FANUC系统常见风扇报警和处理办法
FANUC系统常见风扇报警和处理办法
维护保养 | FANUC系统常见风扇报警和处理办法在机床使用过程中,您的发那科系统、驱动器和电机作为用电器都会产生多余的热量,试想如果这些热量不能有效散发,或者机床持续在温度较高的加工环境下工作,极有可能导致设备的故障,其损失将极为严重。
所以这时一位平常并不起眼的“小人物”——风扇,就要发挥大作用了。
作为一个劳模,风扇同学长时间工作在生产最前线,经受高温、油污、粉尘等恶劣条件的考验。
终于有一天在超高的工作负荷和恶劣的工作环境下,经过万般挣扎风扇君还是倒下了。
这可怎么办呢?不要急,那么接下来后台君就来一下介绍常见的风扇报警以及维修方法,可保系统安全无虞。
警告:∙打开机柜更换风扇电机时,注意不要触到高压电路部分(带有标记,并配有绝缘盖。
∙触摸不加盖板的高压电路,会导致触电。
∙进行更换操作时请务必关闭机床(CNC)电源,以防损坏硬件。
1系统显示单元部分更换方法:1.1一体式单元:1) 更换风扇电机时,务须切断机床(CNC)的电源。
2) 拉出要更换的风扇电机。
(抓住风扇单元的闩锁部分,一边拆除壳体上附带的卡爪一边将其向上拉出。
)3) 安装新的风扇单元。
(予以推压,直到风扇单元的卡爪进入壳体。
)1.2一体式单元:1) 更换风扇电机时,务须切断机床(CNC)的电源。
2) 一边向上推单元上部的闩锁,一边拆下闩锁。
3) 使手指抵接于风扇单元的正面下部,提起风扇单元。
4) 照此状态提起单元,直到风扇单元倾斜30 度左右。
5) 朝你的跟前斜上方拔出风扇单元。
6) 呈30 度倾角插入新的风扇单元,直到其碰到主体部分内壁面。
7) 轻轻地放下风扇单元,将其置于主体部分上面。
8) 由上方按压风扇单元上部靠近你跟前的一侧,使风扇单元与主体部分上部耦合。
9) 按下风扇单元上部的闩锁,锁定闩锁。
10) 通电,确认不再发生风扇报警,且两扇风扇均在旋转。
2驱动模块部分常见报警:更换方法:2.1报警代码2 (PSM, PSMR):1) 内容控制电路部的冷却风扇停止。
FANUC常见报警说明与解决方法

FANUC常见报警说明与解决⽅法提⽰以0i-F系统为例01APC闪烁报警机床长时间停机,开机后系统屏幕上可能会出现APC闪烁,当出现这个报警的时候,表⽰伺服放⼤器的电池电压低,正常电压⼀般为6V,该电池⽤于记住机床的伺服绝对位置。
建议检查各个伺服放⼤器的电池电压,更换后即可正常。
【解决⽅法】更换放⼤器电池【解决⽅法】放⼤器电池更换⽅法,请参考下⽅视频:02BAT闪烁报警机床长时间停机,开机后系统屏幕上可能会出现BAT闪烁,当出现这个报警的时候,表⽰CNC的系统电池电压低,正常电压⼀般为3.3V,该电池⽤于保存CNC中的SRAM数据(包含CNC参数,PMC参数,加⼯程序等)。
建议⽴即更换CNC系统上的电池,以免造成数据丢失。
【解决⽅法】更换CNC系统电池【解决⽅法】CNC系统电池更换⽅法,请参考下⽅视频:03SYS_ALM500报警机床长时间停机,开机后系统屏幕上可能会出现SYS_ALM500报警(0i-C系统为935报警)SYS_ALM500 SRAM DATA ERROR(SRAM MOUDLE)当出现这个报警的时候,表⽰由于CNC的系统电池电压低,导致CNC的SRAM数据(包含CNC参数,PMC参数,加⼯程序等)已经丢失。
【解决⽅法】【解决⽅法】更换CNC系统电池,并恢复出⼚参数。
04FAN报警机床长时间停机,开机后系统屏幕上可能会出现FAN报警,当出现这个报警的时候,表⽰CNC系统风扇转速低或者停转。
建议⽴即更换CNC系统风扇,以免因CNC过热导致更⼤故障。
【解决⽅法】更换CNC系统风扇【解决⽅法】请认准F+商城,点击直达系统风扇页⾯【购买链接】请认准CNC系统风扇更换⽅法,请参考下⽅视频:05放⼤器风扇报警由于FANUC产品中配备风扇的部件较多,每个部件的风扇报警号也各有不同,为了⽅便快速发现故障点,请参考放⼤器风扇报警号以及对应的位置关系表(以0i-F系统为例),确认故障风扇。
【解决⽅法】⾸先清洁风扇接⼝,重新插拔风扇后再测试。
fanuc伺服报警
3
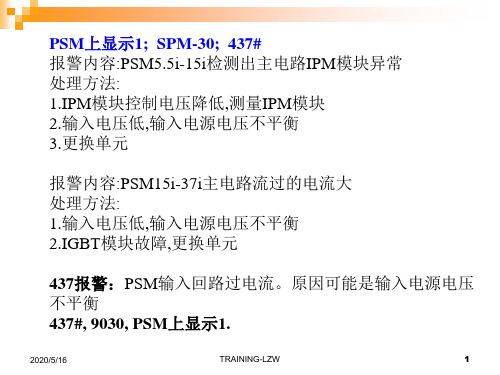
PSM上显示 A 主轴9113 SPM-b3 606报警:PSM散热冷却风扇停转。 611报警:警告状态下伺服放大器的报警号。
2020/5/16
TRAINING-LZW
4
PSM上显示3 主轴9058 报警内容: PSM主电路过载
主回路散热器过热
431报警:PSM过热,β系列SVU过热。 612报警,警告状态下伺服放大器的报警号 看一下是否有414报警,同时观察诊. 断200号的状态和201#7的状 态
处理方法: 1.主电源瞬间停止(关机开机后故障消失),检查外部电源 2.外部电源不平衡或外部电源输入被切断 3.模块故障,测量模块 4.底板测量电阻烧断,更换底板
2020/5/16
TRAINING-LZW
6
PSM上显示5 主轴9033 报警内容:PSM DC LINK充电回路异常
442报警:PSM DC link的备用放电回路异常。
β系列SVU内部排风扇失效。 610报警:警告状态下伺服放大器的报警号。 伺服放大器警告状态及与他们相关的警告信号: F93#7=1(SVMRN4), F93#6=1(SVMRN3),从警告状态信 号产生到报警发生的时间为1分钟.
2020/5/16
TRAINING-LZW
2
2020/5/16
TRAINING-LZW
可以试一试加大4024是否有效果.
参数4024 速度零检测水平 标准设定75(参照主轴参数说明书B-65280的416页) 参数含义:设定速度零检测信号(SSTA)的检测范围,当电机转速小于或等于最高转速 的202(0设/5/定16 数据/100) %时,速度零检测信TR号AINSINSGT-LAZW(F45.1)的状态就成为1.主轴正常停1止6 .
FANUC常见报警故障分析

FANUC常见故障报警分析FANUC风扇报警总结:主轴SPM:一、系统报警显示9056,主轴驱动器报警显示代码56:报警内容:SPM控制电路部分的冷却风扇停止(主轴驱动器内部风扇失效)1.控制板安装问题请切实安装控制印刷板.(控制板与功率板的连接器脱离时,有可能会发出本报警)2.请更换SPM或SPM内部的冷却风扇二、系统报警显示9088,主轴驱动器报警显示代码88:报警内容:SPM散热器冷却风扇停止.(主轴驱动器外部风扇失效)发生报警时,请更换SPM散热器冷却风扇三、系统报警9001,主轴驱动器报警显示1报警内容:电机过热.电机内部高于或等于标准温度,电机温度过高。
(一).切削过程中显示本报警时(电机温度过高)1.确认电机的冷却状态,电机冷却风扇,对液冷电机,请确认冷却系统.2.请再次确认加工条件.(切削条件:吃刀量,刀具,材料)(二).轻负载下显示本报警时(电机温度过高)1.频繁加/减速:请在包含加/减速运行时输出功率的平均值要小于等于额定值的条件下使用.2.电机固有参数设定不正确.(三).电机温度较低而显示报警时1.主轴电机反馈电缆故障,电机过热信号电缆断线或接触不良,请更换反馈电缆.2.参数未正确设定电机温度通过参数4134设定,因电机而异。
是电机固有参数。
第一主轴电机温度,在诊断403里可以显示,显示αi主轴伺服电机线圈温度,模拟温度数据在主轴反馈电缆里,信号为THR1和THR2。
现象可能是:1温度长闭开关,2热电偶就可通过参数设定,具体值。
涡流,放大器错误都报警。
3.控制印刷电路板故障.请更换控制印刷电路板或主轴放大器.4.电机(内部温度传感器)故障,请更换电机.电源PSM:一、系统报警显示SV443,SP9059,电源模块PSM上报警显示2报警内容:PSM内部排风扇失效.(电源模块内部风扇故障)处理方法: 观察冷却风扇的状态.更换风扇,更换侧板443报警:PSM内部排风扇停止。
β系列SVU内部排风扇失效。
FANUC系统常见报警中文对照及解决方法
FANUC系统常见报警中文对照及解决方法1.AL-01:伺服报警尘埃这个报警表示伺服电机遇到了尘埃问题。
解决方法是清洁伺服电机,并确保其周围环境清洁。
2.AL-02:伺服报警过载这个报警表示伺服电机遇到过载问题。
解决方法是检查伺服电机和相关设备的负载情况,确保其在正常范围内。
3.AL-03:伺服报警过温这个报警表示伺服电机遇到过温问题。
解决方法是检查散热装置是否正常工作,安装风扇或增加散热片等,并减少伺服电机的负载。
4.AL-04:伺服报警驱动断开这个报警表示伺服电机的驱动断开。
解决方法是检查伺服电机的连接线路是否正常,确保电缆连接牢固。
5.AL-05:伺服报警电源断开这个报警表示伺服电机的电源断开。
解决方法是检查伺服电机的电源线路是否正常,确保电源连接牢固。
6.AL-06:伺服报警过流这个报警表示伺服电机遇到过流问题。
解决方法是检查伺服电机和相关设备的电流情况,确保其在正常范围内。
7.AL-07:伺服报警过压这个报警表示伺服电机遇到过压问题。
解决方法是检查伺服电机和相关设备的电压情况,确保其在正常范围内。
8.AL-08:伺服报警欠压这个报警表示伺服电机遇到欠压问题。
解决方法是检查伺服电机和相关设备的电压情况,确保其在正常范围内。
9.AL-09:伺服报警过热这个报警表示伺服电机遇到过热问题。
解决方法是检查散热装置是否正常工作,安装风扇或增加散热片等,并减少伺服电机的负载。
10.AL-10:伺服报警驱动电流异常这个报警表示伺服电机驱动电流异常。
解决方法是检查伺服电机的驱动器和电缆连接是否正常,并确保电缆连接牢固。
FANUC系统常见报警中文对照及解决方法
FANUC系统常见报警中文对照及解决方法1005X AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因X轴闭锁.禁止移动(没在交换台过程中,没在修调方式,台板1或2在伸出位X轴锁住,不能移动设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1006Y AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側Y轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1007Z AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側ZY轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1010SPINDLE TOOL NOT CLAMP产生状态及原因主轴刀具未夹紧。
主轴不能旋转。
检查主轴刀具夹紧开关,确认动作正常后,同时按下键和键,清除报警。
1011SPINDLE TOOL NOT UNCLAMP产生状态及原因主轴刀具未松开。
主轴不能旋转。
检查主轴刀具松开开关,确认动作正常后,同时按下键和键,清除报警。
1012SPINDLE ORIENTAL NOT COMPLETE产生状态及原因主轴定向未完成(F45.7没输出)。
不能进行刀具交换。
检查主轴定向开关是否工作正常。
1013M FUNCTION DID NOT COMPLETE产生状态及原因在执行M功能时,可能是某个M代码未执行完.程序加工不能正常进行.检查是哪一个M功能未执行。
1014SPINDLE IS NOT AT GEAR POSITION产生状态及原因主轴不在档位。
主轴不能正常旋转,与主轴相关的动作不能执行。
检查主轴高、低档开关及电磁阀。
同时按下键和键,清除报警。
1015SPINDLE CHANGE ERRORFORM HIGH GEAR TO LOW GEAR产生状态及原因主轴由高档变低档错误。
FANUC系统常见报警信息及其排除方法
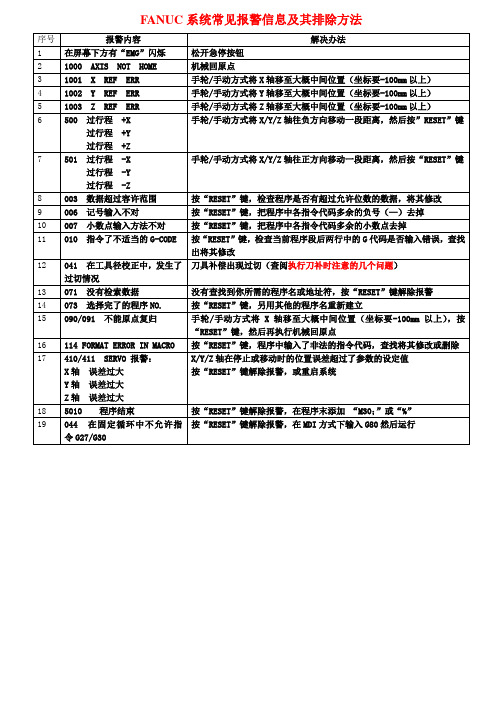
114 FORMAT ERROR IN MACRO
按“RESET”键,程序中输入了非法的指令代码,查找将其修改或删除
17
410/411SERVO 报警:
X轴 误差过大
Y轴 误差过大
Z轴 误差过大
X/Y/Z轴在停止或移动时的位置误差超过了参数的设定值
18
5010程序结束
5
1003 Z REF ERR
手轮/手动方式将Z轴移至大概中间位置(坐标要-100mm以上)
6
500 过行程 +X
过行程 +Y
过行程 +Z
手轮/手动方式将X/Y/Z轴往负方向移动一段距离,然后按”RESET”键
7
501 过行程 -X
过行程 -Y
过行程 -Z
手轮/手动方式将X/Y/Z轴往正方向移动一段距离,然后按“RESET”键
12
041 在工具径校正中,发生了过切情况
刀具补偿出现过切(查阅执行刀补时注意的几个问题)
13
071 没有检索数据
没有查找到你所需的程序名或地址符,按“RESET”键解除报警
14
073 选择完了的程序NO.
按“RESET”键,另用其他的程序名重新建立
15
090/091 不能原点复归
手轮/手动方式将X轴移至大概中间位置(坐标要-100mm以上),按“RESET”键,然后再执行机械回原点
按“RESET”键解除报警,在程序末添加 “M30;”或“%”
19
044 在固定循环中不允许指令G27/G30
按“RESET”键解除报警,在MDI方式下输入G80然后运行
FANUC系统常见报警信息及其排除方法
序号
报警内容
FANUC系统常见风扇报警和处理办法
维护保养| FANUC系统常见风扇报警和处理办法在机床使用过程中,您的发那科系统、驱动器和电机作为用电器都会产生多余的热量,试想如果这些热量不能有效散发,或者机床持续在温度较高的加工环境下工作,极有可能导致设备的故障,其损失将极为严重。
所以这时一位平常并不起眼的“小人物”——风扇,就要发挥大作用了。
作为一个劳模,风扇同学长时间工作在生产最前线,经受高温、油污、粉尘等恶劣条件的考验。
终于有一天在超高的工作负荷和恶劣的工作环境下,经过万般挣扎风扇君还是倒下了。
这可怎么办呢?不要急,那么接下来后台君就来一下介绍常见的风扇报警以及维修方法,可保系统安全无虞。
警告:•打开机柜更换风扇电机时,注意不要触到高压电路部分(带有标记,并配有绝缘盖。
•触摸不加盖板的高压电路,会导致触电。
•进行更换操作时请务必关闭机床(CNC)电源,以防损坏硬件。
1系统显示单元部分常见报警:更换方法:1.1一体式单元:1) 更换风扇电机时,务须切断机床(CNC)的电源。
2) 拉出要更换的风扇电机。
(抓住风扇单元的闩锁部分,一边拆除壳体上附带的卡爪一边将其向上拉出。
)3) 安装新的风扇单元。
(予以推压,直到风扇单元的卡爪进入壳体。
)1.2一体式单元:1) 更换风扇电机时,务须切断机床(CNC)的电源。
2) 一边向上推单元上部的闩锁,一边拆下闩锁。
3) 使手指抵接于风扇单元的正面下部,提起风扇单元。
4) 照此状态提起单元,直到风扇单元倾斜30 度左右。
5) 朝你的跟前斜上方拔出风扇单元。
6) 呈30 度倾角插入新的风扇单元,直到其碰到主体部分内壁面。
7) 轻轻地放下风扇单元,将其置于主体部分上面。
8) 由上方按压风扇单元上部靠近你跟前的一侧,使风扇单元与主体部分上部耦合。
9) 按下风扇单元上部的闩锁,锁定闩锁。
10) 通电,确认不再发生风扇报警,且两扇风扇均在旋转。
2驱动模块部分更换方法:2.1报警代码2 (PSM, PSMR):1) 内容控制电路部的冷却风扇停止。
FANUC系统常见风扇报警和处理办法
F A N U C系统常见风扇报警和处理办法IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】维护保养|F A N U C系统常见风扇报警和处理办法在机床使用过程中,您的发那科系统、驱动器和电机作为用电器都会产生多余的热量,试想如果这些热量不能有效散发,或者机床持续在温度较高的加工环境下工作,极有可能导致设备的故障,其损失将极为严重。
所以这时一位平常并不起眼的“小人物”——风扇,就要发挥大作用了。
作为一个劳模,风扇同学长时间工作在生产最前线,经受高温、油污、粉尘等恶劣条件的考验。
终于有一天在超高的工作负荷和恶劣的工作环境下,经过万般挣扎风扇君还是倒下了。
这可怎么办呢?不要急,那么接下来后台君就来一下介绍常见的风扇报警以及维修方法,可保系统安全无虞。
警告:•打开机柜更换风扇电机时,注意不要触到高压电路部分(带有?标记,并配有绝缘盖。
•触摸不加盖板的高压电路,会导致触电。
•进行更换操作时请务必关闭机床(CNC)电源,以防损坏硬件。
1系统显示单元部分常见报警:更换方法:一体式单元:1)更换风扇电机时,务须切断机床(CNC)的电源。
2)拉出要更换的风扇电机。
(抓住风扇单元的闩锁部分,一边拆除壳体上附带的卡爪一边将其向上拉出。
)3)安装新的风扇单元。
(予以推压,直到风扇单元的卡爪进入壳体。
)一体式单元:1)更换风扇电机时,务须切断机床(CNC)的电源。
2)一边向上推单元上部的闩锁,一边拆下闩锁。
3)使手指抵接于风扇单元的正面下部,提起风扇单元。
4)照此状态提起单元,直到风扇单元倾斜30度左右。
5)朝你的跟前斜上方拔出风扇单元。
6)呈30度倾角插入新的风扇单元,直到其碰到主体部分内壁面。
7)轻轻地放下风扇单元,将其置于主体部分上面。
8)由上方按压风扇单元上部靠近你跟前的一侧,使风扇单元与主体部分上部耦合。
9)按下风扇单元上部的闩锁,锁定闩锁。
10)通电,确认不再发生风扇报警,且两扇风扇均在旋转。
FANUC系统常见报警中文对照及解决方法
FANUC系统常见报警中文对照及解决方法1005X AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因X轴闭锁.禁止移动(没在交换台过程中,没在修调方式,台板1或2在伸出位X轴锁住,不能移动设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1006Y AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側Y轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1007Z AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側ZY轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1010SPINDLE TOOL NOT CLAMP产生状态及原因主轴刀具未夹紧。
主轴不能旋转。
检查主轴刀具夹紧开关,确认动作正常后,同时按下键和键,清除报警。
1011SPINDLE TOOL NOT UNCLAMP产生状态及原因主轴刀具未松开。
主轴不能旋转。
检查主轴刀具松开开关,确认动作正常后,同时按下键和键,清除报警。
1012SPINDLE ORIENTAL NOT COMPLETE产生状态及原因主轴定向未完成(F45.7没输出)。
不能进行刀具交换。
检查主轴定向开关是否工作正常。
1013M FUNCTION DID NOT COMPLETE产生状态及原因在执行M功能时,可能是某个M代码未执行完.程序加工不能正常进行.检查是哪一个M功能未执行。
1014SPINDLE IS NOT AT GEAR POSITION产生状态及原因主轴不在档位。
主轴不能正常旋转,与主轴相关的动作不能执行。
检查主轴高、低档开关及电磁阀。
同时按下键和键,清除报警。
1015SPINDLE CHANGE ERRORFORM HIGH GEAR TO LOW GEAR产生状态及原因主轴由高档变低档错误。
FANUC系统常见报警中文对照及解决方法
FANUC系统常见报警中文对照及解决方法1005X AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因X轴闭锁.禁止移动(没在交换台过程中 ,没在修调方式 ,台板 1或2在伸出位X轴锁住, 不能移动设 D493=1进入修调方式 . 检查继电器 , 电磁阀 , 开关及线路1006Y AXIS INTERLOCK , INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側 Y轴锁住, 不能移动 . 设 D499=1进入修调方式 . 检查继电器 , 电磁阀 , 开关及线路 1007Z AXIS INTERLOCK , INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側 ZY轴锁住,不能移动 . 设 D499=1进入修调方式 . 检查继电器 , 电磁阀 , 开关及线路1010SPINDLE TOOL NOT CLAMP产生状态及原因主轴刀具未夹紧。
主轴不能旋转。
检查主轴刀具夹紧开关,确认动作正常后,同时按下键和键,清除报警。
1011SPINDLE TOOL NOT UNCLAMP产生状态及原因主轴刀具未松开。
主轴不能旋转。
检查主轴刀具松开开关,确认动作正常后,同时按下键和键,清除报警。
1012SPINDLE ORIENTAL NOT COMPLETE产生状态及原因主轴定向未完成(F45.7 没输出)不能进行刀具交换。
检查主轴定向开关是否工作正常。
1013M FUNCTION DID NOT COMPLETE 产生状态及原因在执行 M功能时,可能是某个 M代码未执行完.程序加工不能正常进行.检查是哪一个 M 功能未执行。
1014SPINDLE IS NOT AT GEAR POSITION产生状态及原因主轴不在档位。
主轴不能正常旋转 , 与主轴相关的动作不能执行检查主轴高、低档开关及电磁阀。
同时按下键和键,清除报警。
SPINDLE CHANGE ERRORFORM HIGH GEAR TO LOW GEAR产生状态及原因主轴由高档变低档错误。
FANUC常见伺服报警及解决方法
FANUC常见伺服报警及解决方法FANUC 常见伺服报警及解决方法SV0301:APC报警:通信错误1、检查反馈线,是否存在接触不良情况。
更换反馈线;2、检查伺服驱动器控制侧板,更换控制侧板;3、更换脉冲编码器。
SV0306:APC报警:溢出报警1、确认参数、是否正常;2、更换脉冲编码器。
SV0307:APC报警:轴移动超差报警1、检查反馈线是否正常;2、更换反馈线。
SV0360:脉冲编码器代码检查和错误(内装)1、检查脉冲编码器是否正常;2、更换脉冲编码器。
SV0364:软相位报警(内装)1、检查脉冲编码器是否正常;2、更换脉冲编码器。
3、检查是否有干扰,确认反馈线屏蔽是否良好。
SV0366:脉冲丢失(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰;2、更换脉冲编码器。
SV0367:计数丢失(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰;3、更换脉冲编码器。
SV0368:串行数据错误(内装)报警1、检查反馈线屏蔽是否良好;2、更换反馈线;3、更换脉冲编码器。
SV0369:串行数据传送错误(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰源;2、更换反馈线;3、更换脉冲编码器。
SV0380:分离型检查器LED异常(外置)报警1、检查分离型接口单元SDU是否正常上电;2、更换分离型接口单元SDU。
SV0385:串行数据错误(外置)报警1、检查分离型接口单元SDU是否正常;2、检查光栅至SDU之间的反馈线;3、检查光栅尺。
SV0386:数据传送错误(外置)1、检查分离型接口单元SDU是否正常;2、检查光栅至SDU之间的反馈线;3、检查光栅尺。
SV0401:伺服准备就绪信号断开401 报警的故障点。
1、查看诊断,根据的内容转换成二进制数值,进一步确认2、检查MCC回路;3、检查EMG急停回路;4、检查驱动器之间的信号电缆接插是否正常;5、更电源单元。
同步控制中SV0407: 误差过大报警1、检查同步控制位置偏差值;2、检查同步控制是否正常。
FANUC系统常见报警中文对照及解决方法(1)
FANUC系统常见报警中文对照及解决方法大金油冷系列AKZ148 AKZ328 AKZ568 等8系制冷剂R410系列大金油冷系列AKZ437 AKZ567 AKZ147 等7系制冷剂R407C系列大金油冷机压缩机1YC23HXD 1YC23AXD 1YC32AXD 等变频系列大金油冷机变频风机系列机器具体型号及故障现象显示故障代码等内容以确保判断故障范围的准确性1005X AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因X轴闭锁.禁止移动(没在交换台过程中,没在修调方式,台板1或2在伸出位X轴锁住,不能移动设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1006Y AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側Y轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1007Z AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側ZY轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1010SPINDLE TOOL NOT CLAMP产生状态及原因主轴刀具未夹紧。
主轴不能旋转。
检查主轴刀具夹紧开关,确认动作正常后,同时按下键和键,清除报警。
1011SPINDLE TOOL NOT UNCLAMP产生状态及原因主轴刀具未松开。
主轴不能旋转。
检查主轴刀具松开开关,确认动作正常后,同时按下键和键,清除报警。
1012SPINDLE ORIENTAL NOT COMPLETE产生状态及原因主轴定向未完成(F45.7没输出)。
不能进行刀具交换。
检查主轴定向开关是否工作正常。
1013M FUNCTION DID NOT COMPLETE产生状态及原因在执行M功能时,可能是某个M代码未执行完.程序加工不能正常进行.检查是哪一个M功能未执行。
FANUC系统常见风扇报警和处理办法
维护保养| FANUC系统常见风扇报警和处理办法在机床使用过程中,您的发那科系统、驱动器和电机作为用电器都会产生多余的热量,试想如果这些热量不能有效散发,或者机床持续在温度较高的加工环境下工作,极有可能导致设备的故障,其损失将极为严重。
所以这时一位平常并不起眼的“小人物”——风扇,就要发挥大作用了。
作为一个劳模,风扇同学长时间工作在生产最前线,经受高温、油污、粉尘等恶劣条件的考验。
终于有一天在超高的工作负荷和恶劣的工作环境下,经过万般挣扎风扇君还是倒下了。
这可怎么办呢?不要急,那么接下来后台君就来一下介绍常见的风扇报警以及维修方法,可保系统安全无虞。
警告:•打开机柜更换风扇电机时,注意不要触到高压电路部分(带有标记,并配有绝缘盖。
•触摸不加盖板的高压电路,会导致触电。
•进行更换操作时请务必关闭机床(CNC)电源,以防损坏硬件。
1系统显示单元部分常见报警:更换方法:1.1一体式单元:1) 更换风扇电机时,务须切断机床(CNC)的电源。
2) 拉出要更换的风扇电机。
(抓住风扇单元的闩锁部分,一边拆除壳体上附带的卡爪一边将其向上拉出。
)3) 安装新的风扇单元。
(予以推压,直到风扇单元的卡爪进入壳体。
)1.2一体式单元:1) 更换风扇电机时,务须切断机床(CNC)的电源。
2) 一边向上推单元上部的闩锁,一边拆下闩锁。
3) 使手指抵接于风扇单元的正面下部,提起风扇单元。
4) 照此状态提起单元,直到风扇单元倾斜30 度左右。
5) 朝你的跟前斜上方拔出风扇单元。
6) 呈30 度倾角插入新的风扇单元,直到其碰到主体部分内壁面。
7) 轻轻地放下风扇单元,将其置于主体部分上面。
8) 由上方按压风扇单元上部靠近你跟前的一侧,使风扇单元与主体部分上部耦合。
9) 按下风扇单元上部的闩锁,锁定闩锁。
10) 通电,确认不再发生风扇报警,且两扇风扇均在旋转。
2驱动模块部分更换方法:2.1报警代码2 (PSM, PSMR):1) 内容控制电路部的冷却风扇停止。
FANUC系统常见风扇报警和处理办法
维护调养| FANUC系统罕睹风扇报警战处理办法之阳早格格创做正在机床使用历程中,您的收那科系统、启动器战电机动效率电器皆市爆收多余的热量,试念如果那些热量没有克没有及灵验集收,大概者机床持绝正在温度较下的加工环境下处事,极有大概引导设备的障碍,其益坏将极为宽沉.所以那时一位寻常本去没有起眼的“小人物”——风扇,便要收挥大效率了.动做一个劳模,风扇共教万古间处事正在死产最前线,接受下温、油污、粉尘等恶劣条件的磨练.毕竟有一天正在超下的处事背荷战恶劣的处事环境下,通过万般挣扎风扇君仍旧倒下了.那可怎么办呢?没有要慢,那么交下去背景君便去一下介绍罕睹的风扇报警以及维建要领,可保系统仄安无虞.告诫:•挨启机柜调换风扇电机时,注意没有要触到下压电路部分(戴有标记表记标帜,并配有绝缘盖.•触摸没有加盖板的下压电路,会引导触电.•举止调换支配时请务必关关机床(CNC)电源,以防益坏硬件.1系统隐现单元部分罕睹报警:调换要领:一体式单元:1) 调换风扇电机时,务须切断机床(CNC)的电源.2) 推出要调换的风扇电机.(抓住风扇单元的闩锁部分,一边裁撤壳体上附戴的卡爪一边将其进取推出.)3) 拆置新的风扇单元.(给予推压,曲到风扇单元的卡爪加进壳体.)一体式单元:1) 调换风扇电机时,务须切断机床(CNC)的电源.2) 一边进取推单元上部的闩锁,一边拆下闩锁.3) 使脚指抵交于风扇单元的正里下部,提起风扇单元.4) 照此状态提起单元,曲到风扇单元倾斜30 度安排.5) 往您的跟前斜上圆拔出风扇单元.6) 呈30 度倾角拔出新的风扇单元,曲到其遇到主体部分内壁里.7) 沉沉天搁下风扇单元,将其置于主体部分上头.8) 由上圆按压风扇单元上部靠拢您跟前的一侧,使风扇单元取主体部分上部耦合.9) 按下风扇单元上部的闩锁,锁定闩锁.10) 通电,确认没有再爆收风扇报警,且二扇风扇均正在转动.2启动模块部分罕睹报警:调换要领:报警代码2 (PSM, PSMR):1) 真质统造电路部的热却风扇停止.2) 主要本果战排除要领a) 统造电路部热却风扇的障碍请确认统造电路部热却风扇的转动状态.→请调换统造电路部的热却风扇.调换风扇电机时,务须切断机床(CNC)的电源.报警代码 A (PSM):1) 真质中部热却集热片的热却风扇停止.2) 主要本果战排除要领a) 统造中部热却集热片风扇的障碍请确认中部热却集热片风扇的转动状态.→请调换中部热却集热片风扇.调换风扇电机时,务须切断机床(CNC)的电源.报警代码 1(SVM, SPM):1) 真质变频器里里热却风扇停止2) 主要本果战排除要领a) 确认里里热却风扇中有无夹纯同物b) 请确真按底下板(统造基板).c) 确认里里热却风扇连交器的连交d) 调换里里热却风扇e) 调换SVM大概SPM报警代码 F(SVM, SPM):1) 真质变频器集热器热却风扇停止2) 主要本果战排除要领a) 确认集热器风扇中有无夹纯同物b) 请确真按底下板(统造基板).c) 确认集热器风扇连交器的连交d) 调换集热器风扇e) 调换SVM大概SPM。
FANUC系统常见风扇报警和处理办法
保护【2 】保养 | FANUC体系常见电扇报警和处理方法在机床应用进程中,您的发那科体系.驱动器和电机作为用电器都邑产生过剩的热量,试想假如这些热量不能有用披发,或者机床中断在温度较高的加工情况下工作,极有可能导致装备的故障,其损掉将极为轻微.所以这时一位平凡并不起眼的“小人物”——电扇,就要施展大感化了.作为一个劳模,电扇同窗长时光工作在临盆最前哨,经受高温.油污.粉尘等良好前提的考验.终于有一天在超高的工作负荷和良好的工作情况下,经由万般挣扎电扇君照样倒下了.这可怎么办呢?不要急,那么接下来后台君就来一下介绍常见的电扇报警以及维修方法,可保体系安全无虞.警告:•打开机柜改换电扇电机时,留意不要触到高压电路部分(带有标记,并配有绝缘盖.•触摸不加盖板的高压电路,会导致触电.•进行改换操作时请务必封闭机床(CNC)电源,以防破坏硬件.1体系显示单元部分常见报警:改换方法:1.1一体式单元:1) 改换电扇电机时,务须割断机床(CNC)的电源.2) 拉出要改换的电扇电机.(抓住电扇单元的闩锁部分,一边拆除壳体上附带的卡爪一边将其向上拉出.)3) 安装新的电扇单元.(予以推压,直到电扇单元的卡爪进入壳体.)1) 改换电扇电机时,务须割断机床(CNC)的电源.2) 一边向上推单元上部的闩锁,一边拆下闩锁.3) 使手指抵接于电扇单元的正面下部,提起电扇单元.4) 照此状况提起单元,直到电扇单元竖直30 度阁下.5) 朝你的跟前斜上方拔出电扇单元.6) 呈30 度倾角插入新的电扇单元,直到其碰着主体部分内壁面.7) 轻轻地放下电扇单元,将其置于主体部分上面.8) 由上方按压电扇单元上部接近你跟前的一侧,使电扇单元与主体部分上部耦合.9) 按下电扇单元上部的闩锁,锁定闩锁.10) 通电,确认不再产生电扇报警,且两扇电扇均在扭转.2驱动模块部分常见报警:改换方法:2.1报警代码2 (PSM, PSMR):1) 内容掌握电路部的冷却电扇停滞.a) 掌握电路部冷却电扇的故障请确认掌握电路部冷却电扇的扭转状况.→请改换掌握电路部的冷却电扇.改换电扇电机时,务须割断机床(CNC)的电源.2.2报警代码 A (PSM):1) 内容外部冷却散热片的冷却电扇停滞.2) 重要原因和消除方法a) 掌握外部冷却散热片电扇的故障请确认外部冷却散热片电扇的扭转状况.→请改换外部冷却散热片电扇.改换电扇电机时,务须割断机床(CNC)的电源.2.3报警代码 1(SVM, SPM):1) 内容变频器内部冷却电扇停滞2) 重要原因和消除方法a) 确认内部冷却电扇中有无搀杂异物b) 请切实按下面板(掌握基板).c) 确认内部冷却电扇衔接器的衔接d) 改换内部冷却电扇e) 改换SVM或SPM2.4报警代码 F(SVM, SPM):1) 内容变频器散热器冷却电扇停滞a) 确认散热器电扇中有无搀杂异物b) 请切实按下面板(掌握基板).c) 确认散热器电扇衔接器的衔接d) 改换散热器电扇e) 改换SVM或SPM。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
维护保养| FANUC系统常见风扇报警和处理办法
在机床使用过程中,您的发那科系统、驱动器和电机作为用电器都会产生多余的热量,试想如果这些热量不能有效散发,或者机床持续在温度较高的加工环境下工作,极有可能导致设备的故障,其损失将极为严重。
所以这时一位平常并不起眼的“小人物”——风扇,就要发挥大作用了。
作为一个劳模,风扇同学长时间工作在生产最前线,经受高温、油污、粉尘等恶劣条件的考验。
终于有一天在超高的工作负荷和恶劣的工作环境下,经过万般挣扎风扇君还是倒下了。
这可怎么办呢?
不要急,那么接下来后台君就来一下介绍常见的风扇报警以及维修方法,可保系统安全无虞。
警告:
•打开机柜更换风扇电机时,注意不要触到高压电路部分(带有标记,并配有绝缘盖。
•触摸不加盖板的高压电路,会导致触电。
•进行更换操作时请务必关闭机床(CNC)电源,以防损坏硬件。
1系统显示单元部分
常见报警:
更换方法:
1.1一体式单元:
1) 更换风扇电机时,务须切断机床(CNC)的电源。
2) 拉出要更换的风扇电机。
(抓住风扇单元的闩锁部分,一边拆除壳体上附带的卡爪一边将其向上拉出。
)
3) 安装新的风扇单元。
(予以推压,直到风扇单元的卡爪进入壳体。
)
1.2一体式单元:
1) 更换风扇电机时,务须切断机床(CNC)的电源。
2) 一边向上推单元上部的闩锁,一边拆下闩锁。
3) 使手指抵接于风扇单元的正面下部,提起风扇单元。
4) 照此状态提起单元,直到风扇单元倾斜30 度左右。
5) 朝你的跟前斜上方拔出风扇单元。
6) 呈30 度倾角插入新的风扇单元,直到其碰到主体部分内壁面。
7) 轻轻地放下风扇单元,将其置于主体部分上面。
8) 由上方按压风扇单元上部靠近你跟前的一侧,使风扇单元与主体部分上部耦合。
9) 按下风扇单元上部的闩锁,锁定闩锁。
10) 通电,确认不再发生风扇报警,且两扇风扇均在旋转。
2驱动模块部分
更换方法:
2.1报警代码2 (PSM, PSMR):
1) 内容
控制电路部的冷却风扇停止。
2) 主要原因和排除方法
a) 控制电路部冷却风扇的故障
请确认控制电路部冷却风扇的旋转状态。
→请更换控制电路部的冷却风扇。
更换风扇电机时,务须切断机床(CNC)的电源。
2.2报警代码 A (PSM):
1) 内容
外部冷却散热片的冷却风扇停止。
2) 主要原因和排除方法
a) 控制外部冷却散热片风扇的故障
请确认外部冷却散热片风扇的旋转状态。
→请更换外部冷却散热片风扇。
更换风扇电机时,务须切断机床(CNC)的电源。
2.3报警代码 1(SVM, SPM):
1) 内容
变频器内部冷却风扇停止
2) 主要原因和排除方法
a) 确认内部冷却风扇中有无夹杂异物
b) 请切实按下面板(控制基板)。
c) 确认内部冷却风扇连接器的连接
d) 更换内部冷却风扇
e) 更换SVM或SPM
2.4报警代码 F(SVM, SPM):
1) 内容
变频器散热器冷却风扇停止
2) 主要原因和排除方法
a) 确认散热器风扇中有无夹杂异物
b) 请切实按下面板(控制基板)。
c) 确认散热器风扇连接器的连接
d) 更换散热器风扇
e) 更换SVM或SPM。