ABSTRACT “ONE ” A NEW TOOL FOR SUPPLY CHAIN NETWORK OPTIMIZATION AND SIMULATION
Tettex 2293 风线电阻计说明书

2293Winding resistance meter with one-time-connection systemThe Tettex 2293 is the result of extensive research and years of experience testing transformers. It incorporates a fast and highly advanced procedure to measure winding resistance. A simple one-time-connection system together with the simultaneous windingmagnetization method drastically reduces measuring time.The simultaneous winding magnetization (SWM) method guarantees fast and reliable measurements even on large power transformers with delta windings on the low voltage side, where stable measurements can be seldom reached using traditional winding resistance measurement instruments.In addition, the new demagnetization functioneliminates the magnetic remanence in the core after the application of a DC voltage. This feature can be used before performing other tests such as frequency response analysis (FRA), transformer turns ratiomeasurement (TTR) or recovery voltage measurement (RVM) which are adversely affected by remanence effects.The transformer is discharged by a state-of-the-artdischarge circuit in a fraction of the time taken by other instruments. The discharging function and the“Caution” indicator continue to operate even when linepower is lost.FEATURES AND BENEFITSResistance measurement made easy – simple one-time-connection system: Once connected will test all phases and windingsLarge 7” touch screen interface with full graphical testvisualizationUnique simultaneous winding magnetization method(SWM), equivalent to traditional equipment with up to 100 A test currentTap changer control signalHeat run function and 6 temperature measurementchannels with automatic resistance value correctionData transfer over USB memory-stick or direct to PCAPPLICATIONSResistance measurement and demagnetization function for all types of highly inductive test objects.Power transformers Distribution transformers Generators and motors Instrument transformersThe 2293 is a valuable tool for factory test, acceptance test and regular maintenance.A test solution optimized for easy and fastwinding resistance measurement on power and distribution transformers as well as motors and generators.1981COMPLETE AUTOMATIC TEST PROCEDUREThe 2293 performs resistance measurements on all windings without any reconnection. The test procedure is simple and efficient. One end of the measurement cable set is connected to each bushing of the transformer using the special Kelvin clamp, while the other end is connected to the 2293.Once the cable set is connected to the test object, the instrument will automatically measure selected resistances of both windings and all phases. In addition, the motorized tap changer can be controlled to perform fully automated measurements on all taps. A complete transformer can be tested by a single person in a fraction of the time compared to traditional instruments.GRAPHICAL INTERFACEThe 7” touch screen full graphical interface guides the operator through the test procedure.Select the test object by touching the appropriate icon and press start – The unit then visualizes each test cycle and displays the results graphically or in list format. DEMAGNETIZATION FUNCTIONApplying a DC current to an inductive test object, like a power transformer, magnetizes the core. The resulting magnetic remanence will have an adverse effect on other measurements.The 2293 includes a fully automatic demagnetization feature which eliminates the magnetic remanence. Select the test object by touching the appropriate icon and press start – The unit visualizes the whole demagnetization cycleand performs the correct core demagnetization.HEAT RUN TESTThe 2293, which can measure HV and LV side resistancessimultaneously and accurately, is the perfect tool forresistance measurements during a heat run test.The instrument provides efficient and accurate acquisitionof the required data points to allow drawingthe necessary cooling curve.Results are available as CSV and can be easily exported.DATA HANDLING AND TEST REPORTSThe 2293 allows easy data handling. Results can be savedon a USB memory stick or transferred to any computer. Inaddition the instrument can be connected via Ethernet to aLAN. It also includes a thermal printer for immediate reportprinting.SelectStartResults can also be saved in the instrument’s memorywhile continuing testing, to be downloaded later afterhaving returned to the office.ResultsTECHNICAL SPECIFICATIONSResistance MeasurementMax. Measuring Current 32 A (user selectable) Max. Charging Voltage 100 VRange 0.1 μΩ … 300 k ΩResistance Accuracy(1) 0.1 μΩ ... 300 μΩ 0.1% ± 0.5 μΩ300.1 μΩ … 30 k Ω 0.1% 30.01 k Ω … 300 k Ω 1% Mains Power Supply Voltage90 VAC … 264 VAC Maximum Power 1 kWFrequency 47 Hz … 63 HzEnvironmentalOperating temperature -10°C … +60°C Storage temperature -20°C ... +70°CHumidity 5% … 90% r.h. non-condensing MechanicalDimensions (W x D x H) 521 mm x 425 mm x 216 mmWeight (2)17.8 kg (2) Measuring cables not included (1) at temperature 0 … 50°C at highest available current Functions- 8 measuring channels (2 x 3 phases and 2 x 1 neutral)- 6 temperature channels with automatic resistance correction - Advanced 7” graphical touch screen interface- High efficient DC supply with SWM (simultaneous winding magnetization)- SWM mode and Classic mode (for traditional resistance measurement method) - Turbo discharge circuit- Automated demagnetizing function with flux indicator - Automatic heat run function- Tap changer control signal to automate test procedures on transformers with motorized tap changer - Internal memory >10'000 measurements- USB and LAN connections. Data can be saved on a memory stick or directly transferred to PC - Charges any inductive load and works with any resistive or inductive test object - Heavy duty protection circuit- Safety circuit ensures discharge even when line power is lost - Caution indicator - Built-in printerSCOPE OF SUPPLYMeasuring unit, cable set (10 m), carrying bag, test certificate, user manualOptions2293/TEMP1 Temperature probe for liquids2293/TEMP2 Magnetic temperature probe for metallic test objects 2293/TAP Tap changer connection cable2293/10 10 m extension cablesTettex Instruments offers a complete portfolio for transformer testingTTR 2795 / TTR 2796Transformer Turns Ratio Meterwith 100/250 V test voltageDetection of winding movements and mechanical failures of transformers. Active probing assures reliable and repetitive measurement results. Advanced analysis and touch screen operation.FRA 5310Frequency Response AnalyserOnsite testing of turns and voltage ratio, phase displacement and excitation current. Automatic winding connection identification and vector group detection. Remotely controllable via USB.RVM 5462Recovery Voltage MeterMobile system for non-destructive diagnosis of the state of paper-oil insulation (effect of moisture content and aging) using the recovery voltagemethod.MIDAS 2880Mobile Insulation Diagnosis & Analysing SystemThe ideal tool for periodic maintenance and inspection of high voltage insulation losses, dissipation factor (tan δ), power factor and capacitance of power transformers, bushings, motors, generators etc.OC60EOil Cell TesterFully automated digital liquid electrical test set designed to reliably and accurately test the dielectric strength of insulation liquids.Europe, Asia, South & Central America, Australia Haefely Test AGLehenmattstrasse 353 4052 Basel Switzerland+ 41 61 373 4111 + 41 61 373 4912 |**************** ChinaHaefely Test AG – Beijing Office8-1-602, Fortune StreetNo. 67, Chaoyang Road, Chaoyang DistrictBeijing, 100025 P. R. China+ 86 10 8578 8099 + 86 10 8578 9908 |*****************.cnNorth America Hipotronics Inc. 1650 Route 22 PO Box 414Brewster, NY 10509USA+ 1 845 279 3644 + 1 845 279 2467|*********************。
Belimo GM24A-MOD 通信式漏斗调节阀说明书

GM24A-MODCommunicative damper actuator for adjusting dampers in technical building installations• Air damper size up to approx. 8 m²• Torque motor 40 Nm• Nominal voltage AC/DC 24 V• Control modulating, communicative, hybrid • Communication via BACnet MS/TP, Modbus RTU, Belimo-MP-Bus or conventional control • Conversion of sensor signalsTechnical dataElectrical dataNominal voltageAC/DC 24 V Nominal voltage frequency 50/60 HzNominal voltage rangeAC 19.2...28.8 V / DC 21.6...28.8 V Power consumption in operation 3.5 W Power consumption in rest position 1.6 W Power consumption for wire sizing 5.5 VAConnection supply / controlCable 1 m, 6x 0.75 mm²Data bus communicationCommunicative controlBACnet MS/TPModbus RTU (factory setting)MP-BusNumber of nodesBACnet / Modbus see interface description MP-Bus max. 8Functional data Torque motor 40 NmTorque variable 25%, 50%, 75% reduced Operating range Y 2...10 V Operating range Y variable 0.5...10 V Position feedback U 2...10 V Position feedback U note Max. 1 mA Position feedback U variable Start point 0.5...8 V End point 2...10 V Position accuracy ±5%Direction of motion motor selectable with switch 0/1Direction of motion note Y = 0%: At switch position 0 (ccw rotation) / 1 (cw rotation)Direction of motion variable electronically reversible Manual override with push-button, can be locked Angle of rotation Max. 95°Angle of rotation note can be limited on both sides with adjustable mechanical end stops Running time motor 150 s / 90°Running time motor variable 75...290 s Adaptation setting range manualAdaptation setting range variableNo actionAdaptation when switched onAdaptation after pushing the manual override buttonGM24A-MODFunctional dataOverride control, controllable via bus communication MAX (maximum position) = 100%MIN (minimum position) = 0%ZS (intermediate position) = 50%Override control variableMAX = (MIN + 32%)...100%MIN = 0%...(MAX – 32%)ZS = MIN...MAX Sound power level, motor 45 dB(A)Mechanical interface Universal shaft clamp 12...26.7 mm Position indicationMechanical, pluggableSafety dataProtection class IEC/EN III, Safety Extra-Low Voltage (SELV)Power source ULClass 2 Supply Degree of protection IEC/EN IP54Degree of protection NEMA/UL NEMA 2Enclosure UL Enclosure Type 2EMCCE according to 2014/30/EUCertification IEC/EN IEC/EN 60730-1 and IEC/EN 60730-2-14UL ApprovalcULus according to UL60730-1A, UL60730-2-14 and CAN/CSA E60730-1The UL marking on the actuator depends on the production site, the device is UL-compliant in any caseHygiene testAccording to VDI 6022 Part 1 / SWKI VA 104-01, cleanable and disinfectable, low emission Type of actionType 1Rated impulse voltage supply / control 0.8 kV Pollution degree 3Ambient humidity Max. 95% RH, non-condensing Ambient temperature -30...50°C [-22...122°F]Storage temperature -40...80°C [-40...176°F]Servicingmaintenance-free WeightWeight 1.7 kgTechnical data•••••••Safety notesThis device has been designed for use in stationary heating, ventilation and air-conditioning systems and must not be used outside the specified field of application, especially in aircraft or in any other airborne means of transport.Outdoor application: only possible in case that no (sea) water, snow, ice, insolation or aggressive gases interfere directly with the device and that it is ensured that the ambient conditions remain within the thresholds according to the data sheet at any time.Only authorised specialists may carry out installation. All applicable legal or institutional installation regulations must be complied with during installation.The device may only be opened at the manufacturer's site. It does not contain any parts that can be replaced or repaired by the user.Cables must not be removed from the device.To calculate the torque required, the specifications supplied by the damper manufacturers concerning the cross-section and the design, as well as the installation situation and the ventilation conditions must be observed.The device contains electrical and electronic components and must not be disposed of as household refuse. All locally valid regulations and requirements must be observed.GM24A-MODProduct featuresOperating mode The actuator is fitted with an integrated interface for BACnet MS/TP, Modbus RTU and MP-Bus. It receives the digital control signal from the control system and returns the currentstatus.Converter for sensors Connection option for a sensor (passive, active or with switching contact). In this way, theanalogue sensor signal can be easily digitised and transferred to the bus systems : BACnet,Modbus or MP-Bus.Parametrisable actuators The factory settings cover the most common applications. Single parameters can be modifiedwith the Belimo service tools MFT-P or ZTH EU.The communication parameters of the bus systems (address, baud rate etc.) are set with theZTH EU. Pressing the "Address" button on the actuator while connecting the supply voltageresets the communication parameters to the factory setting.Quick addressing: The BACnet and Modbus address can alternatively be set using the buttonson the actuator and selecting 1...16. The selected value is added to the "basic address"parameter and results in the absolute BACnet and Modbus address.Combination analogue - communicative(hybrid mode)With conventional control by means of an analogue control signal, BACnet or Modbus can be used for the communicative position feedbackSimple direct mounting Simple direct mounting on the damper shaft with a universal shaft clamp, supplied with ananti-rotation device to prevent the actuator from rotating.Manual override Manual override with push-button possible (the gear train is disengaged for as long as thebutton is pressed or remains locked).Adjustable angle of rotation Adjustable angle of rotation with mechanical end stops.High functional reliability The actuator is overload protected, requires no limit switches and automatically stops whenthe end stop is reached.Home position The first time the supply voltage is switched on, i.e. at the time of commissioning, the actuatorcarries out a synchronisation. The synchronisation is in the home position (0%).The actuator then moves into the position defined by the control signal.Adaptation and synchronisation An adaptation can be triggered manually by pressing the "Adaptation" button or with the PC-Tool. Both mechanical end stops are detected during the adaptation (entire setting range).Automatic synchronisation after pressing the manual override button is configured. Thesynchronisation is in the home position (0%).The actuator then moves into the position defined by the control signal.A range of settings can be adapted using the PC-Tool (see MFT-P documentation) AccessoriesElectrical accessories Description TypeAuxiliary switch 1x SPDT add-on S1AAuxiliary switch 2x SPDT add-on S2AFeedback potentiometer 140 Ω add-on P140AFeedback potentiometer 1 kΩ add-on P1000AFeedback potentiometer 10 kΩ add-on P10000A Mechanical accessories Description TypeActuator arm for standard shaft clamp AH-GMABall joint suitable for damper crank arm KH8 / KH10KG10ADamper crank arm Slot width 8.2 mm, clamping range ø14...25 mm KH10GM24A-MODDescription TypeAnti-rotation mechanism 230 mm, Multipack 20 pcs.Z-ARS230Mounting kit for linkage operation for flat installation ZG-GMABaseplate extension for GM..A to GM..Z-GMAPosition indicator, Multipack 20 pcs.Z-PITools Description Type Service tool, with ZIP-USB function, for parametrisable andcommunicative Belimo actuators, VAV controller and HVAC performancedevicesZTH EUBelimo PC-Tool, Software for adjustments and diagnostics MFT-PAdapter for Service-Tool ZTH MFT-CConnecting cable 5 m, A: RJ11 6/4 ZTH EU, B: 6-pin for connection to service socket ZK1-GENConnecting cable 5 m, A: RJ11 6/4 ZTH EU, B: free wire end for connection to MP/PP terminal ZK2-GENAccessoriesWire colours:1 = black2 = red3 = white5 = orange6 = pink7 = grey Functions:C1 = D- = A (wire 6) C2 = D+ = B (wire 7)Electrical installationSupply from isolating transformer.The wiring of the line for BACnet MS/TP / Modbus RTU is to be carried out in accordance withapplicable RS-485 regulations.Modbus / BACnet: Supply and communication are not galvanically isolated. Connect earthsignal of the devices with one another.Wiring diagramsBACnet MS/TP / Modbus RTUGM24A-MODFunctionsFunctions with specific parameters (Parametrisation necessary)Connection with active sensor, e.g. 0...10 V @ 0...50°CModbus RTU / BACnet MS/TP with analogue setpoint (hybridoperation)Possible input voltage range:0...10 VResolution 30 mV Connection with switching contact, e.g. Δp monitorSwitching contact requirements:The switching contact must beable to switch a current of 16 mAat 24 V accurately.Start point of the operatingrange must be parametrised onthe MOD actuator as ≥0.5 V.Connection with passive sensor, e.g. Pt1000, Ni1000, NTC1) depending on type2) Resolution 1 OhmCompensation of the measuredvalue is recommendedGM24A-MODFunctions with specific parameters (Parametrisation necessary)MP-BusMP-Bus Network topologyThere are no restrictions for thenetwork topology (star, ring, tree or mixed forms are permitted).Supply and communication in one and the same 3-wire cable • no shielding or twisting necessary• no terminating resistors requiredFunctionsOperating controls and indicators1Direction of rotation switch Switch over:Direction of rotation changes2Push-button and LED display green Off:No power supply or malfunction On:In operationFlashing:In address mode: Pulses according to set address (1...16)When starting: Reset to factory setting (Communication)Press button:In standard mode: Triggers angle of rotation adaptation In address mode: Confirmation of set address (1...16)3Push-button and LED display yellow Off:Standard modeOn:Adaptation or synchronisation process activeor actuator in address mode (LED display green flashing)Flickering:BACnet / Modbus communication activePress button:In operation (>3 s): Switch address mode on and offIn address mode: Address setting by pressing several times When starting (>5 s): Reset to factory setting (Communication)4Manual override button Press button:Gear train disengages, motor stops, manual override possible Release button:Gear train engages, synchronisation starts, followed by standard mode5Service plugFor connecting parametrisation and service tools Check power supply connection 2 Off and 3 OnPossible wiring error in power supplyGM24A-MODServiceQuick addressing 1. Press the "Address" button until the green "Power" LED is no longer illuminated. The green"Power" LED flashes in accordance with the previously set address.2. Set the address by pressing the "Address" button the corresponding number of times(1...16).3. The green LED flashes in accordance with the address that has been entered (1...16). If theaddress is not correct, it can be reset in accordance with step 2.4. Confirm the address setting by pressing the green "Adaptation" button.If the address is not confirmed within 60 seconds, the address procedure will be ended. Anyaddress change that has already been started will be discarded.The resulting BACnet MS/TP and Modbus RTU address is made up of the set basic addressplus the short address (e.g. 100+7=107).Tool connection The actuator can be parametrised by ZTH EU via the service socket.For an extended parametrisation the PC tool can be connected.DimensionsSpindle lengthMin. 52Min. 20Clamping rangeFurther documentation• Tool connections• BACnet Interface description• Modbus Interface description• Overview MP Cooperation Partners• MP Glossary• Introduction to MP-Bus Technology。
光华管理学院 2010 – 2011 学年第二学期期末商务英语考试试题(A卷)及答案
光华管理学院2010 – 2011 学年第二学期期末考试试题(A卷)课程名称:商务英语(阅读)任课教师:考试日期:2011年6月日考试时间: 1.5 小时学生类别:本科年级班号:考生姓名:考生学号:考试方式:闭卷试题:(注意:答案一律写在答题纸,否则不计分)————————————————————————————I.Reading comprehension (60 points in total; paraphrasing items in PassageFour: 3 points each; others: 1.5 points each)Passage ONEWHEN Parliament decided, in 1709, to create a law that would protect books from piracy, the London-based publishers and booksellers who had been pushing for such protection were overjoyed. When Queen Anne gave her assent on April 10th the following year—300 years ago this week—to “An act for the encouragement of learning” they were less enthused. Parliament had given them rights, but it had set a time limit on them: 21 years for books already in print and 14 years for new ones, with an additional 14 years if the author was still alive when the first term ran out. After that, the material would enter the public domain so that anyone could reproduce it. The lawmakers intended thus to balance the incentive to create with the interest that society has in free access to knowledge and art. The Statute of Anne thus helped nurture and channel the spate of inventiveness that Enlightenment society and its successors have since enjoyed.Over the past 50 years, however, that balance has shifted. Largely thanks to the entertainment industry’s lawyers and lobbyists, copyright’s scope and duration have vastly increased. In America, copyright holders get 95 years’ protection as a result of an extension granted in 1998, derided by critics as the “Mickey Mouse Protection Act”. They are now calling for even greater protection, and there have been efforts to introduce similar terms in Europe. Such arguments should be resisted: it is time to tip the balance back.Lengthy protection, it is argued, increases the incentive to create. Digital technology seems to strengthen the argument: by making copying easier, it seems to demand greater protection in return. The idea of extending copyright also has a moral appeal. Intellectual property can seem very like real property, especially when it is yours, and not some faceless corporation’s. As a result people feel that once they own it—especially if they have made it—they should go on owning it, much as they would a house that they could pass on to their descendants. On this reading, protection should be perpetual. Ratcheting up the time limit on a regular basis becomes a reasonable way of approximating that perpetuity.The notion that lengthening copyright increases creativity is questionable, however. Authors and artists do not generally consult the statute books before deciding whether or not to pick up pen or paintbrush. And overlong copyrights oftenlimit, rather than encourage, a work’s dissemination, impact and influence. It can be difficult to locate copyright holders to obtain the rights to reuse old material. As a result, much content ends up in legal limbo (and in the case of old movies and sound recordings, is left to deteriorate—copying them in order to preserve them may constitute an act of infringement). The penalties even for inadvertent infringement are so punishing that creators routinely have to self-censor their work. Nor does the advent of digital technology strengthen the case for extending the period of protection. Copyright protection is needed partly to cover the costs of creating and distributing works in physical form. Digital technology slashes such costs, and thus reduces the argument for protection.The moral case, although easy to sympathize with, is a way of trying to have one’s cake and eat it. Copyright was originally the grant of a temporary government-supported monopoly on copying a work, not a property right. From 1710 onwards, it has involved a deal in which the creator or publisher gives up any natural and perpetual claim in order to have the state protect an artificial and limited one. So it remains.The question is how such a deal can be made equitably. At the moment, the terms of trade favor publishers too much. A return to the 28-year copyrights of the Statute of Anne would be in many ways arbitrary, but not unreasonable. If there is a case for longer terms, they should be on a renewal basis, so that content is not locked up automatically. The value society places on creativity means that fair use needs to be expanded and inadvertent infringement should be minimally penalized. None of this should get in the way of the enforcement of copyright, which remains a vital tool in the encouragement of learning. But tools are not ends in themselves. (713 words)i. Decide whether the following statements are true (T) or false (F) or not mentioned (NM).1. The booksellers and publishers at Queen Anne’s time were opposed to the Statute of Anne.2. The writer does not think that copyrights should be possessed for ever though he agrees with the protectionists that copyright resembles real property.3. The writer thinks that digital technology reduces the costs of creating and distributing works in physical form and thus cannot be the excuse for stronger protection for copyrights.4. The writer’s understanding of the 1709/1710 law concerning piracy is that copyright holders have exchanged everlasting rights to their own creation for limited state protection of it.5. The writer neither thinks the current copyright laws favor the learners enough nor suggests a return to the statute of Anne.ii. Choose the right meanings of the underlined words in the passage.1. spate: a. sentiment b. spirit c. enthusiasm d. outpouring2. derided: a. mocked b. criticized c. nicknamed d. denounced3. limbo: a. trap b. lawsuit c. helplessness d. complication4. inadvertent: a. insignificant b. inconspicuous c. unintentional d. unavoidable5. advent: a. improving b. advancing c. progressing d. coming6. ends: a. methods b. terminals c. purposes d. conclusionsPassage TWOOne of the strangest developments in financial markets this year is the “Lafite effect.” It offers a valuable lesson about investing. This financial crisis has walloped just about everything. It has even pushed down prices for fine wine. The Vintage Wine Fund, which invests “in fine wine with an objective of steady, high capital growth,” declined 33 percent in 2008.This is newsworthy. In a 2008 paper, economists Lee Sanning, Sherrill Shaffer and Jo Marie Sharratt at the University of Wyoming demonstrated that wine investments provide enormous positive returns over time, with almost no correlation to the market as a whole. Their study provides a textbook example of the problem with risk analysis. Until that time, the correlation of wine with the overall stock market was essentially zero. A hedge fund that bet on that remaining true would have lost big, because this time everything moved together.One set of wine investors survived unscathed: those who bought and held the fine French wine Chateau Lafite Rothschild. According to data compiled by wine exchange Liv-ex, the average list price for a bottle of 1982 Lafite was $3,386 in July, the highest ever. That’s about $280 higher than it was last year, and more than $1,100 higher than in 2007. Not bad for a bottle that you could have purchased for about $20 back in the 1980s. So strong is the 1982 Lafite that its value largely withstood a downgrade, to 97 from a perfect 100, by U.S. wine maven Robert Parker. If you consider how much wealth has been destroyed in the past year, you would think that such a markdown would have devastated prices. Think again.The run-up appears to have affected all things Lafite, not just the 1982 vintage. The effect is so striking that Liv-ex created a new index to track the prices of the Lafite vintages from 2000 to 2006. That index is now only 4.4 percent below its long-term high. Few investments have done better. The question for an investor is this: Is the Lafite price spike yet another bubble, or are there sound fundamental reasons? One sound argument that might explain the increase is that there is a special “Lafite effect” associated with Asia. As wealth has increased there, the demand for luxury commodities such a s Lafite has skyrocketed. “Right now, it’s almost an insult in some places to serve something other than Lafite,” Liv-ex’s director, James Miles, told me last week. With the Lafite supply limited, this high demand for the supreme trophy wine has pushed prices through the roof.Since Asia will presumably continue to grow in wealth, one might expect that demand will skyrocket and that today’s prices will someday look cheap. The Lafite price might just as well drop sharply, and the argument for a decline is probably more compelling. For one thing, prices might be higher now because of a speculative bubble. Also, Asian consumers might become more sophisticated and grow to appreciate other wines, which they now shun, that are close substitutes for Lafite. If they do that, today’s prices might be a high water mark for some time.The 2000vintages of both Lafite and La Mission Haut Brion both received perfect scores of 100 from Parker, for example. Right now Lafite costs more than twice as much.The decision on investing today in Lafite probably turns on this question of whether it will become more socially acceptable to serve fine wines other than Lafite in the wealthiest corners of Asia. Today’s high prices suggest there are enough people willing to bet that Asian demand for Lafite continues on its trajectory.It’s a tempting bet, and a risky one. As Lafite prices have soared away from those of close substitutes, Lafite has begun to look -- especially to unsophisticated investors, and those who rely on past correlations -- like an increasingly safe investment, with steady and predictable returns. In fact, the opposite is true. The risk of Lafite prices plummeting and wiping out your investment has skyrocketed along with the price. It might be possible to make money as Lafite prices continue to soar. But prudence demands that sensible investors stay on the sidelines. Whether you are buying wine for consumption or investment, I’d go with La Mission Haut Brion. (712 words) Answer the following questions. The MAXIMUM LENGTH of each of your answer is 10 WORDS.1 In the second paragraph, what does the second “that” in “A hedge fund that bet on that remaining true would have lost big” refer to?2 Were all the wine investors badly hurt by the financial crisis? (D on’t just say “yes” or “no”.)3 How would you describe the influence of Robert Parker’s grading of the 1982 Lafite on its price?4 In what way is Asia associated with Lafite?5 What changes in Asian consumers might cause the Lafite price decline?6 What is the writer’s view on investing in Lafite at the time of writing the article?7 List at least THREE NOUNS from the passage that mean “(of price) going up”. Passage THREETHE French love to joke about the ghastliness of English food, but in the 1990s Parisians discovered a surprising (1) a_ _ _ _ _ _ _ for the convenience food offered by Marks & Spencer (M&S), a quintessentially British fashion and food (2) r_ _ _ _ _ _ _. Egg and cress, cheese and cucumber, and cheese and pickle sandwiches were flying off the shelves at the M&S flagship shop on Boulevard Haussmann in the centre of Paris. Even more popular were the ready-made meals that made life easier for busy Parisians, many of whom live in tiny flats with even tinier kitchens. When, in March 2001, M&S announced the closure of the store, as well as all its other 38 shops in continental Europe, as part of a (3) r_ _ _ _ _ _ restructuring, it caused a storm of protest. The Paris flagship had its own book of condolences for customers to sign while its workers threatened legal action. Even so, M&S went ahead with its retreat from Europe—and came to regret it as “a big mistake” in subsequent years, in the words of Stuart Rose, the former chief executive.Ten years after the humiliating retreat, M&S is reported to be making a comeback. It will shortly open a new Parisian flagship store, this time on the Champs Elysées, according to an article in La Tribune, a French business daily. It will take over number 100 Champs Elysées from Esprit, and according to the article, has already told Esprit employees that they will be offered a new job. M&S is not confirming—or denying—the report.Unlike most of its rivals, M&S is still overwhelmingly a British business, with 90% of its revenue generated at home. (The domestic market accounts for only 28% of the revenue of Inditex, a big Spanish fashion seller which operates the Zara chain among others.) It is the largest clothing seller in Britain with a market share of 11%, and double that for people over 45. Its market share in food as a whole is 4% but in ready-made meals M&S (4) c_ _ _ _ _ _s 20% of the market. “What happens next in Britain is much more important than international expansion,” says Philip Dorgan at Altium Securities. The biggest looming challenge is to break out of the “£10 billion-and-bust cycle”, the company’s tendency to slip up each time it manages to get its annual revenues above this level.Even so, Marc Bolland, the new CEO of M&S, said at the company’s investors’ day in November that he will give his company a push internationally in his effort to (5) b_ _ _ _ sales by up to 30% in the next three years. He is planning to invest £850m-950m a year in the company's online sales channels and its international operations. M&S has an agreement with Amazon, for its internet operations until 2013 but is planning to take them into their own hands after that. The international expansion, said Mr Bolland, will take the form of more joint (6) v_ _ _ _ _ _s or wholly-owned operations in selected markets. In India, M&S already has two dozen shops collaborating with Reliance Industries, an Indian conglomerate, and is planning to add another two dozen. Mr Bolland didn’t mention France, but many analysts assumed that he was including France in his expansion plans.If the reported retour à Paris turns out a success, it seems likely that M&S will be tempted to try reconquering some of the other European cities it abandoned a decade ago. Even in those dark days, it was actually making money in France—it was the losses in Germany and elsewhere that forced it to make a Dunkirk-style retreat to Blighty. Its chances this time will be higher given that the Champs Elysées is an even better location than was Boulevard Haussmann. M&S will be following in the footsteps of H&M, a Swedish rival, which last October successfully (7) l_ _ _ _ _ed a flagship store on the Champs Elysées designed by Jean Nouvel, a star architect.One worry, according to Fraser Ramzan, an analyst at Nomura, a stockbroker, is that Parisians are most likely to seek out M&S’s food, rather than the clothing that is a more important (and profitable) part of its offering. Then again, if they can be persuaded to give British nosh a try, perhaps elegant Parisiennes can also be (8) c_ _ _ _ _ _ed to British chic. (746 words)Spell the words according to the suggested meanings:1 love for food2 seller of goods in small quantities3 thorough, changing the fundamentals4 seize, conquer5 increase6 enterprise7 start8 change, turnPassage FOUR[1 AN annual report sent out in the season when countless companies worldwide are publishing them is at risk of being filed in the bin.] Not so if the company is Huawei and [2 the report is intended to make a company that reflects the best of China’s manufacturing prowess, while being a prime example of its secretiveness, seem normal.]The telecoms-equipment maker’s financial performance is impressive enough to make the report worth reading: revenues were 185 billion yuan ($27.4 billion), having grown by an annual average of 29% in the past four years. The growth rate for profits has been 56%. [3 Having just passed Nokia and Siemens, Huawei looks on track to overtake Ericsson, the industry leader, this year.][4 But it faces some big impediments, perhaps the most important being the concerns of many governments, notably America’s and India’s, about a private company suspected of links to the security departments of a country said to be conducting sophisticated hacking.] Because of such worries, Huawei’s efforts to buy American companies have been blocked and some sales have been lost.The report is clearly an effort by Huawei to lay such concerns to rest. For the first time, its directors are named and given brief biographies. [5 The rags-to-riches story of Ren Zhengfei, the chief executive, is fleshed out]: the son of rural schoolteachers, he left the army in 1983, founding the company with savings of 21,000 yuan four years later. None of the other directors is said to have military ties. However, a somewhat conspicuous omission from the profile of Sun Yafang, the chairman, is that—according to a report in the Financial Times—she used to work for the Ministry of State Security. That three other directors are (according to the Chinese press) closely related to Mr Ren is also omitted.[6 The report is a bit more forthcoming on the financial help Huawei gets from the state: plentiful cheap loans, some at interest rates of less than 1.7%, and a handy chunk of research grants.] The audit of the firm’s accounts, by KPMG Huazhen, was unqualified, though the auditor noted that they did not contain all the informationneeded to meet international accounting standards for a full company report. Huawei still has some way to go before it satisfies the curiosity of foreign governments, competitors and investors. Even so, the information given in this year’s annual report represents a leap forward in openness for the company and for Chinese industry as a whole. [7 In recent years Huawei has decisively dispelled any doubts that it can provide state-of-the-art communications equipment.] The job of communicating about itself remains a work in progress. (438 words)Paraphrase the following sentences. Your explanations must be complete sentences in English and the underlined parts must be expressed in other words.1. An annual report sent out in the season when countless companies worldwide are publishing them is at risk of being filed in the bin.2. The report is intended to make a company that reflects the best of China’s manufacturing prowess, while being a prime example of its secretiveness, seem normal.3. Having just passed Nokia and Siemens, Huawei looks on track to overtake Ericsson, the industry leader, this year.4. It faces some big impediments, perhaps the most important being the concerns of many governments, notably America’s and India’s, about a private comp any suspected of links to the security departments of a country said to be conducting sophisticated hacking.5. The rags-to-riches story of Ren Zhengfei, the chief executive, is fleshed out.6. The report is a bit more forthcoming on the financial help Huawei gets from the state: plentiful cheap loans, some at interest rates of less than 1.7%, and a handy chunk of research grants.7. In recent years Huawei has decisively dispelled any doubts that it can provide state-of-the-art communications equipment.II Textbook work (40 points in total)Explain the following sentences in your own words. The underlined parts MUST be replaced with other expressions. (15 points in total; 3 points each)1 The key issue in organization is, having split up the task into specialist bits, to make sure it all comes together satisfactorily in the end.2 A division resembles a separate business in that its head focuses primarily on the operations of his or her division and is accountable for profit or loss.3 The professional salesperson tries to anticipate objections so they can be countered quickly and with assurance.4 A receiver’s trust or distrust of a message is, to a large extent, a function of the credibility of the sender in the mind of the receiver.5 We cannot avoid ethical issues in business any more than we can avoid them in other areas of our lives.光华管理学院2010 – 2011 学年第二学期期末考试(A卷)参考答案课程名称:商务英语(阅读)任课教师:考试日期:2011/06 考试时间: 1.5 小时考试方式:闭卷试题答案:I reading comprehension除了第四篇3分一题,其他都是1.5分Passage 1i.Nm FTTFii.daccdcPassage 2 (超10个词的酌情扣分)1 No correlation of wine with the overall stock market. / The research findings of Lee Sanning etc.2 Yes, except those investing in Lafite. / No, those investing in Lafite are exceptions.3 No influence. / The downgrading did not hold its soaring price.4 Asia’s wealth increased and hence the demand for luxuries.5 They might get more sophisticated and appreciate other wines.6 It’s not safe./ He’d choose other wines to invest.7 Run-up, spike, increase, growth (必须是这四个中的单词。
研究生写作4 types of paragraphs
• 4. Specific details always help a story, but so does interpretive language. You don't just lay the words on the page; you point them in the direction of a story.
• • • • • • • • • • •
• New words and expressions: 1. cricket: 蟋蟀 2. chirrup ['tʃirəp]: 反复不断的唧唧叫声 3. muffle [ ˈmʌfl ]: 压抑; 捂住; 消音 4. hoot [ hu:t ]: 猫头鹰叫声; 汽车喇叭声 5. a barred owl: 胸部有条纹的猫头鹰 6. glow: 辉光,弱光 glow stick 萤光棒 ; 荧光棒 7. canopy: 树冠;天篷;华盖;苍穹 8. bunk: 铺位;床铺 9. rustle: vi. 发出沙沙声 10. stifle: vt. 使窒息; 扼杀
• Example:
• Gregory is my beautiful gray Persian cat. He walks with pride and grace, performing a dance of disdain as he slowly lifts and lowers each paw with the delicacy of a ballet dancer. His pride, however, does not extend to his appearance, for he spends most of his time indoors watching television and growing fat. He enjoys TV commercials, especially those for Meow Mix (咪咪乐) and 9 Lives. His familiarity with cat food commercials has led him to reject generic (一般的;仿制的)brands of cat food in favor of only the most expensive brands. Gregory is as finicky (苛求的) about visitors as he is about what he eats, befriending some and repelling others. He may snuggle(偎依) up against your ankle, begging to be petted, or he may imitate a skunk(黄鼠狼) and stain your favorite trousers. Gregory does not do this to establish his territory, as many cat experts think, but to humiliate me because he is jealous of my friends. After my guests have fled, I look at the old fleabag snoozing(打 盹) and smiling to himself in front of the television set, and I have to forgive him for his obnoxious(讨厌的;可憎的), but endearing, habits.
Ovation I O Reference Manual

This publication adds the Eight Channel RTD module to the Ovation I/O Reference Manual. It should be placed between Sections 19 and 20.Date: 04/03IPU No.243Ovation ® Interim Publication UpdatePUBLICATION TITLEOvation I/O Reference ManualPublication No. R3-1150Revision 3, March 2003Section 19A. Eight Channel RTDModule19A-1. DescriptionThe Eight (8) channel RTD module is used to convert inputs from Resistance Temperature Detectors (RTDs) to digital data. The digitized data is transmitted to the Controller.19A-2. Module Groups19A-2.1. Electronics ModulesThere is one Electronics module group for the 8 channel RTD Module:n5X00119G01 converts inputs for all ranges and is compatible only with Personality module 5X00121G01 (not applicable for CE Mark certified systems).19A-2.2. Personality ModulesThere is one Personality module groups for the 8 channel RTD Module:n5X00121G01 converts inputs for all ranges and is compatible only with Electronics module 5x00119G01 (not applicable for CE Mark certified systems).19A-2.3. Module Block Diagram and Field Connection WiringDiagramThe Ovation 8 Channel RTD module consists of two modules an electronics module contains a logic printed circuit board (LIA) and a printed circuit board (FTD). The electronics module is used in conjunction with a personalty module, which contains a single printed circuit board (PTD). The block diagram for the 8 channel RTD moduleis shown in Figure 19A-1.Table 19A-1. 8 Channel RTD Module Subsystem ChannelsElectronic Module Personality Module85X00119G015X00121G01Figure 19A-1. 8 Channel RTD Module Block Diagram and Field Connection Wiring Diagram19A-3. SpecificationsElectronics Module (5X00119)Personality Module (5X00121)Table 19A-2. 8 Channel RTD Module SpecificationsDescription ValueNumber of channels8Sampling rate50 HZ mode: 16.67/sec. normally. In 3 wire mode, leadresistance measurement occurs once every 6.45 sec.during which the rate drops to 3/sec.60 HZ mode: 20/sec. normally. In 3 wire mode, leadresistance measurement occurs once every 6.45 sec.during which the rate drops to 2/sec.Self Calibration Mode: Occurs on demand only. The ratedrops to 1/sec. once during each self calibration cycle.RTD ranges Refer to Table 19A-3.Resolution12 bitsGuaranteed accuracy (@25°C)0.10% ±[0.045 (Rcold/Rspan)]% ± [((Rcold + Rspan)/4096 OHM)]% ± [0.5 OHM/Rspan]% ±10 m V ± 1/2LSBwhere:Rcold and Rspan are in Ohms.Temperature coefficient 10ppm/°CDielectric isolation:Channel to channel Channel to logic 200V AC/DC 1000 V AC/DCInput impedance100 M OHM50 K OHM in power downModule power 3.6 W typical; 4.2 W maximumOperating temperature range0 to 60°C (32°F to 140°F)Storage temperature range-40°C to 85°C (-40°F to 185°F)Humidity (non-condensing)0 to 95%Self Calibration On Demand by Ovation ControllerCommon Mode Rejection120 dB @ DC and nominal power line frequency+/- 1/2%Normal Mode Rejection100 dB @ DC and nominal power line frequency+/- 1/2%Table 19A-3. 8 Channel RTD RangesScale #(HEX)Wires Type Tempo FTempo CRcold(ohm)Rhot(ohm)Excitationcurrent(ma)Accuracy± ±countsAccuracy± ±% ofSPAN1310OhmPL0 to1200–18 t o6496106.3 1.090.222310OhmCU 0 to302–18 t o1508.516.5 1.0 130.32D350OhmCU 32 to2840 to1405080 1.0110.2711350OhmCU 32 to2300 to1105378 1.0120.30193100Ohm PL –4 to334–16 t o16892163.671.0110.27223100Ohm PL 32 to5200 to269100200 1.0100.25233100Ohm PL 32 to10400 to561100301 1.0100.25253120Ohm NI –12 t o464–11 t o240109360 1.0100.25263120Ohm NI 32 to1500 to70120170 1.0130.32283120Ohm NI 32 to2780 to122120225 1.0110.27804100Ohm PL 32 to5440 to290100 208 1.0100.25814100Ohm PL 356 t o446180 t o230168 186 1.0300.74824200Ohm PL 32 to6980 to370200 473 1.0120.30834200Ohm PL 514 t o648268 t o342402452 1.0290.71844100Ohm PL 32 to1240 to51100120 1.0190.47854100Ohm PL 32 to2170 to103100 140 1.0130.3286 4100Ohm PL 32 to4120 to211100 180 1.0110.27874100Ohm PL 32 to7140 to379100 240 1.0100.25884120Ohm PL 511 t o662266 t o350200230 1.0240.5919A-4. 8 Channel RTD Terminal Block Wiring Information19A-4.1. Systems Using Personality Module 5X00121G01 Each Personality module has a simplified wiring diagram label on its side, which appears above the terminal block. This diagram indicates how the wiring from the field is to beconnected to the terminal block in the base unit. The following table lists and defines the abbreviations used in this diagram.Table 19A-4. Abbreviations Used in the DiagramAbbreviation Definition+IN, -IN Positive and negative sense input connectionEarth ground terminal. Used for landing shields when the shield is to begrounded at the module.PS+, PS-Auxiliary power supply terminals.RTN Return for current source connection.SH Shield connector. used for landing shields when the shield is to begrounded at the RTD.SRC Current source connection.Note:PS+ and PS- are not used by this module.19A-5. 8 Channel RTD Module Address Locations19A-5.1. Configuration and Status RegisterWord address 13 (D in Hex) is used for both module configuration and module status. The Module Status Register has both status and diagnostic information. The bit information contained within these words is shown in Table 19A-5.Definitions for the Configuration/Module Status Register bits:Bit 0:This bit configures the module (write) or indicates the configuration state of the module (read). A “1” indicates that the module is configured. Note that until the module is configured, reading from addresses #0 through #11 (B in Hex) will produce an attention status.Bit 1:This bit (write “1”) forces the module into the error state, resulting in the error LED being lit. The read of bit “1” indicates that there is an internal module error,or the controller has forced the module into the error state. The state of this bit is always reflected by the module’s Internal Error LED. Whenever this bit is set,an attention status is returned to the controller when address #0 through #11(B in Hex) are read.Table 19A-5. 8 Channel RTD Configuration/Status Register (Address 13 0xD in Hex)Bit Data Description -Configuration Register (Write)Data Description -Status Register (Read)0Configure Module Module Configured(1 = configured; 0 = unconfigured)1Force errorInternal or forced error(1 = forced error; 0 = no forced error)250/60 Hz select (0 = 60Hz, 1 = 50Hz)50/60 Hz System (1 = 50Hz) d(read back)3SELF_CAL (Initiates Self Calibration)Warming bit (set during power up or configuration)40050060Module Not Calibrated 708CH.1 _ 3/4 Wire.CH.1 _ 3/4 Wire - Configuration (read back)9CH.2 _ 3/4 Wire.CH.2 _ 3/4 Wire - Configuration (read back)10CH.3 _ 3/4 Wire.CH.3 _ 3/4 Wire - Configuration (read back)11CH.4 _ 3/4 Wire.CH.4 _ 3/4 Wire - Configuration (read back)12CH.5 _ 3/4 Wire.CH.5 _ 3/4 Wire - Configuration (read back)13CH.6 _ 3/4 Wire.CH.6 _ 3/4 Wire - Configuration (read back)14CH.7 _ 3/4 Wire.CH.7 _ 3/4 Wire - Configuration (read back)15CH.8 _ 3/4 Wire.CH.8 _ 3/4 Wire - Configuration (read back)Bit 2:The status of this bit (read) indicates the conversion rate of the module, write to this bit configures the conversion rate of A/D converters as shown below.see Table 19A-6.Bit3:Write: This bit is used to initiate self-calibration. Read: This bit indicates that the module is in the “Warming” state. this state exists after power up and ter-minates after 8.16 seconds. the module will be in the error condition during the warm up period.Bit4 & 5:These bits are not used and read as “0” under normal operation.Bit 6:This bit (read) is the result of a checksum test of the EEPROM. A failure of this test can indicate a bad EEPROM, but it typically indicates that the module has not been calibrated. A “0” indicates that there is no error condition. If an error is present, the internal error LED is lit and attention status will be returned for all address offsets 0-11 (0x0 - 0xB). The “1” state of this bit indicates an unre-coverable error condition in the field.Bit 7:This bits is not used and read as “0” under normal operation.Bit 8 - 15:These bits are used to configure channels 1 - 8 respectively for 3 or 4 wire op-eration. A “0” indicates 3 wire and a “1” indicates 4 wire operation, see Table 19A-7 and Table 19A-8).Word address 12 (0xC) is used to configure the appropriate scales for Channels 1 - 4 (refer to Table 19A-7 and Table 19A-8).Table 19A-6. Conversion Rate Conversion Rate (1/sec.)Bit 260 (for 60Hz systems)050 (for 50Hz systems)1Table 19A-7. Data Format for the Channel Scale Configuration Register(0xC)Bit Data Description Configuration (Write)Data Description Status (Read)0 Configure Channel #1scale - Bit 0Channel #1 scale configuration (read back) - Bit 01Configure Channel #1scale - Bit 1Channel #1 scale configuration (read back) - Bit 12Configure Channel #1scale - Bit 2Channel #1 scale configuration (read back) - Bit 23Configure Channel #1scale - Bit 3Channel #1 scale configuration (read back) - Bit 34Configure Channel #2 scale - Bit 0Channel #2 scale configuration (read back) - Bit 05Configure Channel #2 scale - Bit 1Channel #2 scale configuration (read back) - Bit 16Configure Channel #2 scale - Bit 2Channel #2 scale configuration (read back) - Bit 27Configure Channel #2 scale - Bit 3Channel #2 scale configuration (read back) - Bit 38Configure Channel #3 scale - Bit 0Channel #3 scale configuration (read back) - Bit 09Configure Channel #3 scale - Bit 1Channel #3 scale configuration (read back) - Bit 1Caution:Configuring any or all channel scales while the system is running will cause all channels to return attention status for up to two seconds following the reconfiguration.Caution:Configuring any or all channel scales while the system is running will cause all channels to return attention status for up to two seconds following the reconfiguration.10Configure Channel #3 scale - Bit 2Channel #3 scale configuration (read back) - Bit 211Configure Channel #3 scale - Bit 3Channel #3 scale configuration (read back) - Bit 312Configure Channel #4 scale - Bit 0Channel #4 scale configuration (read back) - Bit 013Configure Channel #4 scale - Bit 1Channel #4 scale configuration (read back) - Bit 114Configure Channel #4 scale - Bit 2Channel #4 scale configuration (read back) - Bit 215Configure Channel #4 scale - Bit 3Channel #4 scale configuration (read back) - Bit 3Table 19A-8. Data Format for the Channel Scale Configuration Register(0xE)Bit Data Description Configuration (Write)Data Description Status (Read)0 Configure Channel #5 scale - Bit 0Channel #5 scale configuration (read back) - Bit 01Configure Channel #5 scale - Bit 1Channel #5 scale configuration (read back) - Bit 12Configure Channel #5 scale - Bit 2Channel #5 scale configuration (read back) - Bit 23Configure Channel #5 scale - Bit 3Channel #5 scale configuration (read back) - Bit 34Configure Channel #6 scale - Bit 0Channel #6 scale configuration (read back) - Bit 05Configure Channel #6 scale - Bit 1Channel #6 scale configuration (read back) - Bit 16Configure Channel #6 scale - Bit 2Channel #6 scale configuration (read back) - Bit 27Configure Channel #6 scale - Bit 3Channel #6 scale configuration (read back) - Bit 38Configure Channel #7 scale - Bit 0Channel #7 scale configuration (read back) - Bit 09Configure Channel #7 scale - Bit 1Channel #7 scale configuration (read back) - Bit 110Configure Channel #7 scale - Bit 2Channel #7 scale configuration (read back) - Bit 211Configure Channel #7 scale - Bit 3Channel #7 scale configuration (read back) - Bit 312Configure Channel #8 scale - Bit 0Channel #8 scale configuration (read back) - Bit 013Configure Channel #8 scale - Bit 1Channel #8 scale configuration (read back) - Bit 114Configure Channel #8 scale - Bit 2Channel #8 scale configuration (read back) - Bit 215Configure Channel #8 scale - Bit 3Channel #8 scale configuration (read back) - Bit 3Table 19A-7. Data Format for the Channel Scale Configuration Register(0xC)19A-6. Diagnostic LEDsTable 19A-9. 8 Channel RTD Diagnostic LEDsLED DescriptionP (Green)Power OK LED. Lit when the +5V power is OK.C (Green)Communications OK LED. Lit when the Controller is communicatingwith the module.I (Red)Internal Fault LED. Lit whenever there is any type of error with themodule except to a loss of power. Possible causes are:n - Module initialization is in progress.n - I/O Bus time-out has occurred.n - Register, static RAM, or FLASH checksum error.n - Module resetn - Module is uncalibrated.n - Forced error has been received from the Controllern - Communication between the Field and Logic boards failedCH1 - CH 8 (Red)Channel error. Lit whenever there is an error associated with a channel or channels. Possible causes are:n - Positive overrangen - Negative overrangen Communication with the channel has failed。
How_effective

How effective is monetary policy?139Humanomics Vol.22No.3,2006pp.139-144#Emerald Group Publishing Limited0828-8666DOI 10.1108/08288660610703311How effective is the monetary policy?Fazel ShokoofehMontana State University-Billings,Montana,USAAbstractPurpose –The purpose of this paper is to provide logical and empirical explanations as to why monetary policy is ineffective with respect to affecting mortgage rates,and thus investment and aggregate demand.Design/methodology/approach –Logical and empirical evidence is provided in support of the hypothesis that changes in the money supply have no significant impact on interest rates in general,and particularly on mortgage rates.This empirical analysis is based on a simple regression of changes in mortgage rates on changes in the money supply,and covers the 1990-2004period.Findings –Support was found for our hypothesis that changes in money supply have no significant impact on interest rates.Research limitations/implications –The conclusion of this paper should be incorporated in all macroeconomics ck of such analyses may leave a confusing or misleading impression about economic theories in the mind of economics students.Practical implications –One should not rely on monetary policy as an effective tool of stabilization policy.Originality/value –The message of this paper is to readers of macroeconomics textbooks.This paper has an original value in that it communicates to readers that most macroeconomic textbooks fail to provide detailed and clear explanations as to why very frequently monetary policy does not achieve its objective of stabilizing the economy.Keywords Monetary policy,Macroeconomics,Money supply,Interest rates Paper type Research paperIntroductionIn all macroeconomics textbooks,monetary policy is introduced to students as one of the two major stabilization policies to control unemployment and inflation.Although these textbooks mention particular conditions under which monetary policy can be effective,most fail to provide detailed and clear explanations as to why very frequently monetary policy does not achieve its objective of stabilizing the economy.Economics professors are frequently asked by their students to provide real world examples of the effectiveness of monetary policy.In this paper,we provide an easy to follow (for economics students)discussion and empirical analysis of a major drawback of monetary policy.Our discussion is focused on the failure of expansionary monetary policy to cause lower mortgage rates.We know that household expenditures on new homes are a major component of investment and aggregate demand.Such expenditures are also dependent on mortgage rates.If increases of money supply fail to lower mortgage rates,they may very well fail to encourage investment and thus aggregate demand.In this paper,we provide logical and empirical analyses in support of the hypothesis that expansion of money supply does not lead to lower mortgage rates,and that monetary policy is an ineffective tool for stimulating investment and aggregate demand.We believe analyses such as the ones presented in this paper should be incorporated in all macroeconomics ck of such analyses may leave a confusing or misleading impression about economic theories in the mind of economics students.Our empirical analysis is based on a simple regression of changes in mortgage rates on changes in the money supply,and covers the 1990-2004period.Monthly dataforThe current issue and full text archive of this journal is available at /0828-8666.htmH 22,3 14015-year and30-year mortgage rates are used to measure mortgage rates,and monthly data for M1and M2measure money supply.BackgroundThe fundamental objective of monetary policy is to assist the economy in achieving a full-employment,non-inflationary level of total output.More specifically,monetary policy entails increasing the money supply during a recession to stimulate spending and,conversely,restricting the money supply during inflation to constrain spending. The process of expansionary monetary policy consists of the following chain of reactions..Excess reserve:by invoking certain control techniques,the Federal Reserve System can influence the size of both actual and required reserves,and therefore the excess reserves of commercial banks..Money supply:because excess reserves are the basis upon which commercial banks can expand the money supply by lending,any manipulations of excess reserves through the control techniques of the FED will affect the supply of money,that is,the amount which commercial banks will be able and willing to lend at various possible interest rates..Interest rate:given the negative slope of demand for money curve,changes in the supply of money will affect the cost and availability of money.That is,changes in the supply of money will affect the interest rate and the amount of credit bankers are willing to make available to borrowers..Aggregate demand and employment:changes in the cost and availability of bank credit will in turn have an impact on the spending decisions of society, particularly on investment,and therefore on the level of output and employment. The ineffectiveness of monetary policy is based on uncertainties associated with inverse causal relations from money supply to interest rates,and from interest rates to investment.If in the hypothesized process of monetary policy,increases in money supply do not lead to lower interest rates and thus larger amounts of investment,then monetary policy will become an effective stabilization policy.In the following sections, we provide logical and empirical evidence in support of the unreliability of the relation from money supply to interest rates.Money supply and interest ratesThere are two major views of the relationship between money supply and interest rates.According to the short-term liquidity effect,money supply and interest rates are negatively correlated.According to this view,an increase in supply of money creates an excess supply of money at existing income,interest rate and price level.Money demand is a decreasing function of nominal interest rates because the interest rate is the opportunity cost of holding cash.So an increase in the supply of money must cause interest rates to decrease in order to keep the money market in equilibrium.In technical terms,assuming no shift in the money demand curve,a rightward shift in the money supply curve will cause a downward movement on the money demand curve,causing equilibrium interest rate to decline.However,even in the short-run,if at the same time that money supply shifts to the right,money demand curve also shifts to the right,the new equilibrium interest rate may be the same or higher than the old equilibrium rate. Money demand may shift to the right as the result of higher price level or higher realHow effective is monetary policy?141output.If for example the economy experiences a stagflation,rising prices may cause the household to increase their demand for money,and thus cause a rightward shift in the money demand curve.In such a scenario,an expansionary monetary policy may become quite ineffective;since increases in money supply may result in increases (or no change)in interest rates.Another view of the relationship between money supply and interest rates is based on the real output and price effect in the long-run.As the result of expansionary monetary policy,real output and price level may rise,causing rightward shifts in the money demand,and thus leading to higher interest rates.This positive relation between money supply and interest rates are also implied in Fisher equation.According to Fisher equation,the nominal interest rate equals the real interest rate plus the expected rate of inflation.Since the public expects expansionary monetary policy to be inflationary,increase in money supply may cause expected inflation and therefore nominal interest rates to increase.These two views provide conflicting answers to the question of effectiveness of monetary policy.One view implies that money supply and interest rates move in the opposite direction;the other implies that they move in the same direction.The empirical evidence to date has been inconclusive as to the effect of money supply on the rate of interest.Mishkin (1981,1982)found no liquidity effect on quarterly data prior to 1979.Melvin (1983)found results that predict liquidity effect lasting 2months or less followed by long income and expectation effect.He concludes that the relationship between money supply and interest rates depends on the inflationary environment.The higher the inflation in a particular period,the shorter is the liquidity effect,and consequently,the faster the expectation effect.Graham (1986)finds that the variance of inflation explains the relationship between money supply and interest rates better than the inflation does.Hamlen et al.(1988)find no liquidity effect.Cochrane (1989)finds a negative relationship between money growth rate and interest rate which supports the presence of a liquidity effect.Reichenstein (1987),Sims (1992),Leeper and Gordon (1992)all find little or no evidence to support the presence of a liquidity effect.However,two studies by Christiano and Eichenbaum (1992)and Grier and Perry (1993)find significant liquidity effects.Empirical analysisOur hypothesis is that expansionary monetary policy is not an effective tool for stimulating investment and aggregate demand.We argue that a major objective of an expansionary monetary policy to encourage household investment on new homes will not be met since such a policy does not lead to lower mortgage rates.Our empirical analysis is therefore focused on the relationship between money supply and mortgage rates.We empirically illustrate that increases in money supply have not been associated with lower mortgage rates in the US.To perform our empirical analysis,we use a multiple regression model in which the dependent variable is percentage change in the mortgage rate,and the independent variables include percentage change in money supply and consumers’expectations about the state of the economy.There are two reasons why we chose consumers’expectations as one of the independent variables.First,it captures the overall state of the macro economy better than single variables such as inflation rate,short and long term interest rates,or slope of the term structure.Second,use of these variables would most probably cause multi-collinearity problem in our multiple regression model.To measure money supply,seasonally adjusted data for the narrowly defined money stock (M1)and seasonally adjusted data for M2were used.H 22,3 142Monthly data for these variables were obtained from Federal Reserve data set (t).Consumers’expectations are measured by the consumers’sentiment index whose data were obtained from .The mortgage rate is measured by both the15-year and30-year rates.Monthly data for mortgage rates were obtained from National Average Monthly Rates;.Our sample covers January1990through April2004.The regression model is as follows:log I t¼aþb1log M tÀiþb2log C tÀiþE tð1Þwhere I t,level of the mortgage rate at time t;b1,slope of the money supply/mortgage rate relationship;b2,slope of the consumers’expectations/mortgage rate relationship; M tÀi,level of money supply at period tÀi;C tÀi,level of consumers’sentiment at period tÀi;a,intercept;and E t,error term at time tTo capture the short-term as well as long-term effects of growth of money supply on mortgage rates,the tests were carried out to1through8lags(i¼1-8).Table I presents the estimates for the slope coefficients of both15-year and30-year mortgage rates against M1.Table II presents the results when M2is used.In both tables,slope coefficients of all lags are insignificant at the5per cent confidence level.These results indicate that given a certain state of expectations,no matter what measure for the money supply or the mortgage rate is used,changes in money supply have no significant impact on mortgage rates.These results conform well to our hypothesis that monetary policy is an ineffective tool of stabilization policy with respect to affecting mortgage rates.While changes in money supply may impact short-term interest rates,as some articles reviewed in this paper display,our empirical tests do not show any significant impact on long-term mortgage rates.Table I.M¼M1Lag b1(15-year)b1(30-year)b2(15-year)b2(30-year) Lag10.370.67 1.11 1.01(0.69)(0.84)(1.22)(1.34) Lag20.800.75 1.32 1.40(0.90)(0.91)(1.11)(1.44) Lag3 1.140.740.960.93(0.91)(0.98)(0.45)(0.61) Lag4 1.00 1.020.99 1.01(1.01)(1.12)(0.14)(0.08) Lag50.320.10À0.340.22(0.60)(0.30)(À0.13)(0.02) Lag6À0.78À1.220.230.43 (À0.54)(À1.12)(0.02)(0.06) Lag7À0.65À1.11À0.15À0.24 (À1.11)(À0.97)(À0.07)(À0.07) Lag8À0.22À0.440.330.33 (À0.88)(À0.79)(0.13)(0.06) Notes:log I t¼aþb1log M tÀiþb2log C tÀiþE t.January1990through April2004.Numbers in parentheses are t values for the b coefficientsHow effective is monetary policy?143Concluding remarksMost macroeconomics textbooks lack clear explanations based on empirical evidence on the ineffectiveness of monetary policy.Consequently,many economics students are frequently puzzled about the conflict that exists between what the theory of monetary policy implies and what practical evidence suggests.In this paper,we attempted to provide explanations and empirical evidence to show why monetary policy is frequently ineffective with respect to affecting mortgage rates,and thus investment and aggregate demand.We believe these explanations would help economics students better understand a major drawback of the theory of monetary policy.We further suggest that discussions such as the ones presented in this paper be incorporated in the ‘‘Monetary Policy’’section of all macroeconomics textbook.Following a review of recent literature on the relationship between money supply and interest rates,and a brief logical explanation of the relationship,we tested the hypothesis that changes in the money supply have no significant impact on mortgage ing a multiple regression of changes in mortgage rates on changes in money supply and consumers’expectations,and utilizing monthly data over the1990-2004period,we found support for our hypothesis.Further readingAndo,A.and Frank,M.(1963),‘‘The life cycle hypothesis of saving:aggregate implications and tests’’,American Economic Review.Carroll,C.D.,Jeffrey,C.F.and David,W.W.(1994),‘‘Does consumer sentiment forecast household spending?If so,why?’’,American Economic Review,Vol.84No.5,pp.1397-1408. Duesenberry,J.S.(1967),Income,Saving and the Theory of Consumer Behavior,Oxford University Press,Oxford.Elmendorf, D.W.(1996),‘‘The effects of interest-rate changes on household savings and consumption:a survey’’,Federal Reserve Board.Table II.M¼M2Lag b1(15-year)b1(30-year)b2(15-year)b2(30-year) Lag10.700.21 1.210.92(0.95)(0.80)(1.25)(1.06) Lag20.840.70 1.32 1.27(0.80)(0.73)(1.11)(1.27) Lag30.230.91 1.200.89(0.91)(0.94)(0.86)(0.63) Lag4À0.81À1.28 1.200.89 (À1.14)(À0.65)(0.55)(1.01) Lag5À0.74À0.150.020.88 (À0.60)(À0.74)(0.04)(0.98) Lag6À0.81À1.000.220.41 (À1.23)(À0.98)(0.03)(0.07) Lag7À0.99À1.510.080.10 (À1.10)(À1.42)(0.09)(0.12) Lag8À0.47À1.43À0.130.16 (À1.00)(À1.40)(À0.13)(0.02) Notes:log I t¼aþb1log M tÀiþb2log C tÀiþE t.January1990through April2004.Numbers in parentheses are t values for the b coefficientsH 22,3 144Friedman,M.(1957),A Theory of the Consumption Function,NBER,Princeton University Press, Princeton.Keynes,J.M.(1932),The General Theory of Employment,Interest and Money,Harcourt,Brace& World,Inc.,New York,NY.Lusardi, A.(1990),‘‘Durable goods and varying real interest rates,’’Princeton University discussion paper N.63.Souleles,N.S.(2001),‘‘Consumer sentiment:its rationality and usefulness in forecasting expenditure–evidence from the Michigan micro data’’,NBER working paper N.8410. Wilcox,J.A.(1990),‘‘Nominal interest rate effects on real consumer expenditure’’,Business Economics,Vol.25.Wykoff,F.C.(1976),Macroeconomics,Theory,Evidence,and Policy,Prentice-Hall,New Jersey,NJ. Corresponding authorFazel Shokoofeh can be contacted at:sfazel@To purchase reprints of this article please e-mail:reprints@Or visit our web site for further details:/reprints。
提升计划英语缩写
Abstract:This comprehensive performance enhancement plan (CPEP) is a detailed blueprint for fostering high-quality and high-standard performance across various dimensions of personal and professional development. The plan, presented in an extensive 1490-word analysis, delves into the critical components of goal setting, skill acquisition, continuous learning, self-reflection, feedback mechanisms, work-life balance, and leadership development, offering practical strategies and actionable insights to facilitate substantial growth. This CPEP is designed to be adaptable to diverse contexts and individual needs, ensuring its relevance and efficacy in fostering excellence.I. Introduction (200 words)The pursuit of high-quality, high-standard performance is a cornerstone of personal and professional success. A well-designed Comprehensive Performance Enhancement Plan (CPEP) serves as a strategic roadmap, guiding individuals through the process of identifying areas for improvement, acquiring new skills, fostering a growth mindset, and maintaining optimal work-life balance. This paper presents a multidimensional CPEP, encompassing seven key aspects: Goal Setting (GS), Skill Acquisition (SA), Continuous Learning (CL), Self-Reflection (SR), Feedback Mechanisms (FM), Work-Life Balance (WLB), and Leadership Development (LD). Each dimension is explored in depth, providing a comprehensive framework for enhancing performance across diverse domains.II. Goal Setting (GS) (200 words)Effective goal setting forms the bedrock of any performance enhancement plan. The SMART (Specific, Measurable, Achievable, Relevant, Time-bound) methodology is widely adopted as it ensures goals are clear, realistic, and aligned with broader objectives. In addition to SMART goals, individuals should also consider setting Stretch Goals that challenge their boundaries and foster innovation, and Process Goals that focus on refining specific behaviors or habits. Regular review and adjustment of goals based on progress and changing circumstances further enhance their efficacy.III. Skill Acquisition (SA) (200 words)Continuous skill development is vital for staying competitive in today's rapidly evolving landscape. A strategic approach to SA involves identifying core competencies, assessing current skill levels, and devising targeted learning plans. Techniques such as deliberate practice, microlearning, and cross-functional training can expedite skill acquisition. Moreover, fostering a growth mindset encourages individuals to embrace challenges, view failures as learning opportunities, and persist in the face of adversity.IV. Continuous Learning (CL) (200 words)CL extends beyond formal education and encompasses self-directed learning, experiential learning, and learning from others. Developing a habit of reading, attending seminars, participating in workshops, and engaging in online courses keeps knowledge up-to-date and enhances cognitive flexibility. Furthermore, cultivating a culture of curiosity and inquiry promotes innovative thinking and adaptability. Implementing a Personal Learning Network (PLN) – a network of peers, mentors, and experts – can provide valuable resources, perspectives, and support for continuous learning.V. Self-Reflection (SR) (200 words)SR is a powerful tool for self-awareness and performance improvement. Regularly engaging in reflective practices such as journaling, mindfulness meditation, and structured self-assessments helps individuals identify strengths, weaknesses, biases, and blind spots. By analyzing past experiences, decision-making processes, and emotional responses, individuals can gain deeper insights into their behavior patterns and develop strategies for improvement. Additionally, SR fosters resilience by promoting acceptance of failures, reframing negative experiences, and nurturing a positive self-image.VI. Feedback Mechanisms (FM) (200 words)A robust FM system is crucial for accurate performance assessment and targeted improvement. Both upward and downward feedback, along with peer feedback, provide diverse perspectives on one's performance. To ensure thequality and effectiveness of feedback, organizations should promote a feedback-friendly culture, train employees in giving and receiving feedback, and utilize technology-enabled tools like 360-degree assessments and real-time performance dashboards. Moreover, integrating feedback into the performance management process and linking it to professional development planning ensures continuous performance enhancement.VII. Work-Life Balance (WLB) (200 words)Maintaining WLB is essential for sustained high performance and overall well-being. Strategies for achieving WLB include setting clear boundaries between work and personal life, prioritizing self-care activities, utilizing flexible work arrangements, and practicing effective time and stress management techniques. Organizational support plays a pivotal role in promoting WLB through policies such as remote work options, mental health initiatives, and family-friendly benefits. Recognizing and addressing the unique challenges faced by different demographics, such as working parents or caregivers, further enhances the inclusivity and effectiveness of WLB initiatives.VIII. Leadership Development (LD) (200 words)LD is critical for nurturing future leaders and driving organizational success. A comprehensive LD program encompasses both technical and soft skills training, focusing on areas like strategic thinking, communication, emotional intelligence, change management, and diversity and inclusion. Experiential learning methods like job rotations, mentorship, and leadership shadowing provide hands-on experience and exposure to diverse perspectives. Assessing leadership potential using tools like psychometric tests and multi-rater feedback enables tailored development plans. Moreover, fostering a leadership pipeline and creating a culture that values and rewards leadership development ensures a steady supply of capable leaders.IX. Conclusion (190 words)In conclusion, this Comprehensive Performance Enhancement Plan (CPEP) offers a holistic, multidimensional approach to elevating performance standardsacross various aspects of personal and professional life. By diligently implementing the strategies outlined in the GS, SA, CL, SR, FM, WLB, and LD dimensions, individuals can embark on a transformative journey towards high-quality, high-standard performance. While each dimension holds intrinsic value, their synergetic effect is unparalleled in fostering a growth mindset, promoting continuous learning, and driving sustained, exceptional performance. Embracing this CPEP as a guiding framework will not only enhance individual careers but also contribute to the overall success and competitiveness of organizations in the ever-evolving global landscape.Total word count: 1490。
六年级下册英语第三单元单词译林版
六年级下册英语第三单元单词译林版全文共3篇示例,供读者参考篇1Unit 3 Vocabulary – A Student's PerspectiveHey there! I'm a 6th grader and I've just finished learning the vocabulary words from Unit 3 of our English textbook. Let me tell you, it was quite a journey! There were so many new words to learn, and some of them were real tongue-twisters.One of the first words we learned was "quality." I remember our teacher explaining how it means the degree of excellence or superiority something has. She gave us examples like"high-quality products" and "poor quality service." It's an important word to know, especially when you're talking about things you buy or services you use.Then there was "resource." This one was a bit tricky at first because it has multiple meanings. Our teacher told us it could mean a supply of something that can be used for a specific purpose, like natural resources or financial resources. But it can also refer to a source of information or expertise, like an onlineresource or a human resource. Once we got the hang of it, though, we realized how useful this word is.One word that really stumped me at first was "generate." It means to produce or create something, but it's used in so many different contexts. You can generate electricity, generate ideas, or even generate income. Our teacher had us practice using it in sentences until we got comfortable with it.Of course, we couldn't skip over "environment." With all the talk about climate change and environmental protection, it's a word we encounter almost every day. It refers to the surroundings or conditions in which people, animals, or plants live or operate. We learned about different types of environments, like urban environments, natural environments, and even digital environments.Another tricky one was "approach." It can mean a way of dealing with something or a method of doing something. Our teacher gave us examples like "a different approach to solving the problem" or "a new approach to teaching math." We had to practice using it in sentences to really understand the nuances.Then there was "factor." This word has a few different meanings, but in our context, it usually means a circumstance or influence that contributes to a result. We learned about factorsthat affect things like plant growth, student performance, and even the economy.One word that really stuck with me was "impact." It means a powerful or major influence or effect. Our teacher talked about how things like new technologies, social movements, and natural disasters can have a huge impact on the world around us. We discussed the impact of things like the internet, climate change, and even the COVID-19 pandemic.Remember "convince"? That one means to persuade someone to do something or to believe something. Our teacher had us practice using it in scenarios like convincing a friend to try a new hobby or convincing our parents to let us stay up a little later on weekends.And who could forget "issue"? This word has a few different meanings, but in our context, it usually referred to a problem or a matter that needs to be dealt with. We talked about issues like pollution, poverty, and even bullying at school.There were so many other great words we learned, like "participate," "option," "outcome," and "challenge." Each one opened up new ways for us to express ourselves and communicate more effectively in English.Overall, learning the vocabulary from Unit 3 was a real adventure. Sure, there were some tough words and confusing definitions, but that's part of the fun of learning a new language. With practice and patience, we all made progress and added some really useful words to our English vocabulary.Now, I can't wait to see what exciting new words await us in the next unit. Who knows, maybe I'll even be able to use some of them in this very essay! Until next time, happy learning!篇2Unit 3 Vocabulary: A Challenging Yet Rewarding JourneyAs a sixth-grader, mastering the vocabulary in Unit 3 of our English textbook has been quite a challenge, but also an incredibly rewarding experience. From intricate words like "applause" and "appetite" to more straightforward ones like "juice" and "meal," this unit has truly expanded my linguistic horizons.One of the first words that caught my attention was "applause." It's such a delightful word, both in sound and meaning. Whenever I hear it, I can almost envision a crowd erupting in thunderous claps and cheers, appreciating a performance or achievement. The word "appetite" alsofascinated me. It's not just about hunger, but a genuine desire or craving for something, be it food, knowledge, or adventure.Then there were words like "juice" and "meal" that seemed so ordinary at first glance, but upon closer inspection, they revealed their nuances and importance. "Juice" conjures up images of refreshing, fruity beverages, while "meal" reminds me of the nourishing and comforting experiences shared around the dinner table with family and friends.As I delved deeper into the unit, I encountered words that challenged my pronunciation skills, like "hamburger" and "sausage." I must admit, I struggled a bit with the consonant clusters, but with practice and guidance from my teacher, I eventually mastered them. It was a small victory, but one that filled me with a sense of accomplishment.One word that particularly resonated with me was "interesting." It's a word that encapsulates the very essence of learning and exploring new things. Whenever I come across something "interesting," I feel a spark of curiosity ignite within me, urging me to unravel its mysteries and acquire more knowledge.Compound words like "bathroom" and "bedroom" were also part of this unit's vocabulary. At first, I found it amusing how twosimple words could be combined to form a new meaning. But as I learned more about them, I realized that compound words are a clever way to convey complex ideas concisely.However, not all words were easy to grasp. Words like "appetite" and "applause" initially seemed quite abstract to me. But through the guidance of my teacher and the use of real-life examples, I gradually developed a deeper understanding of their meanings and nuances.One of the most rewarding aspects of learning these new words was the ability to express myself more precisely and eloquently. For instance, instead of simply saying "I like that food," I could now articulate "I have a hearty appetite for that delicious meal." It's a subtle difference, but it adds depth and richness to my communication skills.Moreover, mastering this vocabulary has opened up new avenues for me to appreciate literature, movies, and other forms of entertainment. When I encounter these words in context, I feel a sense of pride and accomplishment, knowing that I can comprehend their meanings and nuances.As I reflect on my journey through Unit 3, I can't help but feel a sense of gratitude towards my teachers and the educational system that has provided me with such invaluable opportunitiesto expand my linguistic horizons. Each word I've learned has not only enriched my vocabulary but has also offered a glimpse into different cultures, perspectives, and ways of thinking.Looking ahead, I'm excited to continue exploring the vast world of English vocabulary. With each new unit and each new word, I know that I'm embarking on a journey of self-discovery, where language serves as a powerful tool for understanding myself, others, and the world around me.In conclusion, the vocabulary from Unit 3 of our sixth-grade English textbook has been a challenging yet rewarding experience. It has not only expanded my linguistic abilities but has also ignited a passion for learning and exploring new concepts. As I continue my academic journey, I am confident that the skills and knowledge I've acquired will serve as a solid foundation for further growth and success.篇3Unit 3: A Balanced LifeHey there, fellow sixth graders! It's time for us to dive into the third unit of our English textbook, and let me tell you, it's all about finding that sweet spot between work and play – a balanced life.First up, we've got a brand-new batch of vocabulary words to tackle. Brace yourselves, because some of these words are real tongue-twisters! Let's start with "accommodate," which means to make room for someone or something. For instance, our school had to accommodate a large number of new students this year.Next on the list is "crucial," an adjective that describes something extremely important or essential. Getting good grades is crucial if you want to go to a top university. Speaking of education, we've also got the word "curriculum," which refers to the subjects that are taught in a school or course.Now, let's talk about "dedicate," a verb that means to devote time or effort to a particular activity or purpose. Many athletes dedicate their lives to training and competing in their chosen sports. On the flip side, we have "distract," which means to divert someone's attention from what they're supposed to be doing. I'll admit, I sometimes get distracted by video games when I should be studying!Moving on, we've got "enrich," which means to improve or enhance something, like how reading can enrich your vocabulary. Closely related is the word "enhance," which also means to improve or increase the quality of something. For example, using visual aids can enhance a presentation.Another important word in this unit is "priority," which refers to something that is more important than other things and should be dealt with first. For most students, getting good grades should be a top priority.We've also got "procrastinate," a verb that means to delay or postpone doing something that you should be doing. Raise your hand if you've ever procrastinated on a big project or assignment! (Don't worry, we've all been there.)Next up is "simplify," which means to make something easier to understand or do. Breaking down a complex task into smaller steps can really simplify the process.Last but not least, we have "tolerate," which means to accept or endure something that you don't really like or agree with. For example, some people have a hard time tolerating loud noises.Phew, that's a lot of new vocabulary to absorb! But don't worry, we'll be practicing these words in various contexts throughout the unit.Now, let's move on to the unit's main themes and topics. As the title suggests, "A Balanced Life" is all about finding the right balance between work (or study) and leisure time. We'll explore the importance of setting priorities, managing our timeeffectively, and making sure we don't neglect our physical and mental well-being.One of the key texts we'll be reading is an article about a student named Emma, who struggles to juggle her schoolwork, extracurricular activities, and social life. We'll follow her journey as she learns valuable lessons about time management, setting realistic goals, and the importance of taking breaks to recharge.We'll also read about different cultures and their perspectives on work-life balance. For instance, we'll learn about the Swedish concept of "lagom," which means "just the right amount" – not too much, not too little. This philosophy encourages moderation and balance in all aspects of life.In addition to reading comprehension exercises, we'll also work on our writing skills by crafting persuasive essays and personal narratives on topics related to work-life balance. For example, we might write about the pros and cons of having a part-time job while in school or share our own experiences with juggling multiple responsibilities.Of course, no English unit would be complete without some listening and speaking practice. We'll listen to dialogues and interviews about topics like time management techniques, theimportance of hobbies and leisure activities, and the challenges of maintaining a balanced lifestyle in today's fast-paced world.In terms of speaking practice, we might have group discussions or debates on issues like whether schools should limit the number of extracurricular activities students can participate in or whether it's better to specialize in one area or pursue a variety of interests.Overall, this unit promises to be both informative and relatable, as we explore the universal struggle to find balance and prioritize what's truly important in our lives. So, let's dive in headfirst and see what valuable lessons and insights we can gain!。
一些英文审稿意见及回复的模板
一些英文审稿意见及回复的模板编辑整理:尊敬的读者朋友们:这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(一些英文审稿意见及回复的模板)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为一些英文审稿意见及回复的模板的全部内容。
一些英文审稿意见的模板最近在审一篇英文稿,第一次做这个工作,还有点不知如何表达。
幸亏遇上我的处女审稿,我想不会枪毙它的,给他一个major revision后接收吧.呵呵网上找来一些零碎的资料参考参考。
+++++++++++++++++++++++++++++++1、目标和结果不清晰。
It is noted that your manuscript needs careful editing by someone with expertise in technical English editing paying particular attention to English grammar, spelling, and sentence structure so that the goals and results of the study are clear to the reader。
2、未解释研究方法或解释不充分。
In general, there is a lack of explanation of replicates andstatistical methods used in the study。
Furthermore, an explanation of why the authors did these various experiments should be provided。
审稿注意事项和意见模板

审稿注意事项和意见模板如何正确审稿1、不要因为写作水平差就随便拒稿。
2、不要故意写作者没有做什么实验或模拟而拒稿。
很多人做研究时,都喜欢把问题简化,尽量减少干扰因素。
只要作者针对某个因素进行了透彻的研究,千万不能因为没有考虑某些方面而拒稿。
比如做材料研究时,由于很多材料非球形,但做数值模拟时为了简化,将材料作为球形来研究,只要利用球形得到的结果真实,有新意,就接受。
在审稿意见里建议作者继续做非球形材料。
3、炒冷饭的一定要拒稿。
为了文章数量,将自己很多发表了的论文加以整理,没有任何新的工作的稿子一定要坚持拒稿。
4、不要嫉妒新人的成果而拒稿。
5、不能因为反对自己的观点而拒稿。
模板:审稿意见The paper presents an application of reassigned wavelet scalogram for rotor system fault diagnosis. It is a topic of interest to the researchers in the related areas but the paper needs very significant improvement before acceptance for publication. My detailed comments are as follows:1. The wavelet method (reassigned wavelet scalogram) used in the paper works very well for the underlying fault diagnosis problem. On the other hand, this wavelet method is a well-established method, and the present research is a direct application of this method without new contribution in methodological research.2. For the above reason, the presentation should be focused on the results. Unfortunately, the presentation is far from acceptable for publication. The material was not properly organized and it is strongly suggested that the authors checkcarefully the English writing and use standard terminologies in the technical area.3. The title of the paper should be more specific since numerous studies havebeen done on the fault diagnosis of rotor systems using wavelets and time-frequency methods. Also, remove the word "research".一般审稿意见至少要包含三条:(1)简要描述论文研究内容和意义,并作出评价。
电子产业联盟开发的IPC-1752A Class D标准关于有害物质限制的全物料申报文件说明书

Full Material Declarations: Removing Barriers to Environmental Data ReportingRoger L. FranzTE ConnectivityMiddletown, PA USAAbstractSince the European Directives, RoHS (Restriction of Hazardous Substances) and REACH (Registration, Evaluation, Authorization and Restriction of Chemicals), entered into force in 2006-7, the number of regulated substances continues to grow. REACH adds new substances roughly twice a year, and more substances will be added to RoHS in 2019. While these open-ended regulations represent an ongoing burden for supply chain reporting, some ability to remain ahead of new substance restrictions can be achieved through full material declarations (FMD) specifically the IPC-1752A Class D Standard (the “Standard”), which was developed by the IPC - Association Connecting Electronic Industries. What is important to the supply chain is access to user-friendly, easily accessible or free, fully supported tools that allow suppliers to create and modify XML (Extensible Markup Language) files as specified in the Standard. Some tools will provide enhancements that validate required data entry and provide real-time interactive messages to facilitate the resolution of errors. In addition, validation and auto-population of substance CAS (Chemical Abstract Service) numbers, and Class D weight rollup validation ensure greater success in the acceptance of the declarations in customer systems that automate data gathering and reporting.A good tool should support importing existing IPC-1752A files for editing; this capability reduces the effort to update older declarations and greatly benefits suppliers of a family of products with similar composition. One of the problems with FMDs is the use of “wildcard” non-CAS numbers based on a declarable substance list (DSL). While the substances in different company’s lists tend to have some overlap, no two DSL’s are the same. We provide an understanding of the commonality and differences between representative DSLs, and the ability to configure how much of a non-DSL substance percent is allowed. Case studies are discussed to show how supplier compliance data, can be automatically loaded into the customer’s enterprise compliance system. Finally, we briefly discuss future enhancements and other developments like Once an Article, Always an Article (O5A) that will continue to require IPC standards and supporting tools to evolve.IntroductionFull material declaration of product content in electronics and other industries continues to be a challenge for both suppliers and customers alike. For suppliers, managing substance-level data for all the materials in products is not usually a part of normal business operations, but rather, is an added burden and therefore cost to doing business. Customers, from mid-supply chain enterprises to OEM’s, must have processes and systems to request, manage, and utilize the data to ensure compliance with worldwide substance regulations. These issues call out for easy to use software solution to aid reporting.The IPC-1752A Materials Declaration Management Standard (/1752) which is aligned with IPC-1751A Generic Requirements for Declaration Process Management (/1751) is widely used for environmental reporting today. The standard specifies an XML (Extensible Markup Language) schema for mandatory and required data, including support for Class D FMD’s for homogenous materials and substances required by the RoHS Directive (the full citation for the current “RoHS Recast” legislation is “Directive 2011/65/EU of the European Parliament and of the Council of 8 June 2011 on the restriction of the use of certain hazardous substances in electrical and electronic equipment.”)In this paper, we focus on requirements for tools that enable rapid and accurate reporting of Class D FMD’s that can be used by suppliers primarily in the base of the supply chain, e.g. raw materials and smaller components. We also provide examples of how this data can be used by the supplier’s immediate customer to build more complex FMD data for product-level assemblies.Why Take the Road to FMD?One of the advantages of the FMD approach is that it is the only way a company can stay ahead of the ongoing addition of regulated substances. RoHS has been relatively static in this regard -- with only changes being to allowable Exemptions and additional documentation requirements. Otherwise, the basic 6 restricted substance have stayed the same from its initial entry into force through its “Recast”in 2011. The next addition of four additional substances, per the European Commissions Delegated Directive 2015/863/EU, will enter into force July 22, 2019. However, customers across the supply chain are already asking for data and compliance conclusions for these substances. This pre-enactment customer driven activity clearly demonstrates just how valuable FMD’s can be since suppliers with FMD data can already satisfy their customer’s requests about the presence of newly (and yet-to-be) restricted substances.Since RoHS exemptions have set expiration dates, it is also prudent to know what exempted substance is present, besides just knowing you are Compliant with Exemption but not exactly why. Since exemptions are substance-specific, this level of information is very useful as a warning that a noncompliance could develop when a product that was once acceptable to ship is no longer compliant because the exemption has expired! FMD data provides the ability to look ahead in time for exemptions that are set to expire, allowing the company to take early action through product redesign or finding alternate suppliers.REACH (Registration, Evaluation, Authorization and Restriction of Chemicals), promulgated by a separate agency, ECHA, (European Chemicals Agency), is much more dynamic and adds new Substances of Very High Concern (SVHC) to the Candidate list roughly twice a year ever since 2008. Figure 1 shows the number of substances added to REACH since its beginning in Oct., 2008 through the last date as of this writing. Shorter gray bars count the substances added each date, with the larger black bars indicating the cumulative total of substances.Figure 1 – Number of REACH SVHCs from 2008-PresentNote that there is some double counting in the Figure 1 data, since a few of the substances were listed a second time due to different toxicological reasons. Also, note that the count is based on just the primary list of SVHC posted by ECHA in its main table (https://echa.europa.eu/candidate-list-table) but the actual individual substance count by CAS number is even greater if one consults the ECHA supporting documentation. Further, it is noted that Amendment 3 of IPC-1752A, which is not fully published as of the time of this writing, will contain a non-exhaustive list of substances and their CAS numbers as a convenient reference to this ever-growing list of substances.Useful information about the Standard and its implementation and advantages may be found on the IPC web page “Data Exchange Standards” (/ContentPage.aspx?pageid=Materials-Declaration). Additional advantages of FMD have been published, for example, by companies offering such services, companies nee ding FMD’s from their suppliers, industry conferences, and articles in electronics journals (1, 2).The story continues and the message remains clear: companies need a way to stay ahead of the growing list of new substances they are required to manage. FMD’s are the best way to do so.Requirements Part One – The Schema is the RoadbedIn the next sections, we list and explain the value of functional requirements that a good, basic FMD reporting tool should have. At the most basic level, the tool by its nature will be software, and to be used for reporting up the supply chain the XML declaration file must conform to the IPC Standard itself. In recent years, the chairs and participants in the IPC 2-18b Materials Declaration Task Group have graciously offered their time and expertise to help review, on a blind submission basis, XML files including Class D FMD’s. Using software tools that are available for checking conformance to the schema as specified in the Standard, as well as a review by IPC 2-18b participants, those software solution providers that have beenverified in this review process and found to conform to the schema in their test files are listed by IPC (also at /ContentPage.aspx?pageid=Materials-Declaration.)As the relatively recent history of the IPC review process shows in Table 1, a handful of solution providers have supported and continue to support Class D FMD’s, as well as the other reporting classes A and C (not shown). It may be concluded that there are enough competent software solution providers to offer a choice, yet not be overwhelming for companies just embarking on the journey to generate FMD’s. Specific company names can be found on the IPC web site as cited above.Some of the basic requirements for conformance to the standard schema include the following:•All mandatory data elements (tags) are present, which must be completed when entering data into the tool, if not already present from some prior data entry or load. These elements include data like supplier and customer ID’s and part numbers, and homogenous materials in the product broken down by substances and their weights.•Ability to enter the most useful optional data elements as desired, or as requested by the customer. For example, substance weight is mandatory, but concentration is optional.•Ability to incorporate a legal statement, either with a standard boilerplate or by entering a custom statement.•Tags identifying the data as Class D (FMD) based on substance reporting at the homogeneous material level; class C substance category reporting at the product level; or Class A Query/Reply format (true/false compliance statements).•Further details including a complete list of Mandatory and Optional data may be found in the IPC-1752A standard. Requirements Part Two – Lanes of Chemical DataSince FMD is all about the chemical data, and suppliers in the electronics industry may not have extensive chemical expertise, this set of functionality is critical to generating Class D XMLs as correct and error-free as possible. Clearly, to even begin generating FMDs requires having the product’s chemical composition data, and unfortunately there is no magic to manage this complexity other than a materials and substances database or spreadsheets to manage the list of ingredients to be reported. Some of the major CAD systems are offering functionality to select raw materials from a database coupled to the CAD system, which is logical since the designer is specifying the materials in the first place. More about how to develop basic “what’s in the product” documentation may be a good topic for another report, since by some accounts this is still the greatest obstacle to begin any FMD.Next, we briefly highlight important functional requirements for any tool used to generate FMDs from materials and substance data.Ability to select substances from a list by CAS number prevents errors, since CAS number is a key for many receiving systems and is the Authority tag specified in the IPC standard. A CAS number lookup list should be provided in the tool, which has the advantage of speeding up data entry and selecting matches quickly from valid selections provided by the tool. The tool may also validate the format of the CAS number format itself, which must be 10 digits separated into 3 groups by hyphens, with the last digit being a check digit. These rules are published by CAS (https:///content/chemical-substances/checkdig). This type of validation may be useful to allow newer, valid CAS numbers that are not in the lookup table to still be entered. The problem of “wildcard” or declarable/reportable substance lists will be covered in the next section, since it remains a problem in the industry.A lookup of substance names can also expedite entering substances data, again by ensuring that a valid substance name is used and a valid CAS number goes along with it. The advantage is that a substance name may be more easily recognized and used by a human than a CAS number. This approach to validation has the disadvantage that compounds and even pure elements may have many different synonyms, in which case the direct CAS number lookup would be more useful.The input screen for materials and substances data may look something like Figure 2. This kind of table is the heart of a FMD, where each Material is composed of its constituent Substances, all with reported weights in the product. Optionally, data like attachment files and concentration ranges may be accommodated. If Exemptions apply at the Material level, they may also be selected.Figure 2. Example of Material and Substance Input Screen (3)Direct entry into a reporting tool is likely to be of interest to suppliers making raw materials or simple components, rather than OEM’s. But this data becomes the basis of creating FMD’s for more complex products. S uppliers of the following kinds of items might be in the best position to take advantage of the kinds of tools being discussed here.o Solder and solder flux (separately or in paste or wire)o Bulk material like sheets, or parts made of a homogenous materialo Metal alloys, or parts made from themo Wireo Mold compound; molded partso Underfillo Conformal coatingo Plating, painted or dipped coating, or other types of coatingo Adhesives, lubricants or sealantsFMD’s for these items can allow the next tier customer to use it for reporting at the next assembly level. Companies on the more complex end of the supply chain may need to use larger enterprise systems to collect this data and run final reports, so the more basic FMD generating tools may be of less interest to them. Figure 3 shows how the data cascade works. As originally envisioned with the first release of IPC-1752 in 2006, the data cascade is still deserving of more widespread understanding and more thorough implementation today. We realize the complexity of electronic products, since even small personal use devices may contain hundreds to thousands of components, the key point here is that having good tools at the very beginning stage can be useful as the data builds in complexity up to reports for more complex products.Figure 3. Cascade of FMD DataRequirements Part Three – The Wildcard DetourBy necessity, companies and standards organizations themselves have used Reportable or Declarable Substances Lists (DSL) for years. One of the early lists was the Joint Industry Guide (JIG) which went through several updates. Amendment 3 to IPC-1752A includes the following statement: The IEC 62474 database of restricted and declarable substances replaced the Joint Industry Guide (JIG) in January 2014.Meanwhile, most companies have created their own DSLs so that they will receive:o Data on those substances currently with regulatory restrictionso Data on industry-specific substanceso Data on other substances the company’s customers expect to know abouto Substances that are not yet under any regulatory restrictions, but could be at some future date.This latter case is exactly the REACH situation shown at the beginning of this paper. While there are some ways to get advanced information about the next substances to be added to REACH, these are not usually foolproof. Therefore, companies tend to cast a rather wide net to ensure future substanc es are being included in their suppliers’ declarations.The IEC62474 database (http://std.iec.ch/iec62474) as of this writing was most recently revised on Sept. 3, 2017, and contains 137 Declarable substances and 482 Reference substances. Many companies have nonetheless found it necessary, for the reasons listed above, to develop more comprehensive lists of their own. Without mentioning specific company DLS’s here, a general review of some of the many that are used in the electronics industry shows two basic trends: o Substances listed in common as a core set of substances, including those in common with the IEC62474 listo Substances that are less frequently found and not part of a common core listSince homogeneous material reporting is at the substance level, with authority being the CAS number, this presents a data handling/segregation dilemma.In a good reporting tool, then, some accommodation must be made for accepting these “wildcard” substances which inherently have no CAS number. We have seen a commonly but not universally accepted limit of 10% per homogenous material can be checked in the tool to ensure this limit is not exceeded. A good tool should also allow for a choice of a customer-specific wildcard substance name, which is not subject to checking from a CAS number list or a CAS format validation routine. Based on our review, if proper warnings are provided, this appears to be the best way at present to handle such data.Requirements Part Four – Fewer Barriers, More Open RoadSo far, we have presented desirable features to help generate FMD’s. The real power, though, is only realized through ability to revise, reuse, and build on data once it has been initially entered into a tool.First of these capabilities is ability to quickly edit the substances in a material. For companies making a family of items with related composition, changing just a few entries, or modifying the percentages of them, can be done in seconds and saved under a different product name and XML file, with version tracking as desired in the file name. This should be allowed during an existing session, or combined with the next feature.Once a complete XML FMD is generated, productivity is enhanced if that file can be easily imported again at a later date and edited as required. This portability and flexibility of data allows a supplier further down the supply chain to utilize a growing library of common materials and their formulations, and to quickly create new ones without having to repeat some or even most of the data entry. In most cases, the company’s own information, like company ID, contact and authorizer, will be repeated over many declarations. If contact and authorizer are the same person, they could be copied directly with a choice in the tool.While we are focusing here on the Class D FMD, ability to generate Class A or Class D declarations at the same time may be useful. These should be selected, or de-selected as desired, or as required by the customer. Class A query/response answers should be straightforward, as should selection of exemptions from a list. Similarly, the substance data in the Class D data section should be quickly erased to enter fresh data while retaining the rest of the information already entered.Interactive helps should provide guidance to first time and infrequent users. Checks along the way improve speed and accuracy without having to consult a user’s manual, which incidentally should also be easily accessible for those who wish to read the instructions first. Finally, the tool should prevent hang-ups and errors. Support services should be provided, and a process to investigate and resolve bugs, or perceived bugs, should be easy to submit and provide timely responses.At the end of data entry there should be a final validation of the XML, included mandatory information has been entered and the weights of substances add up to each homogenous material being reported. These checks help ensure that the XML will successfully load to the customer’s system.Conclusions - To the SuperhighwayAccording to some observers, FMD still has too many barriers to really catch on. We disagree. Supply chain reporting has to begin somewhere, by providing data to middle supply chain companies, and so forth up to chain to the OEM. FMD is the only reporting approach that helps to minimize the ongoing burden of keeping up with the ever-growing lists of regulated substances and expiring exemptions.We have mentioned that the IEC 62474 database is now invoked as the reportable substance list in IPC-1752A Amendment 3. In addition, development of an IEC 62474 international standard for reporting is in process, which will also specify anXML format. Work is underway to harmonize the schema of both IPC and IEC standards via communication and common participants in both IPC and IEC standards development, but differences should still be expected. Development of the IEC reporting standard nevertheless underscores the interest and need for FMD realization in XML format.Further enhancements can also be realized in the future; to name a few:•Integration with manufacturing data for mixed, compounded or formulated materials•Availability of integrated materials selection with design tools for more complex products•True Business-to-Business methods to request data as well as provide data all in standard machine-readable formats •Enhanced error checking, validation of common-sense rules, and agreement between, for example, a Class A declaration that says RoHS Compliant = True, yet the Class D file for the same item reports a RoHS substance over the threshold percent.•Support for updated guidance from ECHA on Once an Article, Always and Article, which changes substance percent reporting from any top-level assembly to the lowest level Article exceeding the 0.1% SVHC threshold. It is becoming clear that this will require a new data attribute to flag Articles, as distinct from unshaped Materials or Complex Objects. It is our understanding that this will be considered in the development of a revised IPC-1752B Standard.In addition to the motivation of staying ahead of the growing number of regulated substances, a business processes and procedures that support FMD can also be useful. The expectation that FMDs must be provided can be a requirement for gaining new business or for qualification of an item as a prerequisite to be purchased. A company can also include FMD responsiveness in ongoing supplier evaluation performance ratings that may influence awarding future business. Once an FMD is received in well-formed XML format, loading this data to the customer’s system can be automated for maximum efficiency and reused through the FMD cascade process. We have seen it work and only need more FMDs entering the road. References1. M. Myles, “Supply Chain Data Exchange for Material Disclosure.”Journal of Surface Mount Technology, Vol. 19-1, 2006. https:///knowledge/journal detail.cfm?ARTICLE ID=1232. R. Franz, “Beyond “Lead-Free”: An Update on the IPC-1752A Standard for Materials Declaration.” Electronics Design, Jan. 8, 2015. /components/beyond-lead-free-update-ipc-1752a-standard-materials-declaration3. https:///fmdcomplete/ © 2017 Assent Compliance Inc.IntroductionA customer emails you and says,“Please provide your FMD’s for this list of parts”Your reaction?IPC Standardso IPC-1752A Materials Declaration Management Standardo IPC-1751A Generic Requirements for Declaration Process Managemento Both specify XML (Extensible Markup Language) machine-readable formato IPC-1752A Class D supports FMD with Homogenous Materials and Substances IEC 62474 also under revision for better harmonization with IPC-1752 XML format Good tools are needed to generate FMD XML at the beginning of the supply chainEnd of presentation… but not “The End.”Thank you for your attention : )AcknowledgementThe dedication, innovation and ongoing work of the IPC 2-18b Materials Declaration Task Group is gratefully appreciated –including founding members, current members, chairpersons, andfuture users of IPC-1752.[1]https:///fmdcomplete/ © 2017 Assent Compliance Inc.。
Java开发工程师招聘笔试题与参考答案(某大型央企)

招聘Java开发工程师笔试题与参考答案(某大型央企)(答案在后面)一、单项选择题(本大题有10小题,每小题2分,共20分)1、在Java中,以下哪个关键字用于声明一个类的静态变量?A、publicB、privateC、staticD、final2、在Java中,以下哪个关键字用于声明一个方法为抽象方法?A、abstractB、nativeC、synchronizedD、transient3、在Java中,下列哪个关键字用于声明一个抽象类?A、finalB、staticC、abstractD、native4、以下哪个方法可以用来检查一个字符串是否以指定的后缀结束?A、String.endsWith(String suffix)B、String.startsWith(String prefix)C、String.indexOf(String str)D、stIndexOf(String str)5、以下哪个Java关键字是用来定义类的?A. newB. classC. objectD. this6、在Java中,以下哪个方法可以在子类中被重写(Override)?A. 静态方法B. 私有方法C. 构造方法D. 抽象方法7、以下哪个不是Java中的基本数据类型?A、intB、StringC、floatD、boolean8、关于Java中的异常处理,以下说法正确的是:A、try块中可以没有catch或finally块B、finally块中可以抛出新的异常C、try块中可以抛出异常,但finally块中不能抛出异常D、try块中抛出的异常必须在catch块中处理,或者在finally块中处理9、在Java中,以下哪个类是用于处理日期和时间的?A. CalendarB. DateC. TimeD. DateTime 10、以下哪个关键字用于声明一个无参构造函数?A. newB. thisC. constructorD. super二、多项选择题(本大题有10小题,每小题4分,共40分)1、以下哪些是Java中的基本数据类型?A、intB、StringC、floatD、booleanE、char2、以下哪些操作是Java中的异常处理机制?A、try-catchB、finallyD、throwsE、instanceof3、以下哪些是Java中用于异常处理的机制?()A. try-catchB. finallyC. throwsD. throwE. extends4、下列关于Java集合框架的说法,正确的是?()A. List接口是集合框架中的一部分,它允许存储重复的元素。
WGY-375液动卡瓦使用说明书
WGY-375液动卡瓦使用说明书Operating Instruction of Type WGY-375 Hydraulic slip(V2014-10版·VERSION OF 2014-10)上海铂钻石油设备有限公司Big R i g Supply Co., Ltd.地址:上海市静安区平型关路138号916室Add:S uite 916, N o. 138Pingxingguan Road,Jingan District, Shanghai, 200070, China电话:+86-21- 56085157 Tel:+86 -21-56085157 E-mail: info@一、产品简介Introduction of the Product本公司开发生产的WGY375液动卡瓦是一种石油、天然气钻井作业中卡持套管的液动操作工具。
适用于375转盘使用,该液动卡瓦结构紧凑、安全可靠,解决了工人使用手动卡瓦时可能会发生的背部扭伤和疲劳,降低了工人的劳动强度,提高工效。
该设备安装在转盘上,与转盘保持水平,方便套管钳工作。
无需再另外搭建工作平台,实现了一个清洁安全的工作环境。
下压的卡瓦可卡紧套管,省去了再使用手动卡瓦和背钳。
WGY375 hydraulic slip developed and produced by our company is a hydraulic operation tool for clamping casing during the drilling operation of petroleum and natural gas. Apply to the use of the 375 turntable, this hydraulic slip structure is compact, safe and reliable, which solves the back sprains and fatigue that many be occurred when workers use the manual slip, reduces labor intensity of workers and improves the work efficiency. If this equipment is installed on a turntable, it should keep horizontal to turntable and is convenient for the works of casing tong. It does not need to build another working platform to achieve a clean and safe working environment. The slip can clamp the casing tightly so as not to re-use manual slip and back-up tong.二、主要技术参数Main Technical Parameters类别Item名称Subject介绍Description重量及外形尺寸Weight & Dimensions 不装卡瓦体WGY375重量Weight WGY375 without slip assembly5,392lbs/2,446kg装有牙板的卡瓦体重量Weight WGY slips set with inserts360-600lbs/163-272kg外形尺寸Dimensionsφ1120mm×1165mmφ44”×45.9”适用管径Pipe range2.3/8”~14”载荷范围RATING最大500吨Max. 500 STON转盘尺寸Rotary size37.5”2500psi(17.5Mpa)下所能提供的最大反扭矩Max.. back up torque at 2,500psi (17.5MPa)hydraulic pressure14”管柱时最大40,000 ft.lbs (55000 N·m)40,000 ft.lbs (55000N·m) max at 14” pipesize液压系统Hydraulic system 管线Tubing and hoses设备与液压站连接的管线直径最小1/2”,推荐3/4”All tubing and hoses connecting the WGYwith the HPU must have a min. diameterof 1/2”. Recommended is 3/4”回油管线Tank line回油管线必须直接连接到油箱以防背压The tank line must be connected directlyinto tank to prevent back pressure工具类型Type of tool中位不回油The WGY is a Closed Center Tool 配套控制柜Control Box 进油口最大压力Maximum inlet pressure2,500 psi (17.5MPa) 过滤器Filters液压站回油过滤器Filter to be applied before HUK in return line 10 μm 液压站进油过滤器Filter to be applied in hydraulic supply line 40 μm 温度Designtemperatures 环境温度Ambient temperature range-20°C~40°C工作油温Working/operational/oil temp推荐40°-50°CRecommended 40°-50°C 最大60°C Maximum 60°C 限定Limits操作限定Use Limits 只能是经培训过的人员Trained persons only (Users responsibility)空间限定Space Limits空间限定根据客户的实际使用情况确定External limits defined by Defined in the Users Instructions三、主要部件Major components表1 (Table 1)表2(Table 2)卡持管径Pipe size 下部导向环Bottom guide 上部导向板Top guide规格Size 零件号PN 规格Size零件号PN23/8~27/8 23/8~27/8 010710008 31/2 31/2 010710009 4~41/2 4~41/2 010807012 4~41/2 010807025 5 5 010807013 5 010807026 51/2~53/4 51/2~53/4 010807014 51/2~53/4 010807027 65/8~7 65/8~7 010807015 65/8~7 010807028 75/8~73/4 75/8~73/4 010807016 75/8~73/4 010807029 8~81/8 8~81/8 010807127 8~81/8 010807128 85/8~83/4 85/8~83/4 010807017 85/8~83/4 010807030 95/8 95/8 010807018 95/8 010807031 93/4~97/8 93/4~97/8 010807019 93/4~97/8 010807032 103/4~107/8 103/4~107/8 010807020 103/4~107/8 010807033 111/4~117/8 111/4~117/8 010807021 111/4~117/8 010807034 123/4 123/4 010807129 123/4 010807130 133/8 133/8 010807022 133/8 010807035 131/2~133/4131/2~133/4010807023 131/2~133/4010807036 141401080702414010807037四、安装Installation1、分开主体To split WGYa、用扳手旋开两个平衡梁连接销,必须完全旋开螺纹。
AvtronTM编码器编程工具用户手册说明书
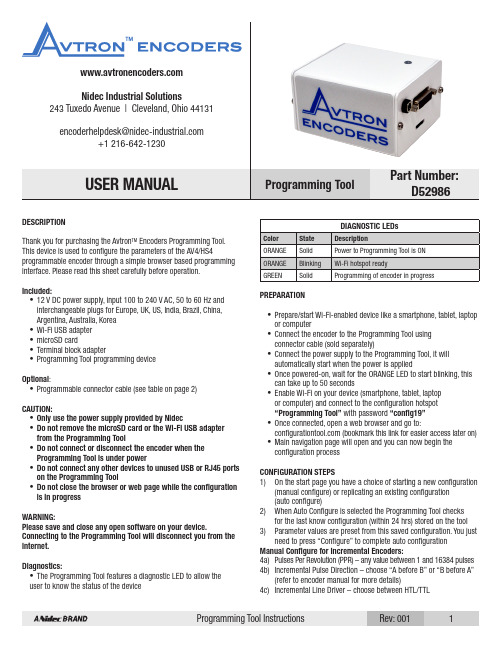
DESCRIPTIONThank you for purchasing the Avtron TM Encoders Programming Tool. This device is used to configure the parameters of the AV4/HS4 programmable encoder through a simple browser based programming interface. Please read this sheet carefully before operation.Included:• 12 V DC power supply, input 100 to 240 V AC, 50 to 60 Hz andinterchangeable plugs for Europe, UK, US, India, Brazil, China,Argentina, Australia, Korea• Wi-Fi USB adapter• microSD card• Terminal block adapter• Programming Tool programming deviceOptional:• Programmable connector cable (see table on page 2) CAUTION:• Only use the power supply provided by Nidec• Do not remove the microSD card or the Wi-Fi USB adapter from the Programming Tool• Do not connect or disconnect the encoder when the Programming Tool is under power• Do not connect any other devices to unused USB or RJ45 ports on the Programming Tool• Do not close the browser or web page while the configuration is in progressWARNING:Please save and close any open software on your device. Connecting to the Programming Tool will disconnect you from the internet.Diagnostics:• The Programming Tool features a diagnostic LED to allow the user to know the status of the device PREPARATION• Prepare/start Wi-Fi-enabled device like a smartphone, tablet, laptop or computer• Connect the encoder to the Programming Tool usingconnector cable (sold separately)• Connect the power supply to the Programming Tool, it willautomatically start when the power is applied• Once powered-on, wait for the ORANGE LED to start blinking, this can take up to 50 seconds• Enable Wi-Fi on your device (smartphone, tablet, laptopor computer) and connect to the configuration hotspot“Programming Tool” with password “config19”• Once connected, open a web browser and go to: (bookmark this link for easier access later on)• Main navigation page will open and you can now begin theconfiguration processCONFIGURATION STEPS1) On the start page you have a choice of starting a new configuration(manual configure) or replicating an existing configuration(auto configure)2) When Auto Configure is selected the Programming Tool checksfor the last know configuration (within 24 hrs) stored on the tool 3) Parameter values are preset from this saved configuration. You justneed to press “Configure” to complete auto configurationManual Configure for Incremental Encoders:4a) Pulses Per Revolution (PPR) – any value between 1 and 16384 pulses 4b) Incremental Pulse Direction – choose “A before B” or “B before A”(refer to encoder manual for more details)4c) Incremental Line Driver – choose between HTL/TTL243TuxedoAvenue|Cleveland,Ohio44131|************************************+1 216-642-1230 | Manual Configure for SSI Encoders:5a) Singleturn resolution – 256 steps (8 bit) to 65536 steps (16 bit)5b) Number of turns – 1 turn (singleturn) to 65536 turns (16 bit multiturn)5c) Code – Binary or Gray code output5d) SSI direction – clockwise up or clockwise down 5e) Direction changes with – supply voltage or GND5f) Preset value – 0 to maximum resolution (dependent on the configured resolution and number of turns)Manual Configure for Analog Encoders:6a) Output direction – clockwise up or clockwise down 6b) Analog interface - 0-10 V or 0.5-9.5 V - 0-5 V or 0.5-4.5 V - 4-20 mA6c) Measurement range in degree - min 22.5 degree to max 23592600 degreeVerify configuration status:7a) If configuration is successful:- Press “Restart” to go back to the main page, close the browser and power OFF the device 7b) If configuration is unsuccessful:- Re-check the wiring and connections- Press “Restart” and start over again from step 1 to re-configure the encoder8) It is recommended to write the programmed parameters in the blank fields provided on the encoder labelNOTES:• Once the configuration has started the serial number (SN) of the encoder connected is always displayed on TOP of the screen • Use the Back and Next buttons to navigate through the user interface. DO NOT use the standard back, next and refresh buttons available in the web browser• Only one user at a time can access the programming Interface. Another user will see the message “Device is used by another user”• Please contact Nidec or your local sales partner for any technical questionsWARNING:Do not disconnect the encoder until the configuration process is complete.• During configuration the encoder is powered by the Programming Tool. After successful configuration, the encoder can be unpluggedWARNING:Please wait at least 1 minute after the last configuration before disconnecting power to the Programming Tool.RESETTING TO FACTORY DEFAULTSTo reset your encoder to factory defaults, at start of the cofigurationprogram click “Manual Configure” and then click “Factory Reset”.WARNING:Please make sure the correct wire is connected to the correct pin based on the type of encoder being used. NOT doing so will result in damage to the encoder.NOTE:Terminal block includes 2 plastic screws and stand-off posts. When assembling, ensure pin side faces up and insert the 2 (white) screws into the holes in the top of the board. Screw the 2 (black) stand-off posts into the bottom of the board.。
java英语笔试试题及答案
java英语笔试试题及答案Java英语笔试试题及答案1. What is the difference between a class and an object in Java?A class is a blueprint or template that defines the properties and methods of an object. An object is an instance of a class, created at runtime.2. What is the purpose of the 'public static voidmain(String[] args)' method in Java?The 'public static void main(String[] args)' method is the entry point of a Java application. It is the first methodthat gets executed when the program starts.3. What is the difference between a method and a function in Java?In Java, a method is a block of code that is used to perform a specific task. A function is a term that is often used interchangeably with method, but technically, a function can return a value whereas a method does not necessarily do so.4. What is the 'this' keyword used for in Java?The 'this' keyword in Java is a reference to the current object. It can be used to access instance variables and methods of the current object.5. What is an interface in Java?An interface in Java is a completely abstract class that can contain only abstract methods and constants. It is used to achieve abstraction and to define a contract for classes to implement.6. What is the difference between a checked exception and an unchecked exception in Java?A checked exception is a type of exception that a method must either handle with a try-catch block or declare it with the 'throws' keyword. An unchecked exception is not required to be handled or declared, and includes RuntimeException and its subclasses.7. What is the 'final' keyword used for in Java?The 'final' keyword in Java can be used in three different contexts: to declare a class as final (cannot be subclassed), to declare a method as final (cannot be overridden), or to declare a variable as final (cannot be reassigned).8. What is a constructor in Java?A constructor in Java is a special method that is used to initialize objects. It has the same name as the class and is called when an object is created.9. What is the purpose of the 'super' keyword in Java?The 'super' keyword in Java is used to refer to the parent class's methods and variables. It is often used in constructors to call a superclass's constructor.10. What is the difference b etween '==’ and 'equals()' inJava?The '==' operator is used to compare primitive data types by value and object references by reference, whereas the'equals()' method is used to compare objects by content, and it can be overridden to provide custom comparison logic.Answers:1. A class is a blueprint, an object is an instance of a class.2. It is the entry point of a Java application.3. A method is a block of code in Java, a function is a more general term and can return a value.4. It refers to the current object.5. An interface is an abstract class with only abstract methods and constants.6. Checked exceptions must be handled or declared, unchecked do not.7. It is used to declare classes, methods, or variables as final.8. It initializes objects.9. It refers to the parent class's methods and variables.10. '==' compares by value or reference, 'equals()' compares by content.。
[课程]Unit5CreativityInnovation高级综合商务英语课后答案
![[课程]Unit5CreativityInnovation高级综合商务英语课后答案](https://img.taocdn.com/s3/m/50ccff4dbf23482fb4daa58da0116c175f0e1e7a.png)
Unit 5 Creativity and InnovationLead-in2. Case Study1) E2) Alex personifies important characteristics of a new world where creative consumers have unprecedented technology at their fingertips to envision ambitious dreams.Text AI.Reading Comprehension1. Determine whether the following statements are true or false. Write a T for true, an F for false, and an NG for not given.1) T 2) F 3) NG 4) F 5) T 6) F 7) T 8) NG 9) T 10) T2. Essay Questions1) Radiator Springs is implicative of the power of creativity from two perspectives. Firstly, the depiction of Radiator Springs in the animated movie Cars sprang from the imagination of Pixar, the animation house renowned for its creativity in filmmaking. Secondly, in the movie Cars, Radiator Springs is symbolic of the pure creativity instilling energy and enthusiasm into what used to be considered obsolete and dead.2) Modernism intoxicated us with the idea that we are on the way to a brighter future in the light of material possessions. It reassures us that we deserve the progress and improvement by material acquisition. Postmodernism dismisses what is taken for granted by modernism. With the dawning of the postmodern era, Western culture is involved in a state of turbulence due to the loss of a centralized principle. We are led astray by complexity, cynicisms and doubt in our quest of purpose and meaning of life. Consumerism and materialism offer no elixir for our bewilderments.3) In the postmodern era of amazing technology and knowledge-based progress, there is a significant negative correlation between happiness and material wealth. Many studies have shown that the material wealth doesn’t spontaneously give rise to happiness. On the contrary, people find energy brands imbued with creativity irresistible because they feel delighted, inspired, elevated, empowered and amused. Creativity brings consumers a sense of well-being, the perception of a joyous life and the belief in a brighter future ahead.4) An incremental idea refers to an innovative idea that employs existing technology and aims at a regular improvement in existing processes, products and services. On the contrary, an exponential idea can produce radical innovations embracing breakthrough technologies and targeting dramatic performan ce improv emen t.5) Following the lure of creative brands, consumers get more actively involved in building deeper and more meaningful relationships with energy brands. They soberly stay away from blind consumerism and give priority to brands that continuously surprise, inspire, and lead them forward.II.Vocabulary1. Blank-filling: Complete the following sentences with the words given in the box. Change the form when necessary.1) diversions 2) sprang from 3) instill 4) paradigms 5) depopulated 6) posited 7) proclaims 8) subliminally 9) suspend 10) perpetu ate 2. W ord Derivation1) elusive 2) hypocritical 3) skeptical 4) subtlety 5) inspiration al III.Paraphrasing1.Rewriting: Rewrite the underlined part of each sentence in your own words.1) Creativity is now an economic force, reshaping the work world, sending the Industrial Age on to the next step.2) The advantage of being creative is now where competitive advantage is achieved through amazing innovation and thought bringing about a radical change to accepted patterns.3) Y et we’ve found that creative brands go beyond their disbelief of marketing, allowing them to believe without feeling hypocritical, thus resolving this conflict.4) In some ways, creativity acts as a quality or element, a sprinkling of which makes life more delightful for some unknown reasons.5) Innovation experts have long expressed their support for the opinion that innovations must supply motive force for th e corporation s in th e fu ture.2.Sentence Transformation: Complete the following sentences based on the structures given.1) Today it is increasingly widely recognized that creativity, art, and culture are far more than a mere ornament.2) Like Radiator Springs, Creative industries brought into White River Junction, V ermont and Pittsfield have led these old factory cities to start a revival process.3) Intellectually and spiritually, no longer do we feel we understand the human purpose; day by day, many of us escape the understanding of how to derive meaning out of life.4) The spirit of irresistible brands involves creativity as an integral part.5) They would rather take their reference from the future, where nothing is impossible, than take it from the past.IV.Translation1. Sentence Translation1) 温泉镇探寻到的创新之路吸引人们和商业重新回到了这个一度变为鬼城的小镇, 使它恢复了往日的时运,从这个例子我们见识到完美的创造力。
Guide to Supply Chain Management6物流供应链管理指南
Guide to Supply Chain ManagementColin Scott l Henriette Lundgren lPaul ThompsonGuide toSupply Chain ManagementChapter 7Guide to Strategy in Supply Chain ManagementAbstract This chapter guides you through the topic of strategy in Supply ChainManagement (SCM) and is split into three main sections. First, it introduces corporatestrategy in organisations and defines competitive strategy. Second, it considershow SCM can support a competitive strategy and how organisations can align theirsupply chain strategies. Third, it explains concepts that can support supply chainstrategy development, in terms of the key drivers, ways they can decouple supplyand demand, and what choices they have for lean and agile strategies. The chapterconcludes with a case study of best practice for supply chain strategy in the companyWal-Mart.Having read this chapter you will be able to clarify:l Corporate and competitive strategy in companiesl Strategic alignment in supply chain companiesl Concepts to support supply chain strategy development7.1 Introduction to Corporate StrategyThe first part of this guide has considered supply chain management from functional perspective, what supply chains are and how they operate. The second part ofthe guide will consider a strategic view of supply chain management before lookingat the impact on the other key activities in particular people, finance, customerservice and outsourcing.7.1.1 What is Corporate Strategy?Corporate strategy is the direction and scope of an organisation over the long term:ideally, which matches its resources to its changing environment, and in particularits markets, customers or clients so as to meet stakeholder expectations (Johnson et al.2008: 10). Some key terms used when discussing strategy are shown (see Fig. 7.1).C. Scott et al., Guide to Supply Chain Management,DOI 10.1007/978-3-642-17676-0_7, # Springer-Verlag Berlin Heidelberg 2011 111The mission describes the purpose of an organisation. An example would be Novartis, who offers a wide range of healthcare products through pharmaceuticals, vaccines and diagnostics. Their mission statement reads: “We want to discover, develop and successfully market innovative products to prevent and cure diseases, to ease suf fering and to enhance the quality of life”. The overriding focus in the whole of the Novartis business should fit their mission.A goal is the aim or purpose. A goal could be: “To grow business revenue or to give increasing returns to our shareholders”. The goal needs to be substantiated by the objective. Good examples could bel To build bottom line profit by 10% every year for the next 5 yearsl To launch five €1 million turnover new products in the next 3 yearsDefining the objective is not easy as it needs to be really clear, measurable and needs a verb included so people have to do something. If it is totally unrealistic people will give up and it needs to have time parameters set so people can work towards them.Strategies are then considered, the broad types of actions that will be needed to achieve the objectives. The actions are the specific activities by team or individual and lead to the rewards, the payoff for satisfying the objectives.In summary all organisations are faced with the fact that they need to continually manage their strategies and there are many successful and less successful examples of this taking place. An example would be IKEA that has become one of the world’s most successful companies over recent decades because of the way it has defined a clear customer focus, clear long-term strategy and implemented that strategy. However IKEA is aware that the strategies it has adopted over time might not be successful for the next decades. Kodak was very successful in the photographic industry for many years, but did not have a strategy to keep it at the forefront of the digital photographic age. It has now reinvented itself to align to the rapidly changing marketplace.7.1.2 What is Competitive Strategy?Implementing an effective competitive strategy can be the key to business success. The importance of this competition was highlighted by Porter (2004) and also by Mission Goal ObjectiveRewards Actions StrategiesFig. 7.1 Terms used instrategy adapted fromJohnson and Scholes (2008)112 7 Guide to Strategy in Supply Chain ManagementTreacy and Wiersema (1997). By integrating their teachings Fig. 7.2 gives an insight into how supply chain organisations can compete.Different companies will seek to achieve a competitive advantage in the market place in one of the three generic strategic options. It may be possible to utilise two of these options and very rarely all three. They can be summarised below as:l Operational excellence: delivering high quality products quickly, error freeand for a reasonable price.l Customer intimacy: delivering what customers want with high service and superior value.l Product leadership: delivering products and services that push performance boundaries and delight customers.An example of operational excellence could be Procter and Gamble; end consumers use their hair products in large volumes, the quality is good and they are reasonably priced.The hotel chain Ritz Carlton may focus on customer intimacy, where theirc ustomers don’t expect to pay a low price or to have the latest innovations intheir hotel rooms, but do want to be recognised by staff when they arrive and enjoy a superior customer value experience.Finally product leadership could be in the computer or telecoms industry, for example Apple and Nokia. These companies don’t have the cheapest products in the market or perhaps the best perceived service, but they have the latest products that astound their customers, for a short period at least, until new products are released.In summary, organisations make decisions about their competitive strategy and once made then need to consider how their internal structure will deliver them.7.2 Achieving Strategic Alignment in Supply Chain CompaniesThere is a link between an organisation’s competitive and functional strategy (see Fig. 7.3).To execute the competitive strategy, the different functions within an organisation must develop and operate supporting plans and strategies. The product development OperationalexcellenceProductleadershipCustomerintimacyCompetitive strategyFig. 7.2 Competitive strategy7.2 Achieving Strategic Alignment in Supply Chain Companies 113strategy identifies the portfolio of products that a company will develop and the functionality that they will have. It will also specify whether these products will be internally or externally manufactured.The sales and marketing strategy segments the market and identifies the product structure and how it will be positioned, priced and promoted.The supply chain strategy specifies how materials will be sourced, where andhow the production activity will be performed, where and how deliver and return will be operated and how the customers will be supported after delivery.To implement a competitive strategy successfully, it is vital that all the functional strategies are integrated together to ensure that they are complementary. Itmay be useful to consider the different strategies as a system and not mutually exclusive. They all need each other and in turn, support each other in their journey to success.Strategic alignment is achieved when the competitive strategy and the supply chain strategy have the same end goal. It refers to consistency between the customer priorities – those that the competitive strategy is designed to satisfy and the supply chain capabilities – those that the supply chain strategy aims to build.7.3 Concepts to Support Supply Chain Strategy DevelopmentThere are many methods available for strategic decision-making within the supply chain. For this guide we will consider three that are topical in product companies with whom the authors have worked. The first of these is to segment our supply chains using the four drivers of supply chain performance. These drivers are inventory, information, facilities and transport. The second concept examines the decoupling point position or strategic inventory, where supply and demand meet in OperationalexcellenceProductleadershipCustomerintimacyCompetitive strategyProductdevelopmentstrategySupply chainstrategySales &marketingstrategyFunctional strategyFig. 7.3 Linking competitive and functional strategy114 7 Guide to Strategy in Supply Chain Managementthe supply chain. The third explores the concept of lean and agile strategies before the final concept of a postponement strategy is considered.7.3.1 Four Drivers of Supply Chain PerformanceThe model of the four drivers of supply chain performance proposes a structurethat supports the supply chain strategy (Chopra and Meindl 2010) (see Fig. 7.4). The strategy for each of the four drivers should be considered and decisionsmade how to best satisfy the supply chain strategy. Inventory decisions, which are covered in Chap. 2 on Plan, include what cycle or safety stocks should be held, where and in what quantities.Information includes decisions on systems requirements, for example howshould we run our MRP systems. This was discussed in Chap. 2 on Plan. Information would also include technology requirements, for example Internet, to give the required capabilities.Facilities include both manufacturing and warehouse strategies and would consider the strategic location or capacity requirements.Transportation decisions are covered in more detail in Chap. 5 on Deliver and include mode and network decisions. Therefore in summary, the four drivers of supply chain performance can be used as tool to provide a structure to support the supply chain strategy.OperationalexcellenceProductleadershipCustomerintimacyCompetitive strategyProductdevelopmentstrategySupply chainstrategySales &marketingstrategyFunctional strategyInventory Information Facilities TransportDrivers of supply chain performanceFig. 7.4 Drivers of supply chain performance7.3 Concepts to Support Supply Chain Strategy Development 1157.3.2 Five Inventory StrategiesA different perspective for supply chain strategy can be gained by considering the supply chain as a combination of processes. The supply process is the upstream activity, whilst the demand process is the downstream activity. The buffer between the two is normally the major inventory point. Let’s consider the tea supply chain from Chap. 1 again to view this point in the chain (see Fig. 7.5).The demand process is driven by customer orders and this “pulls” the product through the supply chain. The supply process is driven by a forecast with the intention of providing the “push” for the product t o the stock point in anticipationof future demand. You can also refer to this major inventory point as the “decoupling point”, since it “decouples” the order and forecast driven activity. There arefive inventory strategies that are used depending on the market requirements and product characteristics (see Fig. 7.6).Let’s start at the very right: 1 – Make and deliver to stock occurs when the customer places their order and it penetrates into the supply chain to the point where stock is held. The stock is removed and sent to the customer to satisfy the order. All of the activity to the left of the decoupling point is designed to replenish the stock of product. A typical example of this would be a retailer of consumer goods like Carrefour, Wal-Mart or GAP that holds stock in all their retail stores.In the 2 – Make to stock model, the stock has been moved further upstream, usually into some form of central holding, for example a single regional warehouse.A typical example would be an Internet retailer such as Amazon or a mail order company holding central stock. Customer deliveries are executed from this central stock holding point.Now we move onto 3 – Assemble to order, where the stock point has been moved even further upstream. No stocks of finished goods are held, as the stock point simply comprises of work in progress material. When the customer places an order it penetrates into the supply chain as far as the stock point. Upon receipt, final assembly is then scheduled and once completed it is shipped to the customer. Supply DemandRaw materials Work in progress Finished goodSupplier’s supplier End consumerFig. 7.5 Major inventory point116 7 Guide to Strategy in Supply Chain Management5 4 3 2 1Purchase and make to orderMake to orderAssemble to orderMake to stockMake and deliver to stockRaw materials Work in progress Finished goodSupplier’s supplier End consumerFig. 7.6 Five inventory strategies7.3 Concepts to Support Supply Chain Strategy Development 117Dell computers operate this model via its Internet sales channel. This is the world of mass customisation where cars are made from stored components tailored to our requirements. McDonald’s restaurants also operate this model in quiet customer demand times. Interestingly at busy times they can no longer satisfy the customer lead-time by assembling to order, so shift the model to make to stock for this period. Now we see the stock point being moved further upstream in the 4 – Make to order model. Here only stocks of raw materials are held. On receipt of the customer’s order, the manufacture of components is planned and then the final assembly to allow the product to be shipped. Examples of this model could be customised kitchen furniture and jewellery.In the final model, 5 – Purchase and make to order the supplier holds no stock. When the customers order is received the product is designed, the raw materials ordered, production and assembly planned to enable the product to be shipped. Shipbuilding or specialised bridge building is a good example of this model.The five models represent significantly different ways to operate a supply chain. Choosing the location of the decoupling point will also determine the performance profile of the supply chain. Let’s now return to the concept that the decoupling point represents the separation of order driven activity from forecast driven activity (see Fig. 7.7).There is an essential difference between these two types of activity. Order driven activity is based upon the known requirements of the customer. Usually this means that we are managing certainty. There can be situations, particularly when the decoupling point is located upstream, when the requirements are known. On the other hand forecast driven activity is an attempt to manage uncertainty. Usually historical demand is used in conjunction with mathematical techniques to project the pattern of demand into the future. Whilst attempts are made to reduce forecast error it is highly unlikely it will be totally eliminated. Customers requiring short Raw materials Work in progress Finished goodSupplier’s supplier End consumerForecast driven activity Order driven activity5 4 3 2 1Fig. 7.7 Order and forecast driven activity118 7 Guide to Strategy in Supply Chain Managementlead-times pull us towards a decoupling point downstream. If we can move back upstream costs can be reduced and service potentially improved.The decoupling point position will be determined by a trade-off analysis considering the cost and service implications. The outcome of the analysis is one of themost important strategic supply chain decisions, since it will form the basis for how the supply chain is structured.7.3.3 Lean and AgileHistorically, the supply chain for fashion retailers was to manufacturer in Asia, a long way from the customer and use slow, long lead-time sea freight with high inventories. Now, successful fashion retailers, for example Zara, manufacture close to their customers in more expensive but more agile operations that are more aligned to the competitive strategy. Considering the above two example supply chains, specific terms can be used to describe these two different approaches, lean and agile. A lean supply chain is trying to supply demand at lowest cost. An agile supply chains is trying to respond quickly to demand. Thus we can distinguish between two supply chain strategies (see Fig. 7.8).Some organisations may be best operated with a lean strategy where products are more easily forecasted and purchased in high volumes over long periods of time. Or an agile strategy is required where each product launched has either very high or very low sales over a short product lifecycle. There is a danger that organisations have a Lean supply chain strategies Agile supply chain strategiesMaximise performance at minimumproduct costUse postponementLower margins because price is aprime customer driverHigher margins as price is not a primecustomer driverLower manufacturing costs throughhigh utilisationMaintain manufacturing capacity to allowresponse to uplifts in demandMinimise inventory to lower cost Maintain safety stock to meetunexpected demandShorter lead time but not if it createshigher costReduce lead times even if cost is involvedSuppliers based on cost and quality Select suppliers based on speed,flexibility and qualityLow cost modes of transport Responsive (expensive) modes of transportFig. 7.8 Comparison of lean and agile strategies7.3 Concepts to Support Supply Chain Strategy Development 119“one strategy fits all approach”. If we continue to do this we lose competitive advantage as we underserve our agile customers and overcharge our lean customers.Paint mixing in hardware stores traditionally involved holding finished goods inventory at retail level. This results in low variety, high stock and potential obsolescence. A different strategy would be to have a lean supply chain forforecasted components (white paint, empty tins in only a few standard sizes). Assoon as the customer orders the supply chain switches to agile using an underutilised machine to very quickly mix the paint for the customer. Again McDonald’srestaurant chains that agilely convert lean components on receipt of an order have a similar lean to agile strategy in this context.7.3.4 PostponementMost retailers have no choice but to hold finished goods in their shops near their customers. Most of the shops we use have to be at make and deliver to stock. If they tried to be at purchase and make to order, all the shelves would be empty and you would simply walk out and buy your food or clothes elsewhere.We know from our decoupling point understanding that as we move fromupstream in our decoupling point, our costs reduce and service increases, providedwe can still manage the customers’ lead-time expectations.Postponement is one method to achieve this and can be defined as “delayed configuration based on the principle of common platforms where the final assemblyor customisation does not take place until the final market destination and/or customer requirement is known” (Christopher 2005: 216).Let’s discuss the example of Benetton, the Italian textile manufacturer andretailer to illustrate the concept of pos tponement. The retailer’s textile goods aremade and stored as finished goods in Italy using the make to stock model. They arethen distributed to numerous other European countries and held in distribution centres. The retail outlets in each country call off the textiles on a weekly cycleand store them in their shops waiting for customers to purchase the products. Essentially this is now a make and deliver model. This caused large issue with:l Inventory value – money tied up in producing finished goods of textilesl Variety – Benetton had 2,000 different combinations of sizes and colours oftextiles in Italy, in European distribution centres and in the retail outletsl Obsolescence – due to fashion changing quickly there was huge wastageTo counter these issues the decoupling point position was analysed. Althoughthe retail organisation had to remain at make and deliver in its shops, it reconsideredthe make to stock strategy at the distribution centres. Benetton decided to employ a postponement strategy by moving the textile dying (colouring) operation from the Italian factory to each European distribution centre. Suddenly, the factory held nomore finished goods stock and the distribution centres simply dyed the textiles according to the shops orders on a weekly basis. The factory and distribution120 7 Guide to Strategy in Supply Chain Managementcentres held the un-dyed textiles (only 40 varieties) and at the last minute in the supply chain these were converted into the finished goods (2,000 varieties). This helped to reduce inventory investment, by reducing the variety until order driven and therefore reducing the risk of obsolescence.7.4 Case Study of Best Practice in Strategy: Wal-MartInnovating fresh produce supply chain through International ProduceLimited (IPL)/Wal-Mart modelIPL is a unique supply chain strategic model within the sector of freshproduce products. The model is focused on controlling the supply chainwith four key benefits:l Improved shareholder returnl Reduced cost to the consumerl High quality productsl Sustainability for the growersIt started as a joint venture between two companies: Bakkavor and Thames Fruit, owned by the grower Emilio Theresa. The success of this over 5 yearsled to IPL being bought by the Asda/Wal-Mart group.Traditional modelIn a normal supermarket supply chain, you have supermarket buyers or traders, in contact with importers. The importers will then buy from exporters anywhere around the world, and these exporters will buy from growers. Consequently there are a number of different people involved in the chainall collecting their margin.Added to that is the logistical cost, i.e. the cost for warehousing and transportation. In the case of fresh produce, a significant amount comes from SouthAfrica and South America by temperature-controlled reefer transportation.New modelIn the new model, IPL takes out the middlemen. Therefore Asda directly engages with the growers and exporters. There are two different inboundflows: the products either go direct to an Asda distribution centre, or goes toone of the two IPL sites. The UK sites are situated in Normanton near Leedsand in Spade Lane near Sittingbourne – both in the UK. Here, the product is picked, packed a nd sent to the DC’s.Cost reduction strategy: postponement of pick and packIn the beginning of the project, everything was about how much of theproduct do you get packed direct at source – as this was the perceived cheaper option than packing in the UK.(continued)7.4 Case Study of Best Practice in Strategy: Wal-Mart 121But actually, this supply chain approach did not go well with the requirements the supermarkets had in terms of changing size pack forms and the total logistics costs. These now are balanced carefully against the reduced packing costs, if sourced outside of the UK.When the products are packed, they must immediately have their shelf life displayed on the packaging. Hence the later the product is packed, the more options the supply chain can utilise. Additionally, if the product is packedlater downstream, the decision on pack size form is postponed until the demand is more certain which gives more flexibility.With regard to the total logistics costs, when you ship loose plums,960 kg can be accommodated on a pallet; if you punnet (the packagingformat for the consumer) and then ship, you can only get approximately630 kg on a pallet. Immediately, everything you might save from a cheaper packing price might be lost as you transport packaging around the globewith no added value. An additional benefit of postponing the packaging isthat there is an improved product quality recovery ratio. This is because ifsome poor quality fruit is detected in a punnet – the entire punnet should be destroyed. Whereas if detected in a loose shipment, the single fruit can be isolated and removed.Quality strategy: vertical integration of quality controlEach DC has an Asda Quality Control (QC) presence on site: They work together with IPL, to make sure that all fresh produce leaving the depot is inthe right quality condition. The benefits are clear: Rather than sending products to the stores and getting them back as a rejection, QC on site inspect stock before sending it out and therefore reducing the number of store rejections greatly. This means that 90% of the IPL products are QC checked whereas a normal supplier would get around 2% checked.As a consequence, IPL is driving down their customer complaints dramatically. Although the standards are a lot tougher, for the whole business itmakes sense to have the onsite presence. Therefore QC at IPL is an integralpart of their vertically integrated supply chain.Finally, fresh produce is a living product: the closer to store you can pickand pack it, the better it is.Daniel AngadiPlant Operations ManagerIPL, part of the Wal-Mart Group7.5 Suggestions for Further ReadingHines, T. (2004). Supply chain strategies: Customer driven and customer focused. Oxford: Butterworth-Heinemann.122 7 Guide to Strategy in Supply Chain ManagementReferencesChopra, S., & Meindl, P. (2010). Supply chain management: strategy, planning and operation. Upper Saddle River, NJ: Pearson Prentice Hall.Christopher, M. (2005). Logistics and supply chain management: Creating value-added networks. Harlow: Financial Times Prentice Hall.Johnson, G., Scholes, K., & Whittington, R. (2008). Exploring corporate strategy: text & cases (8th ed.). Harlow: Financial Times Prentice Hall.Johnson, G., Scholes, K., et al. (2008). Exploring corporate strategy: Text and cases. Harlow: Financial Times Prentice Hall.Porter, M. E. (2004). Competitive advantage: Creating and sustaining superior performance. New York: Free Press.Treacy, M., & Wiersema, F. (1997). The discipline of market leaders: Choose your customers, narrow your focus, dominate your market. New York: Basic Books.References 123.Chapter 8Guide to People in Supply Chain ManagementAbstract This chapter guides you through people working within supply chain management, and it focuses on the learning and development element of people management. There are three parts of this chapter. First, we will look at learning and development from an organisational point of view and how to construct a learning and development strategy. Second, we will explore the value of leadership in a supply chain company and explain how effective leadership styles can be employed. Third, we consider how to improve learning by incorporating different learning styles in learning and development programmes with the ultimate goal to improve business performance. The chapter concludes with a case study of best practice on learning and development in the Unilever Supply Chain Academy. Having read this chapter you will be able to:l Clarify the tools to enable learning in a supply chain businessl Identify the value of leadership development in the supply chain worldl Explore how supply chain managers can better support individuals to learnand apply supply chain management concepts8.1 The Importance of People in Supply Chain OrganisationsIt is the people who drive, innovate, challenge and improve supply chain operations. Therefore, an entire chapter will be dedicated to people within supply chain organisations. When we talk about people in supply chain, at least three perspectives come into mind:1. Organisational2. Team3. IndividualIn this chapter, we will focus on Learning and Development (L&D) aspects of all three perspectives. We will start with the organisational perspective looking atL&D strategy in an organisation. Next, we will look at the team perspective discussing team situations and leadership styles. Finally, we explore the individual perspective of learning in a supply chain context.C. Scott et al., Guide to Supply Chain Management,DOI 10.1007/978-3-642-17676-0_8, # Springer-Verlag Berlin Heidelberg 2011125。
spe-199853 具有实时控制和采集系统的连续油管传送的电钻杆测试工具的开发和测试
SPE-199853-MSDevelopment and Testing an Electrical Drill-Stem Test Tool Conveyed by Coiled Tubing with a Real Time Control and Acquisition SystemMichael Affleck, Aramco Overseas Company; Monika Bakke Malmin, Per Egil Almas, and Manfred Sach, Target InterventionCopyright 2020, Society of Petroleum EngineersThis paper was prepared for presentation at the SPE/ICoTA Well Intervention Conference and Exhibition held in The Woodlands, TX, USA, 24-25 March 2020.This paper was selected for presentation by an SPE program committee following review of information contained in an abstract submitted by the author(s). Contents of the paper have not been reviewed by the Society of Petroleum Engineers and are subject to correction by the author(s). The material does not necessarily reflect any position of the Society of Petroleum Engineers, its officers, or members. Electronic reproduction, distribution, or storage of any part of this paper without the written consent of the Society of Petroleum Engineers is prohibited. Permission to reproduce in print is restricted to an abstract of not more than 300 words; illustrations may not be copied. The abstract must contain conspicuous acknowledgment of SPE copyright.AbstractSome exploration well testing operations are executed by performing multiple runs in hole using slick line and Coiled Tubing (CT). A new technology has been developed that combines many of these operations, including contingency stimulation activities into one run.The Electrical Drill-Stem test (e-DST) Tool is an intelligent, surface-controlled tool designed to be run on coiled tubing that allows exploration well testing operations, including stimulation to be performed in one run. Existing operations involve rigging up slick line and coiled tubing in varying sequences depending on well conditions, such that the requirement for nitrogen lifting and acid stimulation through coiled tubing as well as gauge setting and retrieving by slick line can be established. In addition to saving substantial time, the new system is designed to optimize test quality through the display of real time bottom hole production logging data at surface, allowing the early ending of poor tests or the extension of interesting ones. Selective stimulation of zones through repositioning of the e-DST tool on coiled tubing eliminates costly trips into the well and the requirement for pre-planning of flow test durations is removed. The innovative tool includes: Cable head Connector, Upper Flow Port, Packer Element, Slips Anchor, Shut-In valve and real time instrumentation and control with monitoring from surface.The paper will introduce the major system components and review challenges associated with design, manufacture and testing. A summary of the first trial test results, conclusions and lessons learned will also be presented.IntroductionFlow testing exploration wells can be performed by multiple methods but typically, downhole pressures and temperatures in addition to surface parameters are recorded for all. Most methods have a degree of complexity in common, with the expected operational timeline increasing as soon as multiple perforation intervals are tested and the availability of real time data transfer to surface while testing is preferred. Depending on stimulation requirements, often only known after the completion of initial flow testing, rigging up and rigging down coiled tubing, slickline and electric wireline multiple times during a test is common and add significantly to the time and cost associated with collecting the well data. In addition,operational costs can quickly accumulate when the drilling rig is still on location. This is sometimes required for plugging and abandonment operations post testing.In ideal circumstances, live results with excellent data quality allow real time changes to the well testing program. Testing durations may be extended or shortened and production zones with promising results may be identified as candidates for immediate stimulation then re-testing, allowing early identification of effective stimulation methods. With availability of real-time transmission of data to surface, the new method allows a very efficient and opportunistic approach through tailoring the testing process to the observations made.Developing and qualification testing of the new ToolPrior to engaging in the new tool development process, the following major operational requirements were identified and confirmed:•Introduce for the first time an exploration well testing process, which capitalizes heavily on the combined mechanical, hydraulic and electrical capabilities of coiled tubing (with internal cable) and a flexible new Tool.•Reduce the number of different services required and their associated rig-up and rig-down times by maximizing the work scope performed with coiled tubing.•Increase timely access to high quality data for rapid on-site decision making during well testing, by changing from memory-based gauges and time-activated downhole shut-in tools to real time control and real-time data transmission to surface.•Maximize operational efficiency during well testing by having real-time data transmission to surface, allowing testing periods to be terminated early, or extended based on the actual reservoir response observed and recorded.•Introduce on-demand, selective stimulation capability while the new tool and coiled tubing remain downhole, eliminating the need for tripping and tool string change-out. The new tool's packer module should be able to provide isolation during the stimulation process if required.•The system should allow multiple testing periods during one trip in hole when required at different depths. This is achievable by designing the system with packer, slips and shut-in valve module multi-cycle capability.•Increase the effectiveness of transferring the well from underbalance to overbalanced status or vice versa. This is achieved by either changing out fluids in the well or pumping nitrogen through the coiled tubing. Although the e-DST process is a live-well intervention process as such, perforating techniques, stimulation preferences or simply general pressure control requirements with the drilling rig still on location, or rig-less operations, may stipulate a variety of additional system functionality requirements.•Reduce overall risk of stuck pipe or stuck tool occurrences during well testing by always having circulation available above the packer module. The operational value of this option should not be underestimated, as the retrieval process of conventional memory shut-in tools can be greatly complicated by circulated fluids not being as clean as wanted or the reservoir producing solids during the flow state.Following multiple design iterations, two complete prototype tools were manufactured and module level function testing performed. In parallel, software development and testing of the Graphical User Interface (GUI) progressed. Significant effort was applied to ensure that module testing was conducted in as realistic as possible downhole environment. Dedicated testing equipment had to be designed and manufactured, allowing the following tests to be conducted:•Multi cycle temperature and pressure cycling in liquid and gas environments.•Force manipulation on the tool, verifying mechanical strength and specifications.•Multiple "well testing" cycles, mirroring the expected downhole operations process. This included multiple setting and unsetting of packer and slips, as well as opening and closing of the shut-in valve under temperature and pressure.•Verification of contingency options, such as emergency release of the slips and packer in case of loss of electrical signal or control from surface and releasing of the bottom hole assembly from the coiled tubing in case of a stuck tool string.•Multiple routine and stress testing of electrical downhole and surface components, as well as software.Design, manufacture and module testing was carried out in Algard, Norway. The following pictures give an impression of the qualification testing performed under simulated downhole conditions.Figure 1—Example of full-scale e-DST qualification testing under simulated downhole conditions Following qualification testing but prior to the first field application, a system integrity test with the coiled tubing service company was performed. Focus was given to verifying all interfaces between the downhole tool and coiled tubing supplier equipment and processes. In particular, the verification of operating the new tool through the full length of cable (inside the coiled tubing) was thoroughly tested. Significant calibration was expected, required and performed, as the mono-conductor cable is used for data communication in addition to tool power supply.Specifications and main components of the e-DST toolThe following table shows the most important specifications of the new tool:Table 1—Most important specifications of the e-DST toolParameter SpecificationOuter Tool Diameter 3.5 inchesTo be set in liner / tubing 4.5 inchesMaximum downhole ambient temperature302 °F (150 °C)Maximum downhole ambient pressure10, 000 psiMaximum packer differential pressure7 500 psi from below during well testing5 000 psi from above during stimulationCT internal cable Depending on length, 16 AWG mono-conductorH2S, nitrogen and acid compatibility Yes, within standard precautions also related to CTTool String Length42ft – standard configurationTable 2 and Figure 2 give an overview of the complete e-DST tool string, the main components and module functions.Table 2—e-DST tool's main components and their functional descriptionsComponent Functional descriptionCT internal cable Provides electrical communication, control and electrical power to/from thee-DST toolCoiled Tubing (CT)Provides conveyance of the e-DST tool, as well as hydraulic supply offluids and sheltering of the CT internal cableCT end-connector Physical connection between CT and e-DST toolElectrical termination sub Houses electrical cable termination and interface to e-DST toolDual flapper check-valves Downhole barrier against unwanted flow into the CTDisconnect sub Ball-operated. Provides contingency against stuck tool-string (optional withburst disc)Casing collar and perforations locator (CCPL)Allows real-time depth control based on downhole installed completionitems or perforation holes of sufficient sizeTension-Compression sub Provides real-time verification of push/pull exerted onto the e-DST tool External pressure and temperature sensor Provides real-time verification of external pressure and temperature abovethe packerContingency disconnect sub Provides disconnect option in case of loss of "electric" control fromsurface, while packer is set. Ball-operatedUpper flow ports (outlet)Exit point for fluids pumped through the CT from surface and well contentsbeing "flowed" through the e-DST tool (entering at lower flow ports) Packer Electrically operated, multi cycle packer. Bi-directional pressure holdingcapabilityShut-in valve Electrically operated, multi cycle valve. Bi-directional pressure holdingcapabilityLower flow ports (inlet)Entry point for well contents when packer is set and shut-in valve in openpositionBi-directional slips Electrically operated, securing e-DST against unwanted movement in eitheruphole or downhole direction (one at the time). Protect the CT againstforces resulting from differential pressures across the packer. Includescontingency slip release in case of loss of "electric" control from surface. External pressure and temperature sensor Provides real-time verification of external pressure and temperature belowthe packerElectrical bottom connections For future contingencyFigure 2—e-DST tool's main componentsExploration well testing revisited – description of the new processOne of the objectives on the new tool development was the introduction of a new exploration well testing process, which capitalizes heavily on the combined mechanical, hydraulic and electrical capabilities of coiled tubing (with internal cable) and the new tool. Consequently, several new opportunities exist to enhance the process, the most obvious being:•The ability to test at multiple depths without the need to trip out of hole or have the completionpre-configured. (e.g. Nipple profiles at certain depths)•The ability to stimulate on-demand as required following analysis of well test data, without the need to trip out of hole and change between different well services.•Optimize the well test process by utilizing real-time information transmittal to surface.•The ability to circulate different fluids through the coiled tubing, adjusting the well status from overbalanced to underbalanced or vice versa, as and when required.Figure 3 gives an overview of how the new tool may be used during well testing an exploration well.Figure 3—Visualization of flow paths during the e-DST testing processConveyed on coiled tubing the e-DST tool may be positioned inside the casing or liner directly above the perforation interval, or inside production tubing. The latter is typically true when the casing is larger than the 4.5" production tubing suitable for setting the packer and slips.When the packer is not set, flow from the well passes the tool externally in a conventional manner. Typically, this is the preferred condition when flowing an exploration well for the first time after perforating, giving verification of flow rates, pressures and assessing the potential risk of solids production from the reservoir. Well returns are monitored at surface. The tool is anchored into the casing or tubing by setting the slips and maintaining a positive overpull with the coiled tubing control at surface. By setting the slips, the tool is secured against unintentional movement in the up-hole direction, as soon as differential pressure across the packer is created. This also protects the coiled tubing itself against unwanted forces being transmitted from the tool.With the packer module activated and the element sealed, two options exist, depending on the shut-in valve's position:Option 1:The flow from the well enters the lower flow port below the packer, continues through the internal diameter of the tool and exits into the annulus at the upper flow port above the packer (as shown by the small red arrows in figure 3). The shut-in valve is in the open position for the flow to enter the lower flow port and well returns are monitored at surface.Option 2:With the shut-in valve in the closed position, the flow from the well cannot enter the lower flow ports, causing the pressure below the set packer to increase. This stage of the testing program is typically referred to as the shut-in period. As with all other downhole measurements acquired by the tool, the pressure build-up curve during the shut-in period is observed in real time at surface.In both options, pumping fluids through the coiled tubing from surface is possible as indicated by the blue arrows in figure 3. The pumped fluids exit the tool into the annulus through the upper flow ports above the packer. Typically, this option is used for either pumping nitrogen to assist flow from the well or placing fluid (such as water) on top of the packer when differential pressure across the packer requires reduction during the shut-in period. The latter is an optional process feature that avoids the need to accept high differential pressures across the packer. This is especially useful in higher pressured wells. In addition, the ability to pump through the coiled tubing during flowing or shut-in periods is especially beneficial in wells containing H2S, as corrosion inhibitors and/or H2S scavengers can be applied periodically for protecting the coiled tubing string, BHA and wellbore tubulars.At the end of the shut-in period, fluid is pumped through the coiled tubing string and placed above the packer. This process equalizes any differential pressure across the packer, prior to opening the shut-in valve and packer. As the last step in the testing cycle, the slips are unset prior to positioning the tool at a different depth for additional testing / stimulation or pulling out of hole.It is important to understand that at no point does flow from the well enter the coiled tubing string. Dual non-return flapper check valves are located below the CT end connector. (See Figure 2 and Table 2)Field trial resultsWith in-house performance verification, qualification and system integrity testing with the coiled tubing service company completed, the tool was deployed for the first time in an exploration well in the Kingdom of Saudi Arabia.The chosen trial well had multiple perforation intervals or zones, all requiring independent testing. The original program sequence requested a single flowing and shut-in period per zone. Nitrogen lift and the requirement for HCL acid wash and / or squeeze was a contingency if adequate flow proved unachievable. Figures 4 and 5 give examples of selected parameters acquired by the tool during the well testing operation.Figure 4—Zone A, Selected downhole parameters acquired by the e-DST tool during well testingFigure 5—Zone B, Selected downhole parameters acquired by the e-DST tool during well testingFigure 4 displays Zone A data: Two flowing, as well as two shut-in periods with a stimulation activity in between. For the first time a direct comparison of the well's response before and after stimulation is available in real-time, without having to pull out of hole to change to a different service or change the coiled tubing BHA.During the second shut-in period the pressure above the packer reduced due to operational reasons, effectively increasing the differential pressure across the packer. Reassuringly the critical test / reservoir pressure below the packer remained unaffected, reaffirming system pressure integrity. With fluid circulation continuously available through the coiled tubing string during testing, the pressure above the packer was increased by placing fluid on top of the packer, effectively decreasing the differential pressure over the packer.Taking advantage of the multi-setting capability of packer, slips and shut-in valve, the e-DST tool was positioned at multiple testing depths in response to data already obtained. This additional data is not shown. In Figure 5, a different option for well testing Zone B is shown. Three flow periods are performed but only the third is immediately followed by shut-in to obtain the full pressure build-up curve. The first and the second flow-periods are followed by a downhole pressure build-up period, where circulation of nitrogen through the CT was stopped and the well remained open at surface. As a result, the fluid level in the well, monitored in real-time, increases. It is interesting to note that the two pressure build-up periods mark the lowest bottom hole pressures recorded during the testing process, thus maximizing the pressure range that is "built-up" by the reservoir. Having analyzed the initial shut-in data the Reservoir Engineering Department requested the two, different duration pressure build up tests.Compared to previous multi-zone well testing operations of this type, the scope of the field trial was significantly larger. Changes were made to the testing program based on the real-time downhole data obtained, as well as wanting to opportunistically explore the additional capabilities of the e-DST tool. In total, the two new tools deployed on the trial well recorded and transmitted high quality data on three zones of interest for over 230 hours.Conclusions and lessons learnedA new electrical drill-stem test tool, with a real time control and acquisition system has been engineered, manufactured, workshop tested and successfully in-well field deployed. The tool, conveyed by coiled tubing with internal electrical cable has shown significant benefits, resulting in a proven new process of well testing in Saudi Arabia. With downhole information available in real-time supplementing surface parameters, testing can be combined with stimulation, resulting in opportunistic and flexible programs. This is not a method obtainable with conventional technology and methods.Key points:•The development of the new e-DST tool was lengthy and complicated but it proved immensely beneficial to invest in realistic and thorough qualification testing prior to application of the technology in the field.•The combined benefits of the e-DST tool and conveyance on CT with internal cable required a new type of thinking from operational personnel, as well as adjustment to the conventional well testing program.•The multi-function / multi-setting capability of the tool modules, namely, packer, slips and shut-in valve, allowed the completion of multiple tasks with one trip in hole. This maximized the use of valuable operation time and avoided having to switch back and forth between different well services.•Adding ad-hock stimulation capability into the portfolio of quickly available options at the wellsite, followed by an immediate re-testing of the well (or single zone) represented a significant benefit.•The field trial completed successfully with a greater than normal scope of work. The operation demonstrated how changes could be implemented into the well testing program. For example, pressure build-up periods were effectively extended or shortened based on real-time information.•The Project objective to achieve a superior data quality compared to conventional well testing method was achieved.•The Project objective to achieve a 30% time saving compared to conventional well testing method was exceeded.AcknowledgmentsThe authors would like to acknowledge the contributions of all personnel involved with the development and testing of the new technology and specifically all personnel who participated in the planning and execution of the field trial.NomenclatureAWG American Wire GaugeBHA Bottom Hole AssemblyCCPL Casing Collar and Perforations LocatorCT Coiled Tubing°C Degree Celsiuse-DST Electrical Drill-Stem Test°F Degree FahrenheitGUI Graphical User InterfaceH2S Hydrogen SulphideHCL Hydrochloric AcidPSI Pounds per Square InchReferencesAwara A, Mansila C, and Fink K, SPE 164699-MS "Maximising Cost Efficiencies through real Time Well Testing."Presented at the North Africa technical Conference and Exhibition held in Cairo, Egypt, 15-17 April 2013.Barnum R.S, Vela S, SPE-13184-MS "Testing Exploration wells by Objectives" Presented at the 59th Annual technical Conference and Exhibition held in Houston, Texas, September 16-19 1984.Dolciani G, Shrikant T, et al, SPE 181354-MS "First Dual Zone DrillStem Test With Acoustic Telemetry Using Multiple Retrievable Packers for Single Trip testing of Two Independent Reservoirs." Presented at the SPE Annual Technical Conference and Exhibition, Dubai 26-28 September 2016.Hoyer C, Fried S, Sask D, Paper 86-97 "Test Treat Test System using a concentric Coiled Tubing /DST Package." 47th Annual technical Meeting Calgary, Alberta, Canada, June 10-12, 1996.。
计算机专业英语翻译及课后答案
计算机专业英语翻译及课后答案Unit Nine: The InternetUnit Nine/Section AI. Fill in the blanks with the information given in the text:1. research2. ICANN或the Internet Corporation for Assigned Names and Numbers3. router; gateway4. temporary/dial-up; permanent/dedicated5. ISP或Internet service provider6. network; host7. decimal8. mnemonicII. Translate the following terms or phrases from English into Chinese and vice versa:1. cell phone 蜂窝电话,移动电话,手机2. IP address 网际协议地址,IP地址3. autonomous system 自主系统4. dial-up connection 拨号连接5. network identifier 网络标识符6. binary notation 二进制记数法7. mnemonic name 助记名,缩写名8. Internet-wide directory system 因特网范围的目录系统9. name server 名称服务器10. Internet infrastructure 因特网基础结构11. 助记地址mnemonic address12. 网吧cyber cafe13. 宽带因特网访问broadband Internet access14. 顶级域名top-level domain (TLD)15. 因特网编址Internet addressing16. 点分十进制记数法dotted decimal notation17. 因特网服务提供商Internet service provider (ISP)18. 专用因特网连接dedicated Internet connection19. 主机地址host address20. 硬件与软件支持hardware and software supportIII. Fill in each of the blanks with one of the words given in the following list, making changes if necessary:Early computer networks used leased telephone company lines for their connections. Telephone company systems of that time established a single connection between sender and receiver for each telephone call, and that connection carried all data along a single path. Whena company wanted to connect computers it owned at two different locations, the company placed a telephone call to establish the connection, and then connected one computer to eachend of that single connection.The U. S. Defense Department was concerned about the inherent risk of thissingle-channel method for connecting computers, and its researchers developed a differentmethod of sending information through multiple channels. In this method, files and messagesare broken into packets that are labeled electronically with codes for their origins, sequences,and destinations. In 1969, Defense Department researchers in the Advanced Research ProjectsAgency (ARPA) used this network model to connect four computers into a network called theARPANET. The ARPANET was the earliest of the networks that eventually combined to become what we now call the Internet. Throughout the 1970s and 1980s, many researchers in the academic community connected to the ARPANET and contributed to the technological developments that increased its speed and efficiency.IV. Translate the following passage from English into Chinese: 因特网只是提供了将许许多多的计算机连接在一起的物理与逻辑基础结构。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Proceedings of the 2004 Winter Simulation ConferenceR .G. Ingalls, M. D. Rossetti, J. S. Smith, and B. A. Peters, eds.ABSTRACTNowadays, in a hotly competitive environment, companies are continuously trying to provide products and/or services to customers faster, cheaper, and better than the competi-tors do. Managers have learned that they cannot do it alone; rather, they must work on a cooperative basis with other organizations in order to succeed. Although the re-sulting enterprise networks are more competitive, the tasks for planning, management and optimization are much more difficult and complex. In this paper, we present a newly developed toolbox “ONE” to support decision makers for the assessment, design and improvement of such supply chain networks. The toolbox comprises innovative and user-friendly concepts related to the modeling, simulation and optimization of enterprise networks by additionally taking into account social and environmental impacts as well as uncertainty and risk that are always inherent within modern enterprise networks.1 CONTEXT AND MOTIVATIONSThe global economy and the recent developments in IC technologies have significantly modified the business or-ganization of enterprises and the way that they do business. New forms of organizations such as extended enterprises and virtual enterprises turn to appear and they are quickly adopted by most leading enterprises. It is noticed that “com-petition in the future will not be between individual organi-zations but between competing supply chains” (Christopher, 1992). Thus, business opportunities are captured by groups of enterprises in the same enterprise network. The main rea-son for this change is the global competition that forces en-terprises to focus on their core competences (i.e. to do what you do the best and let others do the rest). According to a visionary report of Manufacturing Challenges 2020 con-ducted in USA, this trend will continue and one of the six grand challenges of this visionary report is the ability to re-configure manufacturing enterprises rapidly in response to changing needs and opportunities.While alliances like enterprise networks with the un-derlying supply network represent tremendous business opportunities, they also make the involved enterprises face greater uncertainties and risks. Firstly, networks or some of the underlying supply chains have to be modified or dis-solved once the business opportunities evolve or disappear. Secondly, changes or major perturbations at one enterprise may propagate through the whole network to other enter-prises and hence influence on their performances. The evolvement from single enterprise with a high vertical range of manufacture towards enterprise networks offers new business opportunities especially for Small and Me-dium Enterprises (SME) that are usually more flexible then larger companies are. However, in order to be successful existing risks and uncertainties as well as possible bottle-necks, performances and expected benefits have to be care-fully evaluated and balanced in order to become a partner of the right network for the right task. All these issues have to be taken into account in order to find an efficient, flexi-ble, robust and sustainable solution.In the area of production, these networks involve transformation processes from raw material through sev-eral stages of manufacturing, assembly and distribution to finished products, which are finally delivered to customers. It also includes flows of information and finance in addi-tion to the material flow. Each stage of material transfor-mation or distribution may involve inputs coming from several suppliers and outputs going to several intermediate customers. Each stage may also involve information and material flows connected with some intermediate and dis-tant stages. The underlying supply chains are complex and their analysis requires a carefully defined approach. More-over, as technological complexity has increased, supply chains and thus such production networks have become more dynamic and complex to handle. Consequently, it is easy to get lost in details and spend a large amount of ef-forts for analyzing the supply chain without meaningful results. On the other hand, it is also possible to execute too simplistic analysis and miss critical issues, particularly us-“ONE” A NEW TOOL FOR SUPPLY CHAIN NETWORK OPTIMIZATION AND SIMULATIONHongwei DingLyès BenyoucefXiaolan XieINRIA-Lorraine, MACSI Project ISGMP, Bat. A, Ile du Saulcy Metz, 57000, FRANCE CarlHansJens SchumacherBIBAHochschulring 20, D-28359P.O.Box 330560 D-28335Bremen, GERMANYing tools excluding simulation. This is particularly the case where uncertainty and risk are largely involved.Another issue coming along with the design and man-agement of enterprise networks is the great variety of available policies and alternatives for each of these prob-lems (design and management), by the need to assess com-plex trade-offs between conflicting objectives (cost, prod-uct quality, delivery time, etc.). Hence, a comprehensive and efficient strategic design of enterprise networks re-quires the determination of:• The number, location, capacity, and type of manu-facturing plants, warehouses, and distribution cen-ters to be used.• The set of suppliers to be engaged.• The transportation modes to be used.• The quantity of raw materials and finished prod-ucts to purchase, produce, store and transportmodes among suppliers, plants, warehouses, dis-tribution centers, and customers.All the decisions listed above are not trivial, especially at the international level and have to be taken under con-sideration of risks and uncertainties in order to come to network configurations that are not only efficient but also robust. Clearly, a suitable software environment is needed to support the decision-maker in the performance evalua-tion task of the whole supply chain.Simulation has been identified as one of the best means to analyze and deal with stochastic facets existing in supply chain (Schunk and Plott, 2000; Ingalls, 1998). Its capability of capturing uncertainty and, complex system dynamics makes it well suited for supply chain studies. It can help the optimization process by evaluating the impact of alternative policies. Therefore, many tools have been developed to facilitate the use of simulation in designing, evaluating, and optimizing supply chains, such as IBM Supply Chain Analyzer, Autofat, Supply Chain Guru, Sim-flex, etc. Supply chain simulation involves the simulation of the flow of material and information through multiple stages of manufacturing, transportation and distribution. It further includes the simulation of the replenishments of in-bound inventory and operations at each manufacturing stage as well as outbound shipments for the products from one stage to the next. Running a supply chain simulation requests many decisions including: raw material supply, production planning/scheduling, inventory control, distri-bution planning. Numerous random factors influence on the performances like random transportation times, de-mand fluctuations, supply disruptions.On the other hand, thanks to several decades of theo-retical and tool developments, state-of-the-art optimization engines such as ILOG-CPLEX and DASH-XPRESS have been proven to be able to solve programming problems with millions of variables and millions of constraints. These op-timization engines are now used to power advanced Supply Chain Management tools (I2, Manugistics, Peoplesoft, SAP, etc.) for solving complex supply chain planning/scheduling problems. The optimization engine providers and SCM tool providers frequently report impressive success stories. The strength of SCM tools rests in their capability to efficiently coordinate activities through the whole supply chain: from demand planning to procurement, manufacturing, inventory control and distribution. The activities that were optimized locally in the past are now considered in a global context us-ing of current SCM tools.In the aforementioned industrial context, we have de-veloped a new toolbox “ONE” for supply chain network simulation and optimization. The toolbox is the result of a European research project named ONE (Optimization methodology for Networked Enterprise). In Section 2, we give a brief presentation of the project, dedicated to enter-prise network modeling and optimization. A simulation-based multi-objective optimization approach, which is the core module of the presented toolbox, is described in Sec-tion 3. Section 4 shows how the approach is applied on a real-life case study. In Section 5, we conclude with some remarks and perspectives for further research of network design and improvement.2 ONE ‘OPTIMIZATION METHODOLOGIESFOR NETWORKED ENTERPRISES’ PROJECT In this section, we present the context and objectives of the project ONE, and the architecture of the resulting toolbox.2.1 ONE Context and ObjectivesThe scientific and technical objectives of ONE request the development of a fully validated decision support tool for the assessment, design and optimization of enterprise net-works with respect to economic, social and environmental criteria. The tool focuses on decision-making at the strate-gic/tactical level. It allows a holistic approach with a con-tinuous view on the whole network, realizes the coupling of simulation and optimization and supports the consideration of social and environmental impacts coming along with cer-tain network configurations as well as the explicit manage-ment of uncertainty and risk. These objectives were achieved by constructing and integrating different compo-nents covering: statistical data mining and validation, model-ing, simulation and optimization of enterprise networks.2.2 ONE ArchitectureThe ONE architecture, shown in Figure 1, reflects the aforementioned functionalities by comprising the follow-ing modules:• The Network Module supporting an interactive development of enterprise network models andtheir underlying supply chains under the consid-eration of stochastic aspects and variability.• The Optimization Module offering a set of opti-mization methods including mathematicalprogramming (MP) and genetic algorithm (GA).• The Statistical Data Miner offering a set of data mining methods for applications in order to im-prove the supply chain network evaluation withcompany-specific data.• The Simulation module for the evaluation of en-terprise network models.All of these modules have been realized and integrated within a user-friendly toolbox that addresses in particular the needs of decision makers for the design and manage-ment of enterprise networks.FacilityTransport LinkData Model ofFigure 1: Architecture of ONE3 ONE APPROACH3.1 OverviewThe main characteristics of ONE approach, with respect to the commercial software, are respectively:• The modeling of variability, uncertainty and risks and their impact on the supply chains processes.• The inclusion of dynamic forecasting in addition to simulation.• The incorporation of social/environmental criteria in addition to economics.• The use of global, multi-objective and real time dynamic optimization.• The coupling of optimization with simulation.• The possibility to use and define default cost models for transportation costs and so-cial/environmental criteria.While using the ONE tool the following, main logical steps should be performed as illustrated in Figure 2. The first step is the identification of the problem and scenario (number and location of possible plants, suppliers, distribu-tion centers, etc.). It is important to include in this scenario all of the elements for other possible configurations which shall be considered by ONE, because the system finds the optimal solution only between the specified elements.Figure 2: Main Logical Steps of the ONE ToolThe second step consists in the modeling of the scenario using a special Network Module. For this step, it is neces-sary to specify the input data related to all of the various elements of the enterprise network, such as production lines characteristics, demand, costs, time, uncertainties, global risks etc. Most often, the input data is not completely avail-able. In this case, default values are specified automatically. Furthermore, ONE contains a data-mining module that could be used to forecast demands and manage other available in-formation related to costs, etc. In addition, default cost mod-els, covering economic, social and environmental aspects, can be specified or adapted in order to make the model more realistic. The whole modeling process is supported by an ob-ject-oriented approach in combination with user-friendly GUI components addressing in particular the requirements of domain experts for network modeling.The third step consists in the identification of some Key Performance Indicators (KPI) that the end-user wants to evaluate for the assessment of different alternatives, usually the total costs. However, other KPIs might be em-phasized separately representing, for example costs related to transportation or warehousing, or the quality of service, environmental or social impacts.After the specification of the KPIs, different configu-rations can be simulated and evaluated. The results can be used by the end-user for comparison with specific configu-ration, for example the present configuration or theoreti-cally good solutions. In addition, the end-user could usethe optimization module to select the best configuration within the defined scenario according to selected KPIs. It is, however, a good habit to use simulation to compare the present situation (if exists) or other reasonable configura-tions with the proposed optimum in order to evaluate re-lated risk and uncertainty indicators for a robust solution. 3.2 Simulation-Based OptimizationSimulation-based optimization is referred as an effective method that adapts simulation to applications requiring optimization. For enterprise network or supply chain optimization, one major obstacle is uncertainty, which is especially important for the dynamics within the underlying supply chains. Its stochastic nature makes most traditional analytical models either over simplistic or mathematically unsolvable. Therefore simulation-based optimization, because of its capability for handling such variability, is become more and more popular as an analysis method for such systems.In the ONE project, a simulation-based multi-objective optimization method has been developed and integrated for joint optimization of enterprise network structure and op-erational parameters (inventory control parameters, trans-portation allocation, etc.). More specifically, a multiobjec-tive genetic algorithm (MOGA) is adapted to perform stochastic search for solutions, which achieves a trade-off regarding conflicting criteria, e.g. costs and customer ser-vice level. Decisions are incorporated into discrete-event simulation models for the evaluation of KPIs. The structure of the proposed simulation-based optimization framework is also shown in Figure 1.The uniqueness of the proposed method is that it not only makes decision at the strategic level, but more impor-tantly, it addresses the operational aspects of each solution through simulation. In the following sub-sections, three main modules of the ONE tool, respectively network mod-ule, simulation module and optimization module will be described in more detail.3.3 Network ModuleThe network module is the base component containing all of the data and information required by the other components of the toolbox. In order to fulfill the requirements resulting from the applicability of the ONE tool for domain experts which are usually neither experts in modeling or in simula-tion or mathematical optimization specific concepts were realized. First of all the modeling process is supported by an object oriented approach. This means that a set of relevant objects (each of which contains an object-specific parameter set) for the representation of enterprise networks and the un-derlying supply chains are offered by the system. During modeling, the end-user has to combine these objects and to specify the associated parameters. If the user does not know certain parameters, default values can be used instead. Addi-tionally data mining can be applied in order to get meaning-ful values out of real data (e.g. out of ERP-Systems). Fol-lowing this approach the model building starts with the definition of the different products and materials which will be moved and processed in between or within certain facili-ties or by the different processes (transportation, warehous-ing, manufacturing etc.).Afterwards defining the different facilities and links of the enterprise network will specify the topology of the un-derlying network. Finally, enhanced aspects like costs re-lated to certain processes or activities as well as risks or uncertainties have to be specified. Figure 3 shows a screen-shot of the tool during the model building.Figure 3: Network ModelingAlthough one could think that the determination of a fixed set of modeling objects restricts the applicability it prohibits the creation of models which are too simplistic or complex at the same time and therefore supports an ade-quate modeling style.3.4 Simulation ModuleAfter a model is available, it can be executed within the discrete, event-driven simulation module as another ma-jor component of the ONE toolbox. Again user-friendliness was an important issue for the development of the simulation module which is mainly addressed by a set of GUI components for the specification of parame-ters related to simulation, control of simulation, execu-tion, animation and finally the assessment of simulation data (see Figure 4 and Figure 5).Beside the component that allows an interactive simu-lation, the simulator provides another interface to the optimization module. In order to be platform independent a file-based approach was implemented for the communica-tion between these components whereas both parts will provide the required input in a cyclic way after an initial launching of the optimization process.Figure 4: Simulation StartFigure 5: Analysis of Simulation DataThe role of the simulator mainly covers the evaluation of a fitness of a certain network configuration that is pro-posed by the optimization module. In fact, there are a large number of configurations (so-called network candidates) which have to be assessed by the simulation system during an optimization run. Thus, the performance must be con-sidered as an important issue in this context.This optimization process will be depicted in more de-tail within the following section.3.5 Optimization ModuleAlthough this module contains two types of techniques, re-spectively Genetic Algorithms (GA) and Mathematical Programming (MP), we focus on the description of the GA-based optimization approach.For a multiobjective optimization problem (MOP), the notion of optimality is not as obvious as that of a single ob-jective optimization problem. There does not exist an abso-lute value indicating the quality of solutions for a MOP, in the absence of preference information. Solutions are com-pared using the notion of Pareto dominance.3.5.1 Multi-Objective Genetic AlgorithmA genetic algorithm is a parallel and evolutionary search algorithm based on the Darwinian evolution theory (Goldberg, 1989). It is used to search large, nonlinear solution space where expert knowledge is lacking or difficult to encode. Moreover it requires no gradient information, evolves from one population to another and produces multiple optima rather than single local one. These characteristics make GA a well-suited tool for multi-objective optimization, which attracts more and more attentions of researchers and practitioners.A number of MOGA variants have been developed in the past decade. In a pioneer in the field of Pareto-based MOGA, Fonseca and Fleming (1993) developed an ap-proach that is relatively easy to implement. However, its performance is highly dependent on a parameter named “niche size”, which is hard to define. Srinivas and Deb (1994) proposed a non-dominated sorting genetic algorithm (NSGA), which performs fitness sharing in the parameter space to ensure a better distribution of solutions. However, it is less effective than Fonseca and Fleming’s MOGA and more sensitive to the niche size. Horn, Nafpliotis, and Gold-berg (1994) proposed a niched Pareto GA (NPGA) that does not use ranking method. Rather, Pareto domination tourna-ments are used to select individuals for crossover. NPGA runs very fast but its performance also depends on a specific parameter which are hard to set. Recently, Deb et al. (2002) presented an improved elitist genetic algorithm named NSGA-II. It outperforms over other MOGA variants by in-troducing a fast non-dominated sorting algorithm, elitism and a parameter-free sharing operator.For more details about GA basics and characteristics of different MOGAs, reader is directed to (Coello, 2000). For industrial application, MOGA is proving to be an increasingly popular technique in solving realistic industrial problems (Griffin et al., 2000 and Cheng and Li, 1998). Figure 6 illustrates the computation flowchart of the proposed simulation-base MOGA optimization method.3.5.2 Network Checking and Repairing ProcedureIn order to guarantee the feasibility of all chromosomes (candidate network configurations), a chromosome repair procedure is necessary because some bad genes are occa-sionally generated (i.e. genes that violate any of the restric-tions) during crossover and mutation.In this study, we define the concept of network feasi-bility from the connectivity point of view. Obviously, it is not possible to forward or backward the material flow for an unconnected facility. The network repair procedure guarantees that each facility in the candidate network can receive commodities that it needs and deliver commoditiesFigure 6: Flowchart of the Simulation-Optimization Methodthat it produces. More specifically, two conditions are de-fined as compulsory requirements for a feasible network: • Each of the non-source facilities in the candidate network should have at least one upstream facility.• Each of non-sink facilities in the candidate network should have at least one downstream facility.For an infeasible network, a facility will be randomly chosen from the adjacent list of the unconnected facility. Then it is added in the candidate network by simply flip the corresponding binary decision gene from “0” to “1”. The check and repair procedure will be iteratively per-formed until all the facilities in the candidate network are connected.Figure 7 illustrates an example where the original net-work contains 3 suppliers (S1, S2 and S3), 3 plants (P1, P2 and P3) and 2 customers (C1 and C2). Given a binary string, for instance [0,0,1,1,1,1], the network checking subroutine starts to traverse all the nodes and verify the two aforemen-tioned conditions. Subsequently it discovers that P1 that is not a source node and it has no predecessor. Referring to the original network, the repairing subroutine adds one prede-cessor of P1, namely supplier S2, to the candidate network. Regarding the repaired binary string [0,1,1,1,1,1], a simula-tion model is generated by extending the simulation frame-work of the proposed methodology.Figure 7: Network Checking and Repairing Illustration4 A REAL-LIFE CASE STUDYA real-life case study is proposed by one of our industrial partners for validation of the developed tool. The case study has been successfully handled by the tool and the va-lidity of corresponding results is recognized by the com-pany’s logistic department. Due to confidentiality, in this paper we only briefly present the model of the case study while numerical results are excluded.The objective of this case study is to improve the prof-itability and responsiveness of the company’s supply chain by redesigning its production-distribution network. Figure 8 shows the network representation of the studied supply chain. It consists of three plants, four distribution centers and six customers. The three plants produce one type of car and finished products are transported, via various transpor-tation modes, to serve customers located in another country. Figure 8: Network Representation of the Supply ChainThe decision variables are respectively i) the open/close decisions related to the three plants and the dis-tribution centers; ii) the inventory control policy plus cor-responding parameters for each valid distribution center; iii) the production capacity allocated to each valid plant. Note that the optimization variables include both qualitative variables, i.e. inventory control policy and variables related to the supply chain structure, i.e. open/close decisions onsupply chain facilities. Using the developed ONE tool, such decision variables can be handled efficiently.Regarding to the profitability and responsiveness of the studied supply chain, we have defined two KPIs in the model representing the quality of candidate solution. The two KPIs are respectively: i) the total costs occurred during the simulation, including the engagement cost, production cost, inventory cost and transportation cost; ii) the average demand cycle time. The total costs reflect a supply chain’s profitability. While the demand cycle time, which is de-fined as the time span from the demand generation moment until when corresponding products are received, addresses exactly the responsiveness of a supply chain.Optimization results provide the decision makers a set of Pareto-optimal solutions, which achieve best-so-far trade-off between the two criteria. Regarding to the com-pany’s various targets on demand cycle time, appropriate solutions are identified and further studied by more de-tailed simulations.5 CONCLUSIONS AND PERSPECTIVESAn overview of the ONE system as an integrated toolbox for a holistic assessment and optimization of enterprise networks has been provided. In addition, the tool and the associated approach were applied to a small but realistic problem for the design and optimization of such networks. It was shown, that the tool can be helpful in particular for decision makers because it allows the assessment of exist-ing configurations as well as their optimization whereas the risk for making wrong decisions, usually coming along with huge costs, can be considerably decreased by apply-ing simulation.While there is still a significant potential for optimiz-ing existing enterprise networks or supply chains many other innovative concepts addressing this field are cur-rently under research. An interesting and promising ap-proach deals with self-controlled logistics processes whereas the transportation entities are intelligent enough in order to define their way from through a network from the source to the target on their own. This approach is covered by a German research initiative “SFB 637: Self control of logistics processes – A paradigm shift and its limitations” which is currently conducted at the University of Bremen <http://www.sfb637.uni-bremen.de/>.Because the dynamic of a system comprising a huge number of more or less indepenedant acting self-controlled entities within a network is hardly to predict and evaluate in real operation, appropriate tools are required for this purpose. Beside an assessment of the overall network, other aspects related to individual facitilies or enities like specific control strategies can be tested and improved by using such a tool.Due to its open and flexible architecture, ONE seems to be a perfect base for an adaption/enhancement necessary in order to support such scenarios as well. ACKNOWLEDGMENTSThis research is partially supported by the European Community research program, through the project ONE (Optimization methodology of Networked Enterprises, Project No. GRD1-2000-25710). These supports are gratefully acknowledged.REFERENCESCheng F.Y., and D. Li. 1998. Genetic algorithm develop-ment for multiobjective optimization of structures.American Institute of Aeronautics and Astronautics Journal, vol. 36, 1105-1112.Christopher M. 1992. Logistics and supply chain manage-ment: Strategies for reducing costs and improving ser-vices. Financial Times. London : Pitman Publishing. Coello C.A.C. 2000. An updated survey of ga-based mul-tiobjective optimization techniques. ACM ComputingSurveys, vol. 32, 109-143.Deb K., A. Pratap, S. Agarwal and T. Meyariva. 2002. A fast and elitist multiobjective genetic algorithm: NSGA-II. IEEE Transactions on Evolutionary Computation, vol. 6, 182-197.Fonseca C.M., and P. J. Fleming. 1993. Genetic algorithm for multiobjective optimization: formulation, discus-sion and generalization. Proceedings of the Fifth In-ternational Conference on Genetic Algorithms, S.Forrest, ed. Morgan Kaufmann, San Mateo, 416-423.California : Morgan Kaufmann.Goldberg D. 1998. Genetic algorithm in search, optimiza-tion & machine learning. Massachusetts : Addison-Wesley.Griffin A., P. Schroder, A. J. Chipperfield and P.J. Fleming.2000. Multi-objective optimization approach to the ALSTOM gasifier problem. Proceedings of the Institu-tion of Mechanical Engineers, vol. 214, 453-468.Horn J., N. Nafpliotis and D.E. Goldberg. 1994. A niched Pareto genetic algorithm for multiobjective optimiza-tion. Proceedings of the First IEEE Conference on Evolutionary Computation, 82-87.Ingalls R.G. 1998. The value of simulation in modeling supply chains. Proceedings of the 1998 Winter Simulation Conference, ed., D.J. Medeiros, E.F.Watson, J.S. Carson, and M.S. Manivannan, 1371-1375. Institute of Electrical and Electronics Engineers,Piscataway, New Jersey.Schunk D., and B. Plott. 2000. Using simulation to analyze supply chains. Proceedings of the 2000 Winter Simula-tion Conference, ed., J.A. Joines, R.R. Barton, K. Kangand P.A. Fishwick, 1211-1216, Institute of Electrical and Electronics Engineers, Piscataway, New Jersey. Srinivas N., and K. Deb. 1994. Multiobjective optimization using nondominated sorting in genetic algorithms.Evolutionary Computation, vol. 2, 221-248.。