FANUC常见报警的解释
FANUC常见报警的解释
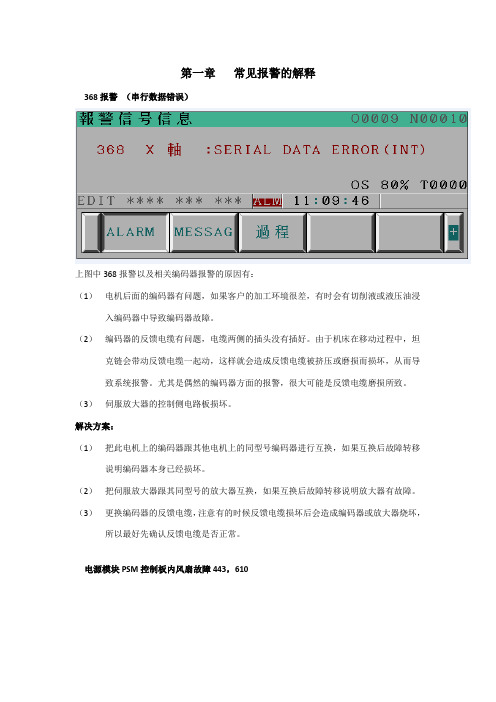
第一章常见报警的解释368报警(串行数据错误)上图中368报警以及相关编码器报警的原因有:(1)电机后面的编码器有问题,如果客户的加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器的反馈电缆有问题,电缆两侧的插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。
尤其是偶然的编码器方面的报警,很大可能是反馈电缆磨损所致。
(3)伺服放大器的控制侧电路板损坏。
解决方案:(1)把此电机上的编码器跟其他电机上的同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
(2)把伺服放大器跟其同型号的放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器的反馈电缆,注意有的时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆是否正常。
电源模块PSM控制板内风扇故障443,610上图报警是电源模块控制板内风扇损坏导致的报警(使用αi电源模块时),报警时电源模块PSM的LED显示“2”,主轴放大器SPM的LED显示“59”。
拆下电源模块控制板后,风扇位置如下图所示:主轴放大器SPM内冷风扇故障此故障没有画面报警信息,但是有上图的“FAN”在闪烁,此现象表明主轴放大器SPM的内冷风扇出现了故障。
伺服放大器SVM内冷风扇报警608,444上图中的报警表示伺服放大器SVM的内冷风扇出现了故障(Z轴和A轴同时出现报警是因为Z轴和A轴是同一个放大器控制的)。
上图中的报警出现时对应的伺服放大器上的LED 显示“1”。
主轴放大器和伺服放大器的内冷风扇位置上图中:(1)主轴放大器内冷风扇的安装位置(2)伺服放大器内冷风扇的安装位置(3)主轴放大器的型号A06B-6111-H XXX#H550(后面带#H***的都是主轴放大器)(4)伺服放大器的型号A06-6114-HXXX注:(1)不同型号的主轴放大器和伺服放大器对应的风扇的型号也不一样,请参考附录。
FANUC常见报警说明与解决方法

FANUC常见报警说明与解决⽅法提⽰以0i-F系统为例01APC闪烁报警机床长时间停机,开机后系统屏幕上可能会出现APC闪烁,当出现这个报警的时候,表⽰伺服放⼤器的电池电压低,正常电压⼀般为6V,该电池⽤于记住机床的伺服绝对位置。
建议检查各个伺服放⼤器的电池电压,更换后即可正常。
【解决⽅法】更换放⼤器电池【解决⽅法】放⼤器电池更换⽅法,请参考下⽅视频:02BAT闪烁报警机床长时间停机,开机后系统屏幕上可能会出现BAT闪烁,当出现这个报警的时候,表⽰CNC的系统电池电压低,正常电压⼀般为3.3V,该电池⽤于保存CNC中的SRAM数据(包含CNC参数,PMC参数,加⼯程序等)。
建议⽴即更换CNC系统上的电池,以免造成数据丢失。
【解决⽅法】更换CNC系统电池【解决⽅法】CNC系统电池更换⽅法,请参考下⽅视频:03SYS_ALM500报警机床长时间停机,开机后系统屏幕上可能会出现SYS_ALM500报警(0i-C系统为935报警)SYS_ALM500 SRAM DATA ERROR(SRAM MOUDLE)当出现这个报警的时候,表⽰由于CNC的系统电池电压低,导致CNC的SRAM数据(包含CNC参数,PMC参数,加⼯程序等)已经丢失。
【解决⽅法】【解决⽅法】更换CNC系统电池,并恢复出⼚参数。
04FAN报警机床长时间停机,开机后系统屏幕上可能会出现FAN报警,当出现这个报警的时候,表⽰CNC系统风扇转速低或者停转。
建议⽴即更换CNC系统风扇,以免因CNC过热导致更⼤故障。
【解决⽅法】更换CNC系统风扇【解决⽅法】请认准F+商城,点击直达系统风扇页⾯【购买链接】请认准CNC系统风扇更换⽅法,请参考下⽅视频:05放⼤器风扇报警由于FANUC产品中配备风扇的部件较多,每个部件的风扇报警号也各有不同,为了⽅便快速发现故障点,请参考放⼤器风扇报警号以及对应的位置关系表(以0i-F系统为例),确认故障风扇。
【解决⽅法】⾸先清洁风扇接⼝,重新插拔风扇后再测试。
FANUC常见报警故障分析

FANUC常见故障报警分析FANUC风扇报警总结:主轴SPM:一、系统报警显示9056,主轴驱动器报警显示代码56:报警内容:SPM控制电路部分的冷却风扇停止(主轴驱动器内部风扇失效)1.控制板安装问题请切实安装控制印刷板.(控制板与功率板的连接器脱离时,有可能会发出本报警)2.请更换SPM或SPM内部的冷却风扇二、系统报警显示9088,主轴驱动器报警显示代码88:报警内容:SPM散热器冷却风扇停止.(主轴驱动器外部风扇失效)发生报警时,请更换SPM散热器冷却风扇三、系统报警9001,主轴驱动器报警显示1报警内容:电机过热.电机内部高于或等于标准温度,电机温度过高。
(一).切削过程中显示本报警时(电机温度过高)1.确认电机的冷却状态,电机冷却风扇,对液冷电机,请确认冷却系统.2.请再次确认加工条件.(切削条件:吃刀量,刀具,材料)(二).轻负载下显示本报警时(电机温度过高)1.频繁加/减速:请在包含加/减速运行时输出功率的平均值要小于等于额定值的条件下使用.2.电机固有参数设定不正确.(三).电机温度较低而显示报警时1.主轴电机反馈电缆故障,电机过热信号电缆断线或接触不良,请更换反馈电缆.2.参数未正确设定电机温度通过参数4134设定,因电机而异。
是电机固有参数。
第一主轴电机温度,在诊断403里可以显示,显示αi主轴伺服电机线圈温度,模拟温度数据在主轴反馈电缆里,信号为THR1和THR2。
现象可能是:1温度长闭开关,2热电偶就可通过参数设定,具体值。
涡流,放大器错误都报警。
3.控制印刷电路板故障.请更换控制印刷电路板或主轴放大器.4.电机(内部温度传感器)故障,请更换电机.电源PSM:一、系统报警显示SV443,SP9059,电源模块PSM上报警显示2报警内容:PSM内部排风扇失效.(电源模块内部风扇故障)处理方法: 观察冷却风扇的状态.更换风扇,更换侧板443报警:PSM内部排风扇停止。
β系列SVU内部排风扇失效。
FANUC系统常见报警中文对照及解决方法
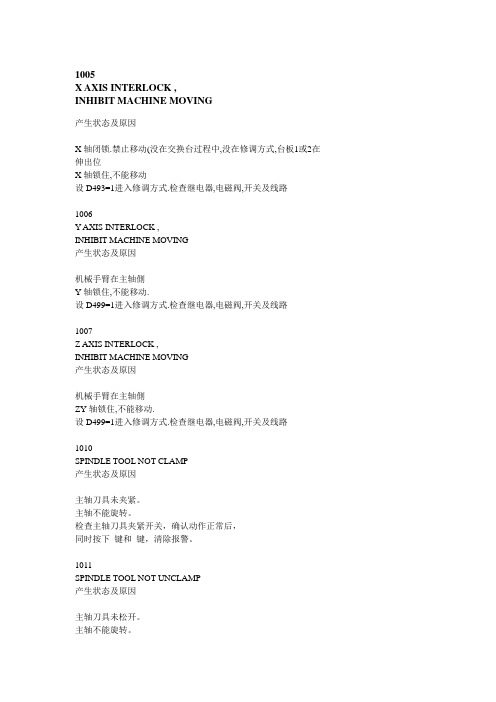
1005X AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因X轴闭锁.禁止移动(没在交换台过程中,没在修调方式,台板1或2在伸出位X轴锁住,不能移动设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1006Y AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側Y轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1007Z AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側ZY轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1010SPINDLE TOOL NOT CLAMP产生状态及原因主轴刀具未夹紧。
主轴不能旋转。
检查主轴刀具夹紧开关,确认动作正常后,同时按下键和键,清除报警。
1011SPINDLE TOOL NOT UNCLAMP产生状态及原因主轴刀具未松开。
主轴不能旋转。
检查主轴刀具松开开关,确认动作正常后,同时按下键和键,清除报警。
1012SPINDLE ORIENTAL NOT COMPLETE产生状态及原因主轴定向未完成(F45.7没输出)。
不能进行刀具交换。
检查主轴定向开关是否工作正常。
1013M FUNCTION DID NOT COMPLETE产生状态及原因在执行M功能时,可能是某个M代码未执行完.程序加工不能正常进行.检查是哪一个M功能未执行。
1014SPINDLE IS NOT A T GEAR POSITION产生状态及原因主轴不在档位。
主轴不能正常旋转,与主轴相关的动作不能执行。
检查主轴高、低档开关及电磁阀。
同时按下键和键,清除报警。
1015SPINDLE CHANGE ERRORFORM HIGH GEAR TO LOW GEAR产生状态及原因主轴由高档变低档错误。
FANUC常见报警的解释
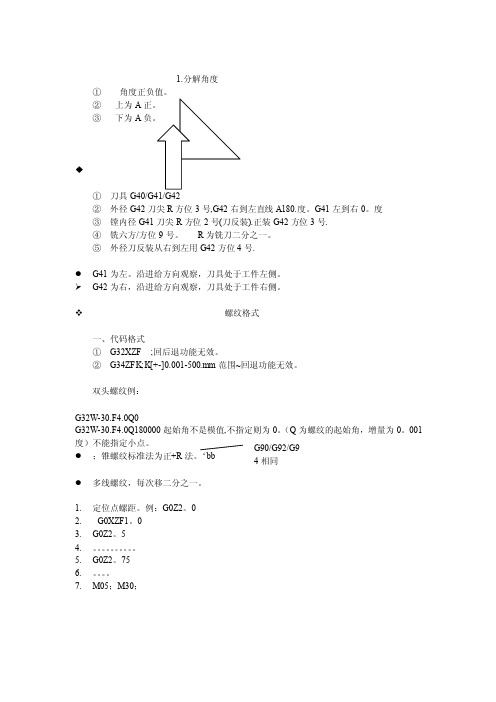
1.分解角度①角度正负值。
②上为A③下为A◆①刀具G40/G41/G42②外径G42刀尖R方位3号,G42右到左直线A180.度。
G41左到右0。
度③镗内径G41刀尖R方位2号(刀反装).正装G42方位3号.④铣六方/方位9号。
R为铣刀二分之一。
⑤外径刀反装从右到左用G42方位4号.●G41为左。
沿进给方向观察,刀具处于工件左侧。
G42为右,沿进给方向观察,刀具处于工件右侧。
螺纹格式一、代码格式①G32XZF ;回后退功能无效。
②G34ZFK;K[+-]0.001-500.mm范围~回退功能无效。
双头螺纹例:G32W-30.F4.0Q0G32W-30.F4.0Q180000起始角不是模值,不指定则为0。
(Q为螺纹的起始角,增量为0。
001度)不能指定小点。
●;锥螺纹标准法为正+R法。
‘bb●多线螺纹,每次移二分之一。
1.定位点螺距。
例:G0Z2。
02.G0XZF1。
03.G0Z2。
54.。
5.G0Z2。
756.。
7.M05;M30;G90/G92/G9 4相同1.车管螺纹格式:主轴转速S20-S50:1.例子:G01X10。
;2.G04X0。
25;3.G32Z-10。
F2。
0;4.G04X0。
25;5.G32X9。
0Z2。
F2。
;2.三针测量法;用三根钢针放在螺纹槽宽。
再用千分尺测量外径。
●角度A/公式d.1.A60。
度`d=M-3*D+0.866*P2.A55。
度`d=M-3.1657*D+0.9605*P3.A30。
度`d=M-4.864*D+1.866*P4.A29。
度d=M-4.99*D+1.933*P`●尺所量的尺寸●D钢针直;;;d------螺纹中径●M千分尺---工件加钢-径●P螺纹的螺距。
1.A60。
度D=0。
577*P2.A55。
度D=0。
564*P3.A30。
度D=0。
518*P4.A29。
度D=0。
516*P●单针法1.A60。
d=M-1。
5*D+0。
108*P+0。
5d*2.A55。
FANUC系统常见报警中文对照及解决方法
FANUC系统常见报警中文对照及解决方法1.AL-01:伺服报警尘埃这个报警表示伺服电机遇到了尘埃问题。
解决方法是清洁伺服电机,并确保其周围环境清洁。
2.AL-02:伺服报警过载这个报警表示伺服电机遇到过载问题。
解决方法是检查伺服电机和相关设备的负载情况,确保其在正常范围内。
3.AL-03:伺服报警过温这个报警表示伺服电机遇到过温问题。
解决方法是检查散热装置是否正常工作,安装风扇或增加散热片等,并减少伺服电机的负载。
4.AL-04:伺服报警驱动断开这个报警表示伺服电机的驱动断开。
解决方法是检查伺服电机的连接线路是否正常,确保电缆连接牢固。
5.AL-05:伺服报警电源断开这个报警表示伺服电机的电源断开。
解决方法是检查伺服电机的电源线路是否正常,确保电源连接牢固。
6.AL-06:伺服报警过流这个报警表示伺服电机遇到过流问题。
解决方法是检查伺服电机和相关设备的电流情况,确保其在正常范围内。
7.AL-07:伺服报警过压这个报警表示伺服电机遇到过压问题。
解决方法是检查伺服电机和相关设备的电压情况,确保其在正常范围内。
8.AL-08:伺服报警欠压这个报警表示伺服电机遇到欠压问题。
解决方法是检查伺服电机和相关设备的电压情况,确保其在正常范围内。
9.AL-09:伺服报警过热这个报警表示伺服电机遇到过热问题。
解决方法是检查散热装置是否正常工作,安装风扇或增加散热片等,并减少伺服电机的负载。
10.AL-10:伺服报警驱动电流异常这个报警表示伺服电机驱动电流异常。
解决方法是检查伺服电机的驱动器和电缆连接是否正常,并确保电缆连接牢固。
FANUC系统常见报警中文对照及解决方法
FANUC系统常见报警中文对照及解决方法1005X AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因X轴闭锁.禁止移动(没在交换台过程中,没在修调方式,台板1或2在伸出位X轴锁住,不能移动设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1006Y AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側Y轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1007Z AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側ZY轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1010SPINDLE TOOL NOT CLAMP产生状态及原因主轴刀具未夹紧。
主轴不能旋转。
检查主轴刀具夹紧开关,确认动作正常后,同时按下键和键,清除报警。
1011SPINDLE TOOL NOT UNCLAMP产生状态及原因主轴刀具未松开。
主轴不能旋转。
检查主轴刀具松开开关,确认动作正常后,同时按下键和键,清除报警。
1012SPINDLE ORIENTAL NOT COMPLETE产生状态及原因主轴定向未完成(F45.7没输出)。
不能进行刀具交换。
检查主轴定向开关是否工作正常。
1013M FUNCTION DID NOT COMPLETE产生状态及原因在执行M功能时,可能是某个M代码未执行完.程序加工不能正常进行.检查是哪一个M功能未执行。
1014SPINDLE IS NOT AT GEAR POSITION产生状态及原因主轴不在档位。
主轴不能正常旋转,与主轴相关的动作不能执行。
检查主轴高、低档开关及电磁阀。
同时按下键和键,清除报警。
1015SPINDLE CHANGE ERRORFORM HIGH GEAR TO LOW GEAR产生状态及原因主轴由高档变低档错误。
FANUC发那科工业机器人常见报警的解释

第一章常见报警的解释1.1 368报警(串行数据错误)上图中368报警以及相关编码器报警的原因有:(1)电机后面的编码器有问题,如果客户的加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器的反馈电缆有问题,电缆两侧的插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。
尤其是偶然的编码器方面的报警,很大可能是反馈电缆磨损所致。
(3)伺服放大器的控制侧电路板损坏。
解决方案:(1)把此电机上的编码器跟其他电机上的同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
1(2)把伺服放大器跟其同型号的放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器的反馈电缆,注意有的时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆是否正常。
1.2 电源模块PSM控制板内风扇故障443,610上图报警是电源模块控制板内风扇损坏导致的报警(使用αi电源模块时),报警时电源模块PSM的LED显示“2”,主轴放大器SPM的LED显示“59”。
拆下电源模块控制板后,风扇位置如下图所示:21.3 主轴放大器SPM内冷风扇故障此故障没有画面报警信息,但是有上图的“FAN”在闪烁,此现象表明主轴放大器SPM的内冷风扇出现了故障。
1.4 伺服放大器SVM内冷风扇报警608,4443上图中的报警表示伺服放大器SVM的内冷风扇出现了故障(Z轴和A轴同时出现报警是因为Z轴和A轴是同一个放大器控制的)。
上图中的报警出现时对应的伺服放大器上的LED 显示“1”。
1.5 主轴放大器和伺服放大器的内冷风扇位置4上图中:(1)主轴放大器内冷风扇的安装位置(2)伺服放大器内冷风扇的安装位置(3)主轴放大器的型号A06B-6111-H X#H550(后面带#H***的都是主轴放大器)(4)伺服放大器的型号A06-6114-HX注:(1)不同型号的主轴放大器和伺服放大器对应的风扇的型号也不一样,请参考附录。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一章常见报警的解释1.1 368报警(串行数据错误)上图中368报警以及相关编码器报警的原因有:(1)电机后面的编码器有问题,如果客户的加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器的反馈电缆有问题,电缆两侧的插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。
尤其是偶然的编码器方面的报警,很大可能是反馈电缆磨损所致。
(3)伺服放大器的控制侧电路板损坏。
解决方案:(1)把此电机上的编码器跟其他电机上的同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
(2)把伺服放大器跟其同型号的放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器的反馈电缆,注意有的时候反馈电缆损坏后会造成编码器或放大器烧坏, 所以最好先确认反馈电缆是否正常。
1.2 电源模块PSM控制板内风扇故障443 , 61000009 N000443 443 X軸Y軸車由軸軸軸軸軸ZAXYZACNV. COOLING CNV.COOL ING CNwCOOLING CNV. COOLI NG CMV. COOL TNGCNV. COOL TNG CNV.COOL ING CNCOOLING COOLIMG FANFAN FAILUREFAN FAILUREFAN FA 1 LUREFAN FA I LUREFAN FA T LUREFAN FAILUREFAJM FAILUREFAN FA 1 LURESTOP I N PSMEDIT * * * * 狀** *** 桦■叫 1 1 :51 :0 7LJ IALARMħΛESSAG∣過程y9059SPN 1上图报警是电源模块控制板内风扇损坏导致的报警(使用α i电源模块时),报警时电源模块PSM的LED显示2 ”,主轴放大器SPM的LED显示59 ”。
拆下电源模块控制板后,风扇位置如下图所示:1.3 主轴放大器SPM内冷风扇故障此故障没有画面报警信息,但是有上图的“ FAN ”在闪烁,此现象表明主轴放大器SPM的内冷风扇出现了故障。
上图中的报警表示伺服放大器SVM的内冷风扇出现了故障(Z轴和A轴同时出现报警是因为Z轴和A轴是同一个放大器控制的)。
上图中的报警出现时对应的伺服放大器上的LED显示1 ”。
1.5 主轴放大器和伺服放大器的内冷风扇位置上图中:(1)主轴放大器内冷风扇的安装位置(2)伺服放大器内冷风扇的安装位置(3)主轴放大器的型号A06B-6111-H XXX#H550 (后面带# H***的都是主轴放大器)(4)伺服放大器的型号A06-6114-HXXX注:(1)不同型号的主轴放大器和伺服放大器对应的风扇的型号也不一样,请参考附录。
(2)导致放大器侧风扇故障的原因主要是因为客户现场工作环境较差,致使风扇上粘有油污,使风扇转动时的阻力加大甚至粘住风扇叶片从而导致风扇线圈烧坏。
所以在日常维护过程中要注意保持机床电气柜的密封和清洁。
1.6 主轴传感器的报警9073 (串行主轴错误)報警信号信息00009 N00010 100 可写入参数9073 SPN 1 :S-SP INDLE ERROR (AL-073)OS 80% T0000 EDlT 用*** 水*讯 *** 枫■叫11:58:08#9073报警时主轴放大器SPM的LED显示73”,是由于主轴电机的传感器信号不正常引起。
弓I起报警的原因可能是主轴放大器、主轴电机传感器和传感器的反馈电缆3个方面的故障。
1.7 主轴和伺服的报警750 , 5136載警信号信"鼠00009 N00Θ1010® 可写入参数750 SPINDI.E SERrAl- LINK ERRoR5136 FSSB:NUMBER OF AMPS IS SMALLOS 8Θ% Γ00β0EDIT冰冷冷水Ψ5K*冰水冰~~ 12:02:32J ALARM JVlESSAG過程如果开机出现以上报警。
一般是电源模块、主轴放大器、伺服放大器的LED都无显示。
请检查电源模块PSM的CXIA插头是否有200V输入,如果200V输入正常,更换电源模块PSM的控制板。
1.8 5136的报警(伺服放大器故障)如果出现5136报警:(1) 检查每个伺服放大器SVM的控制电源24V是否正常,LED是否有显示,如果LED 没有显示而24V电源输入正常,判断伺服放大器有故障。
(2) 如果LED有显示,检查FSSB光缆接口CoPIoA和CoPIoB靠下的一个光口是否发光,如果不发光可以判断是放大器有故障。
(3) 检查连接伺服放大器和系统轴卡的FSSB光缆是否有故障。
(检查的办法是用手电筒照光缆的一头,如果另一头的2个光口都有光发出确认光缆正常,否则不正常)C(4) 确认参数是否有更改,恢复机床的原始参数。
1.9 401的报警如上图,如果所有轴都出现 401报警,检查电源模块 PSM 的插头CX3(MCC 控制信号)和 CX4 (外部急停*ESP )是否正常。
请参考上面α i 放大器连接中对 CX3和CX4连接的详细 定义。
正常时CX4的2个接线点应该导通 (也就是2个接线点都有24V 电压)。
如果CX3 和CX4外部接线正常,检查电源模块PSM 本身或主轴放大器和伺服放大器是否有故障。
VRDY OFF VRDY OFF VRDY OFF VRDY OFF OS 80% T00001.10 926的系统报警MMC IIaBeaBB aaiuan IluIeaB IIBmIilmaa∞ι ι∞∞∞e BieaBBia ∞Bi01oi 926报警出现的原因:(1) 系统轴卡可能有故障。
(2) 如果是机床运行过程中偶然出现,很可能是伺服放大器的控制电压24V瞬间降低所致。
对于β伺服放大器,因为伺服放大器的电源是通过外部24V稳压电源提供的,故需要检查机床正常工作时伺服放大器的24V电源是否正常,是否有与放大器共用24V电源的外部I/O信号短路而导致放大器的24V降低,可以给放大器单独接一个24V稳压电源测试。
注意如果机床配有带抱闸的电机,电机的抱闸用24V不要跟放大器的24V共用一个电源。
(3) 伺服电机的编码器反馈电缆对地短路也可能会导致放大器的控制电压降低而引起此故障。
(4) 检查SDU单元(分离型的检测单元,使用光栅尺时用) 的电源是否有瞬间降低的现象。
举例:Oi-Mate-TC经常性加工中岀现926#报警,X、Z轴449#报警(8. IPM报警)。
且无法开机,黑屏。
经检测给系统和伺服供电的+24V电源与机床床身在变档开关处虚接,使+24V瞬间保护,引起故障。
排除短路,开机长时间运行观察正常。
电源模块:A06B-6130-H002 ,H0031.11 950 , 971 报警950报警(PMC系统报警SB7)[971NMl OCCURRED IN SLC 使用PMC-SA1]如果检测到PMC错误,就发生此报警。
可能的原因包括I/O Link通讯错误和PMC控制电路出故障。
若画面上显示PC050 ”,则可能是I/O Link出现了通讯错误:PC050 I/O LINK(CHX) aa:bb-aa:bb Or PC050 I/O LINK CHX aabb-aabb:aabbCHX为通道号。
aa和bb显示了内部错误代码。
若发生此报警,可能的原因如下:(1)使用I/O单元时,分配了I/O单元的地址,但是该I/O单元没有连接。
(2)电缆没有连接好。
(3)I/O 设备(I/O 单元,Power Mate 等)失效。
(4)I/O Link连接中的I/O板的24V电源没有或瞬间降低,检查I/O板用的24V电源是否正常。
(5)如果外部I/O点出现对地短路也会把I/O板的24V电压拉低造成此故障,检查是否有外部I/O偶然对地短路。
(6)系统主板故障。
第二章维修中常用技巧2.1 如何用存储卡备份和恢复系统的SRAM2.1.1 SRAM 包含的数据以及备份SRAM的重要性SRAM中保存的数据包括:CNC参数、螺距误差补偿量、、刀具补偿数据(补偿量)、宏变量数据(变量值)、加工程序、对话式编程(CAP )数据(加工条件、刀具数据)、操作履历数据、伺服波形诊断数据、PMC参数等机床断电后需要用电池保持的数据。
所以备份SRAM数据对于机床的灾难性故障的恢复非常重要。
建议每台机床都要进行SRAM数据的备份。
2.1.2 备份SRAM时的注意事项每张存储卡一次只能存储一台机床的SRAM数据,如果备份了一台机床的SRAM后,还想用同样的存储卡备份另一台机床的SRAM ,就需要把先备份的SRAM文件拷贝到电脑里,然后把存储卡里的SRAM文件删除后再备份另一台机床的SRAM。
否则,如果直接去备份另一台机床的SRAM ,就会把原来的SRAM覆盖掉。
注意备份出来的SRAM文件名称不能更改。
2.1.3 如何购买用于备份SRAM的存储卡如果要从北京发那科购买存储卡,针对Oi-C系统的存储卡型号有如下几种:F87L-0001-0153 # 64M ; F87L-0001-0153 # 128M ; F87L-0001-0153 # 256M。
2.1.4 如何进入备份SRAM的BooT画面如下图所示,系统开机的同时按住LCD下面最右边的2个软键(第6和第7软键),直到系统出现下图所示的画面后松开。
SYSTEli MONlTOR HAIN MENU βeM7 - 032, SySTEM DATA CHECK3. SYSTEiI DATA DELETE4* SYSTEli DATA SAVE5. SRAM DATA BACKUP β. MEiiORYCARD FlLE DFLETE T・ MEMORY CARDFORMATi対.END♦** MESSAGE **»SELECT IiENU AND HIT SELECT KEY-(SELECT) I YES ! t NO J [ UP 1【DO*W 】2 3 4 52.1.5 SRAM的备份(1) 按屏幕底下的软键DoWN ”把光标移到第5项SRAM DATA BACKUP ”SRAM 数据备份),如下图所示。
SYSTEM MONITOR MAIN MENUβ∙M7 - «3I. SYSTEII DATA LOADING2・ SYSTEll DATA CHECK3. SYSTEM DATA DELETE4. SYSTEM DATA SAVE6/MEMORY CARD FILE DELETE 7. MEMoRY CARD FORMATlβ÷ ENDMESSAGESELECT MENU AND HIT SELECT KEY.[SELECT1 [ YES ] [ NO ) ( UP J I DoWN J(2) 光标移动到第5项SRAM DATA BACKUP ”后,按软键’SELECT ”出现下图的SRAM 备份和恢复画面。