弹簧公差对照表
弹簧出货检验规范(含表格)

弹簧出货检验规范(ISO9001-2015)1.0目的:确保产品检验的规范化﹑标准化,使产品合格.2.0范围:适用于产品入库前检查﹑出货前检查及委外加工产品验收入库检查.3.0权责:品管部IQC组4.0作业内容:4.1普通类型的弹簧检测要求4.2手机类型的弹簧检测要求4.2.1转轴弹簧:技术要求:弹簧成品符合ROHS要求,力值公差要求:±0.5KG外观:弹簧表面光滑,需电镀(盐雾测试需过8H不生锈),电镀层光亮均匀,无斑点,无发黄,无油污,无毛刺;两端需研磨,研磨两端平面需光滑和平整,垂直度重要控制,弹簧放置放水平面不歪斜。
(为防止弹簧生锈,弹簧表面无水分附着,需存放在干燥的环境里)材质要求:按客户图纸要求(转轴弹簧材质一般为琴钢线)尺寸公差要求: 线径:±0.02 mm 外(内)径: ±0.05 mm自由长:+0.1/- 0 .05mm 总圈数: +0/-0.3T寿命测试:按客户要求(五万或十万次测试弹簧不断裂)4.2.2滑轨弹簧:技术要求: 产品必须符合ROHS要求(对于三四线弹簧:弹簧压缩至极限距离时线间距需匀均,不可相互碰触;焊接位置位于两端的圆圈处,三个焊点,成十字分布,焊接牢固与否的检验方式:以3KG拉力测试无脱落为OK,焊点白亮,用显微镜检验焊点,无虚焊与漏焊;打开和关闭状况下预压力30g±10g)盐雾测试:浓度5%的盐水、测试通过48H材质要求:按客户图纸要求(滑轨弹簧材质一般为SUS301,若有垫圈和铆钉其材料为SUS303F);外观要求:弹簧表面无油污,无变形,无扭曲,平整度控制在0.15mm以下。
尺寸要求:普通尺寸:±0.15mm (三四线中心距:±0.20mm)两端需铆铆钉的尺寸:M形+/-0.03mm 扁线扭簧+0.06/-0 mm 开合力值公差要求:±20gf寿命测试:10万次后弹簧能够保证基本工作,且弹簧不断裂;测试速率30-40次来回/分钟,衰减±30%;备注: 1.委外加工产品的检验项目为外观﹑尺寸﹑混料﹑包装; 不需委外加工产品的检验项目为外观(1.2.4.6.8)﹑尺寸﹑混料﹑包装;2.客户有特列要求时按客户图纸要求检验;3. MIL-STD-105EⅠⅠ级单次抽样计划AQL=0.65抽样计划见附表1;4. 弹簧一般公差见附表2;5. 正常检验单次抽样计划表见附表3。
JIS弹簧设计公差标准

日本J I S B 2 7 0 4 ~ 2 7 0 9 弹簧设计公差弹簧特性的许容差:一.冷间成形压缩线圈弹簧的寸法及弹簧的特性许容差。
项目许容差或范围、r »—r、/ * ,t r. r 八w ,—尸一- I /、i > ( a )有指定的弹簧特性时要做为参考值( b)没指定弹簧特性时要参考次表.自由高度:D/d: 1 级 2级 3 级4以上8以下± 1.0% ± 2.0% ± 3.0%最小± 0.2mm 最小± 0.5mm 最小± 0.7mm 8以上15以下± 1.5% ± 3.0% ± 4.0%最小± 0.5mm 最小± 0.7mm 最小± 0.8mm15以上22 以下± 2.0% ± 4.0% ± 6.0%最小± 0.6mm 最小± 0.8mm 最小± 1.0mm线圈直径是内径或外径的选那一方规定, 其数值是按照如下表D/d : 1 级 2 级 3 级4以上8以下± 1.0% ± 1.5% ± 2.5%最小± 0.15mm 最小± 0.2mm 最小± 0.4mm 8以上15以下± 1.5% ± 2.0% ± 3.0%最小± 0.2mm 最小± 0.3mm 最小± 0.5mm15以上22 以下± 2.0% ± 3.0% ± 4.0%最小± 0.3mm 最小± 0.5mm 最小± 0.7mm总卷数:(a)有指定的弹簧特性时要做为参考值.(b)没指定弹簧特性时要参考次表(20T以下,土1/4T).进行端面研削弹簧的线圈外侧面面的倾斜许容限度如下表:等级 1 级 2 级 3 级线圈外侧面倾斜:0.05H0(1.15 °) 0.05H0(2.9 °) 0.08H0(4.6 °)注:H。
压簧位置公差 标准

压簧位置公差标准
压簧的位置公差通常遵循国家标准GB/T 2089-2009《普通圆柱螺旋压缩弹簧尺寸及参数》。
在该标准中,对于半圆钩环、圆钩环、压中心圆钩环中心面与弹簧轴心线的位置度公差有明确的规定。
例如,对于弹簧直径在8至15毫米之间的,位置度公差为±0.015H0,最小值为±0.5毫米;对于弹簧直径在15至22毫米之间的,位置度公差为±0.02H0,最小值为±0.6毫米。
这些公差值确保了压簧在制造和应用过程中的精确度和互换性。
需要注意的是,具体的公差值可能会根据弹簧的具体尺寸、使用环境和功能要求有所不同。
因此,在设计和制造压簧时,应参考最新的国家标准或行业标准,并结合实际需求来确定适合的公差范围。
弹簧k值公差

弹簧k值公差弹簧常数K值是弹簧刚度的量度,也称为弹簧的弹性系数。
它指的是单位变形时所需要的力,即单位压缩或拉伸使弹簧长度改变1单位的力。
K值越大,弹簧越硬,对外力的抵抗也越强。
在实际工程中,为了满足特定需求,弹簧的K值通常需要满足一定的公差。
弹簧K值公差是指允许的偏差范围,也称作K值公差带,一般用公差数或百分比来表示。
公差数通常为正负值,正数表示允许的上偏差,负数表示允许的下偏差。
例如,一根弹簧的K值为1000 N/m,其公差数为±10 N/m,意味着该弹簧的实际K值范围是990 N/m至1010 N/m之间。
弹簧K值公差的目的是确保弹簧的质量和性能稳定。
由于制造和安装过程中都会存在一定的误差和不确定性,因此设置公差范围可以容忍这些偏差。
如果K值的公差过大,将会导致产品的质量不稳定,使用效果不理想;如果K值的公差过小,将增加生产成本,并且产品无法适应变化的工作环境。
确定弹簧K值公差的方法通常有两种:按百分比公差和按公差数公差。
按百分比公差是在K值基准上的百分比范围内进行调整,如±5%、±10%等。
按公差数公差是基于实际数值设定的,例如±5 N/m、±10 N/m等。
弹簧K值公差的选择要根据实际需求进行。
首先需要考虑弹簧在使用过程中的要求,包括负载、变形和振动频率等因素。
其次,需要根据生产工艺和设备的限制,确定可以接受的公差范围。
最后,还需要综合考虑成本和性能的平衡,选择合适的公差范围。
弹簧K值公差对于不同类型的弹簧也有一定的差异。
一般来说,低频弹簧的公差范围可以相对较大,因为其使用频率较低;而高频弹簧的公差范围应该相对较小,以确保其频率响应和动态性能。
此外,一些特殊要求的弹簧,如精密弹簧和高性能弹簧,其公差范围通常要更加严格。
弹簧K值公差的稳定性对于产品质量和使用寿命至关重要。
因此,在生产和使用过程中,需要对弹簧的K值进行严格的检验控制。
这包括对原材料的检验、生产工艺的控制和成品的检测等。
弹簧公差对照表
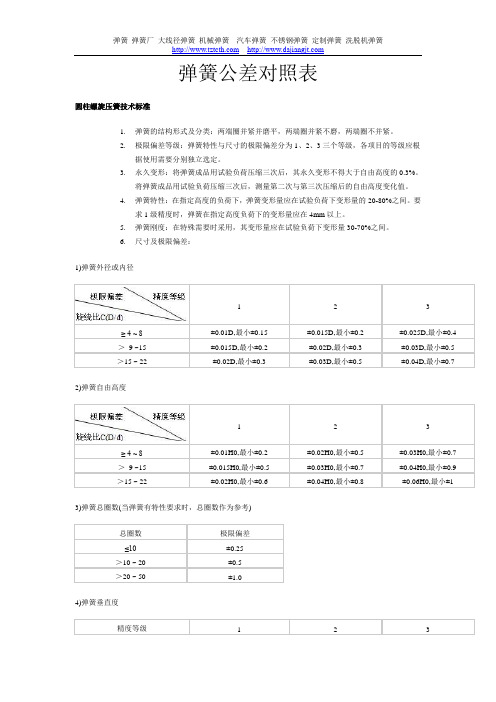
弹簧公差对照表圆柱螺旋压簧技术标准1.弹簧的结构形式及分类:两端圈并紧并磨平,两端圈并紧不磨,两端圈不并紧。
2.极限偏差等级:弹簧特性与尺寸的极限偏差分为1、2、3三个等级,各项目的等级应根据使用需要分别独立选定。
3.永久变形:将弹簧成品用试验负荷压缩三次后,其永久变形不得大于自由高度的0.3%。
将弹簧成品用试验负荷压缩三次后,测量第二次与第三次压缩后的自由高度变化值。
4.弹簧特性:在指定高度的负荷下,弹簧变形量应在试验负荷下变形量的20-80%之间。
要求1级精度时,弹簧在指定高度负荷下的变形量应在4mm以上。
5.弹簧刚度:在特殊需要时采用,其变形量应在试验负荷下变形量30-70%之间。
6.尺寸及极限偏差:1)弹簧外径或内径1 2 3≥ 4 ~ 8±0.01D,最小±0.15 ±0.015D,最小±0.2 ±0.025D,最小±0.4>9 ~15 ±0.015D,最小±0.2 ±0.02D,最小±0.3 ±0.03D,最小±0.5>15 ~ 22 ±0.02D,最小±0.3 ±0.03D,最小±0.5 ±0.04D,最小±0.7 2)弹簧自由高度1 2 3≥ 4 ~ 8±0.01H0,最小±0.2 ±0.02H0,最小±0.5 ±0.03H0,最小±0.7>9 ~15 ±0.015H0,最小±0.5 ±0.03H0,最小±0.7 ±0.04H0,最小±0.9>15 ~ 22 ±0.02H0,最小±0.6 ±0.04H0,最小±0.8 ±0.06H0,最小±1 3)弹簧总圈数(当弹簧有特性要求时,总圈数作为参考)总圈数极限偏差≤10±0.25>10 ~ 20 ±0.5>20 ~ 50 ±1.04)弹簧垂直度精度等级 1 2 3垂直度0.02H0(1°26′)0.05H0(2°52′)0.08H0(4°34′) 5)指定高度时的负荷P的极限偏差1 2 3≥ 3 ~ 10±0.05P ±0.10P ±0.15P>10 ±0.04P ±0.08P ±0.12P6)弹簧刚度P′的极限偏差1 2 3≥ 3 ~ 10±0.05P′±0.10P′±0.15P′>10 ±0.04P′±0.08P′±0.12P′7)节距:等节距的弹簧在压缩到全变形量的80%时,其正常节距圈不得接触。
弹簧规格表

5.4
87
4.8
78
30
30
13.47
7.2
6.5
5.8
35
35
11.55
8.4
7.6
6.7
40
40
10.10
9.6
8.6
7.7
45
45
8.98
10.8
9.7
8.6
50
50
8.08
12.0
10.8
9.6
55
55
7.35
13.2
11.9
10.6
60
60
6.74
14.4
13.0
11.5
65
65
6.22
65
65
3.78
15.6
14.0
12.5
70
70
3.51
16.8
15.1
13.4
KH16x25
16
8
25
12.83
6.0
77
5.4
69
4.8
62
30
30
10.69
7.2
6.5
5.8
35
35
9.17
8.4
7.6
6.7
40
40
8.02
9.6
8.6
7.7
45
45
7.13
10.8
9.7
8.6
50
50
6.42
8.4
7.6
6.7
40
40
19.48
9.6
8.6
7.7
45
45
17.31
弹簧k值公差

弹簧的K值是指弹簧的刚度或弹性系数,它是弹簧的重要参数之一。
在制造和设计弹簧时,需要对弹簧的K值进行精确的控制和公差控制。
弹簧的K值公差是指制造过程中弹簧K值的允许偏差范围。
通常,弹簧的K 值公差由制造商根据弹簧的使用环境和要求来确定,并在弹簧的技术规范中进行描述。
弹簧的K值公差通常由两个参数来描述:最大公差和最小公差。
最大公差是指弹簧K值的最大允许偏差,最小公差则是指弹簧K值的最小允许偏差。
这些公差通常以百分比或绝对值的形式表示,例如,公差为±10%或±0.1N/m。
在设计和制造弹簧时,弹簧的K值公差非常重要,因为它直接影响到弹簧的性能和使用寿命。
如果弹簧的K值公差过大,可能会导致弹簧的刚度和弹性系数不稳定,影响弹簧的使用寿命和性能。
因此,在设计和制造弹簧时,需要严格控制弹簧的K值公差,并根据实际需要进行适当的调整和优化。
压缩弹簧容许公差

压缩弹簧容许公差拉伸弹簧容许公差扭簧容许公差3. 符号代号:d:线材直径G:横弹性系数D:平均直径E:纵弹性系数n:有效卷数 P:荷重弹簧材料之弹性系数各类弹簧设计流程装置空间:设计一压缩弹簧必须清楚了解,所需装置弹簧的空间,方能有效掌握一压缩弹簧之基本制造条件,外径、内径、自由长。
* 活动行程荷重:压缩弹簧的设计,必须清楚了解要作动的位置,及所需承载之弹力。
定出位置了解所需的弹力,则可决定材质、线径、圈数。
* 环境因素:弹簧于不同环境下作动,会受环境因素的影响,而影响到使用寿命,故设计者必须考虑到环境温度及湿度之变化,温度对弹簧的寿命影响甚巨,湿度则容易使未表面处理的弹簧产生氧化。
故环境因素可决定该弹簧是否需作表面处理及材质的选定。
* 两端距离空间:拉伸弹簧两端点将影响到挂勾之形式及拉簧的自由长。
空间则可决定密着部的尺寸、外径。
* 预拉之荷重:预拉之荷重则决定弹簧的材质及线径,密着部的尺寸则可调整预拉长度。
* 心轴之外径:扭簧内径的订定得依心轴的大小而决定,但需考虑扭转后,簧体之变化,故得预留适当之裕度。
* 装置空间之内径:若一扭转弹簧之装置采崁入式则需考虑崁入式之空间。
空间则决定簧体的外径、自由长、圈数。
* 扭转支点:扭簧作功时必须有一支点,此一支点可决定,扭杆的长度及形式。
* 作动之起终点:施力扭杆在未作功时与支点的角度位置,可明订出施力扭杆的长短、形式及与支点杆的角度。
金属热处理基本知识(二)七加热缺陷及控制(一)、过热现象我们知道热处理过程中加热过热最易导致奥氏体晶粒的粗大,使零件的机械性能下降。
1.一般过热:加热温度过高或在高温下保温时间过长,引起奥氏体晶粒粗化称为过热。
粗大的奥氏体晶粒会导致钢的强韧性降低,脆性转变温度升高,增加淬火时的变形开裂倾向。
而导致过热的原因是炉温仪表失控或混料(常为不懂工艺发生的)。
过热组织可经退火、正火或多次高温回火后,在正常情况下重新奥氏化使晶粒细化。
压缩弹簧容许公差
压缩弹簧容许公差拉伸弹簧容许公差扭簧容许公差3. 符号代号:d:线材直径G:横弹性系数D:平均直径E:纵弹性系数n:有效卷数 P:荷重弹簧材料之弹性系数各类弹簧设计流程装置空间:设计一压缩弹簧必须清楚了解,所需装置弹簧的空间,方能有效掌握一压缩弹簧之基本制造条件,外径、内径、自由长。
* 活动行程荷重:压缩弹簧的设计,必须清楚了解要作动的位置,及所需承载之弹力。
定出位置了解所需的弹力,则可决定材质、线径、圈数。
* 环境因素:弹簧于不同环境下作动,会受环境因素的影响,而影响到使用寿命,故设计者必须考虑到环境温度及湿度之变化,温度对弹簧的寿命影响甚巨,湿度则容易使未表面处理的弹簧产生氧化。
故环境因素可决定该弹簧是否需作表面处理及材质的选定。
* 两端距离空间:拉伸弹簧两端点将影响到挂勾之形式及拉簧的自由长。
空间则可决定密着部的尺寸、外径。
* 预拉之荷重:预拉之荷重则决定弹簧的材质及线径,密着部的尺寸则可调整预拉长度。
* 心轴之外径:扭簧内径的订定得依心轴的大小而决定,但需考虑扭转后,簧体之变化,故得预留适当之裕度。
* 装置空间之内径:若一扭转弹簧之装置采崁入式则需考虑崁入式之空间。
空间则决定簧体的外径、自由长、圈数。
* 扭转支点:扭簧作功时必须有一支点,此一支点可决定,扭杆的长度及形式。
* 作动之起终点:施力扭杆在未作功时与支点的角度位置,可明订出施力扭杆的长短、形式及与支点杆的角度。
金属热处理基本知识(二)七加热缺陷及控制(一)、过热现象我们知道热处理过程中加热过热最易导致奥氏体晶粒的粗大,使零件的机械性能下降。
1.一般过热:加热温度过高或在高温下保温时间过长,引起奥氏体晶粒粗化称为过热。
粗大的奥氏体晶粒会导致钢的强韧性降低,脆性转变温度升高,增加淬火时的变形开裂倾向。
而导致过热的原因是炉温仪表失控或混料(常为不懂工艺发生的)。
过热组织可经退火、正火或多次高温回火后,在正常情况下重新奥氏化使晶粒细化。
弹簧参数
各种弹簧镀锌各种弹簧镀锌都有库存。
这种弹簧与铁质弹簧有相同技术参数。
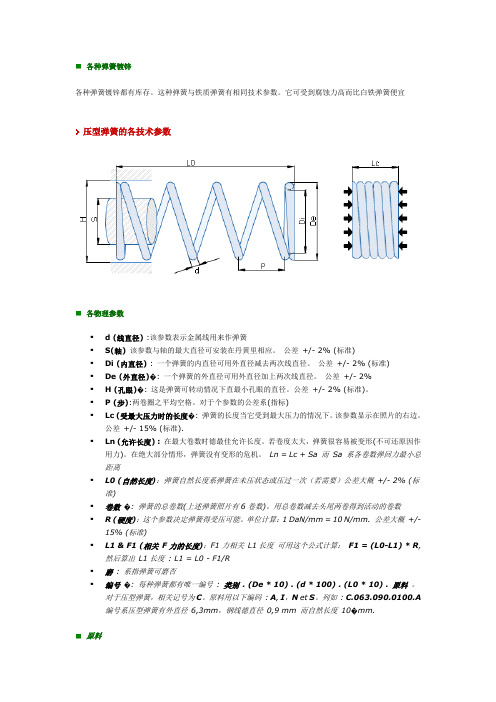
它可受到腐蚀力高而比白铁弹簧便宜压型弹簧的各技术参数各物理参数▪ d (线直径) :该参数表示金属线用来作弹簧▪S(轴)该参数与轴的最大直径可安装在丹黄里相应。
公差+/- 2% (标准)▪Di (内直径) : 一个弹簧的内直径可用外直径减去两次线直径。
公差+/- 2% (标准)▪De (外直径)�: 一个弹簧的外直径可用外直径加上两次线直径。
公差+/- 2%▪H (孔眼)�: 这是弹簧可转动情况下直最小孔眼的直径。
公差+/- 2% (标准)。
▪P (步):两卷圈之平均空格。
对于个参数的公差系(指标)▪Lc (受最大压力时的长度�: 弹簧的长度当它受到最大压力的情况下。
该参数显示在照片的右边。
公差+/- 15% (标准).▪Ln (允许长度) : 在最大卷数时德最佳允许长度。
若卷度太大,弹簧很容易被变形(不可还原因作用力)。
在绝大部分情形,弹簧没有变形的危机。
Ln = Lc + Sa 而Sa 系各卷数弹回力最小总距离▪L0 (自然长度):弹簧自然长度系弹簧在未压状态或压过一次(若需要)公差大概+/- 2% (标准)▪卷数�: 弹簧的总卷数(上述弹簧照片有6卷数)。
用总卷数减去头尾两卷得到活动的卷数▪R (硬度):这个参数决定弹簧得受压可能。
单位计算:1 DaN/mm = 10 N/mm. 公差大概+/- 15% (标准)▪L1 & F1 (相关F力的长度):F1力相关L1长度可用这个公式计算:F1 = (L0-L1) * R, 然后算出L1长度: L1 = L0 - F1/R▪磨: 系指弹簧可磨否▪编号�: 每种弹簧都有唯一编号: 类别 . (De * 10) . (d * 100) . (L0 * 10) . 原料。
对于压型弹簧,相关记号为C。
原料用以下编码: A, I,N et S。
列如: C.063.090.0100.A 编号系压型弹簧有外直径6,3mm,钢线德直径0,9 mm 而自然长度10�mm.原料▪ A (钢琴线):钢的标准DIN 172233 loại C1 ▪I (白铁):18/8白铁按Z10 CN 18.09标准▪N (镀锌线):用镀锌线来做弹簧特性▪终止�:各种压型弹簧都有一卷连接在两个终止头▪硬度:弹簧硬度公差大概+/- 15%。
弹簧规格表

弹簧规格表弹簧使用次数和压缩比的关系使用100万次使用50万次使用30万次色别%)压缩比:占自由高度的( 50.0 黄色Yellow 较小 40.0 45.0蓝色 32.036.040.0Blue轻荷重红色28.832.0Red中 25.6种类重 19.2 21.6 24.0绿色Green棕色Brown超重 16.018.0弹簧几何尺寸及负荷公差)(负荷P N N(自由高度H 0 ≥50mm)旋向自由高度外径D(mm) 内径D(mm) H 0 ≤50(mm)+0.70.0±0.510%H 0右10%P N±±+0.1-0.7弹簧最大压缩量种类最大压缩度较小荷重自由高度×58%%自由高度×48轻荷重38%中荷重自由高度× 28重荷重自由高度×%自由高度×24%超重荷重重荷重弹簧规格表-KH 重荷重 KHHeavy Load万30 50万100万定数内径自由长外径1million0.5million 0.3millionSpringFree 产品 Outer Inner压缩压缩 Dia. Length Const. 编号 Dia. 荷重荷重荷重压缩量量量(kgf/mm) (mm) (mm) (mm) (kgf) (mm) (kgf) (kgf)(mm)(mm)2.93.2 5.83 KH08x15 15 3.63.84.8 4.38 4.3 20 204.8 6.05.4 3.50 25 255.8 7.2 30 30 2.926.56.77.68.4 2.50 35 3517 19 4 8 217.7 40 8.6 2.19 9.6 408.6 9.7 10.8 45 45 1.949.6 50 50 12.0 10.8 1.7510.6 1.59 11.9 13.2 55 5511.5 1.46 60 60 13.0 14.43.84.8 6.25 20 KH10x20 4.327 30 5 10 244.85.46.0 5.00 25 256.78.47.6353.57357.78.63.129.640408.69.710.845452.7810.010.850502.5012.010.655552.2713.211.911.513.0602.0814.4603.88.964.84.3KH12x20 204.86.05.425257.175.830305.977.26.56.7357.6355.128.4401264.48409.6438.6387.734 453.984510.89.78.610.010.83.5812.0505010.611.913.255553.2611.513.060602.9914.44.85.49.836.025KH14x255.86.57.230308.196.77.635357.028.47.78.66.159.64040455.4610.8459.78.6 59531474750504.9212.010.810.0 55554.4713.211.910.611.514.413.060604.1012.53.7815.614.0656513.416.815.170703.514.8KH16x25 2512.836.05.45.86.5303010.697.26.78.47.6359.17357.78.6408.02409.68.69.7457.1310.845506.4212.05010.89.6 776962168555.8313.25511.910.6 60605.3514.413.011.512.514.0654.9415.66513.415.116.870704.5814.4754.2818.016.2754.8KH18x25 2516.176.05.45.8303013.477.26.5 8718997786.78.47.611.5535357.78.69.610.10404045458.9810.89.78.69.612.010.850508.0810.611.97.355513.25511.513.014.460606.7412.514.0656.2215.66513.470705.7716.815.114.416.2755.397518.015.45.0519.28017.38017.321.69019.4904.494.82520.006.05.4KH20x255.86.53016.67307.26.714.297.6358.4357.78.6404012.509.68.6459.710.84511.119.610.0012.010.85050559.095513.211.910.6 120201010896608.3314.413.06011.5657.696515.614.012.513.415.17016.8707.1414.416.275756.6718.015.46.258019.217.38017.39021.619.4905.5619.221.61001005.0024.04.86.05.42524.17KH22x255.86.53020.14307.26.77.6358.43517.267.78.64015.10409.68.69.74513.4310.8459.612.0812.010.8505010.611.9555510.9813.26010.0714.414513.02213011.511660 659.296515.614.012.513.47016.815.1708.6314.418.0758.0616.27515.419.217.380807.5517.3906.7121.69019.419.221.66.0424.010010024.027.030.01251254.834.8KH25x25 5.431.176.0253025.97307.26.55.8 2512.5187169150 3522.268.4357.66.77.78.69.619.4840409.61210.8505015.5810.611.914.175513.25511.513.06014.46012.9912.514.06511.9915.66513.47011.1316.815.17014.416.27510.397518.015.49.748019.217.38017.39019.4908.6621.619.21007.7924.010021.624.027.01251256.2330.04.85.4KH27x256.02536.505.86.53030.427.2306.78.47.6353526.077.722.81409.68.6408.69.74520.284510.89.65018.2510.85012.010.65513.211.95516.596015.2114.413.06011.52713.5219197175656514.0415.614.012.57013.047016.815.113.414.418.016.27512.177515.417.311.418019.28017.319.49021.69010.1419.221.61009.1210024.024.027.030.01257.3012528.86.0815036.032.41504.86.0KH30x255.42545.005.83037.50307.26.56.77.632.148.435357.78.6404028.129.68.6459.74525.0010.89.65012.010.85022.5010.65520.455511.913.230156018.7514.427013.024311.521660 6517.316515.614.012.513.47016.815.17016.0714.47515.0018.016.27515.417.3808014.0619.217.319.4909012.5021.624.0 27.030.09.001251251501507.5036.032.428.833.642.037.81756.431757.78.64038.23KH35x40 9.68.69.733.984510.8459.610.8505030.5812.010.611.95513.25527.8011.513.06025.496014.412.523.5315.614.0656513.416.815.1707021.853517.57520.3918.07536716.233014.4293 8019.1119.28017.315.417.319.49016.9921.69019.210024.021.610015.2924.027.012512.2312530.028.815010.1915036.032.433.637.88.7417542.017538.443.248.02007.652009.65040.0012.0KH40x50 10.811.513.033.336014.46013.415.116.87028.577015.48025.008019.217.317.322.2221.69019.490402010020.0010024.048021.643219.2384 12512516.0030.027.024.028.836.032.415015013.3333.611.4342.037.817517538.448.043.220020010.0048.02502508.0060.054.011.513.06052.08KH50x60 14.413.416.87015.17044.6415.48017.38039.0619.217.319.49034.7221.69019.224.021.610010031.25502512525.0030.012575027.067524.0600 15015020.8336.032.428.833.637.817.8617542.017538.448.043.220015.6220048.025012.5025060.054.057.630072.064.830010.4213.470KH60x70 64.2915.116.86030808056.2519.2108017.397315.4864 17.319.421.650.00909010010045.0024.021.619.224.030.027.012536.0012528.815030.0036.032.415033.637.817525.7117542.038.443.220020022.5048.048.025025018.0060.054.057.630030015.0072.064.8。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
弹簧公差对照表圆柱螺旋压簧技术标准1.弹簧的结构形式及分类:两端圈并紧并磨平,两端圈并紧不磨,两端圈不并紧。
2.极限偏差等级:弹簧特性与尺寸的极限偏差分为1、2、3三个等级,各项目的等级应根据使用需要分别独立选定。
3.永久变形:将弹簧成品用试验负荷压缩三次后,其永久变形不得大于自由高度的0.3%。
将弹簧成品用试验负荷压缩三次后,测量第二次与第三次压缩后的自由高度变化值。
4.弹簧特性:在指定高度的负荷下,弹簧变形量应在试验负荷下变形量的20-80%之间。
要求1级精度时,弹簧在指定高度负荷下的变形量应在4mm以上。
5.弹簧刚度:在特殊需要时采用,其变形量应在试验负荷下变形量30-70%之间。
6.尺寸及极限偏差:1)弹簧外径或内径1 2 3≥ 4 ~ 8±0.01D,最小±0.15 ±0.015D,最小±0.2 ±0.025D,最小±0.4>9 ~15 ±0.015D,最小±0.2 ±0.02D,最小±0.3 ±0.03D,最小±0.5>15 ~ 22 ±0.02D,最小±0.3 ±0.03D,最小±0.5 ±0.04D,最小±0.7 2)弹簧自由高度1 2 3≥ 4 ~ 8±0.01H0,最小±0.2 ±0.02H0,最小±0.5 ±0.03H0,最小±0.7>9 ~15 ±0.015H0,最小±0.5 ±0.03H0,最小±0.7 ±0.04H0,最小±0.9>15 ~ 22 ±0.02H0,最小±0.6 ±0.04H0,最小±0.8 ±0.06H0,最小±1 3)弹簧总圈数(当弹簧有特性要求时,总圈数作为参考)总圈数极限偏差≤10±0.25>10 ~ 20 ±0.5>20 ~ 50 ±1.04)弹簧垂直度精度等级 1 2 3垂直度0.02H0(1°26′)0.05H0(2°52′)0.08H0(4°34′) 5)指定高度时的负荷P的极限偏差1 2 3≥ 3 ~ 10±0.05P ±0.10P ±0.15P>10 ±0.04P ±0.08P ±0.12P6)弹簧刚度P′的极限偏差1 2 3≥ 3 ~ 10±0.05P′±0.10P′±0.15P′>10 ±0.04P′±0.08P′±0.12P′7)节距:等节距的弹簧在压缩到全变形量的80%时,其正常节距圈不得接触。
8)压并高度:对端面磨削约3/4圈的弹簧,当需要规定压并高度时计算Hb=n1×dmax9)端面磨削:两端圈并紧并磨平的弹簧支承圈磨平部分大于或等于3/4圈,其粗造度12.5,端头厚度不小于1/8d。
二、圆柱螺旋拉伸弹簧技术标准1.弹簧的结构形式及分类:半圆钩环,圆钩环,圆钩环压中心,偏心圆钩环,长臂半圆钩环,长臂小圆钩环,可调试拉簧,两端具有可转钩环(另外还可分为德式钩和英式钩)。
2.极限偏差等级:弹簧特性与尺寸的极限偏差分为1、2、3三个等级,各项目的等级应根据使用需要分别独立选定。
3、弹簧特性:在指定高度的负荷下,弹簧变形量应在试验负荷下变形量的20-80%之间。
要求1级精度时,弹簧在指定高度负荷下的变形量应在4mm以上。
4、弹簧刚度:在特殊需要时采用,其变形量应在试验负荷下变形量30-70%之间。
5、尺寸及极限偏差:1)弹簧外径1 2 3≥ 4 ~ 8±0.01D,最小±0.15 ±0.015D,最小±0.2 ±0.025D,最小±0.4>8 ~15 ±0.015D,最小±0.2 ±0.02D,最小±0.3 ±0.03D,最小±0.5>15 ~ 22 ±0.02D,最小±0.4 ±0.03D,最小±0.5 ±0.04D,最小±0.81 2 3≥ 4 ~ 8±0.01H0,最小±0.2 ±0.02H0,最小±0.5 ±0.03H0,最小±0.6>8 ~15 ±0.015H0,最小±0.5 ±0.03H0,最小±0.7 ±0.04H0,最小±0.8>15 ~ 22 ±0.02H0,最小±0.6 ±0.04H0,最小±0.3 ±0.06H0,最小±1.03)弹簧刚度P′的极限偏差1 2 3≥ 3 ~ 10±0.05P′±0.10P′±0.15P′>10 ±0.04P′±0.08P′±0.12P′4)总圈数:作为参考值,当钩环位置有要求时,应保证钩环位置。
5)两钩环相对角度弹簧中径mm 角度公差°≤1040>10 ~ 25 30>25 ~ 55 20>55 156)钩环中心面与弹簧轴心线位置度:对于半圆钩环、圆钩环、压中心圆钩环中心面与弹簧轴心线位置度:弹簧中径>3 ~ 6 >6 ~ 10 >10 ~ 18 >18 ~ 30 >30 ~ 50 >50 ~ 120 公差0.5 1 1.5 2 2.5 37)弹簧钩环钩部长度极限偏差钩环钩长度极限偏差≤15±1>15 ~ 30 ±2>30 ~ 50 ±3>50 ±4三、圆柱螺旋扭转弹簧技术标准1.弹簧的结构形式分类:外臂扭转弹簧,内臂扭转弹簧,中心臂扭转弹簧,平列双扭弹簧,直臂扭转弹簧,单臂弯曲扭转弹簧2.极限偏差等级:弹簧特性与尺寸的极限偏差分为1、2、3三个等级,各项目的等级应根据使用需要分别独立选定。
3.弹簧特性:一般不作规定,在特殊需要时客户在图纸中确定。
4.弹簧特性的极限偏差:特性有规定时,在指定扭转角时的扭矩极限偏差按下式确定:扭矩的极限偏差=±(计算扭转角×β1+β2)×M’弹簧特性的极限偏差可不对称使用,其公差值不变M’——弹簧刚度β1、β2按下列2表的规定等级 1 2 3β10.03 0.05 0.08圈数≥3-10 >10-20 >20-30β2 10 15 201.弹簧的尺寸及极限偏差1)弹簧外径1 2 3≥ 4 ~ 8±0.01D,最小±0.15 ±0.015D,最小±0.2 ±0.025D,最小±0.4>8 ~15 ±0.015D,最小±0.2 ±0.02D,最小±0.3 ±0.03D,最小±0.5>15 ~ 22 ±0.02D,最小±0.4 ±0.03D,最小±0.6 ±0.04D,最小±0.8 2)自由角度(有特性要求的弹簧,自由角度不作考虑)单位:°1 2 3≤3±8 ±10 ±15>3-10 ±10 ±15 ±20>10-20 ±15 ±20 ±30>20-30 ±20 ±30 ±40表中所列极限偏差数值,适用于旋绕比为4-22的弹簧3)弹簧自由长度(密卷弹簧的自由长度不作考虑)1 2 3≥ 4 ~ 8±0.015H0,最小±0.3 ±0.03H0,最小±0.6 ±0.05H0,最小±1>8 ~15 ±0.02H0,最小±0.4 ±0.04H0,最小±0.8 ±0.07H0,最小±1.4>15 ~ 22 ±0.03H0,最小±0.6 ±0.06H0,最小±1.2 ±0.09H0,最小±1.8 4)弹簧扭臂长度1 2 3≥ 0.5-1 ±0.02L,最小±0.5 ±0.03L,最小±0.7 ±0.04L,最小±1.5>1-2 ±0.02L,最小±0.7 ±0.03L,最小±1.0 ±0.04L,最小±2.0>2-4 ±0.02L,最小±1.0 ±0.03L,最小±1.5 ±0.04L,最小±3.0>4 ±0.02L, 最小±1.5 ±0.03L, 最小±2.0 ±0.04L, 最小±4.0 5)弹簧扭臂的弯曲角度单位:°等级 1 2 3 扭臂弯曲角度±5 ±10 ±15。