令。
运动指令包括直线插补、圆弧插补等,用于控制铣头的运动轨迹。
步骤三:编写加工指令根据加工需求,编写铣头的加工指令。
加工指令包括切削速度、进给速度、切削深度等,用于控制铣头的加工参数。
步骤四:编写控制指令根据加工需求,编写铣头的控制指令。
控制指令包括启动铣头、停止铣头、切换工具等,用于控制铣头的操作。
步骤五:测试和优化编写完成后,需要对宏程序进行测试和优化。
通过实际加工操作,检验宏程序的准确性和可靠性,并进行必要的调整和优化。
5. 注意事项在编写海天自动铣头宏程序时,需要注意以下几点:•确保宏程序的准确性和可靠性,避免出现错误和故障。
•注意安全问题,避免发生意外事故。
在编写宏程序时,应考虑到工件和设备的安全性。
•注意节约资源,合理利用材料和能源。
在编写宏程序时,应考虑到加工效率和成本控制。
结论海天自动铣头宏程序是一项重要的自动化技术,可以提高机械加工的效率和精度。
宏程序

宏程序一、概念:含有变量的、能够根据设定数据变化而自行计算的,并运用的程序。
(一)格式:1、作为子程序的程序段。
2、作为结构化的子程序。
(用G65/G66调用)(二)分类:1、A类宏程序:调系统参数后调用即可。
2、B类宏程序:向用户开放的,自己编写的宏程序。
(三)步骤:1、工艺设计(刀具、走刀、流程)2、流程图:决定宏程序的思路,根据工艺进行设计。
二、常用指令(一)变量类型:1、局部变量:#1~#33可自由赋值,定义。
但在同一级程序中,同一个符号含义相同。
断电后初始化,清空不起作用,故称局部变量。
Ⅰ类地址宏变量Ⅰ类地址宏变量Ⅰ类地址宏变量A #1 J #5 V #22B #2 K #6 W #23C #3 M #13 X #24D #7 Q #17 Y #25E #8 R #18 Z #26F #9 S #19H #11 T #20I #4 U #21Ⅱ类地址宏变量Ⅱ类地址宏变量Ⅱ类地址宏变量A #1 J1#5 K2#9..B #2 K1#6 .......... #..........C #3 I2#7 J33#33I1#4 J2#8 K33#33使用过程中,Ⅰ类地址和Ⅱ地址可分开使用,也可以混合使用,在应用过程中,以后一个赋值为准,(即后指定的有效)CNC自动识别。
编程时I、J、K后的小数子角码不出现(CNC按顺序自动识别:I30、I50表示I1为30赋值#4,I2为50赋值于#7,即#4=30、#7=50)。
例:G65 P1000 I-3.0 I4.0 D5.0;含义为:调用O1000号子程序,其中的#4=-3.0,#7=5.0,(其中I4.0赋值#7=4.0、D5.0赋值#7=5.0,后一个有效,I4.0失效)。
2、公共变量:#100~#131、#500~#531。
在编程中,尽量避免使用公共变量,即使在不同的程序当中,同一变量含义相同,赋值也相同,在调用当中要千万小心。
3、系统变量:#2001~#2400、#11001~#12400(刀补)#4001~#4130、G、S、M等代码#5001~#5104;G54~G59等公共变量与系统变量一般都不用,重要学习的是基本Ⅰ、Ⅱ类变量的局部变量。
FANUC用户宏程序执行器软件的二次开发

开发工作量大 ,但是程 序汇编后可以镶嵌在系统底
层 ,运行 速 度 快 。
1 国际成功 的系统应用商 .
在国际上非 常成功的系统应用商 ,如德国德马
吉 公 司 ,在8 0 4 D、8 O ID、F NU l 3i 系 统 中 A C 3i 2等 / 镶 嵌 机 床 厂 自己的 界 面 ,更 适 宜 本 机 床的 操 作 、 刀 具 补 偿 、工 件测 量 、编 程 、 与上 位 机 数据 交 换 等加
8 0 i 4 D—s)的P U中可以镶嵌wi— C 4 D 、8 0 1 C n C 软
件 ,供 系统 应 用 商利 用Wid ws 容 的软 件 ,开 发 no 兼
个性化界面 。而F ANUC 公司主要提供 了三种 解决
方案 : ( ) 通 过 OP n CNC ( 放 式 系 统 ) 采 用 1 e 开 W i d ws 容 的 软 件 开 发 机 床 厂 个 性 化 应 用 软 件 no 兼 镶嵌在F ANUC 统 里 ,F 系 ANU a e C P n l 口作 为 接
天津钢管 公司作为特大 型国有企业 ,原设计采 用 国际同步技术 ,大部分设备及工艺技术从美 国、
德 国 、比利 时 、意 大利 等 国 引进 。北 京 圣蓝 拓 数 控
技术有限公司从2 0 年起 ,开始参与天津钢管 公司 01
磊
冷工 加
wy w. e a wor n 9¥O c / m t/ ki l/ . om :
Mir ot id ws co s f W n o 系统 与F ANUC系统 的桥 梁 ,为
图1 德马吉开发 的专 用界面
系统 应 用 商 提供 了便 捷 的技 术 通 道 。
( )F 2 ANUC ( 括 当今 在 国 内生 产 的 包
几种典型宏程序的编写方法

几种典型宏程序的编写方法宏程序是一种可以批量替代重复操作的工具。
在宏程序中,我们可以定义一系列的指令,它可以自动执行这些指令,从而提高工作效率。
下面将介绍几种典型的宏程序编写方法。
1.录制宏:录制宏是最简单、最常见的宏编写方法。
你只需要开始录制宏,然后进行一系列的操作,宏程序会自动记录这些操作,并以代码的形式保存下来。
录制宏非常适合那些需要频繁重复相同操作的任务,例如合并单元格、插入公式等。
示例代码:```Sub RecordMacro'录制宏开始''进行一系列的操作'End Sub```2.相对引用与绝对引用:在录制宏时,可以选择使用相对引用或绝对引用。
相对引用是相对于当前光标位置的引用,而绝对引用是相对于固定位置的引用。
相对引用适合那些需要在不同位置上执行相同操作的任务,例如在不同单元格中插入相同值。
绝对引用适用于需要在同一位置上执行相同操作的任务,例如在其中一单元格使用同样的公式。
示例代码:```Sub RelativeReference'相对引用示例''在当前单元格插入相同值ActiveCell.Value = "Same Value"End SubSub AbsoluteReference'绝对引用示例''在固定位置上插入相同公式Range("A1").Formula = "=SUM(A2:A10)"End Sub```3.参数化宏:参数化宏是一种可以根据输入参数的不同进行灵活操作的宏。
在编写参数化宏时,可以定义一些输入参数,并在宏程序中使用这些参数来执行相应的操作。
参数化宏适合那些需要根据具体情况进行不同操作的任务,例如根据不同数值条件进行筛选、根据不同列名进行排序等。
示例代码:```Sub ParameterizedMacro(ByVal value As String)'参数化宏示例''根据输入参数在当前单元格插入相同值ActiveCell.Value = valueEnd Sub```4.条件判断与循环结构:宏程序可以使用条件判断与循环结构,实现更复杂的操作。
数控车工高级部分(宏程序G65应用)
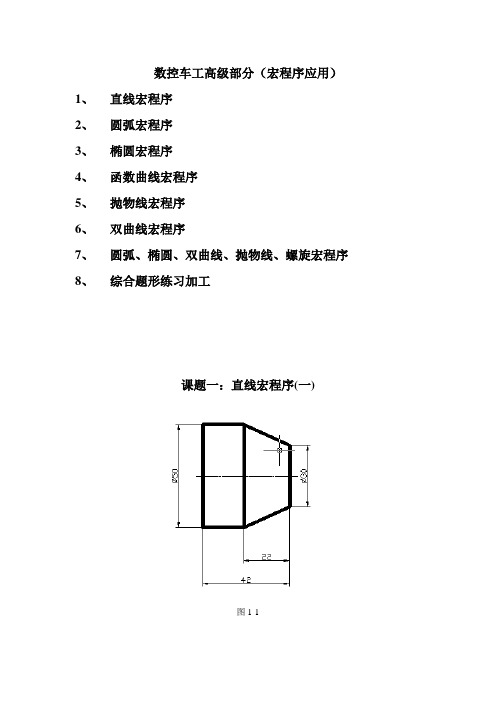
数控车工高级部分(宏程序应用)1、直线宏程序2、圆弧宏程序3、椭圆宏程序4、函数曲线宏程序5、抛物线宏程序6、双曲线宏程序7、圆弧、椭圆、双曲线、抛物线、螺旋宏程序8、综合题形练习加工课题一:直线宏程序(一)图1-1直线方程式:X=KZ+B解题思路:1、直线两点(X 30 , Z 0)(X 50 , Z -22).2、根据线形方程式得:30=K*0+B50=K*(-22)+B得:B=30K=-0.90903、方程式为:X=-0.9090Z+304、长度宏变量范围:Z0 ~Z-225、设自变量#1=0 #2=-226、应用循环语言G65 [ ] DO1END1精加工程序内容:O0001;M03 S1000;T0101;G00 X55 Z2;#1=0;#2=-22;G65 [ #1GE#2 ] DO1;#3= -0.9090*#1+30;G01 X[#3] Z[#1] F0.1#1=#1-0.05END1;G00 X100 Z100;M30;粗加工程序内容:O0001;M03 S650;T0101;G00 X55 Z2;#1=0;#2=-22;G65 [ #2LE#1 ] DO1;#3= -0.9090*#2+30;G01 X[#3+1] F0.25;G01 Z[#2+0.5] F0.1;G00 U1 W0.5;Z2;#2=#2+2;END1;G00 X100 Z100;M30;课题一:直线宏程序(二)图1-2直线方程式:X=KZ+B解题思路:1、直线两点(X 50 , Z -20)(X 30 , Z -42).2、根据线形方程式得:50=K*-20+B30=K*(-42)+B得:B=68.18K=0.90903、方程式为:X=0.9090Z+68.184、长度宏变量范围:Z-20 ~Z-425、设自变量#1=-20 #2=-426、应用循环语言G65 [ ] DO1END1精加工程序内容:O0001;M03 S1000;T0101;G00 X55 Z-20;#1=-20;#2=-42;G65 [ #1GE#2 ] DO1;#3= 0.9090*#1+68.18;G01 X[#3] Z[#1] F0.1#1=#1-0.05END1;G00 X100 Z100;M30;粗加工程序内容:O0001;M03 S650;T0101;G00 X55 Z-20;#1=-20;#2=-42;G65 [ #1GE#2 ] DO1;#3= 0.9090*#1+68.18;G01 X[#3+1] Z[#1-0.5] F0.25;G01 Z[#2]G00 U1 W0.5;Z [#1-0.5];#1=#1-2;END1;G00 X100 Z100;M30;课题一:直线宏程序(三)直线方程式:X=KZ+B解题思路:1、直线两点(X 44, Z 0)(X 30 , Z –40).2、根据线形方程式得:44=K*0+B30=K*(-40)+B得:B=44K=0.353、方程式为:X=0.35Z+444、长度宏变量范围:Z0 ~Z-405、设自变量#1=0 #2=-406、应用循环语言G65 [ ] DO1END1精加工程序内容:O0001;M03 S1000;T0101;G00 X28 Z2;#1=0;#2=-40;G65 [ #1GE#2 ] DO1;#3= 0.35*#1+44;G01 X[#3] Z[#1] F0.1#1=#1-0.05END1;G00 Z100;M30;粗加工程序内容:O0001;M03 S650;T0101;G00 X28 Z2;#1=0;#2=-40;G65 [ #2LE#1 ] DO1;#3= 0.35*#2+44;G01 X[#3-1] F0.25;Z[#2+0.5];G00 U-1 W0.5;Z 2;#2=#2+2;END1;G00 Z100;M30;课题一:直线宏程序(四)直线方程式:图示右斜线直线方程式:X=KZ+B图示左斜线直线方程式:X=KZ+B解题思路:1、直线两点(X 50, Z -20)(X 30 , Z –42).2、直线两点(X30, Z –58)(X 50 , Z –80).3、根据右斜线形方程式得:50=K*-20+B30=K*(-42)+B得:B=68.18K=0.90904、根据左斜线形方程式得:30=K*-58+B50=K*(-80)+B得:B=-22.722K=-0.90905、方程式为:图示右斜线直线方程式:X=0.9090Z+68.18图示左斜线直线方程式:X=-0.9090Z-22.7226、长度宏变量范围:Z-20 ~Z-42 Z-58 Z-807、设自变量#1=-20 #2=-42 #3=58 #4=-808、应用循环语言G65 [ ] DO1END1精加工程序内容(一):O0001;M03 S1000;T0101;G00 X55 Z-20;#1=-20;#2=-42;#3=-58;#4=-80;G65 [ #1GE#2 ] DO1;#5= 0.090*#1+68.18;G01 X[#5] Z[#1] F0.1;W-16;#6=-0.090*#3-22.722G01 X[#6] Z[#3]F0.15;#1=#1-0.05#3=#3-0.05END1;G00 X100 Z100;M30;精加工也可这样编写(二):O0001;M03 S1000;T0101;G00 X55 Z-20;#1=-20;#2=-42;#3=-58;#4=-80;G65 [ #1GE#2 ] DO1;#5= 0.090*#1+68.18;G01 X[#5] Z[#1] F0.1;#1=#1-0.05END1G01 W-16 F0.15;G65 [ #3GE#4 ] DO2;#6=-0.090*#3-22.722G01 X[#6] Z[#3]F0.15;#3=#3-0.05END2;G00 X100 Z100;M30;精加工也可这样编写(三):O0001;M03 S1000;T0101;G00 X55 Z-20;#1=-20;#2=-42;#3=-58;#4=-80;G65 [ #1GE#2 ] DO1;G65 [ #3GE#4 ] DO2;#5= 0.090*#1+68.18;#6=- 0.090*#1-22.722;G01 X[#5] Z[#1] F0.1;G01 W-16;G01 X[#6] Z[#3] F0.1;#1=#1-0.05;#3=#3-0.05;END2;END1;G00 X100 Z100;M30;粗加工程序内容:O0001;M03 S650;T0101;G00 X55 Z-20;#1=-20;#2=-42;#3=-58;#4=-80;G65 [ #1GE#2 ] DO1;G65 [ #3GE#4 ] DO2;#5= 0.090*#1+68.18;#6=- 0.090*#1-22.722;G01 X[#5+1] Z[#1-0.5] F0.1;G01 X[#6+1] Z[#3+0.5] F0.1;G00 U1 W0.5;Z [#1-0.5];#1=#1-1;#3=#3-1;END2;END1;G00 X100 Z100;M30;课题二:椭圆宏程序(一)1、椭圆第一种应用方程式:X=A*2*SIN(a) Z=B*CON(a)A:为X轴方的长度(平行与X轴的椭圆轴) B:为Z轴方向的长度(平行与z轴的椭圆轴)2、椭圆第二种应用方程式:X*X/A*A+Z*Z/B*B=1A:为X轴方的长度B:为Z轴方向的长度第一种方程式应用解题;3、角度宏变量范围:a=0 ∽ a=904、设自变量#1=0 #2=90 #3=10 #4=255、应用循环语言G65 [ ] DO1END1精加工编程内容:O0001;M03 S1000;T0101;G00 X55 Z2;#1=0;#2=90;#3=10;#4=25;G65 [ #1LE#2 ] DO1;#5=2*#4*SIN(#1);#6=#3*CON(#1);G01 X [#5] Z[#6-10] F0.15 #1=#1+0.1;END1;G00 X100 Z100;M30;粗加工程序内容:O0001;M03 S650;T0101;G00 X55 Z2;#1=0;#2=90;#3=10;#4=25;G65 [ #2GE#1 ] DO1;#5=2*#4*SIN(#2);#6=#3*CON(#2);G01 X [#5+1] F0.25;Z[#6-10+0.5] F0.25;G00 U1 W0.5;Z2;#2=#2+3;END1;G00 X100 Z100;M30;椭圆第二种应用方程式:X*X/A*A+Z*Z/B*B=1编程:1、长度宏变量范围:z=0 ∽ z=-102、公式分析化简得:X=SQRT[[1-Z*Z/B*B]*A*A]4、设自变量#1=0 #2=-10 #3=10 #4=255、应用循环语言G65 [ ] DO1END1精加工编程内容:O0001;M03 S1000;T0101;G00 X55 Z2;#2=0#3=10;#4=25;G65 [ #1GE#2 ] DO1;#5=2*SQRT[[1-#1*#1/#3*#3]*#4*#4] G01 X [#5] Z[#1-10] F0.15#1=#1+0.1;END1;G00 X100 Z100;M30;粗加工程序内容:O0001;M03 S650;T0101;G00 X55 Z2;#1=10;#2=0;#3=10;G65 [ #2GE#1 ] DO1;#5=2*SQRT[[1-#2*#2/#3*#3]*#4*#4]G01 X [#5+1] F0.25;Z[#2-10+0.5] F0.25;G00 U1 W0.5;Z2;#2=#2+3;END1;G00 X100 Z100;M30;课题二:椭圆宏程序(二)1、椭圆第一种应用方程式:X=A*2*SIN(a) Z=B*CON(a)A:为X轴方的长度(平行与X轴的椭圆轴)B:为Z轴方向的长度(平行与z轴的椭圆轴)2\椭圆第二种应用方程式:X*X/A*A+Z*Z/B*B=1A:为X轴方的长度(平行与X轴的椭圆轴)B:为Z轴方向的长度(平行与z轴的椭圆轴)第一种方程式应用解题;3、角度宏变量范围:a=0 ∽ a=1504、设自变量#1=90 #2=150 #3=25 #4=405、应用循环语言G65 [ ] DO1END1精加工编程内容:O0001;M03 S1000;T0101;G00 X30Z2;#1=90;#2=150;#4=40;G65 [ #1LE#2 ] DO1;#5=2*#3*SIN(#1);#6=#4*CON(#1);G01 X [#5] Z[#6] F0.15#1=#1+0.1;END1;G00 U-2;G00 Z100;M30;粗加工程序内容:O0001;M03 S650;T0101;G00 X30 Z2;#1=90;#2=150;#3=25;G65 [ #2GE#1 ] DO1;#5=2*#3*SIN(#2);#6=#4*CON(#2);G01 X [#5-1] F0.25;Z[#6+0.5] F0.25;G00 U-1 W0.5;Z2;#2=#2+3;END1;G00 Z100;M30;椭圆第二种应用方程式:X*X/A*A+Z*Z/B*B=1编程:3、长度宏变量范围:z=0 ∽ z=-304、公式分析化简得:X=SQRT[[1-Z*Z/B*B]*A*A]4、设自变量#1=0 #2=-30 #3=25 #4=405、应用循环语言G65 [ ] DO1END1精加工编程内容:O0001;M03 S1000;T0101;G00 X30 Z2;#1=0;#2=-30#3=25;#4=40;G65 [ #1GE#2 ] DO1;#5=2*SQRT[[1-#1*#1/#4*#4]*#3*#3] G01 X [#5] Z[#1] F0.15#1=#1-0.1;END1;G00 U-2;G00 Z100;M30;粗加工程序内容:O0001;M03 S650;T0101;G00 X30 Z2;#1=0;#2=-30;#3=25;#4=40;G65 [ #2GE#1 ] DO1;#5=2*SQRT[[1-#2*#2/#4*#4]*#3*#3] G01 X [#5-1] F0.25;Z[#2+0.5] F0.25;G00 U-1 W0.5;Z2;#2=#2-3;END1;G00 Z100;M30;课题二:椭圆宏程序(三)1、椭圆第一种应用方程式:X=A*2*SIN(a) Z=B*CON(a)A:为X轴方的长度(平行与X轴的椭圆轴)B:为Z轴方向的长度(平行与z轴的椭圆轴)2、椭圆第二种应用方程式:X*X/A*A+Z*Z/B*B=1A:为X轴方的长度(平行与X轴的椭圆轴)B:为Z轴方向的长度(平行与z轴的椭圆轴)第一种方程式应用解题;2、角度宏变量范围:a=0 ∽ a=1504、设自变量#1=0 #2=150 #3=25 #4=405、应用循环语言G65 [ ] DO1END1精加工编程内容:O0001;M03 S1000;T0101;G00 X55Z2;#1=0;#2=150;#3=25;#4=40;G65 [ #1LE#2 ] DO1;#5=2*#3*SIN(#1);#6=#4*CON(#1)-40;G01 X [#5] Z[#6] F0.15#1=#1+0.1;END1;G00 X150;G00 Z100;M30;粗加工程序右边内容:O0001;M03 S650;T0101;G00 X30 Z2;#1=0;#2=90;#3=25;#4=40;G65 [ #2GE#1 ] DO1;#5=2*#3*SIN(#2);#6=#4*CON(#2)-40;G01 X [#5+1] F0.25;Z[#6+0.5] F0.25;Z2;#2=#2+3;END1;G00 Z100;M30;粗加工程序左边内容:O0001;M03 S650;T0101;G00 X30 Z2;#1=90;#2=150;#3=25;#4=40;G65 [ #1LE#2 ] DO1;#5=2*#3*SIN(#1);#6=#4*CON(#1)-40;G01 X [#5+1] Z[#6-0.5] F0.25; Z-80;Z[#6-0.5];#1=#1+3;END1;G00 Z100;M30;椭圆第二种应用方程式:X*X/A*A+Z*Z/B*B=1编程:5、长度宏变量范围:z=0 ∽ z=-306、公式分析化简得:X=SQRT[[1-Z*Z/B*B]*A*A]4、设自变量#1=40 #2=-30 #3=25 #4=405、应用循环语言G65 [ ] DO1END1精加工编程内容:O0001;M03 S1000;T0101;G00 X55 Z2;#1=40;#2=-30#3=25;#4=40;G65 [ #1GE#2 ] DO1;#5=2*SQRT[[1-#1*#1/#4*#4]*#3*#3] G01 X [#5] Z[#1-40] F0.15#1=#1-0.1;END1;G00X150;G00 Z100;M30;粗加工程序右边内容:O0001;M03 S650;T0101;G00 X30 Z2;#1=40;#2=0;#3=25;#4=40;G65 [ #2LE#1 ] DO1;#5=2*SQRT[[1-#2*#2/#4*#4]*#3*#3] G01 X [#5+1] F0.25;Z[#2+0.5-40] F0.25;G00 U1 W0.5;Z2;#2=#2+3;END1;G00 Z100;M30;粗加工程序左边内容:O0001;M03 S650;T0101;G00 X30 Z2;#1=0;#2=-30;#3=25;#4=40;G65 [ #1GE#2 ] DO1;#5=2*SQRT[[1-#1*#1/#4*#4]*#3*#3]G01 X [#5+1] Z[#1-0.5-40] F0.25;Z-80G00 U1 W0.5;Z[#1-0.5-40];#1=#1-3;END1;G00 X150 Z100;M30;课题二:椭圆宏程序(四)3、椭圆第一种应用方程式:X=A*2*SIN(a) Z=B*CON(a)A:为X轴方的长度(平行与X轴的椭圆轴)B:为Z轴方向的长度(平行与z轴的椭圆轴)2、椭圆第二种应用方程式:X*X/A*A+Z*Z/B*B=1A:为X轴方的长度(平行与X轴的椭圆轴)B:为Z轴方向的长度(平行与z轴的椭圆轴)第一种方程式应用解题;4、角度宏变量范围:a=24.397 ∽ a=155.6034、设自变量#1=24.397 #2=155.603 #3=20 #4=505、应用循环语言G65 [ ] DO1END1精加工编程内容:O0001;M03 S1000;T0101;G00 X55 Z-16.93;#1=24.397 ;#2=155.603;#3=20;#4=50;G65 [ #1LE#2 ] DO1;#5=80-2*#3*SIN(#1)-13.477;#6=#4*CON(#1)-50;G01 X [#5] Z[#6] F0.15#1=#1+0.1;END1;G00 X150;G00 Z100;M30;粗加工程序右边内容:O0001;M03 S650;T0101;G00 X30 Z2;#1=0;#2=90;#3=25;#4=40;G65 [ #2GE#1 ] DO1;#5=2*#3*SIN(#2);#6=#4*CON(#2)-40;G01 X [#5+1] F0.25;Z[#6+0.5] F0.25;G00 U1 W0.5;Z2;#2=#2+3;END1;G00 Z100;M30;粗加工程序左边内容:O0001;M03 S650;T0101;G00 X30 Z2;#1=90;#2=150;#3=25;#4=40;G65 [ #1LE#2 ] DO1;#5=2*#3*SIN(#1);#6=#4*CON(#1)-40;G01 X [#5+1] Z[#6-0.5] F0.25;Z-80;G00 U1 W0.5;Z[#6-0.5];#1=#1+3;END1;G00 Z100;M30;椭圆第二种应用方程式:X*X/A*A+Z*Z/B*B=1编程:7、长度宏变量范围:z=0 ∽ z=-308、公式分析化简得:X=SQRT[[1-Z*Z/B*B]*A*A]4、设自变量#1=40 #2=-30 #3=25 #4=405、应用循环语言G65 [ ] DO1END1精加工编程内容:O0001;M03 S1000;T0101;G00 X55 Z2;#1=33.07;#2=-33.07#3=20;#4=50;G65 [ #1GE#2 ] DO1;#5=80-2*SQRT[[1-#1*#1/#4*#4]*#3*#3] G01 X [#5] Z[#1-50] F0.15#1=#1-0.1;END1;G00X150;G00 Z100;M30;粗加工平行方式编程内容:O0001;M03 S1000;T0101;G00 X55 Z-16.93;#1=33.07;#2=-33.07#3=20;#4=50;#7=10;#8=0;G65 [ #7GE#8 ] DO2;G65 [ #1GE#2 ] DO1;#5=80-2*SQRT[[1-#1*#1/#4*#4]*#3*#3]; G01 X [#5+#7] Z[#1-50] F0.15;#1=#1-0.1;END1;G00 X60;Z-16.93;#7=#7-1;END2;G00X150;G00 Z100;M30;左右两边粗加工内容:O0001;M03 S1000;T0101;G00 X55 Z-16.93;#1=33.07;#2=0;#10=-33.07#3=20;#4=50;G65 [ #1GE#2 ] DO1;G65 [ #10LE#2 ] DO2;#5=80-2*SQRT[[1-#1*#1/#4*#4]*#3*#3] #6=80-2*SQRT[[1-#10*#10/#4*#4]*#3*#3] G01 X [#5+1] Z[#1-50-0.5] F0.15;Z[#10-50+0.5];G00U2;X [#6+1] Z [#1-50];#1=#1-1;#10=#10+1;END2;END1;G00X150;G00 Z100;M30;课题四:函数曲线宏程序正弦函数曲线方程式:X=A+SIN(A);解题思路:1、A:为正弦函数曲线零线在回转体工件两边上下的中心直径距离¤40MM.2、根据线形方程式得:SIN(A)角度A为正弦函数曲线的变量方式:共角度度数为720°(90 ----810)3、将共长60与共角度720°等分成1000等分。
数控加工之宏程序编程PPT课件
元 例:
宏
用 G65 P8000 L2 A10. B2.;
户 宏
调用2次程序号8000,经自变量A传递到宏程序
程 #1=10;自变量B传递到宏程序#2=2。
序
编
程
29
自变量指定Ⅰ
2024/1/26
.
单 元 宏
用 •根据使用的字母,CNC系统自动地决定自变量指定的类
户 型。
宏 程
•地址不需要按字母顺序指定。但应符合字地址的格式。
#0=0;给角度赋0初值
单 WHILE #0 LE 360;当角度≤360度时,执行循环体内容
元 宏
#1=40*COS[#0*PI/180];用椭圆的标准参数方程求动点M的X坐标值 #2=30*SIN[#0*PI/180];用椭圆的标准参数方程求动点M的Y坐标值
用 G01 X[#1] Y[#2] ;用直线插补指令加工至M点,即用直线段逼近椭圆
单 元
精简程序量。
宏
Hale Waihona Puke 一、基础知识用 户
1. 宏变量及常量
宏 (1) 宏变量
程 HNC-21/22T华中世纪星数控系统变量表示形式为# 后跟1~4位数字,变量种类
序 编 程
有三种: ①局部变量:#0~#49是在宏程序中局部使用的变量,用于存放宏程序中的数据
,断电时丢失为空。
2
一、基础知识
1、 宏变量及常量
2024/1/26
②全局变量:用户可以自由使用#50~#199,它对于由主程序调用的各子程序及各 宏程序来说是可以公用的,可以人工赋值。HNC-21/22T子程序嵌套调用的深度最 多可以有8层,每一层子程序都有自己独立的局部变量(变量个数为50)。
最新FANUC宏程序详解

BEIJING-FANUC
2. 条件转移(IF语句)
IF [<条件表达式>] GOTO n;
若满足<条件表达式>,下步操作转移到程序 段号为n的程序段去。
若不满足,执行下个程序段。 IF [<条件表达式>] THEN … ;
若满足<条件表达式>,执行THEN后的宏程 序语句,只执行一个语句。
IF[#1 EQ #2] THEN #3=0;
#2 GT #1
#2 LT #1
#2 GE #1
FANUC宏程序详 解
#2 LE #1
意思 #2=#1 #2≠#1 #2>#1 #2<#1 #2≥#1 #2≤#1
BEIJING-FANUC
条件表达式
EQ和NE中的<空>不同于0
FANUC宏程序详 解
当#1=<空>时
#1 EQ #0 ↓
成立
#1 NE 0 ↓
下取整(FIX):舍去小数点以下部分 上取整(FUP):将小数后部分进位到整数部分
FANUC宏程序详 解
BEIJING-FANUC
计算相应的变量值#1
运算指令 #1= FIX[ #2 ] #1= FUP[ #2 ] #1=ROUND[ #2 ] #1=ABS[ #2 ]
#2=1.234时 1.0 2.0 1.0 1.234
1
#1
0
#1
1
#1 123.000
#1 123.000
BEIJING-FANUC
其它函数
种类 平方根 自然对数 指数函数
函数名 SQRT
LN EXP
#2=2; #1=SQRT[#2];
格式 #i = SQRT[ #k ]
Word技巧如何利用宏编辑器编写自定义的宏程序

Word技巧如何利用宏编辑器编写自定义的宏程序Microsoft Word是目前世界上最流行和广泛使用的文字处理软件之一。
它提供了许多强大的功能和工具,使用户能够更高效地处理文档。
其中一个非常有用的功能是宏编辑器。
宏是一系列预定义的命令和操作,可以用来自动执行一些常见的任务。
通过宏,用户可以节省大量的时间和精力,提高工作的效率。
在这篇文章中,我们将介绍如何使用Word的宏编辑器来编写自定义的宏程序。
一、打开宏编辑器在Word中,打开宏编辑器非常简单。
只需要依次点击“开发工具”选项卡中的“宏”按钮,然后选择“宏编辑器”选项即可。
宏编辑器将以新的窗口形式显示在屏幕上。
二、编写宏程序1. 宏的基本结构一个宏程序的基本结构包括宏的名称、宏的代码和宏的描述。
宏的名称是宏程序的唯一标识,宏的代码是执行具体任务的指令集,宏的描述是对宏程序的简要说明。
2. 宏的录制与编辑Word提供了宏的录制功能,可以自动记录用户在Word中进行的操作。
用户可以通过录制功能来生成初始的宏代码,然后再对其进行编辑和优化。
录制功能位于宏编辑器的工具栏上,用户只需要按下录制按钮即可开始录制操作。
在录制过程中,Word将自动记录用户的每个操作,并将其转化为相应的宏代码。
用户可以在录制过程中进行各种操作,例如插入文字、格式化文本、设置页边距等。
录制结束后,用户可以进入宏编辑器,对录制的宏代码进行编辑和优化。
3. 宏的代码编辑宏的代码由一系列的VBA(Visual Basic for Applications)语句组成。
用户可以使用VBA语句来编写和编辑宏程序。
VBA是一种强大而灵活的编程语言,它可以与Word的对象模型交互,实现复杂的功能。
用户可以使用各种VBA语句和函数来操作Word文档。
例如,使用Selection对象可以选择和操作文本;使用Document对象可以访问和修改文档属性;使用Range对象可以操作文档中的特定区域。
用户可以根据自己的需求编写和编辑宏代码。
宏程序举例2椭圆锥台
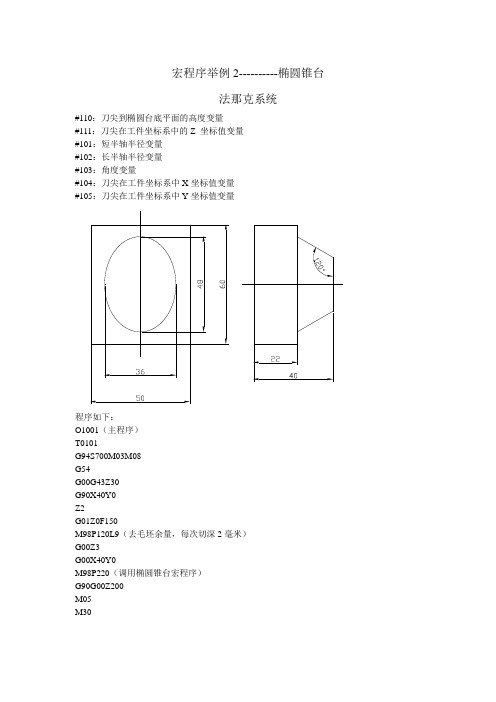
宏程序举例2----------椭圆锥台法那克系统#110:刀尖到椭圆台底平面的高度变量#111:刀尖在工件坐标系中的Z 坐标值变量#101:短半轴半径变量#102:长半轴半径变量#103:角度变量#104:刀尖在工件坐标系中X坐标值变量#105:刀尖在工件坐标系中Y坐标值变量程序如下:O1001(主程序)T0101G94S700M03M08G54G00G43Z30G90X40Y0Z2G01Z0F150M98P120L9(去毛坯余量,每次切深2毫米)G00Z3G00X40Y0M98P220(调用椭圆锥台宏程序)G90G00Z200M05M30O120(毛坯余量子程序)G91G01Z-2G90#103=360(角度变量初赋值)N100 #104=18*COS[#103](X坐标值变量)#105=24*SIN[#103] (Y坐标值变量)G41 X#104 Y#105 D01#103=#103-1(角度增量-1)IF[#103GE0]GOTO100(如果角度大于等于0,则返回执行循环)G40G01X40Y0M99O220(椭圆锥台子程序)#110=0(刀尖到底平面高度)#111=-18(刀尖Z坐标值)#101=18(短半轴半径)#102=24(长半轴半径)N200#103=360(角度变量)G01Z#111F100N300#104=#101*COS[#103](刀尖X坐标值)#105=#102*SIN[#103](刀尖Y坐标值)G41G01X#104Y#105 D01#103=#103-1IF[#103GE0]GOTO300(循环加工椭圆)G40G01X40Y0#110=#110+0.2#111=#111+0.2(刀尖Z坐标值)#101=18-#110*TAN[30](短半轴半径变量)#102=24-#110*TAN[30](长半轴半径变量)IF[#111LE0]GOTO200(循环加工椭圆锥台)M99西门子802C系统TYZ01G54T1D1G00Z50G94S1000M03M08G00X40Y0Z3G01Z0F200L10P9G00X40Y0R9=0(刀尖到底平面高度)R10=-18(刀尖Z坐标值)R11=18(短半轴半径)R12=24(长半轴半径)BB:R13=360(角度变量)G01Z=R10CC:R14=R11*COS(R13)R15=R12*SIN(R13)G41G01X=R14Y=R15R13=R13-2IF R13﹥=0 GOTOB CCG40G01X40Y0R10=R10+0.2R9=R9+0.2R11=18-R9*TAN(30)R12=24-R9*TAN(30)IF R10﹥=0 GOTOB BBG00Z100M30L10G91Z-2G90R13=360(角度变量)AA:R14=18*COS(R13)(短半轴半径变量)R15=24*SIN(R13)(长半轴半径变量)G41G01X=R14Y=R15F200R13=R13-2IF R13﹥=0 GOTOB AAG40G01X40Y0M02倒圆弧加工用8毫米球刀倒R5孔口倒角DJ01G54T1D2G00Z50S1000M03X0Y0Z2G01Z0R1=0AA:G01X=20-9*SIN(R1)Z=-(9-9*COS(R1))G03I=-(20-9*SIN(R1))R1=R1+2IF R1﹤=90 GOTOB AA G00Z50M30。
法兰克用户宏程序资料

(最多999次)
2
3
4
一、变量
1、变量
使用用户宏程序时,数值可以直接指定或用 变量指定。当用变量时,变量值可用程序或用 MDI面板上的操作改变。
#1=#2+100;
G01 X#1 F300;
2、变量的表示
计算机允许使用变量名,用户宏程序不行。 变量用变量符号(#)和后面的变量号指定。
1.235+2.346=3.581 刀具返回到初始位置
30
⑤上取整和下取整 CNC处理数值运算时,若操作后产生的整
数绝对值大于原数的绝对值时为上取整, 小于原数的绝对值时为下取整。
设:#1=1.2, #2=-1.2 #3=FUP[#1]; 则2.0赋给#3 #3=FIX[#1]; 则1.0赋给#3 #3=FUP[#2]; 则-2.0赋给#3 #3=FIX[#2]; 则-1.0赋给#3
N#2G00X100.0 /#3Y200.0
12
二、系统变量
1、刀具补偿值
13
2、时间信息
14
3、自动运行控制 可以改变自动运行的控制状态
15
●当电源接通时,该变量的值为0。 ●当单程序段停止无效时,即使单程序段开
关设为ON,也不执行单程序段停止。 ●当不指定等待辅助功能(M,S和T功能)完
②ARCCOS #I=ACOS[#j] 取值范围
180°~0°
27
3π/2 π
π/2
-1 0 1
π/2 -1
01 -π/2
π π/2 -1 0 1
28
③ ARCTAN #i=ATAN[#j]/[#K]; 取值范围 当No.6004.0=0时 :0°~360° No.6004.0=1时 :-180°~180°
数控加工之宏程序编程

05
宏程序编程的发展趋势与展 望
智能化编程
自动化编程
01
利用人工智能和机器学习技术,实现数控加工编程的自动化,
减少人工干预和错误。
自适应加工
02
根据加工材料、刀具、工艺参数等实时调整加工参数,提高加
工效率和精度。
智能故障诊断
03
通过传感器和数据分析技术,实时监测加工过程,自动识别和
预警潜在的故障和问题。
03
宏程序编程的实例
加工椭圆轮廓
总结词
通过宏程序编程,可以高效地加工出精 确的椭圆轮廓。
VS
详细描述
在数控加工中,椭圆轮廓的加工是一个常 见的任务。使用宏程序编程,可以根据给 定的椭圆参数(长半轴和短半轴)以及起 始点和终止点的坐标,自动计算出椭圆轮 廓上的各个点,并控制刀具进行精确加工 。这避免了手动计算和输入大量坐标点, 提高了加工效率和精度。
加工非圆曲线
总结词
宏程序编程能够处理复杂的非圆曲线加工, 满足各种形状需求。
详细描述
非圆曲线在机械零件中经常出现,如凸轮、 叶片等。通过宏程序编程,可以将非圆曲线 方程转化为数控机床能够理解的代码语言, 控制刀具按照给定的非圆曲线轨迹进行加工。 这使得非圆曲线的加工变得简单高效,提高 了零件的制造精度和一致性。
协同编程
支持多用户协同编程和数据共享,提高团队协作效率。
数据云存储
将数控加工数据存储在云端,方便数据管理和备份,提高数据安全性。
感谢您的观看
THANKS
优化工件装夹
合理设计工件装夹方案,减少装夹和 调整时间,提高加工效率。
避免加工误差的注意事项
精确测量和校准
确保测量工具和数控机床的准确性,定期进 行校准和维护。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CNC第一篇铣工篇 1专题一行切和环切 11.1环切11.1.1环切刀具半径补偿值的计算11.1.2环切刀补程序工步起点(下刀点)的确定11.1.3在程序中修改刀具半径补偿值21.1.4环切宏程序41.2 行切51.2.1 矩形区域的行切计算51.2.2行切的子程序实现51.2.3 行切宏程序实现6专题二相同轮廓的重复加工82.1 用增量方式完成相同轮廓的重复加工82.2用坐标系平移完成相同轮廓的重复加工82.3 用宏程序完成相同轮廓的重复加工9专题三简单平面曲线轮廓加工11专题四简单立体曲面加工124.1球面加工124.1.1外球面加工134.1.2内球面加工144.2水平圆柱面的加工144.2.1圆柱面的轴向走刀加工154.2.1圆柱面的周向走刀加工16专题五孔系加工175.1 矩形阵列孔系加工175.2环形阵列孔系加工18第二篇车工篇19专题六参数编程19专题七方程曲线的车削加工207.1方程曲线车削加工的走刀路线:207.2 椭圆轮廓的加工20附录FANUC系统G指令和宏指令21附录1刀具补偿值、刀具补偿号及在程序中赋值G10 211、刀具补偿值的范围212、刀具补偿值的存贮213、刀具补偿赋值格式:21附录2 缩放G50、G51 22附录3 坐标系旋转G68、G69 24附录4 宏程序B(custom macro B) 271 宏变量(variables)272 系统变量 SYSTEM VARIABLES 292.1接口信号 Interface signals 292.2刀具补偿值 Tool compensation values 292.3宏程序报警信息Macro alarms 302.4时间信息302.5自动运行控制302.6背景(#3005) Settings 312.7已加工的零件数 Number of machined parts 322.8模态信息 Model information 322.9当前位置322.10工件坐标系补偿值(工件坐标系零点偏置值)333算术和逻辑运算334 宏语句和NC语句365分支和循环365.1无条件分支GOTO语句375.2 条件分支IF语句375.3 循环WHILE 语句386 调用宏程序 MACRO CALL 296.1 简单调用G65 306.2模态调用G66 336.3使用G代码的宏调用356.4使用M代码的宏调用356.5使用M代码的子程序调用366.6使用T代码的子程序调用376.7例程37第一篇铣工篇专题一行切和环切在数控加工中,行切和环切是典型的两种走刀路线。
行切在手工编程时多用于规则矩形平面、台阶面和矩形下陷加工,对非矩形区域的行切一般用自动编程实现。
环切主要用于轮廓的半精、精加工及粗加工,用于粗加工时,其效率比行切低,但可方便的用刀补功能实现。
1.1环切环切加工是利用已有精加工刀补程序,通过修改刀具半径补偿值的方式,控制刀具从内向外或从外向内,一层一层去除工件余量,直至完成零件加工。
编写环切加工程序,需解决三个问题:⌝环切刀具半径补偿值的计算;环切刀补程序工步起点(下刀点)的确定;⌝⌝如何在程序中修改刀具半径补偿值。
1.1.1环切刀具半径补偿值的计算确定环切刀具半径补偿值可按如下步骤进行:1、确定刀具直径、走刀步距和精加工余量;2、确定半精加工和精加工刀补值;3、确定环切第一刀的刀具中心相对零件轮廓的位置(第一刀刀补值);4、根据步距确定中间各刀刀补值。
示例:用环切方案加工图1-1零件内槽,环切路线为从内向外。
环切刀补值确定过程如下:1、根据内槽圆角半径R6,选取φ12键槽铣刀,精加工余量为0.5mm,走刀步距取10mm。
2、由刀具半径6,可知精加工和半精加工的刀补半径分别为6和6.5mm;3、如图所示,为保证第一刀的左右两条轨迹按步距要求重叠,则两轨迹间距离等于步距,则该刀刀补值=30-10/2=25mm。
4、根据步距确定中间各刀刀补值,第二刀刀补值=25-10=15mm第三刀刀补值=15-10=5,该值小于半精加工刀补值,说明此刀不需要。
由上述过程,可知,环切共需4刀,刀补值分别为25、15、6.5、6mm。
1.1.2环切刀补程序工步起点(下刀点)的确定对于封闭轮廓的刀补加工程序来说,一般选择轮廓上凸出的角作为切削起点,对内轮廓,如没有这样的点,也可以选取圆弧与直线的相切点,以避免在轮廓上留下接刀痕。
在确定切削起点后,再在该点附近确定一个合适的点,来完成刀补的建立与撤消,这个专用于刀补建立与撤消的点就是刀补程序的工步起点,一般情况下也是刀补程序的下刀点。
一般而言,当选择轮廓上凸出的角作为切削起点时,刀补程序的下刀点应在该角的角平分线上(45°方向),当选取圆弧与直线的相切点或某水平/垂直直线上的点作为切削起点时,刀补程序的下刀点与切削起点的连线应与直线部分垂直。
在一般的刀补程序中,为缩短空刀距离,下刀点与切削起点的距离比刀具半径略大一点,下刀时刀具与工件不发生干涉即可。
但在环切刀补程序中,下刀点与切削起点的距离应大于在上一步骤中确定的最大刀具半径补偿值,以避免产生刀具干涉报警。
如对图1-1零件,取R 30圆弧圆心为编程零点,取R30圆弧右侧端点作为切削起点,如刀补程序仅用于精加工,下刀点取在(22,0)即可,该点至切削起点距离=8m m。
但在环切时,由于前两刀的刀具半径补偿值大于8mm,建立刀补时,刀具实际运动方向是向左,而程序中指定的运动方向是向右,撤消刀补时与此类似,此时数控系统就会产生刀具干涉报警。
因此合理的下刀点应在编程零点(0,0)。
1.1.3在程序中修改刀具半径补偿值在程序中修改刀具半径补偿值可采用如下方法λ1、在刀补表中设好环切每一刀的刀具半径补偿值,然后在刀补程序中修改刀具补偿号。
示例1.1直接在G41/G42程序段修改刀具补偿号示例1.2用宏变量表示刀具补偿号,利用循环修改刀具补偿号λ2、使用G10修改刀具补偿半径示例1.3,使用G10和子程序完成环切示例1.4使用G10和循环完成环切3、直接用宏变量对刀补值赋值示例1.5直接用宏变量对刀补值赋值,利用循环完成环切。
说明:在G41 X30 d#10中,#10表示刀具补偿号,而在G41 X30 d[#10]中,#10表示刀具半径补偿值,此用法在FANUC说明书中没有,但实际使用的结果确实如此,如所用系统不支持此用法,就只用示例1.4用法。
1.1.4环切宏程序当使用刀具半径补偿来完成环切时,不管我们采用何种方式修改刀具半径补偿值,由于受刀补建、撤的限制,它们都存在走刀路线不够简洁,空刀距离较长的问题。
对于象图1-1所示的轮廓,其刀具中心轨迹很好计算,此时如用宏程序直接计算中心轨迹路线,则可简化走刀路线,缩短空刀距离。
示例1.6 完全使用宏程序的环切加工如图1-2所示,用#1、#2表示轮廓左右和上边界尺寸,编程零点在R30圆心,加工起始点放在轮廓右上角(可削除接刀痕)%1000G54 G90 G0 G17 G40;Z50 M03 S100;#4=30 ;左右边界#5=60 ;上边界#10=25 ;粗加工刀具中心相对轮廓偏移量(相当于刀补程序中的刀补值)#11=9.25 ;步距#12=6 ;精加工刀具中心相对轮廓偏移量(刀具真实半径)G0 X[#4-#10-2] Y[#5-#10-2];Z5;G1 Z-10 F60;#20=2 ;WHILE [#20 GE 2] DO1;WHILE [#10 GE #12] DO2;#1=#4-#10;左右实际边界#2=#5-#10;上边实际边界G1 X[#1-2] Y[#2-2] F200;G3 X#1 Y#2 R2;圆弧切入到切削起点G1 X[-#1];Y0;G3 X#1 R#1;G1 Y#2;G3 X[#1-2] Y[#2-2] R2#10=#10-#11END2#10=#12#20=#20-1END1G0 Z50M301.2 行切一般来说,行切主要用于粗加工,在手工编程时多用于规则矩形平面、台阶面和矩形下陷加工,对非矩形区域的行切一般用自动编程实现。
1.2.1 矩形区域的行切计算λ1、矩形平面的行切区域计算如图所示,矩形平面一般采用图示直刀路线加工,在主切削方向,刀具中心需切削至零件轮廓边,在进刀方向,在起始和终止位置,刀具边沿需伸出工件一距离,以避免欠切。
假定工件尺寸如图所示,采用Φ60面铣刀加工,步距50mm,上、下边界刀具各伸出10mm。
则行切区域尺寸为800×560(600+10*2-60)。
λ2、矩形下陷的行切区域计算对矩形下陷而言,由于行切只用于去除中间部分余量,下陷的轮廓是采用环切获得的,因此其行切区域为半精加工形成的矩形区域,计算方法与矩形平面类似。
假定下陷尺寸100*80,由圆角R6选Φ12铣刀,精加工余量0.5mm,步距10mm,则半精加工形成的矩形为(100-12*2- 0.5*2)*(80-12*2-0.5*2)= 75*55。
如行切上、下边界刀具各伸出1mm,则实际切削区域尺寸=75*(5 5+2-12)=75*45。
1.2.2行切的子程序实现对于行切走刀路线而言,每来回切削一次,其切削动作形成一种重复,如果将来回切削一次做成增量子程序,则利用子程序的重复可完成行切加工。
λ1、切削次数与子程序重复次数计算进刀次数n=总进刀距离/步距=47/10=4.5,实际需切削6刀,进刀5次。
⌝⌝子程序重复次数m=n/2=5/2=2,剩余一刀进行补刀。
步距的调整:步距=总进刀距离/切削次数。
⌝说明:⌝当实际切削次数约为偶数刀时,应对步距进行调整,以方便程序编写;⌝当实际切削次数约为奇数刀时,可加1成偶数刀,再对步距进行调整,或直接将剩下的一刀放在行切后的补刀中,此时不需调整步距。
⌝由于行切最后一刀总是进刀动作,故行切后一般需补刀。
λ2、示例1.7对图1-4零件,编程零点设在工件中央,下刀点选在左下角点,加工程序如下:1.2.3 行切宏程序实现对图1-4零件,编程零点设在工件中央,下刀点选在左下角点,加工宏程序如下:示例1.8(本程序未考虑分层下刀问题)专题二相同轮廓的重复加工在实际加工中,相同轮廓的重复加工主要有两种情况:⌝1、同一零件上相同轮廓在不同位置出现多次;2、在连续板料上加工多个零件。
⌝实现相同轮廓重复加工的方法⌝1、用增量方式定制轮廓加工子程序,在主程序中用绝对方式对轮廓进行定位,再调用子程序完成加工。
⌝2、用绝对方式定制轮廓加工子程序,并解决坐标系平移的问题来完成加工。
⌝3、用宏程序来完成加工。
2.1 用增量方式完成相同轮廓的重复加工示例2-1,加工图2-1所示工件,取零件中心为编程零点,选用φ12键槽铣刀加工。
子程序用中心轨迹编程。