攀钢冷轧平整机组ABB Master通讯系统分析
冷轧厂五机架连轧机过程控制计算机系统

冷轧厂五机架连轧机过程控制计算机系统作者:黄志明来源:《中国科技博览》2012年第32期[摘要]:介绍了冷轧厂五机架连轧机过程控制计算机系统的组成和功能,着重介绍了该系统的硬件、软件结构,以及应用软件的功能。
[关键词]:冷轧五机架连轧机过程控制计算机系统中图分类号:TU755.3+1 文献标识码:TU 文章编号:1009-914X(2012)32- 0102 -011、冷轧五机架控制系统概况改造后的控制系统由两级计算机组成一个分布式计算机控制系统:设备控制计算机(以下简称一级机)和过程控制计算机(以下简称二级机),它们通过WestnetⅡ网络相互通信,如图1所示。
1.1一级机概况一级机的主要任务是根据二级机设定的参数完成轧制过程的控制、数据采集等功能,主要由17台MAC柜、16台I/O柜、操作员站、工程师站组成。
根据控制对象的不同,控制器分为3种:3台顺序控制器(SR21、SR30和SR31),7台过程控制器(PR01、PR02和PR11~PR15)和7台主传动控制器(MR40~MR46)。
各控制器的功能见图1。
工程师站和操作员站用于轧制过程的状态监视、人工干预和系统的开发维护。
1.2二级机概况过程控制机采用2台DEC公司的VAX-4105A计算机,它们互为热备份,通过以太网将2台VAX机和二级机的其它设备连接在一起,用WestnetⅡ高速数据通道实现和一级机之间的通信。
它主要完成以下功能:原始数据输入和管理;对待轧、正轧、已轧的钢卷进行跟踪;轧制过程数据的收集和处理;数学模型预设定计算;轧制过程的自学习;操作、维护画面的显示;各种工程报表、质量报表和生产报表的生成和打印。
2、二级机软件系统2.1二级机软件结构由于一级机和二级机中所使用的数据格式不同,因此,每隔0.1s,I/O监视器将这些一级原始数据传送到二级机MillI/O内存缓冲区时,要进行工程单位转换,以备二级应用程序使用。
数据传送和转换完后,I/O监视器触发轧机事件监控,特殊数据收集和其它数据收集,以存取MillI/O内存缓冲区中新刷新的数据,这种触发方式能够有效地防止数据滞后,使得应用程序同MillI/O中的数据保持一致。
冷轧带钢生产线中PLC计算机控制系统的应用
l 薯
冷轧 带钢 生 产线 中 PLC计算 机 控制 系统 的应 用
赵 自强 陈丽娟 李晨 光
0 5 6 0 1 5 ) ( 邯 钢 邯宝 冷 轧厂 [ 摘 要] 本 文简 介我 司冷 轧带 钢生 产线 电气控 制系 统 , 其采 用西 门子P L C 和工业 控 制计算 机 、 测 厚仪 , 控 制机 架 张力 、 卷 取张 力 、 钢带 厚度 , 以满足 生 产工艺 要求, 实现生 产 过程 自动化 , 对 提高 产量 、 质量、 成 材率 具有理 想 的效果 。 [ 关键词] P L C 西 门子 计 算机 测厚 仪 张力 中图 分类 号 : P 3 1 5 . 6 9 文 献标识 码 : A 文章编 号 : 1 0 0 9 - 9 1 4 X( 2 0 1 4 ) 3 6 — 0 3 8 2 一 叭
力。 2 . 1 . 2卷 取 张力控 制
1自动 控制 系统 组 态
轧机 和收卷 机驱动 电机采用 直流 电机 , 其调 速装置 是西 门子的6 R A7 0  ̄ 数
字 直 流调速 装置 , 并 配置一 台P L C 及其 附属从 站进 行控 制 。 辅助设 备 有稀油 站
( 由¥ 7 - 2 0 0 P L C 控 制) 、 润 滑站 ( 由S 7 — 2 0 0 P L C 控制 ) 、 液压 站 ( 由s 7 — 2 0 0 P L C 控制) 三 个 套辅 助设 备 。 为 方便 控 制 , 各设 备都 组 态成P r o f i b u s - D P 网络 , 进 行
陷给予 人工 张力 补偿 。 主要 是为 了保证 轧机在 原料 穿带 时的 张力稳 定 , 尽 量使
在 低速 阶段 出 口厚 度 向设定厚 度靠 近 , 在轧机 穿带 阶段进 行 张力补偿 控 制 , 即
冷轧厂平整机的传动控制系统
冷轧厂平整机的传动控制系统丰超武钢冷轧总厂摘要武钢冷轧总厂的平整机包括单机架平整机机和双机架平整机两条生产线,其传动部分采用了ISA-D全数字化直流调速系统。
本文将以双机架的主传动为例来介绍ISA-D全数字化传动控制技术的特点。
关键词:传动平整机The drive system of The Cold Roll Mill of WISCOFeng chaoThe Cold Roll Mill of WISCOAbstractThe Cold Roll Mill of WISCO includes two lines, which are single stand temper mill and double stand temper mill, they adopt the technology of ISA-D.C regulator drives systems. this paper introduces the main drives of double stand temper mill.Keywords:drive temper mill前言武钢冷轧总厂平整机97年改造后,原来的直流传动模拟调速系统改成AEG 公司的ISA-D全数字传动控制系统;逻辑控制改为Modicon公司的Quantum系列可编程控制器控制。
本文将以双机架为例介绍其改造后采用的数字调速系统。
一、 双机架平整机传动控制系统概况1.1 双机架平整机概况平整的目的是消除带钢明显的屈服平台,改善带钢的机械性能和带钢的平直度;使带钢表面达到一定的粗糙度。
双机架平整机主要平整镀锡线带板,同时也可以平整普板;全线包括开卷机、入口S辊、一机架、二机架、出口S辊、卷取机,详细情况见下图。
开卷机入口S辊一机架二机架出口S辊卷取机图1 双机的工作示意图1.2 双机传动控制系统的特点双机架平整机包括16台直流电机,直流传动系统共12套(有的是两台电机并联或串连),总容量为9252KW,各电机的控制要求如下表所示。
43L14.冷轧1780mm平整机机组控制系统-

冷轧1780mm平整机组控制系统陈丰1,陆晓贤2,张殿华2,李旭2(1.天津荣程联合钢铁集团有限公司,天津,200431;2.轧制技术及连轧自动化国家重点实验室,辽宁沈阳,110004)摘要:通过对某钢铁公司1780mm单机架四辊轧机的控制系统的学习,介绍该冷轧平整机组的控制系统的软件设计思想以及结构。
并通过观察现场应用结果,分析了该平整机控制系统运行状况。
其主要优点有:自动穿带功能完善,延伸率控制精度较高。
关键词:平整机延伸率控制自动化控制系统The Technology Automatic Control System of Skin Pass Mill CHEN Feng1,LU Xiaoxian2,ZHANG Dianhua2,LI Xu2(1. Tianjin Rockcheck Iron and Steel Company Co., Ltd, Tianjin,200431;2.The State Key Laboratory ofRolling Technology and Automation,Northeastern University,Shenyang 110004;)Abstract:Through the learning of1780mm Skin Pass Mill control ideas, the software design idea and configuration of the technology control system is introduced. Using the practical application results, Skin Pass Mill’s running situation is analysed. The main advantages are: automatic threading function is perfect, control precision of elongation is much well.Key words: skin pass mill; elongation control; automatic control system1 前言该1780mm单机架平整机机组设计年产量80万吨,产品厚度规格覆盖0.3mm~2mm,可轧宽度范围为820~1650mm。
攀钢冷轧平整机组辊缝自动控制及缺陷分析

攀钢冷轧平整机组辊缝自动控制及缺陷分析攀枝花钢铁(集团)公司冷轧厂 杨志敏 那成选攀枝花钢铁(集团)公司设备处 余 红【摘 要】 综合分析了攀钢冷轧厂平整机的辊缝自动控制系统,控制和操作方式,系统软件及硬件配置,以及对辊缝控制系统有重大影响的延伸率控制系统,并针对控制上的缺陷,提出改进的措施及方案,以此提高平整产品质量。
【关键词】 屈服点 辊缝控制 延伸率 轧制力 伺服系统 平整的目的在于消除退火带材的屈服点。
在轧制过程中,影响板材质量的重要指标是带钢厚度的精度和板型。
机组的三种控制方式和两种操作方式以及通过轧辊正、负弯和倾斜控制系统调节的板型都是最终通过控制辊缝来实现的。
因此,提高辊缝控制精度对板材的质量具有重大的意义。
1 辊缝自动控制1.1 单侧轧制力控制回路用于辊缝标定。
在标定过程中,传动(DS)和操作侧(OS)的轧制力被单独控制。
当总轧制力等于接触轧制力100t 时,停止闭合辊缝动作,同时,将控制方式从位置+倾斜控制方式无扰动地切换到单侧轧制力控制方式。
并通过两个比例积分单侧轧制力控制器将轧制力设定为标定轧制力500t 。
1.2 总轧制力控制回路用于轧制。
通过一个比例积分总轧力控制器,将OS 和DS 侧轧制力之和与经ELG 控制器输出的总轧力校正值补偿后的总轧力与给定值进行比较后,输出一个电流信号给两上伺服阀,调节辊缝。
倾斜控制器输出的1/2值作为校正值分别被加、减到总轧力控制器输出给DS 和OS 侧伺服阀的电流信号上。
1.3 位置控制回路用于辊缝打开时控制辊缝。
位置的实际值是OS 和DS 侧位置实际值的平均值。
通过一个比例积分位置控制器输出一个电流信号给两个伺服阀,调节辊缝。
倾斜控制器输出的1/2值作为校正值分别被加、减到总轧力控制器输出给DS 和OS 侧伺服阀的电流信号上。
1.4 倾斜控制回路通过比例积分倾斜控制器调节OS 和DS 侧的位置差值。
只用于位置控制和总轧制力控制方式。
2 系统配置2.1 硬件基础自动化为德国ABB 公司M aster pieces 200/1控制系统,MV 320终端和ADVANT 520工作站。
abb板型仪

ABB板形仪在攀钢HC冷连轧机的应用分析攀钢冷轧厂主轧机组引进日立公司设计的六辊四机架HC冷连轧机。
HC轧机的主要特点是具有比较大的压下率和较好的带钢平直度控制能力。
为发挥该轧机的优势,主轧机组引进了1套ABB带钢平直度控制系统——板形仪(S tresso-meter),以期获得优良的带钢平直度甚至轧制用户需求的板形。
本文主要针对ABB板形仪在攀钢HC轧机的应用中存在的问题进行分析。
1目标曲线在冷轧生产中,有时并不需要完美的板形。
大部分冷轧薄板还需二次成型,因此用户可能要求特殊的板形。
这就要求对控制系统的最终控制结果进行预设定,即设定板形控制的目标曲线,满足用户对不同板形的要求。
目标曲线的含义:要求的轧后带钢横向残余应力分布。
目标曲线可由函数表达如下:T arget=(targ-scaling/100)×(A0+A2X2+A4X4+A8X8)式中T arget为要求的板形外形;targ-scaling为百分比振幅系数;A0、A2、A4、A8分别是0、2、4、8次系数(N/mm2);X为带钢宽度因子,取值范围为-1~+1。
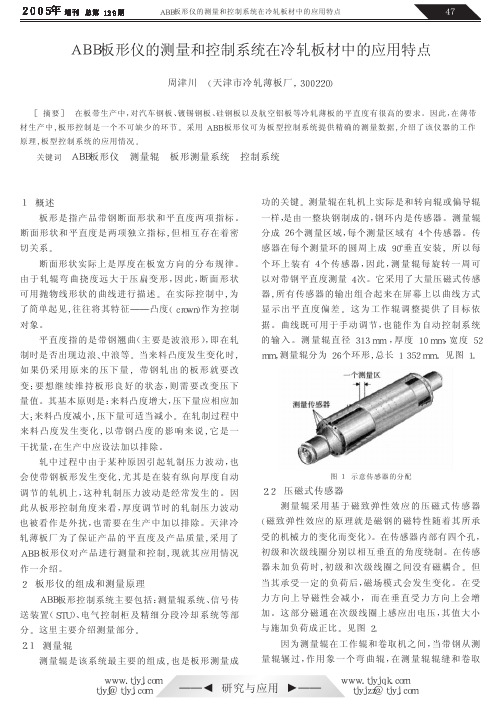
图1是目标曲线示意图,图中横坐标上的0表示带钢中部,+1和-1分别表示带钢的两个边部。
系数A2、A4、A8由操作员根据工艺、用户板形要求而确定;A0则由板形仪计算,用来平衡目标曲线的零点。
图1中,曲线1~7是系数A2和A4取不同值时的目标曲线形状。
各目标曲线系数A2和A4的取值如表1所示。
实测应力分布减去目标曲线的差值就是板形偏差。
板形偏差用于板形控制部分,根据板形偏差来改变乳化液冷却喷淋量从而调节辊缝,使实测板形趋近于目标曲线。
2ABB板形仪应用情况由于攀钢热轧来料带钢的硬度较高,因此在调试初期即对材料因子进行了修正,以提高板形偏差的计算精度。
2.1弯辊与倾斜功能攀钢HC轧机1至4机架具有倾斜及中间辊串辊功能,1~3机架具有工作辊正弯功能,4机架具有工作辊正、负弯功能。
浅析ABB工业控制系统在太钢冷轧厂的应用
12 共 用 直 流 母 排 连 接 .
A B多传 系统 是一种工业传动类型 , B 由多个逆变单元组成 , 它们 由一个整 流单元 通过公共母线来提供 直流 电源 。这种结构 具 有 以下优点 : 省接线 、 节 安装 和维 护成本 ; 减少生 产线 电量且 简化 了制动布置 ; 能源在共用 直流母 线 中循环 , 可用于 电机与 电
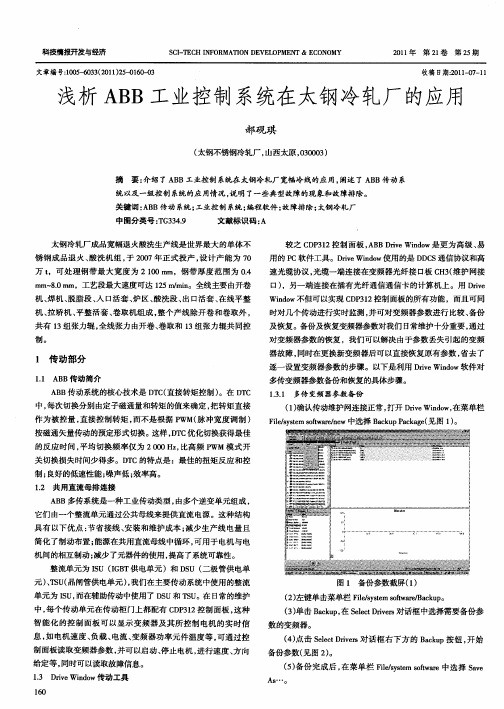
() 1确认传动维护 网连接正常 , 打开 D v Widw, 菜单 栏 i re no 在
Fl ss m sf a /e i / t t r nw中选择 B cu ak g( 图 1 。 e y e ow e ak p c ae见 P )
按磁通矢量传动 的预定形式切换 。 这样 ,T 优化切换获得最佳 DC 的反 应时 间 , 均切换频 率仅为 2 0 z比高频 P 平 0 , 0 H WM模 式开
科 技情报开发与经济
文章编 号:0 5 6 3 ( 0 1 2 - 10-3 10 — 0 3 2 1 )5- 6 - 0 0
S IT C F R A IND V L P E T&E O O Y C- E HI O M TO E E O M N N CN M
21 年 第 2 卷 0 1 1
数 的变 频器 。
() 击 Sl t r e 对话 框右 下方 的 B cu 按钮 , 4点 e c Di r e v s akp 开始 备份参数 ( 见图 2。 ) ( ) 份完成 后 , 菜单 栏 Fls t f a 中选 择 Sv 5备 在 i/ s ms t r e y e ow e ae
息 , 电机速 度 、 如 负载 、 电流 、 变频器 功率元件 温度等 , 通过控 可 制 面板 读取变频器参数 , 可以启 动、 并 停止 电机 , 进行 速度 、 向 方
ABB板形仪的测量和控制系统在冷轧板材中的应用特点
2005年增刊总第129期ABB板形仪的测量和控制系统在冷轧板材中的应用特点周津川(天津市冷轧薄板厂,300220)[摘要]在板带生产中,对汽车钢板、镀锡钢板、硅钢板以及航空铝板等冷轧薄板的平直度有很高的要求。
因此,在薄带材生产中,板形控制是一个不可缺少的环节。
采用ABB板形仪可为板型控制系统提供精确的测量数据,介绍了该仪器的工作原理,板型控制系统的应用情况。
关键词ABB板形仪测量辊板形测量系统控制系统ABB板形仪的测量和控制系统在冷轧板材中的应用特点1概述板形是指产品带钢断面形状和平直度两项指标。
断面形状和平直度是两项独立指标,但相互存在着密切关系。
断面形状实际上是厚度在板宽方向的分布规律。
由于轧辊弯曲挠度远大于压扁变形,因此,断面形状可用抛物线形状的曲线进行描述。
在实际控制中,为了简单起见,往往将其特征———凸度(crown)作为控制对象。
平直度指的是带钢翘曲(主要是波浪形),即在轧制时是否出现边浪、中浪等。
当来料凸度发生变化时,如果仍采用原来的压下量,带钢轧出的板形就要改变;要想继续维持板形良好的状态,则需要改变压下量值。
其基本原则是:来料凸度增大,压下量应相应加大;来料凸度减小,压下量可适当减小。
在轧制过程中来料凸度发生变化,以带钢凸度的影响来说,它是一干扰量,在生产中应设法加以排除。
轧中过程中由于某种原因引起轧制压力波动,也会使带钢板形发生变化,尤其是在装有纵向厚度自动调节的轧机上,这种轧制压力波动是经常发生的。
因此从板形控制角度来看,厚度调节时的轧制压力波动也被看作是外扰,也需要在生产中加以排除。
天津冷轧薄板厂为了保证产品的平直度及产品质量,采用了ABB板形仪对产品进行测量和控制,现就其应用情况作一介绍。
2板形仪的组成和测量原理ABB板形控制系统主要包括:测量辊系统、信号传送装置(STU)、电气控制柜及精细分段冷却系统等部分。
这里主要介绍测量部分。
2.1测量辊测量辊是该系统最主要的组成,也是板形测量成功的关键。
平整二级系统的设计和开发

1.前言冷轧平整机组的测宽,测径装置距离开卷机很远,卷位较多,一级控制程序无法存储过多的信息,从而实现自动对中上卷;平整机组每换一种规格的钢种都需要手动修改轧制工艺参数,带来很大不便和安全隐患。
为此,设计和开发平整二级系统存储钢卷信息,自动调用轧制工艺参数,与一级系统实时通讯进而实现自动对中上卷,从而消除安全隐患,提高生产效率。
2.OPC简介OPC是以Microsoft公司的OLE/COM技术为基础,采用客户/服务器模型,制定的一种工业控制领域的开放式标准。
OPC在工业控制设备与应用软件之间建立了统一的软件接口标准。
主要解决监控程序与其数据源的交互问题。
利用OPC技术,可以对现场设备及其驱动程序进行封装,形成OPC服务器。
OPC服务器向下对设备数据进行采集,向上与OPC客户应用程序通信完成数据交换,如图1所示。
OPC服务器屏蔽了现场层的设备驱动程序;客户应用程序开发人员看到的,只是OPC服务器提供的统一接口,而不必再去关心现场设备的驱动程序。
只要客户应用程序符合OPC接口规范,就可以与OPC服务器进行数据交换。
同样地,硬件厂商只需要为生产的硬件设备开发一个驱动程序,然后按照OPC标准编写一个OPC服务器,那么,所有按照OPC标准开发的客户应用程序都可以与该硬件设备进行数据交互,而无须编写额外的设备驱动程序。
这样,在工业现场的监测控制系统中,过程或设备监控程序(或者是监控组态软件),通过工业以太网,可以方便地与现场设备的OPC服务器进行数据交互,获得所需的现场数据。
一方面,监控程序可以读取OPC服务器缓冲区(Cache)中的数据,获得过程或设备运行参数,实施有效地监视;另一方面,对于实时性要求比较高的设备数据,监控程序可以直接读取设备(Device)中的数据。
如果用户需要扩充监控软件的功能,可以直接将定制的OPC软件包组态进现有软件中,而不必担心底层的设备驱动程序,使软件的布署变得更加容易。
3.系统设计3.1总体设计平整二级系统包含用户管理,参数设置,钢卷管理,轧钢日志,标签打印和数据维护等功能模块(系统框架见图2),实现钢卷的管理,轧制参数的自动调用,钢卷状态的自动变化(钢卷状态变化流图见图3)和轧制完成后产品钢卷的自动生成等功能。
攀钢冷轧厂平整机组对冷轧板质量的影响

攀钢冷轧厂平整机组对冷轧板质量的影响摘要:主要介绍攀钢冷轧厂冷轧带钢生产过程中的质量和控制存在的难点及质量控制课题的研究,研究出适合于不同钢种、规格的冷轧薄板的质量控制技术。
关键词:平整板形质量控制1.引言平整机组是冷轧厂改善产品质量的最后一道工序。
主要作用是改善带钢质量。
提高带钢表面光洁度。
冷轧带钢在经过罩式退火以后,还需要对带钢进行平整。
平整机组负责给带钢施加较小的变形量( 一般为0.5~30A) ,以消除屈服平台、改善力学性能,调整带钢板形及粗糙度等,最终提高冷轧板带的质量。
工序产生的缺陷会在该工序集中显现出来,板形粘结等。
另外,如果对平整机组控制不好,不仅会扩大前道工序带来的缺陷,而且会产生新的缺陷,如振动纹、平整斑等。
因此,平整机组是冷轧带钢生产的关键机组,如何通过平整机组改善冷轧带钢的质量是一个重要的课题。
2. 带钢板形概述带钢板形直观上是指带钢的翘曲程度,实质上是指带钢内部残余应力的分布。
板形的好坏是指板带材横向各部位是否产生波浪或折皱,它取决于板带材沿宽度方向延伸是否均匀相等。
2.1 带钢的板形分类2.1.1理想板形。
理想板形应该是平坦的,内应力沿带钢宽度方向上均匀分布。
当去除带钢所受外应力和纵切带钢时,带钢板形仍保持平直。
2.1.2潜在板形。
内部应力沿带钢的宽度方向上不均匀分布,但是带钢的内部应力足以抵制带钢平直度的改变。
当去除带钢所受外力时,带钢板形仍保持平直。
但当纵切带钢时,带钢板形发生不规则改变。
2.1.3表观板形。
带钢的内应力沿带钢的宽度方向上不均匀分布。
同时,带钢的内应力不足以抵制带钢平直度的改变,结果局部区域发生了弹性翘曲变形。
去除带钢所受外力和纵切带钢都会恶化带钢的表观板形。
2.1.4混合板形。
指带钢的各个部分板形形式不同,如带钢的一部分呈现潜在板形它部分呈现表观板形。
2.1.5张力影响的板形。
张力引起的内应力足够大.可以将整体的(内部的和外部的)压应力减小到表观板形转变为潜在板形的水平,则张力影响的板形可能是平的。
攀钢西昌钢钒冷轧厂连退机组自动控制系统介绍

攀钢西昌钢钒冷轧厂连退机组自动控制系统介绍摘要:攀钢西昌钢钒冷轧厂连续退火机组用于生产高质量的汽车面板和家电用板,本文主要对连退机组的电气自动控制系统的结构、配置特点及相应的几种应用功能做一定介绍。
关键词:连退机组自动控制系统应用功能Abstract:the continuous annealing line in cold rolling plant of pangang xichang steel vanadium corporation is provided for the production of the highest quality material for automotive plates and appliance plates, this article mainly introduces the structure and configuration character of the electrical automation system and several corresponding application functions in CAL.Key words: continuous annealing line automatic control system application function0. 序言连退机组主要用于对通过轧机后的带钢进行重新结晶、冷却成型处理(连续退火处理),并通过平整机对带钢表面粗糙度和延伸率进行控制,之后为了保护带钢表面,将带钢进行涂油处理,切边剪用于控制带钢精确的宽度,通过以上处理后带钢将最后在检查站通过质量检查后卷取包装为成品。
本工程由德国西马克(SMS)、西门子、DREVER(连退炉)、TMEIC(焊机)等公司与国内厂家合作建设,本工程预计2014年全线竣工投产。
1. 工艺设备及概况该套生产线年设计生产能力为923600吨轧制退火带钢,产品主要以高级汽车面板和家电用板为主,其工艺设备主要包括六个段(部分):入口段(主要包括两个开卷机、切头剪、焊机)、清洗段、入口活套、工艺处理段(连退炉)、出口活套、出口段(主要包括平整机、检查活套、切边剪、检查站、涂油机以及两台卷取机)。
平整机电气控制系统的S7—COM通讯

平整机电气控制系统的S7—COM通讯作者:陈海鹏来源:《科技创新与应用》2015年第18期摘要:阐述profibus网络,工业以太网在平整机组自动化控制系统上的应用。
从硬件配置和软件程序设计两个方面说明PLC控制系统、TDC系统S7-COM通讯的实现方法,运行结果证明,SIMATIC NET是一种高速、高性能的局部网络。
关键词:平整机;工业以太网;profibus网;S7-COM通讯1 概述邯钢冷轧厂平整机组用的是德国SMS的关键技术和设备,电气系统采用了SIEMENS的控制设备和软件环境,其装备水平和电控系统代表了世界平整机的先进水平,SIEMENS的自动化控制分为基础自动化(Level 1)和过程自动化(Level 2)控制部分。
2 通讯系统的结构基础自动化(L1)使用以高速微处理器为基础的系统,用于工艺控制和顺序控制,并能够在多计算机模式下运行。
基础自动化包括TDC和PCS7控制部分。
SIMATIC TDC 用于中级和高速闭环工艺控制,主轧机驱动的数字驱动控制和用于板带驱动的二进制连锁。
快速工艺控制(如:液压辊缝控制、弯辊控制、张力及延伸率控制等)以及与轧制过程控制有关的设备及板带移动(如:线协调、物料跟踪及主斜坡发生器等)由Simatic TDC进行控制。
SIMATIC S7用于二进制连锁,自动顺序和辅助的低速控制。
对于轧线辅助设备功能,如:入出口卷运输/材料运输、轧机换辊、高低压液压及乳化液、急停控制功能等都由SIMATIC S7控制系统完成。
3 S7-COM通讯系统S7-COM通讯系统主要指S7〈-〉S7和S7〈-〉TDC的通讯,平整线(SPM)有5套S7-400PLC和1套S7-300PLC,根据工艺的要求,如果两套PLC之间,或者PLC与TDC之间,需要数据传输,则建立通讯连接,并做相应的通讯程序。
在做通讯连接时,需要定义和使用不同的通讯协议、通道传输模式等。
不同的通讯协议需要不同的发送、接收功能程序来实现,并由通讯错误诊断信号,来帮助分析和处理通讯故障。
优化程序解决平整机二级系统崩溃-最新文档

优化程序解决平整机二级系统崩溃邯钢冷轧厂平整机组与酸洗连轧机组相似,选用德国西门子公司的电气控制系统。
二级系统与酸轧线架构一样,都采用西门子的新结构,由于该系统不够成熟,调试时间又短,外方遗留的问题很多。
1 问题的提出自平整机组投产以来,二级各应用程序就时而没有响应,重启二级服务器后,还是不能运行,必须手动清除各应用程序通讯用的共享内存文件,而且对一级TDC(快速工艺控制)也要进行复位重启,二级系统才能正常运行。
自2009年7月份以来,这种事故发生频率增多,由于每次重启TDC后,物料跟踪信息丢失,必须手动对钢卷信息进行“同步”录入,而且还必须对机架再次进行标定,事故处理时间很长。
仅2009年7月份,该事故导致的非作业时间就长达十几个小时,严重影响了生产的进行。
该问题涉及到二级计算机和一级TDC,这两部分都是平整机的控制核心,它们之间关系密切,交互报文就达二十多个。
为了彻底解决这一生产隐患,二级组技术人员在现场监守,认真分析二级系统日志、配置文件、源代码等,终于找到了问题的根源,并对其进行优化,使这一技术难题得以解决。
2 标签打印的程序分析2.1 通讯机制平整机组二级系统运行于Subsystem平台上,包括PDH、PDM、PSH、PAPSND、PAPRCV、STA、SST、SOS、LABELPRINT、PRNPROXY、COMSERV等二十多个LFE(应用程序单元),各LFE之间使用CORBA 通讯,与一级、三级采用TCP/IP报文通讯,数据库采用Oracle 数据库,画面、报表采用Oracle公司的Developer 2000开发,应用程序与画面之间的通讯采用Oracle的PIPE。
通过对每次事故观察分析,首先是LABELPRINT(标签打印程序)没有响应,然后是与之相关的MTRRCV(物料跟踪接收转换器)、PDH(原始数据处理单元)等。
通过对各LFE的配置文件分析,各个LFE之间互相依赖,就像多米诺骨牌一样,一个没有响应,就波及其它LFE,最后引起了整个系统的崩溃,因此把重点放在了标签打印程序的研究上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
运 输 。所 有 这 些 监 控 任 务 均 由 计 算 机 、 数 全 字 直 流 传 动装 置 和 大 量 的外 围 检 测 仪 表 来 实
现 。
平 整 机 组 所 有 设 备 的 控 制 集 传 动 、 程 过 控 制 、 控 于 一 体 , 此 各 系 统 之 间 的 数 据 通 监 因
控 制 柜 上 , 操 室 和 P C 室 的 工 作 站 Ad a t 主 L v n sain5 0也 是 通 过 Ma tr u3 0联 结 到 计 tt 2 o seB s 0 算 机 网络 上 , 台 现 场 操 作 员 站 通 过 控 制 柜 两 上 的 异 步 通 讯 板 D C 1 4来 实 现 与 控 制 柜 S S1
Ad a tsain 5 0之 间 的 通 讯 ; vn tt 2 o
器 , 可 以完 成 逻 辑 控 制 、 据 处 理 、 控 、 它 数 顺 反
馈控 制 、 算 、 冲计 数 、 位 等多 种 功 能 , 计 脉 定
TYR d I直 流 传 动 控 制 柜 是 全 数 字 AK MiiI 化 的传 动 控 制 装 置 , 整 机 组 除 了 以 上 两 大 平
维普资讯
20 0 2年 第 4期
Байду номын сангаас
攀 钢 冷 轧 平 整 机 组 ABB M a tr 讯 系 统 分 析 se 通
攀 钢 冷 轧 厂设 备 二 车 间 张 胜 芬
【 摘 要 】 本 文 阐 述 了平 整 机 Matr计 算 机 控 制 系统 数 据 通 讯 结 构 , 详 细 地 介 绍 了 Ma— se 较 s
传 动 柜 工 作 站
操 作 站 网 络 通 讯
1 引 言
5 0工作 站 主 要 用 于对 轧 制 过 程 及 辅 助 系 统 2 进 行 监 控 , 场 操 作 站 MV3 现 0主 要 是 操 作 工
攀 钢 冷 轧 厂 平 整 机 组 采 用 了 以 德 国
A BB 电 气 公 司 的 Matr ic2 0 1控 制 柜 sePee 0 /
组 按工 艺 流 程 可 分 为 入 口段 、 架 段 和 出 口 机 段 , 口段 主要 是 完 成 处 理钢 卷 的 带 头 、 卷 入 钢 的 直 径 和 宽 度 的测 量 、 卷 的输 送 等 工 作 , 钢 机 架段 主 要是 对 机 架 内 的设 备 以及 换 辊 装 置 进
助 系 统 、 制 控 制 及 传 动 控 制 的 Matr 轧 se—
讯可分为 :
( ) BB Matr 算 机 控 制 柜 之 间 的 通 1 A se 计
讯:
直 流传 动 控 制 柜 对 外 围设 备 进 行 控 制。
Matr ic2 0 1控 制 柜 是 可 编 程 的 控 制 sePee0 /
( 2)A B B Ma tr 计 算 机 控 制 柜 与 se TYR AK 传 动 柜 之 间 的 通 讯 ; ( ) B Matr 算 机 控 制 柜 与 工 作 站 3 AB se 计
主 要 控 制 装 置 外 , 有 Ad a t tt n 5 0工 还 v n ai 2 s o 作 站 和 现 场 操 作 站 MV3 0, v n tt n 2 Ad a tsai o
( ) B Matr 算 机 控 制 柜 与 现 场 操 4 AB se 计
作 员 站 MV3 0之 间 的 通 讯 ; 2
B s0 u3 0联 结 成 一 个 Matr e 计 算 机 控 制 系 sen t 统 网络 。平 整 机 组 的 直 流 传 动 装 置 T ARYK MiiⅡ通 过 同轴 电 缆 Matri1B s现 场 总 d sef d u e 线 联 结 到 用 于 传 动 控 制 的 Matr i e 0 / seP e 2 0 1 c
tr ic2 0 1控 制 柜 之 间 、 其 与 传 动 柜 、 作 站 、 程 器 以及 现 场 操 作 员 站 之 间 的 通 讯 方 式 , 对 epe e 0 / 及 工 编 并 其 进行 了分析 , 其 进行 了补 充 、 善 。 对 完
【 键 词 】 带钢 平整 关
A B Matr 制 柜 B se 控
( ) B se 计 算 机 控 制 柜 与 编程 器 5 A B Matr
维普资讯
四 川 冶 金
图 1 网 络 系 统 结 构 图
的通 讯 ;
t S t / Te tS t来 完 成 , 一 个 网 络 a e 和 或 x e 在
讯就显得尤为重 要。
2 A se 计 算 机 系统 数 据 通 讯 结构 BB Matr
平 整 机 组 的 控 制 系 统 采 用 了 Matr s — e Pe e0 / i 2 0 1控 制 柜 和 AB c B TYR d AK MiiⅡ
的 数 据 通 讯 。 网 络 系 统 结 构 如 图 1所 示 。 整 个 Matr计 算 机 控 制 系 统 的 数 据 通 se
用于随时输入钢卷 数据 , 以便 于 钢 卷 跟 踪 。 该 计 算 机 系统 在 设 计 上 本 着 “ 地 集 中 , 就
分 散 处 理 ” 原 则 , 用 了 4个 主 机 框 架 , 的 选 按 工 艺段 分 为 入 口段 、 架 段 及 出 口段 、 压辅 机 液
为 过 程 控 制 主 体 的 自动 化 系 统 。整 个 平 整 机
P ee 0 / i 2 0 1控 制 柜 , 些 主 机 框 架 采 用 网 络 c 这 接 口模 件 Trn cie 通 过 同 轴 电 缆 Matr a sev r se—
行 控 制 , 部 分 也 是 平 整 机 组 的 核 心 控 制 部 该
分 ; 口段 主要 是 用 于 卷 取 、 重 以及 钢 卷 的 出 称