造纸毛毯(BOM)使用
复合造纸毛毯
应用技术 生产工艺关键词:复合毛毯;结构;特性;使用近年来纸机的压榨结构采用真空压榨、大滚筒压榨、宽压区压榨、复式压榨等新的压榨形式。
这些新的压榨形式和纸机条件对造纸毛毯提出了更高的要求。
简单结构的BOM毛毯已难以适应。
根据这一现状,我们开发了适应于现代纸机需要的一个新的毛毯品种 复合造纸毛毯。
1复合造纸毛毯的结构与特性复合造纸毛毯在设计上采用不同的材料制成二个独立的不同组织结构的基网,与不同粗细的高性能纤维层叠合,形成粗网、细网、粗纤、细纤四层结构。
具有以下特性:1.1具有超常的强度复合造纸毛毯的经向断裂强力一般在(4500~8000)N/5cm,因特殊要求而设计的品种的最高强力可超过9000N/5cm。
国内现有造纸毛毯的最高强力尚未有超过5000N/5cm的报道。
在承受高线速、高线压的同时,还要带动所传动部位的被动装置,承受压区前端、洗涤部位的真空抽吸装置所形成的对毛毯吸附拖拽的巨大负荷。
在这一系列苛刻的工作条件下,保证运行时长度不伸展、宽度不收缩。
1.2厚度相当,脱水阻力小国产BOM毛毯的结构,目前还是以单层底网为主(少数几个制毯厂能提供双层网的BOM毛毯),这一结构的毛毯以单丝或单丝股线织成较为疏稀的底网,然后两面铺以短纤维经针刺加工,定型整理而成。
虽然由于底网层的作用,它的抗压性能比BOB毛毯明显增强,但在纤维层定量相等的情况下,它的负面效应明显增强 毯痕严重。
在高线压条件下,为了减轻网痕,保证纸张的平滑度,不得不增大纤维层的厚度;在真空压榨条件下,为了解决真空印痕,也必须采用增厚纤维层的方法。
其结果导致随着厚度的增加,可压缩性上升,毛毯的透气性、脱水性能下降。
复合造纸毛毯由于它的特殊结构决定了它在恒定压力下,厚度与压缩率成反比关系,即厚度增加,可压缩性下降,抗压性上升。
这与现有的BOM毛毯正好相反。
复合造纸毛毯在压区工作时的孔隙率比BOM毛毯高出50%左右,在5.77mm的厚度时,透气量高达867.1m l/s;4.40mm厚度时,透气量为878.5m l/s。
BOM造纸毛毯的使用与维护
BOM造纸毛毯的使用与维护从国外造纸业发展的经验和国内现在的造纸技术装备水平来看,以BOM毛毯(高线压底网针刺毛毯)代替国内造纸企业普遍使用的全化纤针刺毛毯(简称BOB毛毯)潜力很大,而且势在必行。
目前,国内一些毛毯生产厂家不仅已经生产出适于中高速纸机的造纸毛毯,而且已开发出经化学处理的毛毯,这种毛毯在一定范围内可替代进口产品。
1 BOM造纸毛毯的结构BOM造纸毛毯根据结构不同可分为:单层底网毛毯、双层底网毛毯、多层底网毛毯等3个系列;根据用途不同可分为:BOM成形毯、BOM压榨毯、BOM上毯、BOM干毯、BOM浆板毯等。
BOM毛毯一般由底网层和纤维层组成,其中底网层分为单层、双层、多层3种类型,其中双层底网又分为经二重结构和“1+1”复合结构,多层底网分为“1+2”和“2+2”复合结构。
所有底网均由锦纶单丝或单丝合股组成的经线和纬线经不同的织法织造而成。
纤维层是由不同粗细度的锦纶短纤维分层铺设而成。
纤维层与底网层结合是通过针刺工艺完成的。
2 BOM造纸毛毯的性能2.1 滤水、透气性能极好,孔隙率大,便于毛毯的洗涤,不易被异物堵塞,极适于真空、盲孔等压榨形式的垂直脱水。
2.2 毛毯具有良好的弹性而内部基网具有不可压缩性,能耐极高线压,最高可适应300kN/m的线压力,能有效降低湿纸页的出压区水分,减少纸页断头,便于提高车速。
2.3 抗张强度大,在高拉力、高负载情况下,不易被拉断或撕裂。
结构稳定,挺度好,不易打折,伸长、收缩率极小,一般不大于1%。
2.4 毯面平整、厚实,有利于改善纸张外观质量,能有效减轻和消除毯痕、沟纹痕、盲孔痕、真空痕等印痕。
2.5 使用寿命长,耐磨损,耐磨蚀,经化学处理后的毛毯,具有抗沾污、防起毛等特点,其综合性能与进口毛毯相当,比一般毛毯寿命长50%~300%。
3 BOM造纸毛毯对造纸机的要求3.1 要求纸机整个真空系统真空度高,真空泵的配置及真空箱的设置合理。
根据纸机结构及生产纸种的不同,一般要求系统真空度在0.049MPa以上。
浅析BOM毛毯尺寸的稳定性及其影响因素

浅析BOM毛毯尺寸的稳定性及其影响因素韩邦春1吕向阳2(1. 徐州金冠工业用呢有限公司江苏徐州221009)(2. 太仓嫦娥工业用呢有限公司江苏太仓215437)摘要:简述BOM毛毯尺寸稳定性的内涵,对生产造成的影响等;分析影响毛毯尺寸稳定性的因素及控制途径。
主题词:BOM毛毯、尺寸稳定性、影响因素、控制方法。
BOM毛毯(即高线压底网针刺造纸毛毯)是造纸机上的贵重易耗品之一,它特别适用于中高速造纸机抄造中高档次的纸种。
随着造纸行业的迅猛发展,对与其配套的造纸毛毯的性能要求也愈加细化和严格起来,因此造纸毛毯在设计和生产过程中必须严格控制影响其性能的诸多因素。
在造纸毛毯的众多性能中,尺寸稳定性能是其重要的基础性能之一,不容忽视。
本文针对影响BOM毛毯尺寸稳定性能的因素作以分析,并提出提高其尺寸稳定性能的控制方法。
一、BOM毛毯尺寸稳定性的定义BOM毛毯尺寸的稳定性通常是指其在使用前后尺寸的变化情况,是衡量其尺寸变化量的主要性能指标。
在谈到BOM毛毯尺寸的稳定性时,我们往往指其长度和宽度的变化,但却忽略了毛毯厚度的变化,但是厚度的变化对毛毯的性能却有着较大的影响。
因此,BOM毛毯尺寸的稳定性应该包括长度、宽度和厚度的变化情况。
BOM毛毯尺寸的变化过程分为两个阶段:第一个阶段是指毛毯上机展平张紧后相对其制作完成后在定型机上张紧状态下长度、宽度的变化;第二阶段是指毛毯在下机前相对其上机展平张紧后正常出纸前长度、宽度和厚度的变化。
在实际生产使用过程中,人们往往只注重毛毯的第二阶段尺寸变化而忽视第一阶段的尺寸变化。
第一阶段的尺寸变化是第二阶段的基础,如果第一阶段尺寸变化很小,那么第二阶段尺寸变化的可能性将不大;如果第一阶段尺寸变化很大,将直接影响到第二阶段的尺寸变化。
1、长度的伸长率BOM毛毯的长度变化一般表现为长度的伸长,很少有毛毯长度收缩的现象,因此,长度的变化情况通常用伸长率来衡量。
BOM毛毯长度的伸长率是指在一定张力状态下,两个不同时期(状态)下的长度差异与前一时期(状态)下长度的百分比。
毛毯使用
造纸毛毯在机维护对使用效果的影响造纸毛毯的品种类型很多,由于各生产厂家工艺条件、生产方法的不同,产品在各种纸机上所呈现的实际使用效果也各有不同。
但是,当一台纸机选定了某一比较合适的品种后,对采用同一方法,同一工艺制作的毛毯为何有时也会出现效果不佳的现象?其原因在于毛毯在机维护的质量所产生的影响。
1、来自压毯时间的影响近年来,由于造纸毛毯的不断升级换代,原来的羊毛毯已基本淘汰,全化纤毛毯已成为主导产品。
目前不管BOB、BOM,还是其它种类的造纸毛毯,材料上几乎全部采用化纤原料。
化纤材料制成的毛毯质地较厚实,特别是新毛毯的表面没有羊毛那样柔软,因而使用初期,表面的平滑度没有羊毛毛毯好,它需要通过一定时间的预压榨(习惯上称之为软化过程),才能达到抄造所需的平滑度。
如果预压时间不足,仓促带纸:一是初期的成纸质量受到影响,表现为纸张匀度差,纸面平滑度低。
二是毛毯含水量高,纸机车速上不去。
三是由于纸浆纤维、杂质等,尤其是具有粘性的物质过早进入毛毯,如洗涤不够,随着反复压榨,毛毯逐步被压实,这些滞留物使毛毯脱水通道过早堵塞而迫使毛毯因压花而提前下机。
所以保证适当的压毯时间—软化过程,是十分必要的。
正确的维护方法是:毛毯上机张紧后不加压,以爬行车速运转,在干态下均匀喷淋足量碱性洗涤液空转20min,然后放下压辊运转20min之后加压至抄纸所需压力,打开冲水管与吸水箱将毛毯洗净后即可带纸。
2、清洁上机不容忽视造纸毛毯产生压花的直接原因是脱水性能差,而上机时各部位油污的严重污染是造成局部压花的直接原因之一,众所周知,油是拒水物质,油污不但拒水而且粘性很大,并带有大量不易去除的杂质。
油污一旦进入毛毯内部很难去除,不但增加了脱水阻力,而且会把脱水过程中穿过毛毯的其它物质粘附滞留,使脱水空隙闭塞形成局部压花。
其它原因形成的压花可采用强加冲水,停机洗涤等方法使之得到改善。
但油污污染形成的压花斑块一旦出现无论怎样增强洗涤,都不会得到改善。
底网_BOM_针刺造纸毛毯的研制
收稿日期:2003 04 14作者简介:朱 宁(1963 )女,江苏宜兴人,副教授,主要从事纺织材料及产业用纺织品开发。
底网(BOM )针刺造纸毛毯的研制朱 宁 王小瑞(西安工程科技学院 西安 710048)[摘要]BOM 针刺造纸毛毯是适应造纸业向高速、高压、宽幅方向发展的产物。
研制BOM 针刺造纸毛毯的技术关键是底网原料及底网工艺包括底网组织、经纬密度的配合以及经纬纱支粗细的选取搭配。
关键词:BOM 针刺造纸毛毯;底网工艺中图分类号:T S176 +5 文献标识码:B 文章编号:1002 3348(2004)01 0045 02随着造纸行业向大型、宽幅、高速方向发展,与之相对应的造纸毛毯也要提高其耐高压、宽幅及脱水、平整等性能。
国外造纸毛毯90%以上都是底网BOM (Batt on mesh needled felt)针刺造纸毛毯,而我国现有编织造纸毯、普通针刺造纸毯(BOB 毯),也有单丝底网针刺毯(BOM),但其品质技术含量低,只能满足我国造纸行业中普通造纸机生产的需要。
生产高档纸张,抄纸速度较高,压榨力较大的进口造纸机或经引进先进技术改造的造纸机多数使用进口单丝底网复合针刺毛毯,说明我国的造纸毛毯在质量上和档次上同发达国家相比还存在很大的差距,需加紧技术改造。
1 产品规格1 1 原料组合BOM 针刺造纸毛毯中底网纱线原料为锦纶单丝,目的是利用锦纶单丝的不可压缩性及较强的刚度,使最终产品具有耐高压、硬挺、不打折、伸长小的目的。
并有利于保持毛毯中间较大的容水空间,改善毛毯的滤水性。
但由于单丝不挂毛,底网和毛层纤维难于紧密结合。
虽然增加针刺密度,还是会出现分层现象。
为此,通常将纬纱用单丝直接卷纬,经纱采用单丝复捻合股丝。
复捻后的经纱表面磨擦系数增加,在针刺过程中和毛网紧密结合在一起,杜绝了分层现象。
为保证毛毯的脱水性,毛层纤维可加入少量涤纶纤维。
原料工艺配置见表1。
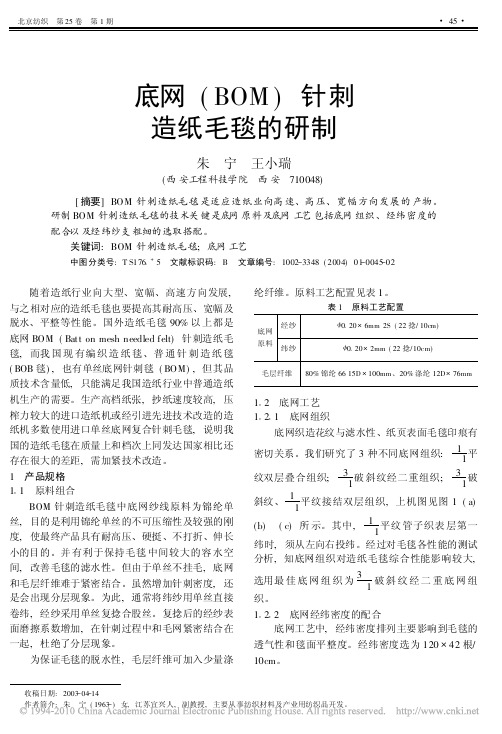
表1 原料工艺配置底网原料经纱 0 20 6mm 2S (22捻/10cm)纬纱0 20 2mm (22捻/10cm)毛层纤维80%锦纶6615D 100mm 、20%涤纶12D 76mm1 2 底网工艺1 2 1 底网组织底网织造花纹与滤水性、纸页表面毛毯印痕有密切关系。
造纸毛毯技术与应用
B、真空度的大小
造纸系统真空度的高低及真空系统的设置状态直接决定着造纸毛毯特别是底网造纸毛毯的含水量大小、洁净程度和脱水性能状态。真空度过小,将导致湿纸页拖水差、毛毯含水量大、压区压力加不上去、引纸困难及毛毯洗不干净等问题。真空度过大,将导致造纸机传动负荷增大、网毯磨损加重、能源浪费等问题。
C、洗涤条件
2、上机安装
①、清洁造纸机有关部位。②、看清造纸毛毯的正反面及运行方向。③、防止油污沾污及硬物损伤毛毯。④、杜绝硬拉强扯。
3、空运转
新毯上机后经过一定时间和压力的预压空运转,不仅可以洗掉毛毯表面的浮毛,提高毛毯表面的平整度,洗掉更换毛毯时沾上的油污,同时可以提高毛毯的密实程度,使毛毯透气度更接近于最佳抄造状态。
造纸毛毯技术与应用
造纸毛毯技术与Байду номын сангаас用
一、压榨毛毯的作用
1、吸收从压区湿纸页中压榨出来的水分。
2、在压区中支撑着湿纸页防止“压花”。
3、在压区中,毛毯的伸缩性能将压力均匀地分布在全幅湿纸页上。
4、赋予纸页所希望的表面性质。
二、造纸毛毯的发展过程
1、第一代造纸毛毯:编织毛毯(18世纪末)
编织毛毯一般用羊毛纱线或混纺纱线通过织造方法,经纺纱、捻合、整经、织造、缩绒、洗绒、拉毛、烧毛定型整理等传统工艺过程制成。其结构特点是纵向和横向均由细纱通过编织形成的,然后再用机械方法缩绒,做成最终状态的成品,纱线纤维含量以羊毛为主,加少量的合成纤维。
毛毯使用中走行异常
毛毯使用中走行异常造纸毛毯在使用过程中经常会出现走行方面的异常问题。
所谓“走行异常”是指造纸毛毯在运行过程中由于自身的性能变化或受外界因素的影响所产生的异常变化。
通常造纸毛毯的走形异常包括:标准线变形、蛇形摆动、跑偏、打折、松紧不一、脱边等。
毛毯走行发生异常将导致的不好的后果:毛毯跑偏、打折后不能顺利传递纸页,并导致毛毯局部滤水不好,尺寸变形;导致真空箱(辊)漏气,不能形成正常真空度,导致湿纸页脱水障碍;毛毯跑偏导致打折,当毛毯脱离正常运行轨迹范围后,必将造成局部张力不均匀、边部超出辊面而导致毛毯打折;由于毛毯局部折叠变厚导致压区局部压力骤升,从而导致压辊损坏和撕裂拉断毛毯。
1、毛毯跑偏造纸毛毯跑偏是指毛毯在运转使用过程中偏离运行范围,跑向一边的现象。
毛毯在运行的过程中,往往由于毛毯与每根辊子接触的先后顺序不一样,所受张力和压力的大小不均匀,出现向纸机一侧移动的现象,这叫毛毯跑偏。
毛毯的跑偏、打折现象往往相伴而行,跑偏严重必然导致打折,但毛毯打折不一定是跑偏所致。
造成毛毯跑偏的原因主要有:(1)毛毯运行的方向与导毯辊辊面运行方向不一致,毛毯和导毯辊的哪一端先接触,毛毯就向这端偏移。
(2)当毛毯张紧辊或其它被毛毯包绕近似180。
的辊子在一端被移动,使毛毯在这一端的行程缩短,此时毛毯便向这一侧偏移。
在全幅张紧毛毯时,往往由于张紧器的单侧调节机构有故障,造成毛毯只在一侧张紧,此时标准线立即歪斜并向松弛的一侧偏移,所以紧毯前应先检查两侧同时作用的机构是否咬合,在紧毯过程中,也应随时注意张紧辊的两端是否移动。
另外,为了校正标准线在单侧张紧或放松毛毯,在调节量过大时,也会产生毛毯跑偏。
(3)如果压榨部某个辊筒一端的表面速度比另一端快,则毛毯将向表面速度快的一端偏移。
在毛毯辊的一侧用绕线的方法来校正标准线时,也容易造成毛毯跑偏。
(4)造纸毛毯两边张力不一致,一边大一边小,毛毯将向张力小的一边跑去。
(5)压榨辊两边压力不一致,两边的偏心距不一致导致压力不一致,毛毯将向压力大的一边跑去。
造纸毛毯技术手册
造纸毛毯技术手册一、企业产品简介:二、造纸毛毯的分类:有时,根据毛毯在纸机所处的位置及所起的作用,又可有以下分类:压榨毯可分为:一压上毯、一压下毯、二压上毯、二压下毯、真空压榨毯、真空压榨上毯、真空压榨下毯、大辊径一压上毯、大辊径一压下毯、大辊径二压上毯、大辊径二压下毯、正压毯等。
贴缸毯有时又叫贴缸上毯,成型毯有时又叫接纸毯,预压毯又有预压上毯、真空预压上毯、真空回头毯等三、造纸毛毯的作用1. 滤水作用:作为脱水媒介,当纸幅在真空箱和压榨区脱水时,造纸毛毯吸收和滤出纸页脱出的水分。
2. 平整作用:在纸幅传递及脱水过程中,对纸张表面起平整及修饰的作用。
3. 传送带的作用:由网部通过压榨部传递纸页到烘干部,并带动被动辊及网笼运转。
四、造纸毛毯主要技术指标:造纸毛毯的考核指标有:宽度差异(cm/条)、长度差异率(%)、单位面积质量差异率(%)。
中国纺织行业标准 FZ/T 25002.5---2000对其范围进行了规定。
影响造纸毛毯使用性能的重要指标有:纵向断裂强度(N/50m)、透气量(L/m2.S)、耐磨次数、均匀度等。
另外一些如造纸毛毯的空隙容积、抗压实性能、耐热性能、耐化学品腐蚀性能等,也是影响造纸毛毯性能的重要指标。
造纸毛毯的外观疵点有拆痕、补痕、植绒牢度、边不齐、破洞、平整度等可以通过目测检验到的疵病。
五、造纸毛毯的选择与定货:造纸毛毯的选择取决于所生产的品种、定量和表面修饰的要求、纸机类型、毛毯使用的环境条件以及现有的毛毯清洗净化设备。
当对纸张表面修饰的要求较为严格时,要求毛毯底网纵横向纱线要细些,同时结构设计要求表面平滑。
高速和宽幅纸机对毛毯要求强度好和稳定性高,在沟纹、盲孔及真空压榨辊上要求毛毯更坚固,高压榨负荷和压辊表面较硬会对毛毯的机械性能要求更高,配置高压水冲洗的毛毯要求有良好的植绒牢度等。
对于某一纸机某个毛毯的选定,应根据毛毯制造者和造纸工作者的经验,通常这些经验来源于工艺和设计修改。
特种纸车间作业指导书

1 .1 .1检查抄造池浆料贮存是否满足生产要求。
1.1.2抄造池BTG浓度显示是否正常,白水调节管路上的手动阀门是否打开。
1 .1 .3抄造池加入杀菌剂计量泵是否进入通电状态,定时开关是否调节好,并符合工艺要求。
(1#机)1.1.4浆料施胶剂贮存桶内胶料贮存是否满足生产需求,计量泵是否进入通电状态。
浆料助留剂计量泵是否进入通电状态。
1 .1.5推进器或者搅拌器是否开启,工作是否正常,传动皮带是否齐全,松紧是否合适。
1.1.6系统所有防护设施是否齐全,有无检修人员或者操作工在系统中检修工作,挂警告牌。
1 .1 .7启动浆料施胶剂计量泵和浆料助留剂计量泵。
1 .1 .8启动抄造池浆泵。
1 .1.9时常检查浓度显示情况,浓度是否符合工艺要求,设定值与实际是否相符,水阀开度是否合适,抄造池杀菌剂加入量是否符合工艺要求,浆料施胶剂计量泵、助剂计量泵是否正常运行、加入的量是否符合工艺要求、添加是否正常,有无阻塞现象。
1 .1 .10时常检查浆泵和推进器是否故障,严防浆泵、推进器跳停,时常检查QCS显示的纵向、横向定量、以及水分,若有异常及时查找原因并调节正常。
1 .1 .11纸机关浆停机,先停抄造池浆泵、浓度调节水手动阀门,切断电源住手施胶剂计量泵及助留剂计量泵,抄造池杀菌剂电源插头拔下。
1 .2 .1清水池、白水池、水封池和热水桶,排污阀是否关闭。
1.2.2清水池进水总阀门是否开启,浮球阀动作是否灵敏,水质是否符合工艺要求,并定期拆洗各泵前清水过滤器。
1.2.3供水系统各泵联轴器转动是否灵便,泵进出口阀门是否开启,和各用水点阀门是否灵便好调节。
1 .2 .4系统中所有防护是否齐全,有无检修人员在系统中检修。
1.2.5按需开启系统所有泵,检查各用水点供水是否正常,供水压力是否达到工艺要求,压力表工作是否灵敏精确。
1 .2 .6时常检查各水泵, (真空热泵)工作是否正常,轴承是否良好,水阀门是否会漏水,球阀动作是否灵便,液位是否受控,液位显示是否正常。
BOM毛毯的优化选用及影响因素
BOM毛毯的优化选用及影响因素张方伟BOM(batt on mesh)毛毯,即底网针刺植绒造纸毛毯,是造纸毛毯的第三代产品,与第二代造纸毛毯——BOB(batt on base,底布针刺植绒造纸毛毯)相比,BOM毛毯具有耐高线压、滤水性能好、容水空间大、尺寸稳定、耐用等优点。
在纸机压榨部,毛毯有两个重要功能:输送纸幅至干燥部;纸幅脱水。
在压榨过程中,外加的机械作用力使纸幅和毛毯经受加压或减压,迫使纸幅里的水被挤出来。
毛毯经受压榨部周而复始的压力变化,在其使用期间要经历上百万次的循环周期,因此尺寸稳定性和耐用性是毛毯的主要性能要求。
不同的机型,其适用的毛毯也不一样,在选择造纸毛毯时还要考虑到纸张品种、纸机抄速、浆料性质、压榨形式、使用部位等诸多因素。
要想获取一床理想的造纸毛毯,必须了解BOM毛毯的特性,再根据纸机条件等因素,合理选用造纸毛毯。
结合百川纸业一车间选用主压榨上毛毯的实际情况,对BOM毛毯的选择和影响其工作性能的一些因素作如下探讨:一、BOM毛毯的选择造纸毛毯具有一定的特性,描述这些特性的参数有:定量、长度、宽度、透气度、空隙容积等。
1、BOM毛毯基本参数的选择(1)、BOM毛毯品种与定量的选择:结合毛毯所使用的环境条件确定毛毯的品种和定量。
如果选择的毛毯定量过大,将会导致毛毯含水量大、纸机车速提不上去、毛毯容易脏等问题;定量过小则又导致毛毯透气度过大、不耐磨、表面粗糙、毯痕重等问题。
(2)、BOM毛毯尺寸的选择:尺寸的选择主要是毛毯长度和宽度的确定。
订货时,毛毯的尺寸应该是张紧状态下的尺寸。
在纸机上量取毛毯的长度时,一般将张紧器臵于其张紧范围的1/5或1/3位臵,然后用伸缩率小的线顺着毛毯运行的方向量取其实际尺寸,此即为毛毯的订货长度。
对BOM毛毯来说,其宽度通常是压榨辊的辊面面宽加上0~5cm。
如果毛毯过宽,毛毯边布容易被磨烂,露出的底网丝线容易被甩进湿纸页中,造成纸页断头,严重时会造成毛毯被撕裂。
造纸毛毯技术手册

造纸毛毯技术手册摘要:造纸毛毯是一种用于造纸过程中的重要设备,它承担着将纤维素纤维从水浆中抽离出来形成纸张的关键工作。
本手册将详细介绍造纸毛毯的原理、结构和操作注意事项,帮助读者更好地理解和应用该技术。
引言:造纸毛毯是一种用于造纸工艺中的关键设备,它的作用类似于过滤器,通过表面的纤维网来过滤掉浆料中的杂质,使纤维素纤维能够相互交织形成纸张。
随着纸张需求的增长,制造更高质量的纸张也成为纸业发展的趋势,对造纸毛毯的要求也越来越高。
本手册将系统地介绍造纸毛毯的原理、结构和操作注意事项,帮助读者更好地了解和应用该技术。
第一章: 造纸毛毯的原理1.1 浆料过滤原理1.2 毛毯的作用1.3 毛毯的主要特性第二章: 造纸毛毯的结构2.1 基本结构2.2 材料选择2.3 制造工艺2.4 转鼓毛毯与平面毛毯的区别第三章: 造纸毛毯的类型3.1 传统造纸毛毯3.2 高效造纸毛毯3.3 抗磨损造纸毛毯第四章: 造纸毛毯的维护与保养4.1 保持清洁4.2 定期检查4.3 技术操作要点第五章: 造纸毛毯的故障处理5.1 常见故障原因5.2 故障排除方法5.3 维修和更换部件第六章: 造纸毛毯的未来发展趋势6.1 新材料应用6.2 自动化技术的应用6.3 环保改进措施结论:造纸毛毯作为一种关键的造纸设备,对于纸张的质量和生产效率具有重要影响。
本手册从原理、结构、操作、维护和故障处理等多个方面详细介绍了造纸毛毯的相关知识。
通过阅读本手册,读者可以更好地了解和应用造纸毛毯技术,提升纸张生产的质量和效率。
未来,随着材料和自动化技术的不断发展,造纸毛毯将有更广阔的应用前景。
高弹抗脱毛专用BOM的研制与生产
高弹抗脱毛专用BOM的研制与生产作者:付玲吕香香耿微来源:《纺织报告》 2013年第10期付玲吕香香耿微(徐州工业用呢厂,江苏徐州221000)摘要:通过对毛毯的原料优选、底网结构、定型工艺及生产工艺的改进,开发研制了高弹抗脱毛专用造纸毛毯。
本文阐述了该产品的设计方案、生产工艺和设计过程。
关键词:高弹抗脱毛;造纸毛毯;产品设计;生产工艺中图分类号:TS174 文献标识码:A造纸毛毯是使用于纸机压榨部位的脱水织物,其主要功能是脱去从成形区过来的湿纸页中的水份,承托和转移纸页,并提供纸页的整饰作用。
造纸毛毯在使用过程中的脱毛现象不仅污染纸页,对于需要涂布的纸种来说,会造成涂布刮刀卡毛,出现涂布不均匀现象,最终影响印刷效果。
而且毛层的过早脱落还可能引起压毯毯痕问题,从而使我们通过透光观察纸张时,能明显地看到与毛毯基布(底网)组织排列一样的、有规律的印痕,这种印痕,我们称之为“毛毯基布痕”,即我们俗称的“毯痕”。
毛毯一旦出现严重脱毛后将不得不提前下机,影响毛毯的使用寿命,同时也影响到纸机的正常运行和企业的生产效率。
这个问题成了长期以来一直困扰着各造纸企业和造纸毛毯厂家的共同问题。
本产品采用新型的铺网原料及底网原料、经过特定的针刺工艺、防脱毛化学处理、加压定型等多道工序,使毛毯在造纸使用过程中能有效抵抗起毛、脱毛、掉毛现象,特别适用于水松纸、装饰纸、涂布卡纸等特殊要求的高档纸种。
1 高弹抗脱毛专用BOM 的特点1.1 毯面平整细腻,不脱毛,抗压实,有良好的自洁能力,在同等洗涤条件下,更能便于洗涤。
1.2 弹性和可压缩性:该毛毯必须保持一定的可压缩性和较高的弹性回复率,能适合更高线压力和车速的造纸机使用。
1.3 耐磨性:由于毛毯与压榨部的部分固定元件表面如毛毯吸水箱或吸水管等会产生磨擦作用,因此该毛毯有较好的耐磨性。
1.4 平整度、毯面细腻度:在生产一些需涂布及柔软的高档纸种时,所有粗糙不平的毯面都对纸页的匀度和涂布的质量造成影响,因此一个细致平整的毯面是保证纸页匀度与柔软性的关键。
造纸毛毯(BOM)使用
造纸毛毯(BOM)使用造纸毛毯(BOM)使用1,造纸毛布有哪几类?造纸毛布是造纸工业中的一种贵重材料,按其用途可分为湿毯,上毯,干毯三大类,在机上起到过滤纸浆中水份和把多网中的湿纸层紧密迭合起来,因此要求湿毯有良好的滤水性和耐用性。
2,造纸毛布生产流程织布------镶头------基布定型------铺毛------空刺------定型----成品。
怎样选用造纸布?现在国内大多数毛布生产厂家都是采用全化纤针刺毛毯。
针刺毛毯脱水快,吸湿小,不用烧毛等特点,一般薄页纸张车速快的纸机上选用四合股,平纹或波斜纹底布制作,克重在前700克左右,当要求毯印要轻,车速要求并不是太高的机纸来说,克重可在前730-750,上毯克重就得要高50克,具体情况还得根据毛布底布结构以及底布比重和纸机真空泵有郊功率大小,洗涤水压大小,托辊直径大小,压力和烘缸大小等配置来定。
4,造纸毛布规格的选订宜长不宜短,宜宽不宜窄,宜薄不宜厚的原则来选订规格5,换新毛布应注意事项毛布有正反面,两面有很大差异,正面纤维细小柔软,反面纤维粗硬,定型结晶点粗糙。
6毛布的安装1,毛布正面为上浆面,运行方向毛布上有运行方向箭头,安装完毕后,先用热水冲洗《50-60》度为宜,并加入5-10%的氢氧化纳或洗涤剂,经过去15-20分钟空转清洗。
然后空转,空转时间按实际情况而定,一般在2-3小时,毛布充分柔软即可。
毛布使用前期张力不要太紧,车速也不能太快,两到三天后张紧毛布,车速也可提起来,这样做有利于毛布使用。
6,毛布在使用中出现的种种问题分析毛布是服务于造纸机的一种过滤材料,只有适合造纸机的毛布就算得上好好布。
所以出现很多毛布没有质量问题,正因不适合纸机性能所造成的问题,这就要求我们做业务的多了解客户纸机性能以及配置等资料信息,这样才能有助于我们生产出更适合的好毛布。
2,使用后毛布变宽的处理毛布使用一断时间后可能会出现变宽,这属于正常现象,千万不要用手撕,应停机等毛布干燥后剪下多余边,然后用烙铁烫边。
造纸用毛毯
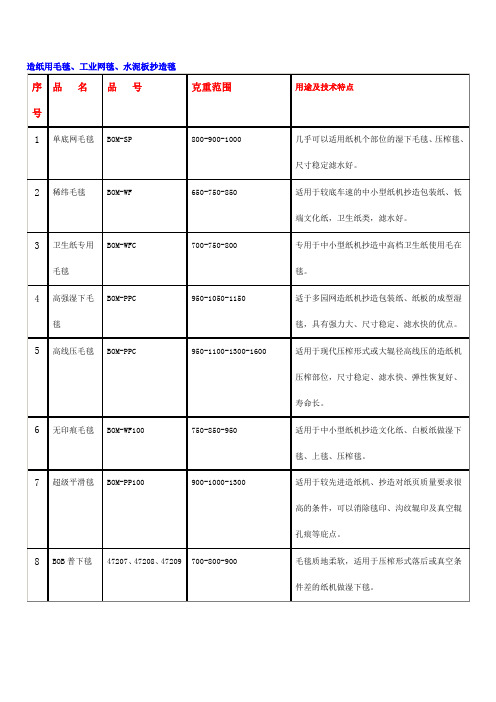
序号
品名
品号
克重范围
用途及技术特点
1
单底网毛毯
BOM-SP
800-900-1000
几乎可以适用纸机个部位的湿下毛毯、压榨毯、尺寸稳定滤水好。
2
稀纬毛毯
BOM中小型纸机抄造包装纸、低端文化纸,卫生纸类,滤水好。
3
卫生纸专用毛毯
BOM-WFC
700-750-800
专用于中小型纸机抄造中高档卫生纸使用毛在毯。
4
高强湿下毛毯
BOM-PPC
950-1050-1150
适于多园网造纸机抄造包装纸、纸板的成型湿毯,具有强力大、尺寸稳定、滤水快的优点。
5
高线压毛毯
BOM-PPC
950-1100-1300-1600
适用于现代压榨形式或大辊径高线压的造纸机压榨部位,尺寸稳定、滤水快、弹性恢复好、寿命长。
超级平滑毯bompp10090010001300适用于较先进造纸机抄造对纸页质量要求很高的条件可以消除毯印沟纹辊印及真空辊孔痕472074720847209700800900毛毯质地柔软适用于压榨形式落后或真空条件1720817209172108009001000毛毯质地柔软平整耐高温适用于烘缸上毯和压榨
BOM-PP
1500-1800-2000
用于纸机干燥部的毛毯,透气好、尺寸稳定,毯面平整细腻、耐高温。
造纸网目录:
序号
品名
品号
使用范围特点
1
无网痕干燥网
FW-37、FW-57
使用于要求网痕极轻的干燥部位。
2
机织干燥网
GW-22504、GW-22503、GW-24504
尺寸稳定、透气良好、适于中高速造纸机干燥部。
造纸毛毯Appita Pres

BURLING AND JOINING (Base fabric)
BATT PREPARATION (Fibre batt) NEEDLING (Needled felt)
FINISHING (Heat setting, Treatment, Precompaction, etc.) FINAL INSPECTION
濕燃 紙機壓水部有斷紙發生時,如有一團紙斷卡 在捏縫前,其摩擦所生的熱足與目前較為普遍之合 成纖維纏結而使毛布局部失去脫水作用。
SHEET PICKUP
Design Trade-off: 設計的妥協 Felt must be open enough so that the vacuum in the pick-up roll can effectively lift the sheet from the fabric. 毛毯必須夠開放通暢,以利揭紙轆的真空足以將紙匹從網部剝離 Yet closed enough to provide the adhesive force (surface tension) to hold the sheet to the felt. 毛毯本身也必須具有一定的緻密性,來提供紙匹在毛毯上的附著 力(表面張力) Pick-up Problems: 揭紙的問題 Too great a speed differential between the pickup and the fabric. 揭紙毛毯和塑膠網兩者之間巨大的速差 Old fabric / New felt - sheet will tend to follow the ‘smoother’ fabric. 舊網/新毯 – 紙匹會跟著較平滑的織物行走 More prevalent in early stages of felt installation - felt hasn’t ‘broken in yet’. 在毛毯安裝的初期,未到達最佳狀況是很普遍的情形。 (因毯較蓬鬆,含水量較高,速度上不來) As the felt runs in and compacts, the surface conditions and water-handling ability improve to give better pick-up.
造纸毛毯的保养与洗涤方法

1引言自18世纪末机织毛毯问世以来,伴随着造纸工业的发展,出现了一代又一代能够满足不同的纸机、不同的纸种需要的新型毛毯。
类型的多样化一方面满足了纸机和纸种多样化的需要,另一方面也为其保养和维护带来了很多问题。
本文针对造纸毛毯使用过程中的特点,根据作者多年的生产经验,在研究其脏污机理的基础上,总结了造纸毛毯的保养与洗涤方法,以延长毛毯的使用寿命,降低生产成本,达到提高纸张的质量和生产效益的目的。
2造纸毛毯的种类2.1传统编织毯传统编织毛毯在早期都是使用羊毛编织而成,上世纪40年代中期以后国外开始用化纤与羊毛混纺制造,其中化纤的混入比不能超过30%。
织物组织根据不同品种可采用1/1平纹、2/2平纹、1/3破斜纹、1/4破斜纹、1/5破斜纹等。
平纹毯的耐用性好,但滤水性和平整性较差;斜纹和破斜纹虽改善了滤水性和平整性,但使用寿命短。
在用针刺法生产造纸毯之前,这种毯一直占据压榨脱水用毯的统治地位。
由于编织毛毯在强度、滤水和平整性三项指标上的相互制约,限制了它的发展[1]。
2.2普通基布针刺毛毯上世纪50年代初国外研制的针刺压榨毯是造纸压榨毯发展史上的一次革命,它解决了编织毯长期无法克服的强度、平整性和滤水性之间的矛盾。
这种毛毯是采用尼龙纤维纺制的纱线作底布的经纬线,再将梳理均匀的尼龙纤维层通过针刺植于基布上制成的,它具有比羊毛编织毯强度高、伸长率小、尺寸稳定性好、毯面平整挺直且滤水性能好等特点。
然而,尽管它的使用寿命提高了,但在实际使用中仍需经常提前更换,原因是毯的空隙被细小的纤维和杂物堵塞了,使脱水阻力增加而无法正常使用。
分析发现,堵塞在纤维层里的杂质有94%是积存在毛毯基布中的,而且绝大多数是附着在纬纱上,这使该毛毯的效率不能充分发挥出来。
2.3无纬针刺毛毯为了解决杂质附着在纬纱上造成毛毯堵塞的问本文针对造纸生产中使用毛毯的种类进行了概括,总结了每种造纸毛毯的利弊特点和使用条件,并就其脏污过程和机理进行了分析。
压榨(1)要点
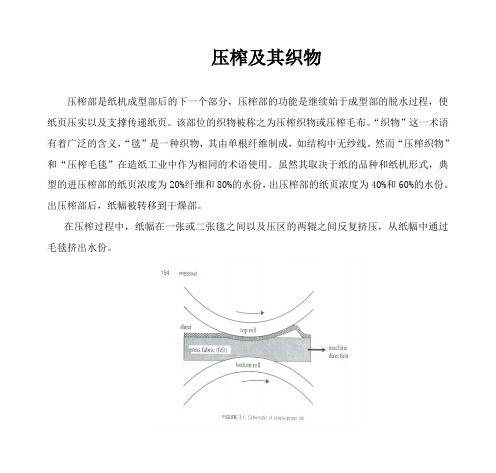
压榨及其织物压榨部是纸机成型部后的下一个部分,压榨部的功能是继续始于成型部的脱水过程,使纸页压实以及支撑传递纸页。
该部位的织物被称之为压榨织物或压榨毛布。
“织物”这一术语有着广泛的含义,“毯”是一种织物,其由单根纤维制成,如结构中无纱线。
然而“压榨织物”和“压榨毛毯”在造纸工业中作为相同的术语使用。
虽然其取决于纸的品种和纸机形式,典型的进压榨部的纸页浓度为20%纤维和80%的水份,出压榨部的纸页浓度为40%和60%的水份。
出压榨部后,纸幅被转移到干燥部。
在压榨过程中,纸幅在一张或二张毯之间以及压区的两辊之间反复挤压,从纸幅中通过毛毯挤出水份。
图3.1表示平压榨压区的这一脱水过程。
压榨力增加,脱水加强。
压榨织物的主要功能是从纸幅中脱水,纸幅的支撑和传递,提供纸幅均匀的压力分布和赋予纸幅良好的表面修饰。
该织物应为纸幅提供适应的保护以防止压溃、湿痕和沟纹痕。
织物的其它功能包括封闭引纸情况下把纸幅从一个位置传递到另一个位置,驱动无传动毯辊。
毛毯的吸水量和水流阻力受空隙容积的影响(该容积是未被纱线和纤维占据的体积)。
低的流体阻力和压榨负荷下保持空隙容积的能力在毛毯运行过程中是很重要的。
重要的压榨毛毯特性包括:强度、充足的空隙容积、所需的透气性、低的可压缩性、织物/底布比例、抗压实性、耐磨性能、抗污性能、抗热及化学处理性能。
3.1脱水理论纸张的定量和脱水特点有两个关键因素,大致可以分为两种类型的压区,一是流动控制压区,另一个是压力控制压区。
3.1.1流动控制压区(横向流动压区)在这些压区中,脱水主要受纸幅中的水流阻力影响。
在流动控制压区中,流体在纤维层中流动的阻力控制了水被挤出的速率。
这些压区的特点是高水荷载、高克重纸幅、中慢脱水的低游离度纸浆。
流动控制压区的主要问题和症状是压溃和水力流痕,脱水受助于:*柔软的辊表面;*大直径压榨辊;*双面毛布;*高纸幅湿度。
设计考虑因素〈1〉低水流阻力:在流动控制压区中,水流阻力被最小化是很重要的,典型的是使用较粗的绒毛和较高透气性的织物,以在没有压溃和水力流痕的情况下有助于脱水。
造纸毛毯技术手册

造纸毛毯技术手册1. 简介造纸毛毯是造纸过程中的关键设备之一,它在纸浆过滤和水分排出方面起着重要作用。
本手册将介绍造纸毛毯的原理、结构、使用方法以及常见故障的处理。
2. 原理造纸毛毯的原理是利用毛毯上的细小空隙来过滤纸浆中的杂质,同时排出多余的水分。
纸浆通过毛毯时,纸浆的颗粒会被阻挡在毛毯上,而水分则通过毛毯的空隙被排出。
这样可以使纸浆逐渐成型,最终形成纸张。
3. 结构造纸毛毯通常由纤维、网带结构和边缘处理等部分组成。
纤维部分是由高强度的合成纤维制成,可以承受纸浆的压力和摩擦;网带结构是由连续网带构成,具有适当的开口度和空隙,以确保纸浆的顺利通过;边缘处理则是为了增强毛毯的耐用性和耐磨性。
4. 使用方法在使用造纸毛毯之前,需先检查毛毯的表面是否有杂质或污渍,需要进行清洗。
然后,将纸浆均匀地倒入纸浆槽中,确保纸浆的稳定性和均匀性。
接下来,在纸浆槽下方调整毛毯的张力,并确保毛毯在纸浆流动过程中不会松动或移位。
最后,启动造纸机,开始纸张的制造过程。
5. 常见故障及处理方法5.1. 毛毯堵塞造纸毛毯在长时间使用后,可能会因为纸浆的堆积而堵塞。
这时可将纸浆供给暂停,用水或压缩空气进行冲洗,以清除毛毯上的杂质。
同时,定期清洗毛毯,预防堵塞的发生。
5.2. 毛毯磨损长时间的摩擦和磨损会使毛毯的纤维松动或破损,影响纸浆过滤效果。
需要及时更换磨损的毛毯,并进行适当的保养和维护,延长毛毯的使用寿命。
5.3. 张力不均匀毛毯的张力不均匀会导致纸张在制造过程中的偏斜或变形。
需要定期调整毛毯的张力,确保纸张制作的质量稳定。
6. 安全注意事项在使用造纸毛毯时,需注意以下安全事项:- 在更换或调整毛毯时,确保机器已经停止运行,并断开电源。
- 使用防护手套和眼镜,避免造纸毛毯的纤维对皮肤和眼睛造成伤害。
- 定期检查毛毯的磨损情况,及时更换磨损的部分,防止设备故障。
7. 结论造纸毛毯作为造纸过程中的重要设备,对纸浆过滤和水分排出起着关键作用。
BOM组合生产单操作规范
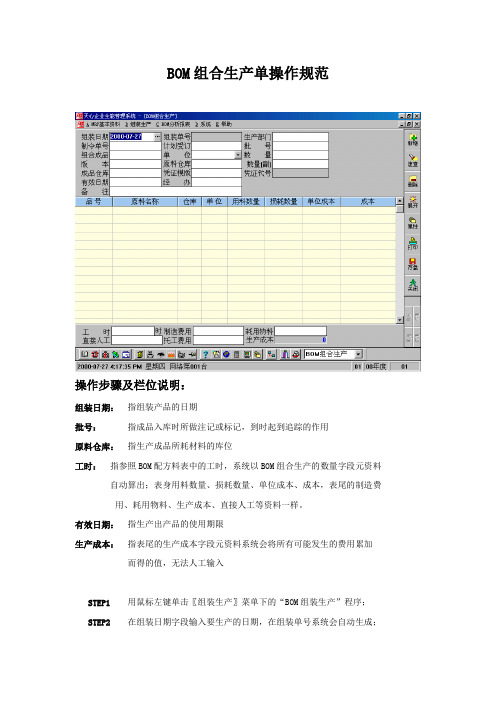
BOM组合生产单操作规范
操作步骤及栏位说明:
组装日期:指组装产品的日期
批号:指成品入库时所做注记或标记,到时起到追踪的作用
原料仓库:指生产成品所耗材料的库位
工时:指参照BOM配方料表中的工时,系统以BOM组合生产的数量字段元资料自动算出;表身用料数量、损耗数量、单位成本、成本,表尾的制造费
用、耗用物料、生产成本、直接人工等资料一样。
有效日期:指生产出产品的使用期限
生产成本:指表尾的生产成本字段元资料系统会将所有可能发生的费用累加而得的值,无法人工输入
STEP1 用鼠标左键单击〖组装生产〗菜单下的“BOM组装生产”程序;
STEP2在组装日期字段输入要生产的日期,在组装单号系统会自动生成;
STEP3在组合成品处点击按钮,会弹出“1.BOM配方查询 2.货品代号查询”任意选取一项会弹出BOM配方货品查询窗口,按F8选取将
返回BOM组合生产画面;制令单、客户订单字段元资料在BOM系统
中无需考虑。
STEP4逐栏输入相关字段元资料(如批号、原料仓库、工时、生产部门、经办、有效日期、等)
STEP5表身原料将根据组合成品的配方自动展开得到,输入表身原料的实际单位成本,系统会自动算出原料总成本,然后逐栏输入好实际制
造费用、耗用材料、直接人工、托工费用,系统会在生产成本字段
自动显示出。
STEP6按F8存盘后,系统会自动将生产的货品在分仓存量中体现。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
造纸毛毯(BOM)使用1,造纸毛布有哪几类?造纸毛布是造纸工业中的一种贵重材料,按其用途可分为湿毯,上毯,干毯三大类,在机上起到过滤纸浆中水份和把多网中的湿纸层紧密迭合起来,因此要求湿毯有良好的滤水性和耐用性。
2,造纸毛布生产流程织布------镶头------基布定型------铺毛------空刺------定型----成品。
怎样选用造纸布?现在国内大多数毛布生产厂家都是采用全化纤针刺毛毯。
针刺毛毯脱水快,吸湿小,不用烧毛等特点,一般薄页纸张车速快的纸机上选用四合股,平纹或波斜纹底布制作,克重在前700克左右,当要求毯印要轻,车速要求并不是太高的机纸来说,克重可在前730-750,上毯克重就得要高50克,具体情况还得根据毛布底布结构以及底布比重和纸机真空泵有郊功率大小,洗涤水压大小,托辊直径大小,压力和烘缸大小等配置来定。
4,造纸毛布规格的选订宜长不宜短,宜宽不宜窄,宜薄不宜厚的原则来选订规格5,换新毛布应注意事项毛布有正反面,两面有很大差异,正面纤维细小柔软,反面纤维粗硬,定型结晶点粗糙。
6毛布的安装1,毛布正面为上浆面,运行方向毛布上有运行方向箭头,安装完毕后,先用热水冲洗《50-60》度为宜,并加入5-10%的氢氧化纳或洗涤剂,经过去15-20分钟空转清洗。
然后空转,空转时间按实际情况而定,一般在2-3小时,毛布充分柔软即可。
毛布使用前期张力不要太紧,车速也不能太快,两到三天后张紧毛布,车速也可提起来,这样做有利于毛布使用。
6,毛布在使用中出现的种种问题分析毛布是服务于造纸机的一种过滤材料,只有适合造纸机的毛布就算得上好好布。
所以出现很多毛布没有质量问题,正因不适合纸机性能所造成的问题,这就要求我们做业务的多了解客户纸机性能以及配置等资料信息,这样才能有助于我们生产出更适合的好毛布。
2,使用后毛布变宽的处理毛布使用一断时间后可能会出现变宽,这属于正常现象,千万不要用手撕,应停机等毛布干燥后剪下多余边,然后用烙铁烫边。
7,标准线跑偏或前后弯曲变型的分析与处理。
1,标准线跑偏有几个问题,毛布本身两边长度不一致。
2,纸机辊轴不平行,造成毛布松紧不一。
3,停机后,从新开时毛布浇水不均,造成毛布收缩率不一致。
以上几点都容易造纸毛布标准线变型跑偏和打折。
4,标准线前后弯曲变形的分析与处理当标准线向纸机运行方向凸起时,主要由于托辊中高过大所造成,处理方法一是研磨中高,二是加在托辊压力,《直径为400的托辊橡胶硬度为45肖氏度》,标准线向后主要是因托辊中高不足所造成,或中高正确但压力过大也会出现标准线凹后现象出现。
《压榨辊一般压力在30-40cm2》。
8,毛布收缩原因分析1,主要是毛布制作中基布松驰结构不稳定所造成的。
处理方法:放公紧毯辊,让毛布在松驰状态下运行。
以上标准线不正确都对毛布正常运行不利。
9毛布压花这个问题一直是困扰着纸厂和毛布厂之间的一个难解之题,看不到摸不透的头疼问题。
经本人多年以来在毛布厂做和驻外销售多年来的总结,压花是多方面的问题,以下几种都可能造成压花《压花纸病最多的是卫生纸》1分散剂用量过大2真空吸力不足,纸浆中杂质过多,水压不足,托辊橡胶老化3托辊位置安装不对4毛布底布密度过大,或底布结构不移定松密不一5镶头口密度过大6毛布网克重过大,纤维粗细搭配不当等都会出现毛布压花。
这就要求做到设备性能良好和业务员多了解性能和毛布性能,只有这样才能更好的让毛布和纸机找到共同点,有郊的服务于造纸机上。
10,压花点的寻找和处理方法,当毛布因堵塞物所造成的压花时,我们应该怎样准确的寻找到压花点呢,这时我们应该先拉掉纸浆,放慢车速,水管,真空照开,待毛布清洗干净后停下水管,真空再开几圈停下,等毛布干燥后你就能看到毛布压花点呈白色,然后用针挑出堵塞物,在毛布压花点的反面我们可以想法剪断几根纬线注意《三到五根》这样就压花处理完毕11,新毛布沾浆原因分析处理新毛布沾浆一般为毛布表面粗糙而造成,再就是毛布网凹凸不平,可用铜刷先刷刷看出许也好一些,用过一段时间的毛布沾浆是纤维太长所造成的,用喷灯烧毛就行了。
12,毛布不上浆原因分析处理是毛布表面太平滑或复辊中高不足纸页水份过大所造成13,毛布出现破洞原因分析操作工不慎而造成机械损伤,或毛布网没有破而底布出现破洞,是因纸浆掉在毛布上,压断了经纬线所致14当毛布不好用时能不能反面呢这就要看毛布是怎样做的结构了,下面就来说说怎样的毛布可以反面1,平纹毛布可以反面,2普通毛布可以反面3波斜纹毛布不能反面,从原理上说能反面的毛布还得注意正面纤维不能太小,这样也容易杂质进去造纸压花15,提速不出纸的原因这种情况是当车速在100米内能够出纸当车速再想提高时烘缸面出来的是纸浆渣,这是因为预热辊高度不足,提高一点就行了。
16,提速不干纸分为两种情况,是整幅不干呢还是边是不干,如整幅不干是毛布厚了或者说是烘缸小了,两者都可说。
17,毛布使用寿命过短这就要看毛布是怎样情况下机的了,是到使用后期脱水不好呢还是纸面不好或是毛布用烂了下机,这点可从下机毛布上看出。
如果真空板面不平,用料粗糙,开孔太大,这样会增加毛布的磨擦率都会造成毛布寿命过短。
18,纸面出小洞一是毛布一周的沙眼为毛布针刺时有纬纱出现,二是毛布制作中镶头口的纬纱,如出现没有规律的沙眼时一是纸浆中的沙子二是冲洗网时水冲到毛布上的纸浆了,三是复辊有麻点也会造成沙眼现象的出现19,洗毯喷水管的安装及压力喷水管移动的比固定的好,扇形的比圆柱形的好,水压一般在3公斤-5公斤为宜,水管安装也很有讲究的,反面水压管在前,正面水压管在后,反面水压要大正面水压要小,反面90度正面35-45度向下冲洗,当毛布有压花时用高压水冲洗毛布时,千万不要冲正面,这样会打起毛,只能用水枪冲反面。
20,真空度的大小值一般真空度保持在150-200水银柱之间,《普通毛布在100-150》水银柱底网在200-250水银柱之间现在很多纸厂或车间为了提高产量不去维护毛布的使用,毛布的维护好坏直接影响使用和寿命。
21,正确的使用方法新毛布上机先慢行两到三个小时试车速在70-80之间24小时后提到90-100米,36小时后提到100-130米,以后再满跑,,使用一个星期后一定要清洗一次,打毯器只能在毛布使用后期使用,清洗毛布一定要先了解毛布材料,绦纶耐酸不耐碱,锦纶耐碱不耐酸,的原理,合理的调配洗涤剂,当万一要用酸洗时严格控制3%-5%之间,锦纶毛布不能用酸洗,因在酸的作用下会溶化后的毛布表面呈胶质状,就不能用了,因此锦纶毛布不能用酸洗,洗涤后要及时用淡水冲洗干净,残留酸也可用碱来中和1. 造纸毛毯的更换:(1).保持毛毯清洁,防止油污粘到毛毯上。
(2).在辊轴与轴套或辊与辊之间,应有充分的空隙,使毛毯容易套上,避免用力从缝隙间把毛毯拉进去。
(3).毛毯未在各辊上展平以前,不能落下上压辊、伏辊或抬起托辊等。
在纸机试运转未正常以前,绝对不能在压辊上加压。
(4).卸下的轴承、油环、螺丝及其他部件应放在一定的位置,换好毛毯后应及时装上。
开机前检查毛毯上下有无异物以及压榨和辅助装置。
(5).毛毯慢运行至运行良好时,可用水均匀地将毛毯湿润,直到吸水饱和为止,然后调节张紧辊把毛毯张紧至最佳长度、宽度和脱水状态。
(6).停机时间较长时,要放松毛毯,以防张力过度集中。
更换造纸毛毯时还应注意:(1).BOM毛毯挺度好,不需要使用分毯辊;如无备用辊替换分毯辊,也须把分毯辊安装到毛毯包角最小的位置。
(2).BOM毛毯的专用性很强,即使相同规格的毛毯,其性能也有很大差异,因此应注意不要用错毛毯。
(3).BOM毛毯的正反面差异很大,有标准线面为带纸面(正面),不要上反。
(4).毛毯在纸机上运行方向应按毯面上箭头标注方向。
2.造纸毛毯的清洗:在其他条件不变的情况下,延长湿毯使用寿命的有效方法是,安装一套合适的湿毯清洗系统。
因为湿毯下机的原因一般有两个:1.堵塞、 2.压实,而湿毯清洗系统的作用有三个:1.防止堵塞 2.防止压实 3.对湿毯脱去一定的水分,以提高纸幅在压区内的脱水。
湿毯的清洗有机械和化学两种方法(1).机械清洗:理想的清洗系统由五个独立部分完成.如图:Ⅰ.低压冲洗喷水管:如图中4所示。
其位置应置于毯的内侧,其作用是提供除去湿毯中填充物的水流。
如果使用的是不能往复移动的扇形喷水嘴,则最好是伸入湿毯和湿毯辊所形成的夹缝区内。
除去喷水压力能冲透湿毯之外,毯和辊形成夹缝的液压楔作用还能迫使水以一种回冲作用透过湿毯,这样就很容易被真空吸水箱吸走,辊和毯所形成夹缝区可使喷出的水布分均匀,有助于减少湿斑。
Ⅱ.洗涤剂喷水管:如图1所示。
洗涤剂喷水管应置于最接近于纸幅脱离湿毯处的内侧,最好是在内侧的湿毯辊前,洗涤剂在被真空吸水箱吸走之前,在湿毯中的停留时间要尽量加长。
毯和辊所形成的夹缝可使喷出的洗涤剂取得有效的均匀分布。
Ⅲ.润滑喷水管:如图5所示。
在每一个湿毯真空吸水箱之前,于同侧均有一个润滑喷水管提供润滑,以减少湿毯和真空吸水箱面板之间的磨损。
它通常是一个宽角度扇形嘴固定喷水管,可以均匀地喷布湿毯而无重叠喷水面。
以上水压为3~5kg/m2公斤,冲洗喷水管如使用水针嘴移动式喷水管,水压可为6~9kg/m2Ⅳ.高压喷水管:高压喷水管置于冲洗喷水管之前的内侧,如图2示,并冲透毛毯。
毛毯杂质一般是在脱水过程中,随纸页中水份由毛毯正面楔入并填充于毛毯之中的。
高压水压力可使填充物得到松脱,然后被冲洗喷水管冲走。
这个作用同时也使湿毯纤维抖松,故可避免湿毯压实而保持脱水的通畅。
对于使大量废纸的二次纤维浆料和压榨力以很大的纸机,湿毯正面的高压喷水也是很有效的,如图3示。
水压力可以松脱并除去配料中带来的象沥青、乳胶等表面污垢。
喷出的水流应稍微倾斜于湿毯的行程,以造成一种凿子那样的冲水作用。
另外,由于毛毯纤维层主要在正面,正面冲水在抵抗压实作用方面常较内侧喷水更为有效。
高压冲洗可使用15~25kg/cm2的连续冲洗,也可使用35~50kg/cm2压力的间歇冲洗(每班运行20分钟)。
喷水水温高些为好,大原因有二:1.粘度低 2.比冷水更能软化填充物(考虑能耗以20℃~30℃为好)。
Ⅴ.湿毯真空吸水箱: 此真空吸水箱位于湿毯正面,如图6示,为湿毯进入压区之前的最后一个清洗装置。
其应靠近一个内侧平毯辊处,在此吸水箱之前有喷水于毯辊的夹缝区造成楔形的液压作用,加上此辊的离心力作用,迫使水带着自湿毯上冲出的杂质涌向毯表面,真空吸水箱即将其吸走。
真空吸水箱同时也从湿毯上吸去水份,以使湿毯有空隙去接受纸幅在压区压出的水分。
BOM毯最简单的清洗系统,也应包括一个真空吸水箱和一个润滑喷水管。
如果所有这些都没有配置,停机时使用碱性洗液外加高压喷水枪进行清洗,对我公司毛毯也是有效的。