FANUC常见报警故障分析
FANUC常见报警(SP9054~SP9069)

FANUC常见报警(SP9054~SP9069)1、SP9054 SSPA:54 过负荷电流放大器报警号:54报警原因:检测到过载电流排查思路:排查负载情况,是否存在频繁加减速等特殊加工情况。
2、SP9055 SSPA:55 动力线异常放大器报警号:55报警原因:主轴切换/输出切换用电磁接触器的动力线状态信号异常排查思路:1、当不使用切换时,P4014#2#3=02、使用切换控制,排查梯形图相关信号以及硬件连接3、SP9056 冷却风扇故障放大器报警号:56报警原因:内部搅拌风扇停止排查思路:更换风扇4、SP9057 变频器减速功率太大放大器报警号:57报警原因:1)检测出再生电阻过载;2)检测出恒温器短暂过载;3)检测出再生电阻断线或者电阻值异常排查思路:1、降低加减速速度,提高加减速时间常数2、更换冷却风扇3、更换电阻5、SP9058 变频器回路过载放大器报警号:58报警原因:在差速方式下,共同电源散热器温度异常上升排查思路:1、共同电源冷却情况排查2、更换共同电源6、SP9059 变频器冷却风扇故障放大器报警号:59报警原因:共同电源冷却风扇停止排查思路:更换冷却电源7、SP9065 串行主轴警告放大器报警号:65报警原因:确定磁极时移动量过大排查思路:1 检查磁极线数P4011 、P43342 排查动力线相序3 排查编码器4 排查电机电压参数P40838、SP9066 主轴放大器间通讯错误放大器报警号:66报警原因:主轴放大器间通讯异常排查思路:1 检查主轴放大器间接线是否正常2 更换连接电缆9、SP9069 超过安全速度放大器报警号:69报警原因:超过安全速度,在安全速度监视有效的状态下检测出电机速度超出安全速度,或者自由运行停止时检测出异常排查思路:1 排查指令速度是否过大2 排查电机初始化参数是否错误3 排查电机电源以及动力线情况-End-。
FANUC系统常见故障及处理方法

FANUC系统常见故障及处理方法1.1000:lublow,润滑液位低。
1001:断路器跳闸。
1002:变频器报警。
1003:急停报警。
1004:主轴报警。
1005:压力低报警。
1006:未检测到卡盘夹紧。
2000:bat系统电池电压过低。
2.apc306,307,308:伺服放大器电池电压过低。
3.401:伺服未准备好(drdy为off).检查控制器放大器cx30插头,及其有关连线cx30.1,cx30.3是否接通,以及继电器是否损坏?或由其他报警引发。
4.401,411:边线偏差过小。
a,机械负载过大,或联轴器松动。
b,伺服电机线插头接触不良,如果机械正常,调整1828参数可以改善。
5.432:控制器单元(驱动器)dc24v电压高。
a,检查cxa19a/cxa19b直流电甩与否正常/b,检查开关电源输入与否正常?6.433:动力电路电压过高即其二者。
a,伺服放大器电源插头松动,或者打火,碳化出现接触不良。
b,动力电路缺相。
7.436:控制器软件失灵。
(ove)。
机械过载或卡死造成数字伺服软件检测到过热现象。
8.438:伺服电机电流异常。
机械负载过大,调整1620号参数可以改善,一般为100ms。
9.368:伺服电机编码器反馈数据信号异常。
a,编码器糟,可能将就是入油污或冷却液,或者相撞所致。
如果将cxa19a/cxa19b直流24v电源正负极接反,也有可能将编码器烧坏。
b,编码器意见反馈电缆断线或插头接触不良。
10.608,609:控制器单元(驱动器)风机不转回。
可能将就是x/z加热风机糟或者被油污,灰尘堵住。
11.701:nc单元(主机)风机不转回。
a,可能是冷却风机坏或者被油污,灰尘堵死。
b,必要时可以将风机屏蔽掉(8901.0=1),但不容长时间运转。
12.930:cpu中断。
可能是cpu外围电路发生故障,若在电源断开后再接通后运行正常,那可能将就是外部阻碍引发的。
13.5136:数字伺服显示的放大器数量不够。
FANUC常见伺服报警以及解决方法
FANUC常见伺服报警以及解决方法SV0401:伺服准备就绪信号断开报警原因:伺服放大器伺服准备就绪信号(VRDY)尚未被置于ON 时,或在运行过程中被置于 OFF 时发生此报警。
解决方案:1)排查诊断号358;例如:诊断358=1441,转换为二进制为10110100001,从第5位开始排查,第6位为0,确认首先应排查急停相关接线等。
2)伺服放大器或者轴卡硬件损坏,更换硬件。
2SV0403 硬件/软件不匹配报警原因:轴卡与伺服软件组合不正确,可能的原因有:1)没有提供正确的轴卡;2)闪存中没有安装正确的伺服软件。
解决方法:软件或硬件异常,请直接联系北京发那科维修部门。
3SV404 伺服准备就绪信号接通报警原因:伺服放大器的伺服准备就绪信号(VRDY)一直为 ON 时发生此报警。
解决方法:1)某些特殊情况可以使用参数P1800#1=1进行屏蔽;2)因放大器或者轴卡损坏引起,更换放大器与轴卡。
4SV0409 检查的扭矩异常报警原因:系统开启异常扭矩负载功能之后,检测到异常负载导致。
解决方法:1)如果不适用异常负载检测,请设定参数P2016#0=0;2)如果使用异常负载检测功能,请确认是否存在异常负载现象,例如机械异常卡住,或者异常加工状态;3)如果使用异常负载检测功能,同时加工状态正常,请重新调整该功能的相关参数。
5SV0410 停止时误差过大报警原因:伺服轴停止时误差过大引起报警。
解决方法:1)排查动力线、反馈线是否接错;2)排查伺服电机初始化参数是否有误;3)正确设定不同状态下伺服轴停止时误差报警水平参数P1829、P5312等;4)如果伺服电机使用过程中出现抖动等现象,请先排查抖动问题,SV0410为附加报警;5)Cs轴控制时出现此问题,请检查主轴编码器相关参数。
6SV0411 运动时误差过大报警原因:伺服轴运动时误差过大引起报警解决方法:1)排查动力线、反馈线是否接错;2)排查伺服电机初始化参数是否有误;3)正确设定不同状态下伺服轴停止时误差报警水平参数P1828、P5310等;4)如果伺服电机使用过程中出现抖动等现象,请先排查抖动问题,SV0410为附加报警;5)Cs轴控制时出现此问题,请检查主轴编码器相关参数。
FANUC常见报警说明与解决方法

FANUC常见报警说明与解决⽅法提⽰以0i-F系统为例01APC闪烁报警机床长时间停机,开机后系统屏幕上可能会出现APC闪烁,当出现这个报警的时候,表⽰伺服放⼤器的电池电压低,正常电压⼀般为6V,该电池⽤于记住机床的伺服绝对位置。
建议检查各个伺服放⼤器的电池电压,更换后即可正常。
【解决⽅法】更换放⼤器电池【解决⽅法】放⼤器电池更换⽅法,请参考下⽅视频:02BAT闪烁报警机床长时间停机,开机后系统屏幕上可能会出现BAT闪烁,当出现这个报警的时候,表⽰CNC的系统电池电压低,正常电压⼀般为3.3V,该电池⽤于保存CNC中的SRAM数据(包含CNC参数,PMC参数,加⼯程序等)。
建议⽴即更换CNC系统上的电池,以免造成数据丢失。
【解决⽅法】更换CNC系统电池【解决⽅法】CNC系统电池更换⽅法,请参考下⽅视频:03SYS_ALM500报警机床长时间停机,开机后系统屏幕上可能会出现SYS_ALM500报警(0i-C系统为935报警)SYS_ALM500 SRAM DATA ERROR(SRAM MOUDLE)当出现这个报警的时候,表⽰由于CNC的系统电池电压低,导致CNC的SRAM数据(包含CNC参数,PMC参数,加⼯程序等)已经丢失。
【解决⽅法】【解决⽅法】更换CNC系统电池,并恢复出⼚参数。
04FAN报警机床长时间停机,开机后系统屏幕上可能会出现FAN报警,当出现这个报警的时候,表⽰CNC系统风扇转速低或者停转。
建议⽴即更换CNC系统风扇,以免因CNC过热导致更⼤故障。
【解决⽅法】更换CNC系统风扇【解决⽅法】请认准F+商城,点击直达系统风扇页⾯【购买链接】请认准CNC系统风扇更换⽅法,请参考下⽅视频:05放⼤器风扇报警由于FANUC产品中配备风扇的部件较多,每个部件的风扇报警号也各有不同,为了⽅便快速发现故障点,请参考放⼤器风扇报警号以及对应的位置关系表(以0i-F系统为例),确认故障风扇。
【解决⽅法】⾸先清洁风扇接⼝,重新插拔风扇后再测试。
FANUC系统α系列主轴模块SPM报警常见故障分析及解决方法

FANUC系统α系列主轴模块SPM报警常见故障分析及解决方法1、SPM显示A、A0或A1报警控制板检测到ROM、RAM或CPU故障,不能进行正常工作。
解决办法:①检查控制板(将SPM外壳拆下,即可拆下控制板)上的ROM 芯片是否没有插好;或没有ROM,重新插好或购买更换。
①检查控制板的左上角两个大集成芯片的管脚是否有腐蚀,因为PSM的冷却风扇正对此芯片,热空气经过后冷却成水汽,使芯片的管脚被腐蚀有锈。
购买新的控制板,更换。
2、SPM显示01(ALM红灯点亮)电动机过热报警。
解决办法:①关机等候一段时间后,看是否还有报警,如果报警消失,则可能机械负载太大。
检查主轴机械负载或切削量是否过大。
①检查SPM的JY2插座上的连接器是否插好。
①用万用表检查电动机过热保护开关之间的电阻应为短路;如果开路,更换热控开关。
3、SPM显示02(ALM红灯点亮)主轴电动机的速度与指令速度相差较大。
解决办法:①不起动主轴,用手盘主轴使主轴电动机快速转动起来,估计电动机的实际速度是多少;让另外一人观察系统的主轴监视画面上的电动机速度显示值,看是否基本一致,一般为100~200r/min。
如果只有10r/min以下,则是电动机速度传感器或速度反馈回路故障,拆下主轴电动机的速度传感器(在电动机后部,拆下风扇和风扇下面的盖,即可看见一块小的印制板带一个白色的圆形传感头),如果传感头上有磨损,则坏了,应更换(FANUC公司有售,根据电动机型号可查到传感器的型号,例如电动机型号的最后四位为B100,则传感器的型号为A860-0854-V320)。
注意调整传感器与测速齿轮之间的间隙,应为0.1~0.15。
①如果速度显示正常,则检查电动机或动力线是否正常,动力线可用万用表或兆欧表测量出。
①检查电动机动力线相序是否接错;如果不对,在起动时主轴来回转几下后出此报警。
可将U、V对调。
①如果有条件(即车间里有相同的交流主轴单元),可互换控制板或整套单元,但必须测量晶体管模块是否短路,否则会将另一控制板烧坏。
FANUC常见报警的解释
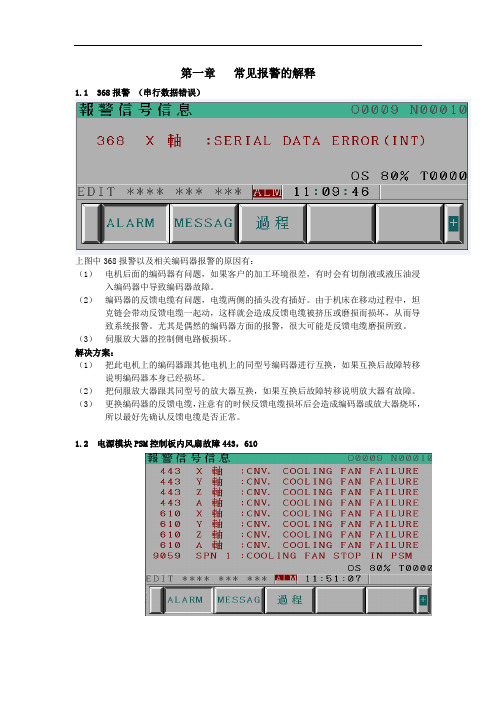
第一章常见报警的解释1.1 368报警(串行数据错误)上图中368报警以及相关编码器报警的原因有:(1)电机后面的编码器有问题,如果客户的加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器的反馈电缆有问题,电缆两侧的插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。
尤其是偶然的编码器方面的报警,很大可能是反馈电缆磨损所致。
(3)伺服放大器的控制侧电路板损坏。
解决方案:(1)把此电机上的编码器跟其他电机上的同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
(2)把伺服放大器跟其同型号的放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器的反馈电缆,注意有的时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆是否正常。
1.2 电源模块PSM控制板内风扇故障443,610上图报警是电源模块控制板内风扇损坏导致的报警(使用αi电源模块时),报警时电源模块PSM的LED显示“2”,主轴放大器SPM的LED显示“59”。
拆下电源模块控制板后,风扇位置如下图所示:1.3 主轴放大器SPM内冷风扇故障此故障没有画面报警信息,但是有上图的“FAN”在闪烁,此现象表明主轴放大器SPM的内冷风扇出现了故障。
1.4 伺服放大器SVM内冷风扇报警 608,444上图中的报警表示伺服放大器SVM的内冷风扇出现了故障(Z轴和A轴同时出现报警是因为Z轴和A轴是同一个放大器控制的)。
上图中的报警出现时对应的伺服放大器上的LED显示“1”。
1.5 主轴放大器和伺服放大器的内冷风扇位置上图中:(1)主轴放大器内冷风扇的安装位置(2)伺服放大器内冷风扇的安装位置(3)主轴放大器的型号A06B-6111-H XXX#H550(后面带#H***的都是主轴放大器)(4)伺服放大器的型号A06-6114-HXXX注:(1)不同型号的主轴放大器和伺服放大器对应的风扇的型号也不一样,请参考附录。
CNC加工 | FANUC机床常见报警问题解决办法
CNC加工 | FANUC机床常见报警问题解决办法经常遇到Fanuc机床报警困扰着自己,那下面一起分析下有哪几种Fanuc报警,如何解决?Fanuc机床报警1.SV0301,APC报警—通信错误1)检查反馈线,是否存在接触不良情况。
更换反馈线;2)检查伺服驱动器控制侧板,更换控制侧板;3)更换脉冲编码器。
2.SV0306,APC报警—溢出报警1)确认参数No.2084、No.2085是否正常;2)更换脉冲编码器。
3.SV0307,APC报警—轴移动超差报警1)检查反馈线是否正常;2)更换反馈线。
4.SV0360—脉冲编码器代码检查和错误(内装)报警1)检查脉冲编码器是否正常;2)更换脉冲编码器。
5.Fanuc机床报警:SV0364—软相位报警(内装)1)检查脉冲编码器是否正常;2)更换脉冲编码器。
3)检查是否有干扰,确认反馈线屏蔽是否良好。
6.Fanuc机床报警:SV0366—脉冲丢失(内装)报警1)检查反馈线屏蔽是否良好,是否有干扰;2)更换脉冲编码器。
7.Fanuc机床报警:SV0367—计数丢失(内装)报警1)检查反馈线屏蔽是否良好,是否有干扰;2)更换脉冲编码器。
8.SV0368—串行数据错误(内装)报警1)检查反馈线屏蔽是否良好;2)更换反馈线;3)更换脉冲编码器。
9.SV0369—串行数据传送错误(内装)报警1)检查反馈线屏蔽是否良好,是否有干扰源;2)更换反馈线;3)更换脉冲编码器。
10.SV0380—分离型检查器LED异常(外置)报警1)检查分离型接口单元SDU是否正常上电;2)更换分离型接口单元SDU。
11.SV0385—串行数据错误(外置)报警1)检查分离型接口单元SDU是否正常;2)检查光栅至SDU之间的反馈线;3)检查光栅尺。
12.SV0386—数据传送错误 (外置)1)检查分离型接口单元SDU是否正常;2)检查光栅至SDU之间的反馈线;3)检查光栅尺。
13.SV0401—伺服准备就绪信号断开1)查看诊断No.358,根据No.358的内容转换成二进制数值,进一步确认401报警的故障点。
FANUC系统常见报警中文对照及解决方法
FANUC系统常见报警中文对照及解决方法1005X AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因X轴闭锁.禁止移动(没在交换台过程中,没在修调方式,台板1或2在伸出位X轴锁住,不能移动设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1006Y AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側Y轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1007Z AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側ZY轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1010SPINDLE TOOL NOT CLAMP产生状态及原因主轴刀具未夹紧。
主轴不能旋转。
检查主轴刀具夹紧开关,确认动作正常后,同时按下键和键,清除报警。
1011SPINDLE TOOL NOT UNCLAMP产生状态及原因主轴刀具未松开。
主轴不能旋转。
检查主轴刀具松开开关,确认动作正常后,同时按下键和键,清除报警。
1012SPINDLE ORIENTAL NOT COMPLETE产生状态及原因主轴定向未完成(F45.7没输出)。
不能进行刀具交换。
检查主轴定向开关是否工作正常。
1013M FUNCTION DID NOT COMPLETE产生状态及原因在执行M功能时,可能是某个M代码未执行完.程序加工不能正常进行.检查是哪一个M功能未执行。
1014SPINDLE IS NOT AT GEAR POSITION产生状态及原因主轴不在档位。
主轴不能正常旋转,与主轴相关的动作不能执行。
检查主轴高、低档开关及电磁阀。
同时按下键和键,清除报警。
1015SPINDLE CHANGE ERRORFORM HIGH GEAR TO LOW GEAR产生状态及原因主轴由高档变低档错误。
FANUC常见报警故障分析

FANUC常见故障报警分析FANUC风扇报警总结:主轴SPM:一、系统报警显示9056,主轴驱动器报警显示代码56:报警内容:SPM控制电路部分的冷却风扇停止(主轴驱动器内部风扇失效)1.控制板安装问题请切实安装控制印刷板.(控制板与功率板的连接器脱离时,有可能会发出本报警)2.请更换SPM或SPM内部的冷却风扇二、系统报警显示9088,主轴驱动器报警显示代码88:报警内容:SPM散热器冷却风扇停止.(主轴驱动器外部风扇失效)发生报警时,请更换SPM散热器冷却风扇三、系统报警9001,主轴驱动器报警显示1报警内容:电机过热.电机内部高于或等于标准温度,电机温度过高。
(一).切削过程中显示本报警时(电机温度过高)1.确认电机的冷却状态,电机冷却风扇,对液冷电机,请确认冷却系统.2.请再次确认加工条件.(切削条件:吃刀量,刀具,材料)(二).轻负载下显示本报警时(电机温度过高)1.频繁加/减速:请在包含加/减速运行时输出功率的平均值要小于等于额定值的条件下使用.2.电机固有参数设定不正确.(三).电机温度较低而显示报警时1.主轴电机反馈电缆故障,电机过热信号电缆断线或接触不良,请更换反馈电缆.2.参数未正确设定电机温度通过参数4134设定,因电机而异。
是电机固有参数。
第一主轴电机温度,在诊断403里可以显示,显示αi主轴伺服电机线圈温度,模拟温度数据在主轴反馈电缆里,信号为THR1和THR2。
现象可能是:1温度长闭开关,2热电偶就可通过参数设定,具体值。
涡流,放大器错误都报警。
3.控制印刷电路板故障.请更换控制印刷电路板或主轴放大器.4.电机(内部温度传感器)故障,请更换电机.电源PSM:一、系统报警显示SV443,SP9059,电源模块PSM上报警显示2报警内容:PSM内部排风扇失效.(电源模块内部风扇故障)处理方法: 观察冷却风扇的状态.更换风扇,更换侧板443报警:PSM内部排风扇停止。
β系列SVU内部排风扇失效。
FANUC系统常见报警中文对照及解决方法
FANUC系统常见报警中文对照及解决方法1.AL-01:伺服报警尘埃这个报警表示伺服电机遇到了尘埃问题。
解决方法是清洁伺服电机,并确保其周围环境清洁。
2.AL-02:伺服报警过载这个报警表示伺服电机遇到过载问题。
解决方法是检查伺服电机和相关设备的负载情况,确保其在正常范围内。
3.AL-03:伺服报警过温这个报警表示伺服电机遇到过温问题。
解决方法是检查散热装置是否正常工作,安装风扇或增加散热片等,并减少伺服电机的负载。
4.AL-04:伺服报警驱动断开这个报警表示伺服电机的驱动断开。
解决方法是检查伺服电机的连接线路是否正常,确保电缆连接牢固。
5.AL-05:伺服报警电源断开这个报警表示伺服电机的电源断开。
解决方法是检查伺服电机的电源线路是否正常,确保电源连接牢固。
6.AL-06:伺服报警过流这个报警表示伺服电机遇到过流问题。
解决方法是检查伺服电机和相关设备的电流情况,确保其在正常范围内。
7.AL-07:伺服报警过压这个报警表示伺服电机遇到过压问题。
解决方法是检查伺服电机和相关设备的电压情况,确保其在正常范围内。
8.AL-08:伺服报警欠压这个报警表示伺服电机遇到欠压问题。
解决方法是检查伺服电机和相关设备的电压情况,确保其在正常范围内。
9.AL-09:伺服报警过热这个报警表示伺服电机遇到过热问题。
解决方法是检查散热装置是否正常工作,安装风扇或增加散热片等,并减少伺服电机的负载。
10.AL-10:伺服报警驱动电流异常这个报警表示伺服电机驱动电流异常。
解决方法是检查伺服电机的驱动器和电缆连接是否正常,并确保电缆连接牢固。
FANUC系统常见报警中文对照及解决方法
FANUC系统常见报警中文对照及解决方法1005X AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因X轴闭锁.禁止移动(没在交换台过程中,没在修调方式,台板1或2在伸出位X轴锁住,不能移动设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1006Y AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側Y轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1007Z AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側ZY轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1010SPINDLE TOOL NOT CLAMP产生状态及原因主轴刀具未夹紧。
主轴不能旋转。
检查主轴刀具夹紧开关,确认动作正常后,同时按下键和键,清除报警。
1011SPINDLE TOOL NOT UNCLAMP产生状态及原因主轴刀具未松开。
主轴不能旋转。
检查主轴刀具松开开关,确认动作正常后,同时按下键和键,清除报警。
1012SPINDLE ORIENTAL NOT COMPLETE产生状态及原因主轴定向未完成(F45.7没输出)。
不能进行刀具交换。
检查主轴定向开关是否工作正常。
1013M FUNCTION DID NOT COMPLETE产生状态及原因在执行M功能时,可能是某个M代码未执行完.程序加工不能正常进行.检查是哪一个M功能未执行。
1014SPINDLE IS NOT AT GEAR POSITION产生状态及原因主轴不在档位。
主轴不能正常旋转,与主轴相关的动作不能执行。
检查主轴高、低档开关及电磁阀。
同时按下键和键,清除报警。
1015SPINDLE CHANGE ERRORFORM HIGH GEAR TO LOW GEAR产生状态及原因主轴由高档变低档错误。
FANUC发那科工业机器人常见报警的解释

第一章常见报警的解释1.1 368报警(串行数据错误)上图中368报警以及相关编码器报警的原因有:(1)电机后面的编码器有问题,如果客户的加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器的反馈电缆有问题,电缆两侧的插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。
尤其是偶然的编码器方面的报警,很大可能是反馈电缆磨损所致。
(3)伺服放大器的控制侧电路板损坏。
解决方案:(1)把此电机上的编码器跟其他电机上的同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
1(2)把伺服放大器跟其同型号的放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器的反馈电缆,注意有的时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆是否正常。
1.2 电源模块PSM控制板内风扇故障443,610上图报警是电源模块控制板内风扇损坏导致的报警(使用αi电源模块时),报警时电源模块PSM的LED显示“2”,主轴放大器SPM的LED显示“59”。
拆下电源模块控制板后,风扇位置如下图所示:21.3 主轴放大器SPM内冷风扇故障此故障没有画面报警信息,但是有上图的“FAN”在闪烁,此现象表明主轴放大器SPM的内冷风扇出现了故障。
1.4 伺服放大器SVM内冷风扇报警608,4443上图中的报警表示伺服放大器SVM的内冷风扇出现了故障(Z轴和A轴同时出现报警是因为Z轴和A轴是同一个放大器控制的)。
上图中的报警出现时对应的伺服放大器上的LED 显示“1”。
1.5 主轴放大器和伺服放大器的内冷风扇位置4上图中:(1)主轴放大器内冷风扇的安装位置(2)伺服放大器内冷风扇的安装位置(3)主轴放大器的型号A06B-6111-H X#H550(后面带#H***的都是主轴放大器)(4)伺服放大器的型号A06-6114-HX注:(1)不同型号的主轴放大器和伺服放大器对应的风扇的型号也不一样,请参考附录。
FANUC常见主轴报警以及解决方法
FANUC常见主轴报警以及解决方法大全1、SP9001 电机过热放大器报警号:01报警原因:软件检测到主轴电机过热。
排查思路:1)检查主轴电机温度,如果温度正常,排查温度传感器。
2)排查冷却风扇是否异常。
3)排查主轴是否长时间处于高负载情况(超过额定值)。
4)第三方电主轴出现此报警需排查温度检测电阻类型,然后确认参数P4397#4和P4134。
2、SP9002 速度偏差太大放大器报警号:02报警原因:主轴反馈转速无法追随主轴指令转速。
排查思路:1)判断是否负载过大,导致主轴无法追随指令转速。
2)检查主轴电机初始化参数是否异常。
3)排查主轴电机放大器和主轴电机是否异常。
4)修改参数P4082。
3、SP9003 保险熔断放大器报警号:03报警原因:主轴放大器内部的DC link 保险丝熔断。
排查思路:确认硬件损坏1)排查外围接线电路,特别是电源线相关。
2)更换主轴电机放大器。
3)检查电机绝缘状态。
4、SP9004 电源缺相/保险熔断放大器报警号:04报警原因:检查到共用电源缺相。
排查思路:1)确认电源线输入接口情况。
2)排查CX48接口接线。
3)高低绕组电机注意绕组切换。
5、SP9006 热继电器断线放大器报警号:06报警原因:电机温度传感器断线。
排查思路:1)重新初始化主轴电机参数,注意编码器参数。
2)排查主轴电机反馈线。
3)排查主轴电机温度传感器。
4)排查主轴电机放大器。
6、SP9007 超速放大器报警号:07报警原因:电机速度超过了转速的115%。
排查思路:1)排查主轴电机初始化参数。
2)排查主轴动力线相序。
3)排查主轴电机放大器。
7、SP9009 主电路过热放大器报警号:09报警原因:功率半导体冷却用散热器的温度异常上升。
排查思路:1)改进降温装置的冷却能力。
2)排查外部散热器冷却用风扇。
3)更换主轴放大器。
8、SP9010 输入电源电压低放大器报警号:10报警原因:主轴放大器输入电源电压低。
FANUC常见主轴报警以及解决方法

FANUC常见主轴报警以及解决方法FANUC常见主轴报警以及解决方法大全1、SP9001 电机过热放大器报警号:01报警原因:软件检测到主轴电机过热。
排查思路:1)检查主轴电机温度,如果温度正常,排查温度传感器。
2)排查冷却风扇是否异常。
3)排查主轴是否长时间处于高负载情况(超过额定值)。
4)第三方电主轴出现此报警需排查温度检测电阻类型,然后确认参数P4397#4和P4134。
2、SP9002 速度偏差太大放大器报警号:02报警原因:主轴反馈转速无法追随主轴指令转速。
排查思路:1)判断是否负载过大,导致主轴无法追随指令转速。
2)检查主轴电机初始化参数是否异常。
3)排查主轴电机放大器和主轴电机是否异常。
4)修改参数P4082。
3、SP9003 保险熔断放大器报警号:03报警原因:主轴放大器内部的DC link 保险丝熔断。
排查思路:确认硬件损坏1)排查外围接线电路,特别是电源线相关。
2)更换主轴电机放大器。
3)检查电机绝缘状态。
4、SP9004 电源缺相/保险熔断放大器报警号:04报警原因:检查到共用电源缺相。
排查思路:1)确认电源线输入接口情况。
2)排查CX48接口接线。
3)高低绕组电机注意绕组切换。
5、SP9006 热继电器断线放大器报警号:06报警原因:电机温度传感器断线。
排查思路:1)重新初始化主轴电机参数,注意编码器参数。
2)排查主轴电机反馈线。
3)排查主轴电机温度传感器。
4)排查主轴电机放大器。
6、SP9007 超速放大器报警号:07报警原因:电机速度超过了转速的115%。
排查思路:1)排查主轴电机初始化参数。
2)排查主轴动力线相序。
3)排查主轴电机放大器。
7、SP9009 主电路过热放大器报警号:09报警原因:功率半导体冷却用散热器的温度异常上升。
排查思路:1)改进降温装置的冷却能力。
2)排查外部散热器冷却用风扇。
3)更换主轴放大器。
8、SP9010 输入电源电压低放大器报警号:10报警原因:主轴放大器输入电源电压低。
FANUC报警一览表之
根据参数说明书修改参数值。
有关检测器的速度脉冲数的参数设定不正确。
7n41
SPN_n_:
1转位置编码器信号错误
41
1.检查和修改参数。
2.更换电缆。
1.主轴位置编码器(JYA3接口)1转信号异常。
2.参数设定错误。
7n42
SPN_n_:
未检测到1转位置编码器信号
42
更换电缆。
未检测到主轴位置编码器(JYA3接口)1转信号。
DC部分过压。
7n12
SPN_n_:
电源回路过流
12
1. 检查电机绝缘状况。
2. 检查主轴参数。
3. 更换SVPM单元。
放大器输出电流过大。
电机参数与电机型号不匹配。
电机绝缘不好。
7n13
13
更换SVPM控制电路印刷板
检测出了SVPM控制电路的异常。(内部RAM请求)
7n18
SPN_n_:
程序校验和错误
7n50
SPN_n_:
主轴控制速度过高
50
检查计算值是否超过最大电机速度。
主轴同步方式中,速度指令计算值超过了允许值(电机速度由指定的主轴速度乘上齿轮比计算得到)。
7n51
SPN_n_:
DC LINK电压过低
51
1.检查并调整电源电压
2.更换MC。
输入电源掉电(瞬间电源故障或MC接触不良)。
7n52
FANUC报警一览表之⑤主轴报警
序号
信息
内 容
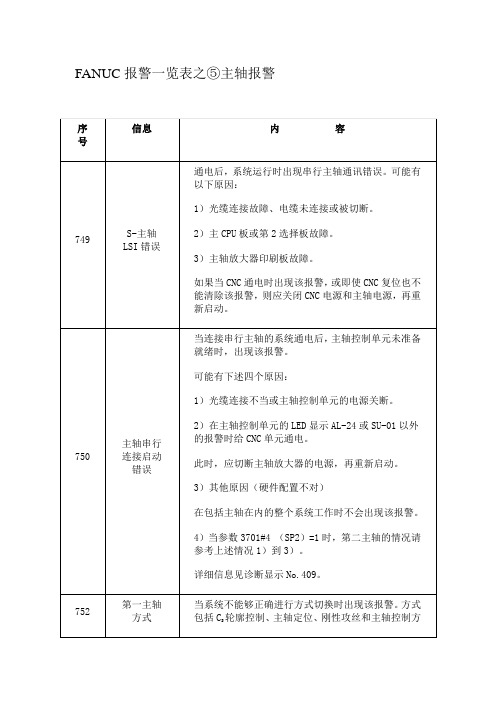
749
S-主轴 LSI错误
通电后,系统运行时出现串行主轴通讯错误。可能有以下原因:
1)光缆连接故障、电缆未连接或被切断。
2)主CPU板或第2选择板故障。
FANUC常见报警的解释
第一章常见报警的解释1.1 368报警(串行数据错误)上图中368报警以及相关编码器报警的原因有:(1)电机后面的编码器有问题,如果客户的加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器的反馈电缆有问题,电缆两侧的插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。
尤其是偶然的编码器方面的报警,很大可能是反馈电缆磨损所致。
(3)伺服放大器的控制侧电路板损坏。
解决方案:(1)把此电机上的编码器跟其他电机上的同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
(2)把伺服放大器跟其同型号的放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器的反馈电缆,注意有的时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆是否正常。
1.2 电源模块PSM控制板内风扇故障443,610上图报警是电源模块控制板内风扇损坏导致的报警(使用αi电源模块时),报警时电源模块PSM的LED显示“2”,主轴放大器SPM的LED显示“59”。
拆下电源模块控制板后,风扇位置如下图所示:1.3 主轴放大器SPM内冷风扇故障此故障没有画面报警信息,但是有上图的“FAN”在闪烁,此现象表明主轴放大器SPM的内冷风扇出现了故障。
1.4 伺服放大器SVM内冷风扇报警 608,444上图中的报警表示伺服放大器SVM的内冷风扇出现了故障(Z轴和A轴同时出现报警是因为Z轴和A轴是同一个放大器控制的)。
上图中的报警出现时对应的伺服放大器上的LED显示“1”。
1.5 主轴放大器和伺服放大器的内冷风扇位置上图中:(1)主轴放大器内冷风扇的安装位置(2)伺服放大器内冷风扇的安装位置(3)主轴放大器的型号A06B-6111-H XXX#H550(后面带#H***的都是主轴放大器)(4)伺服放大器的型号A06-6114-HXXX注:(1)不同型号的主轴放大器和伺服放大器对应的风扇的型号也不一样,请参考附录。
FANUC常见报警的解释
第一章常见报警的解释1.1 368报警(串行数据错误)上图中368报警以及相关编码器报警的原因有:(1)电机后面的编码器有问题,如果客户的加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器的反馈电缆有问题,电缆两侧的插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。
尤其是偶然的编码器方面的报警,很大可能是反馈电缆磨损所致。
(3)伺服放大器的控制侧电路板损坏。
解决方案:(1)把此电机上的编码器跟其他电机上的同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
(2)把伺服放大器跟其同型号的放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器的反馈电缆,注意有的时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆是否正常。
1.2 电源模块PSM控制板内风扇故障443,610上图报警是电源模块控制板内风扇损坏导致的报警(使用αi电源模块时),报警时电源模块PSM的LED显示“2”,主轴放大器SPM的LED显示“59”。
拆下电源模块控制板后,风扇位置如下图所示:1.3 主轴放大器SPM内冷风扇故障此故障没有画面报警信息,但是有上图的“FAN”在闪烁,此现象表明主轴放大器SPM的内冷风扇出现了故障。
1.4 伺服放大器SVM内冷风扇报警608,444上图中的报警表示伺服放大器SVM的内冷风扇出现了故障(Z轴和A轴同时出现报警是因为Z轴和A轴是同一个放大器控制的)。
上图中的报警出现时对应的伺服放大器上的LED 显示“1”。
1.5 主轴放大器和伺服放大器的内冷风扇位置上图中:(1)主轴放大器内冷风扇的安装位置(2)伺服放大器内冷风扇的安装位置(3)主轴放大器的型号A06B-6111-H XXX#H550(后面带#H***的都是主轴放大器)(4)伺服放大器的型号A06-6114-HXXX注:(1)不同型号的主轴放大器和伺服放大器对应的风扇的型号也不一样,请参考附录。
FANUC系统常见报警中文对照及解决方法
FANUC系统常见报警中文对照及解决方法1005X AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因X轴闭锁.禁止移动(没在交换台过程中,没在修调方式,台板1或2在伸出位X轴锁住,不能移动设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1006Y AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側Y轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1007Z AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側ZY轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1010SPINDLE TOOL NOT CLAMP产生状态及原因主轴刀具未夹紧。
主轴不能旋转。
检查主轴刀具夹紧开关,确认动作正常后,同时按下键和键,清除报警。
1011SPINDLE TOOL NOT UNCLAMP产生状态及原因主轴刀具未松开。
主轴不能旋转。
检查主轴刀具松开开关,确认动作正常后,同时按下键和键,清除报警。
1012SPINDLE ORIENTAL NOT COMPLETE产生状态及原因主轴定向未完成(F45.7没输出)。
不能进行刀具交换。
检查主轴定向开关是否工作正常。
1013M FUNCTION DID NOT COMPLETE产生状态及原因在执行M功能时,可能是某个M代码未执行完.程序加工不能正常进行.检查是哪一个M功能未执行。
1014SPINDLE IS NOT AT GEAR POSITION产生状态及原因主轴不在档位。
主轴不能正常旋转,与主轴相关的动作不能执行。
检查主轴高、低档开关及电磁阀。
同时按下键和键,清除报警。
1015SPINDLE CHANGE ERRORFORM HIGH GEAR TO LOW GEAR产生状态及原因主轴由高档变低档错误。
FANUC常见报警大全:(SV430~SV449)

FANUC常见报警大全:(SV430~SV449)1SV0430 伺服电机过热报警原因:该报警是编码器中的温度检测元件进行了温度检测,当电机温度过高时会出现报警。
排查思路:1排查参数问题,请重新对伺服电机进行初始化,最好对照参数列表进行仔细确认。
2查看诊断No.308,是否实际温度过高,可以利用手触摸等方式排查,如果实际温度不高请排查硬件。
3如果实际温度基本符合诊断数据,请排查电机温度过高原因。
检查硬件时,可通过替换编码器、电机、反馈线缆和放大器的方式进行排查。
4短时间内可以通过参数P2300#7屏蔽报警。
2SV431 变频器回路正常报警原因:伺服放大器或者共同电源过热导致报警。
排查思路:1请排查放大器接线,特别是模拟伺服适配器使用中,ALM信号需要接0。
2排查电机参数。
3更换放大器。
3SV0432 变频器控制电压低报警原因:伺服放大器或者共同电源电压下降。
排查思路:1排查放大器短接线,是否存在虚接。
2排查放大器进电电压是否符合要求。
3排查开关电源、变压器等电流是否足够。
4更换放大器。
4SV0433 变频器 DC LINK 电压低报警原因:伺服放大器或者共同电源电压下降。
排查思路:1测量强电实际电压情况是否低于强电要求电压范围。
2检测是否存在急停断开然而因空气开关,接触器等异常导致强电未接通。
3可能跟随SV0364等报警出现,解决其他报警,问题解除。
5SV0434 逆变器控制电压低报警原因:放大器控制电源电压低于要求。
排查思路:测量控制电源电压,排查外围控制电路拉低电压原因。
6SV0435 逆变器 DC LINK 低电压报警原因:伺服放大器 DC LINK 电压下降。
排查思路:1首先排查放大器上各接线针脚是否接错,线缆是否良好。
2排查放大器本身问题。
7SV0436 软过热继电器报警(OVC)报警原因:系统内部计算电机使用情况,超过当前负载所能连续使用的时间,系统防止电机损坏的保护性报警。
排查思路:1排查电机固有参数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC常见故障报警分析FANUC风扇报警总结:主轴SPM:一、系统报警显示9056,主轴驱动器报警显示代码56:报警内容:SPM控制电路部分的冷却风扇停止(主轴驱动器内部风扇失效)1.控制板安装问题请切实安装控制印刷板.(控制板与功率板的连接器脱离时,有可能会发出本报警)2.请更换SPM或SPM内部的冷却风扇二、系统报警显示9088,主轴驱动器报警显示代码88:报警内容:SPM散热器冷却风扇停止.(主轴驱动器外部风扇失效)发生报警时,请更换SPM散热器冷却风扇三、系统报警9001,主轴驱动器报警显示1报警内容:电机过热.电机内部高于或等于标准温度,电机温度过高。
(一).切削过程中显示本报警时(电机温度过高)1.确认电机的冷却状态,电机冷却风扇,对液冷电机,请确认冷却系统.2.请再次确认加工条件.(切削条件:吃刀量,刀具,材料)(二).轻负载下显示本报警时(电机温度过高)1.频繁加/减速:请在包含加/减速运行时输出功率的平均值要小于等于额定值的条件下使用.2.电机固有参数设定不正确.(三).电机温度较低而显示报警时1.主轴电机反馈电缆故障,电机过热信号电缆断线或接触不良,请更换反馈电缆.2.参数未正确设定电机温度通过参数4134设定,因电机而异。
是电机固有参数。
第一主轴电机温度,在诊断403里可以显示,显示αi主轴伺服电机线圈温度,模拟温度数据在主轴反馈电缆里,信号为THR1和THR2。
现象可能是:1温度长闭开关,2热电偶就可通过参数设定,具体值。
涡流,放大器错误都报警。
3.控制印刷电路板故障.请更换控制印刷电路板或主轴放大器.4.电机(内部温度传感器)故障,请更换电机.电源PSM:一、系统报警显示SV443,SP9059,电源模块PSM上报警显示2报警内容:PSM内部排风扇失效.(电源模块内部风扇故障)处理方法: 观察冷却风扇的状态.更换风扇,更换侧板443报警:PSM内部排风扇停止。
β系列SVU内部排风扇失效。
二、系统报警SV606,SV611,SP9113,PSM上报警显示A,SPM上报警显示b3报警内容:PSM散热冷却风扇停转。
三、系统报警SV431,SP9058,PSM上显示3报警内容: PSM主电路过载主回路散热器过热431报警:PSM过热,β系列SVU过热。
处理方法:1.切削负荷(加工一段时间后出现)2.冷却风扇的运转状态(风扇机械卡死,风扇故障,控制侧板故障)3.环境, 电路板上有灰尘.4.底板和侧板的连接处伺服SVM:一、系统报警SV444,伺服驱动器报警显示1报警内容:SVM内部排风扇失效。
αi伺服系统可以在以下目标报警之前做出警告状态报告.当警告状态产生时,会报告到PMC确认.例如此信号可用于机床使刀具从产生警告开始到伺服报警期间进行回退.伺服放大器警告状态及与他们相关的警告信号:F93#7=1(SVMRN4),从警告状态信号产生到报警发生的时间为1分钟. 处理方法:1.确认风扇状态(运转状态,机械卡紧,电源,风扇坏了)2.放大器坏了二、系统报警SV601,伺服驱动器报警显示F报警内容:SVM散热冷却风扇停转(伺服驱动器外部风扇故障)伺服放大器警告状态的报警号伺服放大器报警状态的报警号报警信息608444n轴: SVM内部冷却风扇停转609601n轴: SVM外部散热风扇停转单元内部风扇作为内部电路板散热单元外部风扇作为功率元件散热610443n轴: PSM内部冷却风扇停转611606n轴: PSM外部散热风扇停转612431n轴: PSM主回路过载613607n轴: PSM主电源缺相FANUC系统控制风扇报警701,OVERHEAT:FAN MOTOR当出现此报警时需更换控制系统散热风扇,或更换8901#0改为1将报警屏蔽,待有合适风扇时更换。
FANUC伺服驱动器常见报警分析一、SVM上显示8.,9.,A.报警内容: L,M,N轴逆变器IPM报警.449报警:SVM的IPM(智能电源模块)检测到报警。
α系列SVU的IPM(智能电源模块)检测到报警。
处理方法:1.将电机动力线拆下,如果还有报警,更换单元2.如果没有报警,检查外部动力线相间电阻,对地绝缘.603报警:INV IPM 报警(OH),IPM(智能电源模块)检测到过热报警。
处理方法:1.检查散热器的冷却风扇2.电机的使用是否在额定范围内3.环境温度4.更换单元二、SVM上显示b,c,d.438过流报警,L,M,N轴逆变器,电机异常电流处理方法:1.确认伺服参数2.确认电机是否在加减速时产生报警,可适当延长加减速时间增大快速加减速时间常数1620=112---224和1621=16切削加减速时间常数1622=48---56---643.将电机动力线拆下,如果还有报警,更换单元4.如果没有报警,检查外部动力线相间电阻,对地绝缘.(3.4同449)机床上电438号报警,电机电流过高。
伺服参数重新初始化或SVM 异常。
机床速度高时负载大。
速度越快电流越大。
高速看空载是否有问题。
三、SVM上显示8,9,A600号报警:L,M,N轴逆变器DC LINK 电流异常600号报警到613号报警是伺服报警:四、放大器上显示P604报警: 放大器模块之间通讯异常.放大器上显示P,反馈电缆接错了。
两个放大器都坏了,显示P。
五、401报警:放大器没有准备好。
大的伺服电机需要有一个动态刹车制动,就是能耗制动的电阻。
如果没有接就是401报警,这时查找358诊断,显示是否有动态刹车制动,将动态刹车制动电阻接上401报警消失。
对于90B0以上的版本,看诊断358来分析.将358的值转化成16位的二进制数,第5到14位都为1正常.哪一位先为零哪一位就是故障发生的原因.正常显示值32737.六、409报警21i-TBX轴是与水平成30度的斜重力轴,用自己的制动器.放大器AI 20/20 电机BIS 8/3000HRV2,伺服软件90B0故障现象:X轴在不同位置空切削,进给量小于5mm/分,即出现409报警,X轴扭矩异常报警之前,观察电流负载值,一直往上冲,下行能冲到90-100%,上行冲到150-160%,然后报警重新初始化电机代码后,下行不再报警,上行故障依旧在电机速度较低时,如果此时负载又很大,电机就类似处于断续工作区,每次都需要克服静摩擦力进行运动,时间稍长就很容易产生过热,从而出现436报警(或者409),而在高速连续运行时,克服的为动摩擦力,所需要的力就小,对应的电流值就小,相对低速运行时不容易出现过热报警。
一般来说动态电流值不应该超过80%(最好在60%以内),所以来说,应该还是电机太小的原因,适当改大一号的电机应该有明显的作用。
409ALM为伺服电机遇到异常负载后的报警.制动器直接与电机连接,脱开丝杠后,运行,负载正常,8%以下 .那么机械负载(主要还是静摩擦)过大的可能性应该比较大,压表仔细观察一下是否有发1个,2个,甚至更多个脉冲不动,而累计到若干个脉冲后突然一窜的现象(爬行).如果是这样那就得检修机械了.409#ALM时伺服单元显示一横杠,无报警信息.若伺服放大器本身功率模块异常,在吃重载的时候,也可能会出现报警。
更换伺服放大器后负载电流明显改善,没有出现报警409报警,碰到过是伺服功率板的问题,单元号A06B-6114-H207.此情况一种是"抱闸"没有完全松开(请确认有无抱闸).另外,是动力线UVW有一根出现了问题.确认动力线是否完好!七、410报警:用于检查转子的位置,定子产生旋转磁场,转子跟着定子走,才能提供正确的反馈。
如果转子位置发生改变,电机转了,实际定子没有让它走,电机在静止状态,反馈出脉冲了,就产生410报警。
两个电机的动力线接反了,上电就飞车,出现410报警。
两个电机反馈线接反了,电机不动,出现410报警。
八、411报警:轴锁住, 反馈的超过指定的。
或者增益小,速度小,G00快速时,反馈的跟不上指令脉冲,也产生411,指定的大于反馈了。
不插动力线,不报警。
给指令就出现411报警。
位置增益1825=20, 出现411报警.注意反馈和动力插头对应关系,接线错误会有411报警注意电机的动力输出相序,错误会有ALM410,411,436九、414报警:看诊断200,201,204。
没有指令电压。
上电时序错误。
414报警,伺服参数初始化错误,电机代码错误。
指令线接线错误。
414低电压报警,DC24V电源容量小。
15A电源不好或者容量小。
十、430报警:伺服电机过热报警,机床带载加工一个小时后出现。
看一下是否有414报警,同时观察诊断200#7的状态和201#7的状态. 伺服电机过热报警,电机内部大于140度报警,编码器温度大于100度报警,温度数据通过串行I/F接口反馈给CNC。
电机温度在诊断号308里可以显示;编码器温度在诊断309里可以显示。
十一、436报警:数字伺服软件检测到软件过热(OVC)机床运动436号报警,停止时电机振动.维修手册中对436报警的解释是:n AXIS OVERLOAD ALARM(SOFTTHERMAL,OVC)用户常常因此理解成过热、过负荷报警,按手册中的提示继续处理时,往往会很困惑:电机不热,无抖动,动力线接插也很牢实,伺服参数怎么修正也排除不了故障,脱开电机轴上的机械负荷,电机运行却很正常。
实际上,用预警性过热、过载警示来解释436报警的出现,更确切,即:电机在当前的负荷状态下长期工作,将会“过热、过负荷”。
所以,出现436报警时,应当把更多的注意力放在检查电机的机械负荷上,如:重力轴制动器回路、电机绝缘状况、与丝杠联轴器的连接等等。
还有一点,北京FANUC工程师们所处理的几乎所有的436报警,最终都可以归结为机械故障:机械构件连接不当导致电机轻微抖动、重力轴制动器回路出问题等等,所谓以交换手段排查认定的有故障电机,经核实都是误判。
十二、441报警:数字伺服软件检测到电机电流检测回路异常。
电流偏移异常伺服单元开机就出现439.441.465-AL(X轴)1)检查连接也正常,外部电压均正常,但X轴SV风扇不转。
2)更换SV后,报警消除,试运行正常。
结果:系统正常。
十三、466报警:放大器的最大电流值与电机的最大电流值不匹配。
放大器和电机没有接好。
请将2165=0。
1902#0,1=0。
2165自动检测,电流不正确出现466报警。
十四、603报警:INV IPM ALARM(OH),IPM(智能电源模块)检测到过热报警。
607,613,9004(x,y),401(x,y,z,c),9004,603,开关电源容量小.607报警:PSM主电源缺相。
613报警:警告状态下伺服放大器的报警号。
607报警: PSM主电源缺相.PSM上显示E607,613,9004(x,y),401(x,y,z,c),9004,603,开关电源容量小.607,613报警,伺服放大器上显示5,DC LINK连接松动,电压低,电流大,主轴转动会烧主轴。