外观检验作业指导书
外观检验作业指导书
外观检验作业指导书一、引言外观检验是产品质量控制的重要一环,通过对产品外部的形状、颜色、标识、划痕等特征进行检查,以确定产品是否符合设计要求和客户期望。
外观检验在多个行业中都具有关键意义,尤其在汽车制造、电子产品制造和建筑材料等领域更是不可或缺的一项工作。
本作业指导书旨在为外观检验人员提供一个详细的操作指南,以确保他们能正确有效地进行外观检验工作。
二、设备准备在进行外观检验前,必须确保以下设备和工具已经准备齐全:1. 检验样品:按照工作要求和标准要求准备好待检产品样品。
2. 清洁工具:如软布、毛刷等,用于清除样品表面的污垢。
3. 放大镜:用于观察微小的细节和划痕。
4. 光源:提供足够的照明条件,确保细节清晰可见。
5. 测量工具:如尺子、卡尺、角度尺等,用于测量尺寸、角度等参数。
三、操作步骤1. 样品准备将待检样品放置在清洁的工作平台上,确保样品表面没有灰尘、指纹或其他杂质。
使用清洁工具仔细清除样品表面的污垢,以确保能够准确观察外观特征。
2. 观察检查使用放大镜观察样品表面的细节,并仔细检查以下几个方面:- 外形和形状:检查产品的外形和形状是否符合设计要求,是否存在明显的变形或失真情况。
- 颜色和涂装:检查产品的颜色是否均匀,是否与标准要求相符。
检查涂装是否存在划痕、气泡、脱落等问题。
- 标识和标志:检查产品的标识和标志是否清晰可见,是否符合规范要求。
- 划痕和磨损:检查产品表面是否存在明显的划痕、磨损或损坏区域。
3. 尺寸测量对于需要测量尺寸的部分,使用相应的测量工具进行准确测量。
注意保持测量工具的准确性,避免由于测量误差引起的不准确结果。
4. 记录结果将每个样品的检测结果记录在检测表格或报告中。
对于有异常的样品,应详细记录问题的类型、位置和程度,并通知相关部门或负责人进行进一步处理和故障分析。
四、注意事项1. 保持工作环境整洁,避免工作台面上的杂物对样品进行污染。
2. 检查和校准使用的测量工具,确保其准确性。
SMT外观检验标准-作业指导书

作成审核批准产品名作业名 年 月 日 年 月 日 年 月 日1:接到当天的《生产计划》,安排贴片机操作员进行准备工作。
2:检查《贴片元件料站表》是否及时挂出,是否和《生产计划》相符合。
B:操作员工作前的准备:1:佩带好防静电手环和防静电手套,接到班长下达的生产通知,进入工作前的准备工作。
开机前:首先,请检查贴片机气压是否正常,(正常值参照各种系列的《贴片机操作作业指导书》)若发现气压异常,请即刻通知SMT 设备工程师解决。
然后检查整个机仓内有无杂物。
检查轨道的两边和中间有无杂物。
轨道中若放置有支撑板或支撑顶针,应无翘起、变形等现象。
如果有使用0402的物料,则必须在安装该料的FEEDER 上垫好0402的物料垫片。
开机:调用程序:对照《料站表》,检查贴片机电脑程序上的程式和料站表的内容是否一致。
如对应的结果存在不一致,请即通知SMT 班长或工艺工程师,查明原因,着手解决。
首件检查:如上述步骤一切正常,即可通知PQC 人员开始进行首件检查工作检查卡在贴片机Feeder 站位上的Feeder ,看上去应是很整齐,所有相同的Feeder 高度应该平齐,无翘起变形现象,用手去按它们,应不会有松动。
最后检查贴片机所有的吸嘴,查看有无变形、破裂等现象。
吸嘴的高度是否一致、平整,可用手轻拨一下所有吸嘴,应有弹性。
若发现有异常,应立即报告SMT 组长,SMT 组长立即排除故障,如果SMT 组长无法解决,请即刻通知SMT 设备工程师解决。
然后参照《调机专用PCB 板清单》,选用一块相对应的PCB ,调整整条生产线传送带的轨道宽度,同时把传送带的电源开关打开,保证PCB 在传送带上正常运行。
(注意:回流炉前的传送带的速度,必须和回流炉的链条速度一致,以免发生叠板的现象)。
贴片贴装作业指导书编号:DXZC-3-ZD-Z143-70-01裁决通用LINE5 KE-2050(1)贴片作业步骤:A:班长工作前准备:对于贴片时需要使用顶针的笔记本等内存产品,应事先把顶针依模板摆放好,其它产品需事先把FIXTURE 摆放好。
外观作业指导书(模板)
产品规格批 准制造部审核研发部审核70.5*1序号操作
步骤2检查产品
表面3检查产品倒角部位5产品转序
//标记处数签字
2010年11月1日 表号:
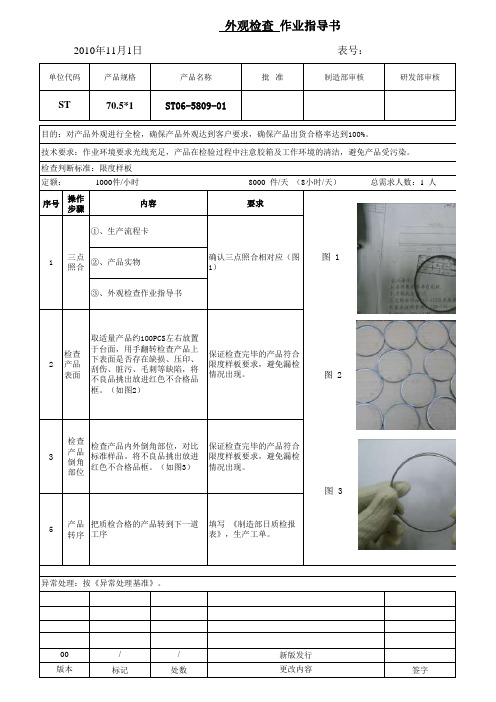
取适量产品约100PCS左右放置于台面,用手翻转检查产品上下表面是否存在缺损、压印、刮伤、脏污、毛刺等缺陷,将
不良品挑出放进红色不合格品
框。
(如图2)检查判断标准:限度样板
目的:对产品外观进行全检,确保产品外观达到客户要求,确保产品出货合格率达到100%。
技术要求:作业环境要求光线充足,产品在检验过程中注意胶箱及工作环境的清洁,避免产品受污染。
单位代码ST 检查产品内外倒角部位,对比标准样品。
将不良品挑出放进红色不合格品框。
(如图3) 外观检查 作业指导书
产品名称ST06-5809-01
定额: 1000件/小时 8000 件/天 (8小时/天) 总需求人数:1 人保证检查完毕的产品符合限度样板要求,避免漏检情况出现。
要求确认三点照合相对应(图1)内容
三点照合
1①、生产流程卡
②、产品实物③、外观检查作业指导书填写 《制造部日质检报表》,生产工单。
把质检合格的产品转到下一道
工序异常处理:按《异常处理基准》。
00
保证检查完毕的产品符合限度样板要求,避免漏检情况出现。
更改内容新版发行版本图1
图2
图3
编
制
2010-11-27
日期 表号:
观检查 作业指导书
8000 件/天 (8小时/天) 总需求人数:1 人。
产品外观质量检验(中检)作业指导书

浙江省海宁市翔宇密封件有限公司
Q/XY7.3.3-J0703 产品外观质量检验(中检)作业指导书
2007年5月15日发布2007年5月16日实施
浙江海宁市翔宇密封件有限公司发布
产品外观质量(中检)检验作业指导书一、流程图:
二、目的:防错(防止不合格品流入仓库)。
三、操作程序:
(1)由整理车间对应人员,将整理好的产品送中检车间检验。
(2)检验车间检验员对送检产品外观进行100%全检。
(3)对产品外观全检合格的开具合格证并入库。
(4)经检验不合格的出具返工单或标识隔离作报废处理,并做好记录,以备质量评审分析用。
(5)外观质量检验车间负责人是质量检验的当然责任人,负有总检责任,应对每个检验员验后产
品进行抽检,保证不合格品不流入仓库。
(6)抽检方式和比例按体系文件要求执行。
当第一次抽检不合格返工后复检时加倍数量抽检。
(7)抽检合格办理入库手续方可进仓。
产品外观检验作业指导书

划伤:制品表面被尖锐物体划出线状痕迹.
擦伤:制品表面因工作过程中擦出细微线状痕迹.
凹点:因模具和成型条件影响而造成制品表面出现较大之凹洞.
杂质:因料筒或原料中混有或未清理澈底导致成型时夹带较大之凸点
检验条件
检验员在40W日光灯下,产品距光源80cm左右的条件下目测,检验员矫正视力以上,并无色盲。
允许20*20mm内3点、ф0.5mm以下3处
允许20*20mm内3点、ф0.5mm以下3处
允许20*20mm内5点、ф0.5mm以下4处
杂 质
允许20*20mm内1点、ф0.3mm以下2处,不刮手
允许20*20mm内2点、ф0.3mm以下2处,不刮手
允许20*20mm内3点、ф0.5mm以下2处,不刮手
针孔:电镀和PVD镀之后看到工件表面的小孔。
砂眼:机加、铸造、焊接、压铸件抛光后,表面留有之较大凹洞.
缩水:胶件的边缘位缺料或表面出现明显的凹陷,不饱满.
砂印:产品上有留下未抛光之打砂痕迹。
色差:指要求为同种颜色的产品,各组件颜色深浅不一之现象.
麻轮印:用粗糙麻轮抛光,导致表面有残留麻轮打磨之严重痕迹。
不影响组装可接受
不影响组装可接受
缩水
不可接受
轻微缩水直径不超过5mm且间距不小于5cm不影响装配可接受
轻微缩水直径不超过5mm且间距不小于5cm不影响装配可接受
轻微缩水直径不超过5mm且间距不小于5cm不影响装配可接受
杂色点
允许Φ1mm以下1处
允许Φ1mm以下1处
允许Φ1mm以下2处
可接受
顶白
轻微顶白不影响强度可接受
允许Φ0.5mm以下3处,间距>25mm且擦拭不脱落
外观检验作业指导书

外观检验作业指导书
QA/NBTM03.0921-2002 共2页第1页
1 外观人员应具有一定的视力和进行资格验证。
2 外观人员上岗前应穿戴好劳动防护用品,不允许不戴手套就裸手进行操作。
3 应在操作台上进行外观检验,操作台上应配备二支日光灯照明,照明距离为25~40CM。
4 对产品封样区域要保持清洁,并及时清理与更新封样产品。
5 操作前应核对要检验的产品型号、批号、移动证等内容是否齐全,没有的不要操作,以免发生差错。
6 操作时要避免不同型号、批号同时放在操作台上,以防发生混淆,对不同批号、型号产品要分开人员进行外观检查。
7 产品进行外观检查时要严格按照《产品外观检验标准技术要求》执行,不要以次充好,也不要把合格产品当作废品或不良品扔掉。
8 对那些有疑问和判断困难产品需及时向上级反馈以进行封样等技艺评定或其它技术处理。
9 当发生缺陷比例突然增大或出现大批量缺陷时要第一时间与制造部和技术部有关人员联系,由职能部门来进行分析纠正。
10 外观检验时要把不合格品及时放入红色箱子内,不要放在桌面上,以防止不合格品流入下道工序,对检查合格品要及时放上外观检查卡。
11 产品外观检验完毕后,要记录不合格品数量、产品型号、批号等内
QA/NBTM03.0921-2002 共2页第2页
容,产品放上外观合格证后流入下道工序。
12 检查结束后桌面上要及时进行清理,不能有不明产品滞留在上面,对那些标识不清的要进行确认,确认以后才能流动/或移动。
13 工作结束后,要清理打扫工作场所,做好“5S”环境卫生工作。
拟制/日期:批准/日期:修改/日期:。
产品外观检验作业指导书
允许Φ2mm内存在一处且直径0.5mm以下
允许Φ4mm内存在1处且直径为Φ0.5mm以下
允许Φ3mm内存在2处且直径为Φ2mm以下
可接受
杂质
允许Φ0.5mm以下1处
允许Φ1mm以下3处间距5mm
允许Φ2mm以下5处间距5mm
可接受
唱片纹
不可接受
不可接受
可接受
可接受
其它说明
1.胶件合模线部分手感顺畅,不可有刮手现象.
不可接受
允许轻微不明显
允许轻微不明显
抛光痕
不可接受
允许不明显
允许轻微不明显
允许轻微不明显
白点
不可接受
允许Φ0.2mm以下1个,间距>25mm且擦拭不脱落
允许Φ0.5mm以下2处,间距>25mm且擦拭不脱落
允许Φ0.5mm以下3处,间距>25mm且擦拭不脱落
弧伤
不可接受
不可接受
不可接受
不可接受
针孔
不可接受
3.3塑料类产品
3.3.1定义
披锋:啤塑时在胶件的分合位(边缘位)产生多余的薄片物.
缩水:胶件的边缘位缺料或表面出现明显的凹陷,不饱满.
粘膜:一般出现在胶件内面,如螺丝柱位,固定扣位等因工艺障碍未注塑上.
变形:胶件因啤塑时内应力或冷却收缩率不同而产生的弯曲,翘曲等.
爆裂:因啤塑过程中或生产过程受外力而出现的裂开,裂缝.
允许Φ2mm以下3处间距5mm
可接受
划伤
允许长1mm呈细线状以下1处
允许长宽3mm*1mm以下3处间距5mm
允许长3mm以下4处间距5mm
可接受
擦伤
轻微可接受
不群体出现且轻微可接受
外观检查作业指导书
外观检查作业指导书(IATF16949-2016/ISO9001-2015)1.0目的与范围为使公司内部品质检验手法及定义清晰明确,特制定本标准。
适用于本公司全体员工。
2.0术语定义MAJ 主要缺陷 D 直径(单位:mm)MIN 次要缺陷N 缺陷个数CR 致命缺陷L 长度(单位:mm)S 面积(单位:mm²)W 宽度(单位:mm)H 高度(单位:mm)DS 缺陷与缺陷之间的距离(单位:mm)Logo 图案密集15*15mm范围内缺陷>10个以上定义为密集缺料产品某个部位不饱满熔接线产品在成型过程中,二股以上的熔融料相汇合的接线,目视及手感都有感觉气流痕涂层后由于局部喷涂量过大,产生下垂形成条状物缩水因成型冷却收缩使产品局部或整体表面下陷封堵配件应该通的地方由于溢料造成不通水花因注塑成型中结构尺寸的不规则变化,导致配件表面多条线条状收缩纹变形成型产品因各部收缩率的差异形成的扭曲现象毛刺/飞边/披锋产品非结构部分产生多余的废料生料因熔融不充分或混料不均的料露底漏喷或覆盖位太薄显底色称露底口部变形配件口部失圆或变形等缺陷造成与密封垫或塑胶件无法组装段差两配件装配后接合处一边高于另一边,与设计方向一致为顺差,不一致为逆差间隙装配时形成的缝与设计时固有的缝的叠加针孔/气泡由于喷涂、电镀或成型造成的气泡破裂产生的小孔白印由于内应力,在产品表面产生与本色不同的白色痕迹杂色/黑点与配件本身颜色不同的杂点或混入原料中的杂点暴露在表面上断裂配件材料局部断开后的不合格流纹产品表面上以浇口为中心而呈现出的年轮状条纹划伤因受外力作用造成的刮痕,分为有感和无感划伤磨痕产品因碰撞摩擦后所留下的痕迹烧焦塑胶件模温过高或五金件抛光局部温度过高造成的配件表面烧焦,局部发黄发黑缺陷色差材料差异及加工过程造成的颜色变化,使两个及以上相邻配件的表面有目视颜色差别麻点表面附着的有感的细小颗粒掉漆配件表面处理不当等原因造成的喷漆后液体脱落3.0职责3.1 工程:产品功能的标准制定。
产品外观检验作业指导书

3.手柄类可分为ABC面判定.
4. 如有客人特别要求请以客人要求为准.
编制
审核
批准
生效日期
允许Φ0.2mm以下1处
允许Φ0.2mm以下2处,间距>50mm
允许Φ0.4mm以下3处,间距>50mm
缩水
不可接受
不可接受
允许轻微不明显
允许轻微不明显
色差
不可接受
不可接受
不可接受
不可接受
麻轮印
不可接受
不可接受
允许轻微不明显
允许轻微不明显
过度抛光
不可接受
不可接受
允许轻微不明显
允许轻微不明显
备注要求说明
3.4检验条件
3.4.1检验员在40W日光灯下,产品距光源80cm左右的条件下目测,检验员矫正视力1.0以上,并无色盲。
3.4.2检验员戴上手套,手握产品,与产品之间间距30cm,目测且不能借助任何放大仪器。
3.4.3检验使用三秒钟法则:即在以上检验条件下,对同一面同一地方目视3秒钟进行评估(指针对某一个缺陷,而不是指用来检查整个产品所用的时间)
麻点
允许Φ2mm内存在一处且直径0.5mm以下
允许Φ4mm内存在1处且直径为Φ0.5mm以下
允许Φ3mm内存在2处且直径为Φ2mm以下
可接受
杂质
允许Φ0.5mm以下1处
允许Φ1mm以下3处间距5mm
允许Φ2mm以下5处间距5mm
可接受
唱片纹
不可接受
不可接受
可接受
可接受
其它说明
1.胶件合模线部分手感顺畅,不可有刮手现象.
允许20*20mm内2点、ф0.3mm以下2处,不刮手
抛光外观检验作业指导书
抛光外观检验作业指导书
一、外观要求
抛光表面不得有瑕疵,需要满足以下要求:
1. 表面光洁度高,无毛刺,无氧化物、水渍、指纹等污渍现象。
2. 表面无沙眼、气泡、裂纹、夹渣等缺陷。
3. 表面无机械划痕、磨痕等损伤现象。
4. 表面无氧化变色、变形、表面结构受损等不良现象。
二、检验方法
本检验指导书采用“目视检查法”进行检验。
检验过程应在黄光或白光补光下进行,以确定表面的外观瑕疵以及粗糙度参量等。
三、判定标准
1. 表面粗糙度:抛光表面的粗糙度不得超过规定的要求值。
2. 表面瑕疵:抛光表面的任何一处瑕疵不得影响使用功能或外观美观,并不得超出规定的标准范围。
如若瑕疵影响使用功能,则应当更换产品。
3. 品质判定:如若表面存在粗糙度不良、瑕疵超过标准范围等不良现象,则此次检验结果判定为“不合格”,否则为”合格“,此检验结果为该产品的唯一检验结果。
四、记录要求
1. 记录检验日期、检验员名称、是否合格等信息,并签字确认。
2. 记录每个测试点的详细检测结果,说明其合格或不合格原因。
3. 登记记录表格编号,并将本次检测结果归档存档。
生产现场外观检验流程作业指导书
英文回答:The process of appearance inspection at the production site is a crucial step in ensuring the quality of the final product prior to its release into the market. The following guidelines delineate the systematic procedure for undertaking the appearance inspection at the production facility. Firstly, it is imperative to designate a specific area for the appearance inspection. This area must be well-illuminated and furnished with all the requisite tools and equipment necessary for conducting a thorough inspection. The inspection area should be maintained in a pristine condition and devoid of any obstructions that could impede the inspection process.生产地点的外观检查过程是确保最终产品在投入市场之前质量的关键步骤。
以下准则规定了在生产设施进行外观检查的系统程序。
必须指定一个具体领域进行外观检查。
这一区域必须照明完好,并配备进行彻底检查所需的一切必要工具和设备。
检查区应保持原始状态,没有任何可能妨碍检查进程的阻碍。
Once you've got the inspection area all set up, it's super important to make sure your inspectors are trained up on what the product should look like. They need to know all the ins andouts of how it should appear, like the color, texture, shape, and overall finish. They also need to be clued in on anymon defects or imperfections that might pop up during production. Having really clear and well-documented visual standards for them to refer to during the inspection is key. It'll help make sure everyone's on the same page and that they're assessing the product's appearance in a consistent and fair way.一旦你把检查区都设置好了,就务必要保证你的检查人员在产品应该是什么样子的问题上得到训练。
外观检验标准作业指导书RevB
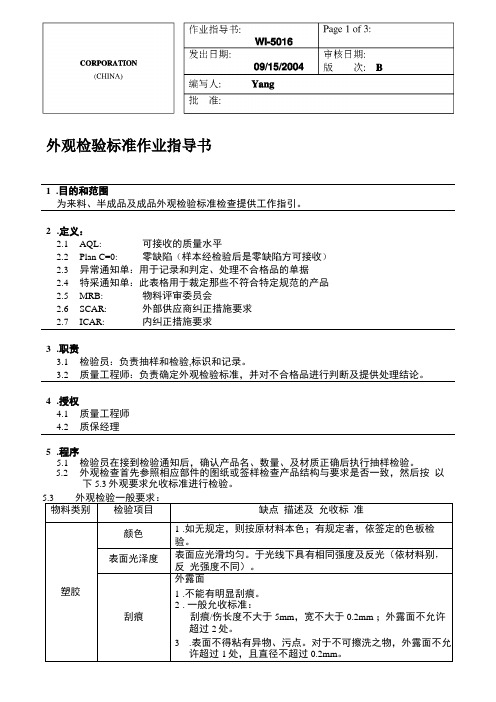
外观检验标准作业指导书1.目的和范围为来料、半成品及成品外观检验标准检查提供工作指引。
2.定义:2.1AQL: 可接收的质量水平2.2Plan C=0: 零缺陷(样本经检验后是零缺陷方可接收)2.3异常通知单:用于记录和判定、处理不合格品的单据2.4特采通知单:此表格用于裁定那些不符合特定规范的产品2.5MRB: 物料评审委员会2.6SCAR: 外部供应商纠正措施要求2.7ICAR: 内纠正措施要求3.职责3.1检验员:负责抽样和检验,标识和记录。
3.2质量工程师:负责确定外观检验标准,并对不合格品进行判断及提供处理结论。
4.授权4.1质量工程师4.2质保经理5.程序5.1检验员在接到检验通知后,确认产品名、数量、及材质正确后执行抽样检验。
5.2外观检查首先参照相应部件的图纸或签样检查产品结构与要求是否一致,然后按以下5.3外观要求允收标准进行检验。
(CHINA)外观检验标准作业指导书外观检验标准作业指导书物料类别物料类别检验项目PCB PAD、孔1.通孔孔径,按工程图面为准。
2.孔内不可塞锡。
3. PAD缺口须保留1mil之RING宽以上。
4.不允许多钻孔、漏钻孔、孔未钻透。
5.孔内不可有残铜。
防焊漆1.印刷整体面应色泽均匀一致不可有明显粗糙面及气泡出现气泡,每一点面积0.3mm以内每面不可超过二点。
2.线路上之防焊漆必须完全覆盖线路不可露铜。
3.刮伤长度<1cm且每面允许两处但不可露铜。
4.零件孔内不可沾防焊。
5.以3M No.610胶带拉撕不得有脱落现象。
6.正反面防焊色泽须一致不允许有明显色差。
7.以溶液清洗或擦拭后,不得有变质或脱落现象。
修补1.补线允许焊锡面一点,零件面两点修补后,长度需在10mm以内且补绿漆色泽须均匀,不可明显影响外观。
2.绿漆修补面积10mm x2mm,焊锡面一处零件面两处。
金手指1.两端开槽处及插入端必须倒角,规格依工程图面。
2.镀金属不可剥落,不可沾锡露铜、露镇及有划痕。
生产现场外观检验流程作业指导书
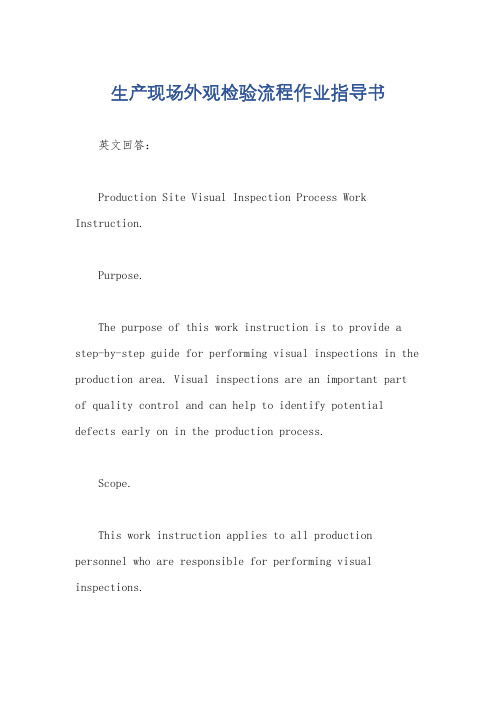
生产现场外观检验流程作业指导书英文回答:Production Site Visual Inspection Process Work Instruction.Purpose.The purpose of this work instruction is to provide a step-by-step guide for performing visual inspections in the production area. Visual inspections are an important part of quality control and can help to identify potential defects early on in the production process.Scope.This work instruction applies to all production personnel who are responsible for performing visual inspections.Procedure.1. Before Inspection.Ensure that the area to be inspected is well-lit and clean.Gather all necessary tools and equipment, such as a flashlight, magnifying glass, and checklist.Review the product specifications and drawings to familiarize yourself with the expected appearance of the product.2. During Inspection.Inspect the product carefully, paying attention to all surfaces, edges, and corners.Use a flashlight to illuminate any areas that are difficult to see.Use a magnifying glass to examine any areas that appear to be damaged or defective.Compare the product to the specifications and drawings to identify any Abweichungen.3. After Inspection.Document any Abweichungen on the checklist.Notify the supervisor of any major defects or Abweichungen.Take corrective action as necessary to correct any defects.Safety Precautions.Wear appropriate personal protective equipment (PPE), such as gloves and safety glasses.Be aware of the potential for sharp edges and otherhazards in the inspection area.Do not touch any moving parts of the equipment.Quality Control.Visual inspections are an important part of quality control. By following this work instruction, you can help to ensure that only high-quality products are produced.中文回答:生产现场外观检验流程作业指导书。
检验作业指导书(外观、尺寸)1
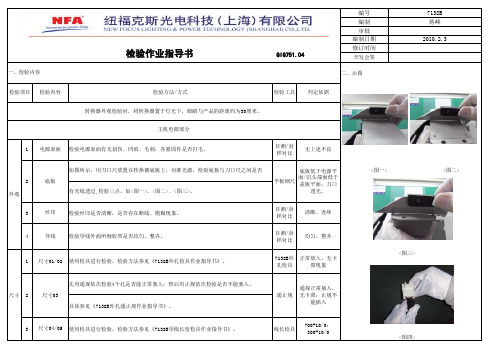
编制日期修订时间开发会签二、示图1检验电源表面有无划伤、凹痕、毛刺,各紧固件是否打毛。
目测/封样对比如图所示,用刀口尺放置在转换器底板上,对准光源,检验底板与刀口尺之间是否<图一><图二>有光线透过,检验三点,如<图一>、<图二>、<图三>。
3检验丝印是否清晰,是否存在断线、模糊现象。
目测/封样对比4检验导线外面所缠胶带是否均匀、整齐。
目测/封样对比1使用检具进行检验,检验方法参见《7138B外孔检具作业指导书》。
7138B外孔检具<图三>先用通规依次检验4个孔是否能正常塞入;然后用止规依次检验是否不能塞入。
具体参见《7138B外孔通止规作业指导书》。
3使用检具进行检验,检验方法参见《7138B导线长度检具作业指导书》。
线长检具<图四>导线外观2尺寸底板2010.2.3平板钢尺尺寸01/02正常放入、无卡滞现象清晰、连续均匀、整齐丝印电源表面底板低于电源平面/沉头端面低于盖板平面;刀口透光。
无上述不良尺寸04/05700+10/0;300+10/02检验作业指导书 QIQ751.04主机电源部分转换器外观检验时,将转换器置于灯光下,眼睛与产品的距离约为30厘米。
一、检验内容检验工具判定依据检验项目检验内容检验方法/方式尺寸03通止规通规正常插入,无卡滞;止规不能插入编制日期修订时间开发会签按如图<四>、<图五>所示方式手持接插件,对照《GP12检验规范》中接插件定义方法及与封样对比,依次检验各导线颜色是否与定义和封样颜色一致。
1检验AC插座表面是否有碰伤、划痕、缩水、变形等不良。
目测2检验插座尾部插针有无歪斜。
目测<图五>二、示图机械性能1使用检具检验,参见《插拔力检具作业指导书》。
插拔力检具尺寸1使用检具测试,测试方法参见《插座安装尺寸检具作业指导书》。
插座安装尺寸检具<图六><图七1面板需用气泡袋包装,如<图六>所示。
外观检验作业指导书

外观检验作业指导书一、背景外观检验是产品质量控制的一个重要环节。
通过外观检验,可以及时发现产品的外观缺陷,确保产品的外观质量符合客户的要求,提高产品的竞争力。
本作业指导书旨在帮助企业建立有效的外观检验工作流程,并提供相关的操作指导,以确保检验的准确性和一致性。
二、外观检验的重要性外观是产品的第一印象,直接影响顾客的购买决策。
产品外观的缺陷可能会导致客户的投诉和退货,给企业带来经济损失和声誉风险。
因此,外观检验是产品质量控制的重要手段,对于保持产品的良好外观质量、提高客户满意度具有重要意义。
三、外观检验的准备工作1. 设定外观标准:根据产品的设计要求和客户的需求,制定合理的外观标准。
外观标准可以包括颜色、尺寸、平整度、表面质量等指标。
确保外观标准的合理性和可执行性。
2. 建立检验环境:为外观检验提供适合的检验环境,包括光线、温度、湿度等因素。
确保检验环境的稳定性和一致性,避免环境对外观检验结果的影响。
3. 配备检验工具:根据产品的特点和外观标准的要求,配备适当的检验工具,如显微镜、量规、塑料模具等。
确保检验工具的准确性和可靠性。
4. 培训检验人员:对外观检验人员进行培训,使其熟悉外观标准和操作规程。
提高检验人员的判断能力和一致性,确保检验结果的准确性和可靠性。
四、外观检验的操作步骤1. 准备样品:根据检验计划,准备需要检验的样品。
确保样品的数量和代表性,以反映批量产品的外观质量。
2. 检验外观:按照外观标准,对样品进行外观检查。
根据不同的外观指标,使用不同的检验工具和方法,如目测、显微镜、光源照射等。
确保检验的准确性和一致性。
3. 记录检验结果:对每个样品的外观缺陷进行记录,包括缺陷类型、位置、严重程度等。
确保检验结果的可追溯性和分析比较的便捷性。
4. 分析结果:根据检验结果,分析外观缺陷的原因和影响。
找出问题的根本原因,并提出改进措施,防止类似问题再次发生。
5. 处理不合格品:对不合格品进行处置,可以选择返工修复、报废或退货等措施。
外观检验作业指导书

外观检验作业指导书一、目的:规范公司产品外观检验方法及允收标准。
二、适用范围:所有产品的外观处理检验三、外观检视条件:1)视力:校正视力以上。
2)目视距离:检查物距眼睛A级面40㎝,B、C距眼睛一臂远。
3)目视角度:45度~90度(检查时产品应转动)。
4)目视时间:A级面15秒/面,B、C面10秒/面。
四、术语和定义A级表面:在使用过程中总能被客户看见的部分。
B级表面:在使用过程中常常被客户看见的部分。
这些表面允许有轻微不良,但是不致引起挑剔客户不购买产品。
C级表面:在使用过程中很少被客户注意到的表面部分。
此表面的外观缺陷应合理而且不至于给客户觉得该产品质量不佳。
D级表面:在使用过程中几乎不被客户看到部分(如:产品的内部件表面)。
此表面的缺陷合理,不能影响零件使用性能。
金属表面:包括电镀、氧化、钝化等表现为金属质感的表面,非喷涂表面。
拉丝:是一种砂带磨削加工,通过砂带对金属表面进行磨削加工,去除表面缺陷,并形成具有一定粗糙度、纹路均匀的装饰表面。
基材花斑:电镀或氧化前因基体材料腐蚀、材料中的杂质、材料微孔等原因所造成的、与周围材质表面不同光泽或粗糙度的斑块状花纹外观。
抛光区:对基材上的腐蚀、划伤、焊接区、铆接区等部位进行机械打磨抛光后表现出的局部高光泽、光亮区域。
镀前划痕:指材料划痕、电镀或氧化之前因操作不当,或对明显缺陷进行粗打磨等人为造成的基体材料上的划伤或局部磨擦痕迹,一般呈细线型。
浅划痕:膜层表面划伤,但未伤及底层(即底层未暴露);对其它无膜层表面则为:目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕。
深划痕:膜层表面划伤,且已伤至底层(即底层已暴露出来);对其它无膜层表面则为:目测明显、手指甲触摸有凹凸感、伤及材料本体的伤痕。
凹坑:由于基体材料缺陷,或加工过程中操作不当等原因而在材料表面留下的小坑状痕迹。
凹凸痕:因基材受撞击或校形不良等而呈现出的明显变形、凹凸不平的现象,手摸时有不平感觉。
外观作业指导书
外观作业指导书
制定部门:变更履历:
1.0 目的
使贴片产品外观检查有标准可循,确保产品的品质。
2.0 范围
贴片产品外观站外观作业工序。
3.0 原物料、设备及作业工具
1.已点胶半成品
2. 台灯
3.镊子 4.不良品放置盒
4.0 作业内容
4.1 作业前佩戴好有效的静电手环和干净的手套或手指套,确保品质,如图1;
4.2 在桌面(外观工作台)上标示不良品的放置区,并通过显微镜、台灯设备检验材料的外观。
显微镜操作参考《显微镜操作说明书》,调整合适的放大效果。
4.3确认单号和型号,从烤房或者防潮柜取材料进行外观检验。
检查项目以及处理方法如下表一:4.4 作业员对成品进行全检,若发现不良品,用镊子挑出不良品并放置不不良品相应的放置区。
4.5IPQC对良品进行抽检。
4.6把检验结果填写《外观检验记录表》中,在流程单上标清楚减去的不良品数量,把良品数量填写到转料本上,并把良品和不良品区分开转到分光站。
附表一:
5.0 注意事项
5.1 要正确、真实的填写《外观检验记录表》;
5.2 材料要摆放整齐,每个单的不良品要作区分,桌面(工作台面)要保持干净;
5.3 如发现不良比例超过管控目标,及时上报工序负责人处理;
6.0 参考文件
6.1 《显微镜操作说明书》
7.0 相关表单
7.1 《外观检验记录表》。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
外观检验作业指导书
一、目的:规范公司产品外观检验方法及允收标准。
二、适用范围:所有产品的外观处理检验
三、外观检视条件:
1)视力:校正视力1.0以上。
2)目视距离:检查物距眼睛A级面40㎝,B、C距眼睛一臂远。
3)目视角度:45度~90度(检查时产品应转动)。
4)目视时间:A级面15秒/面,B、C面10秒/面。
四、术语和定义
●A级表面:在使用过程中总能被客户看见的部分。
●B级表面:在使用过程中常常被客户看见的部分。
这些表面允许有轻微不良,但是不
致引起挑剔客户不购买产品。
●C级表面:在使用过程中很少被客户注意到的表面部分。
此表面的外观缺陷应合理而
且不至于给客户觉得该产品质量不佳。
●D级表面:在使用过程中几乎不被客户看到部分(如:产品的内部件表面)。
此表面
的缺陷合理,不能影响零件使用性能。
●金属表面:包括电镀、氧化、钝化等表现为金属质感的表面,非喷涂表面。
●拉丝:是一种砂带磨削加工,通过砂带对金属表面进行磨削加工,去除表面缺陷,并
形成具有一定粗糙度、纹路均匀的装饰表面。
●基材花斑:电镀或氧化前因基体材料腐蚀、材料中的杂质、材料微孔等原因所造成的、
与周围材质表面不同光泽或粗糙度的斑块状花纹外观。
●抛光区:对基材上的腐蚀、划伤、焊接区、铆接区等部位进行机械打磨抛光后表现出
的局部高光泽、光亮区域。
●镀前划痕:指材料划痕、电镀或氧化之前因操作不当,或对明显缺陷进行粗打磨等人
为造成的基体材料上的划伤或局部磨擦痕迹,一般呈细线型。
●浅划痕:膜层表面划伤,但未伤及底层(即底层未暴露);对其它无膜层表面则为:
目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕。
●深划痕:膜层表面划伤,且已伤至底层(即底层已暴露出来);对其它无膜层表面则
为:目测明显、手指甲触摸有凹凸感、伤及材料本体的伤痕。
●凹坑:由于基体材料缺陷,或加工过程中操作不当等原因而在材料表面留下的小坑状
痕迹。
●凹凸痕:因基材受撞击或校形不良等而呈现出的明显变形、凹凸不平的现象,手摸时
有不平感觉。
●烧伤:拉丝处理时因操作不当造成零件表面过热留下的烧蚀痕迹。
●水印:电镀或氧化后因清洗水未及时干燥或干燥不彻底所形成的斑纹印迹。
●露白:镀锌彩色钝化膜因磨擦而去除,露出新层,或因缝隙截留溶液导致的无钝化膜
现象,呈现为区别于周围彩色的白色。
●雾状:镀铬、镀镍表面上的模糊、不清晰、不光亮的现象。
●颗粒:因材料夹杂物或外来物(如焊渣)的影响而在表面形成的,颜色与正常表面一
致的凸起现象。
●挂具印:指电镀、氧化、喷涂等表面处理生产过程中,因装挂用辅助工具的遮挡而使
其与零件相接触的部位产生局部无膜层的现象。
●图文损伤:印刷图文因局部脱落或擦伤、附着不良、污染等所造成的图形、字迹不完
整不清晰的现象。
●气孔:焊接时熔池中的气泡在焊液凝固时未能逸出而残留下来形成的空穴。
●夹渣:焊后残留在焊缝中的焊渣。
●焊瘤:焊接过程中,熔化金属流淌焊缝外未熔化的母材上形成的金属瘤。
五、外观检验标准:
●使用材料应符合有效版本图纸的要求,材料本身应无变形、划伤、氧化变色;
●表面光滑、平整、无毛刺、变形、锈蚀、裂纹、压折、夹渣、气孔等;预埋件、铆件
应牢靠、无松动,螺纹无缺损、无腐蚀等;不允许有加工遗留物;
●零件的喷塑、喷漆层应均匀、连续,无缩孔、起泡、开裂、剥落、粉化、流挂、露底
(局部无涂层或涂料覆盖不严)、指印等缺陷;
●热处理方法应符合有效版本图纸要求,热处理后不应有过烧、氧化、脱碳、热裂、变
形、斑点、翘曲、及表面晶粒不均不良现象;
●表面处理方法应符合有效版本图纸要求,处理后表面光滑平整、无斑点、烧焦、起泡、
水纹、镀层脱落、镀层不全以及电镀酸性渗渣物等;
●表面处理后,零件表面允许有不可避免的轻微夹具印痕和轻微的水印;在不影响装配
的情况下,边、棱角处允许有轻微的粗糙;非重要表面允许有轻微的水纹或个别的斑点;
●去毛刺要求:用手沿零件加工边角的任何位置及方向触摸均无刮卡现象。
●工件表面可允许下列缺陷:
外观缺陷类型缺陷所处
表面类型
允许范围
A级表面B级表面C级表面
基材花班金属表面不允许不允许S
总
≤被测面积的5% 浅划痕所有表面不允许L≤50×0.4,P≤1 P≤2
深划痕所有表面不允许不允许不允许
凹坑非拉丝和喷
砂面
不允许直径≤0.5,P≤1 不限制
凹凸所有表面不允许不允许直径≤2.0,P≤5 抛光区金属表面不允许不允许S
总
≤被测面积的5%烧伤拉丝面不允许不允许不限制
水印电镀、氧化不允许S≤3.0,P≤1不限制
露白镀彩锌不允许不允许S≤4.0,P≤3
修补喷塑、电泳漆不允许S≤3.0,P≤2S
总
≤被测面积的5%颗粒所有表面不允许直径≤1.0,P≤2直径≤3.0,P≤5挂具印所有表面不允许不允许不限制
图文损伤印刷图文不允许不允许不允许
色点所有表面S≤0.3,P≤2
L≤50
S≤0.5,P≤3
L≤50
S
总
≤被测面积的2%
露底电镀不允许不允许不允许
注S为单个缺陷面积(mm2),P为缺陷数量(个),L为缺陷长度或间距(mm)。