污酸处理工艺
浅谈冶炼烟气制酸污酸处理技术

浅谈冶炼烟气制酸污酸处理技术
吕克新1,夏 青1,郈亚丽2
(1. 江铜国兴(烟台)铜业有限公司,山东 烟台 264006 ;2. 烟台国润铜业有限公司,山东 烟台 264002)
摘 要 :铜冶炼烟气制酸过程中,污酸处理技术最常采用的是使用石灰 - 铁盐法,但处理过程中产生大量酸性污泥,回收利用难
2 常用污酸处理技术 2.1 石灰 - 铁盐法
污酸中存在的杂质主要有不溶性的烟尘,氯,氟,砷,及锌 铜铅镉铁等重金属元素。石灰 - 铁盐法成本低,操作简单,是现 阶段应用最广泛的污酸处理方法。污酸处理过程是将污酸通入 石灰乳液中,PH 值调整在 4 ~ 7 的范围内,污酸中的亚硫酸,稀 硫酸,亚砷酸,砷酸,氢氟酸等与石灰溶液进行化学反应,生成 硫酸钙,砷酸钙等沉淀物,经过一段时间放置后,可以将氟,砷, 等除掉,将上清液中加入硫酸亚铁溶液,并将空气鼓入其中,经 PH 值调整至大于 7 后,可进一步除去重金属离子,砷,氟等杂 质,在上清液中再加入硫化钠溶液,可以将污酸中剩余大部分重 金属的离子除去,从而达到国家允许排放的杂质浓度标准 [2]。在 石灰 - 铁盐法处理污酸的过程中需要注意以下几点。
103
M 冶金冶炼 etallurgical smelting
灰等,大部分会排出。 2.2 硫化 - 中和铁盐法
在进行污酸处理的过程中加入硫化钠,可以与砷,重金属生 成硫化物沉淀,从而将重金属,砷去除。对上清液使用铁盐以及 石灰进行处理,通过曝气氧化,加入凝聚剂,进行固液分离。使 用硫化 - 中和铁盐法处理污酸,在强酸条件下产生硫化物沉淀不 容易溶解,去除率比较高。经过硫化 - 中和铁盐法处理后产生废 渣中含有较多的硫化铁,可以将其中的部分重金属通过后续工 艺回收一部分,减少重金属对环境的污染 [9]。 2.3 生物制剂法
污酸污水作业指导书
3Q/ZJXY 巴彦淖尔紫金有色金属有限公司企业标准污酸污水作业指导书编制:苏凤来宁石河许耀审核:沙涛孟宪瑞批准:刘德祥巴彦淖尔紫金有色金属有限公司发布目录第一章上料工序作业指导书................................................ 错误!未定义书签。
1、目的范围.............................................................. 错误!未定义书签。
2、措施方法.............................................................. 错误!未定义书签。
2.1、原辅助材料标准..................................................... 错误!未定义书签。
2.2、工艺原理........................................................... 错误!未定义书签。
2.3、工艺技术条件....................................................... 错误!未定义书签。
2.4、设备表............................................................. 错误!未定义书签。
2.5、工艺流程图......................................................... 错误!未定义书签。
2.6、监测试验方法....................................................... 错误!未定义书签。
2.7、监视手段........................................................... 错误!未定义书签。
铜冶炼污酸污水处理工艺优化探讨
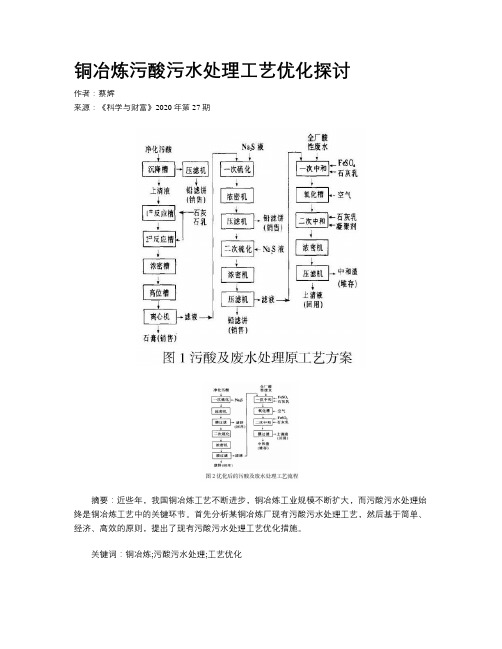
铜冶炼污酸污水处理工艺优化探讨作者:蔡辉来源:《科学与财富》2020年第27期摘要:近些年,我国铜冶炼工艺不断进步,铜冶炼工业规模不断扩大,而污酸污水处理始终是铜冶炼工艺中的关键环节。
首先分析某铜冶炼厂现有污酸污水处理工艺,然后基于简单、经济、高效的原则,提出了现有污酸污水处理工艺优化措施。
关键词:铜冶炼;污酸污水处理;工艺优化随着国家对环境保护的关注,金属冶炼环保改造成为一大趋势。
目前我国大多数铜冶炼厂的污酸污水处理基本流程包括除铅过滤、硫化物,石膏制备以及石灰铁盐的过滤,最终使废水达到环保排放标准。
根据国家标准,有色金属工业最终排放的废水中砷含量不能超过0.5mg/L。
某冶炼厂采用二十世纪世纪八十年代从日本引进的工艺方案,“先石膏,后分段硫化”处理污酸,通过石灰加硫酸亚铁共沉淀法处理污水,污酸污水处理流程复杂,效率不高,同时工艺控制难度大,硫化钠消耗量大,无法确保处理后的废水排放稳定达标,同时传统的铜冶炼酸处理成本相对较高。
因此,必须积极创新和优化现有的铜冶炼污酸污水处理工艺,以满足最新的环境保护要求。
1;;;; 当前污酸及废水处理工艺分析该冶炼厂采用石膏—分段硫化—石灰铁盐共沉淀的工艺处理方案,具体如图1。
1.1; 石膏工序经过净化处理的污酸通过沉降处理可以除去其中的铅、二氧化硫SO2气体,然后与pH为2.0的石灰石乳液反应形成石膏,并脱去一部分氟。
将石膏滤液、上清液输送到下一个硫化过程以去除铜和砷。
1.2; 分段硫化将硫化钠Na2S溶液加到石膏滤液中形成含有铜和砷的硫化物沉淀。
通过控制一级反应、二级反应的pH值以及氧化还原电极电势,根据铜、硫化砷的溶度积存在差异,因此铜、砷被沉淀,诸如锌和镉等其他重金属离子也被沉淀。
1.3; 石灰乳铁盐共沉淀法污酸处理后的溶液与含酸污水混合形成废水,通过石灰乳铁盐共沉淀法处理废水。
通过将第一次中和反应的pH控制7±0.2,第二次中和反应的pH控制在10.0±0.2,同时加入硫酸亚铁作为砷的共沉淀剂,通过曝气氧化添加絮凝剂,经过浓缩、澄清、过滤处理后的废水达到环保排放标准,中和渣在指定地点填埋。
污酸硫化除砷主要影响因素研究
污酸硫化除砷主要影响因素研究摘要:本文主要研究了在污酸硫化过程中影响重金属砷去除效率的主要影响因素,分析了重金属砷去除效率不高的原因并提出了解决对策。
关键词:污酸;硫化法;砷;铜1.前言XX冶炼厂污酸污水处理生产工艺选用“硫化+石膏+石灰铁盐”法,污酸处理量为520m3/d,污酸含铜离子达到2500mg/L,含砷离子达到3500mg/L,为了实现铜砷的阶梯分离,采用两级硫化工艺。
一级硫化工艺去除污酸中的铜离子和一部分砷离子,二级硫化工艺去除污酸中剩余的砷离子。
1.1污酸硫化处理工艺制酸净化工序和贵金属车间所产生的废酸进入污酸储罐,由污酸储罐的污酸输送泵将污酸送至一级硫化反应釜(一段)和硫化钠溶液混合反应后溢流进入一级硫化反应釜(二段)再和硫化钠溶液混合反应除去铜、砷等主要重金属离子(主要除去铜),产生的硫化浑浊液(主要成分硫化铜、硫化亚砷)溢流进入一级硫化浓密机沉降,通过一级硫化压滤泵输送至富铜压滤机进行压滤,形成富铜渣直接回炉处理,浓密机溢流的液和压滤出来的滤液为一级硫化滤液(其中含有大部分砷离子),进入二级硫化反应釜(一段)与过量硫化钠溶液混合反应再溢流进入二级硫化反应釜(二段)与过量硫化钠溶液混合反应除去砷、铜等主要重金属离子(主要除去砷),产生的硫化浑浊液(主要成分硫化亚砷、硫化铜)溢流进入二级硫化浓密机沉降,通过二级硫化压滤泵输送至富砷压滤机进行压滤,形成富砷渣。
浓密机溢流的液和压滤出来的滤液为二级硫化滤液进入石膏工序进一步处理。
①硫化法化学反应如下:As 2 O 3 +3H 2 O = 2H 3 AsO 3(亚砷酸)Na 2 S+H 2 SO 4 = H 2S↑+Na 2 SO 4Cu2++S2= CuS↓+SO422H3AsO 3 +3S2 = As2 S 3↓(硫化亚砷)+6OH2.生产问题2.1 砷去除不稳定污酸处理硫化工序任务是去除污酸中的铜离子和砷离子,二级硫化处理后的滤液含砷离子要求≤30mg/L,但实际生产中处理结果不稳定,时有超标现象,针对2022年3月底至5月份的二级硫化处理后的滤液含砷量进行了比较统计,含砷量最高为:1613mg/L,最低:0mg/L,平均:334.77mg/L。
科技成果——污酸废水气液强化硫化处理与资源化技术

科技成果——污酸废水气液强化硫化处理与资源化技术适用范围重金属冶炼、化工、电镀等涉重金属酸性废水技术原理该技术主要利用硫化氢气体作为硫源直接在强酸性条件下直接将污酸废水中的铜、铅、砷、汞、铊、镉等重金属进行硫化反应,快速生成金属硫化物而实现重金属离子的深度脱除。
主要反应机理如下:+3H2S=As2S3+6OH-;Me n++H2S=MeS n-2+2H+;2AsO3-3通过自主研发的气液强化硫化反应器内,强化气液传质过程,提高了反应效率,缩短了反应时间,提高了净化效果,克服了传统硫化反应中由于传质不均匀而导致的反应效率低,硫化效果不佳的弊端,且在反应过程中,通过过量硫化氢再利用的优化设计,硫化氢的利用率可达99%以上,大大提高了硫化氢的利用率,微量硫化氢进吸收塔处理。
工艺流程1、根据不同的工艺要求选择相应的硫化剂制备,控制硫化剂与辅助剂按照约1:1.05的反应比例投入至气体发生器中,反应生成硫化氢气体,引入储气罐中备用;2、污酸进入收集池进行水质水量调节后进入气液强化硫化反应器,同时通过自动连锁控制,储气罐中的硫化氢进入至气液强化硫化反应器内进行高效、快速反应,反应时间为5min;3、反应完成后生成的高品位硫化渣沉淀排入浓密池,在浓密池中通过重力作用进行初步的固液分离;4、通过板框压滤机对沉淀底流进行压滤分离,分离得到高品位硫化渣进行再回收利用或安全处置;5、浓密池上清液进入至后续工序处理;6、气液强化硫化过程中反应后过量的少量硫化氢气体排入尾气预处理反应器再利用,处理后微量硫化氢尾气进入吸收塔进行碱液吸收处理;7、整个工艺流程中,投入的硫化剂100%转化为硫化氢,99%以上的硫化氢在反应过程中被消耗,不到1%的硫化氢进入吸收塔被碱液吸收转化为硫化钠,当吸收塔中硫化钠溶液达到一定浓度时,返回气体发生器再重新反应制备硫化氢气体。
关键技术利用硫化氢气体作硫化剂,利用自主研发的高效气液强化硫化反应装备,大大提高硫化反应速率,实现污酸废水中重金属的梯级硫化分离;污酸废水在酸性条件下直接实现污酸中有害元素砷、汞、铊、镉的深度脱除,净化出水稳定达到国家相关标准,产生的富铜渣、砷渣中铜、砷含量分别达50%以上,高品位富铜渣和富砷渣不但减少了渣量,硫化铜渣中铜品位高达50%以上,便于资源化回收和安全处置;该技术处理前污染物初始浓度可达10g/L以上,高低浓度均可处理;处理后污染物出口浓度中砷小于0.5mg/L,铜小于0.5mg/L,汞小于0.05mg/L,脱除率达99%,稳定达到《铅、锌工业污染物排放标准》、《铜、镍、钴工业污染物排放标准》或其他国家相关标准,对环境和规模无特殊要求;采用硫化氢替代硫化钠进行硫化,可以避免钠离子等盐分进入污酸废水,降低废水的盐分,有利于净化水的回用;硫化后污酸中和渣中无有害重金属离子,便于渣的利用和安全处置。
冶炼烟气制酸污酸处理技术研究
冶炼烟气制酸污酸处理技术研究摘要:随着我国科技不断的发展,有色金属在冶炼过程中产生的烟气不仅影响环境还对人类身体健康造成一定威胁。
随着冶炼制酸工艺也得到逐步的提升,冶炼制酸工艺的应用逐渐发挥着重要的作用,随之而来的污酸处理的问题也逐渐显现出来,有色金属冶炼产生的污酸酸度高、重金属(铅、锌、铁、铜等)种类多且浓度高,同时含有大量难以去除的砷、氟、氯等物质。
因此本文对有色金属冶炼中冶炼烟气制酸污酸处理技术进行全面分析研究,希望为从业者提供参考。
关键词:冶炼;烟气制酸;污酸处理;技术研究引言目前我国有色金属冶炼制酸量居世界首位,相关企业在新时代发展的大背景下提高了生产经营水平,引进了先进技术,缩小了国内外先进水平的差距。
但有色金属在冶炼的过程当中产生的烟气是有害的,空气当中的二氧化硫含量过高,人类在呼吸的过程当中就会引起各种疾病严重的情况下会造成死亡。
冶炼烟气制酸则将烟气充分再利用,随之而来的也需要面对冶炼产生的污酸处理。
一、什么是污酸1、污酸:有色冶炼时产生的含二氧化硫烟气是生产工业硫酸主要的原料之一。
冶炼烟气制酸系统净化工序采用半封闭稀酸洗涤流程,烟气中的矿尘、三氧化硫、挥发性物质在洗涤过程中进入到稀硫酸中,随着洗涤过程的进行,这些杂质逐渐富集,为保证稀酸的洗涤效果,需要排出部分稀酸至污酸处理站处理,排出系统的这部分稀酸称为污酸。
2、污酸的危害:污酸中含有的砷作为一种带有剧毒性质的物质,不管是对人体的潜伏期还是致癌,都有着非常长的远期不良效应。
将污酸水直接排入到水体当中,不管是对于生物还是生存环境,都会造成极大的危害,同时这和国家有关污水排放标准及环保要求严重不符。
二、污酸处理的现状目前我国冶炼企业污酸处理过程中所用到的工艺和技术方法,主要有硫化法、膜处理法、生物法等。
但是在污酸达标排放上的问题上,采用传统的处理方法仅仅只能够满足排放的目的,而且在实际处理的过程中污酸处理中重要的一个难点就是防止二次污染、酸无法回用等一系列的问题。
柠檬酸厂污水处理工艺流程
柠檬酸厂污水处理工艺流程一、引言柠檬酸厂是一种重要的化工工厂,其生产过程会产生大量的污水。
为了保护环境和合规运营,柠檬酸厂需要建立一套高效的污水处理工艺流程。
本文将详细介绍柠檬酸厂污水处理的标准工艺流程,包括预处理、主处理和后处理。
二、预处理1. 污水收集:柠檬酸厂的各个生产环节产生的污水首先通过管道系统收集到预处理区。
2. 筛网过滤:污水经过筛网过滤,去除大颗粒杂质,以防止管道堵塞。
3. 中和反应:在预处理区,将酸性废水与碱性废水进行中和反应,以调节污水的酸碱度。
4. 沉淀池:中和后的污水进入沉淀池,通过重力沉淀去除悬浮颗粒物。
三、主处理1. 活性污泥法:沉淀池中的污水进入活性污泥池,通过添加活性污泥和氧气,利用微生物降解有机物质,使其转化为无机物质。
2. 曝气池:为了提供足够的氧气供给微生物降解有机物,曝气池中通过机械或气泡曝气装置将空气注入污水中。
3. 沉淀池:经过活性污泥法处理后的污水进入沉淀池,通过重力沉淀将活性污泥与水分离。
4. 滤池:沉淀池中的污水进入滤池,通过滤料的过滤作用进一步去除悬浮颗粒物。
5. 消毒处理:经过滤池过滤后的污水进入消毒池,通过添加消毒剂(如次氯酸钠)杀灭残留的微生物。
四、后处理1. 深度处理:经过主处理后的污水进入深度处理系统,通过进一步的过滤和化学处理,去除残留的有机物和无机物。
2. 膜分离:深度处理后的污水进入膜分离系统,通过超滤、纳滤或反渗透等膜分离技术,去除微小颗粒和溶解物。
3. 再生利用:经过膜分离后的污水可以进一步经过消毒处理后,用于农田灌溉、工业用水或环境水体补给等再生利用方式。
4. 排放:如果经过后处理的污水无法再利用,可根据国家和地方的排放标准,将其安全地排放到环境水体中。
五、总结柠檬酸厂污水处理工艺流程包括预处理、主处理和后处理三个阶段。
通过筛网过滤、中和反应、沉淀池、活性污泥法、曝气池、滤池、消毒处理等工艺步骤,可以有效去除污水中的悬浮颗粒物、有机物和微生物,最终达到环境排放标准或再利用的要求。
铜冶炼污酸污水处理工艺流程的优化

:铜冶炼污酸污水处理工艺流程的优化徐焰(杭州富春江冶炼有限公司,杭州)摘要:对粗铜冶炼中污酸、污水处理工艺流程进行优化,提出了高砷污酸、污水达标排放的处理工艺以及中和渣无害化的方法。
流程优化后高含砷污酸污水可以达标排放。
关键词:砷;污酸;污水;优化;中和渣中图分类号:;文献标志码:文章编号:()(, , ):. . .:; ; ; ;在铜精矿还原熔炼过程中,精矿中所含的砷有以上以气态形式挥发进入烟气和烟尘中。
在烟气制酸净化过程中,和其他杂质进入循环的污酸中,其中砷以亚砷酸根的形态赋存在污酸中。
规定砷的排放标准为,因此,含砷污酸的治理日益引起人们的重视。
我国有色冶炼企业的含砷污酸、污水的处理大多采用石灰铁盐法[]。
我公司原来处理含砷污酸采用一级硫化、石灰—铁盐二段中和法处理工艺,运行过程中发现诸多弊端很难满足环保要求。
经技改后,将处理流程改为二级硫化除砷、一段石灰中和除酸,二段石灰铁盐沉砷的处理工艺,取得了很好的效果,并对所有中和渣进行了无害化处理。
原污酸、污水处理工艺我公司冶炼烟气制酸采用二转二吸工艺,烟气净化降温洗涤过程中产生的含砷污酸量可达60 m3,污酸主要成分:,25 g,,,。
原工艺采用一级硫化、石灰铁盐中和处理,该工艺流程见图。
图原污酸污水处理工艺流程图生产实践表明,该工艺流程存在下列问题:)在污酸含砷比较高(一般质量浓度超过5 g)时,一级硫化反应后出水含砷仍比较高(质量浓度在以上),给后期铁盐除砷带来很大的压力。
)含铁中和渣量大,结晶超细难以脱水,导致综合利用难度大,成本高。
为满足更高的环保要求,提高对高浓度含砷污酸的适应性,确保稳定达标,实现中和污泥减量化、无害化,就必须对原处理工艺流程进行优化改造。
收稿日期:20XX-11-23作者简介:徐焰(),男,浙江富阳人,工程师.改造后的工艺改造后的工艺流程为:二级硫化除砷、一段中和除酸、二、三段石灰乳—硫酸亚铁混凝沉淀法除砷。
用该流程处理后,砷去除率大于,出水水质符合国家排放标准,可全部回用于生产。
污酸(铜冶炼)处理新技术介绍

铜冶炼污酸处理新技术介绍(1)稀硫酸浓缩回收法铜冶炼污酸主体是硫酸,硫酸根浓度一般能达到1.5mol/L 以上。
目前对于铜冶炼污酸中硫酸根的处理有两种思路:①直接加药剂沉淀硫酸根的同时生产铁系颜料和硫酸铵产品,既能出水达标,又能带来经济效益。
②稀硫酸浓缩回收。
通常去除硫酸根的方法用的是钡沉淀法(碳酸钡法、氯化钡法)、氯化钙法、NDS法、排除盐水法等。
钡沉淀法昂贵、加过量会污染环境;钙法除硫酸根效果差;冷冻法前期投资过大;排除盐水法浪费较多的水资源。
目前国外开发的一些技术有:NDS 法、SRS 法、BDS 法等,对处理水水质要求较高。
如将稀硫酸浓缩至可回收浓度范围后,下一步回收硫酸是很好的处置方法。
浓缩稀硫酸的原理是通过蒸发浓缩法将稀废硫酸中的一部分水分蒸发掉。
尤其是蒸发浓缩硫酸浓度小于80% 的稀废硫酸时,稀废硫酸中除了只有少量硫酸分子逸出外,几乎只有水分蒸发掉,通过该方法可以实现浓缩硫酸纯度的目标。
但稀硫酸浓度远远小于80%,则热能消耗、运行费用、维护费用更高,设备更换频率更快。
(2)离子交换树脂法离子交换树脂法是利用树脂(具有一定离子选择交换性)交换水中的某些离子或基团,从而实现对该离子去除的目的,在离子交换过程中达到交换饱和上限后,通过树脂解析,这些树脂又可以重复使用。
离子交换树脂具有可再生、操作简单、工艺条件成熟等优点在行业内得到广泛的应用。
但是由于污酸中的重金属以及氟离子、氯离子和砷的浓度非常高,离子交换树脂很容易就达到饱和,因此需要经常解析、脱附,使反应周期变短,且离子交换树脂在酸度很高的情况下对污酸中污染物的去除还有待于实验验证,通常情况下,在企业中离子交换树脂法是作为污酸后续深度处理的方法。
(3)膜技术用于酸性废水处理的膜技术主要有两个方面的应用,一是用于固液分离,以自动反冲洗表面过滤器为代表 : 二是用于废水除盐,以反渗透系统为代表。
酸性废水本身可能含有细小的不溶颗粒,在处理过程中也可能产生细小的沉淀。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1. 前言
在烟气制酸过程中的净化工序,使用了稀硫酸对烟气降温、除杂,稀酸底流
由于含有较高的砷、氟和少量铅、镉等重金属离子而被称为污酸,砷含量一般在
2000mg/L 左右。污酸的常规净化除杂方法是硫化——中和——铁盐法。
表 1-1 污酸杂质含量(mg/L)
元素
Cu
Pb
Zn
As
Cd
S2-+Pb2+=PbS↓ S2-+Cd2+=CdS↓ 2.2 中和:硫化后残留的砷、氟及重金属离子加入石灰乳(Ca(OH)2)进行中 和沉降进一步除去: 石灰乳与硫酸发生中和反应:Ca(OH)2+H2SO4=CaSO4↓+2H2O 重金属离子沉降:Me2++2OH-=Me(OH)2↓ 砷沉降:2H3AsO3+3Ca(OH)2=Ca3(AsO3)2↓+6H2O 氟沉降:2HF+=CaF2↓+2H2O 2.3 铁盐氧化:中和后砷的除去还是不够彻底,用铁盐继续除去: 2 价铁盐和亚砷酸先用双氧水氧化成为 3 价铁盐和砷酸: FeSO4+Ca(OH)2=Fe(OH)2+CaSO4 2Fe(OH)2+H2O2=2Fe(OH)3 H3AsO3+H2O2=H3AsO4+H2O
Q=15m3/h,H=50m XMZ80/1000-U,F=80m2 Φ2500×3000mm ,V=14m3 32FUH-20,Q=5m3/h,H=25m,P=2.2kW Φ3000×3000mm ,V=20m3 VA25AL GE GE GE,Q=4m3/h,H=50m Φ2500×3000mm ,V=14m3 32FUH-20,Q=5m3/h,H=25m,P=2.2kW 5000×18000mm,V=225m3
1
然后砷酸和亚砷酸被高价铁盐沉降: H3AsO4+Fe3-=FeAsO4↓+3H+ H3AsO3+Fe(OH)3=FeAsO3↓+3H2O 由于砷酸铁不溶于水,而亚砷酸铁在水中还有一定的溶解度,因此需要将废 水中的三价砷氧化成五价砷后进行处理才能获得满意的效果。另外,生产中使用 的铁盐并不是三价铁,而是 FeSO4,也需要将其氧化。为了不引入新的杂质,生 产中选用了双氧水做氧化剂。
Na2S 溶液输送泵 石灰储槽 CaCO3 浆泵 铁盐储槽
Fe 盐溶液输送泵 净化池 搅拌机
表 4-1 污酸净化除杂工艺设备明细表
型号 5000×12000mm,V=150m3
Q=15m3/h,H=20m Φ4600×3000mm,V=50m3 Φ4600×3000mm,V=50m3 Φ4600×3000mm,V=50m3
H2SO4
指标
0.90
80.09
51.93
2000
27.87 5%~6%
2. 本工艺的工艺原理
2.1 硫化:污酸中的砷、氟一般以亚砷酸和氢氟酸的形态存在,其他重金属 以离子形态存在。在污酸中加入硫化钠与砷产生化学反应如下:
3Na2S+2H3AsO3=As2S3↓+6NaOH 其生成不溶于水的硫化砷,沉淀入渣,其他重金属离子也被硫化入渣:
单位 个 台 套 套 套 台 台 套 台 套 台 套 台 个 台
数量 1 2 1 1 1 3 3 1 1 1 1 1 1 1 6
4
3. 本工艺的工艺流程
3.1 一段硫化脱砷:污酸经取样化验后泵入一段反应池,加入 1.1 倍理论需
要量的硫化钠溶液,用硫酸调节并控制反应的 pH 值为 1.7~2.3。反应时间 40~
60min。砷可降至 100~200mg/L。反应结束后压滤,滤液泵入二段反应池。
3.2 二段中和:二段反应池中加入石灰进行调节,调节 pH 值至 7~8,然后
降至 0.3mg/L 水平,该滤液进入公司废水处理站稀释后,可以达到 pH 值 6~9
的标准要求。所得石膏(CaSO4)经自然干燥后送冶炼系统代替石灰作为熔剂使 用。
3.4 药剂消耗
表 3-1 本工艺药剂消耗量(kg/m3)
硫化钠
石灰
硫酸亚铁
双氧水
40
2.65
0.02
0.01
2
3.4 工艺流程(详见图 3-1 所示)
硫化钠
污酸 一段硫化
压滤
石灰
滤液 二段中和
压滤
滤渣
双氧水 石灰 硫酸亚铁
滤液 三段净化
压滤
滤渣
滤液 (进入废水处理站)
滤渣 (做铅冶炼熔剂)
图 3-1 污酸净化除杂工艺流程
3
4. 本项目使用的设备
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
设备名称 调节池 原液泵
硫化钠反应槽 中和反应槽 净化反应槽 料浆泵 压滤机 Na2S 储槽
进行压滤,滤液泵入三段反应池。源自3.3 铁盐脱砷:在三段反应池里加入石灰调节溶液 pH 值至 10~11(石灰用
量以达到 pH 值为准),然后加入硫酸亚铁(加入量:Fe∶As=10∶1)和双氧水
(加入量:H2O2∶As≥2∶1),使砷生成砷酸钙、砷酸铁和碱式砷酸铁沉淀。反 应时间 2h。全部过程采用常温。正常生产条件下,三段反应后滤液砷的含量可