G 指令功能表(h)
刀具长度补偿G43、G44、G49指令编程举例

刀具长度补偿G43、G44、G49指令编程举例刀具长度补偿指令一般用于刀具轴向(Z方向)的补偿,它使刀具在Z方向上的实际位移量比程序给定值增加或减少一个偏置量,这样当刀具在长度方向的尺寸发生变化时(如钻头刃磨后),可以在不改变程序的情况下,通过改变偏置量,加工出所要求的零件尺寸。
指令格式:G43 Z__ H__G44 Z__ H__G49指令功能:对刀具的长度进行补偿指令说明:(1) G43指令为刀具长度正补偿;(2) G44指令为刀具长度负补偿;(3) G49指令为取消刀具长度补偿;(4) 刀具长度补偿指刀具在Z方向的实际位移比程序给定值增加或减少一个偏置值;(5) 格式中的Z值是指程序中的指令值,即目标点坐标;(6) H为刀具长度补偿代码,后面两位数字是刀具长度补偿寄存器的地址符。
H01指01号寄存器,在该寄存器中存放对应刀具长度的补偿值。
使用G43、G44时,不管用绝对尺寸还是用增量尺寸指令编程,程序中指定的Z轴移动指令的终点坐标值,都要与H代码指令的存储器中的偏移量进行运算。
执行G43时:Z实际值=Z指令值+H__中的偏置值执行G44时:Z实际值=Z指令值-H__中的偏置值例题:图所示,图中A点为刀具起点,加工路线为1→2→3→4→5→6→7→8→9。
要求刀具在工件坐标系零点Z轴方向向下偏移3mm,按增量坐标值方式编程(提示把偏置量3mm存入地址为H01的寄存器中)。
图刀具长度补偿G43、G44、G49指令例题N01 G91 G00 X70 Y45S800 M03N02 G43 Z-22 H01N03 G01 Z-18 F100 M08N04 G04 X5N05 G00 Z18N06 X30 Y-20N07 G01 Z-33 F100N08 G00 G49 Z55 M09 N09 X-100 Y-25N10 M30。
程序代码及其含义

程序代码及其含义数控机床程编中,经常使用的程序代码有哪些?其含义是什么?在数控机床程序编制中,经常使用的程序指令代码有“G”、“M”。
经常使用的功能代码有“S”、“F”和“T”等。
现将这些常用的指令及功能代码含义介绍如下:(1)G指令G指令是准备功能指令,有字母G和后面紧跟的2位数字组成。
从G00到G99共有100个指令。
该指令的作用主要是指定数控机床的运动方式,并为数控系统插补运算作好准备,因此在程序段中G指令一般位于坐标指令的前面。
常用的G指令有G01(直线插补),G02、G03(圆弧插补),G00(快速点定位),G17、G18、G19(坐标平面选择),G40、G41、G42(刀具半径补偿),G92(预置寄存)及G90、G91(绝对尺寸及增量尺寸程编指令)。
有关G指令的详细规定与含义见表1---3所示。
在代码中有两种代码必须有一些了解,一个是准备工作码(H代码),一个是辅助功能代码(M代码)。
我们国家对G代码和M代码做了规定,即JG3028—83,它与国际标准化组织的ISO—1056—1975E等效。
在G代码与M代码中有不指定和永不指定两类尚未定义的代码。
不指定是暂时尚未指定,以后很可能指定定义,永不指定的代码就把指定的权利安给了机床制造厂家。
不论G代码还是M代码,均用2位数来表示:G00~G99,M00~M99。
共有200个代码。
最近看到有些机床厂家的G代码出现了3位数,这也是一种必然的结果,机床功能愈来愈多,当然代码必然也会增加。
但尚未见到国际标准化组织的新规定。
我们希望更多的分析一下机床厂随机提供的编程资料是非常必要的。
即使对G代码、M代码非常熟悉的人也要研究这些随机资料,看一看是否有一些新的规定,避免编程中存在语法错误。
这些软性的故障,常常在机床使用的初期出现。
表1---3 JB3208—83准备功能G代码代码(1)功能保持到被取消或被同样字母表示的程序指令所代替(2)功能仅在所出现的程序段内有作用(3)功能(4)G00a点定位G01a直线插补G02a顺时针方向圆弧插补G03a逆时针方向圆弧插补G04*暂停G05##不指定G06a抛物线插补G07##不指定G08*加速G08*减速G10~G16**不指定G17c XY平面选择G18c ZX平面选择G19c YZ平面选择G20~G32##不指定代码(1)功能保持到被取消或被同样字母表示的程序指令所代替(2)功能仅在所出现的程序段内有作用(3)功能(4)G33a螺纹切削,等螺距G34a螺纹切削,增螺距G35a螺纹切削,减螺距G36~G39##永不指定G40d刀具补偿/刀具偏置注销G41d刀具补偿一左G42d刀具补偿一右G43#(d)#刀具偏置一正G44#(d)#刀具偏置一负G45#(d)#刀具偏置+/+G46#(d)#刀具偏置+/-G47#(d)#刀具偏置-/-G48#(d)#刀具偏置-/+G49#(d)#刀具偏置0/+G50(d)#刀具偏置0/-G51(d)#刀具偏置+/0G52(d)#刀具偏置-/0G53f直线偏移,注销G54f直线偏移XG55f直线偏移YG56f直线偏移ZG57f直线偏移XYG58f直线偏移XZG59f直线偏移YZG60h准确定位1(精)G61h准确定位2(中)G62h快速定位(粗)G63#攻丝G64~G67##不指定G68#(d)#刀具偏置,内角G69#(d)#刀具偏置,外角G70~G79##不指定G80e固定循环注销G81~G89e固定循环G90j绝对尺寸G91j增量尺寸G92#预置寄存G93k时间倒数,进给率G94k每分钟进给G95k主轴每转进给G96I恒线速度G97I每分钟转数(主轴)G98~G99##不指定注:1.#号:如选作特殊用途,必须在程序格式说明中说明。
程序代码及其含义

程序代码及其含义数控机床程编中,经常使用的程序代码有哪些?其含义是什么?在数控机床程序编制中,经常使用的程序指令代码有“G”、“M”。
经常使用的功能代码有“S”、“F”和“T”等。
现将这些常用的指令及功能代码含义介绍如下:(1)G指令G指令是准备功能指令,有字母G和后面紧跟的2位数字组成。
从G00到G99共有100个指令。
该指令的作用主要是指定数控机床的运动方式,并为数控系统插补运算作好准备,因此在程序段中G指令一般位于坐标指令的前面。
常用的G指令有G01(直线插补),G02、G03(圆弧插补),G00(快速点定位),G17、G18、G19(坐标平面选择),G40、G41、G42(刀具半径补偿),G92(预置寄存)及G90、G91(绝对尺寸及增量尺寸程编指令)。
有关G指令的详细规定与含义见表1---3所示。
在代码中有两种代码必须有一些了解,一个是准备工作码(H代码),一个是辅助功能代码(M代码)。
我们国家对G代码和M代码做了规定,即JG3028—83,它与国际标准化组织的ISO—1056—1975E等效。
在G代码与M代码中有不指定和永不指定两类尚未定义的代码。
不指定是暂时尚未指定,以后很可能指定定义,永不指定的代码就把指定的权利安给了机床制造厂家。
不论G代码还是M代码,均用2位数来表示:G00~G99,M00~M99。
共有200个代码。
最近看到有些机床厂家的G代码出现了3位数,这也是一种必然的结果,机床功能愈来愈多,当然代码必然也会增加。
但尚未见到国际标准化组织的新规定。
我们希望更多的分析一下机床厂随机提供的编程资料是非常必要的。
即使对G代码、M代码非常熟悉的人也要研究这些随机资料,看一看是否有一些新的规定,避免编程中存在语法错误。
这些软性的故障,常常在机床使用的初期出现。
表1---3 JB3208—83准备功能G代码注:1.#号:如选作特殊用途,必须在程序格式说明中说明。
2.如在直线切削控制中没有刀具补偿,则G43到G52可指定作其他用途。
FANUC系统数控机床MDI操作面板按键的详细说明
FANUC系统数控机床MDI操作面板按键得详细说明:1 ALTER 修改程序及代码2 INSRT插入程序3 DELET删除程序4 EOB完成一句 (END OF BLOCK)5 CAN 取消(EDIT 或MDI MODE情况下使用)6 INPUT输入程序及代码7 OUTPUT START 输出程序及指令8 OFFSET 储存刀具长度、半径补当值9 AUX GRAPH 显示图形10 PRGRM 显示程序内容11 ALARM 显示发生警报内容或代码12 POS 显示坐标13 DGONS PARAM 显示自我诊断及参数功能14 RESET 返回停止15 CURSOR 光标上下移动16PAGE上下翻页17 O程序号码由 O0001~O999918 N 顺序号码由N0001~N999919 G 准备功能代码20 X 坐标轴运动方向指令21 Y 坐标轴运动方向指令22 Z 坐标轴运动方向指令23H长度补偿功能代码24 F 进给(FEED)指令25 R圆弧半径指令26M辅助功能指令27 S主轴指速指令28 T 刀具号码29 D 半径补偿功能代码30 I 、J 、K 圆弧起点至圆弧中心距离(分别在X,Y,Z轴上)31 P 子程序调用代码32 PROGRAM PROTECT程序记忆保护开关33 MEMORY 自动执行程序34 EDIT 编辑35 MDI 手动编辑36 SINGL BLOCK单句执行37 BLOCKDELET 指定不执行单句程序 (与 / 键共享)38 OPT STOP 选择性停止 (与M01码共享)39 DRY RUN 空运行40 PRGTEST不执行M、S、T、码指令41 CYCLE START循环动(执行程序)42CYCLE STOP 循环停止(暂停程序)43 PRG STOP 程序停止(与M00共享)44HOME 返回X、Y、Z、各轴机械原45 JOG 手动进给(行位或切削)46 MPG 手动驱动器50 HIGH 手动快速进给51 SPDL DEC 主轴(RPM)速52 SPDL100%执行程序中S指令速53 SPDL CW 主轴顺时钟转动54 SPDLSTOP 主轴停止55 SPDL CCW主轴逆时钟转动56 SPDL INC主轴(RPM)增速57 Z+,Y+,X+机床X、Y、Z、轴往正方向移动58 Z-,Y-,X- 机床X、Y、Z、轴往负方向移动59 4-,4+ 机床第四轴60 TRVRS执行机床各轴移动指令61 CLNT ON 供应切削液62 CLNT OFF 停止供应切削液63 CLNT AUTO 自动执行供应切削液64 OVERRIDE切削速度随控0—-150%65 EMERGENCY STOP 紧急停止66 THERMAL ALARM 主轴负荷过热报警67 LUB ALARM 润滑油不足报警68 X_MIRROR IMAGE X轴镜像加工功能69Y_MIRROR IMAGE Y轴镜像加工功能70 RAPID OVERRIDE 快速行程?控71 DNC 直接数控:由于外部接口设备输入程序至数控机床,而又因子控机床本身记忆容量有限,需要执行边读边做(即同时执行收取程序与执行程序指令动作),称为DNC操作。
数控车床G代码对照表

M
辅助功能
0…99整数,无符号
用于进行开关操作,如“打开” 冷却液,一个程序段中最多有5个M功能
M...
M0
程序停止
用M0停止程序的执行:按“启动”键加工继续执行。
M1
程序有条件停止
与M0一样,但仅在“条件停(M1)有效” 功能被软键或接口信号触发后才生效。
M2
程序结束
在程序的最后一段被写入
H
H0=
T0
H9999
H功能
±0.000001…9999.9
999(8个十进制数据位)或使用指数形式
用于传送到PLC的数值,其定义由机床制造厂家确定。
H0=…
H9999=…e.g.
H7=23.456
I
插补参数
±0.001…99999.999
螺纹:
0.001…20000.000
X轴尺寸,在G2和G3中为圆心坐标:在G33,G331,G332中则表示螺距大
;不带补偿夹具切削螺纹. Z退刀 ;螺距符号同G331
CT
带切线的过渡圆弧插补
N10…
N20 CT Z… X…F. 圆弧以前一段切线为过渡.
G4
快速移动
2: 特殊运行,程序段方式有效
G4 F…或G4 S….;自身程序段
G63
快速移动
G63 Z…F…S…M…
G74
回参考点
G74X…Z… ;自身程序段
G75
G52
设置局部坐标系
G53
选择机床坐标系
G70
00
精加工循环
G71
内外径粗切循环
G72
台阶粗切循环
G73
成形重复循环
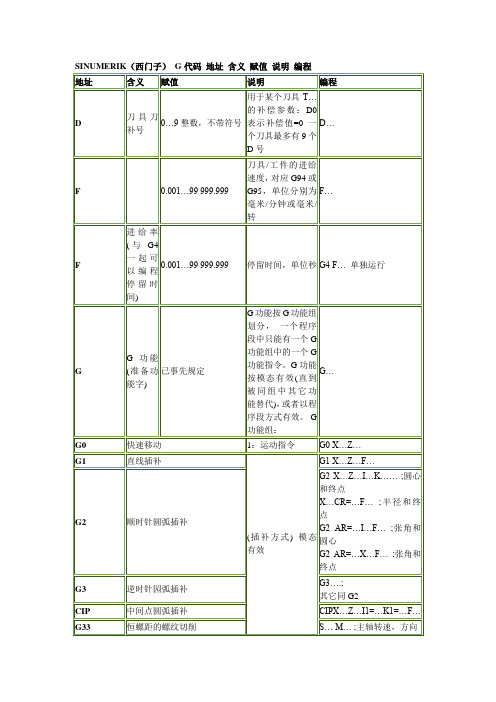
SINUMERIK西门子系统加工中心编程各代码-1
西门子系统,在机床没有回零点时,也可以循环起动的方法。
在启动状态下(诊断—机床设定)输入DB126 DBX4.0,B,1西门子系统,等分圆周孔,钻孔循环的另一种方法,MACLL CYCLE81(100,0,5,,20)HOLES 1 或2(0,0,126,90,360/7,7)MACLL1,是直线2,是圆周0,起始角度0,起始点Z值126,半径90,第一孔的起始角度360/7,在360度内钻7个孔7,一共要钻7个孔西门子系统按键说明:区域转换键菜单扩展键返回键加工显示键自动方式单段运行手动方式;门子系统操作面板,英—汉对照说明:JOG 手动方式窗口:PresetScratch 对刀Handwheel 手轮ICN ICN…………………Gfct+transf G功能Auxiliary func 功能表Spindles 主轴功能Axis federate 轴功能表Zoom act .val 坐标值放大Act.val MCS 机床坐标系/绝对坐标系;<<<<<<<<<<<<<<<<<<<<<<<<<<<AUTO自动方式窗口:Over-storeDRF offsetProgram control 程序控制Block searchHandwheel 手轮Correct programProgram overview…………………Gfct+transf G功能Auxiliary func 功能表Spindles 主轴功能Axis federate 轴功能表Zoom act .val 坐标值放大Act.val MCS 机床坐标系/绝对坐标系;<<<<<<<<<<<<<<<<<<<<<<<<<<<MDA 方式窗口Program control 程序控制Handwheel 手轮Editor function 编辑MDA file fct MDA程序管理…………………Gfct+transf G功能Auxiliary func 功能表Spindles 主轴功能Axis federate 轴功能表Zoom act .val 坐标值放大Act.val MCS 机床坐标系/绝对坐标系Delete MDA buffer 删除MDA缓冲区;<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<< 按区域转换键后的窗口:Machine 机床Parameter 参数Program 程序Services 服务Diagnosis 诊断Startup 起动…………………AUTO 自动方式MDA MDA方式JOG 手动方式R.EPOSREF;<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<< 按Parameter参数选择键后的窗口:Magazine list 刀具补偿R parameter R参数Setting data 设定数据(维修时用)Zero offset 零点偏置User data 用户数据Actire ZO+compens 坐标激活Tool manageme 刀具管理…………………Axes+ 轴+Axes- 轴-Rotation scale mirr Base ZOSet ZO;<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<< 按Program程序选择键后的窗口:Work—pieces 工件Part programs 工件程序Sub—programs 子程序User cycles 用户循环Clip—board 剪粘板Log 记录…………………Interactiv programing 对话式编程New 新的Copy 复制Inserl 粘贴Delete 删除Rename 重命名AlterenableInteractiv programing 对话式编程New 新的Load 装载Unload 卸载Smulation 模拟Manage programs 程序管理Seleet 选择Save setup data 保存数据;<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<< 按Services服务选择键后的窗口:Data in 数据输入Data out 数据输出Manage data 数据管理Data selection 数据选择Interface 接口…………………V24 RS232C接口PG 编程器Disk 磁盘Archive… 文档NC card NC卡;<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<< 按Diagnosis诊断选择键后的窗口:Alarms 报警Messages 信息Alarm log 报警记录Serrice displays 服务显示Plc status LC状态…………………Display newStore logSort young—old;<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<按Program control程序控制,选择键后的窗口:• Skp:skip block跳过语句• Dry:dry run federate空运行• ROV:rap:trat o/ride 快速倍率• M01:program stop程序停止• DRF RF offset DRF偏差•RT: program test 程序测试SBL1: λ每一个机床切削后停止SBL2: 每一条语句后停止λSBL3: λ循环停止Display 显示Display all blocks 显示所有程序段λλ Display erav bloks anly 仅显示程序段移动;西门子系统打开两个程序窗口,可以相互复制程序段的操作步骤:新建一个文件或打开一个文件—→按“双页面键”—→打开第二个文件—→按“程序段选择键”,选中要复制的程序段—→按“复制程序段”键—→按NEXT/Window键,也就是把光标换到另一个文件下面—→按粘贴程序段键—→按“确定软键”。
数控编程的功能指令
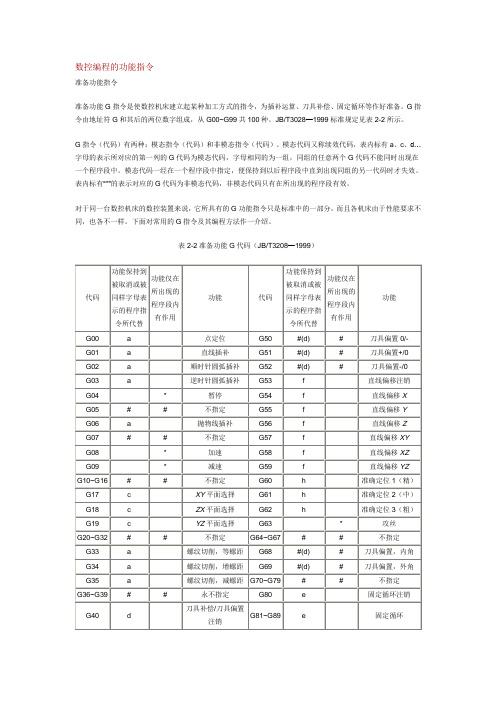
数控编程的功能指令准备功能指令准备功能G指令是使数控机床建立起某种加工方式的指令,为插补运算、刀具补偿、固定循环等作好准备。
G指令由地址符G和其后的两位数字组成,从G00~G99共100种。
JB/T3028—1999标准规定见表2-2所示。
G指令(代码)有两种:模态指令(代码)和非模态指令(代码)。
模态代码又称续效代码,表内标有a、c、d…字母的表示所对应的第一列的G代码为模态代码,字母相同的为一组,同组的任意两个G代码不能同时出现在一个程序段中。
模态代码一经在一个程序段中指定,便保持到以后程序段中直到出现同组的另一代码时才失效。
表内标有“*”的表示对应的G代码为非模态代码,非模态代码只有在所出现的程序段有效。
对于同一台数控机床的数控装置来说,它所具有的G功能指令只是标准中的一部分,而且各机床由于性能要求不同,也各不一样。
下面对常用的G指令及其编程方法作一介绍。
表2-2准备功能G代码(JB/T3208—1999)注:1.“#”号表示如选作特殊用途,必须在程序格式说明中说明。
2.如在直线切削控制中没有刀具补偿,则G43到G52可指定作其他用途。
3.在表中左栏括号中的字母(d)表示:可以被同栏中没有括号的字母d所注销或替代,也可被有括号的字母(d)所注销或替代。
4.G45到G52的功能可用于机床上任意两个预定的坐标。
5.控制机上没有G53到G59、G63功能时,可以指定其他用途。
(1)坐标系有关指令①绝对尺寸与增量尺寸指令(G90/G91)G90表示程序段中的尺寸字为绝对尺寸,G91表示程序段中的尺寸字为增量尺寸。
G90是以各轴移动的终点位置坐标值编程,G91是以各轴的移动量直接编程。
它们均为续效指令。
注意:有些数控系统没有绝对和增量尺寸指令,当采用绝对尺寸编程时,尺寸字用X、Y、Z表示;当采用增量尺寸编程时,尺寸字用U、V、W表示。
②平面选择指令(G17、G18、G19)G17、G18、G19分别表示在XY、ZX、YZ坐标平面内进行加工,常用于确定圆弧插补平面、刀具半径补偿平面,它们均为续效指令。
g41指令用法

G41指令用法G41指令是数控加工中的一种刀具半径补偿指令,用于在加工过程中实现刀具尺寸的补偿。
在本文中,我们将详细介绍G41指令的用法,包括指令格式、参数设置、工作原理以及使用注意事项。
1. 指令格式G41指令的格式如下:G41 Dn其中,n代表刀具半径补偿的编号,可以是任意整数。
在数控加工中,通常使用多个刀具进行加工,每个刀具都有一个对应的编号。
2. 参数设置在使用G41指令之前,需要进行一些参数的设置,以便正确地进行刀具半径补偿。
以下是常见的参数设置:•刀具半径(D):在G41指令中,需要指定刀具的半径。
这个值可以通过测量刀具的直径并除以2来得到。
•刀具半径补偿偏移量(H):刀具半径补偿偏移量是指刀具中心轴线与切削轮廓之间的距离。
这个值可以根据具体的加工要求进行设置。
•刀具半径补偿方向(DIRECTION):刀具半径补偿可以有两个方向,即左侧补偿(G41)和右侧补偿(G42)。
在使用G41指令时,需要指定补偿方向。
3. 工作原理G41指令的工作原理如下:1.首先,将刀具放置在加工件上,确定刀具的位置和方向。
2.设置刀具半径补偿的参数,包括刀具半径(D)、刀具半径补偿偏移量(H)和刀具半径补偿方向(DIRECTION)。
3.当G41指令被执行时,控制系统会根据刀具半径补偿的参数,自动计算出刀具的实际轨迹。
4.在加工过程中,控制系统会自动根据刀具半径补偿的参数,调整刀具的位置,以保证加工轮廓的准确性。
5.当加工完成后,取消刀具半径补偿,使用G40指令即可。
4. 使用注意事项在使用G41指令时,需要注意以下几点:•在使用G41指令之前,必须先设置刀具半径和刀具半径补偿偏移量的参数。
•在切削过程中,需要保持刀具与加工件的接触,以保证刀具半径补偿的准确性。
•在切削轮廓中存在直线段和曲线段时,需要注意切削轮廓的方向和刀具半径补偿的方向是否一致。
•刀具半径补偿的参数设置应根据具体的加工要求进行调整,以保证加工精度和效率。
cnc加工中心代码大全-CNC编程指令代码大全【详解】

cnc加工中心代码大全-CNC编程指令代码大全【详解】DM29M30M63M64M80M81M82M83M85M98M99刚性攻螺纹程序结束并返回排屑启动排屑停止刀库前进刀库后退刀具松开刀具夹紧刀库旋转调用子程序调用子程序结束并返回后指令单独程序段后指令注:在一个程序段中只能有指令一个M指令,如果在一个程序中出现两个或两个以上的M指令时,则只有最后一个M指令有效,其余无效!其他指令:(1)F—进给速度指令F及后面的若干数字表示,当指令为G94单位是mm/min,当指令为G95单位是mm/r。
(2)S—主轴转速指令S及后面的若干数字表示,单位是r/min。
(3)T—刀具指令T及后面的三位数字表示,表示刀号。
(4)H和D—刀具长度补偿值和刀具半径补偿值H和D及厥后面的三位数字透露表现,该三位数字为存放刀具抵偿量地存储器地址(番号)。
G指令代码详解:一、机床功能设定1、G53—挑选机床坐标系花式:G53X Y Z;(X Y Z为机床坐标值)注:当指定G53指令时,就清除刀具的半径补偿、刀具长度补偿和刀具偏值,一般在换刀是指定Z轴。
2、G54~G59—挑选工件坐标系注:电源接通并返回参考点后,体系自动挑选G54。
3、G54.1P1~P48—挑选附加工件坐标系4、G52—局部坐标系花式:G52X Y Z;格式含义:为了编程的方便设定工件坐标系的子坐标系,G52中的X Y Z的值是工件坐标系G54~G59中的位置坐标。
取消局部坐标系——G52X 0 Y 0 Z 0;注:当指令G52局部坐标系或取消局部坐标系时就取消了刀具长度补偿、刀具半径补偿等刀具偏值,在后续的程序中必须重新设置指定刀具长度补偿、刀具半径补偿等刀具偏值。
5、G90—绝对编程绝对编程是刀具挪动到距离工件坐标系原点的某一位置。
6、G91—增量编程增量编程刀具移动的距离是以前一点为基准计算,是前一点的增量。
7、G21—毫米输入G20—英寸输入8、G16—启用极坐标指令G15—取消极坐标指令2、插补功能指令1、G00—快速定位指令格式:G00X Y Z;花式含义:G00指令使刀具以点位控制方式从刀具当前点以最快速度运动到另一点。
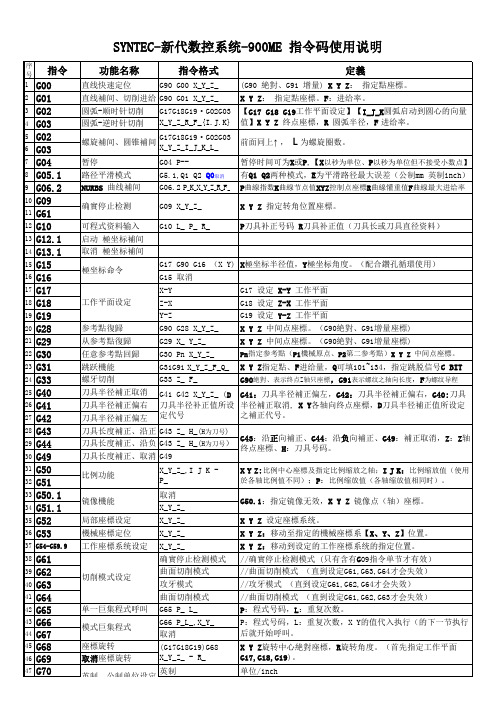
SYNTEC-新代系统指令功能
CNC加工中心程序编程代码大全
CNC加工中心程序编程代码大全常用地址符含义数控FANUC加工中心编程指令代码详解辅助功能M指令注:在一个程序段中只能有指令一个M指令,如果在一个程序中出现两个或两个以上的M 指令时,则只有最后一个M指令有效,其余无效!其他指令(1)F—进给速度指令F及后面的若干数字表示,当指令为G94单位是mm/min,当指令为G95单位是mm/r。
(2)S—主轴转速指令S及后面的若干数字表示,单位是r/min。
(3)T—刀具指令T及后面的三位数字表示,表示刀号。
(4)H和D—刀具长度补偿值和刀具半径补偿值H和D及其后面的三位数字表示,该三位数字为存放刀具补偿量地存储器地址(番号)。
G指令代码详解一、机床功能设定1、G53—选择机床坐标系格式:G53 X Y Z ;(X Y Z为机床坐标值)注:当指定G53指令时,就清除刀具的半径补偿、刀具长度补偿和刀具偏值,一般在换刀是指定Z轴。
2、G54~G59—选择工件坐标系注:电源接通并返回参考点后,系统自动选择G54。
3、G54.1 P1~P48—选择附加工件坐标系4、G52—局部坐标系格式:G52X Y Z ;格式含义:为了编程的方便设定工件坐标系的子坐标系,G52中的X Y Z的值是工件坐标系G54~G59中的位置坐标。
取消局部坐标系——G52 X 0 Y 0 Z 0 ;注:当指令G52局部坐标系或取消局部坐标系时就取消了刀具长度补偿、刀具半径补偿等刀具偏值,在后续的程序中必须重新设置指定刀具长度补偿、刀具半径补偿等刀具偏值。
5、G90—绝对编程绝对编程是刀具移动到距离工件坐标系原点的某一位置。
6、G91—增量编程增量编程刀具移动的距离是以前一点为基准计算,是前一点的增量。
7、G21—毫米输入 G20—英寸输入8、G16—启用极坐标指令 G15—取消极坐标指令二、插补功能指令1、G00—快速定位指令格式:G00 X Y Z ;格式含义:G00指令使刀具以点位控制方式从刀具当前点以最快速度运动到另一点。
数控G_M指令(代码)全
G 代码G00快速定位G01主轴直线切削G02主轴顺时针圆弧切削G03主轴逆时针圆弧切削G04 暂停G10 数据设置模态G11 数据设置取消模态G17 XY平面选择模态G18 ZX平面选择模态G19 YZ平面选择模态G20 英制模态G21 米制模态G22存储行程检查开关翻开模态G23 存储行程检查开关关闭模态G25 主轴速度波动检查翻开模态G26 主轴速度波动检查关闭模态G27 参考点返回检查非模态G28 参考点返回非模态G31 跳步功能非模态G40 刀具半径补偿取消模态G41 刀具半径左补偿模态G42 刀具半径右补偿模态G43 刀具长度正补偿模态G44 刀具长度负补偿模态G49 刀具长度补偿取消模态G52 局部坐标系设置非模态G53 机床坐标系设置非模态G54 第一工件坐标系设置模态G55 第二工件坐标系设置模态G59 第六工件坐标系设置模态G65 宏程序调用模态G66 宏程序调用模态模态G67 宏程序调用取消模态G70 外圆精车循环G71外圆粗车循环G73 高速深孔钻孔循环非模态G74 左旋攻螺纹循环非模态G76 精镗循环非模态G80 固定循环注销模态G81 钻孔循环模态G82 钻孔循环模态G83 深孔钻孔循环模态G84 攻螺纹循环模态G85 粗镗循环模态G86 镗孔循环模态G87 背镗循环模态G89 镗孔循环模态G90 绝对尺寸模态G91 增量尺寸模态G92 工件坐标原点设置模态G97 以转速进给固定循环回到初始点G98 以时间进给固定循环回到R点G00定位〔快速移动〕格式 G00 X_ Z_1这个命令把刀具从当前位置移动到命令指定的位置 (在绝对坐标方式下),或者移动到某个距离处 (在增量坐标方式下)。
2. 非直线切削形式的定位我们的定义是:采用独立的快速移动速率来决定每一个轴的位置。
刀具路径不是直线,根据到达的顺序,机器轴依次停止在命令指定的位置。
3. 直线定位刀具路径类似直线切削(G01) 那样,以最短的时间〔不超过每一个轴快速移动速率〕定位于要求的位置。
FANUC系统常用指令
一、FANUC系统常用指令1、快速定位指令G002、直线插补指令G013、圆弧插补指令G02、G03该指令使刀具从圆弧起点沿圆弧移动到圆弧终点。
4、主轴速度设置指令和转速控制指令G96、G97、G50。
(1)主轴线速度恒定指令G96格式:G96 S; S单位为m/min。
此时应限制主轴最高转速,即用G50指令。
如:G50 S1500;主轴最高转速限制为1500r/min。
(2)直接设定主轴转速指令G97。
格式:G97 S; S的单位为r/min (注:一般系统 G97)G96、G97均为模态指令,可相互取消。
5、每转进给指令G99和每分钟进给指令G98。
格式:G99 F; F单位为mm/rG98 F; F单位为mm/minG98、G99均为模态指令,机床初始状态默认G99。
6、螺纹车削加工(可加工直螺纹和锥螺纹)方式有直进式和斜进式(1)螺纹切削指令G32,可车削直螺纹、锥螺纹和端面螺纹。
G32指令进刀方式为直进式。
注:螺纹切削时不可用主轴线速度恒定指令G96。
格式:G32 XZF;其中:XZ为螺纹终点坐标,F为螺距。
螺纹深度计算:h=0.6495p 螺纹小径:d1=d-h×27、刀具功能指令T格式:T 02 02T:为刀具02:刀具号00-9902:刀具补偿号00-99注;(1)刀具号可与转位刀架上的刀具号相对应。
(2)刀具补偿包括形状补偿和磨损补偿。
(3)为了方便,刀具号和刀具补偿号通常是一致的。
(4)刀具号为0或00时,取消刀具;刀具补偿号为0或00时,相当于取消补偿。
例:T0或T00、T0200。
8、辅助功能指令MM00—程序停止 M01—选择停止 M02—程序停止M03、M04、M05—主轴正、反、停转 M08—切削液开M09—切削液关 M30—程序结束并返回M98—子程序调用 M99—子程序调用返回(子程序结束)二、固定循环指令为了简化程序,数控装置可以用一个程序段指定刀具作反复切削,这就是固定循环指令。
数控编程指令代码
数控编程指令代码.常用地址符含义地址。
功能。
含义A。
坐标字。
绕X轴旋转B。
坐标字。
绕Y轴旋转C。
坐标字。
绕Z轴旋转D。
补偿号。
刀具半径补偿指令E。
——。
第二进给功能F。
进给速度。
进给速度指令G。
准备功能。
指令动作方式H。
补偿号。
补偿号指令I。
坐标字。
圆弧中心X轴向坐标J。
坐标字。
圆弧中心Y轴向坐标K。
坐标字。
圆弧中心Z轴向坐标L。
重复次数。
固定循环及子程序的循环次数机床开/关指令M。
辅助功能。
程序段顺序号指令N。
功能。
程序号、子程序号指定暂停时间或程序中某功能开始使用的顺序号O。
——。
固定循环终止段号或固定循环中的定距P。
——。
固定循环中定距离或圆弧半径的指定Q。
坐标字。
主轴旋转指令R。
坐标字。
刀具功能S。
坐标字。
主轴功能T。
刀具功能。
刀具编号指令U。
坐标字。
与X平行的附加轴的增量坐标值V。
坐标字。
与Y平行的附加轴的增量坐标值W。
坐标字。
与Z平行的附加轴的增量坐标值X。
坐标字。
X轴绝对坐标或暂停时间Y。
坐标字。
Y轴绝对坐标Z。
坐标字。
Z轴绝对坐标数控FANUC加工中心编程指令代码详解辅助功能M指令指令。
功能M00.程序停止M01.程序选择停止M02.程序结束M03.主轴正转M04.主轴反转M05.主轴停止M06.刀具自动交换M08.指令执行类型后指令前指令后指令前指令切削液开(或M07)M09.切削液关M19.主轴定向M29.单独程序段刚性攻螺纹M30.程序结束并返回M63.排屑启动M64.排屑停止M80.刀库前进M81.刀库后退M82.刀具松开M83.刀具夹紧M85.刀库旋转M98.调用子程序M99.后指令调用子程序结束并返回后指令单独程序段后指令注:在一个程序段中只能有一个M指令,如果在一个程序中出现两个或两个以上的M指令时,则只有最后一个M指令有效,其余无效!G指令和M指令G指令组功能G00.快速直线插补G01.切削直线插补G02.顺时针切削圆弧插补G03.逆时针切削圆弧G04.00暂停,停刀,准确停止G10.00改变设定数据G22.工件坐标极限开G23.工件坐标极限关G24.00斜度改变和相切圆弧半径的控制G25.00螺旋插补G26.00旋转拷贝G27.00宏指令呼叫G28.自动返回参考点G29.从参考点返回G30.00返回到2nd~4th的参考点G40线径补偿已取消,取而代之的是G4107线径左补偿和G42线径右补偿。
宏程序G65
宏指令G65可以实现丰富的宏功能,包括算术运算、逻辑运算等处理功能。
一般形式:G65 Hm P#i Q#j R#k式中:m--宏程序功能,数值范围01~99;#i--运算结果存放处的变量名;#j--被操作的第一个变量,也可以是一个常数;#k--被操作的第二个变量,也可以是一个常数。
例如,当程序功能为加法运算时:程序P#100 Q#101 R#102......含义为#100=#101+#102程序P#100 Q-#101 R#102......含义为#100=-#101+#102程序P#100 Q#101 R15......含义为#100=#101+151、宏功能指令(1)算术运算指令(表4.4)表4.4 算术运算指令G码H码功能定义G65 H01 定义,替换# i=# jG65 H02 加# i=# j+# kG65 H03 减# i=# j-# kG65 H04 乘# i=# j × # kG65 H05 除# i=# j/# kG65 H21 平方根# i=√# jG65 H22 绝对值# i=|# j|G65 H23 求余# i=# j-trunc﹙# j/# k﹚· # kTrunc;丢弃小于1的分数部分G65 H24 BCD码→二进制码# i=BIN﹙# j﹚G65 H25 二进制码→BCD码# i=BCD﹙# j﹚G65 H26 复合乘/除# i=﹙# i × # j﹚÷# kG65 H27 复合平方根1 # i=√# j2+# k2G65 H28 复合平方根2 # i=√# j2-# k21)变量的定义和替换#i=#j编程格式G65 H01 P#i Q#j例G65 H01 P#101 Q1005;(#101=1005)G65 H01 P#101 Q-#112;(#101=-#112)2)加法#i=#j+#k编程格式G65 H02 P#i Q#j R#k例G65 H02 P#101 Q#102 R#103;(#101=#102+#103)3)减法#i=#j-#k编程格式G65 H03 P#i Q#j R#k例G65 H03 P#101 Q#102 R#103;(#101=#102-#103)4)乘法#i=#j×#k编程格式G65 H04 P#i Q#j R#k例G65 H04 P#101 Q#102 R#103;(#101=#102×#103)5)除法#i=#j / #k编程格式G65 H05 P#i Q#j R#k例G65 H05 P#101 Q#102 R#103;(#101=#102/#103)6)平方根#i=编程格式G65 H21 P#i Q#j例G65 H21 P#101 Q#102;(#101=)7)绝对值#i=│#j│编程格式G65 H22 P#i Q#j例G65 H22 P#101 Q#102;(#101=│#102│)8)复合平方根1 #i=编程格式G65 H27 P#i Q#j R#k例G65 H27 P#101 Q#102 R#103;(#101=9)复合平方根2 #i=编程格式G65 H28 P#i Q#j R#k例G65 H28 P#101 Q#102 R#103(#101=(2)逻辑运算指令(表4.5)表4.5 逻辑运算指令G码H码功能定义G65 H11 逻辑“或” # i=# j · OR · # kG65 H12 逻辑“与” # i=# j · AND · # kG65 H13 异或# i=# j · XOR · # k1)逻辑或#i=#j OR #k编程格式G65 H11 P#i Q#j R#k例G65 H11 P#101 Q#102 R#103;(#101=#102 OR #103)2)逻辑与#i=#j AND #k编程格式G65 H12 P#i Q#j R#k例G65 H12 P#101 Q#102 R#103;(#101=#102 AND #103)(3)三角函数指令(表4.6)表4.6 三角函数指令G码H码功能定义G65 H31 正弦# i=# j · SIN ﹙# k﹚G65 H32 余弦# i=# j · COS ﹙# k﹚G65 H33 正切# i=# j · TAN﹙# k﹚G65 H34 反正切# i=ATAN﹙# j/# k﹚1)正弦函数#i=#j×SIN(#k)编程格式G65 H31 P#i Q#j R#k (单位:度)例G65 H31 P#101 Q#102 R#103;(#101=#102×SIN(#103))2)余弦函数#i=#j×COS(#k)编程格式G65 H32 P#i Q#j R#k (单位:度)例G65 H32 P#101 Q#102 R#103;(#101=#102×COS(#103))3)正切函数#i=#j×TAN#k编程格式G65 H33 P#i Q#j R#k (单位:度)例G65 H33 P#101 Q#102 R#103;(#101=#102×TAN(#103))4)反正切#i=ATAN(#j/#k)编程格式G65 H34 P#i Q#j R#k (单位:度,0o≤ #j ≤360o)例G65 H34 P#101 Q#102 R#103;(#101=ATAN(#102/#103))(4)控制类指令(表4.7)表4.7 控制类指令G码H码功能定义G65 H80 无条件转移GO TO nG65 H81 条件转移1 IF # j=# k,GOTOnG65 H82 条件转移2 IF # j≠# k,GOTOnG65 H83 条件转移3 IF # j># k,GOTOnG65 H84 条件转移4 IF # j<# k,GOTOnG65 H85 条件转移5 IF # j≥# k,GOTOnG65 H86 条件转移6 IF # j≤# k,GOTOnG65 H99 产生PS报警PS报警号500+n出现1)无条件转移编程格式G65 H80 Pn (n为程序段号)例G65 H80 P120;(转移到N120)2)条件转移1 #j EQ #k(=)编程格式G65 H81 Pn Q#j R#k (n为程序段号)例G65 H81 P1000 Q#101 R#102当#101=#102,转移到N1000程序段;若#101≠ #102,执行下一程序段。
法兰克代码

G功能字FANUC系统G00—快速移动点定位G01—直线插补G02—顺时针圆弧插补G03—逆时针圆弧插补G04—暂停G17—XY平面选择G18—ZX平面选择G19—YZ平面选择G32—螺纹切削---G33—恒螺距螺纹切削G40—刀具补偿注销刀具补偿注销G41—刀具补偿——左刀具补偿G42—刀具补偿——右刀具补偿G43—刀具长度补偿——正G44—刀具长度补偿——负G49—刀具长度补偿注销G50—主轴最高转速限制G54~G59加工坐标系设定零点偏置G65—用户宏指令G70—精加工循环英制G71—外圆粗切循环米制G72—端面粗切循环G73—封闭切削循环G74—深孔钻循环G75—外径切槽循环G76—复合螺纹切削循环G80—撤销固定循环撤销固定循环G81—定点钻孔循环固定循环G90—绝对值编程绝对尺寸G91—增量值编程增量尺寸G92—螺纹切削循环主轴转速极限G94—每分钟进给量直线进给率G95—每转进给量旋转进给率G96—恒线速控制恒线速度G97—恒线速取消注销G98—返回起始平面G99—返回R平面M功能字含义表M00—程序暂停指令程序执行到此进给停止,主轴停转。
重新按启动按钮后,再继续执行后面的程序段。
主要用于编程者想在加工中使机床暂停(检验工件、调整、排屑等)M01—程序选择性暂停指令选择停止”键处于“ON”状态时此功能才能有效,否则该指令无效。
执行后的效果与M00相同,常用于关键尺寸的检验或临时暂停M02—主程序结束指令执行到此指令进给停止主轴停止冷却液关闭但程序光标停在程序末尾M03—主轴顺时针旋转M04—主轴逆时针旋转M05—主轴旋转停止M06—换刀M07—2号冷却液开M08—1号冷却液开M09—冷却液关M30—程序停止并返回开始处功能同M02不同之处是光标返回程序头位置不管M30后是否还有其他程序段M98—调用子程序M99—返回子程序FANUC系统各键使用方法1 ALTER 修改程序及代码2 INSRT 插入程序3 DELET 删除程序4 EOB 完成一句 (END OF BLOCK)5 CAN 取消(EDIT 或 MDI MODE 情况下使用)6 INPUT 输入程序及代码7 OUTPUT START 输出程序及指令8 OFFSET 储存刀具长度、半径补当值9 AUX GRAPH 显示图形10 PRGRM 显示程序内容11 ALARM 显示发生警报内容或代码12 POS 显示坐标13 DGONS PARAM 显示自我诊断及参数功能14 RESET 返回停止15 CURSOR 光标上下移动16 PAGE 上下翻页17 O 程序号码由 O0001~O999918 N 顺序号码由N0001~N999919 G 准备功能代码20 X 坐标轴运动方向指令21 Y 坐标轴运动方向指令22 Z 坐标轴运动方向指令23 H 长度补偿功能代码24 F 进给(FEED)指令25 R 圆弧半径指令26 M 辅助功能指令27 S 主轴指速指令28 T 刀具号码29 D 半径补偿功能代码30 I . J .K 圆弧起点至圆弧中心距离(分别在X,Y,Z轴上)31 P 子程序调用代码32 PROGRAM PROTECT 程序记忆保护开关33 MEMORY 自动执行程序34 EDIT 编辑35 MDI 手动编辑36 SINGL BLOCK 单句执行37 BLOCK DELET 指定不执行单句程序 (与 / 键共享)38 OPT STOP 选择性停止 (与M01码共享)39 DRY RUN 空运行40 PRG TEST 不执行M.S.T.码指令41 CYCLE START 循环动(执行程序)42 CYCLE STOP 循环停止(暂停程序)43 PRG STOP 程序停止(与M00共享)44 HOME 返回X.Y.Z.各轴机械原?45 JOG 手动进给(行位或切削)46 MPG 手动驱动器50 HIGH 手动快速进给51 SPDL DEC 主轴(RPM)速52 SPDL 100% 执行程序中S指令速53 SPDL CW 主轴顺时钟转动54 SPDL STOP 主轴停止55 SPDL CCW 主轴逆时钟转动56 SPDL INC 主轴(RPM)增速57 Z+,Y+,X+ 机床X.Y.Z.轴往正方向移动58 Z-,Y-,X- 机床X.Y.Z.轴往负方向移动59 4-,4+ 机床第四轴60 TRVRS 执行机床各轴移动指令61 CLNT ON 供应切削液62 CLNT OFF 停止供应切削液63 CLNT AUTO 自动执行供应切削液64 OVERRIDE 切削速度随控 0--150%65 EMERGENCY STOP 紧急停止66 THERMAL ALARM 主轴负荷过热报警67 LUB ALARM 润滑油不足报警68 X_MIRROR IMAGE X轴镜像加工功能69 Y_MIRROR IMAGE Y轴镜像加工功能70 RAPID OVERRIDE 快速行程控71 DNC 直接数控:由于外部接口设备输入程序至数控机床,而又因子控机床本身记忆容量有限,需要执行边读边做(即同时执行收取程序和执行程序指令动作),称为DNC操作。
宏程序代码
精心整理转铣床宏指令G65及使用注意事项(FANUC-0MC)2008-05-2921:10宏指令G65可以实现丰富的宏功能,包括算术运算、逻辑运算等处理功能。
一般形式:G65HmP#iQ#jR#k式中:m--宏程序功能,数值范围01~99;#i--#j--#k--程序#101+#102-#101+#102含义为#100=#101+154.4)表4.4算术运算指令G码H码功能定义G65H01定义,替换#i=#jG65H02加#i=#j+#kG65H03减#i=#j-#kG65H04乘#i=#j×#kG65H05除#i=#j/#kG65H21平方根#i=√#jG65H22绝对值#i=|#j|G65H23求余#i=#j-trunc﹙#j/#k﹚·#kTrunc;丢弃小于1的分数部分G65H24BCD码→二进制码#i=BIN﹙#j﹚G65H25二进制码→BCD码#i=BCD﹙#j﹚÷#k#k21编程格式=#j+#k编程格式G65H02P#iQ#jR#k例G65H02P#101Q#102R#103;(#101=#102+#103) 3)减法#i=#j-#k编程格式G65H03P#iQ#jR#k例G65H03P#101Q#102R#103;(#101=#102-#103) 4)乘法#i=#j×#k编程格式G65H04P#iQ#jR#k例G65H04P#101Q#102R#103;(#101=#102×#103) 5)除法#i=#j/#k编程格式G65H05P#iQ#jR#k例G65H05P#101Q#102R#103;(#101=#102/#103)6)平方根#i=编程格式G65H21P#iQ#j例G65H21P#101Q#102;(#101=)7)绝对值#i=│#j│编程格式G65H22P#iQ#j例G65H22P#101Q#102;(#101=│#102│) 89G码H码功能定义G65H11逻辑“或”#i=#j·OR·#kG65H12逻辑“与”#i=#j·AND·#kG65H13异或#i=#j·XOR·#k1)逻辑或#i=#jOR#k编程格式G65H11P#iQ#jR#k例G65H11P#101Q#102R#103;(#101=#102OR#103) 2)逻辑与#i=#jAND#k编程格式G65H12P#iQ#jR#k例G65H12P#101Q#102R#103;(#101=#102AND#103) (3)三角函数指令(表4.6)表4.6三角函数指令G码H码功能定义G65H31正弦#i=#j·SIN﹙#k﹚G65H32余弦#i=#j·COS﹙#k﹚G65H33正切#i=#j·TAN﹙#k﹚G65H34反正切#i=ATAN﹙#j/#k﹚1编程格式例2#102×COS(#103))#i=#j×TAN#k编程格式G65H33P#iQ#jR#k(单位:度)例G65H33P#101Q#102R#103;(#101=4)反正切#i=ATAN(#j/#k)编程格式G65H34P#iQ#jR#k(单位:度,0o≤#j≤360o)例G65H34P#101Q#102R#103;(#101=ATAN(#102/#103))(4)控制类指令(表4.7)表4.7控制类指令G码H码功能定义G65H80无条件转移GOTOnG65H81条件转移1IF#j=#k,GOTOnG65H82条件转移2IF#j≠#k,GOTOnG65H83条件转移3IF#j>#k,GOTOnG65H84条件转移4IF#j<#k,GOTOnG65H85条件转移5IF#j≥#k,GOTOnG65H86条件转移6IF#j≤#k,GOTOn+n出现1编程格式2)#102,转移到N1000程序段;若#101≠#102,执行下一程序段。
FANUC系统G10指令的使用
国家职业资格全省统一鉴定之巴公井开创作加工中心操纵工论文(国家职业资格二级)论文题目:对FANUC系统中G10指令的使用心得姓名:胡宏娜准考证号:047所在省市:江苏省徐州市所在单位:江苏省徐州技师学院对FANUC系统中G10指令的使用心得胡宏娜徐州技师学院摘要:在数控铣床加工中,工件尺寸精度是靠着刀补来包管的.而刀具抵偿值包含了刀具长度抵偿和刀具半径抵偿,它是可以通过两种方法来输入到CNC储存器中:一是从CRT面板手动输入,这是我们经常使用的加工方法:二是使用G10指令通过程序来改变刀具抵偿值来输入到CNC存储器中.而对于一些规则的曲面加工手动输入是不克不及满足加工要求的,而使用自动编程又会出现生成程序长,传输方便,空刀多影响加工效率等一系列问题.这时,用G10结合宏程序的使用来解决一些规则的曲面加工问题成了最有效、最方便、高效的加工方案。
关键词: G10 刀具抵偿宏程序正文:在FANUC系统中,G10是一个比较特殊的指令,在分歧的场合下有着分歧的用途、纷歧的表述,但都能体现它的强大,有些场合甚至是不成替代的。
一、G10的简介G10(可编程参数输入),参数可用编程输入,该功能主要用于设定螺距误差的抵偿数据,以应付加工工件的变更(如机件更新,最大切削速度或切削时间常数的变更等),在这里主要讨论G10指令针对利用刀具半径抵偿的变更来加工规则曲面的方法。
在Fanuc数控系统中,对于“可编程参数输入(G10)”的使用有着严格的规定。
G10指令的格式取决于需要使用的刀具抵偿存储器(见表1)表1 FANUC系统中刀具抵偿存储器和刀具抵偿值的设置范围表1中,P暗示刀具抵偿号;R暗示绝对值指令(G90)方式下的刀具抵偿值;如果在增量值指令(G91)方式下的刀补值,该值与指定的刀具抵偿号的值相加和为刀具抵偿值。
一般情况下使用比较多的当属表中的第三种,即:D代码(半径抵偿)的几何抵偿值→L12。
在以上4种指令格式中,R后面的刀具抵偿值同样可以是变量,如:G10L12P01 R#5,暗示变量#5代表的值等于“D01”所代表的刀具半径抵偿值,即在程序中输入刀具的半径抵偿值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
圆柱插补(G07.1)
圆柱插补方式 R:圆柱半径 G07 IP 0;取消圆柱插补方式 G08 P1: 预读控制方式开 G08 P0: 预读控制方式关 G01
预读控制(G08)
准确停止(G09)
G09
G02 G03
IP_;
程序变更偏置量(G10)
刀具偏置量存储器 G02 G10 L10 P_R_; G03 (几何偏置量/H_) G10 L11 P_R_; (磨损偏置量/H_) G10 L12 P_R_; (几何偏置量/D_) G10 L13 P_R_; (磨损偏置量/D_)
功能 工件坐标系变更(G92)
说明
纸带格式 G92 IP_;
工件坐标系预置(G92.1) 每分/每转进给(G94,G95) mm/min inch/min mm/rev inch/rev
G92.1 IP 0; G94 F_; G95 F_; G96 S_; G97 S_; G98_; G99_;
恒定端面切削速度控制 (G96,G97) 返回起始点/返回 R 点
刀具半径补偿 C (G40 - G42)
G17 G18 G19
G41 G42
D_;
法线方向控制 (G40.1,G41.1,G42.1) (G150,G151,G152)
D:刀具偏置号 G02 G40:取消 G02 G03 G03 G41.1(G151) G02 法线方向控制 左侧 G03 G42.1(G152) 法线方向控制 G40.1(G150) 取消法线方向控制 G43 G44 右侧
极坐标指令(G15,G16)
G17 G16 XP_YP_...; G18 G16 ZP_XP_...; G19 G16 YP_ZP_...;
G15;取消
平面选择 (G17,G18,G19) 英制/公制转换 (G20,G21)
G17; G18; G19;
G20:英制输入 G21:公制输入 G22 X_Y_Z_I_J_K; G23 取消;
Z_H_;
刀具长度补偿 A (G43,G44,G49)
G02 G43 G03 G44
H_;
H:刀具偏置号 G02 G49:取消 G03 G44
G02 G03
功能 刀具长度补偿 B (G43,G44,G49)
说明
G17 G18 G19 G17 G18 G19
纸带格式
G43 G44 G43 G43 G44 G44 H_ Z_ Y_ X_
存储行程检查 (G22,G23)
功能 返回参考点检测(G27)
说明
纸带格式 G27 IP_;
返回参考点(G28) 返回第二参考点(G30)
G28 IP_; G30 IP_;
从参考点返回到起始 (G29)
G29 IP_;
跳转功能(G31)
G31 IP_F_;
螺纹切削(G33)
G33 IP_F_; !F:导程
G 指令功能表
根据CNC的型号不同有些功能不能作为选项下表中IP_表示XY Z A B及C任意轴地址的 组合,如X_Y_Z_A_ 。x=第一基本轴通常X;y=第二基本轴通常Y;z=第三基本轴通常Z。
功能 定位(G00)
说明 G00 P_;
纸带格式
直线插补(G01)
G01 P_F_;
G17G02 G03G60_IP; G64_:切削方式 G61_:准确停止方式 G63_:攻丝方式 G62_:自动拐角倍率
用户宏程序 (G65,G66,G67)
调用一次 G65 P_L_ <指定自变量> P:程序号 L:重复次数 模态调用 G66 P_L_ <自变量赋值> G67:取消 G17 X_Y_
坐标系旋转 (G68,G69)
X_Y_
R_ I_J_
F_;
圆弧插补(G02,G03)
G18
G02 G03
X_Z_
R_ I_K_
F_;
G19
G02 G03
X_Z_
R_ J_K_
F_;
G17
G02 G03
X_Y_
R_ I_J_
α _F_;
螺旋插补(G02,G03)
G18
G02 G03
X_Z_
R_ I_K_
α _F_;
G19
G02 G03
可编程镜像(G50.1,G51.1)
G51.1 IP_; G50.1;„„取消
局部坐标系设定(G52)
G52 IP_;
机床坐标系选择(G53)
G53 IP_;
功能 工件坐标系选择 (G54 - G59)
说明
G54 … G59
纸带格式
IP_;
单向定位(G60) 切削方式 准确停止方式 攻丝方式 自动拐角倍率
X_Z_
R_ J_K_
α _F_;
α : 任何圆弧插补轴以外的轴地址
功能 暂停(G04)
说明
纸带格式
X_
G04
G05.1 Q1:
P_
;
预读控制 (预先读取多个程序段) (G05.1)
预读控制 (预先读取多个程序段)方式开 G05.1 Q0: 预读控制 (预先读取多个程序段)方式关 G07 IP_R_;
G68
G18 Z_X_ G19 Y_Z_
Rα
G69:取消 见 11.14.“简化编程功能” 固定循环 (G73,G74,G80-G89) G80:取消 G73 G74 G76 G81 … G89
X_Y_Z_P_Q_R_F_K_
绝对指令/增量指令编程 (G90,G91)
G90_:绝对指令 G91_:增量指令 G90_G91:并用
;
H:刀具偏置号 G49:取消
刀具长度补偿 C (G43,G44,G49)
G43 G44
α _H_;
α :单轴地址 H:刀具偏置号 G49:取消
刀具偏置 (G45 - G48)
G45 G46 G47 G48
IP_D_
D:刀具偏置号
比例缩放(G50,G51)
P_ G51 A_Y_Z_ I_J_K_
P,I,J,K:比例缩放倍率 X,Y,Z:比例缩放中心坐标 G50:取消