孔径公差表
公差表查询表
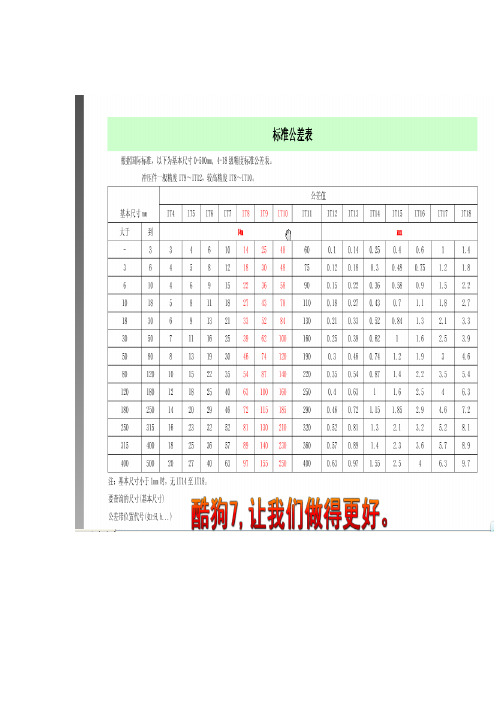
基本含义确定尺寸精确程度的等级称为公差等级,国标规定分为20个等级,从IT01、IT00、IT1、IT2~IT18, 数字越小,公差等级(加工精度)越高,尺寸允许的变动范围(公差数值)越小,加工难度越大。
具体可查询机械设计手册,不同的基本尺寸使用同一公差等级时,公差范围也不同。
公差等级的选择及应用公差等级的选择及应用公差等级应用范围及举例IT01 用于特别精密的尺寸传递基准,例如特别精密的标准量块IT0 用于特别精密的尺寸传递基准及宇航中特别重要的精密配合尺寸。
例如,特别精密的标准量块,个别特别重要的精密机械零件尺寸,校对检验IT6级轴用量规的校对量规IT1 用于精密的尺寸传递基准、高精密测量工具特别重要的极个别精密配合尺寸。
例如,高精密标准量规,校对检验IT7至IT9级轴用量规的校对量规,个别特别重要的精密机械零件尺寸IT2 用于高精密的测量工具,特别重要的精密配合尺寸。
例如检验IT6至IT7级工件用量规的尺寸制造公差,校对检验IT8至IT11级轴用量规的校对塞规,个别特别重要的精密机械零件尺寸IT3 用于精密测量工具,小尺寸零件的高精度的精密配合以及和C级滚动轴承配合的轴径与外壳孔径。
例如,检验IT8至IT11级工件用量规和校对检验IT9至IT13级轴用量规的校对量规,与特别精密的P4级滚动轴承内环孔(直径至100mm)相配的机床主轴,精密机械和高速机械的轴颈,与P4级向心球轴承外环相配合的壳体孔径,航空及航海工业中导航仪器上特殊精密的个别小尺寸零件的精度配合。
IT4 用于精密测量工具、高精度的精密配合和P4级、P5级滚动轴承配合的轴径和外壳孔径。
例如,检验IT9至IT12级工件用量规和校对IT12至IT14级轴用量规的校对量规,与P4级轴承孔(孔径>100mm)及与P5级轴承孔相配的机床主轴,精密机械和高速机械的轴颈,与P4级轴承相配的机床外壳孔,柴油机活塞销及活塞销座孔径,高精度(1级至4级)齿轮的基准孔或轴径,航空及航海工业中用仪器的特殊精密的孔径IT5 用于配合公差要求很小,形状公差要求很高的条例下,这类公差等级能使配合性质比较稳定,相当于旧国标中最高精度,用于机床、发动机和仪表中特别重要的配合尺寸,一般机械中应用较少。
KES标准-2
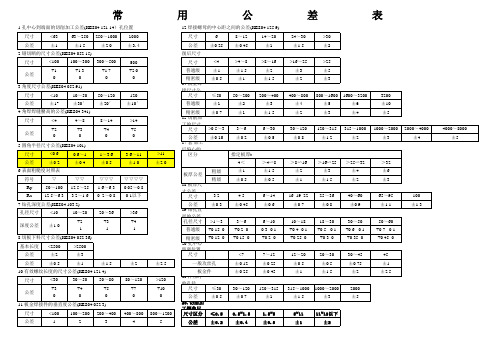
1.孔中心到端面的切削加工公差(KES04.121.14)孔位置 尺寸 公差 尺寸 公差 <63 ±1 <100 +1 0 63~250 ±1.5 100~300 +1.3 0 250~1000 ±2.0 300~500 +1.7 0 1000 ±3.4 500 +2.0 0 12.焊接螺母的中心距之间的公差(KES04.125.9) 尺寸 公差 尺寸 普通级 精密级 尺寸 普通级 精密级 8~14 +4 0 >14 +5 0 尺寸 公差 >11 ±2.0 板厚公差 粗级 精级 3.2 ±0.3 >1~3 +0.15..0 +0.12..0 区分 6 ±0.25 <4 ±1 ±0.5 ≤50 ±1 ±0.7 >0.5~3 ±0.15 8~12 ±0.45 >4~8 ±1.5 ±1 50~200 ±2 ±1 3~6 ±0.2 指定板厚t 4< ±1 ±0.5 4.5 ±0.45 3~6 +0.2..0 +0.15..0 <7 ±0.12 ±0.25 ≤30 ±0.5 ≤0.5 ±0.2 30~120 ±0.7 0.5~1.5 ±0.4 >4∽8 ±1.5 ±0.5 6~14 ±0.6 6~10 0.3.-0.1 +0.2..0 7~12 ±0.25 ±0.45 120~315 ±1 KES 1.5~5 ±0.5 >8∽16 ±2 ±1 16 19 22 ±0.7 10~18 +0.4.-0.1 +0.25..0 12~20 ±0.5 ±1 315~1000 ±1.5 5~11 ±1 >16∽25 ±3 ±1.5 25~36 ±0.8 18~30 +0.5..-0.1 +0.3..0 20~30 ±0.5 ±1.5 1000~2000 ±3 11~12以下 ±2 >25∽32 ±4 ±2 40~60 ±0.9 30~50 +0.6..-0.1 +0.35..0 30~45 ±0.75 ±2 2000 ±5 >32 ±6 ±3 65~95 ±1.1 50~60 +0.7..-0.1 +0.45..0 45 ±1 ±2.5 100 ±1.3 14~20 ±1 >8~16 ±2 ±1.5 200~400 ±3 ±1.5 6~30 ±0.5 24~30 ±1.5 >16~25 ±3 ±2 400~800 ±4 ±2 30~120 ±0.8 ) >30 ±2 >25 ±5 ±3 800~1600 ±5 ±3 120~315 ±1.2 1600~3200 ±6 ±4 315~1000 ±2 3200 ±10 ±5 1000~2000 ±3 2000~4000 ±4 4000~8000 ±5
机械公差等级

公差等级科技名词定义中文名称:公差等级英文名称:tolerance grade定义:确定尺寸精确程度的等级。
应用学科:机械工程(一级学科);机械制图、公差与配合(二级学科);公差与配合(三级学科)以上内容由全国科学技术名词审定委员会审定公布目录注:倒圆半径和倒角高度的含义参见GB/T6403.4(GB/1804-2000)角度尺寸的极限偏差数值公差等级长度分段~10 >10~50 >50~120 >120~400 >400精密 f ±1° ±30′ ±20′ ±10′ ±5′中等m粗糙c ±1°30′ ±1° ±30′ ±15′ ±10′最粗v ±3° ±2° ±1° ±30′ ±20′(GB/T1184-1996)直线度和平面度的未注公差值基本长度范围≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000H 0.02 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.6(GB/T1184-1996)垂直度未注公差值公差等级基本长度范围≤100 >100~300 >300~1000 >1000~3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.6 1 1.5 2(GB/T1184-1996)对称度未注公差值基本长度范围≤100 >100~300 >300~1000 >1000~3000H 0.5K 0.6 0.8 1L 0.6 1 1.5 2(GB/T1184-1996)圆跳动的未注公差值圆跳动公差值H 0.1K 0.2L 0.5。
模具零件公差与配合尺寸标注标准(试行版)
5、重要配合尺寸的形位公差选用5~7级。
6、粗糙度:外观面~。配合、滑动面等~。
6、上述配合公差及等级为一般精度模具。
7、一般配合尺寸公差不在图纸上标注,只注明本张图纸或某部分尺寸加工等级(既指定公差级别),车间按此等级公差标准进行生产与检验的方法也是一种方法。但从成本与效率及长远角度讲应在图纸上标注为好。
三、运水井孔
位置公差:小于150㎜、±㎜,大于150㎜、±㎜。
深度公差:+1㎜。 直径公差:+㎜。
四、避空位、倒角、底孔钻孔深度、有效牙深度等如下表:
螺纹规格
M4
M5
M6
M8
M10
过孔直径
φ
φ
φ
φ
φ11
杯头直径
φ7
φ
φ10
φ13
φ16
沉孔直径
φ8
φ10
φ12
φ14
φ18
杯头长度
4
5
6
8
10
沉孔深度
9
3)、除上述极端尺寸外,多数模具零件重要配合尺寸选用6级~9级。
2、优先配合孔、轴公差表等相关配合类表依据国家标准。
3、常用公差5~12级和尺寸分段如下表(表一)
基本尺寸㎜
IT5
IT6
IT7
IT8
IT9
IT10
IT11
IT12
IT13
IT14
≤3
4
6
10
14
12
18
30
48
75
20
29
46
72
115
185
290
机械加工中h12的公差对照表
机械加工中h12的公差对照表公差等级的选择及应用公差等级IT01用于特别精密的尺寸传递基准,例如特别精密的标准量块用于特别精密的尺寸传递基准及宇航中特别重要的精密配合尺寸。
例如,特别精密的标准量块,个IT0别特别重要的精密机械零件尺寸,校对检验IT6级轴用量规的校对量规用于精密的尺寸传递基准、高精密测量工具特别重要的极个别精密配合尺寸。
例如,高精密标准量IT1规,校对检验IT7至IT9级轴用量规的校对量规,个别特别重要的精密机械零件尺寸用于高精密的测量工具,特别重要的精密配合尺寸。
例如检验IT6至IT7级工件用量规的尺寸制造IT2公差,校对检验IT8至IT11级轴用量规的校对塞规,个别特别重要的精密机械零件尺寸用于精密测量工具,小尺寸零件的高精度的精密配合以及和C级滚动轴承配合的轴径与外壳孔径。
例如,检验IT8至IT11级工件用量规和校对检验IT9至IT13级轴用量规的校对量规,与特别精密IT3的P4级滚动轴承内环孔(直径至100mm)相配的机床主轴,精密机械和高速机械的轴颈,与P4级向心球轴承外环相配合的壳体孔径,航空及航海工业中导航仪器上特殊精密的个别小尺寸零件的精度配合。
用于精密测量工具、高精度的精密配合和P4级、P5级滚动轴承配合的轴径和外壳孔径。
例如,检验IT9至IT12级工件用量规和校对IT12至IT14级轴用量规的校对量规,与P4级轴承孔(孔IT4径>100mm)及与P5级轴承孔相配的机床主轴,精密机械和高速机械的轴颈,与P4级轴承相配的机床外壳孔,柴油机活塞销及活塞销座孔径,高精度(1级至4级)齿轮的基准孔或轴径,航空及航海工业中用仪器的特殊精密的孔径用于配合公差要求很小,形状公差要求很高的条例下,这类公差等级能使配合性质比较稳定,相当于旧国标中最高精度,用于机床、发动机和仪表中特别重要的配合尺寸,一般机械中应用较少。
例如,检验IT11至IT14级工件用量规和校对IT14至IT15级轴用量规的校对量规,与P5级滚动轴IT5承相配的机床箱体孔,与E级滚动轴承孔相配的机床主轴,精密机械及高速机械的轴颈,机床尾架套筒,高精度分度盘轴颈,分度头主轴,精密丝杠基准轴颈,高精度镗套的外径等。
模具零件公差与配合尺寸标注标准(试行版)

模具零件公差与配合尺寸标注标准标准(试行版) 编制:编制:审查:审查:审批:审批:批准:二零壹零年年一月二零壹零年年一月配合类:顶针孔类1、孔位置度公差≤±0.1mm 。
垂直度≤0.03/30㎜。
㎜。
2、孔表面粗糙度1.6。
3、孔尺寸公差如下表:PP 料顶针取值-0.02mm 顶针孔尺寸公差+顶针孔尺寸公差+0.020.020.02~~0.04mm ABS 料顶针取值-0.02mm 顶针孔尺寸公差+顶针孔尺寸公差+0.030.030.03~~0.06mm4、远胶口位置非胶料冲击位PP 料可略大0.01mm mm。
ABS 料可略大0.02mm mm。
5、若顶针来料、若顶针来料-0.01mm -0.01mm -0.01mm,则公差须相应变动。
,则公差须相应变动。
,则公差须相应变动。
6、若采用快EDW 加工,则快EDW 后,孔表面最后须铰加工。
后,孔表面最后须铰加工。
司筒孔类1、孔位置度公差:≤150㎜、±0.03㎜,>150㎜、±0.05㎜。
垂直度≤0.02/30㎜,㎜,2、孔表面粗糙度1.6。
3、尺寸公差如下表:PP 料 司筒取值-0.02mm 司筒孔尺寸公差+司筒孔尺寸公差+0.010.010.01~~0.03mmABS 料司筒取值-0.02mm 司筒孔尺寸公差+司筒孔尺寸公差+0.020.020.02~~0.04mm5、若司筒来料、若司筒来料-0.01mm -0.01mm -0.01mm,则公差须相应变动。
,则公差须相应变动。
,则公差须相应变动。
6、上述位置度公差为一般精度要求公差、上述位置度公差为一般精度要求公差((非精密模下同非精密模下同))。
7、根据具体产品情况,如果司筒定位精度要求较高,或采用慢EDW 控制位置度公差。
制位置度公差。
8、快EDW 后,孔表面最后须铰加工。
铰加工。
镶件孔类1、孔位置度公差: ≤150㎜、±0.03㎜, >150㎜、±0.05㎜。
模具零件公差与配合尺寸标注标准(试行版)

2、孔配合表面粗糙度,斜顶配合表面粗糙度。
3、尺寸公差:
1)、PP料斜顶孔 ±㎜。推平斜顶孔线割纹后,斜顶孔取值+的斜顶公差: -㎜~-㎜,
11
沉孔孔口倒角
C1
C1
C1
螺纹孔孔口倒角
C1
C1
C1
C2
底孔钻孔深度
10
15
20
25
有效牙深度
6
9
12
15
螺纹规格
M12
M14
M16
M18
M20
过孔直径
φ13
φ
φ18
φ20
φ22
杯头直径
φ18
φ21
φ24
φ27
φ30
沉孔直径
φ20
φ23
φ27
φ30
φ33
杯头长度
12
14
16
18
20
沉孔深度
13
18
4、非配合零件尺寸极限偏差采用孔H13,轴h13,长度js14。也可简化分段和极限偏差尺寸如下表(表二)
轴类(外形类)。
基本尺寸㎜
30以下
30~60
60~100
100~150
150~200
200~300
公差数值㎜
孔类(内形类)
基本尺寸㎜
30以下
30~60
60~100
100~150
150~200
孔径公差表

H9
25 0 30 30 36 0 43 0 52 0 62 0 74 0 87 0 100 0 115 0 130 0 140 0 155 0
JS9 12.5 -13 15 15 18 -18 21.5 -22 26 -26 31 -31 37 -37 43.5 -44 50 -50 57.5 -58 65 -65 70 -70 77.5 -77.5
等级允许偏差上公差下公差上公差下公差上公差下公差上公差下公差上公差下公差上公差下公差上公差下公差上公差下公差上公差下公差上公差下公差上公差下公差上公差下公差上公差下公差g61212142910341239144415491754186020h6454555556565895951111125125145145161618182020k632m6281131241541742052462883383794110461050n641055716920112412281433163820452251255726622767e724143232402550326140755090601077212585146100162110182125198135f716222228133416412050256030713683439650108561196213168g7121616204010471254146115691775188320h710121215757591051051251251515175175202023232626285285315315k721102512281333163617401845m721263n741444419523728833939104512521460146616731780p76168892411291435174221512459286833793688419845108d83420484862407750986511980146100174120208145242170271190299210327230e8281438384725593273408950106601267214885172100191110214125232135f82028283513431653206425763090361064312250137561516216568g816222227561066127714871598171071811720h8141818221111135135165165195195232327273153153636405405445445485485k819102312271432163820432250255628612968m82167211781186n8418223253303363424504584675775865946103d94520606076409350
镗刀镗孔公差表

镗刀镗孔公差表一、前言镗刀镗孔公差表是机械加工领域中一个重要的参考工具,它对指导镗孔加工具有重要作用。
本文将详细介绍镗刀的分类与表示方法,以及镗孔公差及其计算方法,并探讨镗刀镗孔公差表的编制与使用。
二、镗刀的分类与表示方法1.镗刀的分类根据刀具形状和用途的不同,镗刀可分为以下几类:(1)圆柱形镗刀:主要用于镗孔加工,刀尖形状为圆柱形。
(2)锥度镗刀:用于加工锥度孔,刀尖形状呈锥度。
(3)扩孔刀:用于扩大已有的孔,刀尖形状为圆锥形。
(4)镗刀头:安装在镗杆上,可进行多刀位镗孔,刀尖形状有圆柱形、圆锥形等。
2.镗刀的表示方法(1)刀具材料:如高速钢、硬质合金等。
(2)刀尖角度:如90°、60°等。
(3)刀具直径:如φ10mm、φ20mm 等。
(4)刀具长度:如L100mm、L200mm 等。
三、镗孔公差及其计算方法1.镗孔公差的定义镗孔公差是指在镗孔加工过程中,所允许的孔径尺寸偏差。
公差分为最大公差、最小公差和公差带。
2.镗孔公差的计算方法(1)最大公差:根据加工精度要求,选择合适的公差等级,如IT7、IT8 等。
(2)最小公差:通常为加工设备的最大加工误差。
(3)公差带:最大公差与最小公差之差。
四、镗刀镗孔公差表的编制与使用1.公差表的编制原则编制镗刀镗孔公差表时,应根据加工设备、刀具材料、加工精度等因素综合考虑。
2.公差表的使用方法(1)选择合适的镗刀:根据加工要求,选择刀具材料、刀尖角度、刀具直径等。
(2)确定公差范围:根据加工精度要求,查找相应的公差表,确定最大公差、最小公差和公差带。
(3)进行镗孔加工:根据选择的镗刀和确定的公差范围,进行镗孔加工。
(4)检验加工结果:对照公差表,检查加工后的孔径尺寸是否在公差范围内。
五、镗刀镗孔公差表的实际应用案例本文以某企业加工车间为例,介绍镗刀镗孔公差表在实际生产中的应用。
通过查阅镗刀镗孔公差表,企业合理选择刀具和确定公差范围,提高了加工效率和加工质量。
镗刀镗孔公差表
镗刀镗孔公差表
【原创实用版】
目录
1.镗刀的概念和作用
2.镗孔公差的定义和意义
3.镗刀镗孔公差表的内容和应用
4.镗刀镗孔公差表的实际应用案例
正文
1.镗刀的概念和作用
镗刀是一种用于镗孔的刀具,它可以在工件上镗出精确的孔。
镗刀在工作时,通过旋转和进给,使得刀具上的刃逐渐切削工件,从而达到镗孔的目的。
由于镗刀具有较高的精度和效率,因此在机械加工中被广泛应用。
2.镗孔公差的定义和意义
镗孔公差是指镗刀在镗孔时,孔径与理论值之间的允许偏差。
它反映了镗孔的精度,直接影响到工件的质量和性能。
合理的镗孔公差可以保证工件的互换性和装配精度,提高产品的整体质量。
3.镗刀镗孔公差表的内容和应用
镗刀镗孔公差表是规定镗刀在不同直径和长度下,允许的镗孔公差的表格。
它通常包含以下内容:
- 镗刀型号和直径
- 镗刀长度
- 孔径公差
- 镗孔时允许的最大和最小镗孔深度
在实际应用中,镗刀镗孔公差表可以帮助工程师选择合适的镗刀,制定合理的加工工艺,确保产品的质量。
4.镗刀镗孔公差表的实际应用案例
例如,某工程师需要加工一批直径为Φ100mm、长度为 200mm 的孔。
根据图纸要求,孔径公差为 H7。
通过查询镗刀镗孔公差表,工程师可以选择直径为Φ100mm、长度为 200mm 的镗刀,并根据表中的孔径公差要求,调整镗刀的进给速度和刀具的刃磨,以保证加工出的孔径符合图纸要求。
在实际加工过程中,工程师还需根据工件材料和加工条件,合理调整加工参数,以确保产品的质量。
苏联公差符号及公制螺丝孔径表
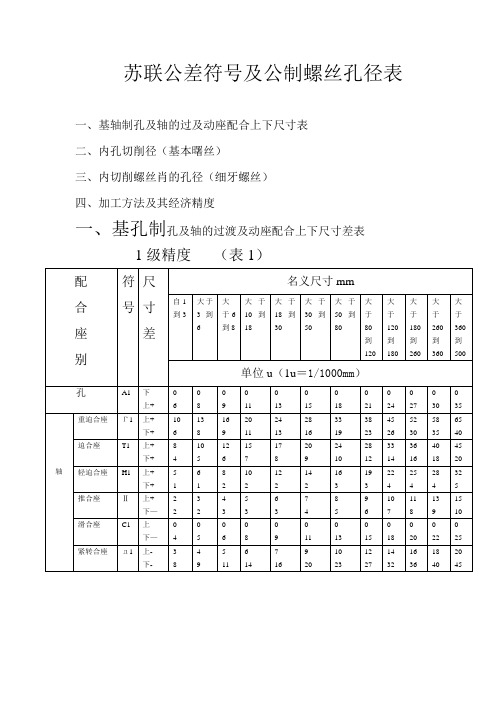
苏联公差符号及公制螺丝孔径表一、基轴制孔及轴的过及动座配合上下尺寸表二、内孔切削径(基本曙丝)三、内切削螺丝肖的孔径(细牙螺丝)四、加工方法及其经济精度一、基孔制孔及轴的过渡及动座配合上下尺寸差表1级精度(表1)2级精度(表2)2a级精度(表3)3.3a级精度(表4)4.5级精度(表5)7、8、9级精度(表6)二、基轴制孔及轴的过渡及动座配合上下尺寸差表1级精度(表1)2级精度(表2)2a级精度(表3)3.3a级精度(表4)4.5级精度(表5)内牙切削基本底孔按OCT94。
32及193 按螺纹直径减螺距是多少就是底孔大小表如下。
1)0.25螺距就是螺纹直径减0。
25加上公差莫氏圆锥的各部份尺寸光洁度的表示等级一下三角形为粗糙,粗糙度可用100(1),50(2),25,20,16(3)。
表示二个三角形为半光滑,粗糙度可用12。
5,10,8(4),6。
3,5,4(5),3。
2,2。
5,3(6)三个三角形为光滑,粗糙度可用1。
6,1。
25,1(7),0。
8,0。
63,0。
5(8),0。
4,0。
32,0。
25,(9)四个三角形为极光滑粗糙度可用0.2,0.16,0.125(10),0。
1,0。
08,0。
063(11),0。
05,0。
04,0。
032,(12),0。
025,0。
02,0。
016,0。
012,0。
006(13)车粗车光洁度是1,2,3,4(10)精车光洁度4(10),5,6,细车光洁度6(2。
5),7,8(0。
63),金钢石车8,9,10粗光洁度是1,2,3,4(1。
25),精光洁度4,5,6(2。
5),细光洁度6,7,铰粗铰光洁度4(1。
0),5,6(2。
5),精铰光洁度6(2。
5),7,8,二次精铰8(0。
63),9,10,手铰6,7,8,9,10,11拉粗拉光洁度是6,7,8精拉光洁度8(0。
63),9,细拉光洁度9(3。
2),10,磨粗磨光洁度是4,5,6精磨光洁度6(2。
0),7,8,9(0。
模具零件公差与配合尺寸标 注标准(试行版)
㎜。斜面方向孔位置度公差:≤10°基准点方向±0.05㎜,非基 准点方向±0.1㎜。 ≤15°基准点方向±0.1㎜,非基准点方向 ±0.15㎜。 >15°基准点方向±0.15㎜,非基准点方向>±0.20 ㎜。(料厚度25㎜) 2、孔配合表面粗糙度3.2,斜顶配合表面粗糙度1.6。 3、尺寸公差: 1)、PP料 斜顶孔 ±0.02㎜。推平斜顶孔线割纹后,斜顶孔取值
螺纹规格
M4
过孔直径 Φ4.5
杯 长度
4
沉 孔 深 度 4.5
沉孔孔口倒角 C1
螺纹孔孔口倒角 C1
底孔钻孔深度 10
M5 Φ5.5 Φ8.5 Φ10
5 5.6 C1 C1 12.5
M6 Φ6.6 Φ10 Φ12
6 6.6 C1 C1 15
M8 Φ8.8 Φ13 Φ14
>10~18 8 11 18 27 43 70 110 0.18 0.27 0.43
>18~30 9 13 21 33 52 84 130 0.21 0.33 0.52
>30~50 11 16 25 39 62 100 160 0.25 0.39 0.62
8、远胶口位置非胶料冲击位配合间隙可相应放宽PP料可略大 0.01mm。ABS料可略大0.02mm。
镶针孔类 1、孔位置度公差 ≤150 mm、±0.03 mm, >150 mm、±0.05
mm。 孔垂直度≤0.05/100㎜。
2、孔配合表面粗糙度6.3。 3、镶针孔尺寸公差:-0.01 mm~+0.02mm ,镶针(顶针代)取值-
精度等级
尺寸分段及平行度公差
≤150㎜ >150~300 >300~450 >450~600㎜
【2017年整理】轴径孔径公差表

轴径公差孔径公差运动与健康题目:体育锻炼对运动系统的影响指导老师:欧阳靜仁班级:热能092班姓名:林灿雄学号:200910814223摘要:这篇文章通过对人体运动系统组成的介绍,以及体育锻炼对运动系统的作用和影响的一点点描述,给平时不重视锻炼的人说明了体育锻炼的好处,希望能够有更多的人重视体育锻炼。
本文部分地方参考相关文件,可信度在一定程度上得到提高,同时也未免有疏落之处,请指正。
参考:/view/63163.htm/view/5df244d728ea81c758f5787c.html关键词:骨,骨连接,骨骼肌,支架作用、保护作用和运动作用,合理的体育锻炼,三磷酸腺苷(ATP)酶前言体育锻炼与我们息息相关,在我们的身边,无时无刻都有人在运动,各种球类运动、跑步、游泳等等...大家都知道体育锻炼对人体是有好处的,然而具体有些什么好处呢?这个答案有多少人知道。
通过这篇文章,希望可以增加大家对体育锻炼的认识。
体育锻炼既可增强关节的稳固性,又可提高关节的灵活性。
体育锻炼可使肌纤维变粗,肌肉体积增大,因而肌肉显得发达、结实、健壮、匀称而有力。
体育锻炼有助于增强肌肉的耐力。
体育锻炼能保持肌肉张力,减小肌萎缩和肌肉退行性变化,保持韧带的弹性和关节的灵活性,使脊柱的外形保持正常,从而能够减少和防止骨骼、肌肉、韧带、关节等器官的损伤和退化。
一、人体运动系统的组成人体运动系统的组成包括骨、骨连接和骨骼肌。
骨以不同形式(不动、微动或可动)的骨连接联合在一起,构成骨骼,形成了人体体形的基础,并为肌肉提供了广阔的附着点。
肌肉是运动系统的主动动力装置,在神经支配下,肌肉收缩,牵拉其所附着的骨,以可动的骨连接为枢纽,产生杠杆运动。
(一)骨的组成部分:骨bone是以骨组织为主体构成的器官,是在结缔组织或软骨基础上经过较长时间的发育过程(骨化)形成的。
成人骨共206块,依其存在部位可分为颅骨、躯干骨和四肢骨。
各部分骨的名称、数目见下页表。