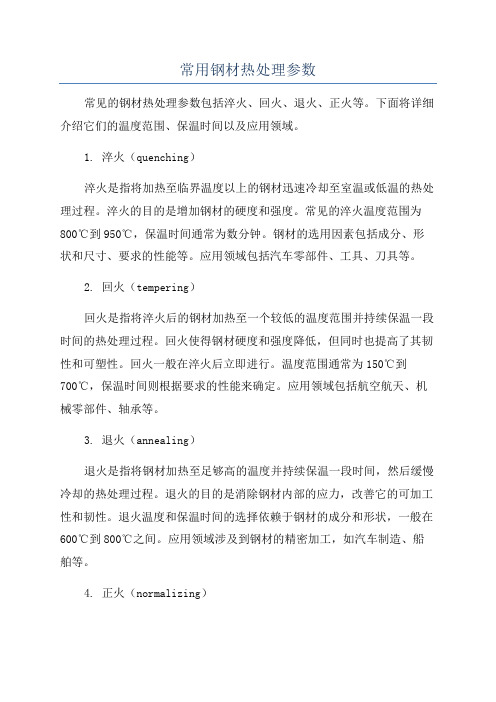
常用钢材的热处理及机械性能表
常用钢材热处理参数
常用钢材热处理参数常见的钢材热处理参数包括淬火、回火、退火、正火等。
下面将详细介绍它们的温度范围、保温时间以及应用领域。
1. 淬火(quenching)淬火是指将加热至临界温度以上的钢材迅速冷却至室温或低温的热处理过程。
淬火的目的是增加钢材的硬度和强度。
常见的淬火温度范围为800℃到950℃,保温时间通常为数分钟。
钢材的选用因素包括成分、形状和尺寸、要求的性能等。
应用领域包括汽车零部件、工具、刀具等。
2. 回火(tempering)回火是指将淬火后的钢材加热至一个较低的温度范围并持续保温一段时间的热处理过程。
回火使得钢材硬度和强度降低,但同时也提高了其韧性和可塑性。
回火一般在淬火后立即进行。
温度范围通常为150℃到700℃,保温时间则根据要求的性能来确定。
应用领域包括航空航天、机械零部件、轴承等。
3. 退火(annealing)退火是指将钢材加热至足够高的温度并持续保温一段时间,然后缓慢冷却的热处理过程。
退火的目的是消除钢材内部的应力,改善它的可加工性和韧性。
退火温度和保温时间的选择依赖于钢材的成分和形状,一般在600℃到800℃之间。
应用领域涉及到钢材的精密加工,如汽车制造、船舶等。
4. 正火(normalizing)正火是指将加热至临界温度以上的钢材空气冷却至室温的热处理过程。
正火可以消除钢材内部的应力,改善它的可加工性和韧性。
正火温度范围一般为800℃到950℃,保温时间通常为数分钟。
应用领域包括汽车零部件、轴承、机械零件等。
此外,还有其他钢材热处理方法如奥氏体化退火、球化退火等针对不同的钢材类型和应用需求的热处理方法。
具体的热处理参数应根据材料的成分、形状和要求的性能来确定,并结合实际生产条件进行调整。
因此,在进行钢材热处理时,需要进行一系列的试验和分析,以确定最佳的处理参数。
常用钢材的热处理及机械性能表
C52
——
——
——
——
——
C42 60Si2Mn A C45
1477
1583
10.6
49.7
——
1176
1274
5
25
34.3
GCr6
C61
810-820 ℃淬油 150-180 ℃回火
——
——
——
————CFra bibliotek9830-850 ℃淬油 170-200 ℃回火
1666-1813
2156-2548
——
——
——
GCr15 C61
830-850 ℃淬油 150-170 ℃回火
——
——
——
——
——
G59TG59
C61
GCr15SiMn
880-900 ℃淬乳化 液170200℃回 火 820-840 ℃淬油 150-180 ℃回火
——
——
——
——
——
——
——
——
——
——
GCr15SiMn
G59TG59
880-900 ℃淬乳化 液170200℃回 火 540-560 ℃渗氮
——
T8、T8A
C59
780-800 ℃淬火 160-200 ℃回火
——
——
——
——
——
750-770 ℃加热 Th159-207 640-670 ℃等温 T10 T10A T215 T235 800-820 ℃淬火 600-640 770-790 ℃淬火 160-200 ℃回火
——
——
——
——
——
230-260
常用钢材热处理参数
常⽤钢材热处理参数热处理⼯艺规程B/Z61.012-95(⼯艺参数)⽬录1.主题内容与适⽤范围 (1)2.常⽤钢淬⽕、回⽕温度 (1)2.1要求综合性能的钢种 (1)2.2要求淬硬的钢种 (4)2.3要求渗碳的钢种 (6)2.4⼏点说明 (6)3.常⽤钢正⽕、回⽕及退⽕温度 (7)3.1要求综合性能的钢种 (7)3.2其它钢种 (8)3.3⼏点说明 (8)4.常⽤钢去应⼒温度 (10)5.各种热处理⼯序加热、冷却范围 (12)5.1淬⽕……………………………………………………………………………………………1 2 5.2 正⽕及退⽕ (14)5.3回⽕、时效及去应⼒ (15)5.4⼯艺规范的⼏点说明 (16)6.化学热处理⼯艺规范 (17)6.1氮化 (17)6.2渗碳 (20)7.锻模热处理⼯艺规范 (22)7.1锻模及胎模 (22)7.2切边模 (24)7.3锻模热处理注意事项 (25)8.有⾊⾦属热处理⼯艺规范 (26)8.1铝合⾦的热处理 (26)8.2铜及铜合⾦ (26)9.⼏种钢锻后防⽩点⼯艺规范 (27)9.1第Ⅰ组钢 (27)9.2第Ⅱ组钢 (28)热处理⼯艺规程(⼯艺参数)1.主题内容与适⽤范围本标准为“热处理⼯艺规程”(⼯艺参数),它主要以企业标准《⾦属材料技术条件》B/HJ-93年版所涉及的⾦属材料和技术要求为依据(不包括⾼温合⾦),并收集了我公司⽣产常⽤的⼯具、模具及⼯艺装备⽤的⾦属材料。
本标准适⽤于汽轮机、燃⽓轮机产品零件的热处理⽣产。
2.常⽤钢淬⽕、回⽕温度2.1 要求综合性能的钢种:表1技术要求材料牌号强度σs硬度HB(d10)淬⽕温度(℃)冷却介质有效⾯积(mm)淬⽕后硬度(d10)回⽕温度(℃)回⽕后硬度(d10)45 440197~229(4.30~4.00)820~840 ⽔≤80 540~560 4.00~4.20≤35 2.7~3.0 580~60036~70 3.1~3.4 570~580390192~223(4.35~4.05)71~160 3.4~3.6 560~5704.00~4.10≤35 2.7~3.0 570~58036~70 3.1~3.4 560~570490217~255(4.10~3.80)71~120 3.4~3.6 550~5603.80~3.90油≤40 2.7~3.0 560~570590241~277(3.90~3.65)⽔油 41~60 2.5~3.0 590~620 3.65~3.80油≤30 2.7~3.0 550~56040CrA685269~302(3.50~3.70)840~860⽔油31~40 2.6~3.0 570~6003.50~3.60≤40 3.0~3.2 590~61041~70 3.25~3.4 570~590490217~255(3.80~4.10)71~120 3.45~3.6 550~5703.80~4.00油≤40 3.0~3.2 560~58035CrMoA241~277(3.90~3.65)850~870⽔油41~70 2.6~3.0 580~610 3.65~3.80*40CrNiMoA 690255~293(3.80~3.55)840~860 油≤80 2.7~3.1 580~600 3.65~3.80 590241~277(3.90~3.65)≤300 670~690*30Cr1Mo1V690255~285(3.80~3.57)950~970 油≤250 660~680690255~293(3.80~3.55)1030~1050油≤190 700~72020Cr1Mo1VTiB*732.6~3.0 640~660油≤1003.1~3.4 630~6402.6~3.0 650~670590241~277 (3.90~3.65)⽔油101~1603.1~3.2 630~650 3.65~3.902.6~3.0 630~650油 ≤503.1~3.3 610~630277~302 (3.65~3.50)⽔油51~1003.0~3.2 620~6403.50~3.65油 ≤40 2.7~3.2 610~6302.6~3.0 630~65038CrMoAlA785293~321 (3.55~3.40) 930~950⽔油41~603.1~3.2 610~6303.40~3.50油 ≤30 3.6~3.8 550~60015CrMoA 490207~241 (4.20~3.90)900~920⽔ 31~70 3.4~3.8 570~620 3.90~4.10≤60 2.8~3.1 660~680590241~277(3.90~3.65) 61~200 3.2~3.45 660~6703.60~3.90≤60 2.8~3.1 660~67025Cr2MoV A735269~302 (3.70~3.50) 920~940 油61~150 3.2~3.3 650~6703.55~3.652.8~3.0 640~660690241~282 (3.90~3.62) ≤350 3.1~3.3 620~640 3.65~3.9255~284(3.80~3.58) ≤300 3.1~3.3 600~620 3.6~3.752.8~3.0 600~62034CrNi3Mo 785271~298 (3.65~3.52) 870~890 油≤250 3.1~3.3 580~600 3.55~3.65*15MnMoVN 490≥217(≤4.1) 960~980 油 ≤105 600~6201Cr12Mo 550229~255(4.0~3.8) 960~980油≤100 670~690 3.80~3.953.0~3.25 710~730355187~229 (4.4~4.0)3.3~3.5 690~7104.10~4.303.0~3.25 680~7001Cr13①440197~229 (4.3~4.0) 1030~1050油≤1003.3~3.5 650~6804.0~4.201Cr12① 440197~229(4.30~4.00) 1030~1050油 ≤100 3.0~3.30 680~710 4.00~4.20 187~2072.8~3.2 720~7402.8~3.0 700~720490217~248 (4.10~3.85) ≤80 3.1~3.2 670~700 3.90~4.102.8~3.0 660~6802Cr13①590235~269 (3.95~3.70) 980~1000油②≤603.1~3.2 650~6603.80~3.90235~269 (3.95~3.70) 空 ≤40 2.6~3.0 650~670590269~302 (3.70~3.50)油 41~1302.6~3.2 640~6603.70~3.90空 ≤40 2.6~3.0 590~610690286~321 (3.60~3.40) 油 41~100 2.6~3.2 580~590 3.50~3.60 3Cr13980~10202.8~3.0 710~730390192~241 (3.90~4.35) ≤100 3.1~3.3 690~7103.90~4.302.8~3.0 700~720490217~248(4.10~3.85) ≤100 3.1~3.3 680~700 3.90~4.052.8~3.0 670~6901Cr11MoV590235~269 (3.95~3.70) 1000~1030油 ≤60 3.1~3.3 660~680 3.80~3.90 590235~269(3.95~3.70) ≤150 3.0~3.4 680~700 3.90~3.70690269~302(3.70~3.50) ≤100 3.0~3.4 660~680 3.55~3.651Cr12W1MoV*735286~331(3.6~3.3) 1000~1050油 3.0~3.2 660~6702Cr12NiMo1W1V760293~331(3.55~3.35) 970~990 油 ≤200 660~680 3.55~3.45≤60 2.8~3.1 670~690590241~277 (3.70~3.50) 61~250 3.2~3.45 670~6803.60~3.80≤60 2.8~3.1 670~68030Cr2MoV735269~302(3.70~3.50) 940~960 油61~150 3.2~3.3 660~6803.55~3.65205≤187 ~1Cr18Ni9Ti 225(≥5.4) 1080~1100⽔ 5.0~5.1 800~820 4.75~4.85≤1871Cr18Ni9Ti 0Cr19Ni9205≥5.41050~1100⽔ ~ZG1Cr13 390187~217(4.40~4.10)1020~1040油梅花试棒~70700~720ZG2Cr13 440197~227(4.30~4.00) 980~1000空叶⽚本体 2.8~2.9 730~740 4.00~4.10ZG1Cr11MoV 490197~227(4.30~4.00 1020~1040油梅花试棒~70 700~720ZG1Cr12W1MoV490197~227(4.30~4.001020~1040油梅花试棒~70700~720精铸叶⽚ZG0Cr19Ni9190 1050~1100⽔ ~ ~注:①采⽤⽇本材料时,淬⽕温度为960~980℃,回⽕温度允许⽐表中温度⾼10~30℃。
材料机械性能 (2)
日本常用钢材的代号和机械性能一.碳素冲压板料的代号和号机械性能1. 碳素冲压板料的代号SPCC:冷轧钢板(steel plate cold commercial)SPCD:冷轧深拉钢板(steel plate cold deep drawn)SPCE:冷轧深深拉钢板(steel plate cold deep drawn extra)SECC:冷轧电镀板(steel electrolytic cold commercial)SECD:冷轧深深拉电镀钢板(steel electrolytic cold deep drawn)SECE:冷间压延深深拉电镀钢板(steel electrolytic cold deep drawn extra)SECC-K2:其中SECC指冷轧电镀钢板,K2为神户制钢所对表面耐指纹电镀锌钢板的行业的表示代号,其表面涂层为有机涂层SECC-KS:其中SECC指冷轧电镀钢板,KS为神户制钢所对表面耐指纹电镀锌钢板的行业的表示代号,其表面涂层为无机涂层SEGC-CS:其中EGC为新日本制铁行业标准代号,与日本工业标准(JIS标准)代号号CC等同对应,(EGC 为electrolytic galvanized cold),CS为新日本制铁行业标准代的UF处理钢板(耐指纹)的一种,UF处理钢板分以下三种:EGC-CZ 有机被膜0.5µmEGC-CF 有机被膜1.0µmEGC-CS 有机被膜0.7µmSEHC:热轧镀锌钢板及钢带SEHD:热轧镀锌深拉钢板及钢带SEHE:热轧镀锌深深拉钢板及钢带SGCC:冷轧涂镀锌钢板及钢带SGCH:冷轧涂镀锌冷硬钢板及钢带SGCD:冷轧涂镀锌深拉钢板及钢带SGHC:热轧涂镀锌钢板及钢带CGCC:冷轧涂彩锌钢板及钢带CGCH:冷轧涂彩锌冷硬钢板及钢带CGCD:冷轧涂彩锌深拉钢板及钢带后注:新推出的新型材料(环保材料)与旧材料有以下区别:环保材料:又称无铬电镀钢板,只对表面有做处理的材料而言,而冷轧钢板作为所有钢材后处理的原板无需进行表面处理,目前推出的环保材料有暂时只有电镀锌钢板一种类型如下:新日本制铁材料:代号为EGC-QS:一般环保电镀锌钢板EGC-QZ:是特别为理光公司商定的环保镀锌钢板环保电镀锌钢板与目前的电镀锌钢板的主要区别如下:环保电镀锌钢板包括有机被膜、镀锌层、铁基板普通镀锌钢板包括有机被膜、铬酸盐涂层、镀锌层、铁基板即环保电镀锌钢板不包括铬酸盐涂层2.黑色冲压板料的机械性能二、不锈钢1、代号简要说明SUS 301-CP:冷轧不锈钢板(属奥氏体系),(steel use stainless cold plate) SUS 301-CS:冷轧不锈钢带(属奥氏体系),(steel use stainless cold strip) SUS 304-CP:冷轧不锈钢板(属奥氏体系)SUS 304-CS:冷轧不锈钢带(属奥氏体系)SUS 430-CP:冷轧不锈钢板(属铁素体系)SUS 409-CS:冷轧不锈钢带(属铁素体系)SUS 430-CS:冷轧不锈钢带(属铁素体系)SUS 409-CP:冷轧不锈钢板(属铁素体系)SUS 304-HP:热轧不锈钢板,(steel use stainless hot plate)SUS 304-HS:热轧不锈钢带,(steel use stainless hot strip)SUS 301 CSP-1/2H:冷轧弹性不锈钢带,(steel use stainless cold strip spring) SUS 301 CSP-3/4H:冷轧弹性不锈钢带SUS 301 CSP-H:冷轧弹性不锈钢带SUS 301 CSP-EH:冷轧弹性不锈钢带SUS 301 CSP-SEH:冷轧弹性不锈钢带SUS 304 CSP-1/2H:冷轧弹性不锈钢带SUS 304 CSP-3/4H:冷轧弹性不锈钢带SUS 304 CSP-H:冷轧弹性不锈钢带注:不锈钢的密度为:7930kg/m3 2、常用不锈钢主要机械性能三、常用钢的种类(注:1 ,W-Si<0.35%, W-Mn<0.50%, W-P<0.030%, W-S<0.030%, W-Cu<0.25%, W-Ni<0.25%, W-Cr<0.30%) 热处理: 退火: SK1~3,750~780℃徐冷, SK4~6,740~760℃徐冷淬火: 760~820℃水冷, 回火: 150~200℃空冷2、高速工具钢SKH-注: (Si,Mn<0.4%,P,S<0.03%,Cr3.8~4.5%,Cu<0.25%,Ni<0.25%),退火为缓冷,淬火为油冷,回火为空冷3、合金工具钢SHS,SKD,SDT)注: (P,S<0.03%,Cu<0.25%),退火为缓冷,淬火为油冷(w代表水冷a代表空冷),回火为空冷4、硫黄复合快削钢SUM5、耐热钢SUH-XXX6、弹簧钢SUP-XX7、硬钢线材SWTH8、软钢线材SWRM9、冷挤压用碳素钢线材SWRCH四、有色金属简注2、铜及铜合金。
机械设计常用材料及特性简介

结构钢是指符合特定强度和可成形性等级的钢。可成形性以抗拉试验中断后伸长率表示 。结构钢一般用于承载等用途,在这些用途中钢的强度是一个重要设计标准
模具钢大致可分为:冷轧模具钢、热轧模具钢和塑料模具钢三类,用于锻造、冲压、切 型、压铸等。由于各种模具用途不同,工作条件复杂,因此对模具用钢,按其所制造模 具的工作条件,应具有高的硬度、强度、耐磨性,足够的韧性,以及高的淬透性、淬硬 性和其他工艺性能。由于这类用途不同,工作条件复杂,因此对模具用钢的性能要求也
SUS410为马氏体不锈钢,淬透性好它具有较高的硬度,韧性,较好的耐腐性, 热强性和冷变形性能,减震性也很好。要求高温或低温回火,但应避免在370560℃之间进行回火处理 SUS420钢材高韧性,高硬度空冷淬硬高铬工具钢,比SKD钢材的硬度及韧性 好,高镜面、高耐蚀。热处理尺寸变化小,SUS420宜线割加工。 高硬度和较好的耐磨性能,在打磨时,它的缺点是粘性比较大,而且升温很 快,但它比任何碳钢都更容易打磨,用手锯切料也容易得多。440C的退火温度 很低,硬度通常达到HRC56-58,耐蚀性和韧性都很强,现更广泛应用于手制刀 及优质厂制刀具
不同
弹簧钢是指由于在淬火和回火状态下的弹性,而专门用于制造弹簧和弹性元件的钢。钢 的弹性取决于其弹性变形的能力,即在规定的范围之内,弹性变形的能力使其承受一定 的载荷,在载荷去除之后不出现永久变形。弹簧钢应具有优良的综合性能,如力学性能 (特别是弹性极限、强度极限、屈强比)、抗弹减性能(即抗弹性减退性能,又称抗松 弛性能)、疲劳性能、淬透性、物理化学性能(耐热、耐低温、抗氧化、耐腐蚀等)。 为了满足上述性能要求,弹簧钢具有优良的冶金质量(高的纯洁度和均匀性)、良好的 表面质量(严格控制表面缺陷和脱碳)、精确的外形和尺寸
常用钢材热处理方法及目的

常用钢材热处理方法及目的常用钢材热处理方法一.淬火将钢制零件加热到临界温度以上40~60℃,保持一定时间并快速冷却的热处理方法称为淬火。
常用的快速冷却介质为油、水和盐水溶液。
淬火加热温度及冷却介质热处理规范见表淬火的目的是:使钢件获得高的硬度和耐磨性,通过淬火钢件的硬度一般可达hrc60~65,但淬火后钢件内部产生了内应力,使钢件变脆,因此,要经过回火处理加以消除。
钢件的淬火处理,在机械制造过程中应用比较普遍,它常用的方法有:1.单液淬火:将钢件加热至淬火温度,并在一种冷却剂中冷却一段时间。
这种热处理方法称为单液淬火。
适用于形状简单、技术要求低的碳钢或合金钢,以及工件直径或厚度大于5~8mm的碳钢,用盐水或水冷却;油冷却用于合金钢。
在单液淬火中,水冷容易变形和开裂;油冷却容易产生硬度不足或不均匀。
2.双液淬火:将钢件加热到淬火温度,经保温后,先在水中快速冷却至300~400℃,在移入油中冷却,这种处理方法,称为双液淬火。
形状复杂的钢件,常采用此方法。
它既能保证钢件的硬度,又能防止变形和裂纹。
缺点是操作难度大,不易掌握。
3.火焰表面淬火:将乙炔和氧气的混合燃烧火焰喷在工件表面,加热至淬火温度,然后立即向工件表面喷水。
这种处理方法称为火焰表面淬火。
适用于单件生产,要求高表面或局部表面硬度和耐磨钢件。
缺点是操作困难。
4.表面感应淬火:将钢件放人感应器内,在中频或高频交流电的作用下产生交变磁场,钢件在磁场作用下产生了同频率的感应电流,使钢件表面迅速加热(2-10s)至淬火温度,立即把水喷射到钢件表面。
这种热处理方法,称为表面感应淬火。
经表面感应淬火的零件,表面硬而耐磨,而内部有较好的强度和韧性。
这种方法适用于中碳钢和中等含碳量的合金钢件。
根据电流频率的不同,表面感应淬火可分为高频淬火、中频淬火和工频淬火。
高频淬火电流频率为100~150kHz,硬化层深度为1~3mm。
适用于齿轮、花键轴、活塞等小零件的淬火;中频淬火电流频率为500~10000Hz,硬化层深度为3~10mm。
机械零件常用钢材及热处理方法
机械零件常用钢材及热处理方法机械零件是由不同材料制成的部件,而钢材是机械零件中最常用的材料之一,因其具有良好的机械性能和热处理性能。
常用钢材:1.低碳钢:低碳钢具有良好的可塑性和焊接性能,通常用于制造低强度和易变形的机械零件。
2.中碳钢:中碳钢具有较高的强度和硬度,适用于制造强度要求较高的机械零件,如轴、齿轮等。
3.高碳钢:高碳钢具有超高的强度和硬度,适用于制造需要较高耐磨性的机械零件,如刀具等。
4.合金钢:合金钢是通过添加其他合金元素来增加钢材的特性,如耐腐蚀性、耐高温性等。
通常用于制造有特殊需求的机械零件,如航空发动机的叶片等。
热处理方法:热处理是一种通过控制材料的加热和冷却过程来改变材料的物理和机械性能的方法。
常用的热处理方法如下所示:1.淬火:淬火是将材料加热至临界温度以上,然后通过迅速冷却使其快速冷却,以提高材料的硬度和强度。
2.回火:回火是将淬火后的材料再次加热至较低的温度,然后通过控制冷却速度使其重新获得合适的硬度和强度,以减少材料的脆性。
3.松火:松火是将淬火后的材料加热至低温,然后通过缓慢冷却使其松弛应力,以提高材料的韧性和耐疲劳性。
4.固溶处理:固溶处理是将合金材料加热至一定温度,使合金元素溶解在基体中,然后通过控制冷却速度形成均匀的固溶体结构,以改变材料的硬度、强度和耐腐蚀性。
5.冷处理:冷处理是将材料经过一定的加工变形后,通过低温冷却使其恢复到初始状态,以提高材料的强度和机械性能。
总结:钢材是机械零件中最常用的材料之一,常用的钢材有低碳钢、中碳钢、高碳钢和合金钢。
而热处理方法主要包括淬火、回火、松火、固溶处理和冷处理,通过控制材料的加热和冷却过程来改变材料的物理和机械性能。
这些常用钢材和热处理方法在制造机械零件中具有重要的应用价值。
金属材料的机械性能超全
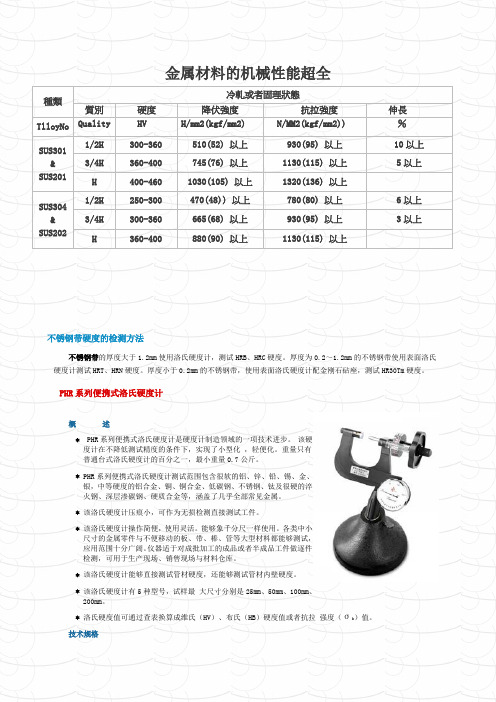
金属材料的机械性能超全種類冷軋或者固理狀態質別硬度降伏強度抗拉強度伸長TlloyNo Quality HV H/mm2(kgf/mm2) N/MM2(kgf/mm2)) %SUS301& SUS201 1/2H 300-360 510(52) 以上930(95) 以上10以上3/4H 360-400 745(76) 以上1130(115) 以上5以上H 400-460 1030(105) 以上1320(136) 以上SUS304& SUS202 1/2H 250-300 470(48)) 以上780(80) 以上6以上3/4H 300-360 665(68) 以上930(95) 以上3以上H 360-400 880(90) 以上1130(115) 以上不锈钢带硬度的检测方法不锈钢带的厚度大于1.2mm使用洛氏硬度计,测试HRB、HRC硬度。
厚度为0.2~1.2mm的不锈钢带使用表面洛氏硬度计测试HRT、HRN硬度。
厚度小于0.2mm的不锈钢带,使用表面洛氏硬度计配金刚石砧座,测试HR30Tm硬度。
PHR系列便携式洛氏硬度计概述* PHR系列便携式洛氏硬度计是硬度计制造领域的一项技术进步。
该硬度计在不降低测试精度的条件下,实现了小型化,轻便化。
重量只有普通台式洛氏硬度计的百分之一,最小重量0.7公斤。
* PHR系列便携式洛氏硬度计测试范围包含很软的铝、锌、铅、锡、金、银,中等硬度的铝合金、铜、铜合金、低碳钢、不锈钢、钛及很硬的淬火钢、深层渗碳钢、硬质合金等,涵盖了几乎全部常见金属。
* 该洛氏硬度计压痕小,可作为无损检测直接测试工件。
* 该洛氏硬度计操作简便,使用灵活。
能够象千分尺一样使用。
各类中小尺寸的金属零件与不便移动的板、带、棒、管等大型材料都能够测试,应用范围十分广阔。
仪器适于对成批加工的成品或者半成品工件做逐件检测,可用于生产现场、销售现场与材料仓库。
* 该洛氏硬度计能够直接测试管材硬度,还能够测试管材内壁硬度。
钢材的热处理方法和特性(精)

-- 钢材的热处理方法和特性※均质退火处理简称均质化处理(Homogenization,系利用在高温进行长时间加热,使内部的化学成分充分扩散,因此又称为『扩散退火』。
加热温度会因钢材种类有所差异,大钢锭通常在1200℃至1300℃之间进行均质化处理,高碳钢在1100℃至1200℃之间,而一般锻造或轧延之钢材则在1000℃至1200℃间进行此项热处理。
※完全退火处理完全退火处理系将亚共析钢加热至Ac3温度以上30~50℃、过共析钢加热至Ac1温度以上50℃左右的温度范围,在该温度保持足够时间,使成为沃斯田体单相组织(亚共析钢或沃斯田体加上雪明碳体混合组织后,在进行炉冷使钢材软化,以得到钢材最佳之延展性及微细晶粒组织。
※球化退火处理球化退火主要的目的,是希望藉由热处理使钢铁材料内部的层状或网状碳化物凝聚成为球状,使改善钢材之切削性能及加工塑性,特别是高碳的工具钢更是需要此种退火处理。
常见的球化退火处理包括:(1在钢材A1温度的上方、下方反复加热、冷却数次,使A1变态所析出的雪明碳铁,继续附着成长在上述球化的碳化物上;(2加热至钢材A3或Acm温度上方,始碳化物完全固溶于沃斯田体后急冷,再依上述方法进行球化处理。
使碳化物球化,尚可增加钢材的淬火后韧性、防止淬裂,亦可改善钢材的淬火回火后机械性质、提高钢材的使用寿命。
※软化退火处理软化退火热处理的热处理程序是将工件加热到600℃至650℃范围内(A1温度下方,维持一段时间之后空冷,其主要目的在于使以加工硬化的工件再度软化、回复原先之韧性,以便能再进一步加工。
此种热处理方法常在冷加工过程反复实施,故又称之为制程退火。
大部分金属在冷加工后,材料强度、硬度会随着加工量渐增而变大,也因此导致材料延性降低、材质变脆,若需要再进一步加工时,须先经软化退火热处理才能继续加工。
※弛力退火处理弛力退火热处理主要的目的,在于清除因锻造、铸造、机械加工或焊接所产生的残留应力,这种残存应力常导致工件强度降低、经久变形,并对材料韧性、延展性有不良影响,因此弛力退火热处理对于尺寸经度要求严格的工件、有安全顾虑的机械构件事非常重要的。
国内外常用钢材热处理参数快速查询表

900-920 900-940900-940900-9201)淬火、回火工艺参数常规产品按淬火、回火参数执行,散杂件及新产品可参照同类技术要求及复杂程度的零件淬火、回火参数执行。
2)淬火后应及时回火,不能及时回火的零件,应在低温炉中去应力,去应力时间不能超过8h。
3)回火时间的制定原则是保证透烧并使组织转变充分得以进行,以及尽可能消除淬火应力,一般为1-3h为宜 4)合金含量高的调质钢的加热速度应小于淬火、正火加热速度。
5)除工件规定带温回火零件外,一般淬火件在回火前要清洗。
6)回火后,油、水冷却的目的在于防止回火脆性。
注:临界点:就是金属或合金在加热或冷却过程中,发生相变的温度称为临界点,也就是相变点。
对于钢和铸铁,用Ac1、Ac3和Ac cm等表示在平衡条件下的固态相变点,其中:Ac1表示加热时珠光体向奥氏体光体转变的温度;Ac3表示亚共析钢加热时先共析铁素体完全溶入奥氏体的温度,或冷却时先共铁素体开始从 Ac cm表示过共析钢加热时先共析渗碳体完全溶入奥氏体的温度或冷却时先共析渗碳体开始从奥氏体中析出的态相变时都有不同程度的过热或过冷度。
因此,为与平衡条件下的相变点相区别,而将在加热时实际的A1称 7)合金含量高的调质钢的加热速度应小于淬火、正火加热速度。
Cr12和 Cr12MoV为冷作模具钢。
它们具有淬透性高、体积变化小、耐磨性高温分级淬火是将奥氏体化工件先浸入温度高于钢的马氏体点的液态介质(盐浴或分级淬火由于在分级温度停留到工件内外温度一致后空冷,所以能有效地减少Cr12系列钢的TTT曲线与高速钢的TTT曲线有些相似,过冷奥氏体在550℃-400℃Cr12系列钢的热处理可采用一次硬化法或二次硬化法。
Cr12MoV采用一次硬化参照同类技术要求及复时间不能超过8h。
消除淬火应力,一般为1-3h为宜。
也就是相变点。
c1表示加热时珠光体向奥氏体,或冷却时奥氏体向珠度,或冷却时先共铁素体开始从奥氏体中析出的温度;渗碳体开始从奥氏体中析出的温度;一般条件下固别,而将在加热时实际的A1称为Ac1,冷却时实际的。
常见金属热处理参考
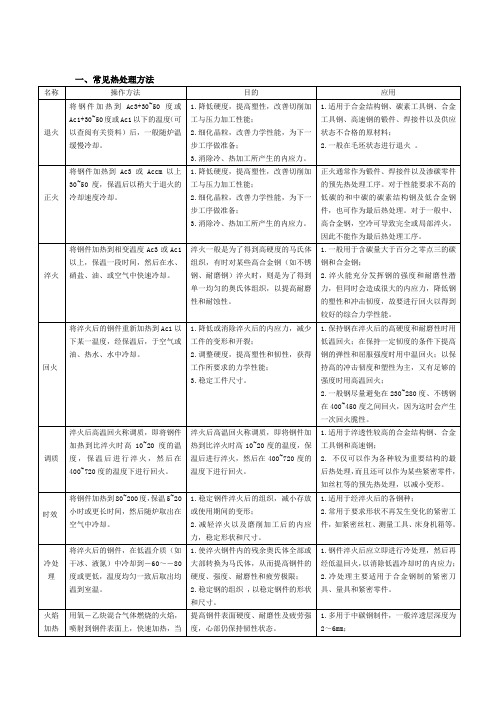
一、常见热处理方法名称操作方法目的应用退火将钢件加热到Ac3+30~50度或Ac1+30~50度或Ac1以下的温度(可以查阅有关资料)后,一般随炉温缓慢冷却。
1.降低硬度,提高塑性,改善切削加工与压力加工性能;2.细化晶粒,改善力学性能,为下一步工序做准备;3.消除冷、热加工所产生的内应力。
1.适用于合金结构钢、碳素工具钢、合金工具钢、高速钢的锻件、焊接件以及供应状态不合格的原材料;2.一般在毛坯状态进行退火。
正火将钢件加热到Ac3或Accm 以上30~50度,保温后以稍大于退火的冷却速度冷却。
1.降低硬度,提高塑性,改善切削加工与压力加工性能;2.细化晶粒,改善力学性能,为下一步工序做准备;3.消除冷、热加工所产生的内应力。
正火通常作为锻件、焊接件以及渗碳零件的预先热处理工序。
对于性能要求不高的低碳的和中碳的碳素结构钢及低合金钢件,也可作为最后热处理。
对于一般中、高合金钢,空冷可导致完全或局部淬火,因此不能作为最后热处理工序。
淬火将钢件加热到相变温度Ac3或Ac1以上,保温一段时间,然后在水、硝盐、油、或空气中快速冷却。
淬火一般是为了得到高硬度的马氏体组织,有时对某些高合金钢(如不锈钢、耐磨钢)淬火时,则是为了得到单一均匀的奥氏体组织,以提高耐磨性和耐蚀性。
1.一般用于含碳量大于百分之零点三的碳钢和合金钢;2.淬火能充分发挥钢的强度和耐磨性潜力,但同时会造成很大的内应力,降低钢的塑性和冲击韧度,故要进行回火以得到较好的综合力学性能。
回火将淬火后的钢件重新加热到Ac1以下某一温度,经保温后,于空气或油、热水、水中冷却。
1.降低或消除淬火后的内应力,减少工件的变形和开裂;2.调整硬度,提高塑性和韧性,获得工作所要求的力学性能;3.稳定工件尺寸。
1.保持钢在淬火后的高硬度和耐磨性时用低温回火;在保持一定韧度的条件下提高钢的弹性和屈服强度时用中温回火;以保持高的冲击韧度和塑性为主,又有足够的强度时用高温回火;2.一般钢尽量避免在230~280度、不锈钢在400~450度之间回火,因为这时会产生一次回火脆性。
常用钢热处理硬度一览表

<4
0 . 5 - 0 . 8
≥ 5 8
渗 碳 钢
钢 号
1 8 C r 2 N i 4 W A 2 0 C r 2 N i 4 A
推 荐 硬 度
HB
备 注
1 8 C r 2 N i 4 W A 可 制 造 发
375-311 444-341
动 机 曲 轴 \ 变 速 箱 主 轴 \
444-321
被 动 轴 等 2 0 C r 2 N i 4 A 可 造 齿 轮 等
推 荐 硬 度 HRC HRC
≥ ≥
58 58
钢 号
模 数 m 滲
渗 碳 层 厚 mm
表 面 硬 度 HRC
1 2 C r N i 3 A 2 0 C r M n T i
<4
0 . 5 - 0 . 8
≥ 5 6
碳 氮 共 渗
2 0 C r 1 2 C r N i 3 A 2 0 C r M n T i 2 0 C r 2 0 C r 2 N i 4 A 1 2 C r 2 N i 4 A 3 0 C r M n T i 2 0 C r 2 N i 4 A 1 2 C r 2 N i 4 A ≥ 7 3 0 C r M n T i 0 . 7 - 0 . 8 4 - 6 ≥ 0 . 6 ≥ 5 8 4 - 6 ≥ 0 . 6 ≥ 5 6
弹 簧 钢
钢 号
推 荐 硬 度 HRC
备 注
65 70 36-42 85 38-48 47-54 60Mn 36-42 40-48 65Mn 60Si2Mn 60SiMnA 60SiMnWA 70Si3MnA 50CrVA 41-49 44-52 40-48 42-50 42-50 41-49
常用钢热处理硬度一览表

Φ≤30
477-388
2.8-3.1
表面淬火硬度
HRC≥45
Φ≤50
388-321
3.1-3.4
Φ≤80
321-269
Φ≤120
285-229
合金铸钢
钢号
推荐硬度范围
布氏硬度HB
压痕直径
ZG32MnMo
ZG32MnMo1
321-269
3.4-3.7
285-241
3.6-3.9
255-217
18Cr2Ni4WA可制造发动机曲轴\变速箱主轴\被动轴等
20Cr2Ni4A可造齿轮等
444-341
444-321
钢号
参考直径与厚度
推荐硬度
备注
HB
38CrSi
42CrMo
45CrNi
Φ≤30
477-388
表面淬火硬度:
HRC≥42
HRC≥45
HRC≥48
齿轮类
415-341
带齿发兰盘
388-321
3.8-4.1
铸钢
钢号
推荐硬度范围
布氏硬度HB
压痕直径
ZG35(ZG270-500)
ZG45(ZG310-570)
ZG55(ZG340-640)
参照碳素中碳钢
参照碳素中碳钢
钢号
模数
m渗
渗碳层厚mm
表面硬度HRC
芯部硬度HRC
渗
碳
12CrNi3A
3.0-4.5
0.6-0.9
≥58
26-40
1.75-2.5
钢号
参考直径与厚度
推荐硬度
备注
HB
压痕直径
钢材常用的热处理方法及常见零件的热处理

钢材常用的热处理方法及常见零件的热处理工艺一、钢材常用的热处理方法1、正火钢的正火就是将钢加热到适当温度,保温一定时间,然后在空气中进行冷却。
正火的目的是为了材料的组织均匀,增加强度与靭性,消除粗切削加工后的加工硬化现象,改善切削加工性能,并为其后的淬火做细化晶粒的组织准备。
2、淬火钢的淬火就是将钢加热到临界温度以上,保持一定时间,然后在适当的淬火介质中进行冷却,以获得较好的组织结构和性能。
钢经过淬火后,其硬度和强度均显著提高。
钢的加热情况可以其灼热的颜色来判定。
钢加热温度的选择见表1。
钢经过淬火,虽然会提高其硬度和强度,但由于淬火会产生内应力使钢变脆,所以淬火后必须进行回火。
3、回火钢的回火就是将钢件淬火后再加热到适当温度,并保温一定时间,然后在空气中或在水、油等介质中冷却到室温。
回火的目的是为了消除淬火时产生的内应力,减少脆性,提高钢的塑性和韧性,改善加工性能。
钢的回火分为高温回火、中温回火和低温回火3种。
碳素工具钢的回火温度见表2。
表2碳素工具钢的回火温度4、退火钢的退火就是将钢加热到临界温度以上,保温适当时间,然后在炉中缓缓冷却。
退火的目的是为了消除内应力和组织不均匀及晶粒粗大等现象,降低硬度,消除坯件的冷硬现象,提岛切削加工性能。
碳钢的退火规范见表3。
表3碳钢的退火规范注:临界温度是指在该温度下,钢的组织发生了变化。
二、几种常见零件的热处理1、齿轮机床齿轮的热处理见表3。
2、蜗轮蜗轮的热处理见表43、丝杠丝杠广泛应用于机床和各种机械的传动机构中。
丝杠传动能保证直线移动有较高的精确性和均匀性。
为此,丝杠必须具有一定的强度及较高的耐磨性和精度保持性。
丝杠的材料必须具有足够的机械性能和良好的切削加工性。
经过热处理后,应具有较高的硬度和最小的变形。
为了避免弯曲变形,丝杠的热处理通常都在井式炉中进行。
丝杠如果变形,必须进行校直(并且,最好是热校直)。
但是经过校直的丝杠,必须进行彻底的消除内应力的处理。
常用钢材性能及用途表
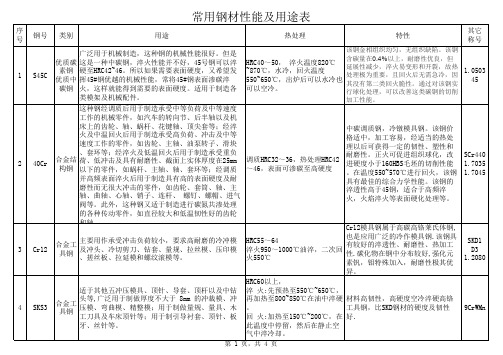
号称号1S45C 优质碳素钢优质中碳钢广泛用于机械制造,这种钢的机械性能很好。
但是这是一种中碳钢,淬火性能并不好,45号钢可以淬硬至HRC42~46。
所以如果需要表面硬度,又希望发挥45#钢优越的机械性能,常将45#钢表面渗碳淬火,这样就能得到需要的表面硬度。
适用于制造各类模架及机械配件。
HRC40~50, 淬火温度820℃~870℃,水冷,回火温度550~650℃,出炉后可以水冷也可以空冷。
该钢金相组织均匀,无组织缺陷。
该钢含碳量在0.4%以上,耐磨性优良,但延展性减少,淬火易变形和开裂,故热处理极为重要,且回火后无需急冷,因其没有第二类回火脆性。
通过对该钢实行球化处理,可以改善这类碳钢的切削加工性能。
1.050345240Cr 合金结构钢这种钢经调质后用于制造承受中等负荷及中等速度工作的机械零件,如汽车的转向节、后半轴以及机床上的齿轮、轴、蜗杆、花键轴、顶尖套等;经淬火及中温回火后用于制造承受高负荷、冲击及中等速度工作的零件,如齿轮、主轴、油泵转子、滑块、套环等;经淬火及低温回火后用于制造承受重负荷、低冲击及具有耐磨性、截面上实体厚度在25mm以下的零件,如蜗杆、主轴、轴、套环等;经调质并高频表面淬火后用于制造具有高的表面硬度及耐磨性而无很大冲击的零件,如齿轮、套筒、轴、主轴、曲轴、心轴、销子、连杆、 螺钉、螺帽、进气阀等。
此外,这种钢又适于制造进行碳氮共渗处理的各种传动零件,如直径较大和低温韧性好的齿轮和轴。
调质HRC32~36,热处理HRC42~46,表面可渗碳至高硬度中碳调质钢,冷镦模具钢。
该钢价格适中,加工容易,经适当的热处理以后可获得一定的韧性、塑性和耐磨性。
正火可促进组织球化,改进硬度小于160HBS毛坯的切削性能。
在温度550~570℃进行回火,该钢具有最佳的综合力学性能。
该钢的淬透性高于45钢,适合于高频淬火,火焰淬火等表面硬化处理等。
SCr4401.70351.70453Cr12合金工具钢主要用作承受冲击负荷较小,要求高耐磨的冷冲模及冲头、冷切剪刀、钻套、量规、拉丝模、压印模、搓丝板、拉延模和螺纹滚模等。
常见材料热处理方式及目的

常见材料热处理1、45(S45C)常见热处理基本资料:45号钢为优质碳素结构钢(也叫油钢),硬度不高易切削加工。
⑴调质处理(淬火+高温回火)淬火:淬火温度840±10℃,水冷(55~58HRC,极限62HRC);回火:回火温度600±10℃,出炉空冷(20~30HRC)。
硬度:20~30HRC用途:模具中常用来做45号钢管模板,梢子,导柱等,但须热处理(调质处理后零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。
但表面硬度较低,不耐磨。
可用调质+表面淬火提高零件表面硬度)*实际应用的最高硬度为HRC55(高频淬火HRC58)。
2、40Cr(SCr440)常见热处理基本资料:40Cr为优质碳素合金钢。
40Cr钢属于低淬透性调质钢,具有很高的强度,良好的塑性和韧性,即具有良好的综合机械性能(Cr能增加钢的淬透性,提高钢的强度和回火稳定性)⑴调质处理淬火:淬火温度850℃±10℃,油冷。
(硬度45~52HRC)回火:回火温度520℃±10℃,水、油冷。
硬度:32~36HRC用途:用于制造汽车的连杆、螺栓、传动轴及机床的主轴等零件⑵不同回火温度淬火:加热至830~860℃,油淬。
(硬度55HRC以上)回火:150℃——55 HRC200℃——53 HRC300℃——51 HRC400℃——43 HRC500℃——34 HRC550℃——32 HRC600℃——28 HRC650℃——24 HRC3、T10(SK4)常见热处理基本资料:T10碳素工具钢,强度及耐磨性均较T8和T9高,但热硬性低,淬透性不高且淬火变形大,晶粒细,在淬火加热时不易过热,仍能保持细晶粒组织;淬火后钢中有未溶的过剩碳化物,所以耐磨性高,用于制造具有锋利刀口和有少许韧性的工具。
⑴淬火+低温回火淬火:淬火温度780±10℃,保温50min左右(视工件薄厚而定)或淬透。
常用钢热处理硬度一览表
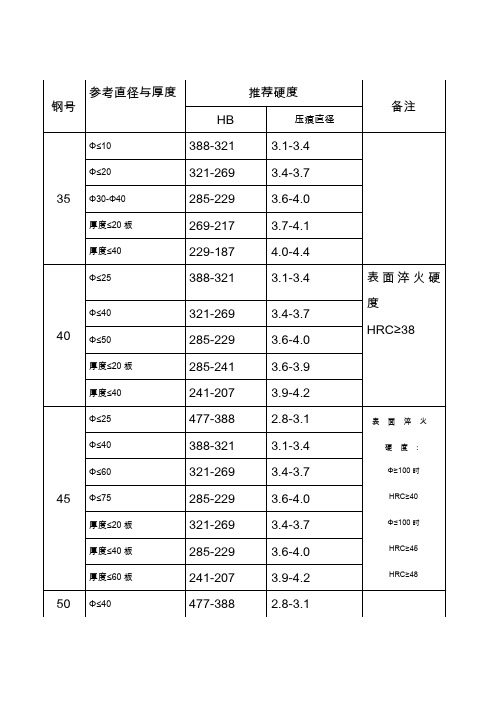
321-269
3.4-3.7
Φ≤50
285-229
3.6-4.0
厚度≤20板
Байду номын сангаас285-241
3.6-3.9
厚度≤40
241-207
3.9-4.2
45
Φ≤25
477-388
2.8-3.1
表面淬火硬度:
Φ≥100时
HRC≥40
Φ≤100时
HRC≥45
HRC≥48
Φ≤40
388-321
3.1-3.4
285-355
弹簧钢
钢号
推荐硬度HRC
备注
65
冷硬钢丝Φ6以下
70
85
36-42
一般用于厚度不大于15的小截面弹簧\薄片或垫圈等
38-48
47-54
60Mn
36-42
制造大尺寸的弹簧\板簧\发条\簧片等
40-48
65Mn
42-50
制造大尺寸的弹簧
60Si2Mn
60SiMnA
41-49
适用于板簧
60SiMnWA
3.8-4.1
铸钢
钢号
推荐硬度范围
布氏硬度HB
压痕直径
ZG35(ZG270-500)
ZG45(ZG310-570)
ZG55(ZG340-640)
参照碳素中碳钢
参照碳素中碳钢
钢号
模数
m渗
渗碳层厚mm
表面硬度HRC
芯部硬度HRC
渗
碳
12CrNi3A
3.0-4.5
0.6-0.9
≥58
26-40
1.75-2.5
钢号
参考直径与厚度
常用钢热处理硬度一览表

0
.5・0.7
2 5 4
2.75・3 .85
0
.7・1.0
2 5 4
18CrNi4WA
4 . 5
0
.8・1.1
2 5 6
伞齿
0
.8・1.1
2 5 6
3 5・4 5
渗
轮
0
.8・1.2
2 5 4
3 5・4 5
碳
m2 7.7 2
2 0 C r 2 N i 4 A
5・5.5
1
.4・1.7
H R C2 4 0 0^100时
H R C2 4 5
H R C2 4 8
0> < 4 0
3 8 8・321
3.1・3.4
0 < 6 0
32 1・269
3.4-3.7
0 < 7 5
2 8 5・229
3.6-4.0
厚度s2 0板
321-269
3.4-3.7
厚度s4 0板
285・229
3.6-4.0
厚度s6 0板
G C r1 5
H R C工5 8
H RC
钢号
模数m滲
渗碳层
厚mm
表
硬
H
面
度
R C
1 2C r N i3A
2 0C r M n T i
< 4
0.5・0.8
2
5 6
碳
2 0 C r
氮
1 2 C r N i 3 A
共
2 0 C r M n T i
4・6
2 0.6
5 6
渗
2 0 C r
2 0 C r 2 N i 4 A
常用钢材热处理工艺及硬度

钢号热处理方法热处理T•艺硬度(HB) 15 正火900〜940°C加热保漏,出炉'空冷W14315 渗碳淬火900 T50°C 渗碳:780〜800°C水淬;180〜200乜回火143〜163(心部)15熔碗高频淬火900〜950°C渗碳;高频加热到820〜860*C水180-200°C 回火WI4R(心部)15 氤化淬火830〜85(TC鼠化,油淬;]80〜200°C回火143〜163(心部)35 正火860-R80°C加热,空冷W1R735 汗火840~860°C加热保温,水淬:380〜42(TC回火—45 正火840〜860°C加热:空冷W22945 调质840〜860乜加热,保温,水淬;550〜580°C回火220〜25045 灣火840〜8609加热,保温,水淬;350〜370°CM 火:260〜28O°C|口I火—45 油中淬火830〜850°C加热,保温;油淬;160〜180°C@火(用于截而实体厅度比较薄的形状复杂的冬件,如套环等)—45 岛频淬火高频加热至860〜900C,水淬:220〜250"C回火—45调质髙频淬火扁频加热至860〜9001,水淬;180〜20(TC回火—50 正火840-860°C加热;空冷207〜24150 淬火820〜840°C加热保温,油淬;180〜2209回火—50 调质R20T40°C加热保温,水评:600-620°C 冋火220〜25050调质高频淬火高频加热至840-860*0,水淬;160〜180°C回火20Cr 正火900〜920°C加热;空冷143〜17320Cr 穆碳淬火900〜950°C渗碳;800〜820°C油淬;180〜2009回火N2I220Cr渗碳高频淬火900 "乃U°C渗碳;商频加热到X3U〜XXU°C 乳化液淬火;180〜200°C冋火—18CrMnTi 正火900 -950°C加热:空冷160〜207哽度(HRC)56〜62(表面)56 〜6256 〜6235 〜4042〜47; 48〜5330 〜4045 〜5052-5835 〜4057 〜6256 〜6256、62ISCrMnTi 渗碳淬火 900〜950°C 渗碳;820〜840°C 油淬;180〜200°C 回火240〜300(心部)56 〜6218CrMnTi 渗碳高频淬火 900〜950°C 渗碳;髙频加热到830〜880°C 乳化液淬火;180〜200°C 回火 —56 〜62 40Cr 正火 870〜900°C 加热;空冷179〜229—40Cr 淬火830〜850°C 保温,油淬;350〜370°C回火;180〜200°C 回火— 40〜45; 50〜5540G 调质840〜86(TC 保温,油淬;600〜620°C@火220〜250 — 40Cr 调质高频淬火 离频加热至860〜880°C,乳化液淬火;180〜200C 回火—50 〜55 38CrMoAlA 退火 930〜950°C 保温炉冷W229 — 38CrMoAlA 调质 930〜950°C 保温,油或热水淬;600〜6X(TC 回火 350 — 38CrMoAlA氮化 将调质或正火后的T •件,加热至510〜HV>l000 — T8 退火 750〜770°C 保温后冷至650〜680°C等温,W187 — TX 淬火 760〜780°C 保温,水淬油冷;160〜180°C 回火 — 58 〜63 T10 退火 750〜770°C 保温后冷至6X0〜700°C等温, 随炉冷W197 —T1O 淬火 810〜830°C 保温后,水淬油冷;160〜 ix (rc 回火——T1O 调质 810〜830°C 保温后,水淬油冷;600〜 64(TC 回火200〜230 — T12 退火 750〜770°C 保温后冷至680〜700°C等温,W207 — T12 淬火 810〜830°C 保温,水粹油冷;160〜180°C 回火 —— 61 〜64 T12 调质 810~830°C 保温,水淬油冷;630〜650°C 回火200〜230—9Mn2V 退火 770〜79(TC 保温后随炉冷至3509后空冷W2299Mn2V 淬火 780〜810°C 保温后油冷;]80〜200°C回火;240〜260°C 回火 — 62〜65; 56〜61CrMn 退火 770〜810°C 保温后冷至700〜73(TC等温, 随炉冷 197〜241—CrMn淬火830〜850°C 保温油淬或熔融硝盐if ; 180 〜200°C 回火;320〜360°C 冋火62〜65; 56〜61CrMn 冷处理将淬火后的T•件冷到-801C,硬度可増加HRC1.5〜2(冷处理应不迟于淬火后1小时内进行)—CrWMn 退火770〜790°C保温后冷至6R0〜700°C等温,随炉冷207〜255 —CrWMn 淬火830〜85(TC保温油淬、殓淬或熔融梢盐淬;140 〜160°C 冋火;170 〜200°C 冋火;230〜2809回火—62〜65; 60-62:55 〜60CrWMn冷处理冷却温度为・70°C,硬度可增加HRC0〜1(冷处理应在淬火后1小时内进行)——9SiCr 退火790〜810°C保温后冷至700〜720°C等温、炉冷197〜241 —9SiCr 淬火860〜880°C保温后油淬、殓淬或熔融硝盐淬;140〜160°C回火;160〜1809回火;180〜200°C回火;200〜220°C回火—62〜65; 61〜63;60〜62; 58〜629SiCr 冷处理冷却温度为・70°C,硬度可増加HRC0〜1(冷处理应在淬火后1小时内进行)——W18Cr4V 退火870〜880°C保温后随炉冷207〜255 —W18Cr4V 淬火1260〜13109保温,分级淬火;570°C回火二〜三次—63~66Wl8Cr4V 冷处理冷却温度为・(70〜80°C)(冷处理应在淬火后2小时内进行)———65Mn 退火810〜830°C保温后随炉冷196〜229 —65Mn 淬火790〜820°C 保温油淬;200〜2209回火;370〜400°C回火—55〜60; 42〜485OSi2MnA 淬火860〜880°C保温油淬;400〜4509回火;440〜4609回火—45〜50; 42〜4750CrVA 退火830〜85O°C保温后随炉冷W22550CrVA 淬火840〜860°C保温后油淬;370〜420°C回火—45 〜50 GCrl5 退火790〜8IO°C保温后冷至710〜720°C等温,然后空冷207〜229 ——GCrl5 淬火840〜860°C保温,油淬;180〜2009回火;150〜160°C回火—58〜62; 61 〜65!Crl3 调质1000〜1050°C保温油淬或水淬;520〜560°C回火;580〜620°C|H| 火;630〜660°C|'«l 火260〜330; 21250; 200〜2—。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
810-830℃淬火
350-370℃回火
≥980
≥1176
≥10
≥40
≥59
——
42-47
用于要求强度、硬度较高、形状简单的离合器、齿轮、轴、销、挡铁等零件
≤50
C48
810-830℃淬火
240-280℃
回火
≥931
≥1176
≥6
≥22
——
——
48-53
用于要求强度、硬度、耐磨性较高、且不受冲击的轴、齿轮、卡爪等零件
35
Z≤187
850-870℃
空冷
≥314
≥529
≥20
≥45
≥88
≤187
用于负荷较小和无耐磨性要求的轴、拉杆、手柄等零件。
C35
830-850℃
淬火
380-420℃
回火
≥637
≥980
≥8
≥30
≥59
——
35-40
用于具有较高强度的螺钉、螺母、销、挡铁、垫圈等各种标准件
≤50
45
Z170~217
钢的热处理及机械性能表
钢号
热处理
技术要求
工艺规范
机 械 性 能
应 用 范 围 举 例
表面硬度能达到要求的最大断面
寸㎜
бs
N/㎜2
бb
N/㎜2
δs
(%)
ψ
%
ak
J/cm2
HBS
HRS
Q235-A
不热处理
热 轧
185~235
375~460
21~26
——
——
——
——
用于轻负荷、不受摩擦的地脚螺钉、螺母、垫圈等零件和水槽、油箱、电器柜、防护罩、盖板、托盘等焊接构件。
——
——
——
——
——
——
50-55
用于要求弹性高的小弹簧及各种弹簧性零件
≤20
C56
790-820℃淬油
180-200℃回火
——
——
——
——
——
——
56-61
用于要求具有较高强度和耐磨性的弹簧夹头、活塞、心轴、主轴等零件
≤15
T235-G59
830-850℃淬乳化液
≤30
S-G58
900-950℃渗碳
830-880℃淬乳化液
180-200℃回火
——
——
——
——
——
——
59-63
用于要求耐磨性较高,热处理变形小的轴、花键轴、模数小于3㎜的齿轮等零件
不限
钢的热处理及机械性能表
钢号
热处理
技术
要求
工艺规范
机 械 性 能
应 用 范 围 举 例
表面硬度能达到要求的最大断面尺寸㎜
——
——
——
——
200-230
——
用于承受较大负荷并要求一定耐磨性的精密丝杠
——
T235
220-250
C61
770-790℃淬火
160-200℃回火
——
——
——
——
——
——
61-66
用于要求耐磨性高的顶尖、套筒、模板、凸轮、心轴等零件
≤20
T12
T12A
Th159-207
750-770℃加热
640-670℃等温
840-860℃
空冷
≥353
≥598
≥16
≥40
≥49
170-217
——
用于负荷不大的轴、丝杠、套筒、齿轮等零件
不限
T215
820-840℃
淬火
600-640℃
回火
≥544
740
26.5
68
159
200-230
——
用于要求强度不高的齿轮、蜗杆、丝杠等零件
≤80
钢的热处理及机械性能表
钢号
热处理
技术要求
——
——
——
——
——
——
61-66
同T10-C61
≤20
15CrMn
S-C58
900-950℃渗碳
810-840℃淬油
180-200℃回火
——
——
——
——
——
——
58-63
用于高速、中小负荷、冲击较小而要求耐磨的主轴、花键轴、齿轮等零件(去碳较易配作)
≤50
S-G58
900-950℃渗碳
840-880℃淬乳化液
08
Th≤131
960-1000℃
炉冷
——
——
——
——
——
≤131
——
用于要求磁导率较高,剩磁较少的电磁铁、电磁吸盘等电器零件。
Z
910-940℃
空冷
≥195
≥325
≥33
≥60
——
——
——
用于深冲、冷作的零件
15
Z≤143
910-940℃
空冷
≥225
≥375
≥27
≥55
≥63.7
≤143
——
用于离心浇铸双金属套的基体材料
≤30
T0-560℃渗氮
——
——
——
——
——
——
≥500HV
同40Cr-D500
不限
38CrMoA1A
D900
T235-D900
T265-D900
500-560℃渗氮
——
——
——
——
——
——
≥900HV
用于耐磨性好、疲劳强度较高及热处理变形小的镗杆、套筒、主轴、蜗杠、齿轮、滚珠丝杠等零件
不限
G52
T-G52
860-880℃淬乳化液
180-200℃回火
——
——
——
——
——
——
52-57
用于要求硬度、耐磨性高的主轴、心轴、齿轮等零件
D500
Dt500
510-540℃渗碳
560-580℃氮碳共渗
——
——
——
——
——
——
≥500HV
用于要求耐磨、热处理变形小的锥齿轮、蜗杆、花键套等零件
钢的热处理及机械性能表
180-200℃回火
——
——
——
——
——
——
58-63
用于承受小负荷、冲击不大及局部耐磨的中、小零件
不限
20Cr
S-C58
900-950℃渗碳
800-850℃淬油
180-200℃回火
≥400
≥650
≥12
≥40
≥60
心部180-287
58-63
用于高速、受冲击、中等尺寸的变速箱齿轮、爪形离合器、套、导向板、装滑动轴承的主轴、心轴、滑柱、蜗杆、仿形板等
钢号
热处理
技术
要求
工艺规范
机 械 性 能
应 用 范 围 举 例
表面硬度能达到要求的最大断面尺寸㎜
бs
N/㎜2
бb
N/㎜2
δs
(%)
ψ
%
ak
J/cm2
HBS
HRS
35CrMnsi
C48
880-900℃淬油
180-200℃回火
≥1470
≥1666
≥7
≥40
≥44
——
48-53
用于高强度、重负荷及中等速速度工作的轴和齿轮等零件
58-63
用于重负荷、高速及冲击较大的齿轮、主轴、轴、顶尖套、蜗杆、离合器、花键套等零件
——
40Cr
T215
840-860℃淬油
640-680℃回火
652
823
22.5
66.5
166
200-230
——
用于中等负荷、中等速度及冲击条件下工作的轴、光杆、花键套等零件
≤50
T235
840-860℃淬油
600-640℃回火
不限
16Mn
热 轧
274.5~235
460.7-509.9
19~21
——
——
——
——
用于强度较高的焊接构件和磨床砂轮罩壳等
Y30
热 轧
——
510-655
≥15
≥25
——
≤187
——
用于在自动机上大量加工,强度要求不高的各种紧固件等
冷 拉
——
540-825
≥6
——
——
174-223
——
Y40Mn
热 轧
58-63
同20Cr、20CrMnTi-C58
S-G58
900-950℃渗碳
820-860℃淬乳化液
180-200℃回火
——
——
——
——
——
——
58-63
同20Cr、20CrMnTi-S-G58
20CrMo
S-C58
900-950℃渗碳
830-850℃淬油
180-200℃回火
——
——
——
——
——
——
氮碳共渗
——
——
——
——
——
——
≥480HV
用于低精度的丝杠、进给系统齿轮和负荷不大而要求耐磨的零件
T8、T8A
C59
780-800℃
淬火
160-200℃
回火
——
——
——
——
——
——