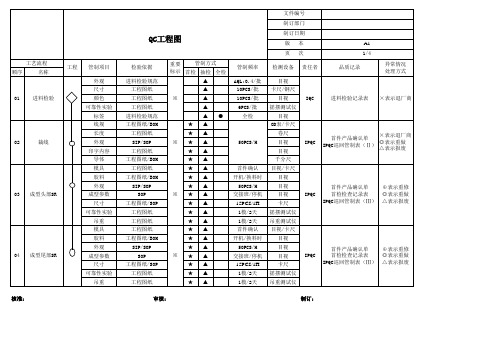
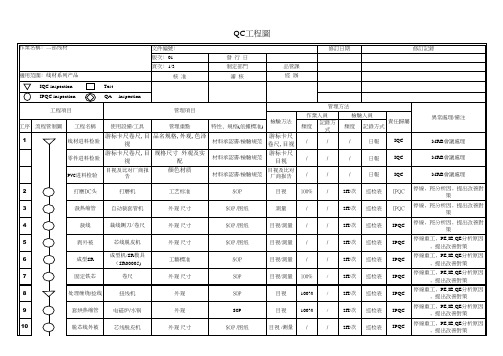
线路板(QC)品质工程图
数据线产品品质控制计划样板(QC工程图)
文件编号
制订部门
制订日期
版本
A1
页次
1/4
检测设备 责任者
品质记录
异常情况 处理方式
目视 卡尺/钢尺
目视 摇摆测试仪
目视 OD表/卡尺
卷尺 目视 目视 千分尺 目视/卡尺 目视 目视 目视 卡尺 摇摆测试仪 吊重测试仪 目视/卡尺 目视 目视 目视 卡尺 摇摆测试仪 吊重测试仪
IQC IPQC IPQC IPQC
★▲
★▲
※★▲
★▲
★▲
★▲
★▲
★▲
※★▲
★▲
★▲
★▲
★▲
★▲
★▲
※★▲
★▲
★▲
★▲
管制频率
AQL:0.4/批 10PCS/批 10PCS/批 6PCS/批 全检
50PCS/H
首件确认 开机/换料时
50PCS/H 交接班/停机
15PCS/1H 1模/2天 1模/2天 首件确认 开机/换料时 50PCS/H 交接班/停机 15PCS/1H 1模/2天 1模/2天
★
※
●
★
★▲ ※
★▲
★
※
●
★
★▲
※★▲
★▲
★
※
●
★
★▲
★▲
★▲
★▲
★▲ ※
★▲
★▲
管制频率 50PCS/H 50PCS/H 50PCS/H 50PCS/H 50PCS/H 50PCS/H 3PCS/天 50PCS/H
文件编号
制订部门
制订日期
版本
A1
页次
2/4
检测设备 责任者
品质记录
异常情况 处理方式
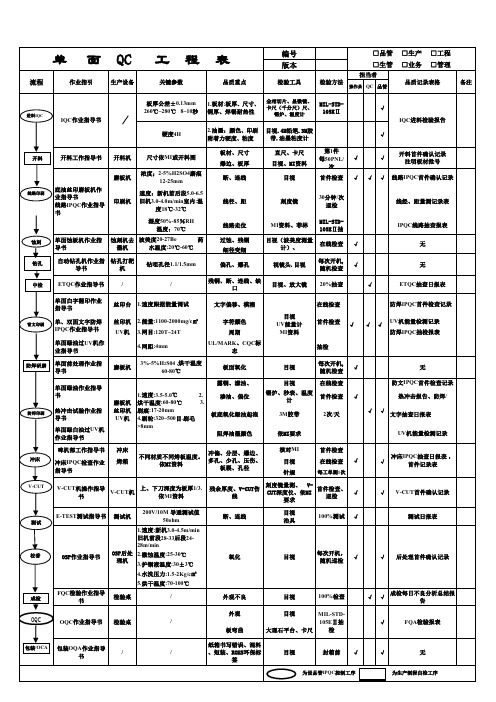
双面线路板QC工程图
度18℃-32℃
湿度50%-85%RH 温度:70℃
单面蚀板机作业指 蚀刻机去 波美度20-27Be
药
导书
墨机
水温度:20℃-60℃
自动钻孔机作业指 钻孔打靶
导书
机
钻咀孔径1.1/1.5mm
板材、尺寸 爆边、板厚
断、连线
线径、距
线路走位 过蚀、残铜
100%测试 √
测试日报表
目视
每次开机, 随机巡检
√
√ 后处理首件确认记录
目视
100%检查
√
√
成检每日不良分析总结报 告
OQC
OQC作业指导书 检验桌
/
外观 板弯曲
目视
MIL-STD-
105EⅡ抽
大理石平台、卡尺
检
√
FQA检验报表
包装/OCA 包装OQA作业指导 书
/
纸箱书写错误、混料
/
、短装、ROHS环保标
3M胶带
2次/天
>文IPQC首件检查记录
热冲击报告、防焊/ √ √ 文字抽查日报表
UV机能量检测记录
冲床
啤机部工作指导书
冲床IPQC检查作业 指导书
冲床 烤箱
不同材质不同烤板温度。 依MI资料
冲偏、分层、爆边、 多孔、少孔、压伤、
板裂、孔径
核对MI 目视 针规
首件检查 在线检查 √ 每工单测1次
锡炉、温度计
MIL-STD105EⅡ
硬度4H
2.油墨:颜色、印刷 目视.4H铅笔.3M胶
附着力硬度、粘度
带.油墨粘度计
√ IQC进料检验报告
电子厂PCBA QC工程图

*
2.多层板:1.0mm-2.0mm ☆2-3PCS
3.后焊元件剪脚操作工艺规范
1.零件浮高
1.印制电路板波峰焊、浸焊、 △全数
散热片 电容 变压器 手工焊接焊点工艺标准
* 滤波器 插座等
2.后焊元件剪脚操作工艺
2.不良焊点
规范,客户特殊工艺要求
3.烙铁温度、接地
3.外观检查接收标准
1.不良焊点,元件位 1.BOM,ECN单
☆2-3PCS
散热片加工
3.依电批使用规定
1.手工分板
1.依作业指导书
△全数
◎2~3PCS
1.零件位置,方向检查 1.依BOM,ECN单,插装图 △全数
*
2.零件之料号,规格极性 2.依作业指导书 3.依插件工艺规范
☆2-3PCS ◎2~3PCS
1.工位图,BOM, 制EC造N单,的核对 * 2.零件位置,方向检查
☆QC检验报表
△逐批
☆目视
☆IPQC巡回检查 △逐批
☆目视 △卡尺,切脚机, 成型机
☆IPQC巡检记录
☆首件检查
剪钳,电批
△◎☆ ★ △◎☆
☆IPQC巡回检查 ☆/◎扭力仪 ☆IPQC巡检记录
△逐批
△目视
☆IPQC巡回检查 ◎目视
△逐批
△目视
☆/◎首件检查 ☆目视
☆IPQC巡回检查 ◎目视
☆首检检验报告 ☆静电环点检记录 ☆首检检验报告 ☆IPQC巡检记录 ☆静电环点检记录
☆IPQC巡检记录
☆IPQC巡检记录 ★回流焊温度曲线 △设备点检记录表
△◎☆ ★
△
☆★
■ SMT补焊
■ SMTI/ QC
■ 零件加工
电路板 QC工程图

裁板机操作指引
钻孔课
8
圆角
圆角机
角的弧度
目视
圆角工序操作指引
钻孔课
9
磨边
磨边机
磨边光滑度
目视
磨边工序操作指引
钻孔课
10
磨板
磨板机
磨痕/速度/烘干温度
磨板标准
目视/测量等
磨板操作指引
每班/次
磨板 员
内层课
11
涂佈
涂佈机
压力/速度
涂佈机标准
目视/测量等
涂佈操作指引
每班/次
涂佈 员
内层课
12
曝光
曝光机
曝光能量
磨板 员
干膜课
34
压干膜
压膜机
时间/温度/压力/速度
压膜机标准
目视/测量等 手动压膜操作指引 每班/次
干膜课
35
对位
菲林
菲林是否偏移/对反
对准度≥95%
目视
线路对位操作指引 15pnl/次
干膜课
36
曝光
曝光机
曝光能量
6/8级
曝光尺/测量等 线路曝光操作指引 4H/次
干膜课
管制文件---不得私自复印!
流程图
序 准备 主工 检查 号 工序 序 工序
工序名
主要机械设备 生产设备 检查设备
品质管理工程图
加工处理及控制要点
事项
标准
检查方法
检查方式
检查标准
检查频
指引编写参照IPC-A600F(II)和行业标准
率
3/5 记录
记录格式
担当 所属 者 部门
37
显影
显影机
显影液温度/药水浓度/显 影速度/显影点
QC工程图
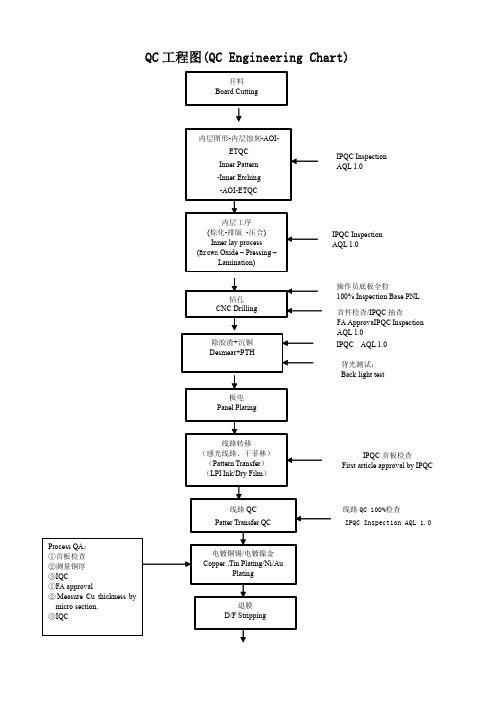
除胶渣+沉铜 Desmear+PTH
板电 Panel Plating
线路转移 (感光线路、干菲林) (Pattern Transfer) (LPI Ink/Dry Film)
IPQC 首板检查 First article approval by IPQC
线路 QC Patter Transfer QC Process QA: ①首板检查 ②测量铜厚 ③IQC ①FA approval ② Measure Cu thickness by micro section. ③IQC
蚀刻 QC
QC 100%全检 IPQC AQL 1.0
湿绿油 (印油 – 曝光 – 显影)
Solder Resist(Printing –Imaging – Developing)
IPQC 确认首板 First article approval by IPQC绿油 QC Solder Res Nhomakorabeast QC
线路 QC 100%检查 IPQC Inspection AQL 1.0
电镀铜锡/电镀镍金 Copper ,Tin Plating/Ni/Au Plating
退膜 D/F Stripping
蚀 刻 Etching
IPQC 检查首板 FA Approval By IPQC
退锡
Tin Stripping
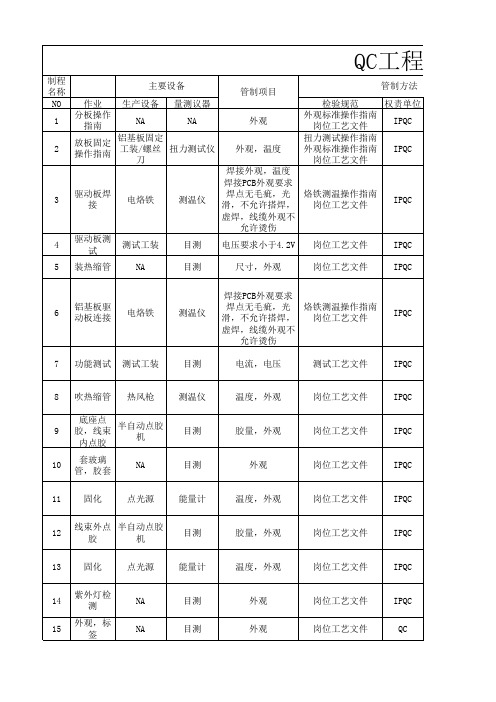
QC 工程图(QC Engineering Chart)
开料 Board Cutting
内层图形-内层蚀刻-AOIETQC mw Gr Inner Pattern -Inner Etching -AOI-ETQC IPQC Inspection AQL 1.0
内层工序 (棕化-排版 -压合) Inner lay process (Brown Oxide – Pressing – Lamination)
线路板 QC 品质工程图

主要机械设备
序 准备 主工 检查 号 工序 序 工序
工序名
生产设备 检查设备
印刷基板品质管理工程图
加工处理及控制要点
检查方式
记录
事项
标准
检查方法
检查标准 指引编写参照 检查频 IPC-A-600F(II)和行业标准 率
记录格式
担当者 所属 部门
异常反应及处理计划
备注
1
订单接收
电脑
2
工程处理
电脑
1次/4H
41
蚀刻
蚀刻机
/
目视/测量等 药液浓度:CL- 160-210g/L
蚀刻线操作指引 ASK-WI-PD(ETCH)-001
蚀刻拉作业前点检 表
作業員
电镀课
药液浓度
Cu2+ 110-150g/L PH 8.2-
1次/2H
返工、返检、返修
8.8 比重 23-26 Be°
第 -4102 页,共 9 页
抽检
磨边机生产条件 点检表
作业员
钻孔课
返工处理
9
圆角
圆角机
/
圆角刀寿命
圆角三个月更换一次
目视
开料操作指引 ASK-WI-PD(CUT)-001
抽检 圆角机保养记录表 作业员
钻孔课
填写不合格品处理单
10
磨板
磨板机
卷尺
磨痕/速度/烘干温度/ 研磨痕跡/速度/乾燥温度
/板面粗さ測定
磨痕/研磨痕:8-12mm 速度:2.5-4.0m/min 温度:80±5℃
28
磨板
磨板机
/
磨痕/速度/烘干温度/水 破试验
磨痕/研磨痕宽度:10±2mm 速度:3.5±1m/min 乾燥温度:85±5℃
双面线路板QC工程图
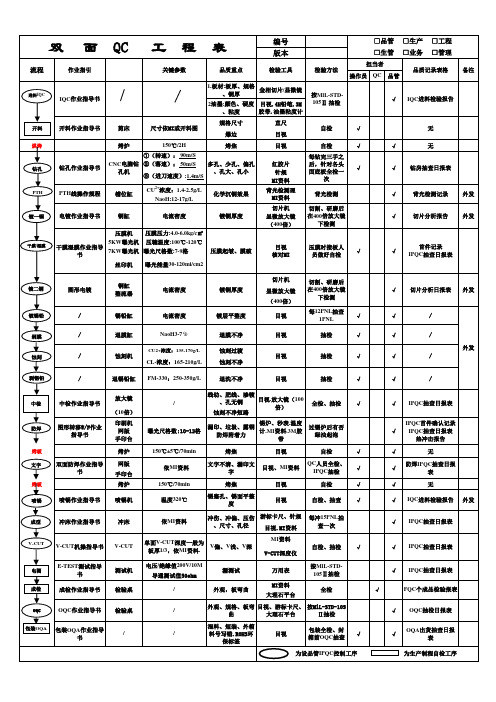
编号版本操作员QC 品管1.板材:板厚、规格、铜厚金相切片/显微镜2油墨:颜色、硬度、粘度目视.4H铅笔.3M胶带.油墨粘度计规格尺寸直尺爆边目视烘烤烤炉150℃/2H 烤焦目视自检√√无①(转速): 90m/S ②(落速); 50m/S 红胶片针规MI资料CU 2+浓度:1.4-2.5g/L NaoH:12-17g/L 切片机显微放大镜(400倍)压膜机压膜压力:4.0-6.0kg/c ㎡5KW 曝光机压辘温度:100℃-120℃7KW 曝光机曝光尺格数:7-9格丝印机曝光能量30-120mi/cm2切片机显微放大镜(400倍)/锡铅缸电流密度镀层平整度目视每12PNL 抽查1PNL√√//退膜缸NaoH3-7%退膜不净目视抽检√√/CU2+浓度:135-170g/L 蚀刻过渡CL-浓度:165-210g/L 蚀刻不净/退锡铅缸FM-330:250-350g/L 退洗不净目视抽检√√/放大镜线幼、肥线、渗镀、孔无铜(10倍)蚀刻不净短路烤板烤炉150℃±5℃/70min 烤焦目视自检√√无网版手印台烤板烤炉150℃/70min 烤焦目视自检√√无游标卡尺、针规目视.MI资料MI 资料V-CUT深度仪电压/绝缘值200V/10M 导通测试值50ohm MI资料大理石平台OQC 作业指导书检验桌/外观、规格、板弯曲目视、游标卡尺、大理石平台按MlL-STD-105Ⅱ抽检√OQC 抽检日报表包装OQA 作业指导书//混料、短装、外箱料号写错.ROHS环保标签目视包装全检、封箱前OQC 抽查√√OQA 出货抽查日报表IQC 进料检验报告开料作业指导书剪床尺寸依MI或开料图自检IQC 作业指导书√√双 面 QC 工 程 表□品管 □生产 □工程□生管 □业务 □管理关键参数品质重点检验工具检验方法担当者钻孔作业指导书CNC 电脑钻孔机多孔、少孔、偏孔、孔大、孔小电镀作业指导书铜缸电流密度镀铜厚度干膜湿膜作业指导书每钻完三手之后,针对各头面底板全检一次③(进刀速度):1.4m/S PTH 线操作规程槽位缸化学沉铜效果背光检测理MI资料切片分析报告背光检测√切割、研磨后在400倍放大镜下检测√背光检测记录压膜起皱、膜破目视核对MI 压膜时接板人员做好自检√√首件记录IPQC 抽查日报表/切片分析日报表切割、研磨后在400倍放大镜下检测√√√图形电镀铜缸整流器电流密度镀铜厚度/蚀刻机目视抽检中检作业指导书/目视.放大镜(100倍)全检、抽检图形转移W/F作业指导书曝光尺格数:10-12格漏印、垃圾、露铜防焊附着力锡炉、秒表.温度计.MI 资料.3M 胶带印刷机网版手印台过锡炉后有否绿油起泡√QC 人员全检、IPQC 抽检√√双面防焊作业指导书 依MI 资料文字不清、漏印文字目视、MI 资料喷锡作业指导书喷锡机温度320℃目视锡塞孔、锡面平整度自检、抽查√√每冲15PNL 抽查一次√IPQC 抽查日报表冲床作业指导书冲床依MI 资料冲伤、冲偏、压伤、尺寸、孔径√IPQC 抽查日报表√V-CUT 机操指导书V-CUT 单面V-CUT 深度一般为板厚1/3,依MI 资料.V 偏、V 浅、V 深√漏测试按MlL-STD-105Ⅱ抽检IPQC 抽查日报表自检、抽检成检作业指导书检验桌/外观,板弯曲FQC 个成品检验报表E-TEST 测试指导书测试机万用表 为设品管IPQC 控制工序 为生产制程自检工序全检√ 按MlL-STD-105Ⅱ 抽检√IQC 进料检验报告防焊IPQC 抽查日报表IPQC 首件确认记录IPQC 抽查日报表热冲击报告√IPQC 抽查日报表√外发无√钻房抽查日报表外发外发外发外发流程作业指引品质记录表格备注进料IQC PTH 镀锡铅镀一铜干膜/湿膜镀二铜剥膜蚀刻开料钻孔包装OQA 中检剥锡铅防焊文字喷锡成型V-CUT 电测成检OQC。
QC工程图

V
V
V
IPQC巡检报 表
返工
26 清外观
1.外观清洁 2.清观方式
清外观作业指导 书
确认外观
1.灯管、套件是 否有异物脏污 2.有无损坏套 件,灯管,胶面
制程检验标准
自主100% 巡查1次/2 小时
目测
V
V
IPQC巡检报 表
返工
27 装面罩 材料型号
面罩安装作业指 导书
组装方向性
1.面罩方向与 PCBA、底壳方向 一致 2.无压灯 管
贴片机
1.根据BOM表,站 1.物料核对 位表核对机台物 2.LED灯位置确认 料 2.根据焊 盘确认LED灯贴片
5
过回流焊
1.确认材料 2.设备运行正常 3.回流焊温度
BOM表 过回流焊作业指 导书
回流焊机
1.贴片物料规格 型号 2.各温区温度 3.焊接质量
1.各温区设置温 度参照回流焊作 业指导书,最高 炉温为230度到 240度 2.焊点是否虚 焊,连焊,空焊 3.待过炉的PCBA 不能超过5PCS 不允许存在 1.根据BOM确认灯 的参数是否正确 (亮度,波长, 电压) 2.根据 灯的数量决定混 灯的次数
制程检验标准
自主100% 巡查1次/2 小时
目测
V
V
IPQC巡检报 表
返工
34 转板 转板数量
1.不能混装,车 上要做好标示
自主100% 巡查1次/2 小时
目测
V
V
35 剥线皮
1.材料型号 2.设备运行状况
FE-220全自动裁 线剥皮机
剥线机
1.线芯断裂 2.剥线长度
1.线芯不可断裂 2.长度根据工程 图纸、BOM
QC工程图

按生产工艺要求,
推移图、柏拉
图、特性要因
班组转接记录表、加 如有品质异常,需即时通知工艺或品管
图、层别法、 工中心零件转入/转出记录、
给予协助解决
甘特图
9
IPQC
外观/尺寸/实装检验 和验证
产品的监视和测量控制程序、 不合格品控制程序、纠正和预 防措施控制程序、制程检验规 范(机加工)、标识和可追溯性
正与预防措施
入(物
3
料)库
4
生产准备
领料
6
锡膏
印刷
物料的搬运、分类 库房温度、湿度控制
账、物、卡管理 库存期、库存量控制
产品防护控制程序、物料入库/ 出库/退库/报废处理操作程序
、仓库管理办法
磅秤、电子秤、 卷尺
仓储
数量、重量、 规格
抽检
依据仓库管理办法对库存物 一卷或一个包装 料进行管理,如FIFO、温/湿
目视
生产
外观质量自检
100%
推移图、柏拉 按作业指导书/生产工艺要求 图、特性要因
及制程检验规范自检 图、层别法、 甘特图
外观目检日报表
如有品质异常,需即时通知工艺或品管 给予协助解决
产品外观检查
产品的监视和测量控制程序、 不合格品控制程序、纠正和预 防措施控制程序、制程检验规 范(电装)、标识和可追溯性控
图、特性要因 返工返修单、品质异常联络单 或已通知未改善者,则开具品质异常联
图、层别法 、不合格品评审和处置单
络单
套件装配
设施和工作环境控制程序、生 产和服务提供控制程序、产品 防护控制程序、文明安全生产
规定、各类设备操作规程
电批 剪钳 等
电生产
装配质量、尺 寸、数量
线材QC工程图

品保抽检 品保抽检 品保抽检 品保抽检 品保抽检 品保抽检 品保抽检 品保抽检 品保抽检 品保抽检 品保抽检 品保抽检 品保抽检 品保抽检
指令单 指令单 指令单 指令单 指令单 设计卡 设计卡 设计卡 设计卡 指令单 指令单 指令单 设计卡
认 作
祼铜绞线 0.177MM2 右.6~9MM 0.31MM↑ 0.37MM↑ 0.23MM↑ 0.28MM↑ 0.85~0.95MM
加热变形机 品保抽检 恒温恒湿机 品保抽检 拉力机 拉力机 拉力机 拉力机 耐燃机 目视 目视 目视
11
货 检 验
100↑ 1.05↑ 75%↑ 75%↑ 水平燃烧 完整、清晰 按出货量 成品仓库
品保抽检 品保抽检 品保抽检 品保抽检 品保抽检 品保抽检 品保抽检 搬运工
老 化 后
12
出货数量
入库
叉车
PE 带
8 8
裁 线 备注:
长度数量 外 观 完成线径
作业: ○
摘
检验: □
要
储存: ▼
版 次
判定: ◇
承 认
变更日期 变更 履历
记
号
品名规格
PVC#25/2C (38/0.08AS+1000D)
文件编号
CY-SIP2005-8-16 页 数 3/4 责任担当
承
认
审
核
作
成
QC
工程 名称 作业内容 包装 设备工具
存放地点
变更日期 变更 履历
记
号
摘
要
版 次
承
认
作
成
文件发行印章
铜线
绞合铜线 绞线机.眼模
4 4
绞 线
胶料
线束QC工程图

回路检测台 目视
实施部门 IQC
供应科
线束产品QC工程图
关联标准
检查方式
物料检验方案
抽检(IQC)
异常判断 材料与标准不符
记录方式 材料收料报验单 原材料质量问题反馈单
自动裁剪序
切断作业工作票 (兼)半成品票 相关作业指导书
首尾件(助理) 全数(作业员)
电线破损 材料错用 切断长度错
自动裁剪工序作业日志 不良品明示牌
端子压着作业日志 端子检查作业日志 不良品明示牌
接线压着作业日志 接线压着检查日志 不良品明示牌
不符合相关作业指导书
裁管加工作业日志 辅助作业日志
小组立序 总组立序 总组立序
检验员
QA
小组立作业指导书 相关作业指导书 工艺图
相关作业指导书 工艺图
专用检测台回路明细 导通检查作业指导书 寸法检查作业指导书 外观检查作业指导书 成品外观检验基准 检查图 相关检查作业指导书 成品外观检验基准 检查图
成品抽检记录
不良品处置 剔除 退货
报废 返工 转用 特许使用 报废 返工 转用 特许使用 报废 返工 转用 特许使用 报废 返工 转用 特许使用 报废 返工 更换 报废 返工 转用 更换 报废 返工 报废 返工 特许使用
退回车间 报废
首尾件(助理) 全数(作业员)
用错护套 插植错误Leabharlann 走向错首尾件(助理)
插错、用错、位置不准
超出公差范围
装错或遗漏
错路、短路
全数
断路
外露尺寸超差
全数
包扎不良
号码管不清
缺配件
抽检(每批抽检2根) 错路、短路、断路
外露尺寸超差、缺配件
包扎不良、号码管不清
QC工程图

流程图工程名称主要加工设备检验项目检验频率检测工具检验标准担当记录方式1.外观按MIL-STD-105E抽样,AQL=0.4目视工程图纸和SIP2.材质-----目视确认供应商材质证明3.RoHSN=1 C=0目视确认供应商RoHS证明4.尺寸(卷料、板材的宽度、厚度等)N=5 C=0卡尺工程图纸和SIP 1.外观首检,10PCS/小时目视工程图纸和SIP 2.型材规格首检确认目视确认原材料标签3.尺寸(下料的宽度和厚度等)首检,3~5PCS/小时卡尺/角度规工程图纸和SIP 1.外观首检,10PCS/小时目视工程图纸和SIP2.尺寸(孔径/孔心距/孔位置尺寸/外型尺寸首检,3~5PCS/小时卡尺/检具工程图纸和SIP 1.外观首检,10PCS/小时目视工程图纸和SIP2.尺寸(成型尺寸)首检,3~5PCS/小时卡尺/角度规工程图纸和SIP 1.外观首检,10PCS/小时目视工程图纸和SIP2.尺寸(牙孔,倒角大小等)首检,3~5PCS/小时螺纹规,卡尺,沉头螺丝实工程图纸和SIP 1.外观首检,10PCS/小时目视工程图纸和SIP2.尺寸(牙孔,倒角大小等)首检,3~5PCS/小时螺纹规,卡尺,沉头螺丝实工程图纸和SIP 去毛刺抛光机/拉丝机外观10PCS/小时目视工程图纸和SIP IPQC/组长首检记录表/制程检验记录表1.外观按MIL-STD-105E抽样,AQL=0.4目视工程图纸和SIP 2.RoHS环境物料确认供应商SGS报告目视确认供应商SGS报告压铆压铆机IPQC/组长首检记录表/制程检验记录表IPQC/组长----折弯机进料IPQC/组长数冲数控冲床管理要素IQC 制程原材料攻牙,倒角等首检记录表/制程检验记录表折弯剪板机剪板IPQC/组长首检记录表/制程检验记录表IPQC/组长攻牙机/钻床进料检验报告首检记录表/制程检验记录表首检记录表/制程检验记录表流程图工程名称主要加工设备检验项目检验频率检测工具检验标准担当记录方式管理要素制程审核:制表:批准:进料加工检查储存。
PCB 线路板QC管理工程图

○
磨板
磨板机
喷咀是否畅通 水压是否足够
菲林生产 干膜
△
○
线路转移
丝印台 曝光机 对位台
碳酸钠
△
○ □
显影
显影机
磨痕宽度 型号 台面清洁 菲林 《外层线路曝光作业指导书》 曝光指数 环境温度,相对 湿度 药水浓度 速度 《外层线路显影作业指导书》 药水压力 温度 线宽线隙 开路/短路 版本/周期 显影不净 擦花 药水浓度 温度 电流 厚度 镀层结合力 蚀板药水温度 蚀板药水比重 药水浓度 《外层碱性蚀刻作业指导书》 速度 喷咀是否畅通
卡尺 目视 点位图 测试 目视 不良样板 化验分析 温度计 化验分析 外观检查机 放大镜 目视 测试机 放大镜 卡尺/针规 二次元 目视 目视
治架
△ △
□ ○ □ □
成品 测试
测试治架 测试机
《测试机操作指引》 《功能性不良修理操作指引》
PD*
1.2
调整 选别或修理
OSP药水
OSP
OSP线
《抗氧化线操作指引》
高温焗炉
《绿油后固化作业指导书》
1次/批 使用前 首板检查 1次/班 首板检查
PD*
1
调整
网版 文字油墨
△
○ ○
文字 印刷
丝印机 丝印台
《字符作业指导书》
PD*
1
调整 选别或修理
《点检表》
油墨 固化
高温焗炉 检验台
《后固化作业指导书》 《文字工序首板及批量检验规 范》
1次/班 AQL0.65
PD* QC*
1 1
调整 选别或修理
《烤板记录表》 《温度测量记录表》 《字符QC检查日报表》
1/2
PCB QC工程图

Microsection
磨板机、曝光机、显影机、
贴膜机操作及作业标准书
/
/
/
/
外层线路
6
Outer Layer
Circuits
Байду номын сангаас
《干膜IPQC作业标准书》 HS-3Q-08
外观 Visual
《干膜首件报告》 HS-3Q-08-02
《干膜IPQC检验日报表》 HS-3Q-08-01
1.首件3-5pnl 2.抽检AQL=1.0
《电镀PTH线作业标准书》 HS-3M-EP-03
/
《切片检验标准书》 HS-3M-LA-01
背光 Back-light
《CuⅠ电镀作业标准书》 HS-3M-EP-01
/
5
板电 Panel plating
《一铜检验标准书》 HS-3Q-15
《切片IPQC作业标准书》 HS-3Q-12
板面/孔内铜厚 board surface /copper tihickness
HS-3Q-17
铜厚 Copper thickness
《进料检验单》 HS-2Q-10-03
/
《进料检验单》 HS-2Q-10-03
3PNL/批
3PNL/批 3PNL/批
/
目视 visual
千分尺 micrometer
卡尺 铜箔测厚仪 、切片 CMI700 Microsection
/
钢尺 steel rule
切片 Microsection
《IPQC制程抽检日报表》 HS-3Q-04-03
每批抽检外观(依抽样计划 AQL值1.0进行抽样检验)
目视
Visual
S/M 刷磨机、显影机、曝光 机等作业标准书
线材QC工程图
停線﹐PE分析因﹐提出改善對 策
4
裁线
裁线铡刀/卷尺
外观 尺寸
SOP /图纸
目視/測量
/
/
2H/次 巡检表
IPQC
停線﹐PE分析因﹐提出改善對 策
5
剥外被
芯线脱皮机
外观 尺寸
SOP /图纸
目視/測量
/
/
2H/次 巡检表
IPQC
停線重工﹐PE,IE,QE分析原因 ﹐提出改善對策
6
成型SR
成型机/SR模具 (SR00005)
停線重工﹐PE,IE,QE分析原因 ﹐提出改善對策
9
套烘热缩管
电磁炉/水锅
外观
SOP
目視
100% /
2H/次 巡检表
IPQC
停線重工﹐PE,IE,QE分析原因 ﹐提出改善對策
10
脱芯线外被
芯线脱皮机
外观 尺寸
SOP /图纸
目視 /测量 /
/
2H/次 巡检表
IPQC
停線重工﹐PE,IE,QE分析原因 ﹐提出改善對策
Test
IPQC inspection 工程項目
QA inspection
工序 流程管制圖 工程名稱
使用設備/工具
12
焊DC头
烙铁 /锡丝
管理項目
管理重點
檢驗方法 特性﹑規格(依據標准)
烙铁的温度及焊接的状 态确认
SOP
目視
管理方法
作業人員
頻度
記錄方 式
檢驗人員 責任歸屬
頻度 記錄方式
異常處理/備注
修訂日期
修訂記錄
工程項目
工序 流程管制圖 工程名稱
QC工程图模版
每100片抽检10片
温度测试记录表单 巡线记录日报表
生产异常单
按检验和试验状态控 制文件/不合格控制程
序
BOM表,外观标准 作业指导书
每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片
全检 每100片抽检20片
巡线记录日报表 生产异常单 FQA检验报表 8D单
按检验和试验状态控 制文件/不合格控制程
序 按检验和试验状态控 制文件/不合格控制程
BOM表,外观标准 作业指导书,包装
作业指书
BOM表,出货标准
每100片抽检10片
温度测试记录表单 巡线记录日报表
生产异常单
按检验和试验状态控 制文件/不合格控制程
序
BOM表,外观标准 作业指导书
每100片抽检10片 每100片抽检10片
测试不良记录表单 巡线记录日报表
按检验和试验状态控 制文件/不合格控制程 按检验和试验状态控 制文件/不合格控制程
BOM表,外观标准 作业指导书
温度,外观 胶量,外观
外观 温度,外观 胶量,外观 温度,外观
外观 外观
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件 岗位工艺文件
IPQC QC
16 包装 17 质检
封箱机 NA
目测
外观,重量
岗位工艺文件
目测 测试,外观,数量 质量检验文件
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
QC全检 QA抽检 全检
《QC日报表》
QC
钻孔课
返工、返修、报废
26
打磨
打磨机
/
披锋
无披锋
目视
《QC日报表》
QC
钻孔课
返工、返修、报废
27
QC检查
针规/红胶 偏孔/多.少孔/孔径大 QC检验指引 片/x-RAY机 小
针测/胶片/XRAY机
全检
IPQC検査記録
検査員
钻孔课
返工、返修、报废
28
磨板
磨板机
速度:2-7m/min 温度 46-50 ℃ 圧力 :1.5-2.5kg/cm2 : NaOH:4±1% 温度:48±5℃ 蚀刻段压力: 1.5-3.0kg/cm2
目視
蚀刻线操作指引 ASK-WI-PD(ETCH)-001
1次/12H 蚀刻拉作业前点检 表
作業員
电镀课
返工、返检、返修
温度、蚀刻段压力 41 蚀刻 蚀刻机 / 药液浓度
19 20
压板 拆板
压机 拆解机
/ /
压程的选用、压板尺寸. 压合操作指引 核对型号 与MI一致 压合后处理操作指引 ASK-WI-PD(LM)-003
目视 目视
值机员 值机员
压合课 压合课
反馈工序调整纠正 反馈工序调整纠正
21
X-RAY
X-RAY
/
靶距.钻孔方式
X-RAY量测
值机员
压合课
铣出备用靶标
/
磨痕/速度/烘干温度/水 速度:3.5±1m/min 破试验
磨痕/研磨痕宽度:10±2mm 目视/测量等 乾燥温度:85±5℃
沉铜磨板操作指引 ASK-WI-PD(PTH)-001
开拉前
磨板记录
磨板员
电镀课
调整磨痕宽度/速度/温度设置 及重新试板
29
沉铜
去钻污+沉铜
/
除胶速率/沉铜速率
除胶速率:0.2-0.4mg/cm2 沉铜速率:10-20u″
温度计测量/ 化学分析/目 视
线路显影操作指引 ASK-WI-PD(ODF)-004
1次/12H
线路显影机作业前 点检表
作業員
曝光课
调整温度/添加药水或稀释/速 度设置
38
QC検査
AOI設備
目視
线路检验指引 ASK-WI-QA-013
QC全检 QA抽检
IPQC検査記録
检查员
曝光课
返工、返检、返修
39
订单接收 工程处理 QAE检查 材料受入
电脑 电脑 电脑 名称/型号/数量 <送货单>
客户资料检查指引 生产资料编写指引
全检 编写员 全检 记录本 QAE 仓库员
市场部 工程部 品质部 物控部
发EQ或通知客户并沟通 / 退工程改正处理 填写不合格品处理单
5
受入检查
千分卡尺 铜箔测厚仪 /卷尺
板厚/铜厚/大料尺寸
DES操作指引 ASK-WI-PD(IDF)-004
1次/4H
显影机生产条件点 检表 蚀刻机 DES线操 生产条件点检表 作员 退膜机生产条件点 检表
内层课
调整温度、药水浓度和速度设 置
14
AOI检查
AOI机台
AOI机台
内层检验指引
目視
内层检验指引 ASK-WI-QA-011
全検
AOI记录报表
检查员
印刷基板品质管理工程图
流程图 主要机械设备 加工处理及控制要点 检查方式 记录
序 准备 主工 检查 号 工序 序 工序
工序名 生产设备 检查设备 事项 标 准 检查方法
检查标准 指引编写参照 检查频 率 IPC-A-600F(II)和行业标准
异常反应及处理计划 记录格式 担当者 所属 部门
备注
1 2 3 4
1次/4H 目视/测量等 蚀刻线操作指引 ASK-WI-PD(ETCH)-001 1次/2H 蚀刻拉作业前点检 表 作業員 电镀课 返工、返检、返修
涂佈员
内层课
调整速度、温度设置
曝光 12
曝光机 /
曝光能量 5-7级
曝光尺/测量 等
曝光操作指引 ASK-WI-PD(IDF)-003
1次/4H
内层半自动曝光 机作业前点检表
曝光员
内层课
调整曝光能量设置
第 1 页,共 9 页
印刷基板品质管理工程图
流程图 主要机械设备 加工处理及控制要点 检查方式 记录
检测课
重做首板/反馈生产工序进行 调整纠正
棕化速度、温度 棕化 15 棕化机 / 药水浓度
速度:3.2±0.2m/min、温度: 35-41℃ 目視 化学分析 压合棕化线操作指引 ASK-WI-PD(LM)-002 1次/4H 水平棕化生产条件 点检表 压合 棕化线药水分析添 加报告 QAE 压合课 调整温度、药水浓度和速度设 置
序 准备 主工 检查 号 工序 序 工序
工序名 生产设备 检查设备 事项 标 准 检查方法
检查标准 指引编写参照 检查频 率 IPC-A-600F(II)和行业标准
异常反应及处理计划 记录格式 担当者 所属 部门
备注
DES线 13
DES线 /
現像:温度(℃)30±2、碳酸 浓度 (%)0.8-1.2、速度 (m/min)4.0±0.8,蚀刻:温度 (℃)50±5、Cu2+浓度 显影液蚀刻液退膜液 (g/L)130--160、速度:铜厚 温度计测量/ 温度/药水浓度/速度 0.5OZ:4.5-6.0m/min、1OZ: 化学分析/目 3.5-4.0m/min、2OZ:1.5视 2.2/min、3OZ:2.4-2.8m/min (蚀刻2次),退膜:温度50 ±2℃、氢氧化钠浓度4±1.0 ﹪、速度3.5-4.5m/min DES后品质检查
物控部 钻孔课 钻孔课 钻孔课
/ 填写不合格品处理单 返工处理 填写不合格品处理单 调整磨痕宽度/速度/温度设置 及重新试板
10
磨板
磨板机
卷尺
目视/测量等
1次/12H
磨板员
内层课
11
涂佈
涂佈机
/
温度/速度
目视/测量等
涂佈操作指引 ASK-WI-PD(IDF)-002
1次/4H
涂布首件/自检记 录表 垂直涂布机生产条 件点检表
异常反应及处理计划 记录格式 担当者 所属 部门
备注
33
磨板
磨板机
/
磨痕宽度/研磨痕幅:第一二 道/1、2個目13±2mm.第三 磨痕/速度/烘干温度/水 道/3個目:10±2mm 目视/测量等 破试验 速度:2.5±0.5m/min 温度:80±5℃ 水破:≥15S
线路磨板操作指引 ASK-WI-PD(ODF)-001
放大镜检查 切片检查/测 量/钳表测试 等 目視
沉铜操作指引 ASK-WI-PD(PTH)-002 全板电镀操作指引 ASK-WI-PD(PL)-001 电镀检验指引 ASK-WI-QA-008
1次/2H
化验员
电镀课
返工、报废及重新试板
31
电铜
电铜线
次/每型 号
可靠性测试报告
化验员
化验室/电镀 课
32
目视/测量等
线路贴膜操作指引 ASK-WI-PD(ODF)-002
1次/2H
自动压膜机作业前 点检表
作業員
曝光课
返工/调整温度、压力、速度设 置
35
对位
菲林
/
菲林是否偏移/对反
目视 曝光尺/测量 等
线路曝光操作指引 ASK-WI-PD(ODF)-003 线路曝光操作指引 ASK-WI-PD(ODF)-003
次/每型 号 次/每型 号 次/每锅 次/每锅 次/每型 号
PP开料检查记录 表 排板制程检查记 录表 排板制程检查记 录表 / X-Ray钻靶制程检 查记录表
值机员
压合课
调整机上尺寸设置/重新开料
18
组合
铜箔裁切机 铜箔测厚仪
铜厚.有无铜箔
MI/压合操作指引
目视/测量等
值机员
压合课
反馈工序调整纠正
按MI要求
目视/测量等
来料检验指引 ASK-WI-QA-010
全检
来料检查记录
检查员
IQC
填写不合格品处理单
6 7 8 9
入库 开料 磨边 圆角
叉车 裁板机 磨边机 圆角机 直尺 / /
材料性质 尺寸 磨边光滑度 圆角刀寿命
磨痕/速度/烘干温度/ 研磨痕跡/速度/乾燥温度 /板面粗さ測定
性质不同分别入库 按MI要求 手感平滑,目视观察不到明 显的毛刺、铜丝 圆角三个月更换一次 磨痕/研磨痕:8-12mm 速度:2.5-4.0m/min 温度:80±5℃ 乾燥温度(℃):一段95±5、 二~四段115±5、五段95± 5 冷却温度(℃):20±2(室 温) 涂布轮速度(m/min):6-9 目视/测量等 目视 目视 开料操作指引 ASK-WI-PD(CUT)-001 开料操作指引 ASK-WI-PD(CUT)-001 开料操作指引 ASK-WI-PD(CUT)-001 内层前处理操作指引 ASK-WI-PD(IDF)-001 / 抽检 抽检 / 磨边机生产条件 点检表 圆角机保养记录表 内层前处理生产条 件点检表 前处 理磨痕测试记录表 仓管员 作业员 作业员
备注
目视/测量等 22 锣边 锣机 钢尺 外观品质、机械尺寸 与MI一致
压合后处理操作指引 ASK-WI-PD(LM)-003 压合后处理操作指引 ASK-WI-PD(LM)-003
次/每型 锣边制程检查记录 号 表 次/每型 号 磨边机生产条件 点检表
值机员
压合课