生产订单 工单编码原则
生产制造企业物料编码原则、编码标准、编码方案及范文

•0005(材料序号)
•00010(材料批次)
•123(机械制造商编码)
•1234(生产厂家编号)
•567(生产线编号设置)
•008(生产工序编号)
这种编码方案可以快速查询某个业务流程中的物料,在跨越不同部门的时候,也能做到生产线的追踪和物料管理的跟踪。
基于层级的编码方案
针对企业内部物料的分类,可以采用基于层级的编码方案。以一家物流公司为例,他们基于业务角度,将物料列为4类——文具、 IT设备、劳动保障用品和车辆用品,每类下面的子级别如下:
•物料编码要遵循唯一性原则,每个物料都应该有唯一的编码表示,不同物料编码之间应该没有重叠。
•编码要具有良好的可读性和易于操作性,不容易出现错误。
•编码要便于管理、维护和查询,以提高工作效率。
•编码应当具有高扩展性,随着企业的发展,需要对编码进行扩展时,应该易于实现。
物料编码标准
在进行物料编码设计时,有许多不同的标准可供参考。如果企业没有自己的编码规范,可以参考国际上的通用标准,如ISO的《物料编码规范》。
•B0042:机油
•B009:劳动保障用品
该编码方案可以快速准确标记物资的类型和分类,实现快速查询企业物资信息。
应用
企业采取恰当且合适的物料编码可以带来多重好处。以下是物料编码方案的主要应用:
提高物料管理的效率和准确性
有了唯一编号的物料,企业可以快速快地查询物料信息、监控物料的流通情况、防止错误发生。同时对于标准流程和标准设备使用的物料固定、分类也有助于提高物料管理的效率和准确性。
基于属性的编码方案可以快速方便地为物料进行分类和查询,可以满足大多数企业物料编码管理的需求。
基于业务流程的编码方案
生产制造企业物料编码原则、编码标准、编码方案及

管理措施生产制造企业物料编码原则、编码标准、编码方案及管理措施一、引言在生产制造企业中,物料编码的正确使用和管理是非常重要的。
物料编码可以帮助企业对物料进行准确的标识和管理,提高生产效率和管理水平。
本文将介绍生产制造企业物料编码的原则、标准、方案以及相关的管理措施。
二、物料编码原则物料编码的设计应遵循以下原则:1.唯一性原则:每个物料应有唯一的编码,确保不同物料之间不会混淆。
2.简洁性原则:物料编码应尽量简洁明了,不宜过长或过于复杂,便于人们理解和记忆。
3.规范化原则:物料编码应符合一定的规范和标准,便于系统管理和查询。
4.可扩展性原则:物料编码应具有一定的可扩展性,方便新物料的加入和管理。
三、物料编码标准1. 标准化编码结构物料编码应包含以下几个要素:•分类标识符:用于标识不同的物料类别,如原材料、半成品、成品等。
•产品标识符:用于标识不同的产品,通常使用数字、字母或其组合来表示。
•规格标识符:用于标识物料的规格、型号、尺寸等特征。
•单位标识符:用于标识物料的计量单位,如个、件、米、千克等。
2. 混合编码结构为了更好地满足企业的管理需求,物料编码可以采用混合编码结构,即将物料编码分为不同的层级,并在不同的层级中加入不同的标识符。
例如:•第一层级:大类标识符(如01代表原材料,02代表半成品)。
•第二层级:小类标识符(如01代表钢材,02代表塑料)。
•第三层级:产品标识符(如001代表冷轧钢板,002代表高密度聚乙烯)。
•第四层级:规格标识符(如01代表1mm厚度,02代表2mm厚度)。
3. 物料编码示例一个符合标准的物料编码示例:01-01-001-01该物料编码可解读为:原材料-钢材-冷轧钢板-1mm厚度。
四、物料编码方案1. 单级编码方案单级编码方案适用于物料种类较少、层级较简单的情况。
例如,某企业只有原材料和成品两种物料,可以使用以下单级编码方案:•原材料:001、002、003…•成品:101、102、103…2. 多级编码方案多级编码方案适用于物料种类较多、层级较复杂的情况。
订单号编码规则
1目的统一集团的订单号编码规则,实现集团订单及其生产计划信息管理的标准化。
2适用范围适用于集团内所有销售订单或合同的编码。
订单号:是指业务单位每次下达生产信息给制造中心时使用的编号,有时等同于合同编号3职责与权限营销中心:负责订单号的产生与管理。
相关单位:负责维护订单号在流通过程中的完整。
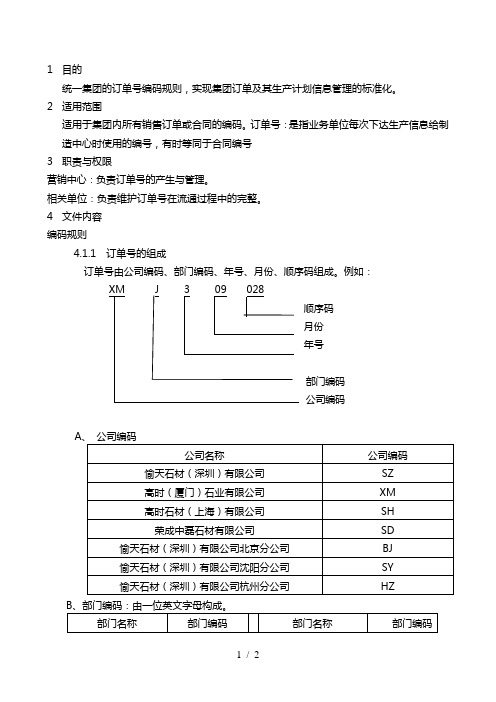
4文件内容编码规则4.1.1 订单号的组成订单号由公司编码、部门编码、年号、月份、顺序码组成。
例如:顺序码月份年号部门编码公司编码AC、年号:用一位数表示年号的最后一位数字,如2003年的年号为3。
D、月份:用两位数字表示实际月份,如5月份为05。
E、顺序码:用三位数字表示。
在当月内,按照接收订单的顺序依次编号,如在当月内接受的第25个订单,其顺序码为025。
4.2订单号在集团内部传递时保持不变。
如沈圳公司的订单SZC309001,由厦门公司负责完成时,则在厦门公司管理中,订单号保持不变。
4.3由于订单的紧急程度是动态的,所以订单的紧急程度不作为订单号的标识内容。
在ERP系统中以订单号+紧急标识(分别用A、B、C表示紧急、急、一般)来标识,各部门在进行订单信息传递时必须保证订单信息和紧急标识的完整性。
如XM302025B表示:订单号为XM302025,紧急程度为B级。
订单的紧急程度由业务经理确定并经总计划员审核(或总经理审核)后成立,在ERP系统中进行动态维护。
4.4当订单追加内容时,不改变原来的订单号,只要在原订单中添加追加的内容即可。
ERP系统在对该订单追加生产通知单时,将自动根据该订单下达生产通知单的次数而在生产通知单中增加分序号进行管理。
4.5凡是编号为XMF、XMT的订单生产完成后直接入物流部成品余料库(XMT为公司高层指定备料的编号标示,各部门业务员不可以下带“T”的编号订单)。
4.6对于本制度实施前已经命名成立的订单号保持不变,在集团内部信息沟通时,信息提供者应以适当的方式或在文档的适合位置说明订单来源的分公司和部门名称。
工单编码原则定义

5.1:编号全部由0~9阿拉伯数字组成。
5.2.1:正常工单编号系统结构如下:
XXXXXXXXXXX(基本定位为11位)
第十~十一位:流水号,由01开始依次编号,每个指令对应一个流水号
第八~九位:代表该工单制定的日期,01 代表1号,02 代表2号,依次类推。
第六~七位:代表该工单制定的月份,01代表一月, 02代表二月, 03代表三月,
4
7
附件/附表
Attachment
4
批准Approved
审核Checked
制定Prepared
签名By
冯伟
日期Date
2010.9.8
※※修订履历※※
Revision History
版次
Rev.
体系文件变更
SDCN No.
修订内容
Modified Contents
发行日期
Issue Date
A
初版发行
※※目录※※
Table
Section
内容
Contents
Pages
Table
1
修订履历
Revision History
2
1
目的
Purpose
3
2
范围
Scope
3
3
参考文件
Reference Documents
3
4
职责
Responsibility
3
5
定义
Definition
3Байду номын сангаас
6
程序步骤
Procedure
第七~八位:代表该指令制定的月份,01代表一月, 02代表二月, 03代表三月,
ERP业务单据编码原则

ERP业务单据编码规则主要描述ERP系统的单号编码原则,单号编码分成手工编码和系统自动编码,以自动编码为主。
在以下的描述中,若没有特指,一般为ERP系统自动编码。
1、基础数据部分(1)客户编号:国内客户编码采用四级编码:C+行政代码(6位)+ 流水码(4位)共11位,如:C1101010001对于直辖市的,省和市一样。
C: 客户英文首字母。
(2)供应商编码:国内客户编码采用四级编码:S+行政代码(6位)+ 流水码(4位)共11位,如:S11010100012、销售部分(1)报价书编号:BJ+YYYYMM+XXXX,共12位;BJ:报价缩写;YYYYMM:年月;XXXX:顺序号,从0001开始。
(2)合同生效评审单编号:HP+YYYYMM+XXXX,共12位;HP:合同评审缩写。
YYYYMM:年月日。
XXXX:顺序号,从0001开始。
(3)销售合同编号:外部销售合同:WXH+销售主体简写+YYYYMM+4位流水码,共16位;顺序号,从0001开始。
针对现有合同的增补合同,可以在原合同后加“-1;-2”进行编号。
(4)开票通知单编号:系统自动生成,ERP系统内部使用。
编号采用数值,从100开始,自动升位。
(5)发货通知单编号:系统自动生成,ERP系统内部使用。
编号采用数值,从100开始,自动升位。
(6)缺件发货申请单编号:系统自动生成,ERP系统内部使用。
编号采用数值,从100开始,自动升位。
(7)销售运输费用单号:系统自动生成,ERP系统内部使用。
编号采用数值,从100开始,自动升位。
开始,自动升位。
(9)售后服务登记编号:系统自动生成,ERP系统内部使用。
编号采用数值,从100开始,自动升位。
(10)销售退换货编号:系统自动生成,ERP系统内部使用。
编号采用数值,从100开始,自动升位。
(11)销售合同变更申请编号:系统自动生成,ERP系统内部使用。
编号采用数值,从100开始,自动升位。
3、生产计划部分(1)投产计划批次编号:3位公司代号+YYYYMMDD+XX,共13位;3位公司代号:生产公司代号。
单据编码生成规则
单据编码生成规则
单据编码生成规则是在企业管理系统中用来标识和唯一识别各类单据的一种方式。
编码规则的设计需要考虑到业务流程的特点和需要,以便实现快速、准确地查找、识别和处理单据。
首先,在设计单据编码生成规则时,需要明确单据的种类和层级关系。
不同种
类的单据可以采用不同的编码规则,但需要确保编码规则可以唯一标识每一张单据。
其次,单据编码生成规则需要能够满足业务的需要,便于用户和系统进行操作
和查询。
可以根据实际情况设置编码规则的长度、前缀和后缀等内容,以便区分不同的单据和方便进行排序。
另外,单据编码生成规则还应考虑到系统的扩展性和灵活性。
在系统中添加新
的单据类型时,应能够方便地修改和调整编码规则,以满足新的业务需求。
在实际应用中,可以借助计算机编程技术实现单据编码生成规则。
通过设置算
法和规则,可以自动地生成符合要求的编码,减少人工操作和错误。
总之,单据编码生成规则是企业管理系统中重要的组成部分,设计合理的编码
规则可以提高工作效率和信息管理的准确性。
通过灵活的设计和系统支持,可以实现快速、准确地生成和识别各类单据编码。
成品编码规则

河北兴飞化工化验室
“成品编号”编制规则
1、成品编号规则如下:
编号按:“车间号+年月日+当日提样顺序号----包装形式代号—粒度代号”
2、解释如下:
①、车间号分为:代码“E”为二氯车间、代码“N”为二水二氯车间、代码“S”为三
氯车间
②、年、月、日:均分别用2位数字表示:如120826即为2012年8月26日。
③、当日提样顺序号:从早八点后所提的第一个样为01,第二个样为02,依此类推。
至到夜班下班,第二天白天早八点后所提的第一个样仍为01。
④、包装形式号:
“1”:白吨包“2”:50kg白塑料桶
“3”:50kg蓝塑料桶“4”:25kg全纸桶
“5”:25kg蓝塑料桶“6”:25kg外销袋
“7”:25kg内销袋“8”:50kg全纸桶
“9”:50kg带铁箍纸桶“10”:周转袋
⑤、粒度代号:
“D”:8—30目“X”:20—40目“F”:粉剂“H”:混合粒
3、综上:例如当我们看到一托盘成品的编号为“N12082618—1—X”那么这批成品传达出的信息是:此批物料为二水二氯车间在2011年8月26日所产出的第18包产品,用白吨袋盛装的20—40目颗粒。
版本 1 执行日期4/13/2013 页码1/1
制表人审核人总经理。
ERP编码规则

本标准由美的冰箱事业部技术研发中心技术管理部标准化室提出并归口。
本标准起草单位:美的冰箱事业部技术研发中心技术管理部标准化室。
本标准主要起草人:李艳琴、陈玲。
ERP物料编码规则
11
为了规范美的制冷家电集团冰箱事业部物料编码,确保物料编码的相对统一,提高物料编码的规范化,特制订本规则。
…
…
999
999L
11
塑料件
000
通用件
流水号
040
40L
产品标识
流水号
…
…
999
999L
12
钣金件
000
通用件
流水号
040
40L
产品标识
流水号
…
…
999
999L
14
压缩机及其配件
001
松下压缩机
流水号
009
三星压缩机
016
LG压缩机
026
海立压缩机
401
白雪压缩机
402
东贝压缩机
403
华光压缩机
404
图1
a)
表1
代号
物料编码种类
代号
物料编码种类
0
生产用途编码:原材料、零部件
5
内销订单产品编码
1
内销基准产品编码
6
出口订单产品编码
2
出口基准产品编码
8
出口非订单产品编码
3
改装返修产品编码
h
外协加工费用支付用途编码
b)
原材料、零部件编码结构及说明见图2。
图2
a)第8位产品类别标示见表2。
定制产品订单号码编码规则
定制产品订单号码编码规则
定制产品订单号码编码规则说明:
1.本编码规则仅适于定制产品型号标识,不包含其他ERP信息,将这些型号与ERP编码关联后,可在系统中使用。
2.本编码为新的编码思路产生,由前面城市拼音首个字母和数字组成,简单直观(另城市店面已经在标签中用中文标识)
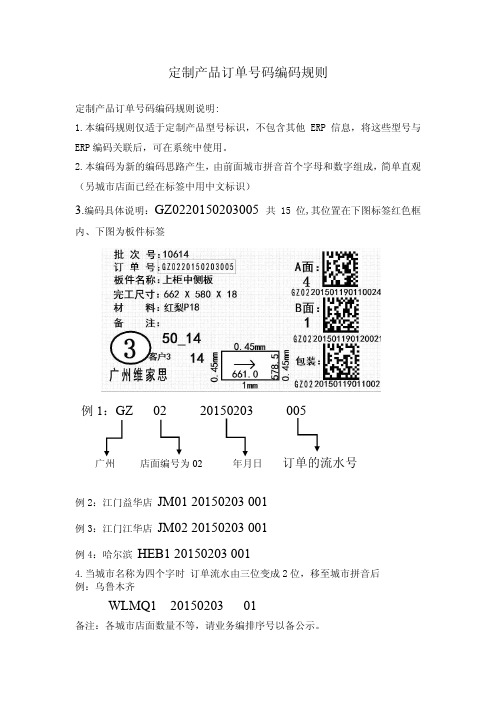
3.编码具体说明:GZ0220150203005 共15位,其位置在下图标签红色框内、下图为板件标签
例1:GZ 02 20150203 005
广州店面编号为02 年月日订单的流水号
例2:江门益华店JM01 20150203 001
例3:江门江华店JM02 20150203 001
例4:哈尔滨HEB1 20150203 001
4.当城市名称为四个字时订单流水由三位变成2位,移至城市拼音后
例:乌鲁木齐
WLMQ1 20150203 01
备注:各城市店面数量不等,请业务编排序号以备公示。
【编号规则】生产部文件编码规则

生产工程部文件编码规则作业指导书编码为: MBSZ/WI-C-***/*****,说明如下:M B S Z / W I – C - * * * / * * * **:从010,020,030往下顺延。
类别代号:如030产品有两种明显不同款式的产品,在此用数字0—9来区分。
当前一位工序代码为“5”时,此位的编码“1”用以表示煲身唧胶。
(注)工序号:1---注塑;2---五金加工;3---外发加工;4---丝印;5---唧胶;(门唧胶50,煲身唧胶51,小门唧胶52)6---装配前预加工;7---装配;8---包装。
产品年度号:如030、031。
000为通用机型.程序文件规定的固定代码。
工艺流程图编码为: MBSZ/TF-C-***/****,其编制方法与作业指导书基本一致,区别只在于程序文件规定的固定代码的不同,以及其流水号固定为“00”。
注:由于此编码参考KONTO中的工序编码,为保持同步,唧胶工序(5)的类别代码为“1”时,代表煲身唧胶工序;类别代码为“0”时,代表盖唧胶工序。
唧胶工序的类别代码应用2-9来表示。
示例:MBSZ/WI-C-015/7005表示015产品装配工序的作业指导书第5页。
MBSZ /TF-C-015/7000表示015产品装配工序的工艺流程。
潜在失效模式(FMEA)编码为:MBPF-***-**-**,说明如下:文件版本:规定文件改次满5次,此处版本号就更新一次。
类别代号:代号与作业指导书相对应。
如煲身唧胶作业指导51”,此FMEA代码也应编为“51”。
机型:此处填写机型,如059,098,003,……固定代码控制计划(试生产)编码为:MBCP2-***-**-**,其文件编号与(FMEA)一致,区别在于固定代码不同。
控制计划(生产)编码为:MBCP3-***-**-**,其文件编号与(FMEA)一致,区别在于固定代码不同。
编码原则(新订)

料件编码原则应具备唯一性一物一号为原则,为数据处理之必要条件变动属性不应纳入编码部门、厂商、客户、员工等属性不可纳入编码,避免一物二号或修改之困扰应具备扩充性适当的留下可扩充字段之流水号有其必要性,避免新增之料号无法汇入而致使料号重编之危机反映重要属性需以大中小分类以利尔后报表之汇集要能反映顺序-注意编号应有大小顺序,可让电脑发挥排序功能提高资料报表呈现阅读性及搜寻性。
编码越短越好-编码尽量简单明了,增加处理效率,一般为7~12码避免采用有意义的编码-编码本应以其符号了解其意义,尽可能不将其暗示性符号编入而多此一举;如将椅子Chair 编为【CH】,电阻零件编为【RES】等。
尽量避免使用英文字母因字母容易与数字混淆,如l与1;O与0等,且输入效率不彰,尽可能不使用尽量避免使用特殊符号如* & ? $ @ # \ 等之类的特殊符号,以免影响输入之效率,特别是, ; % _ | " ' 七个符号绝对禁止编列于品号内,但如果为使报表呈现阅读较容易非得使用,可用 [-] 或 [.] 比较好同大类编码长度应力求统一方便阅读及侦错,编码应有防错的功能编号(Symbolization,or stock number)乃将物料按其分类内容加以有次序之编排,用简明之文字、符号或数字,以代表物料之『名称』,『规范』及其它有关事宜的一种制度;尤其计算机化之数据处理更需藉助编号统一管理物料以达事半功倍之效果。
(二) 编号功用(1)增进正确。
(2)提高效率。
(3)可利用电子数据处理。
(4)减低成本。
(5)防止弊端。
(6)削减库存。
(7)便于材料进出管理。
(三) 编号原则应具备唯一性:一物一号为原则,为数据处理之必要条件。
变动属性不可纳入:类属部门、厂商、客户、员工等属性不可纳入编码,避免一物二号或修改或意识之困扰。
应具备弹性:适当的留下可扩充字段之流水号有其必要性,避免新增之料号无法汇入而致使料号重编之危机。
工作令编码规则

工作令号编码规则说明(初稿)
1、编码目的
为了规范公司生产计划管理、执行和进度跟踪控制,生产指挥中心根据订单或合同要求对每次投放的生产计划进行编号——工作令号(施工号),以利生产计划安排、组织以及产品成本归集。
2、工作令号(施工号、工作令号)
工作令号编码是计算机系统对单个产品或某个特定生产加工任务的识别代码。
它用一组代码来代表单个产品或其他生产加工任务。
工作令号必须是惟一的,也就是,一个生产加工任务不能有多个工作令号,一个工作令号不能指向多个生产加工任务。
工作令号的主要属性:生产加工类型、产品类别、年月、批次。
3、编码规则
3.1、规则说明
工作令号编码采用定长编码(11位)的方式,编码结构为“生产加工类型”+“产品类别”+“年月”+“批次号”的方式。
其中第一-二位为生产加工类型码;第三-四位为产品类型码;第五-八位为年月码;第九-十一为批次码(批次码采用流水码,以全年生产加工任务数递加),编码模型如下:
批次码
年月码
产品类别码
生产加工类型码
3.2、生产加工类型
3.3、产品类别
3.4、工作令号编码示例
ZJSJ1304001:2013年4月份整机三机第一次生产计划
4、文档保管
【工作令号编码规则】由各相关部门保管。
5、解释权
本编码规则的解释权归生产指挥中心。
关于订单编号的编制方法说明

关于订单编号的编制方法说明
1.目的
为了规范公司订单编号的管理, 特制定本规定。
2.范围
本规定适用于公司<客户采购用表>的订单编号管理。
3.订单编号的方法:
3.1 纸质订单编号【省份简称】【区号】【客户公司】【客户姓名】【店面业务代号/客服业
务代号】-【业务员编码】-【年/月/日】-【开单序号】
3.4 开单序列号:从正整数的01号一直编写到10000号,即01、02、03……10000,一
个序号周期结束。
另重新再另一个周期号码又从01号一直写到10000号,以此类推。
3.5涉及到英文字母的均写大写。
3.6业务员的编码中只使用简称,编号中的“客户公司”书写公司全称的第一个大写字母,
客户姓名只书写名字姓氏的第一个大写字母。
若不知客户公司名称和姓名的客户分别用“00”和“0”指代。
3.7订单编号形式:(例:广州市全球邦汽车用品有限公司)
例一:
即
+ + =粤020QQBXA-TL-20100822-01
例二:(无客户公司/无客户姓名)
即
+ + =粤020000A-TL-2010822-01。
订单号编码规则
1目的统一集团的订单号编码规则,实现集团订单及其生产计划信息管理的标准化。
2适用范围适用于集团内所有销售订单或合同的编码。
订单号:是指业务单位每次下达生产信息给制造中心时使用的编号,有时等同于合同编号3职责与权限营销中心:负责订单号的产生与管理。
相关单位:负责维护订单号在流通过程中的完整。
4文件内容编码规则4.1.1 订单号的组成订单号由公司编码、部门编码、年号、月份、顺序码组成。
例如:顺序码月份年号部门编码公司编码AC、年号:用一位数表示年号的最后一位数字,如2003年的年号为3。
D、月份:用两位数字表示实际月份,如5月份为05。
E、顺序码:用三位数字表示。
在当月内,按照接收订单的顺序依次编号,如在当月内接受的第25个订单,其顺序码为025。
4.2订单号在集团内部传递时保持不变。
如沈圳公司的订单SZC309001,由厦门公司负责完成时,则在厦门公司管理中,订单号保持不变。
4.3由于订单的紧急程度是动态的,所以订单的紧急程度不作为订单号的标识内容。
在ERP系统中以订单号+紧急标识(分别用A、B、C表示紧急、急、一般)来标识,各部门在进行订单信息传递时必须保证订单信息和紧急标识的完整性。
如XM302025B表示:订单号为XM302025,紧急程度为B级。
订单的紧急程度由业务经理确定并经总计划员审核(或总经理审核)后成立,在ERP系统中进行动态维护。
4.4当订单追加内容时,不改变原来的订单号,只要在原订单中添加追加的内容即可。
ERP系统在对该订单追加生产通知单时,将自动根据该订单下达生产通知单的次数而在生产通知单中增加分序号进行管理。
4.5凡是编号为XMF、XMT的订单生产完成后直接入物流部成品余料库(XMT为公司高层指定备料的编号标示,各部门业务员不可以下带“T”的编号订单)。
4.6对于本制度实施前已经命名成立的订单号保持不变,在集团内部信息沟通时,信息提供者应以适当的方式或在文档的适合位置说明订单来源的分公司和部门名称。
产品编码原则
一、
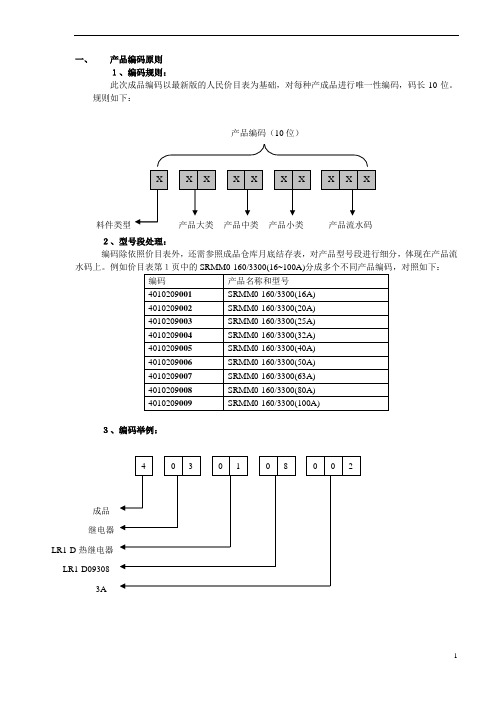
产品编码原则 1、编码规则:
此次成品编码以最新版的人民价目表为基础,对每种产成品进行唯一性编码,码长10位。
规则如下:
2、型号段处理:
编码除依照价目表外,还需参照成品仓库月底结存表,对产品型号段进行细分,体现在产品流
3、编码举例:
成品 继电器 LR1-D 热继电器
LR1-D09308 3A 料件类型 产品大类 产品中类 产品小类 产品流水码
4、填零法:
此次对产品均采用统一格式编码,有部份产品分类少还未到流水码即到末级,此时采用中间填零的方法补充,满足10位要求,例如价目表第83页中产品TDGC2J-4K 编码如下:
5、字符:
产品名称和型号的录入中,中文用简体中文,标点符号、空格、英文、数字全部用半角。
二、编码分类对照表
第一码:料件类型
成品 调压器 TDGC2J(TDGC)TDGC2J-4K
后边的码位参照2004版人民价目表和成品结存表依次编码。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.目的Purpose
工单之编码原则,让生产流程能顺利监控、记录,从每个工单中区分出每次投产的状况。
2.适用范围Scope
***电子厂。
3. 权责Authority and Responsibility
生管部门﹕依照业务单位发出之S/O制订出生产排程,并开出制造通知书,知会各部门生产制令,让仓库备料,生产领料。
4. 名词定义Terms Definition
制造通知书﹕生管单位发出给制造部之生产指令,视同工单。
5. 作业流程Operation Flow
NA.
6. 作业内容Operation Description
6.1图文说明:
工单之码位:1 2 3 4 5 6 7 8 9 10 11 12
工单编号:Q D O M P 1 7 0 4 4 0 1
6.3 6.6 6.7
6.2代表产品之所属,客户名称前两码(MONITOR),如发外包前两码为WB(两边均适用)厂内买断
之产品固定为IA,代工之产品取用客户英文简称之前两码(MODULE).
6.3代表生产之制程.(P:POL--MODULE偏贴制程O: OLB--MODULE OLB制
程M:MODULE—MONITOR MONITOR组装S:外包PCBA(MONITOR)
6.4代表工单类型
6.4.1量产MP;
6.4.2试产PM;
6.4.3重工RK;
6.4.4拆解DK;
6.4.5客退RMA;
6.4.5.1 RMA品------RA
6.4.5.2销退重工--------------- KA
6.5代表产品之尺寸.(10.2”---102; 15”---150; 17”---170; 12”---120 19”---190)
6.6公元年之最后一码.(如:2004年,记作:4,以此类推)
6.7代表月份.(10月:A; 11月:B; 12月:C)
6.8代表流水号.
7. 参考资料Concerned Documents
7.1生产管控作业程序(A2OS007)
7.2工单管理作业规范(H3OS011)
8. 附录Attachment
8.1 附录一﹕工单编码原则一览表共一页。