常用公差表
国家标准公差表

标准公差表 根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。
一般选用IT12线性注:基本尺寸小于1mm 时,无IT14至IT18。
线性尺寸未注公差的公差表根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:已有其他一般公差标准规定的线性和角度尺寸;括号内的参考尺寸;矩形框格内的理论正确尺寸。
角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
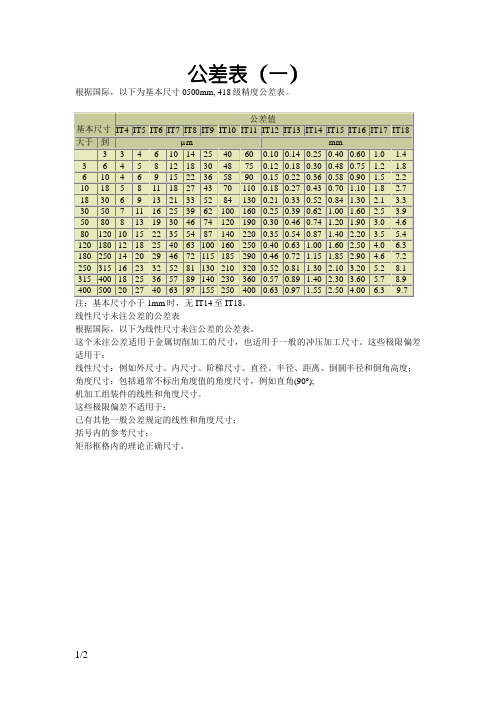
基本尺寸 公差值 IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18 大于 到 µm mm-3 34 6 10 14 25 40 60 0.10 0.14 0.25 0.40 0.60 1.0 1.4 36 4 5 8 12 18 30 48 75 0.12 0.18 0.30 0.48 0.75 1.2 1.8 6 10 4 6 9 15 22 36 58 90 0.15 0.22 0.36 0.58 0.90 1.5 2.2 10 18 5 8 11 18 27 43 70 110 0.18 0.27 0.43 0.70 1.10 1.8 2.718 30 6 9 13 21 33 52 84 130 0.21 0.33 0.52 0.84 1.30 2.1 3.3 30 50 7 11 16 25 39 62 100 160 0.25 0.39 0.62 1.00 1.60 2.5 3.9 50 80 8 13 19 30 46 74 120 190 0.30 0.46 0.74 1.20 1.90 3.0 4.6 80 120 10 15 22 35 54 87 140 220 0.35 0.54 0.87 1.40 2.20 3.5 5.4 120 180 12 18 25 40 63 100 160 250 0.40 0.63 1.00 1.60 2.50 4.0 6.3 180 250 14 20 29 46 72 115 185 290 0.46 0.72 1.15 1.85 2.90 4.6 7.2 250 315 16 23 32 52 81 130 210 320 0.52 0.81 1.30 2.10 3.20 5.2 8.1315 400 18 25 36 57 89 140 230 360 0.57 0.89 1.40 2.30 3.60 5.7 8.9400 500 20 27 40 63 97 155 250 400 0.63 0.97 1.55 2.50 4.00 6.3 9.7。
标准公差表

标准公差表根据国际标准,以下为基本尺寸0-500mm,4-18级精度标准公差表。
180 250 14 20 29 46 72 115185 290250 315 16 23 32 52 81 13210 320315 400 18 25 36 57 89 14230 360400 500 20 27 40 63 97 155250 400线性和角度尺寸未注公差根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:已有其他一般公差标准规定的线性和角度尺寸;括号内的参考尺寸;矩形框格内的理论正确尺寸。
表1线性尺寸的极限偏差数值公差等尺寸分段>>>1>2素线长度确定。
形状位置公差零件在加工过程中,由于机床-夹具-刀具系统存在几何误差,以及加工中出现受力变形、热变形、振动和磨损等影响,使被加工零件的几何要素不可避免地产生误差。
这些误差包括尺寸偏差、形状误差(包括宏观几何误差、波度和表面粗糙度)及位置误差。
形状公差形状公差是指单一实际要素的形状所允许的变动全量。
形状公差用形状公差带表达。
形状公差带包括公差带形状、方向、位置和大小等四要素。
形状公差项目有:直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓度等6项。
位置公差位置公差是指关联实际要素的位置对基准所允许的变动全量。
定向公差定向公差是指关联实际要素对基准在方向上允许的变动全量。
这类公差包括平行度、垂直度、倾斜度3项。
定位公差定位公差是关联实际要素对基准在位置上允许的变动全量。
这类公差包括同轴度、对称度、位置度3项。
跳动公差跳动公差是以特定的检测方式为依据而给定的公差项目。
国家标准公差表
公差表(一)
根据国际,以下为基本尺寸0500mm, 418级精度公差表。
线性尺寸未注公差的公差表
根据国际,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:
线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);
机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:
已有其他一般公差规定的线性和角度尺寸;
括号内的参考尺寸;
矩形框格内的理论正确尺寸。
角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
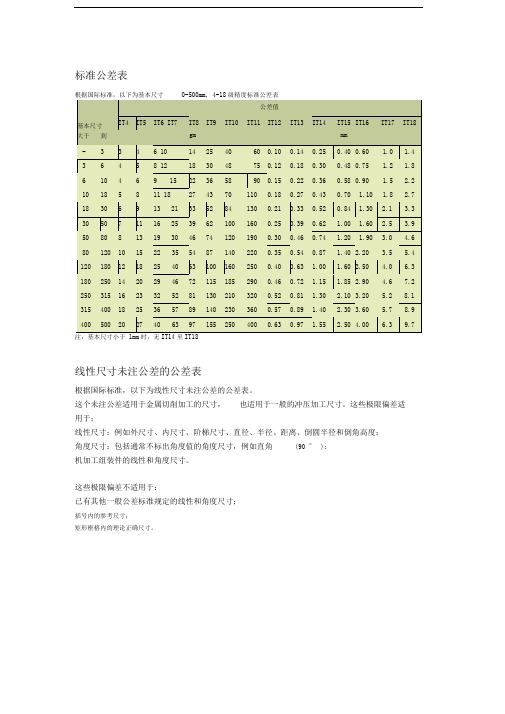
标准公差表

标准公差表根据国际标准,以下为基本尺寸0-500mm,4-18级精度标线性和角度尺寸未注公差根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适 用于:•线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;•角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);•机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:• 已有其他一般公差标准规定的线性和角度尺寸; • 括号内的参考尺寸;•矩形框格内的理论正确尺寸。
级)3°20'角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
形状位置公差零件在加工过程中,由于机床-夹具-刀具系统存在几何误差,以及加工中出现受力变形、热变形、振动和磨损等影响,使被加工零件的几何要素不可避免地产生误差。
这些误差包括尺寸偏差、形状误差(包括宏观几何误差、波度和表面粗糙度)及位置误差。
形状公差形状公差是指单一实际要素的形状所允许的变动全量。
形状公差用形状公差带表达。
形状公差带包括公差带形状、方向、位置和大小等四要素。
形状公差项目有:直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓度等6项。
位置公差位置公差是指关联实际要素的位置对基准所允许的变动全量。
定向公差定向公差是指关联实际要素对基准在方向上允许的变动全量。
这类公差包括平行度、垂直度、倾斜度3项。
定位公差定位公差是关联实际要素对基准在位置上允许的变动全量。
这类公差包括同轴度、对称度、位置度3项。
跳动公差跳动公差是以特定的检测方式为依据而给定的公差项目。
跳动公差可分为圆跳动与全跳动。
零件的形位公差共14项,其中形状公差6个,位置公差8个,列于下表。
分类项目符号简要描述形状公差直线度直线度是表示零件上的直线要素实际形状保持理想直线的状况。
也就是通常所说的平直程度。
直线度公差是实际分类项目符号简要描述位置公差定向平行度平行度是表示零件上被测实际要素相对于基准保持等距离的状况。
常用公差表

常用公差表2.垂直度公差矩形、圆形凹模板的直角面,凸、凹模(或凸凹模)固定板安装孔的轴线与其基准面,模板上模柄(压入式模柄)安装孔的轴线与其基准面,一般均应有垂直度要求,可按下表的垂直度公差选取。
而上、下模板的导柱、导套安装孔的轴线与其基准面的垂直度公差,应按如下规定:安装滑动式导柱、导套时取为0.01:100;安装滚动式导柱、导套时取为0.005:100。
注:1.基本尺寸是指被测零件的短边长度。
2.垂直度公差是指以长边为基准,短边对长边垂直度的最大允许值。
3.圆跳动公差各种模柄的圆跳动公差可按下表选取。
与模板固定的导套圆柱面的径向圆跳动公差,可根据模具精度要求选取4级或5级,在冷冲模国家标准中,其圆跳动公差值已直接标注在导套零件图上。
基本尺寸>18~30>30~50>50~120>120~250公差等级8公差值0.0250.0300.0400.0504.同轴度公差阶梯式的圆截面凸模、凹模、凸凹模的工作直径与安装直径(采用过渡配合压入固定板内),阶梯式导柱的工作直径与安装(采用过盈配合压入模板内),均应有同轴度要求,其同轴度公差可按下表选取。
注:基本尺寸是指被测零件的直径。
5.圆柱度公差导柱与导套配合的圆柱面,其圆柱度公差一般可按6级精度选取。
在冷冲模国家标准中,其圆柱度公差值已直接标注在导柱、导套零件图上。
三、模具零件的表面粗糙度要求模具零件表面质量的高低用表面粗糙度衡量,通常以R a(µm)表示。
R a数值愈小,表示其表面质量愈高。
模具零件的工作性能如耐磨性、抗蚀性及强度等,在很大程度上受其表面质量的影响。
模具零件的表面质量越高,其寿命也越长。
但从另一方面看,对模具零件表面质量要求过高,则增加了模具制造成本。
因此,应合理选用模具零件的表面粗糙度。
模具零件常用的表面粗糙度要求列于下表,可供模具设计时参考。
使用范围粗糙度数值(μm)GB1031-83(新标准)抛光的转动体表面0.1,0.2抛光的成形面及平面0.2,0.41.压弯、拉深、成形的凸模和凹模工作表面0.4,0.82.圆柱表面和平面的刃口3.滑动和精确导向的表面1.成形的凸模和凹模刃口;凸模凹模镶块的结合面0.8,1.62.过盈配合和过渡配合的表面——用于热处理零件3.支承定位和紧固表面——用于热处理零件4.磨加工的基准面;要求准确的工艺基准表面1.6,3.21.内孔表面——在非热处理零件上配合用2.模座平面1.不磨加工的支承、定位和紧固表面——用于非热处理的零件2.模座平面3.2,6.3不与冲压制件及模具零件接触的表面 6.3,12.5 粗糙的不重要表面 12.5,25不需机械加工的表面模具零件的公差配合、形位公差及表面粗糙度要求设计模具时,应根据模具零件的功能和固定方式及配合要求的不同,合理选用其公差配合、形位公差及表面粗糙度。
国家标准公差表
标准公差表
注:基本尺寸小于时,无至
线性尺寸未注公差的公差表
根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:
线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;
角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90 ° );
机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:
已有其他一般公差标准规定的线性和角度尺寸;
括号内的参考尺寸;
矩形框格内的理论正确尺寸。
标准公差数值表

标准公差数值表标准公差数值表是在生产制造中,用于确定零件尺寸公差的标准。
公差是指零件尺寸与设定尺寸之间允许的最大和最小差值范围。
标准公差数值表就是用来规定这个范围的标准。
标准公差数值表主要分为三类:一般公差表、转移公差表和单面公差表。
下面,我们先来看一般公差表:一般公差表:公差等级公差范围IT01 ±0.011IT0 ±0.016IT1 ±0.025IT2 ±0.04IT3 ±0.06IT4 ±0.1IT5 ±0.16IT6 ±0.25IT7 ±0.4IT8 ±0.6IT9 ±1.0IT10 ±1.6IT11 ±2.5IT12 ±4.0上表是一般公差表,其中IT表示国际一般公差系列,后面的数字表示公差等级,数字越大,公差范围越宽松。
例如,IT10的公差范围比IT1的大16倍。
另外,在实际应用中,还可以根据实际情况进行微调,例如IT1的公差范围可以加0.005,形成IT1X的公差表。
接下来是转移公差表:转移公差表:公差等级公差范围IT01 ±0.005IT0 ±0.01IT1 ±0.015IT2 ±0.025IT3 ±0.04IT4 ±0.06IT5 ±0.1IT6 ±0.16IT7 ±0.25IT8 ±0.4IT9 ±0.6IT10 ±1.0IT11 ±1.6IT12 ±2.5转移公差表适用于尺寸变化较小的环境,例如细密机械上的零件,公差范围相比一般公差表会更小。
最后是单面公差表:单面公差表:公差等级公差范围IT1 +0.025-0IT2 +0.04-0IT3 +0.06-0IT4 +0.1-0IT5 +0.16-0IT6 +0.25-0IT7 +0.4-0IT8 +0.6-0IT9 +1.0-0IT10 +1.6-0IT11 +2.5-0单面公差表适用于零件的加工、装配、使用使用中只有一边对加工尺寸有限制的场合,例如轴承、锁扣等。