电动自行车电池生产工艺流程图_工艺流程图
电动自行车工作原理与图解
电动自行车工作原理与图解————————————————————————————————作者:————————————————————————————————日期:E-bike电动自行车工作原理电动自行车是具有电力驱动、脚踏驱动、电力和脚踏并用等功效的绿色环保交通工具。
电动自行车的原理和结构都不复杂,可以认为是在自行车的基础上加一套电机驱动机构组成(见图 1-1)。
蓄电池经过一个控制器给一个电机送电,电机放在后车轮中,电机的旋转带动自行车的行进。
电动自行车的控制器连接一个调速手柄,在脚踏中轴上装有助力传感器,转动调速手柄可以让控制器检测到不同的电压值,控制器根据电压值大小,模拟调节输送给电机电压的高低,从而控制了电机的转速。
图 1-1电动自行车控制方框图控制器无刷电机控制的方法是根据电机的位置反馈信号,控制电机三相驱动上下臂MOS管的导通和截止,从而实现电子换向。
如下图所示,电机为三角形连接,三相驱动上下臂各MOS管导通顺序组合为:V1-V2,V2-V3, V3-V4,V5-V4,V5-V6,V1-V6。
图 1-2驱动电路2 系统方框图电动自行车采用SPMC65P2404A作为主控MCU。
MCU主要任务是进行调速电压检测,电池电压检测,电流检测,过流中断检测,3路霍尔位置信号检测,1路霍尔位置信号中断检测,刹车信号检测,1:1助力检测,温度检测,故障显示输出,PWM控制电机转速输出,6路电机驱动输出,系统方框图如下:图 2-1系统方框图3 控制器电气规格★型式:直流无刷★额定功率:240W★额定电压:36V ★额定转速:210R/MIN★额定扭矩:8.5N.M ★欠压保护:31.5 ± 0.5V★过流保护:15 ± 1A4 控制器功能介绍★1:1助力;★刹车断电,刹车灯供电;★自动巡航;★欠压保护(31.5V ± 0.5 );★电子刹车;★休眠省电功能。
★过流保护(限流为 15A ± 1 );★堵转断流(倒转,转把复位,重电源,自动复位);4.1 1:1助力1:1助力,是指在没有旋转调速车把,电动车电池打开时,电动车会根据骑行者的骑行速度提供1:1助力。
电动自行车生产工艺流程图
安装车架碗前叉下档
前后泥板组合
内外胎组合
飞轮抱闸组合
车把组合
组装电池盒
返工返修
*重点工序质控点
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
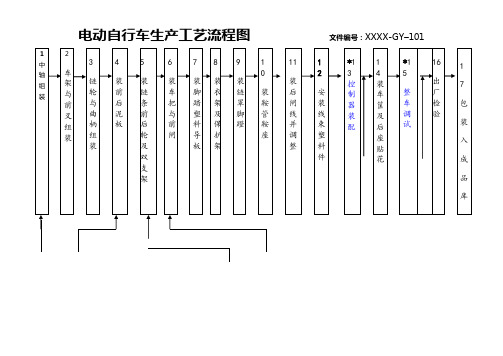
电动自行车生产工艺流程图
电动自行车生产工艺流程图文件编号:XXXX-GY–101
中轴组装
2
车架与前叉组装
3
链轮与曲柄组装
装前后泥板
5
装链条前后轮及双支架
6
装车把与前闸
7
装脚踏塑料导板
8
装衣架及保护架
9
装链罩脚蹬
10
装鞍管鞍座
11
装后闸线并调整
12
安装线束塑料件
*13控制器装配
14装车筐及后座贴花
*15
电动自行车生产工艺流程图
前后泥板组合
内外胎组合
飞轮抱闸组合
车把组合
组装电池盒
返工返修
*重点工序质控点
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
ቤተ መጻሕፍቲ ባይዱ处数
更改文件号
签字
日期
电动自行车生产工艺流程图文件编号:XXXX-GY–101
中轴组装
2
车架与前叉组装
3
链轮与曲柄组装
装前后泥板
5
装链条前后轮及双支架
6
装车把与前闸
7
装脚踏塑料导板
8
装衣架及保护架
9
装链罩脚蹬
10
装鞍管鞍座
11
装后闸线并调整
12
安装线束塑料件
*13控制器装配
14装车筐及后座贴花
*15
整车调试
16
出厂检验
17包装入成品库
锂电池工艺流程图(行业相关)

捏扁的电芯
压扁
贴侧胶纸
特备参考
贴上胶纸 26
相 应 图 片(4)
贴底胶纸
套壳
焊连接片
特备参考
27
套壳后全测内阻
相 应 图 片(5)
缠胶纸
已缠好胶纸
极耳整形
特备参考
点焊负极
28
相 应 图 片(6)
点焊盖板
已焊好盖板
检测短路、断路
特备参考
检测短路、断路 29
相 应 图 片(7)
盖板激光焊-侧面
盖板激光焊-侧面
厚 度 、 重
负 极 拉 浆 检
查
符号说明:
1
表示对生产对象进行加工、装配等;
2
表示品质部负责的专检点;
3
表示生产对象在工作地有计划地存放;
特备参考
3
相应图片
配料
搅拌
收卷
特备参考
拉浆
4
正极片工艺流程图1
收
卷
正
极 片
裁
刮
刷
对
大
粉
粉
辊
片
符号说明: 1 表示对生产对象进行加工、装配等; 2 表示品质部负责的专检点; 3 表示生产对象在工作地有计划地存放; 4 表示生产对象在工作地附近的临时存放。
测气密性
特备参考
盖板激光焊-正面
30
相 应 图 片(8)
测气密性
电池烘烤
测断路
特备参考
31
烘烤箱
相 应 图 片(9)
测短路
分档
称重
特备参考
注液
32
已注液流转的电池1
已注液流转的电池
<3.8V
预充
锂电池工艺流程图

入库观察1个 月(按相应 程序出货)
相 应 图 片(1)
预充
铝壳预充
已压好钢珠
.
压钢珠
相 应 图 片(2)
分容设置开关
钢壳分容
电池清洗
.
铝壳分容
相 应 图 片(3)
抛光
全检外观
全测电压
.
点胶
相 应 图 片(4)
待单充电电池
上夹单充电
.
入库全测电压
包装工艺流程图1
不干胶垫 PVC套
测短路
分档
称重
.
注液
已注液流转的电池1
已注液流转的电池
<3.8V
预充
全测电压 >3.8V
压钢珠
NO
NO
第一次分容
第二次分容
.
已注液流转的电池2
已分容电池
储存期内完成
外观处理
(除胶纸、清洗、 抛光)
点胶
全测外观
储存3天 全检电压 <3.2V >3.2V 单充电
全检电压、内阻 入库
(可即时出货)
.
单充电
.
Thank you!
.
.
压 纸贴
扁
上
胶
钢壳电池装配工艺流程图2
钢壳
盖板
贴
贴 纸贴
上
侧底
胶
胶胶
纸
纸
符号说明:
套 形电 阻全套 片焊
壳
池
测壳
连
整
内后
接
5
表示对生产部负责的自检点;
6
作业指导书中的“通用”表示此程序既适用于钢壳也适用于铝壳
.
钢壳电池装配工艺流程图3
锂电池工艺流程图(PPT44页)

卷状极片 刷粉
裁大片 刮粉
相 应 图 片(2)
对辊 极耳铆接
裁小片 整理极片
相 应 图 片(3)
已铆接好的极片与未铆接 的极片
贴胶纸
计数
外观检查
钢壳电池装配工艺流程图1
裁隔膜纸
正
负
极
片 烘 烤
卷 绕
卷 绕 检
捍
压
贴
扁
扁
上
胶
正负极刷粉
查
纸
符号说明: 1 表示对生产对象进行加工、装配等; 2 表示品质部负责的专检点; 3 表示生产对象在工作地有计划地存放; 4 表示生产对象在工作地附近的临时存放。
查
符号说明:
1
表示对生产对象进行加工、装配等;
2
表示品质部负责的专检点;
3
表示生产对象在工作地有计划地存放;
相应图片
配料 收卷
搅拌 拉浆
正极片工艺流程图1
收
卷
正
极 片
裁
刮
刷大Βιβλιοθήκη 粉粉对裁
辊
小
片
片
符号说明: 1 表示对生产对象进行加工、装配等; 2 表示品质部负责的专检点; 3 表示生产对象在工作地有计划地存放; 4 表示生产对象在工作地附近的临时存放。
相 应 图 片(1)
卷状极片 已刮好的极粉
裁大片 刮粉
相 应 图 片(2)
•
翻面刮粉
刷粉
裁小片
对辊
正极片工艺流程图2
极耳
裁
重
极
正
小
量
耳
极
片
分
连
片
档
接
贴
胶
聚合物电池的生产流程和工艺
毕业设计聚合物电池的生产流程和工艺系别电子信息工程系专业信息安全技术班级 08-1班学生姓名 xxx指导老师 xxx2011年4月8日摘要锂聚合物电池(Li—polymer,又称高分子锂电池):它也是锂离子电池的一种,但是与液锂电池(Li—ion)相比具有能量密度高、更小型化、超薄化、轻量化,以及高安全性和低成本等多种明显优势,是一种新型电池。
在形状上,锂聚合物电池具有超薄化特征,可以配合各种产品的需要,制作成任何形状与容量的电池。
该类电池可以达到的最小厚度可达0。
5mm。
它的标称电压与Li-ion一样也是3。
6或3.7V,没有记忆效应.聚合物锂离子电池是电池行业中技术含量最高,最新的品种,以钴酸锂材料为正极,碳材料为负极,电解质采用固态或凝胶态有机导电膜组成,并采用铝塑膜做外包装的最新一代可充锂离子电池。
它是液态离电池的更新换代产品,不仅具有液态锂离子电池的高电压、长循环寿命、放电电压平稳以及清洁无污染等特点;而且消除了液态锂离子电池存在的爆炸的安全隐患,具有更高的能量密度;同时外形更灵活、方便,重量轻巧;产品性能均达到或超过液态锂离子的技术指标,更具有安全性,所以受到国内外电子厂商及设计公司的青睐。
目录摘要 (I)1。
聚合物电池的概述 (1)2 极板工程的主要工艺和流程 (5)2.1 极板切割的工艺区流程 (5)2。
2极板VD (5)3 卷曲工程的工艺与流程 (6)3。
1卷曲机的生产过程 (6)3。
2 卷曲车间的press (6)4 parking车间的工艺与流程 (7)4。
1 parking机 (7)4。
1.1 parking的描述 (7)4。
1.2parking的生产过程 (7)4。
1。
3parking的外观检查 (8)4。
2 parking VD (8)5化成车间的工艺流程 (9)5.1化成概述 (9)5。
2 P/G工程 (9)5.3 D/F工程 (10)5.4化成车间的质量检测 (10)6 结束语 (11)致谢 (12)参考文献 (13)1.聚合物电池的概述聚合物锂离子电池和平常电池的差别在电解质上。
锂电池工艺流程图
测套 内壳 阻后 全
焊 连 接 片
5 6
表示对生产部负责的自检点; 作业指导书中的“通用”表示此程序既适用于钢壳也适用于铝壳
钢壳电池装配工艺流程图3
焊 连 接 片
缠 胶 纸
点 焊 负 极
焊 点 检 查
点 焊 盖 板
检 测 短 路 断 路
盖 板 激 光 焊
钢壳电池装配工艺流程图4
更改电解液
盖 板 激 光 焊
电池烘烤
测断路
烘烤箱
相 应 图 片(9)
测短路
分档
称重
注液
已注液流转的电池1
已注液流转的电池
预充
<3.8V
全测电压 >3.8V
压钢珠
第一次分容
NO
NO
第二次分容
已注液流转的电池2
已分容电池 储存3天 储存期内完成 全检电压 <3.2V >3.2V 单充电 全检电压、内阻 入库 (可即时出货) 全检电压、 内阻 入库观察1个 月(按相应 程序出货)
检 测 短 路 断 路
盖 板 激 光 焊
铝壳装配工艺流程图4
更改电解液
盖 板ห้องสมุดไป่ตู้激 光 焊
气 密 性 测
电 池 烘 烤
检 测 短 路 断 路
注 液
相 应 图 片(1)
极片烘烤
烘烤箱
刷粉
刷粉台
相 应 图 片(2)
卷绕-放入正极片
卷绕-放入负极片
卷绕-卷绕体
卷绕-放入正极片
相 应 图 片(3)
捏扁的电芯
Thank you!
卷 绕 检 查
捍 扁
压 扁
贴 上 胶 纸
符号说明:
1
2 3 4
电池和组件生产工艺流程图

晶体硅太阳能电池生产工艺流程图电池片工艺流程说明:(1)清洗、制绒:首先用化学碱(或酸)腐蚀硅片,以去除硅片表面机械损伤层,并进行硅片表面织构化,形成金字塔结构的绒面从而减少光反射。
现在常用的硅片的厚度在 180μm 左右。
去除硅片表面损伤层是太阳能电池制造的第一道常规工序。
(2)甩干:清洗后的硅片使用离心甩干机进行甩干。
(3)扩散、刻蚀:多数厂家都选用P型硅片来制作太阳能电池,一般用POCl3液态源作为扩散源。
扩散设备可用横向石英管或链式扩散炉,进行磷扩散形成P-N结。
扩散的最高温度可达到850-900℃。
这种方法制出的PN结均匀性好,方块电阻的不均匀性小于10%,少子寿命大于10 微秒。
扩散过程遵从如下反应式:4POCl3+3O2(过量)→ 2P2O5+2Cl2(气)2P2O5+5Si → 5SiO2 + 4P 腐蚀磷硅玻璃和等离子刻蚀边缘电流通路,用化学方法除去扩散生成的副产物。
SiO2 与HF生成可溶于水的SiF62-,从而使硅表面的磷硅玻璃(掺P2O5的SiO2)溶解,化学反应为:SiO2 +6HF → H2(SiF6)+2H2O(4)减反射膜沉积:采用等离子体增强型化学气相沉积(PECVD: Plasma Enhanced Chemical Vapor Deposition)积一层氮化硅减反射膜,不仅可以减少光的反射,而且由于在制备SiNx 减反射膜过程中有大量的氢原子进入,因此也起到了很好的表面钝化和体钝化的效果。
这是因为对于具有大量晶界的多晶硅材料而言,晶界的悬挂键被饱和,降低了复合中心的原因。
由于表面钝化和体钝化作用明显,就可以降低对制作太阳能电池材料的要求。
由于增强了对光的吸收,氢原子对太阳能电池起到很好的表面和体内钝化作用,从而提高了电池的短路电流和开路电压。
(5)印刷、烧结:为了从电池上获取电流,一般在电池的正、背两面制作电极。
正面栅网电极的形式和厚度要求一方面要有高的透过率,另一方面要保证栅网电极有一个尽可能低的接触电阻。
电动自行车工作原理与图解
E-bike电动自行车工作原理电动自行车是具有电力驱动、脚踏驱动、电力和脚踏并用等功效的绿色环保交通工具。
电动自行车的原理和结构都不复杂,可以认为是在自行车的基础上加一套电机驱动机构组成(见图 1-1)。
蓄电池经过一个控制器给一个电机送电,电机放在后车轮中,电机的旋转带动自行车的行进。
电动自行车的控制器连接一个调速手柄,在脚踏中轴上装有助力传感器,转动调速手柄可以让控制器检测到不同的电压值,控制器根据电压值大小,模拟调节输送给电机电压的高低,从而控制了电机的转速。
图 1-1电动自行车控制方框图控制器无刷电机控制的方法是根据电机的位置反馈信号,控制电机三相驱动上下臂MOS管的导通和截止,从而实现电子换向。
如下图所示,电机为三角形连接,三相驱动上下臂各MOS管导通顺序组合为:V1-V2,V2-V3, V3-V4,V5-V4,V5-V6,V1-V6。
图 1-2驱动电路2系统方框图电动自行车采用SPMC65P2404A作为主控MCU。
MCU主要任务是进行调速电压检测,电池电压检测,电流检测,过流中断检测,3路霍尔位置信号检测,1路霍尔位置信号中断检测,刹车信号检测,1:1助力检测,温度检测,故障显示输出,PWM控制电机转速输出,6路电机驱动输出,系统方框图如下:图 2-1系统方框图3控制器电气规格★型式:直流无刷★额定功率:240W★额定电压:36V ★额定转速:210R/MIN★额定扭矩:8.5N.M ★欠压保护:31.5 ± 0.5V★过流保护:15 ± 1A4控制器功能介绍★1:1助力;★刹车断电,刹车灯供电;★自动巡航;★欠压保护( 31.5V ±0.5 );★电子刹车;★休眠省电功能。
★过流保护(限流为 15A ± 1 );★堵转断流(倒转,转把复位,重电源,自动复位);4.1 1:1助力1:1助力,是指在没有旋转调速车把,电动车电池打开时,电动车会根据骑行者的骑行速度提供1:1助力。
锂离子电池生产工艺流程
盖
气
板
密
激
性
光
测
焊
电 池 烘 烤
检 测 短 路 断
电 池 分
注 液
电 池 秤
档
重
路
铝壳装配工艺流程图1
裁隔膜纸
正
负
极
片 烘 烤
卷 绕
卷 绕 检
捍
压
贴
扁
扁
上
胶
正负极刷粉
查
纸
符号说明: 1 表示对生产对象进行加工、装配等; 2 表示品质部负责的专检点; 3 表示生产对象在工作地有计划地存放; 4 表示生产对象在工作地附近的临时存放。
相 应 图 片(1)
卷状极片 已刮好的极粉
裁大片 刮粉
相 应 图 片(2)
翻面刮粉
刷粉
裁小片
对辊
正极片工艺流程图2
极耳
裁
重
极
正
小
量
耳
极
片
分
连
片
档
接
贴
胶
外 观
计 数
检
查
送 装 配 车 间
纸
相 应 图 片(3)
重量分档
分档极片
贴胶纸
极耳连接
相 应 图 片(4)
缠胶纸
点片
计数
外观检查
负极片工艺流程图1
相 应 图 片(5)
缠胶纸
已缠好胶纸
极耳整形
点焊负极
相 应 图 片(6)
点焊盖板
已焊好盖板
检测短路、断路
检测短路、断路
相 应 图 片(7)
盖板激光焊-侧面
盖板激光焊-侧面
测气密性
电动车电池原理
蓄电池作为“方便电源”一直被人们所广泛使用,在2003年前普通百姓直接使用还不多见,随着电动车在我国普及化程度不断提高,蓄电池越来越多的贴近百姓生活,但人们又对蓄电池的知识了解甚少:电瓶如何坏损过快、容量减少的电瓶是否可以修复、如何保养电瓶等等提出疑问,在此我们仅对电动车电瓶坏损成因、修复、保养浅谈如下,供读者参考。
电动车一般使用的是免维护的铅酸蓄电池,电解液为胶体状,分为24V、36V 、48V和60V。
市面上36V和48V的为多、24V和60V的为少。
24V为二节、36V为三节、48V为四节、60V为五节12V的单体蓄电池串联而成;单体电池每节为12V,由6隔串联组成,每隔2V,每隔均有正负极板和胶体电解液。
蓄电池坏损原因很复杂,大致分为以下6种:1、“过充”导致蓄电池坏损。
“过充”就是过量给蓄电池充电而产生的一种对蓄电池化学和物理性能起破坏作用的现象。
“过充”首先是充电器的原因。
目前的电动车充电器都有安全充电电压设置,充电电压一般设定在电瓶标准电压的1.2倍以内,如48V的蓄电池,充电电压设定在57.2V以内。
蓄电池在放电过程中,电压会逐步下降,当再次给电瓶充电时,充电器的红灯会亮起,表示充电进行时,当电能不断的输入电瓶后,电压会不断升高,直至接近或等于充电电压时充电器绿灯会亮起,此时,充电停止或涓流充电。
如果充电器电压元件失灵,充电就不会停止,充电电流会不间断地输入电瓶,电压就会不断升高,电压升高的结果就会加剧电解液的热反应,轻则蓄电池外壳会变形(膨胀),重则致使蓄电池被充爆。
其次是因为蓄电池间电压的不平衡性造成“过充”。
上面讲过,电瓶组是由2-5节12V的蓄电池组成,电瓶刚出厂时,每节电瓶的电压十分接近才配组,但使用一段时间后,蓄电池之间的电压就会产生差异,即所谓的“压差”。
电动车充电器在充电时是同时给串联而成的蓄电池组充电,电压较高的电瓶会先充满电,电压较低的蓄电池会后充满甚至一直在充电,由于充电器是以总体电压为充电或停止充电设定的,因此,先充满电的蓄电池就会处在“过充”状态。
锂电池生产工艺流程图

卷绕工艺的主要工艺流程 --- Inject
卷绕工艺的主要工艺流程 --- Formation
Formation<预化成---与叠片工艺原理相同,流 程不同
工序功能:通过充电方式将其内部正负极物质 激活,同时在负极表面形成良好的SEI膜. 预化流程:
Formation: 0.1C CC 200min to 3.95V
叠片工艺的主要工艺流程 --- Welding
Welding〔焊接
工序功能:将多个Al、Ni 极耳一起焊接 成为裸电芯 原理:超声波焊接利用超声频率〔超过 16KH Z的机械振动能量在静压力的共同作用
下,将弹性振动能量转变为工件间的摩擦功、形变能及随后有限的温升,从而达到连接 异种金属的目的.
叠片工艺的主要工艺流程 --- Welding
Fullymax Confidential
44
卷绕工艺的主要工艺流程 --- Forming
Forming〔成型 工序功能:将电芯外型作最后加工
Baking
高温老化
Degassing
释放化成产生的气体
切边
切去气袋和多余的 侧边
折边
将侧边折起,完成电 芯最终外形
卷绕工艺的主要工艺流程 --- Forming
知识回顾 Knowledge Review
制造工艺分类
Li离子电芯核心制造工艺分为:
叠片工艺和卷绕工艺
两种工艺的主要区别和工艺名称来源
极片装配方式的区别
Part A:叠片工艺的主要工艺流程介绍
叠片工艺的定义
叠片工艺是将正极、负极切成小片与隔离膜叠合成小电芯单体,然后将小电 芯单体叠放并联起来组成一个大电芯的一种Li离子电芯制造工艺.