铣床升降台说明书
立式升降台铣床操作指引
文件编号文件名称立式升降台铣床操作指引生效日期2013年4月18日版次:V1.0 页次:第1页共2页制订审核核准修订履历版次修订日期修订内容修订者批准者1.目的1.1 为保证立式升降台铣床的正确操作和安全使用,从而完全满足生产要求。
1.2 对立式升降台铣床的正常维护与保养。
2.范围2.1 适用于我司内的立式升降台铣床。
3.准备工作3.1 上机前因穿戴好防护用品,戴好袖套或扎进袖口,不允许穿拖鞋;严禁戴手套,穿短裤,背心或赤膊上班。
3.2开车前检查操作手柄,开关,旋钮是否处在正确位置,操纵是否灵活安全装置是否齐全,可靠,各部状态是否良好。
3.3检查油箱,油杯中油量是否充足,擦净导轨面灰尘;按润滑图表的要求做好润滑工作。
3.4停机8小时以上使用机床时,应先低速空车运转3-5分钟,确认运转正常后,方可开始工作。
4.操作使用4.1使用本机床前,必须熟悉机床结构,各操作手柄的功能及作用,冷却、润滑、电气系统及操作旋钮、按钮开关的作用等。
4.2启动机床前,应检查各锁紧机构是否锁紧。
在启动机床前要确保工件与刀具安装到位,绝对不要在工件与刀具接触的情况下启动机床。
只有在机床达到稳定的速度后,才能开始加工。
4.3电源接通后,应检查各旋钮、按钮开关的灵活、可靠性。
点动开关为变速时用,调节主轴速度,应在停车状态时进行,根据转速标识牌,分别调节三个变速手柄于A、B、Ⅰ、Ⅱ、Ⅲ及高、低速档不同位置即可实现。
4.4主轴转速按钮分顺时针旋转按钮、逆时针旋转按钮和停止按钮。
4.5工作台的移动,先选择工作台右下边的调节手柄,使其指向纵向、横向或停止。
然后在操作面板上选择工作台向前、向后或停止按钮来实现工作台的移动或停止。
4.6工作台进给时,必须松开需移动导轨的锁紧手柄,暂时不移动的导轨应锁紧。
4.7工作台横向进给时,应先松开工作台下面的锁紧手柄。
手动进给,调节手柄应在停止档位。
机动进给,调节手柄应在横向档位,调节进给箱的三个变速手柄选择合适的进给速度,进行向前、向后进给。
XW5032型立式升降台铣床
XW5032型立式升降台铣床一、XW5032型立式升降台铣床电气控制(见附图1)控制电路由控制变压器TC1提供110V的工作电压,QF4用于交流电源的短路保护,QF5用于控制电路的短路保护,该电路的主轴制动,工作台常速进给和快速进给分别由控制电磁离合器Yc1、Yc2、Yc3来完成,电磁离合器需要的直流工作电压是由变压器Tc2及整流器Vc来提供的,QF7、QF8分别用于交、直流电源的短路保护。
1.主轴电动机M1控制M1由交流接触器KM1控制,在机床上安装了一套启动SB3、SB4和停止SB6,点动SB5对M1的控制包括主轴的启动、点动、制动和快速进给。
(1)启动:在启动前先按照顺铣或逆铣的要求,用组合开关SA1预定M1的转向。
按一下SB4→KM1线圈通电→KT1、KT2延时接通→KM1自锁→主轴M1启动运行→M1启动后M2才能启动运行。
(2)停机与制动:按下SB5或SB6→KM1线圈断电,电磁铁Yc1通电→主轴电动机M1停止并制动。
制动电磁离合器Yc1装在主轴传动系统与M1转轴相连的传动轴上,当Yc1通电吸合时,将摩擦片压紧,对M1进行制动。
停转时,应按住SB5或SB6直至主轴停转才能松开,一般主轴的制动时间不超过0.5S。
(3)主轴的变速冲动:主轴的变速是通过改变齿轮的传动比实现的。
在需要变速时,将变速手柄拉出,转动变速盘调节到所需的转速,然后再将变速柄复位。
手柄复位时,瞬间压动行程开关SQ0,手柄复位后,SQ0也随之复位,在SQ0动作瞬间,SQ0的常开触点先断开其他支路,然后其常开触点闭合,相当于点动控制,使得齿轮转动一下以利于啮合,如果点动一次齿轮还不能啮合,可以重复进行上述动作。
(4)主轴换刀控制:在上刀或换刀时,主轴应处于制动状态,以避免发生事故。
此时只要将换刀制动开关SA01扳至“接通”位置,其常闭触点SA01断开控制电路,保证在换刀时各机床没有任何动作;其常开触点SA01接通制动电磁铁YC1,使主轴处于制动状态。
X52K-1立式升降台铣床

国超高的立式铣床引领者,领先的研发、制造厂商,我们会向客户提供 满意需求。
X52K-1 立式升降台铣床
主要技术参数 工作台尺寸(长×宽) mm T 型槽数/槽宽/槽距 mm 主轴孔锥度 工作台行程 mm 工作台进给范围(X×Y×Z) mm/min 主轴转速 r.p.m 主轴端面至工作台距离 mm 主轴中心至床身垂直导轨面距离 mm 立铣头最大回转角度 主轴套筒轴向移动距离 主电机功率 kw 进给电机功率 kw 机床外形尺寸(长×宽×高)mm 机床重量 kg X52K-1 1500×360 5/14/50 ISO50 7:24 1000×320 (8 级)24-600/18-450/5-130 (12 级)60-1800 0-500 350 ±45° 100 5.5 1.1 2100×2510×2000 3000/3200
立式升降台铣床作业指导书
目录1.总则 (3)1.1合用范围 (3)1.2结构简述 (3)1.3主要技术性能 (3)2.设备完好标准 (4)2.1零、部件完整齐全,质量符合要求 (4)2.2设备运行正常,性能良好 (4)2.3技术资料齐全、准确 (4)2.4设备及环境整齐、清洁 (4)3.设备的维护 (5)3.1.日常维护 (5)3.2一级保养 (5)3.3二级保养 (5)3.4定期检查 (5)3.5常见故障处理方法 (6)4.检修周期和检修内容 (7)4.1检修周期 (7)4.2检修内容 (7)5.预检测试、检修方法和质量标准 (8)5.1预检测试 (8)5.2检修方法和质量标准 (9)6.试车与验收 (11)6.1试车前的准备工作 (11)6.2空运转试车 (12)6.3精度检验 (12)6.4验收 (12)7.维护检修安全注意事项 (12)附录A 维护检修精度表 (13)1 总则1.1合用范围本规程合用于山西建滔万鑫达工程维修部。
本规程合用于工作台工作面宽度200~500mm铣削加工的立式升降台铣床的维护和检修。
1.2 结构简述立式升降台铣床主要由床身、升降台、工作台、工作台底座、立铣头及主轴传动齿轮箱进给变速箱、变速控制箱、电气控制系统、润滑冷却装置等部分组成。
1.3 主要技术性能主要技术参数见表1。
表1 主要技术参数项目 单位型号X52K X53K加工范围 工作台面尺寸主轴端面到工作台面距离主轴中心线到床身垂直导轨距离mmmmmm320×125030~100350400×160030~500450主轴 主轴孔径主轴锥度转速范围最大回转角度mm级r/min(°)297:2418-30~1500±45297:2418-30~1500±46工作台 最大行程机动纵向横向垂直mmmmmm680240350880300365 手动纵向横向垂直mmmmmm700255370900315385进给速度纵向横向垂直r/minr/minr/min23.5~118015~7868~39423.5~118015~7868~394 快速挪移纵向横向垂直r/minr/minr/min2300154077023001540770机电功率主机电 KW 7.5 10进给机电 KW 1.5 3外形尺寸 mm 2294*1770*2002 2556*2159*2258 分量 Kg 2000 42502 设备完好标准2.1 零部件完整齐全,质量符合要求2.1.1床身、升降台、工作台、工作台底座导轨无严重砸碰和研拉伤,运行平稳。
x62w说明书

X62W万能铣床说明书目录1. x62w万能铣床简介2. x62w万能铣床工作原理3. x62w万能铣床原理图4. X62W万能铣床电气控制线路故障5、故障设置一览表一、x62w万能铣床简介卧式万能升降台铣床简称万能铣床,它是铣床中应用最多的一种。
图8-55所示为X6132型卧式万能铣床。
其主要组成部分:1.床身床身用来固定和支承铣床各部件。
顶面上有供横梁移动用的水平导轨。
前壁有燕尾形的垂直导轨,供升降台上下移动。
内部装有主电动机,主轴变速机构,主轴,电器设备及润滑油泵等部件。
2.横梁横梁一端装有吊架,用以支承刀杆,以减少刀杆的弯曲与振动。
横梁可沿床身的水平导轨移动,其伸出长度由刀杆长度来进行调整。
3.主轴是用来安装刀杆并带动铣刀旋转的。
主轴是一空心轴,前端有7:24的精密锥孔,其作用是安装铣刀刀杆锥柄。
4.纵向工作台纵向工作台由纵向丝杠带动在转台的导轨上作纵向移动, 以带动台面上的工件作纵向进给。
台面上的T形槽用以安装夹具或工件。
5.横向工作台横向工作台位于升降台上面的水平导轨上,可带动纵向工作台一起作横向进给。
6.转台转台可将纵向工作台在水平面内扳转一定的角度(正、反均为0~45o),以便铣削螺旋槽等。
具有转台的卧式铣床称为卧式万能铣床。
7.升降台升降台可以带动整个工作台沿床身的垂直导轨上下移动, 以调整工件与铣刀的距离和垂直进给。
8.底座底座用以支承床身和升降台,内盛切削液。
车载式液压升降台单叉固定式升降台固定式液压升降台固定式油压升降台豪华式液压升降台二、x62w万能铣床工作原理1、机床的主要结构及运动形式(1)主要结构由床身、主轴、刀杆、横梁、工作台、回转盘、横溜板和升降台等几部分组成,如右图所示。
(2)运动形式1)主轴转动是由主轴电动机通过弹性联轴器来驱动传动机构,当机构中的一个双联滑动齿轮块啮合时,主轴即可旋转。
1)工作台面的移动是由进给电动机驱动,它通过机械机构使工作台能进行三种形式六个方向的移动,即:工作台面能直接在溜板上部可转动部分的导轨上作纵向(左、右)移动;工作台面借助横溜板作横向(前、后)移动;工作台面还能借助升降台作垂直(上、下)移动。
立式升降台铣床的功能与操作规范

立式升降台铣床的功能与操作规范一、功能立式升降台铣床由端面铣刀、立铣刀、圆柱铣刀、锯片铣刀、圆片铣刀、端面铣刀及各种成形铣刀来加工各种零件。
适于加工各种零件的平面、斜面、沟槽、孔等,由于机床具备了足够的功率和刚性以及有较大的调速范围(主轴转速和进给量),因此可充分利用硬质合金刀具来进行高速切削。
立式铣床立铣头可在垂直平面内顺、逆回转调整±45°,拓展机床的加工范围。
立式铣床工作台X/Y/Z向有手动进给、机动进给和机动快进三种,进给速度能满足不同的加工要求;快速进给可使工件迅速到达加工位置,加工方便、快捷,缩短非加工时间。
立式铣床润滑装置可对纵、横、垂向的丝杠及导轨进行强制润滑,减小机床的磨损,保证机床的高效运转;同时,冷却系统通过调整喷嘴改变冷却液流量的大小,满足不同的加工需求。
二、操作规范⑴使用本机床前,必须熟悉机床结构,各操作手柄的功能及作用,冷却、润滑、电气系统及操作旋钮、按钮开关的作用等。
⑵启动机床前,应检查各锁紧机构是否锁紧。
在启动机床前要确保工件与刀具安装到位,绝对不要在工件与刀具接触的情况下启动机床。
只有在机床达到稳定的速度后,才能开始加工。
⑶电源接通后,应检查各旋钮、按钮开关的灵活、可靠性。
点动开关为变速时用,调节主轴速度,应在停车状态时进行,根据转速标识牌,分别调节三个变速手柄于A、B、Ⅰ、Ⅱ、Ⅲ及高、低速档不同位置即可实现。
⑷主轴转速按钮分顺时针旋转按钮、逆时针旋转按钮和停止按钮。
⑸工作台的移动,先选择工作台右下边的调节手柄,使其指向纵向、横向或停止。
然后在操作面板上选择工作台向前、向后或停止按钮来实现工作台的移动或停止。
⑹工作台进给时,必须松开需移动导轨的锁紧手柄,暂时不移动的导轨应锁紧。
⑺工作台横向进给时,应先松开工作台下面的锁紧手柄。
手动进给,调节手柄应在停止档位。
机动进给,调节手柄应在横向档位,调节进给箱的三个变速手柄选择合适的进给速度,进行向前、向后进给。
X62铣床升降台说明书
X62铣床升降台说明书河北工程学院毕业设计(说明书)绪论机械工业肩负着为国家经济各部门提供各种先进装备的任务,而机床工业则是机械工业的重要组成部分,是为机械工业提供制造技术和装备的工业。
机床的拥有量、产量、品质和质量。
是衡量一个国家工业水平的重要标志之一。
因此机床工业在国民经济中占有极其重要地位。
机床工作原机的属性,决定了它与国民经济各工业部门之间的关系。
机床工业可以生产出各种各样的基础机械产品、专业设备和机电一体化的产品,为能源、交通、农业、轻纺、石油化工、冶金、电子、兵器、航空航天和矿山工程等各种行业部门提供先进的制造技术与优质高效的工艺装备,从而推动这些行业的发展。
机床工业对国民经济和社会进步起着重大的推动作用。
金属切削机床是加工机器零件的主要设备,它所担负的工作量,在一般情况下约占机器的总制造工作量的50%~70%,它的先进程度直接影响到机器制造工业的产品质量和劳动生产率。
这次对X62铣床的设计,可以使我们对传动系统的传动及控制原理有一个深层的了解。
通过本次设计,利于我们牢固掌握和灵活运用所学过的知识,提高我们的动手能力。
1河北工程学院毕业设计(说明书)第1章概述1.1 机械制造装备的重要地位制造业是一个国家经济发展的重要支柱,是国民经济的主要来源,可以说,制造业的发展水平是一个国家或地区经济实力,科技水平和综合国力的重要标志之一。
机械制造是制造业核心,是向其它部门提供工具,仪器及各种先进制造装备的部门。
机械制造业的生产能力和制造水平是衡量一个国家工业水平的标志之一。
因此,机械制造业在国民经济中占据着重要地位。
而机械制造业的生产能力和水平主要取决于机械制造装备的先进程度。
随着科学技术的迅速发展,机械制造生产模式发生了巨大的演变。
19世纪20年代制造业开始起家,二次世界大战期间,大规模军工生产,使得制造业得到飞速发展。
20世纪50年代末,产品品种单一,为了提高生产率,满足市场需要,广泛采用自动化机床,组合机床和专门生产线。
XA5032设备使用说明书
XA5032XA5032/2 立式升降台铣床XA5032/3使用说明书工作台面宽度 320 mm出厂编号中华人民共和国北京第一机床厂欢迎您使用我厂的产品!为了您和本产品的安全,请您在吊运、安装、使用、操作、保养、维修本产品前,仔细阅读本使用说明书。
我们诚挚地欢迎您对我厂产品提出宝贵的改进意见。
地 址: 北京市顺义区林河开发区双河大街16号邮政编码: 101300销售处电话: 0086-10-586911080086-10-89451664传 真: 0086-10-586903540086-10-89451779外经处电话: 0086-10-586933980086-10-58690247传 真: 0086-10-58693594E- Mail: BYJC@目 录1 主要用途与适用范围 (4)2 工作安全注意事项 (4)3 工作条件 (9)4 主要规格及技术参数 (9)5 主要结构性能及机械传动系统 (11)6 润滑系统 (21)7 冷却系统 (21)8 电气系统 (22)9 开箱、吊运、保管 (26)10 安装与试车 (26)11 使用与操作 (27)12 机构的调整 (29)13 维修及常见故障排除 (30)14 附件及易损件 (32)图1 XA5032 立式升降台铣床外形图 (34)图2 机械传动系统图 (37)图3 主传动电磁离合器制动结构图 (38)图4 主轴转速分布图 (39)图5 进给箱电磁离合器结构图 (40)图6 进给速度分布图 (41)图7 滚动轴承位置图 (42)图8 机床润滑图 (43)图9 机床电气原理图 (44)图10 机床电气接线图 (47)图11 机床吊运图 (51)图12 安装基础图 (52)图13 主轴输出特性曲线图 (53)图14 机床操纵位置 (54)图15 主轴轴承调整图 (57)图16 自锁器调整图 (58)图17 纵向丝杠轴向间隙调整图 (58)图18 进给变速箱外观图 (59)图19 进给箱电刷结构图 (60)图20 工作台左视图 (61)图21 摇臂结构图 (62)易损件图 .......................................................................................................... 63-691 主要用途与适用范围立式升降台铣床属于通用金属切削机床。
立式升降台铣床安全操作规程
立式升降台铣床安全操作规程立式升降台铣床是一种重要的机械设备,主要用于金属加工,如铣削、钻孔、镗孔等。
由于其高速旋转的刀具和复杂的加工过程,正确的操作和安全意识非常重要。
下面是立式升降台铣床的安全操作规程。
一、操作前的准备1.1 检查设备:在使用立式升降台铣床之前,必须对设备进行彻底的检查,包括电气系统、润滑系统和机械部件。
确保设备处于正常工作状态,没有损坏和故障。
1.2 材料准备:提前准备好需要加工的材料,并确保其固定在工作台上。
确保材料的尺寸符合加工要求,并清除表面上的杂物和油渍。
1.3 个人防护装备:在操作立式升降台铣床之前,必须穿戴好个人防护装备,包括安全帽、防护眼镜、防护手套和防护鞋。
二、操作过程中的安全措施2.1 操作程序:严格按照操作程序进行工作,根据加工图纸和加工要求,合理选择切削速度、进给速度和切削深度。
2.2 加工过程:在加工过程中,必须保持清醒和专注,严禁操作时喝酒、吸烟或嬉戏。
切削结束后,要立即停止机床运转。
2.3 远离转动部件:加工过程中,严禁将手指或其他身体部位靠近转动的刀具和其他运动部件,以免发生意外伤害。
2.4 切削液的使用:在切削过程中,必须使用适量的切削液或润滑油进行冷却和润滑。
严禁将手伸入切削液中。
2.5 支承工件:当加工长而薄的工件时,必须使用支撑块或其他辅助工具,以避免工件变形或破裂。
三、操作后的安全措施3.1 切断电源:在操作完成后,必须首先切断电源,并将立式升降台铣床清洁干净,将切削液和废渣清理干净。
3.2 设备维护:定期对立式升降台铣床进行维护,包括润滑部件的加油和清洗,电气设备的检查和维修,确保设备处于良好的工作状态。
3.3 故障处理:如果立式升降台铣床出现故障,必须立即停止使用并报告相关人员进行维修。
严禁擅自进行修理或拆卸设备。
3.4 定期培训:对操作人员进行定期的安全培训,提高其安全意识和操作技能,确保安全作业。
四、事故处理和应急措施4.1 事故报告:如发生事故或意外伤害,操作人员必须立即停止工作并向上级报告,以便及时采取应急措施。
XKA5032数控铣床使用说明书
XKA5032A/1F 型 数控立式升降台铣床使用说明书(机械部分)工作台面宽度320mm出厂编号中华人民共和国北京第一机床厂欢迎您使用我厂的产品!为了您和本产品的安全,请您在吊运、安装、使用、操作、保养、维修本产品前,仔细阅读本使用说明书。
我们诚挚地欢迎您对我厂产品提出宝贵的改进意见。
地 址: 北京市顺义区林河开发区双河大街16号邮 政 编 码: 101300电 话: 0086-010-********0086-010-********传 真: (010)58690354(010)89451779E- Mail: BYJC@目 次1 主要用途和适用范围-―――――――――――――――――-42 工作安全注意事项――――――――――――――――――--43 产品的工作条件―――-――――――――――――――----54 主要规格和技术参数―――――――――――――――――-65 产品的主要结构概述――――――――――――――――――76 机械传动系统―――――――――――――――――――――97 液压系统――――――――――――――――――――――-158 润滑系统――――――――――――――――――――――-159 冷却系统――――――――――――――――――――――-1510 吊运和保管―――――――――――――――――――――-1611 安装与调整――――――――――――――――――――---1612 使用与操作―――――――――――――――――――――-1713 机构的调整―――――――――――――――――――――-1914 维护与保养―――――――――――――――――――――-2015 附件及易损件―――――――――――――――――――――――――2116 四轴回转台-------------------------------------------21附 图:图1 XKA5032A/1F数控立式升降台铣床外形图――――――――22~23机械传动系统图―――――――――――――――――――24主轴转速分布图―――――――――――――――――――25进给速度分布图 -――――――――――――――――――-26滚动轴承位置图――――――――――――――――――――27主传动电磁离合器制动结构图―――――――――――28图7 液压原理图―――――――――――――――――――29图8 机床润滑图―――――――――――――――――――30图9 机床吊运图―――――――――――――――――――31图10安装基础图―――――――――――――――――――32 图11机床操纵位置图――――――――――――――――33~34 图12主变速操纵箱外观图―――――――――――――――35 图13主轴结构图―――――――――――――――――――36 图14主轴输出特性曲线图―――――――――――――――37 图15 易损件图―――――――――――――――――――38~401 主要用途及适用范围XKA5032A/1F型数控立式升降台铣床共有三本说明书,此说明书为机械部分、另外还有电气部分及数控系统部分说明书。
立式升降台铣床操作规程
立式升降台铣床操作规程
《立式升降台铣床操作规程》
一、操作前的准备工作
1. 操作人员需穿戴好安全防护用具,确保安全。
2. 检查设备是否处于正常工作状态,如果有异常情况应及时报修。
3. 清理工作台面和设备周围的杂物,确保操作安全。
二、操作流程
1. 打开设备电源并调整设备操作界面到正常工作模式。
2. 将待加工的工件放置在工作台面上,并固定好。
3. 选择合适的刀具和切削参数,确保加工质量。
4. 启动设备,并在设备运行过程中注意观察加工情况,确保加工过程平稳。
5. 操作完毕后,关闭设备电源并清理工作区域。
三、注意事项
1. 操作人员必须经过专业培训并持有相应的操作证书,未经培训者不得擅自操作设备。
2. 严禁在设备运行中触碰或调整运动部件,以免造成安全
事故。
3. 定期检查设备的润滑和保养情况,确保设备长时间稳定运行。
4. 如有异常响声或发现设备运行异常,应立即停机检查并排除故障。
5. 不得擅自改变设备的操作参数,以及使用不合适的刀具进行加工。
通过严格按照《立式升降台铣床操作规程》的操作程序和注意事项进行设备的操作,可以有效保障设备的安全运行,并提高生产效率和产品质量。
同时,操作人员应不断加强对设备操作的学习和培训,提高操作技能和安全意识。
升降台式铣床
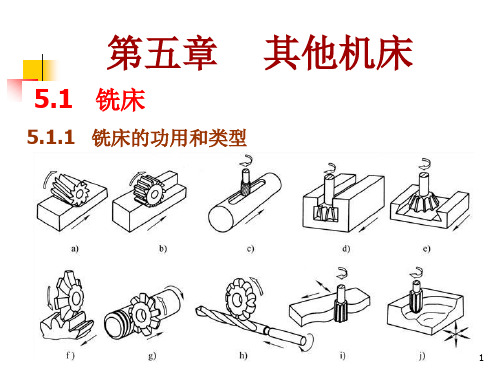
图5-6 X6132型万能 升降台铣床传 动系统图
6
(2)进给运动 根据轴Ⅹ上电磁摩擦离合器M1、 M2的结合情况,分两条路线传 动。
7
29 29 29 29 曲 回 20 22 36 — Ⅶ — — Ⅷ — — Ⅸ — — M 合(工进) 1 17 22 36 机 进给电动机 — — Ⅵ — 44 — 32 构 26 32 32 26 40 44 — M 2 合(快速) 26 42 16 18 — ⅩⅧ — — M 5 合 — ⅩⅨ(纵向进给) 47 18 20 — ⅩⅢ — 38 29 38 38 — M 合 — ⅩⅣ(横向进给) Ⅹ— —Ⅺ— — 4 52 47 47 22 27 22 M 合 — Ⅻ — — ⅩⅤ — — ⅩⅥ — — ⅩⅦ(垂直进给) 3 27 33 44
图5-11 平面磨床的磨削方法 a)卧轴矩台式 b)卧轴圆台式 c)立轴矩台式 d)立轴圆台式
14
目前,应用较多的是卧轴矩台式平面磨床和立轴圆台式平面磨床。
图5-12 卧轴矩台式平面磨床外形图 1—砂轮架 2—滑座 3—立柱 4— 工作台 5—床身
图5-13 立轴圆台式平面磨床外形图 1—砂轮架 2—立柱 3—床身 4—工作 台 5—床鞍 15
5.2.4 内圆磨床
图5-14 普通内圆磨床的磨削方法 a)纵磨法磨削内孔 b)切入法磨削内孔 c)15 M2110型内圆磨床的外形图 1—手轮 2—工作台 3—底板 4—撞块 5—头架 6—砂轮修正器 7—内圆磨具
铣工作台升降操作说明

铣工作台升降操作说明铣床是一种常见的金属加工设备,用于对工件进行铣削加工。
在使用铣床进行加工时,操作人员需要对铣工作台进行升降操作,以便调整工件的位置和加工深度。
本文将详细介绍铣工作台的升降操作步骤和注意事项,以确保操作人员能够安全、准确地进行加工操作。
步骤一,准备工作。
在进行铣工作台的升降操作之前,操作人员需要先进行一些准备工作。
首先,需要检查铣床的电源和控制系统是否正常工作,确保设备处于可用状态。
其次,需要清理工作台和工件,确保工作台表面干净,以避免影响升降操作和加工质量。
最后,需要确认工件夹紧装置已经正确安装并固定好工件,以确保在升降过程中工件不会移动或脱落。
步骤二,调整升降速度。
铣床通常配有不同的升降速度档位,操作人员需要根据具体的加工要求和工件材料选择合适的升降速度。
一般来说,对于较大的工件或较硬的材料,可以选择较慢的升降速度,以确保稳定和安全的升降过程;对于较小的工件或较软的材料,可以选择较快的升降速度,以提高工作效率。
步骤三,进行升降操作。
一般来说,铣工作台的升降操作可以通过控制面板或手动操作进行。
在进行升降操作之前,操作人员需要先将工作台调整到合适的位置,然后按下升降按钮或手柄,开始进行升降操作。
在升降过程中,操作人员需要时刻关注工件和刀具的位置,确保不会发生碰撞或其他意外情况。
如果发现任何异常情况,操作人员需要立即停止升降操作,并进行检查和处理。
步骤四,注意事项。
在进行铣工作台的升降操作时,操作人员需要注意以下事项:1. 确保工件和刀具的位置不会发生碰撞或其他意外情况;2. 注意工作台的升降速度和平稳度,避免出现震动或摆动;3. 定期检查和维护工作台的升降系统,确保其正常工作;4. 在升降过程中,禁止站在工作台下方或近旁,以免发生意外伤害。
总结。
铣工作台的升降操作是铣床加工过程中的重要环节,正确的升降操作可以确保加工质量和操作安全。
通过本文的介绍,相信读者已经了解了铣工作台升降操作的步骤和注意事项,希望能够对操作人员在实际工作中起到一定的指导作用。
升降台铣床操作方法

升降台铣床操作方法
1. 确保机床处于停止状态,将工件夹紧于工作台上,并调整好工件位置和夹紧力。
2. 打开机床电源,启动电源开关和主轴电机,确认主轴正常运转。
3. 打开控制台电源,启动控制系统,进入操作界面。
4. 根据工件材料和刀具类型,选择合适的切削参数(如进给速度、转速等)。
5. 对刀:使用刀具底部的对刀咬口,将刀具接触到工件表面,并进行微调,直到刀具与工件表面平行。
6. 设定加工程序:根据工艺要求,设定加工路径和切削参数,并输入到控制系统中。
7. 检查切削区域是否干净,无杂物和残留物。
8. 根据加工程序,选择合适的加工模式(手动/自动)。
9. 手动操作模式:根据切削路径,使用手动操纵装置控制工作台和刀具的运动,进行切削。
10. 自动操作模式:确认加工参数无误后,启动自动运行按钮,机床将按照设定的加工程序自动进行切削,直至加工完成。
11. 监控加工过程:在加工过程中,时刻关注机床运行状态和加工效果,如有异常情况或问题出现,及时停机查找原因并解决。
12. 加工完成后,关闭主轴电机和控制系统,将刀具归位,清理加工区域和机床表面,进行必要的维护保养工作。
13. 关闭机床电源,离开操作现场。
以上为一般升降台铣床的操作方法,实际操作中应根据具体机型和厂家提供的操作手册进行操作。
同时,为了确保操作安全,操作人员应熟悉相关的安全规定和操作规程,并佩戴合适的个人防护装备。
X62铣床升降台说明书
绪论机械工业肩负着为国家经济各部门提供各种先进装备的任务,而机床工业则是机械工业的重要组成部分,是为机械工业提供制造技术和装备的工业。
机床的拥有量、产量、品质和质量。
是衡量一个国家工业水平的重要标志之一。
因此机床工业在国民经济中占有极其重要地位。
机床工作原机的属性,决定了它与国民经济各工业部门之间的关系。
机床工业可以生产出各种各样的基础机械产品、专业设备和机电一体化的产品,为能源、交通、农业、轻纺、石油化工、冶金、电子、兵器、航空航天和矿山工程等各种行业部门提供先进的制造技术与优质高效的工艺装备,从而推动这些行业的发展。
机床工业对国民经济和社会进步起着重大的推动作用。
金属切削机床是加工机器零件的主要设备,它所担负的工作量,在一般情况下约占机器的总制造工作量的50%~70%,它的先进程度直接影响到机器制造工业的产品质量和劳动生产率。
这次对X62铣床的设计,可以使我们对传动系统的传动及控制原理有一个深层的了解。
通过本次设计,利于我们牢固掌握和灵活运用所学过的知识,提高我们的动手能力。
第1章概述1.1 机械制造装备的重要地位制造业是一个国家经济发展的重要支柱,是国民经济的主要来源,可以说,制造业的发展水平是一个国家或地区经济实力,科技水平和综合国力的重要标志之一。
机械制造是制造业核心,是向其它部门提供工具,仪器及各种先进制造装备的部门。
机械制造业的生产能力和制造水平是衡量一个国家工业水平的标志之一。
因此,机械制造业在国民经济中占据着重要地位。
而机械制造业的生产能力和水平主要取决于机械制造装备的先进程度。
随着科学技术的迅速发展,机械制造生产模式发生了巨大的演变。
19世纪20年代制造业开始起家,二次世界大战期间,大规模军工生产,使得制造业得到飞速发展。
20世纪50年代末,产品品种单一,为了提高生产率,满足市场需要,广泛采用自动化机床,组合机床和专门生产线。
在大批量生产条件下,这种生产方式可以实现刚性自动化,大幅度降低成本,极大的提高劳动生产率。
铣床操作说明

铣床操作2、立式摇臂万能铣床如图3-2所示,这类铣床的特点具有广泛的万用性能。
这种铣床能进行以铣削为主的多种切削加工,可以进行立铣、卧铣、镗、钻、磨、插等工序,还能加工各种斜面、螺旋面、沟槽、弧形槽等。
适用于各种维修,尤其适用于生产各种工夹模具制造。
该机床结构紧凑,操作灵活,加工范围广,是一种典型的多功能铣床。
11109878-纵向走刀器9-床身10-电子尺11-摇臂3、龙门铣床龙门铣床是无升降台铣床的一种类型,属于大型铣床。
铣削动力安装在龙门导轨上,可做横向和升降运动;工作台安装在固定床身上,仅做纵向移动。
龙门铣床根据铣削动力头的数量分别有单轴、双轴、四轴等多种形式。
图3-3所示是一台龙门铣床,铣削时,若同时安装多把铣刀,可铣削工件的几个表面,工作效率高,适宜加工大型箱体类工件表面,如机床床身表面等。
图3-3龙门铣床4、卧式铣床图3-4所示是卧式铣床的外形图。
其主要特征是铣床主轴轴线与工作台台面平行。
因主轴呈横卧位置,所以称为卧式铣床。
铣削时,将铣刀安装在与主轴相连接的刀轴上,随主轴做旋转运动,被切工件安装在工作台面上对铣刀做相对进给运动从而完成切削工作。
卧式铣床加工范围很广,可以加工沟槽、平面、特形面、螺旋槽等。
卧式万能铣床还带有较多附件,因而加工范围比较广,应用范围广泛。
图3-4X6132型卧式万能铣床二、铣床型号的编制方法铣床的型号不仅是一个代号,它能反映出机床的类别、结构特征、性能和主要的技术规程。
机床型号编制是按1994年发布的《金属切削机床型号编制方法》(GB /T15375—1994)执行。
铣床型号的编制,是采用汉语拼音字母和阿拉伯数字按一定规律组合排列而成的。
这里仅介绍表示法和机1(1是“X ”(代号。
(2“K (3”,在“X 数字“61(4320mm 一些用11994中2X6132X6325三、X6325型立式摇臂万能铣床主要部件的功用 X6325型立式摇臂万能铣床的外形如前图3-2所示,各部件的功用如下: 1-立铣头其功用是将主电动机(双速电机)的额定转速通过皮带传动变换成16种不同的主轴转速,以适应各种铣削加工的需要。
南京海威机械 HW303E 豪华木工铣床 产品操作说明书

安装
用4颗M6*20内六角螺栓,配合M6平垫、弹垫将护罩安装支架D与 上盖板E连接; 然后用锁紧手柄F将上盖板E固定在主铸件上,如图15.
根据操作者的需要,可以选择不同的防护组合,如图16,使用的 防护组合为侧护板G,玻璃片I,压紧支架H.
图 15
而如图17,则使用的防护组合为透明护罩J,压紧支架H.
C
连接线长度(mm) 0-635
635-1270 1270-2540
线规(截面积/mm2 2..5 2..5 1..5
图2
电磁开关的使用
电磁开关,如图 3所示,应安装在箱体右侧,具体的安装说明请见后续的章节.
图3
在所有的安装与调试都完成前,请不要启动开关!
启动开关时,按下绿色启动按钮(A); 停止时,则按下红色紧急停止按钮B,改变转向,则旋转转向选择旋钮C,如 图 3所示.
使用防护罩
使用防护罩是最安全的操作手法。大部分的直切成型操作都使用防护罩做 支撑和导线的作用。 注意:使用横截靠尺时应确保横截靠尺与靠板平行!
手动操作
手动操作是指不使用横截靠尺,也不适用靠板的操作,手动操作的开始阶 段是最危险的,木料初次接触刀具时倾向于被反弹回来或抖动,这些都会 让操作者感到震惊;为了减少反弹或抖动的发生并增加安全性,我们配备 了起始销A,这会引导操作者将木料缓慢靠近刀具进行裁切,当然,使用 夹具是最好的方法!如图23. 因为手动裁切总是很危险,为大幅减少危险,我们配备有透明防护罩D, 操作者可以安装座C将透明护罩罩在刀具上方,如图24.
8.禁止小孩进入操作间 9.采用合适的机器转速 10.使用合适的工具 11.穿合适的工作装 不能穿过大过松的衣服,手套,领带或戴首饰12.总是戴防 护眼镜 总是戴防护眼镜(ANSI Z87.1) 13.不要过于接近工作区 14.仔细维护机器 始终保持机器清洁,以保证最佳最好的性能,及时按照说 明书要求进行润滑和更换附件. 15.断开机器 在进行维护前,应确保断开电源. 16.避免意外启动 在接入电源前,确保开关处于“OFF”状态. 17.使用指定的附件 18.绝不站在机器上 19.定期检查破损部件 20.机器未完全停止前绝不离开机器
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录摘要 (I)Abstract (II)绪论 (III)目录............................................................................... I V一、零件的工艺性分析 (5)1、零件的作用 (5)2、零件的工艺性分析 (5)二、确定毛坯 (6)三、工艺规程设计 (7)1、定位基准选择 (7)1.1 粗基准选择 (8)1.2精基准选择 (8)2、制定工艺路线 (8)3、选择加工设备及刀具、夹具、量具 (11)4、加工工序设计 (12)5、时间定额计算 (19)5.1机动时间 (19)四、夹具设计 (22)1、确定设计方案 (23)2、导向对刀 (23)(1)导向支承的布置方式 (23)(2)镗套的结构形式 (23)(3)镗杆 (24)3、计算切削力和夹紧力 (24)4、定位精度分析 (25)5、夹具上加工精度分析 (26)结论 (27)参考文献 (28)致谢 (29)附录 (30)摘要本文介绍了摇臂铣床升降台的毛坯的制造形式及其等级从而确定出其加工余量、基准的选择以及根据设定的基准而制定的较为合理的工艺路线、之后根据加工条件等综合因素确定出升降台的整个加工过程中的切削用量以及加工工时。
零件的加工工艺编制,在机械加工中占有非常重要的地位,零件工艺编制得合不合理,这直接关系到零件最终能否达到质量要求;夹具的设计也是不可缺少的一部分,它关系到能否保证加工质量和提高加工效率的问题。
因此这两者在机械加工行业中是至关重要的环节。
此次毕业设计的题目是铣床升降台工艺工装设计,铣床升降台做为一个箱体零件,加工面较多,在制造和设计时考虑到各方面的因素,编制工艺比较繁杂,在制造时因注意各处倒角的大小,特别是在加工内表面时存在一定难度,此零件在加工时分成几个加工面组,依次进行加工,从而减少加工中的错误,减少加工时间。
在钻各孔时尽量在一次装夹中采用摇臂钻床来完成。
尽量使工序集中来提高生产率。
在设计专用夹具时,为了能降低劳动强度,提高生产率,在设计时主要应注意零件的定位。
夹具的夹紧力与加工的切削力方向相同,因此加工时所需夹紧力降低,装夹稳定性增加,加工效率提高。
关键词:铣床升降台;工艺;夹具AbstractThis article introduced the milling machine work tablesemifinished materials manufacture form and its the rank thusdetermined its processing remainder, the datum choice as well as thebasis establish the datum formulates the more reasonable craft route,acts according to afterwards processes synthesis factor and so on thecondition determines the work table in the entire processing processcutting specifications as well as the processing man-hour.Part of the preparation processing, mechanical processing occupies a very important position, the components in the preparation process is reasonable, this is directly related to the components can eventually meet quality requirements; Fixture Design is an indispensable part of it is closely related to whether we can enhance the processing efficiency. Therefore both the machining industry is a crucial element.Designed to this machine lifts processing , Miller lifts as a box parts, processing more face in the manufacturing and design, taking into account various factors, preparation process more complicated, and at the time of manufacture for attention throughout the size range, especially in processing inner surface when there is a certain degree of difficulty, This components for the processing of surface processing into several groups, in order for processing, thereby reducing processing errors and reduce processing time. In the drilling of the hole to make full use of a fixture Rocker drilling to be completed. To make the process focus to improve productivity.In the design of special fixture, as it will reduce the labor intensity, improved productivity, Fixture clamping force of the cutting force and processing the same direction, therefore the processing time required clamping force reduction, and increase the fixture, processing efficiency.Key words : Milling machine work table ;craft ;jig绪论机械制造行业一个国家技术进步和社会发展的支柱产业之一,无论是传统产业,还是新兴产业,都离不开各式各样的机械装备。
在国民经济中占重要地位。
机械制造的产品既可以供人们直接使用,也可以为其他行业的生产提供装备。
而各种机器零部件的加工的核心问题就是工艺。
在生产过程中,使生产对象(原材料,毛坯,零件或总成等)的质和量的状态发生直接变化的过程叫工艺过程,如毛坯制造,机械加工,热处理,装配等都称之为工艺过程。
在机械制造的切削加工、检验、装配、焊接和热处理等工艺过程中,要使用大量的夹具来安装加工对象,使其占有正确的位置,以保证零件和产品的加工质量,并提高生产率,从而提高经济性。
在这次毕业设计中主要的设计内容,是关于铣床升降台的加工工艺以及铣削T形槽的专用夹具的设计。
首先应该明确题目的要求,根据题目要求制定设计思路。
综合考虑加工的效率,加工的经济性,制定出最佳的加工工艺路线,机床、刀具、夹具、量具、切削用量等,并以工艺过程卡和工序卡的形式反映出来。
在夹具设计中题目要求设计出铣削T形槽的专用夹具,综合考虑决定采用燕尾导轨面定位用汽动来实现夹紧节省辅助时间。
最后要明确设计的目的,通过这次毕业设计能熟练的运用机械制造工艺学课程中的基本理论以及在生产实习中学到的实践知识,正确的解决一个零件在加工中的定位、夹紧以及工艺路线的安排、工艺尺寸的确定等问题,保证零件的加工质量。
提高结构设计能力,能根据被加工零件的加工要求,设计出高效、省力、经济合理而能保证加工质量的夹具的能力。
学会使用手册及图表资料,掌握与设计有关的各种资料的名称、出处,且能熟练运用等目的。
为今后在工作中提高自身能力打下坚实的基础。
一、零件的工艺性分析1、零件的作用铣床升降台作为升降台铣床主要部件之一,安装在床身前侧的垂直导轨上,中部有丝杠与底座螺母相连接,主要作用支持工作台并带动其作上、下移动。
升降台可以带动整个工作台沿床身的垂直导轨上下移动,以调整工件与铣刀的距离和垂直进给。
进给电动机变速、操纵机构等都安装在升降台上。
升降台的刚性和精度要求都很高。
2、零件的工艺性分析由零件图可知,其材料为HT250。
该材料具有较强的强度、耐磨性、耐热性及减震性,铸铁容易成型、切削性能好、价格低廉。
适用于承受较大应力、要求耐磨的零件。
该零件的主要加工表面有水平导轨平面、垂直导轨平面、前端面、升降孔、水平斜孔、前端面孔、挡屑板。
水平导轨主要保证矩形导轨与平面A 的平面度0.02mm 、垂直度300:0.02mm 以及两侧矩形导轨平行度为0.02mm 、导轨下滑面与A 面平行度为0.02mm ,保证尺寸20.00115+、10.051±、02.0-20、1.026±、05.0-20、01-20的尺寸精度,并保证各加工平面的粗糙度要求。
垂直导轨主要保证导轨平面的平行度0.015mm ,以及矩形导轨与G 平面的平行度0.02mm ,矩形侧面和A 面的垂直度300:0.03mm 和平面度0.015mm ,保证尺寸1.0030+的尺寸精度,并保证各加工平面的粗糙度要求。
前端面主要保证与A 面和C 面的垂直度0.05mm ,并保证各加工平面的粗糙度要求。
升降孔主要保证孔φ62中心线与G 面的平行度100:0.02mm 以及孔φ62J7的尺寸精度,并保证各加工平面的粗糙度要求。
水平斜孔主要保证孔轴线相对于F 轴线的位置度为φ0.10,孔φ55H7的尺寸精度,并保证各加工平面的粗糙度要求。
由参考文献(1)有关面和孔加工的经济精度及机床能达到的位置精度可知,上述技术要求是可以达到的,零件的结构工艺性也是可行的。
二、确定毛坯根据零件材料确定毛坯材料为铸件,生产类型中批生产。
毛坯的铸造方法选用砂型机械造型。
由于内腔和孔都是铸出,故要安放型芯。
此外,为消除残余应力,铸造后应人工时效。
参考文献(1)表2.2-3和表2.2-5该种铸件选用尺寸公差等级CT为8~10级,加工余量等级MA为G级。