09 第七章 灌装与充填工艺
制袋充填包装与液体灌装_食品包装学ppt课件

• 成品由输送带送至下一包装工序。 • 与立式制袋充填包装机完成的三边封口式包装袋不同,图
右方给出了卧式制袋充填包装机完成的底部朝上的包装袋 形式,称之为枕形包装袋。
考评项目赋标准分,对照考评内容和 考评办 法对考 评项目 进行考 评,评 出各考 评项目 的考评 实际得 分,考 评类目 下各考 评项目 考评实 际得分 之和为 该考评 类目的 考评实 际得分
1.对接式和搭接式 采用成卷薄膜先成型为圆筒,再进行纵封,然后横封成 包装袋。常用的包装材料有聚丙烯单膜、玻璃纸、复合 薄膜等。 2.三边封口式 三边封口式包装袋封口质量高,但因封口不对称,美观性 稍差。适用的包装材料有聚乙烯单膜和各种复合薄膜。
3.四边封口式 四边封口式包装袋封口整齐美观,但薄膜利用率不如三边 封口式包装袋高。适用的包装材料有聚氯乙烯单膜和复合 薄膜等。
特点
• 被包装的物料的供料筒设置在制袋器内侧,适 用于松散食品或液体食品的包装。
• 被包装物料的流动性、密度、颗粒度、形态等 物性,对包装的速度与质量均有很大的影响,供料 筒或漏斗的尺寸、形状、位置、材料、光洁度等, 应适用于不同物料的特性。
ห้องสมุดไป่ตู้• 包装材料的尺寸(特别是厚度)、强度、延伸率 等,应满足高速包装机的要求。
4.角形自立式 角形自立式包装袋具有自立的优点,便于装箱和使用。 常用的包装材料有尼龙塑料和复合薄膜。
考评项目赋标准分,对照考评内容和 考评办 法对考 评项目 进行考 评,评 出各考 评项目 的考评 实际得 分,考 评类目 下各考 评项目 考评实 际得分 之和为 该考评 类目的 考评实 际得分
二、立式制袋充填包装机
灌装与充填工艺
播放视频
19
3.重力—计量筒充填法
贮料斗1下部装有两个或多 个计量筒3,均匀分布在回转的 水平圆板上。计量筒上部有伸缩 腔4,可以上下伸缩来调节容积。 计量筒转位到供料斗下面时,物 料靠自重落入计量筒内,当计量 筒转位到排料口即固定圆盘5上 的圆孔时,物料通过排料管进入 包装容器内。
20
为了使物料迅速注入 容器,有时要对容器加以 振动。
差范围。
4
充 填 方 法:
一、称重式充填(gravimetric filling) 二、容积式充填(volumetric filling) 三、计数式充填(counting filling)
5
一、称重式充填(gravimetric filling)
精度较高,但工作速度较低,装置结构较复杂,多 用于充填粉状和小颗粒食品。适用于易吸潮、易结 块、粒度不均匀、容重不稳定的物料计量。 常用装置:杠杆秤、弹簧称、液压称、电子秤等。
14
为了实现定量包装,在电子皮带秤物料流出端 的下方设置一个等速放置的等分格转盘。转盘上各 分格在相等的时间内截取一段皮带上的物料(即截 取等质量的物料)然后注入包装容器中。可通过控 制皮带速度来控制充填量。
电子皮带秤的计量速度为每分钟20-200包,每 包计量范围为50-100g,计量精度为±(1.0—1.5) %,适应精度为±0.5g要求的物料包装计量。
24
1.长度计数装置
使物品具有一定规则的排列,按其一定长 度、高度、体积取出,获得一定数量。
这种装置比较简单,由推板、输送带、挡 板、触点开关四部分组成。常用于块状食品, 如饼干、云片糕等的包装计数。
25
2.光电式计数
物品在传送带上逐个通过光电管时,从光源 射出的光线因物品的通过而呈现穿过和遮挡两种 状态,由光电管把光信号转变为电信号送入计数 器进行计数,并在窗口显示数码。
灌装工艺

灌装工艺一、灌装的定义将液体产品装入瓶、罐、桶等包装容器内的操作,称为灌装。
二、液体物料的特点1、物料影响灌装的因素主要因素是液体的粘度,其次是液体内是否有气体等。
2、液体物料的分类第—类是粘度小的液体,流动性好的稀薄液体物料.如酒、牛奶、酱油、药水等。
第二类是粘度中等的液体,流动性比较差的粘稠液体物料,为了提高其流速需要施加外力。
如番茄酱、稀奶油等。
第三类是粘度大,流动性差的粘糊状液体物料,需要借助外力才能流动。
如:果酱、牙膏、浆糊等。
第四类是有固体有液体的,填充时要分别称重。
第五类是混有气体的液体三、液体灌装的包装形式主要包装形式有袋、瓶、罐、盒和管等。
四、液体灌装的力学基础1、原理液体灌装是将液体从贮液缸中取出,经过管道,按一定的流速或流量流入包装容器的过程。
管道中流体的运动是依靠流入端与流出端压力差,即流入端压力必须高于流出端压力。
2、根据流体力学流体的流动状态稳定流动状态:流体在管道中流动时,其任意截面处的流速、压强等物理量均不随时间变化,即稳定流动。
不稳定流动状态:只要其中一个物理量随时间变化,即为不稳定流动。
3、液体在管道中流动时的流动状态层流:若流体质点沿管轴做有规则的平行运动,各质点互不碰撞,互不混合。
紊流:若流体质点作不规则的杂乱运动,并互相碰撞,产生大大小小的旋涡。
判断准则:雷诺数Re<2000时为层流;Re>2000时为紊流4、伯肖(Poiseulle)公式:Q=ΔPπd4/(128μL)式中: Q一容积流量,m2/s;ΔP一压力差.Pa;d一管道内径.m; L一管道长度,m;μ一动力粘性系数,Pa·s。
断面平均流速为:v=Q/A=4Q/(πd2)∙容积流量与压力差成正比,与管内径的四次方成正比,与管长成反比,平均流速与流量成正比。
由此可得到以下结论:∙①同一种液体,当管长与管径不变时,如果压力差成倍增加,容积流量也成倍增加,平均流速同样成倍增加。
∙②同一种液体,当管径不变时,如果管长与压力差均成倍增加,则容积流量不变,平均流速也不变。
充填系统工艺流程

充填系统工艺流程充填系统工艺流程是制药厂家在药品生产过程中的核心工艺之一,它是将药物原料转化为固体剂型的重要工艺步骤。
下面将介绍一种典型的充填系统工艺流程,包括固体剂型的制备、容器的清洗和消毒、药物原料的充填、密封和包装等步骤。
首先,固体剂型的制备是充填系统工艺流程的第一步。
这一步骤包括将药物原料按照一定的配方比例进行混合,然后通过干燥等方法将其制成所需的固体剂型,如片剂、胶囊等。
在这一步骤中,药物原料的质量和比例的控制非常重要,以确保最终产品的质量和稳定性。
第二步是容器的清洗和消毒。
在药物的充填过程中,使用的容器必须经过彻底的清洗和消毒,以确保充填过程的无菌。
通常,容器的清洗和消毒可以通过烘烤、高压蒸汽或化学消毒剂等方法来完成。
在这一步骤中,需要非常严格地控制容器的清洗和消毒条件,以确保容器的无菌和无污染。
第三步是药物原料的充填。
在这一步骤中,经过清洗和消毒的容器将会被连接到充填设备上,药物原料会通过输送系统被注入容器中。
充填设备通常会对药物原料进行计量和控制,以确保每个容器中的剂量准确和稳定。
在这一步骤中,需要严格控制充填设备的操作和药物原料的流动速度,以避免溢出和浪费。
第四步是容器的密封。
在药物原料充填完成后,容器将会进一步进行密封,以确保充填的药物不会因为外界的污染而受到影响。
容器密封可以通过热封、冷封或其他密封方法来完成。
在这一步骤中,需要对容器和密封设备进行检查和调整,以确保密封的质量和稳定性。
最后一步是药物的包装。
在这一步骤中,密封的容器将会被包装到最终产品的包装材料中,如包装袋、瓶子或药盒等。
在这一步骤中,需要严格控制包装材料的质量和包装过程的卫生条件,以确保最终产品的质量和安全性。
总的来说,充填系统工艺流程是制药厂家在药品生产过程中的一个重要工艺步骤。
通过对固体剂型的制备、容器的清洗和消毒、药物原料的充填、密封和包装等步骤的控制和管理,制药厂家可以生产出质量稳定和安全有效的药品。
充填工艺技术

充填工艺技术充填工艺技术是一种常见于制药、化工、食品等行业的生产工艺。
它主要用于将粉状或颗粒状物料填充到容器中,如胶囊、瓶子或袋子中。
充填工艺技术的最终目标是确保产品的准确充填量,以满足产品的质量要求。
充填工艺技术的核心是填充机。
填充机通过一系列的动作和操作,将物料输送到目标容器中。
它通常包括如下几个步骤:物料的输送、准备、开始充填、充填完成以及清理和维护。
首先,物料的输送是充填工艺技术的第一步。
物料可以通过传送带、传输管道或气流等方式输送到填充机的料斗中。
重要的是要确保物料的准确性和稳定性。
任何不良的输送可能导致填充量的变化或不一致。
接下来,填充机需要进行准备工作。
这可能包括调整机器的参数、更换容器或调整传送带的速度。
这些准备工作旨在确保充填机能够准确地充填物料。
一旦准备完毕,填充机开始进行充填工作。
它通常在事先设定的容器上进行充填,可以根据需要调整充填量。
填充机会根据事先设置的参数和程序进行自动或半自动操作,确保每个容器的充填量一致。
充填完成后,需要进行清理和维护工作。
这主要包括清洁填充机的各个部件,确保其正常运作。
使用清洁剂和抹布可以清洁填充机表面和内部。
此外,还需要检查和更换填充机的零部件,以确保其长期稳定运行。
充填工艺技术的优点在于其高效和准确性。
充填机可以实现快速自动化,大大提高了生产效率。
它还可以确保每个容器的充填量准确,避免了产品浪费或不合格。
然而,充填工艺技术也存在一些挑战。
例如,对于一些粉状或颗粒状物料,如微粉或颗粒,可能存在堵塞或粉尘扬散的问题。
此外,不同的物料可能需要使用不同的填充机和工艺参数,这增加了生产的复杂性。
总的来说,充填工艺技术在现代工业生产中发挥着重要作用。
它可以确保产品的质量和准确充填量,提高生产效率,并满足客户需求。
通过不断的创新和改进,充填工艺技术将会在各个行业中得到更广泛的应用。
充填工艺技术不仅适用于制药、化工和食品行业,还广泛应用于其他领域,如农业、化妆品、家居用品等。
充填法管理制度及操作规程最终

充填法管理制度及操作规程最终xx年xx月xx日CATALOGUE目录•充填法介绍•充填法管理制度•充填法操作规程•充填法与其他方法的比较•充填法的发展趋势及展望01充填法介绍充填法是指将半固态的金属或合金在压力作用下填入压铸模具型腔内,实现金属或合金成型的铸造方法。
充填法原理充填法利用了金属或合金在半固态下具有良好的流动性和可塑性的特点,将金属或合金在压力作用下注入模具型腔内,使其填充整个型腔并实现成型。
充填法定义充填法的定义VS充填法的主要特点充填法优点充填法具有高效率、高精度和高表面质量等优点,同时可以实现多品种、小批量生产,因此在铸造领域得到了广泛应用。
充填法缺点充填法的缺点是需要使用高压设备,模具成本高,同时半固态金属或合金的制备技术难度较大,因此成本相对较高。
充填法主要应用于汽车、航空航天、兵器、医疗器械等领域,用于制造各种复杂形状的零件和部件。
充填法常用的金属或合金材料包括铝合金、镁合金、铜合金、不锈钢等,其中铝合金和镁合金是最常用的材料。
充填法应用领域充填法材料充填法的应用范围02充填法管理制度充填法管理规定加强充填现场管理,合理安排充填顺序,提高充填效率。
充填法必须符合国家规定,保证充填质量和安全。
充填过程中,必须严格控制充填材料的质量和比例,保证充填质量。
充填法安全管理制度充填前必须对充填设备进行检查和维护,确保其正常运转。
充填过程中,必须严格控制充填压力和流量,防止发生安全事故。
充填后必须及时清理现场,确保工作环境整洁和安全。
充填法卫生管理制度充填前必须对充填设备和场地进行清洁和消毒,确保卫生质量。
充填过程中,必须加强现场卫生管理,防止污染和交叉感染。
充填后必须及时清理现场,确保工作环境整洁和卫生。
01020303充填法操作规程充填前准备包括检查充填设备、准备充填材料、确认充填时间等。
充填质量控制通过检查充填质量、控制充填均匀性等,确保充填效果。
充填记录记录充填时间、材料用量等数据,以备后续查阅。
简单描述灌装工序的工作流程
简单描述灌装工序的工作流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!Download Tip: This document has been carefully written by the editor. I hope that after you download, they can help you solve practical problems. After downloading, the document can be customized and modified. Please adjust and use it according to actual needs. Thank you!灌装工序工作流程:①准备阶段:首先,确保灌装生产线的各设备已清洁消毒完毕,原材料(如瓶坯、瓶盖、液体原料等)准备就绪。
根据生产计划调整灌装机参数,包括灌装量、速度等,以满足不同产品规格需求。
②进瓶与检测:瓶子通过输送带自动送入生产线,过程中会进行空瓶检测,剔除不合格的瓶子,如变形、破损的瓶体,确保后续灌装质量。
③灌装:合格的空瓶进入灌装区域,灌装头精准下落,按照预设的量将液体物料注入瓶中。
此过程需控制灌装温度、压力,确保灌装精度及产品品质。
④封盖:灌装完毕后,瓶子随即传送至封盖站,通过封盖机对瓶口进行密封处理,包括拧盖、压盖等操作,确保密封性良好,防止泄露。
⑤贴标与包装:封盖后的成品进入贴标环节,自动贴标机将产品标签贴附于瓶身指定位置。
随后,产品通过打包机进行装箱、封箱,部分生产线还会加入裹膜、码垛等步骤。
⑥质量检查与出库:完成包装的产品需经过最终的质量检验,包括外观检查、密封性测试等,合格产品则被送入仓库等待发货,不合格品则进行剔除或返工处理。
灌装车间充填工段确认作业细则

检查充填工段设备,确保设备正常 运行
PART FOUR
确认作业细则 实施时间:根 据生产计划和 设备状况确定
实施前准备: 准备相关文件、
资料和设备
实施过程:按 照作业细则进
行充填作业
实施后检查: 检查充填作业 是否符合作业
细则要求
实施结果记录: 记录充填作业 情况,包括时 间、人员、设
备等信息
具备一定的操作技能和经验
充填工段:灌 装车间中的一 个生产环节, 负责将产品填 充到包装容器
中
确认作业细则: 对充填工段的操 作流程、质量控 制、设备管理等 方面进行详细规
定和说明
灌装车间充填工 段概述:对灌装 车间充填工段的 基本情况、生产 流程、质量控制 等方面进行简要
介绍
充填工段是灌装车间的核心部分,负责产品的灌装和包装 充填工段直接影响产品的质量和生产效率 充填工段需要与其他部门紧密合作,确保生产顺利进行 充填工段在灌装车间中具有重要的地位,对整个生产过程起着关键作用
,a click to unlimited possibilities
汇报人:
CONTENTS
添加目录标题
灌装车间充填 工段概述
充填工段确认 作业细则
充填工段确认 作业细则实施 要求
充填工段确认 作业细则实施 效果评估
PART ONE
PART TWO
灌装车间:负 责产品灌装、 包装的生产部
门
过程评估:通过对充填工段确认作业 细则的实施过程进行评估,如流程是 否顺畅、人员是否熟练等,评估充填 工段确认作业细则的实际效果。
添加标题
添加标题
添加标题
添加标题
定性评估:通过员工反馈、客户满 意度等主观评价,评估充填工段确 认作业细则的实际效果。
灌装站工艺流程
灌装站工艺流程
《灌装站工艺流程》
灌装站是生产线上非常重要的一环,它直接影响到产品的质量和产量。
一个高效的灌装站工艺流程可以提高生产效率和产品质量,从而降低生产成本,增加企业利润。
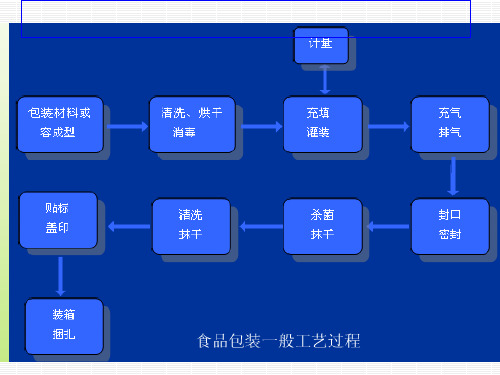
灌装站工艺流程一般包括以下几个步骤:原料准备、灌装、封口、包装和清洁。
首先是原料准备。
这一步骤需要根据产品的配方准备相应的原料,如液体、固体、粉末等。
原料的准备需要严格按照配方要求,保证产品的质量和一致性。
接下来是灌装。
在灌装过程中,需要将准备好的原料灌装到包装容器中,一般分为自动灌装和手动灌装两种方式。
自动灌装设备可以大大提高生产效率,而且可以减少人为的操作失误,保证产品的准确灌装。
然后是封口。
灌装好的产品需要进行封口,确保产品的密封性和保质期。
封口的方式有很多种,可以根据产品的性质和包装容器的材质来选择适合的封口方式。
接着是包装。
包装是产品外观的重要部分,好的包装可以提高产品的销售额。
在包装过程中,需要将产品装入包装盒或袋中,然后进行标签贴合和包装箱装箱等步骤。
最后是清洁。
灌装站工艺流程的最后一步是清洁,保持设备和场地的清洁是确保产品质量的重要因素。
总的来说,灌装站工艺流程是一个非常复杂的过程,需要严格按照规定的步骤和标准进行操作。
只有这样,才能保证产品的质量和生产的效率。
充填站工艺流程
充填站工艺流程The filling station process is a crucial aspect of production in industries like food and beverage, pharmaceuticals, and chemicals. It involves the transfer of liquids, semi-solids, or powders into containers such as bottles, cans, or drums. The process must be carefully designed and executed to ensure efficiency, accuracy, and safety.充填站工艺是食品饮料、制药和化工等行业生产中至关重要的一环。
它涉及将液体、半固体或粉末转移到瓶、罐或桶等容器中。
这个过程必须经过仔细设计和执行,以确保效率、准确性和安全性。
One of the key steps in the filling station process is the preparation of the product to be filled. This involves ensuring that the product is at the correct temperature, viscosity, and consistency for filling. For example, in the food industry, hot fill products like sauces or soups may need to be heated to a specific temperature before filling to ensure food safety and quality.充填站工艺中的一个关键步骤是准备待充填的产品。
09 第七章 灌装与充填工艺
31
第三节
液体灌装工艺
灌装是指将液体(或半流体)灌入容器内 的操作,容器可以是玻璃瓶、塑料瓶、金属罐 及塑料软管、塑料袋等。
影响液体食品灌装的主要因素是粘度,其 次为是否含有气体、起泡性、微小固体物含量 等。因此,在选用灌装方法和灌装设备时,首 先要考虑液体的黏度。
32
一、液体食品按其粘度分为三类:
液体从贮液槽1流经灌装 阀4进入容器。灌装时升降机 构将容器向上托起(或将灌 装管向下降),容器口部和 灌装阀下部的密封盖5接触并 将容器密封,然后 使容器再 上升顶开而开启灌装阀,
36
播放视频 液体靠重力自由流入容器中, 即停止流动,液位达到规定 高度完成灌装后,升降机构 将容器下降,灌装阀失去压 力并由弹簧自动关闭。容器 内的空气经设在灌装管端部 的空气出口2通到贮液槽液面 上部的排气管3排出。
49
(四)机械压力灌装
利用机械压力如液泵、活塞泵或气压将灌装液料 挤入包装容器内。
主要用于灌装粘性较大的稠性液料,如果酱、奶 油等。
50
机械压力灌装过程:
贮液槽经供液阀2与供液 槽1连接,液面由浮子4控制。 灌装阀5与贮液槽8分开放置, 供液泵7将液体送入灌装阀, 容器与阀连接处靠密封盖6 密封后,灌装阀开启进行灌 装,
47
当容器上升至灌装阀口时,先 由密封盖3将容器封闭,然后压缩 弹簧,顶开灌装阀,开始灌装; 同时,机械弹簧打开排气管顶部 的充气阀6,使容器的压力与贮液 槽上部的压力相等,通常称为 “建立背压”。当液体上升到排 气管口时,液位不再变化。
48
采用等压灌装时,在灌装过 程中可以改变排气速度,借以改 变灌装速度。当液体灌装到规定 液位时,容器顶部的空气具有一 定的压力,为排除这种压力,在 阀门中装一个机械泄压口,使容 器顶部与大气压力相同,保证当 容器下降失去密封时,液体不至 喷出。 播放视频
灌装作业指导书
灌装作业指导书标题:灌装作业指导书引言概述:灌装作业指导书是为了规范和指导灌装作业流程,确保产品质量和生产效率而制定的操作规范。
本文将从工艺流程、操作注意事项、设备维护、安全防护和质量控制等方面详细介绍灌装作业指导书的内容。
一、工艺流程1.1 灌装前准备工作:包括清洁灌装设备、准备灌装原料、调试设备参数等。
1.2 灌装操作流程:按照设定的灌装速度和数量进行灌装作业,确保操作规范。
1.3 灌装后处理工作:清洁灌装设备、记录灌装数据、检查产品质量等。
二、操作注意事项2.1 操作人员要接受专业培训,了解灌装设备的操作流程和安全注意事项。
2.2 严格按照操作规范进行灌装作业,避免操作失误导致产品质量问题。
2.3 定期检查设备运行状态,及时发现并处理设备故障,确保生产正常进行。
三、设备维护3.1 定期清洁灌装设备,避免灌装原料残留导致产品污染。
3.2 定期检查设备零部件,及时更换磨损部件,保证设备正常运转。
3.3 定期进行设备保养,提高设备使用寿命和生产效率。
四、安全防护4.1 操作人员要穿戴符合要求的劳动防护用具,避免操作过程中发生意外伤害。
4.2 定期进行设备安全检查,确保设备运行安全可靠。
4.3 灌装作业场所要保持通风良好,避免有害气体积聚对操作人员造成危害。
五、质量控制5.1 定期对灌装产品进行抽检,确保产品质量符合标准要求。
5.2 定期进行设备校准,保证灌装设备的准确性和稳定性。
5.3 定期进行生产数据分析,发现问题及时调整生产流程,提高产品质量。
结论:灌装作业指导书是灌装作业的重要工具,通过严格遵守操作规范和注意事项,定期进行设备维护和安全防护,以及质量控制,可以确保灌装作业的顺利进行,提高产品质量和生产效率。
操作人员应严格按照指导书的要求进行操作,确保灌装作业的质量和安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
充填精度要求越高,所需设备的价格也就越 高。因此,要根据生产的实际情况确定最优 充填精度。
充填技术的分类
物料充填一般归结为两大类: 液体物料的充填; 固体物料的充填。
4
第二节 固体充填工艺
固体食品的流动性对食品充填影响较大
非粘性食品:大米、砂糖、坚果、花生等 半粘性食品:面粉、奶粉、其他粉状食品 粘性食品:挂桨类糕点、果脯蜜饯等 充填计量精度:指装入容器内物料标定重量的误 差范围。
卸料盘4和料筒1由支 架夹板2固定在底盘上。 物料装在料筒1内,装料 筒底盘3是一个转动的定 量盘。定量盘3上每隔 120°的位置上设有若干 数量的小圆孔带,其分3 组。
28
定量盘上的孔径比 物料直径稍大0.5-1mm, 定量盘的厚度比物料的 直径稍大,以确保计量 孔只能容纳1粒产品。 定量盘下装有带卸料槽 的卸料盘4。
液体从贮液槽1流经灌装 阀4进入容器。灌装时升降机 构将容器向上托起(或将灌 装管向下降),容器口部和 灌装阀下部的密封盖5接触并 将容器密封,然后 使容器再 上升顶开而开启灌装阀,
36
播放视频 液体靠重力自由流入容器中, 即停止流动,液位达到规定 高度完成灌装后,升降机构 将容器下降,灌装阀失去压 力并由弹簧自动关闭。容器 内的空气经设在灌装管端部 的空气出口2通到贮液槽液面 上部的排气管3排出。
33
二、液体食品常用灌装方法
(一)常压灌装
(二)真空灌装 (三)等压灌装 (四)机械压力灌装
34
(一)常压法灌装
在常压下,直接依靠 灌装液料的自重流进包装 容器内。主要用灌装低粘 度的不含气液料。如牛奶、 白酒、酱油、醋。 使用的设备构造简单、 操作方便、易于保养,至 今仍被广泛使用。
35
灌装过程:
5
充 填 方 法:
一、称重式充填(gravimetric filling) 二、容积式充填(volumetric filling) 三、计数式充填(counting filling)
6
一、称重式充填(gravimetric filling)
精度较高,但工作速度较低,装置结构较复杂,多 用于充填粉状和小颗粒食品。适用于易吸潮、易结 块、粒度不均匀、容重不稳定的物料计量。 常用装置:杠杆秤、弹簧称、液压称、电子秤等。 间歇称重式充填机 连续称重式充填机 称重---离心等分式充填机
47
当容器上升至灌装阀口时,先 由密封盖3将容器封闭,然后压缩 弹簧,顶开灌装阀,开始灌装; 同时,机械弹簧打开排气管顶部 的充气阀6,使容器的压力与贮液 槽上部的压力相等,通常称为 “建立背压”。当液体上升到排 气管口时,液位不再变化。
48
采用等压灌装时,在灌装过 程中可以改变排气速度,借以改 变灌装速度。当液体灌装到规定 液位时,容器顶部的空气具有一 定的压力,为排除这种压力,在 阀门中装一个机械泄压口,使容 器顶部与大气压力相同,保证当 容器下降失去密封时,液体不至 喷出。 播放视频
7
1.间歇式称量装置
有净重充填法和毛重充填法。
8
A、净重充填法
充填过程:进料器2 把物料从贮料斗1运送到 计量斗3中,当计量斗中 物料达到规定质量时即通 过落料斗5排出,进入包 装容器。进料可用旋转进 料器、皮带、螺旋推料器 或其它方式完成,并用机 械秤或电子秤控制称量。
9
特 点:
由于称量结果不受容器皮重变化的影响,因 此称量精度很高,广泛应用于要求高精度计量的 自由流动固体物料,如奶粉、咖啡等固体饮品, 也可用于那些不适于容积充填法包装的食品,如 膨化、油炸食品。
贮料斗1下部连接着一个 振动托盘进料器2,进料器按 规定的时间振动,将物料直接 充填到容器中,计量由振动时 间来控制。此法装置结构最简 单,但计量精度最低。
18
2.螺旋充填法
当送料轴2旋转时,贮 料斗内搅拌器3将物料拌匀, 螺旋轴将物料挤压到要求的 密度,每转一圈就能输出一 定量的物料,由离合器控制 放置圈数即可达到计量之目 的。此法可获得较高的充填 计量精度。
第七章 灌装与充填工艺
1
2
第一节 概述
充填是指将一定规格质量的食品按要求充入到包 装容器中的操作,主要包括食品计量和充入。 要求:
1、食品按照要求的定量装入容器,一般有一定的计量精 度要求。 2、容器内要留有一定的顶隙,一般为整个容积的6%.
3、要求速度快,减少食品的污染,同时保持容器口、壁 干净,以免汁液污染包装。
流体:指靠重力在管道内按一定速度自由流动,粘度 为0.001—0.1Pa.s的液料。如牛奶、饮料、酒等。
半流体:除靠重力外,还需加上外压才能在管道内流 动,粘度为0. 1—10Pa.s的液料。如炼乳、蜂蜜、番 茄酱等。
粘滞流体:靠自重不能流动,必须靠外压才能流动, 粘度在10Pa.s以上的物料。如调味酱、果酱等。
此法适用于充填价格 较低、计量精度要求不高 的自由流动固体物料。
22
4.真空—计量充填法
贮料斗1下面装有一个 带可调容积的计量筒转轮2, 计量筒沿转轮径向均匀分 布,并通过管子与转轮中 心连接,转轮中心有一个 圆环真空—空气总管3,用 来抽真空和进空气。
23
物料从贮料斗落于计量筒 中,经过抽真空后密实均匀, 运输带5不断将容器4送入转轮 下方,当转轮转到容器上方时, 空气将物料吹入容器内。 此法常用来充填广口瓶、 袋、罐头等,充填容量范围从 5mg至几千克,一般的计量精 度为±1%. 播放视频
41
(2)真空压差灌装
适用于易氧化变质的液体食品,如富含维生素等 营养成分的果蔬汁产品的灌装。
42
即贮液箱内处于常压,只对包装容器抽真空,料 液依靠贮液箱与待灌装容器间压差作用产生作用产 生流动而完成灌装。供液管1由供液阀2控制,液位 由浮子3保持。另设有真空泵7和真空室6以建立真 空。溢流至真空室的液体由供液泵5送回贮液槽。
31ቤተ መጻሕፍቲ ባይዱ
第三节
液体灌装工艺
灌装是指将液体(或半流体)灌入容器内 的操作,容器可以是玻璃瓶、塑料瓶、金属罐 及塑料软管、塑料袋等。
影响液体食品灌装的主要因素是粘度,其 次为是否含有气体、起泡性、微小固体物含量 等。因此,在选用灌装方法和灌装设备时,首 先要考虑液体的黏度。
32
一、液体食品按其粘度分为三类:
16
二、容积式充填(volumetric filling)
通过控制食品物料的容积进行计量充填,要求 被充填物料体积质量稳定,否则会产生较大的时量 误差,精度一般为±(1.0—2.0)%,比比重充填 法要低。 计时振动充填法 螺旋充填法
重力—计量筒充填法
真空—计量充填法
17
1.计时振动充填法
45
(三)等压灌装法
在高于大气压的条件下,首先对包装容器充气, 使之形成与贮液箱箱等的气压,然后依靠被灌装 液料的自重流进包装容器内。 常用于灌装含气饮料、啤酒等的灌装。
46
等压灌装过程:
回转台上方的贮液槽是密封的, 其液面由浮子1控制,液面以上空 间充有压缩空气或CO2,以保持一 定压力(灌装啤酒时要求用CO2, , 以避免啤酒与氧气接触)。液体 经下部的供液口2进入。灌装阀4 装在贮液槽内,其中部设有的排 气管顶端伸出液面,下端为排气 口7和泄压口5.
10
B、毛重充填法
进料器2把物料从贮料 斗1运送到料斗3中,进入包 装容器,通过容器下面的秤 进行计量,当容器中物料达 到规定质量时即通过传送带 输出。
11
特 点:
毛重式称量法没有计量斗,将包装容器放在秤 上进行充填,达到规定质量时停止进料,故称得的 质量为毛重,其计量精度受容器质量变化影响很大, 计量精度不高。
19
播放视频
20
3.重力—计量筒充填法
贮料斗1下部装有两个或多 个计量筒3,均匀分布在回转的 水平圆板上。计量筒上部有伸缩 腔4,可以上下伸缩来调节容积。 计量筒转位到供料斗下面时,物 料靠自重落入计量筒内,当计量 筒转位到排料口即固定圆盘5上 的圆孔时,物料通过排料管进入 包装容器内。
21
为了使物料迅速注入 容器,有时要对容器加以 振动。
29
在计量过程中,卸料盘4 承托住充填在计数定量 盘3中的物料,只有当定 量盘带有物料的一组孔 转到卸料槽是地,才使 已定量的物料自由落入 卸料槽5并进入包装容器 中。
30
当定量盘的一组孔 带卸料时,其他两组也 已带进行上料,因此机 构的效率较高。
特别适用于形状、 尺寸规则的球形和圆片 状食品的计数。
但由于食品不经计量斗而直接落入容器中称量, 食品物料的黏附现象不会影响计量精度,因此,除 可应用于能自由流动的物料外,还适用于有一定黏 性物料的计量充填。
12
2.连续式称量装置
采用电子皮带秤称重,可以从根本上克服杠 杆秤发出的信号与供料停机的时间差导致物料的 计量误差问题,同时还能大大提高计量速度,适 应高速包装机的需要。
51
同时容器内的空气由 溢流管3排至贮液槽,当容 器内液面达到溢流管口处 时,液体开始 经溢流管流 回贮液槽,液面不再变动。
52
溢流管口与容器顶部 的相对位置决定了灌装液 面的高度,只要保持灌装 阀与容器的密封,液体就 会连续不断地通过溢流管 流出,当容器不再密封时 会关闭灌装阀和溢流口。
37
(二)真空灌装
在低于大气压的条件下进行灌装,适用于灌 装粘度稍大的液料,如油类、糖浆等。又适于灌 装含维生素的饮料,如蔬菜汁、果汁等。
(1)重力真空灌装 (2)真空压差灌装
38
(1)重力真空灌装
在低于大气压的条 件下进行灌装,适用于 灌装粘度稍大的液料, 如油类、糖浆等。又适 于灌装含维生素的饮料, 如蔬菜汁、果汁等。
49
(四)机械压力灌装
利用机械压力如液泵、活塞泵或气压将灌装液料 挤入包装容器内。
主要用于灌装粘性较大的稠性液料,如果酱、奶 油等。