intermatalilics of solder paste
Autodesk Factory Design Utilities 工作流教程:从零开始到英雄说明书
IM322819-LFactory Design Utilities Workflow-from Zero to Hero Peter De StrijkerAutodeskCo-presenters:Daniel Lutz Paul MunfordAutodesk AutodeskDescriptionThis introductory hands-on lab will guide you through all the steps of setting up a production facility with Factory Design Utilities, from ideation to imagery, based on a step-by-step guided data set.Speaker(s)Peter De Strijker is an application engineer / industrial manufacturing for Autodesk, Inc. He is responsible for driving the Autodesk manufacturing sales channel in the Benelux region in Europe. Before joining Autodesk, Peter worked as mechanical design engineer at a Belgian marine engine and gearbox manufacturer. He is a graduated engineer with a degree in electro mechanics.User Assets LibraryIt’s important to be able to populate the library with user specific assets. Let’s create one!1.Open the Import Asset function in Inventor Factory Ribbon.Ribbon: Get Started >Factory Launch > Create Asset > Import AssetSelect ...\ AU2019FDUDataset\Design\05-Asset Creation\Robot Controller.ipt and click Open.The model is now loading into the Asset Builder environnement.2.Open the Landing Surface function.Ribbon: Asset Builder > Author > Landing SurfaceSelect the bottom surface of the machine enclosure to define it as the landing surface.In the Landing Surface dialog, click Select Insertion Point and select the two points marked. Click OK to confirm the changes.3.Open the Define Connector function.Ribbon: Asset Builder > Author > Define ConnectorSelect the center of the left-hand edge as the insertion point.Select the red direction arrow and click the left-hand vertical edge of the box to define alignment.Select the blue arrow and select a vertical edge on the model. The blue arrow now points upwards.Press [ENTER] to close the command.4.Create a second connector in the same way.5.Open the Asset Variants function.Ribbon: Asset Builder> Author > Asset VariantsSelect the Width parameters and click the >> button.Using the + button, create three variants with the following values and click OK to close the dialog.6.Open the Asset Properties function.Ribbon: Asset Builder > Author > Asset PropertiesOn the Summary tab, enter Title Robot Controller and Company Autodesk and click OK to confirm your entry.7.Save the design.8.Open the Publish Asset function.Ribbon: Asset Builder > Publish > Publish AssetEnter asset name Robot Controller and select a destination directory. Click OK to confirm your entry.9.Close the part.10.Open file ...\ AU2019FDUDataset\Design\04-Packaging machine\ _0012009310.iamAs you can see, there are over 2.800 parts, too much for an asset so let’s simplify this11.First make sure to fully load the file.12.Open Shrinkwrap functionRibbon: Assemble > Simplification13.Enable “Remove parts by size” and select footplate as reference.14.With this operation, almost 2/3 of the parts are already excluded from simplification15.If you want to include hidden parts again, click Excluded option and select e.g. footplates againin graphical interface.16.Go to the Features tab to remove unnecessary features like holes, filets and chamfers items thesame style.17.Go to the Create tab to convert the simplified model into one single object18.Enable Break link to improve performance19.Open Asset Builder functionRibbon: Factory > Factory Launch20.Define the landings Surface21.Open the Publish asset function.22.Close the assembly.Production Process Analysis – Process Flowchart OPTIONAL23.Make sure the Layout Browser is loaded24.Create a New Layout25.Start Process Analysis in the factory ribbonRibbon: Factory > ToolsOpen ...\ AU2019FDUDataset\Design \06-Process Analysis \ Mannheim_Process - Start.adskfpa26.Activate “View Line Balancing Chart” in View Settings27.Run Simulation28.Note that for example the Rivet Press is most of the time in “Idle” state because it’s waiting formaterials and the Form Press is blocked because the next machine is still processing.29.Note that the total process time to produce 20 shovels is 78 h30.Run a html report to document the current state.31.Select …Rivet Press“ and modify the production parameters from 6 connection elements to 132.In the Process layout, add a buffer with 500 pieces capacity between …Form Press“ and …BeltGrinder“ and reconnect the process33.Run the simulation again and analyse the process impact of the modified machines34.Run a html report to document this process state.35.Open both html reports and compare the results36.Export the Process layout to a DWG fileCreate a New Sub Layout Area37.In Autocad Arch, create a new drawing.38.Make sure the Layout Browser is loaded39.Open in Layout Browser this file ...\ AU2019FDUDataset\Design\01-Data\Mannheim_youtData40.Type XREF in the command line to launch External References Manager41.Attach new XREF “Mannheim_G .dwg” to the drawinge Xref import settings as shown43.The xref will be automatically positioned as shown below44.Select the outline of the xref(1).45.Click the Open Reference command on the Context Ribbon (2).46.Activate the Factory Asset Browser by selecting the Palettes flyout on the Factory Ribbon andClick Asset Browser.47.Open this library folder in the Asset Browser48.Drag and drop Assets from the Asset Library into the layout as shown below49.Click on icon and draw a line as shown below50.Click Open in Inventor Command.51.Click OK on the dialog that displays.52.Click Yes on the Save Notification is necessary.53.The Inventor application will launch and create a 3D version of your 2D layout.54.Let’s wait a few seconds ….this is what you’ll get55.Select Y-merge roller conveyor and place them as shown below, connect with strait conveyors57.Connect the Robot positioning table to the frame connector as shown below58.…and let it snap like this…..plete the layout as shown below61.Finish the sub-layout by adding the below packaging machine and pallet conveyor assets asshown below.62. Open Layer Manager63. Open Import Layers64. ….. and load “Layer_Template_FDU.dwg” from the Documentation folder65. Import should look like this66. Select all conveyors in the layout and assign them to the “Conveyors” layer and continue withother assets Don’t forget to ENTER after each layer assignment67. On the Factory Ribbon, Click the Open in AutoCAD command.68. If prompted to Save the file, Select Yes and Ok to any dialog prompts.69. Click Yes when prompted to open the File in AutoCAD.70.Autocad Xref will be updated with all 3D changed made71.Save this file72.Switch to the o verall.dwg file and update all Xref’s73. Overall Layout is updated with new Xref content.Material Flow74.Open Production A-New xRef75.Open the Material Flow Browser.Ribbon: Factory > Tools > Palettes Flyout > Material Flow76.Click on the Routings ribbon tab.77.Move “Grinder 2” to location closer to powder coating machine and see the impact on time anddistance of the process.78.Close Optimization environment by selecting button below79.Click Open in Inventor Command.80.Open ...\ AU2019FDUDataset\Design\01-Data\Office_01.iam81.In the asset browser, select “Insert Asset Group” and select ...\ AU2019FDUDataset\Design\01-Data\Finished_Layout\ Office_01_Fin.iam82.Position the asset group inside the empty rectangle and confirm83.The main Layout will now contain an office space equipped with a standard set of furniture.84.OPTIONAL85.Insert solid building86.Select file ACAD_A_BUILDING_1.ipt in the 02-Buildings folder87.RMB and select “Insert Grounded at Originyout should look like thisPoint cloud project integration with Recap89.In Factory>Point Cloud tab, select Autodesk Recap90.Create a new project and give it a name and destination91.Import point cloud92.Select Files to Import button93.Browse for file Bestand_3.rcs and openunch project95.Screen should look like this96.Let’s make a discovery flight through the point cloud data97.After the fly through, select Front in the View Cube.98.Change to Orthographic view by selecting99.Box select the top of the point cloud data100.Create a new region101.Hide new region102.Go to Top view, model should look like this103.Clean out the point cloud data like image below104.Make hidden region visible again105.point cloud data should look like image below106.Save the project and switch back to Inventor107.In Factory ribbon, select Attach108.Select the new saved *.rcp project and click anywhere in the layout 109.In the dialog box, insert point cloud project at origin110.Inventor Layout should look like this111.In the point cloud navigator, switch on/off the region.Project Overview Navisworks112.Open the application NavisWorks Manage113.Open the file...\ AU2019FDUDataset\Design\01Data\Finished_Layout\Finished_Layoutv2.nwd114.In the viewpoint ribbon, select “Inside” viewpoint115.Walk around and look around in the facility.116.Let’s check for collisions, select this button117.Add a new test118.Scroll down and Expand the selection boxes and select models as shown119.Run the test120.You will detect a collision121.Let’s markup this error for engineering and save the viewpoint.122.Create a markup123. Add some comment124.Go back to “start” viewpoint125.Access Ribbon command in Animation ribbon126.Record animation while walking through facilityPanorama Shaded visual127.Walk nearby the robot area as shown below.128.In “Render” ribbon pick Render in Cloud option 129.In the option box, pick the following options130.After a short waiting time, this is the result you will see.I hope you liked it?Thank you!。
Autodesk Fabrication CAMduct 2013 Service Pack 4 E
Autodesk®Fabrication CAMduct™ 2013Service Pack 4 Enhancement ListImprovements made in Service Pack 4 build 3.01.193:∙All SP1, SP2 and SP3 enhancements incorporated (see below)∙Improved file compatibility for Farley.exe.∙Enhanced pierced holes visibility in takeoff developments.∙Improved coil line processor option text installation.∙Enhanced NC Part Request by Type columns.∙Improved stability of pattern CID 850.∙Enhancements made to various post processors.∙Improved scripting functionality to allow users to return values from catalogued item options.∙Stability improvement made to ancillary database components to allow the assignment of lone fabrication tables.Improvements made in Service Pack 3 build 3.01.154:∙All SP1 and SP2 enhancements incorporated (see below)∙Enhanced Scripting to support “Group” prefix when changing Item Specification or Material∙Improved import functionality when specifications contain alternate connectors and seams.∙Enhanced status time/dates to report out in local time rather than UTC format.∙More consistently apply collar seams from the specification to various round pattern developments.∙Enhanced ancillary database display to support sorting.∙Update position of Splitter holes in developments of Radius Elbow and Breeches piece.∙Enhanced hole development positions and notching when using connectors with –ve Turnover.∙Enhanced Mach3 post processor for plate detection support in Z axis for varying heights for pierce and cut.∙Enhanced Mitsubishi post processor for etching text.∙Enhanced Salvagnini post processor to control head movement when traversing and support laser marking.∙Enhanced CRE post processer for central cuts with 0 offset (rip cut) and view NC control.∙Enhanced Micro Step post process with support for Micro Punch tooling.∙Enhanced Fanuc Plasma post processor with height control.∙Enhanced AMS coil line post with tie rod holes and collate 4 piece and U+ straights.∙Improved support for displaying material and gauge properties in manual nest.∙Enhanced NFP nesting to better support nesting in holes and auto quantity parts.∙Updated oversize dialogue to redisplay the “show” control when hidden.∙Enhanced quick takeoff with attacher arrow control.∙Improved support for 3D viewer printing worksheets.Improvements made in Service Pack 2 build 3.01.094:∙All SP1 enhancements incorporated (see below).∙Attacher Arrow and associated functionality enhanced in 3D Viewer.∙Improved stability using Slice tool in Opus/Profiler.∙Enhanced stability of Write NC.∙Improved support in Amada post processor to prevent short arcs being output as full circles.∙Enhanced Burny10 post processor to support alternate tool On/Off commands M21/M20.∙Updated Cyberstep post processor to support Torch Height Control (THC).∙Improved support in Vicon decoiler post processor when outputting Metric values on an Imperial setup.∙Enhanced Digisaf 620 post processor to support multiple tools (Oxy fuel, Plasma cut and mark).∙Improve support for machines with more than one tool and using more than one setup rule. i.e. Hypertherm Voyager.∙Enhanced support for kerf compensation when used with DuctBoard patterns, i.e. keft left and kerf right supported.∙Enhanced CID 33 for processing multiple branches when one of the diameters is set to 0.∙Enhanced CID 7 to support the appropriate connector fold notches for C1 and C2 ends.∙Improved support for Double Walled items for sizing Insulation panels.Improvements made in Service Pack 1 build 3.01.057:∙Barcode settings, when changed in the main database, are maintained between sessions∙Opus now loads Raster to Vector DLL on 64 bit systems∙Enhanced stability of Opus DXF import∙Catalogue items are no longer created when enhanced editing a template ITM though Folders and selecting develop.∙Windows permissions validation now occurs when Writing NC.∙MAP2ADSK addresses various incidents with regard to migrating from older systems.∙Enable Item Spool, eTag, Zone and Alt fields on item and as print objects.∙Enhance Grooving/Marking options for panels when angle is less user defined angle, switches to marking tool.∙Print object Item Duct Weight adjusted for units used.∙Splitter entries in dialogue editor synced with regard to specification entries∙Plasma Straight, marker notches included from the developments.∙Oval Collars now resolve holes moving to accommodate notch positions.∙Square Elbow – Option provided for Seam Number for Throat supports more effective application of seams.∙Multi Branch on Reducer now allows multiple length splits along the body.∙Branch on Reducer: The option to change seam position on the body, is now in the development.∙Developments adjusted for seam lengths on Elliptical Reducers∙Extension allowances on Straights when working with Square Elbows and Square Tees have been improved.∙Enhanced stability for Setup Processes, Export Data and Select Exports button.∙Enhanced browsing through reports in Item Report BuilderAutodesk, CADmep, CAMduct, and ESTmep are registered trademarks or trademarks of Autodesk, Inc., and/or its subsidiaries and/or affiliates in the USA and/or other coun-tries. All other brand names, product names, or trademarks belong to their respective holders. Autodesk reserves the right to alter product and services offerings, and specifications and pricing at any time without notice, and is not responsible for typographical or graphical errors that may appear in this document. © 2013 Autodesk, Inc. All rights reserved.。
锡膏印刷工艺培训教材
Solder Paste Printing ProcessPL-6 Technology Process SharingPrepared By: Rhoderic M. dela CuestaSMT ENGINEER5’S OF SOLDER PASTE PRINTING•Solder Paste - A homogeneous combination of solder particles (ranging in diameter from about 4 to 40 microns) Solder paste iscommonly applied by printing, dispensing, pre-forms, and manualmethods.•Stencil- A thin sheet of brass or stainless steel with openings that match the land pattern of the printed circuit board. Typically,solder paste are force applied through these openings onto the printed circuit boardcomponent pads.•Squeegee- A metal or rubber blade used in screen or stencil printing to wipe across the screen (stencil) to force solder paste throughopenings in the screen (stencil).•Support- A metal assistance of PWB that act as an underside brace to hold it in particular location.•Spatula- A tool commonly made of metal, plastic or ceramic used for mixing, spreading, cleaning and distributing solder paste prior printingprocess.THE SOLDER PASTE•Solder paste has been used in electronic assembly for more than 30 years now and it is a complex mixture of at least five elements: solder powder, flux vehicle ;(rosins/resins, activator, rheological control agents and solvent).1.0 Solder Powder- generally, they are widely available everywhere in theworld. Alloy composition depends on the need of manufacturing. Materialscience consideration are a key factor for the selection of alloy.•Alloys- A substance which are made of by melting two or moreelement/materials with different combination together. If twoelement are alloyed together, they are called binary alloy. If three,then is is called ternary alloy.Element Combination (%by weight)Tin (Sn)Lead (Pb)Silver (Ag)Copper (Cu)Alloy Name Type6040Sn60Pb40Binary6337Sn63Pb37Binary62362Sn62Pb36ag2Ternary3565Sn35Pb65Binary57385Sn57Pb38Ag5Ternary991Sn99Cu1Binary1.0 Solder Alloy composition- depends on customer requirements. Industry standard,it is important that the alloy composition passed requirements per J-STD-006. Most common alloy compositions are :Sn60Pb40, Sn63Pb37, Sn62Pb36Ag2, Sn96.5Ag3Cu0.5, Sn95.5Ag3.8Cu0.7 2.0 Should be spherical in nature.Among the solid shape,sphere has a lower has alower surface area per unitvolume. Thus, there arelower chances of surfaceoxidation compare to othersolid shape.1> Fines, 2>Satellites, 3>Elongated irregular particles, 4> Flattened particles, 5>loose conglomerates, 6>Welded conglomerates, 7> Angled surfaces, 8>Wrapped surfaces.3.0 PSD- Particle Size Distribution- powder size distribution range determine if the paste will pass through the stencil aperture opening. Too big cause a solder paste to clogged the stencil aperture, too small cause the solder paste to slump.Type Designation / J-Mesh Designation Particle Size Range Particle Size AverageSTD-005 for CrossReferenceType 2-200/+32575-4560Type 3-325/+50045-2535Type 4-400/+50038-2031Type 5-50025-1518Mesh Designation- the number defines how many opening in 1”X1” screen size had. If solder powder passes through a screen, it is describe as (-) minus else, (+) positive. 4.0 Oxide Content- refer to the a non-metallic compounds that might form on the powder, including carbonates and sulfides that could happen somewhere the process of alloy atomization to packaging.Atomization- A process of converting metal alloy into a very fine particles. Though there are a lot of way to atomized alloy, gas, centrifugal and ultrasonic atomization are very common since they have produce lower oxide on the solder powder.THE FLUX VEHICLESFlux formulations are the heart of solder paste manufacturer. Thus, detailedformulation information about this are hidden in public eyes.2.0 Rosin / Resin- At room temperature, rosin are solid, chemically inactive,an insulator, and soluble in solvents, but not in water. Rosin melts at about72°C (160°F) and the organic acids become active at around 108°C(225°F). Rosin are natural products while resin are synthetic and man-made. Resin are more preferred than rosin since the are much morecontrollable.3.0 Activators- also solid in room temperature. It is added to boost theperformance of the resin or rosin.4.0 Rheological additives- the most common additives are derivedfrom the castor oil. Castor oil are fatty acid composition used to furthercontrol the solder paste in term of printability and performance. Somesolder paste manufacturer are modifying castor oils but modificationare highly proprietary.5.0 Solvents-are added thus to make the solder paste more flexible tohandle and be mixed homogeneously .Solder paste are highly hygroscopic in nature. It tends to absorb moisture and water into the surrounding atmosphere. If moisture or water are absorb, the printing quality, solder powder materials and performance are greatly affected and deteriorated. This phenomena is detrimental to the process and product. Parallel to this, solder paste are also sensitive to heat and freezing temperature. Excessive heat causes separation of solder paste and flux. Freezing causes activator capability to descend thus reducing wetting ability.Transportation- should be as short as possible. Next day delivery should be practiced. Protect against excessive heat. Solder paste may be shipped in ice packs, dry ice, gel packs or other insulating material and should be discussed with SP Supplier.Storage- When received, check and stored ASAP. Solder paste should not remain on the receiving dock and should be stored in refrigeration at supplier recommendation. Refrigeration will double the shelf life of the material as compared to storing it at room temperature. Refrigeration also acts as an additional protector against unforeseen environmental changes. If solder paste is to be stored at room temperature, it is vital that the temperature and humidity be maintained at an appropriate level. Temperature should be per supplier recommendation.Solder Paste Inventory Control- To eliminate the cause for possible paste expiration, the use of the “first in, first out" (FIFO) inventory management is recommended — the oldest material in stock always should be used first.Thawing- Do not remove any seal, open or attempt to mix solder paste until it has warmed completely to room temperature. The typical warming or stabilization time for solder paste is four to eight hours. Do not force-warm solder paste, as this may cause flux separation or other rheological problems. A simple way to accomplish proper warming is to remove the solder paste from refrigeration the shift or the night before it will be used. If solder paste is used while it is cold, it will condense and draw moisture as it warms, possibly resulting in slump, spatter or other process defects. In addition, cold solder paste will have a dull appearance, be very difficult to stir, will not roll on the stencil or print correctly, and may stick to the squeegee blades.Solder Paste Mixing- It is necessary to ensure an even distribution (homogenous mixture) of any separated material throughout the paste. Manual or automatically stir the paste thoroughly in one direction depend on study (one to three minutes probably closer to one minute). If using spatula, never use to mixed with other type of SP.Printing Machine/Environmental Control -Variation to temperature and humidity is harmful to solder paste thus control is necessary. Control the temperature and humidity per solder paste suppliers recommendation or to plant internal study.Solder Paste Application Process -Controlling the level of solder paste on the stencil surface is vital to proper printing. It is better to add a smaller amount of paste more frequently than to add a large amount of paste less often. This method of control will ensure a constant turnover of paste, while keeping the freshest possible paste on the stencil.Squeegee刮 刀Spatula锡 浆 勺Every 60 minutes put the solder paste at the center.Long resting leads to poor printing due toharden solder paste每60分钟将锡浆往中间收集 一次,因为变硬的锡浆会影响 印刷 效果.Need to take out solder paste which unnecessary. Thesepaste gets harden and interfere to printing.除去不必要的锡浆 ,因为这地方的锡浆会变硬 而影响印刷效果在停产前和使用后 ,必须清洁 干净 .Must be cleaned after used, before long break or after completing production.Clean thoroughly after use使用过后彻底清洁丝 网StencilSTENCILThe stencil idea normally came from screen printing used in cloth illustration printing manufacturing. A screen mess had been applied with emulsionexposing only those area need to be printed. Drawback of using screen in solder paste is that control had been limited and use of metal squeegee is impossible.THE STENCIL“It takes a good stencil to get a good print, then automation helpsmake it repeatable”Anonymous •Stencil Materials- are selected based on cost and forming technology.•Materials used are brass, stainless steel, molybdenum, nickel, and plastic.•Stainless steel and brass are the most widely used materials inthe industry.•Molybdenum material had been promoted due to reportedimprovement in paste release from the stencil.•Nickel are a choice for electro-forming process but considerably costly.THE TECHNOLOGYChemical Etching ProcessCheapest method and a traditional manufacturing technology of stencil for majority of application. This is a subtracted process.1234Cleaning of metal clad 56Applying photo resist Imaging photo tool Developing Chemical EtchingRemoving photo resistChemical Etched Stencil is now ready for framing !!NOTE: Animation are for presentation purposes only. Deviation to the actual process might be noticed and seen.THE PROCESS1234Cleaning of metal clad 56Applying photo resist Imaging photo tool Developing Chemical EtchingRemoving photo resistProblem With Chemical Etch StencilChemical Etch stencil will exhibit a “hour glass profile”.Hour glass profile will hinders the smooth paste releaseto the stencil aperture hole.Other Common Problem With Chemical Etch Stencil Due to many process involve, variation was evident. Like most other, film shrink or expand relative to temperature and humidity. This cause accuracy problem and at the end printing problem. Tolerance can vary from 0.5 mils (12.7 microns) to as large as 2 mils (50.8 microns).Mis-registration of photo-film.Quality of chemically etched stencil = 1/Component Pitch.Laser Cut StencilA high cost form of stencil manufacturing. Like chemical etch, this is asubtracted process with higher accuracy of aperture hole to pad matching.Cutting is done in single side only thus repeatability was higher.The Process:Processing Gerber Data Cutting Image Inspection Framing DeliveryLaser Cut Stencil Common ProblemJagged aperture walls due to dross build-upElectropolishing -secondary microetching. This is done by placingchemically etch or laser cut stencil to atank filled with acidic solution andintroduce current to the solution foractivation. This process will remove thehigh points and rough points at the stencilsurface. Paste release will be good. Drawbacks:From this to thisTo shiny surface will reduce the coefficient offriction causing solder paste skipping. Skippinghappens when the solder paste is drag at thestencil top and rolling motion is not observed,Electroformed StencilA newest process of making an stencil and this is an additive process. This is a very high cost of stencil manufacturing though quality had been justified.Stencil thickness starts from zero and build to the desired thickness.1234Laminating a photosensitive dry film to a copper foil (0.25 mm thick)56Exposing to UV light for stencil pattern Developing where the apertureremain covered in copper mandrel.Put in the electroforming bath for nickel deposit.Removal of photo resist onthe aperture hole.Flexing.The ProcessElectroformed Stencil Common ProblemNickel were soft and it is more prone to damage but accuracy is higher.The stencil surface might betoo smooth that it will notallow the solder paste rollingmotion.Stencil Extra TreatmentElectro polishing - secondary micro etching. This is done by placing chemically etch or laser cut stencil to a tank filled with acidic solution and introduce current to the solution for activation.Nickel Plating - another additive process butnickel are deposit on a brass stencil material. Thisplating will only serve as a coating to smoothens thesurface and aperture wall for good paste release.Coating thickness range from 0.00030 to 0.00050inches (8 to 12 microns)Step-down/Step-up - A stencil treatment that willprovide a various paste deposition thickness. Usedfor product where a need of solder paste volumedeposit were fixed such as fine pitched on one sideand common component on the other side.THE STENCIL DESIGN GUIDELINESIPC-7525 provides general guidelines for solder paste stencil fabrication.In actual, aperture dimension follows different approaches from different person and uses.• Trial and Error - costly approach of determining the optimum range of aperture dimensions.• Inquiry to stencil manufacturer - they can only provide guidelines andrecommendations. Actual use and printing performance is not been given.• Experience - All rules are only guidelines. If it conforms and provide goodresult, it will be used as is otherwise new design with empirical dimensions aregiven.• Calculations - solder volume was calculated base on the actual solder filletrequired.Aperture Calculation Consideration - Response (Solder Volume)•Paste Release - The print-area ratio (PAR) is used as a guideline toquantify the paste-release capability of an aperture design, which also is shown in Figure 1. A PAR above 0.66 typically is acceptableIf stencil thickness was not given, formula above is used to compute such.•Solder Paste Metal Content - upon melting, the solder fillets will from solder joint. The volume will depends on the metal content of the solder paste used. Normally, metal content are in range of 85 to 91 percent.V =Xd sXds100 - XdfWhere:V = volume fraction of solder in solder paste.X = metal content (%w/w) of solder paste.ds = density of solder alloy.df = density of flux•Solder Paste Particle Size Distribution - solder paste alloy are atomized to form a powder. Sizes will depend on the the type of solder paste as shown in table below: (General Rule: minimum aperture width = 5 x (max. PSD)T y p eD e s ig n a tio n P e r J-S T D-005M e s hD e s ig n a tio nP e r A S T M-B214P a r tic le S iz eR a n g e inm ic r o n sP a r tic le S iz eA v e r a g e inm ic r o n sT y p e2-200/+32575–4560 T y p e3-325/+50045–2535 T y p e4-400/+50038–2031 T y p e5-50025- 1518• Aperture modification - If the aperture hole had been modified for some reason, component should stay in the PWB while in mounting process. Solder paste holding area might not be sufficient.•Tackiness of solder paste- A characteristic of solder paste that work to hold the components into into its place while in mounting process.Step-up / Step Down Design Consideration• Step-down Stencil - If there’s a need for a fine pitch printing but generally used thicker stencil to print other components. SHU2230 is one example of step downstencil.• Step-up Stencil - If there’s a need to print a thicker solder paste deposit to a small portion of the PWB. PWB utilizing module (WISMO, Wavecom modules) commonly used this kind of stencil. Generally, step-up stencil is much more expensive than that ofstep-down due to process involved. It needs thicker stencil area to scrape-out.K2K1ABITEM MIN MAXA0.130 mm (5 mils)B0.100 mm (4 mils)K1 2 mm (75 mils)K1 GRK20.65 mm (25 mils)(B x 36 )• NOTE: Data above are for design consideration and guideline only. Design varies per individual product study.A metal or rubber blade used in screen or stencil printing to wipe across the screen (stencil) to force solder paste through the aperture openings.Rubber Squeegee - The use of rubber squeegee into the production line causes wide variation on the quality performance. Rubber squeegeehardness depends on the aperture opening and should be measured using durometer. Too soft and it can cause “scooping effect”.Metal Squeegee - Common type of squeegee used in electronic industry due to its rigidity and strength. Metal squeegee are commonly made of stainless steel. Some are nickel plated to enhance solder paste printing rolling motion.Improved Metal Squeegee - In recent years, different innovation are implemented in squeegees. One here are squeegee tip metallurgical bonding process. Squeegees are infused with a special coatings on the tip causing a more smooth, low friction and more rigid squeegees.SQUEEGEES (SMART HEADS)Technology never stops. Researcher had made a quantum leap in advanced stencil printing technology. They had created rheometric pump print head.OTHERS:1.0 Closed-LoopTransducer PressureControl- Pressure issensed on the inside of thechamber walls for fluidpressure controlunattainable withconventional squeegeeblades. Software controlled,the chamber pressure isclosed-loop feedback intothe input cartridgesindependent of materialvolume.检查刮刀边沿是否平直,有无缺口和变形.Check the edge of the blade, should be straight, nocut and no deformation.金属刮刀 (METAL SQUEEGEE)有缺口的金属刮刀 (CUT METAL SQUEEGEE)缺口 (CUT)Side View側视图Use filler gauge here to measure any gap. Note thatthe squeegee should be perpendicular to granite stone.Filler gage should not be passing to any area in thesqueegee. 用塞尺测每一处缝隙,注意刮刀必须与平台垂直。
莫加 MPC-2121 系列 12英寸无风扇车辆面板计算机商品介绍说明书
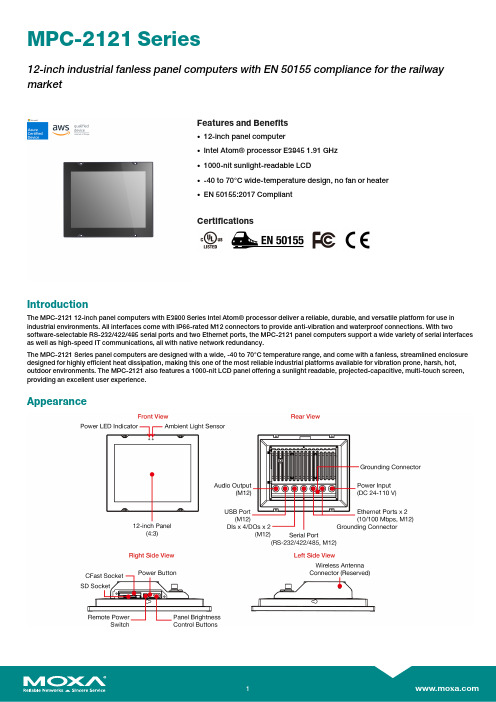
MPC-2121Series12-inch industrial fanless panel computers with EN50155compliance for the railway marketFeatures and Benefits•12-inch panel computer•Intel Atom®processor E38451.91GHz•1000-nit sunlight-readable LCD•-40to70°C wide-temperature design,no fan or heater•EN50155:2017CompliantCertificationsIntroductionThe MPC-212112-inch panel computers with E3800Series Intel Atom®processor deliver a reliable,durable,and versatile platform for use in industrial environments.All interfaces come with IP66-rated M12connectors to provide anti-vibration and waterproof connections.With two software-selectable RS-232/422/485serial ports and two Ethernet ports,the MPC-2121panel computers support a wide variety of serial interfaces as well as high-speed IT communications,all with native network redundancy.The MPC-2121Series panel computers are designed with a wide,-40to70°C temperature range,and come with a fanless,streamlined enclosure designed for highly efficient heat dissipation,making this one of the most reliable industrial platforms available for vibration prone,harsh,hot, outdoor environments.The MPC-2121also features a1000-nit LCD panel offering a sunlight readable,projected-capacitive,multi-touch screen, providing an excellent user experience.AppearanceSpecificationsComputerCPU Intel Atom®Processor E3845(2M Cache,1.91GHz)Graphics Controller Intel®HD GraphicsSystem Memory Pre-installed4(8GB Max.)GB DDR3LSystem Memory Slot SODIMM DDR3/DDR3L slot x1Pre-installed OS MPC-2121-E4-LB-CT-T-W7E/MPC-2101-E4-CT-T-W7E:Windows Embedded Standard7(WS7P)64-bit pre-installedMPC-2121-E4-LB-CT-T-LX/MPC-2121-E4-CT-T-LX:Linux9pre-installedSupported OS Windows10Pro64-bitWindows10Embedded IoT Ent2019LTSC64-bitWindows10Embedded IoT Ent2016LTSBWindows7Pro for Embedded SystemsWindows Embedded Standard7(WS7P)64-bitLinux Debian9Expansion Slots Mini PCIeStorage Slot CFast slot x1SD slots x1,SD3.0(SDHC/SDXC)socketStorage Pre-installed MPC-2121-E4-LB-CT-T-W7E/MPC-2121-E4-CT-T-W7E:32GB CFast CardMPC-2121-E4-LB-CT-T-LX/MPC-2121-E4-CT-T-LX:32GB CFast CardComputer InterfaceEthernet Ports Auto-sensing10/100Mbps ports(M12D-coded4P)x2Serial Ports RS-232/422/485ports x1(M12A-code12P)USB2.0USB2.0hosts x1(M12A-coded5P)Digital Input DIs x4(M12A-code)Digital Output DOs x2(M12A-code)LED IndicatorsSystem Power x1DisplayActive Display Area245.76(H)x184.32(V)mmAspect Ratio4:3Contrast Ratio1000:1Light Intensity(Brightness)500/1000cd/m2Max.No.of Colors16.2M(8-bit/color)Panel Size12-inch viewable imagePixel Pitch(RGB)0.240(H)x0.240(V)mmPixels1024x768Response Time5ms(gray to gray)Viewing Angles176°/176°Touch FunctionTouch Type Capacitive Touch(PCAP)Touch Support Points4pointsGlove Support YesSerial InterfaceBaudrate50bps to115.2kbpsData Bits5,6,7,8Flow Control RTS/CTS,XON/XOFFParity None,Even,Odd,Space,MarkStop Bits1,1.5,2Serial SignalsRS-232TxD,RxD,RTS,CTS,DTR,DSR,DCD,GND RS-422Tx+,Tx-,Rx+,Rx-,GNDRS-485-2w Data+,Data-,GNDRS-485-4w Tx+,Tx-,Rx+,Rx-,GNDPower ParametersInput Voltage24to110VDCPhysical CharacteristicsHousing MetalIP Rating IP66Dimensions297x238x59mm(11.69x9.37x2.32in) Weight2850g(6.28lb)Environmental LimitsOperating Temperature-40to70°C(-40to158°F)Storage Temperature(package included)-40to70°C(-40to158°F)Ambient Relative Humidity5to95%(non-condensing)Standards and CertificationsEMI CISPR32,FCC Part15B Class AEMS IEC61000-4-2ESD:Contact:6kV;Air:8kVIEC61000-4-3RS:80MHz to1GHz:20V/mIEC61000-4-4EFT:Power:2kV;Signal:2kVIEC61000-4-5Surge:Power:2kV;Signal:1kVIEC61000-4-6CS:10VIEC61000-4-8PFMFMechanical Protection Rating IEC60529,IP codeShock EN50155standardVibration EN50155standardEMC EN55032/35Safety IEC60950-1,IEC62368-1,UL62368-1 DeclarationGreen Product RoHS,CRoHS,WEEEWarrantyWarranty Period LCD:1yearSystem:3yearsDetails See /warrantyPackage ContentsDevice1x MPC-2121Series computerInstallation Kit6x screw,for panel-mounting1x M12-Phone jack power cable1x M12-Type A USB cable1x terminal block,2-pin(for remote power input) Documentation1x quick installation guide1x warranty cardDimensionsOrdering Information2.0MPC-2121-E4-LB-CT-T-W7E 12"(4:3)500nitsE3845Quadcore4GBW7E(64-bit)2(M12)1(M12)1(M12)4/2(M12)24to110VDCIP66-40to70°CMPC-2121-E4-CT-T-W7E12"(4:3)1,000nitsE3845Quadcore4GBW7E(64-bit)2(M12)1(M12)1(M12)4/2(M12)24to110VDCIP66-40to70°CMPC-2121-E4-LB-CT-T-LX 12"(4:3)500nitsE3845Quadcore4GB Debian92(M12)1(M12)1(M12)4/2(M12)24to110VDCIP66-40to70°CMPC-2121-E4-CT-T-LX12"(4:3)1,000nitsE3845Quadcore4GB Debian92(M12)1(M12)1(M12)4/2(M12)24to110VDCIP66-40to70°CMPC-2121-E4-LB-CT-T 12"(4:3)500nitsE3845Quadcore4GB–2(M12)1(M12)1(M12)4/2(M12)24to110VDCIP66-40to70°CMPC-2121-E4-CT-T12"(4:3)1,000nitsE3845Quadcore4GB–2(M12)1(M12)1(M12)4/2(M12)24to110VDCIP66-40to70°C©Moxa Inc.All rights reserved.Updated Jun28,2021.This document and any portion thereof may not be reproduced or used in any manner whatsoever without the express written permission of Moxa Inc.Product specifications subject to change without notice.Visit our website for the most up-to-date product information.。
GenFlex菜单命令中英文对照
Custom 钻-铜定制优化 Lecagy做间距
Legend Detection 文字侦测 Construct Pads(Auto.) 自动换pad Construct Pads(Auto.All Angles) 自动换pad,无论角度
大小,建议不用 Construct Pads(Ref.) 手动换pad Set SMD Attribute 设定SMD属性 Line Unification 线路简化(合并线) Redundant Line Removal 重复多余的线路删除 NFP Removal 无功能独立点删除(删除独立PAD) Drawn to Outline 绘制外框线(以线或轮廓来代替线绘
Step Compare 料号对比 Multi Layer Copy 焊接层拷贝 Quote Summary 引用数据
New 新的Checklist Open 开启Checklist Rename 更改Checklist名称 Delete 删除Checklist Copy From Library 将其从数据库copy出来 Copy To Library 将其 copy至数据库
File 档案 Save 存档 Script 自动化程序
Locks 锁住的管理
Print Layer 打印 Close 结束
Alt + F + S 养成随时保存的好习惯。
Run 执行程式 Record 录制指令 History 查看指令历史 Binding 连结(对应快速键) Debug 程式除错器 Continue 暂停继续 Check Out 开启 Check In 关闭 Lock Status 状态
Critcal Via Analysis 关键导通孔检查
海尔 Illuminated Switch 产品说明书
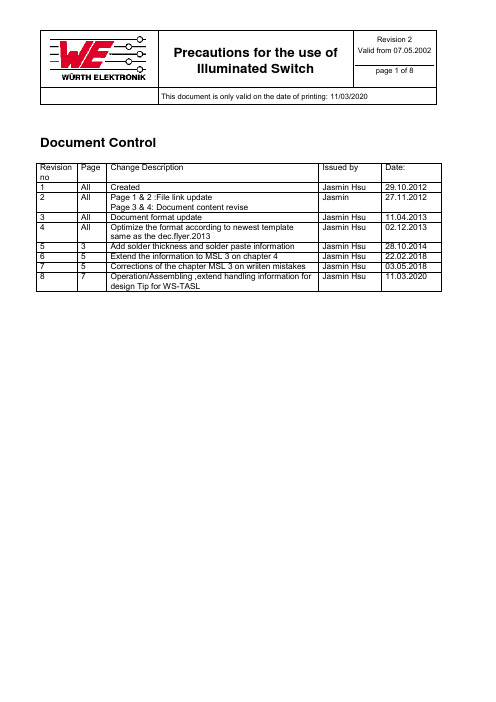
This document is only valid on the date of printing: 11/03/2020Document ControlPage Change Description Issued by Date: Revisionno1 All Created Jasmin Hsu 29.10.20122 All Page 1 & 2 :File link updateJasmin 27.11.2012 Page 3 & 4: Document content revise3 All Document format update Jasmin Hsu 11.04.20134 All Optimize the format according to newest templateJasmin Hsu 02.12.2013 same as the dec.flyer.20135 3 Add solder thickness and solder paste information Jasmin Hsu 28.10.20146 5 Extend the information to MSL 3 on chapter 4 Jasmin Hsu 22.02.20187 5 Corrections of the chapter MSL 3 on wriiten mistakes Jasmin Hsu 03.05.2018Jasmin Hsu 11.03.2020 8 7 Operation/Assembling ,extend handling information fordesign Tip for WS-TASLThis document is only valid on the date of printing: 11/03/2020 Precautions for the use of illuminated switch1. General information:Wuerth Elektronik starts to offer wide range of illuminated switch in Surface Mount and Through Hole types with different kind of outlooks, heights and dimension fit into different customer and application segments.Wuerth Elektronik would like to give you few information of handling of our products.If you choose products which can replace your existing source, please take care about the LED specification is also close or equally to your existing source, so that at the end you would not having to big color appearance difference on your products. All related information about the LED is to find in our catalogue and specification.2. Recommend soldering profilesThe switch is design and approved for a 1.6mm single-side PCB.Using the PCB with a different thickness or using double-sided, through hole PCBs may result in loose mounting, improper insertion, or poor heat resistance in soldering, The effects will occur, depending on the type of the holes and patterns of the PCB. Therefore it is recommended that a verification test on customer is conducted before use.2.1 Recommend soldering profile for SMT partsPlease download our Reflow standard from our website under following link:http://www.we-/web/en/passive_bauelemente_standard/download_center_pb s/Download_Center_PBS.php?p=2#dbfilterFile name: “Standard Reflow Soldering Profile”This document is only valid on the date of printing: 11/03/2020For our SMD illuminated switches 2 times reflow soldering max.The component could become a color change or deformed, in case to get in touch with exceeding temperature or overstress the component as we define.For internal test, WE use solder thickness of 150µm and solder past SAC3052.2 Recommend soldering for THT partsPlease download our Reflow standard from the Internet under following link:http://www.we-/web/en/passive_bauelemente_standard/download_center_pb s/Download_Center_PBS.php?p=2#dbfilterFile name: “Standard Reflow Soldering Profile”The component could become a color change or deformed, in case to get in touch with exceeding temperature or overstress the component as we define.2.3 Recommendation for hand soldering:350°C for 3 sec. maxNote : Please make sure, that the solder heat is not come in contact with the product body as it may can cause the damage to the partand result in malfunction.2.4 Recommendation of vapor phase solderingOur Products are not proven for the VPH. Verification on thisprocess is required on customer side.This document is only valid on the date of printing: 11/03/20202.5 Cleaning, washing and coating after reflow?For our illuminated products, we normally do not suggest to put into the cleaning process, because the cleaning agent mind be damage the LED. For individual case, please help to provide details information of cleaning process, name of the cleaning agent and if possible the specification of the cleaning agent for our evaluation.Do not pot the parts into the potting material, by doing so it may cause malfunction of the switch.If our product is potted in customer applications, the potting material might shrink during and after hardening. Accordingly to this the product is exposed to the pressure of the potting material with the effect that the product is possibly damaged by this pressure and so the electrical as well as the mechanical characteristics are in danger of being affected. After the potting material is cured, the products needs to be checked if any malfunction or destructions on the product have occurred.If coating the PCB, please take care that some aggressive chemicals can cause capillary ingress into the switch and cause malfunction. Verification process is required on customer side.3. Handling of the componentThe schematic of the LED and the Switch itself is separate as it shows in our specification, please read carefully our specification.The LED characteristics is showing in the specification, please be carefully not to overload the LED.ESD prevention methods need to be applied for manual handling and processing by machinery.Do not use excessive force to operate the switch, or it may damage or deform the switch.For Anode/Cathode direction of the LED’s, please refer to our specification.This document is only valid on the date of printing: 11/03/20204. Storage & operation conditionOperation temperature: -40°C ~ 85°COur SMD-parts (Match code WS-TASL) has MSL 3, others are specify as MSL1Storage temperature for MSL 3 :Condition and TimeSealed <40℃/90%RH, Max. storage time 12 months at this conditionUnsealed <30℃/60%RH, Max. allowable exposure time less than 168 hours When open the sealing, a check on humidity indicator card is require to check if a pre-baking before reflow process is necessary.We do recommend customer immediately to re-seal the packaging to the original seal status. With a new sealing, it is mandatory to use a new humidity indicator card.In the event, that the exposure time is ≤12 hours, a minimum desiccating period of 5 times to the exposure time is required to dry. This can be accomplished by dry pack according to clause 3.3 or a dry cabinet that capable of maintaining not greater than 5%RH.In the event, that the exposure time is >12 hours, a baking process according to IPC/JEDEC-J-STD-033 is required.The Floor life can time be re-start after the baking process.After bag is opened, devices that will be subjected to reflow solder or other higher temperature process must be mount within 168 hours of factory conditions ≤30°C / 60% RH or store per IPC/JEDEC J-STD-033 2. Baking time for components exposure ≤ 72 hours:Temperature DurationSingle component 125 ℃17hours90 ℃≤5%RH2dayComponent on Tray 40 ℃≤5%RH23daysComponent on Tape on40℃≤5% RH23daysReel or TubeOther terms than above mentioned is on customer own risks.This document is only valid on the date of printing: 11/03/2020All products are supposed to be use the end of the period of 12 months base on the product date code, if not a 100% solder ability cannot be warranted.5. Operation /AssemblingDo not repeatedly operate the switch with excessive force, or it may damage or deform the switch.To assemble the caps :Our caps are designed with notches to avoid the fall out afterwards.By insertion of the cap, please put the cap on the strait vertical down to the actuator. By hearing a crispy sound, the cap is latched.If you need to remove the cap, please use with your finger(nail) to pull up one side of the cap. Please do not use any sharp tools because it can damage the switch or the cap.This document is only valid on the date of printing: 11/03/2020To design our SMD illuminated switch WS-TASL :WS-TASL is the only series from our illuminated switches, which is not use for front panel. To design the cap or knob for it, please design so, that the operating part will operate in a straight vertical line to the center of the actuator or plunger of the switch. A decrease in the life of the switch may result if the operating part is pressed off-center or from an angle. Also it may cause function errors or broken actuators or plunger of the switch.6. PackagingOur SMD parts are generally pack on Tape on reel with ESD vacuum bag.This document is only valid on the date of printing: 11/03/2020Our THT parts are generally pack in ESD Tray with Dry back and sealed in plastic bag.7. ComplianceWuerth Elektronik products are RoHS compliance. For a 3rd parties test report, please contact us.For any further information, please feel free to contact our sales representatives.。
Autodesk Smoke 2011 商业版使用指南说明书
Autodesk® Visual Effects and Finishing 2011© 2010 Autodesk, Inc. All rights reserved. Except as otherwise permitted by Autodesk, Inc., this publication, or parts thereof, may not be reproduced in any form, by any method, for any purpose.Certain materials included in this publication are reprinted with the permission of the copyright holder.Portions relating to MD5 Copyright © 1991-2, RSA Data Security, Inc. Created 1991. All rights reserved. License to copy and use this software is granted provided that it is identified as the “RSA Data Security, Inc. MD5 Message-Digest Algorithm” in all material mentioning or referencing this software or this function. License is also granted to make and use derivative works provided that such works are identified as “derived from the RSA Data Security, Inc. MD5 Message-Digest Algorithm” in all material mentioning or referencing the derived work. RSA Data Security, Inc. makes no representations concerning either the merchantability of this software or the suitability of this software for any particular purpose. It is provided “as is” without express or implied warranty of any kind. These notices must be retained in any copies of any part of this documentation and/or software.TrademarksThe following are registered trademarks or trademarks of Autodesk, Inc., and/or its subsidiaries and/or affiliates in the USA and other countries: 3DEC (design/logo), 3December, , 3ds Max, Algor, Alias, Alias (swirl design/logo), AliasStudio, Alias|Wavefront (design/logo), ATC, AUGI, AutoCAD, AutoCAD Learning Assistance, AutoCAD LT, AutoCAD Simulator, AutoCAD SQL Extension, AutoCAD SQL Interface, Autodesk, Autodesk Envision, Autodesk Intent, Autodesk Inventor, Autodesk Map, Autodesk MapGuide, Autodesk Streamline, AutoLISP, AutoSnap, AutoSketch, AutoTrack, Backburner, Backdraft, Built with ObjectARX (logo), Burn, Buzzsaw, CAiCE, Civil 3D, Cleaner, Cleaner Central, ClearScale, Colour Warper, Combustion, Communication Specification, Constructware, Content Explorer, Dancing Baby (image), DesignCenter, Design Doctor, Designer's Toolkit, DesignKids, DesignProf, DesignServer, DesignStudio, Design Web Format, Discreet, DWF, DWG, DWG (logo), DWG Extreme, DWG TrueConvert, DWG TrueView, DXF, Ecotect, Exposure, Extending the Design Team, Face Robot, FBX, Fempro, Fire, Flame, Flare, Flint, FMDesktop, Freewheel, GDX Driver, Green Building Studio, Heads-up Design, Heidi, HumanIK, IDEA Server, i-drop, ImageModeler, iMOUT, Incinerator, Inferno, Inventor, Inventor LT, Kaydara, Kaydara (design/logo), Kynapse, Kynogon, LandXplorer, Lustre, M atchM over, M aya, Mechanical Desktop, Moldflow, Moonbox, MotionBuilder, Movimento, MPA, MPA (design/logo), Moldflow Plastics Advisers, MPI, Moldflow Plastics Insight, MPX, MPX (design/logo), Moldflow Plastics Xpert, Mudbox, Multi-Master Editing, Navisworks, ObjectARX, ObjectDBX, Open Reality, Opticore, Opticore Opus, Pipeplus, PolarSnap, PortfolioWall, Powered with Autodesk Technology, Productstream, ProjectPoint, ProMaterials, RasterDWG, RealDWG, Real-time Roto, Recognize, Render Queue, Retimer, Reveal, Revit, Showcase, ShowMotion, SketchBook, Smoke, Softimage, Softimage|XSI (design/logo), Sparks, SteeringWheels, Stitcher, Stone, StudioTools, ToolClip, Topobase, Toxik, TrustedDWG, ViewCube, Visual, Visual LISP, Volo, Vtour, Wire, Wiretap, WiretapCentral, XSI, and XSI (design/logo).Adobe, Flash and Reader are either trademarks or registered trademarks of Adobe Systems Incorporated in the United States and/or countries. Automatic Duck and the duck logo are trademarks of Automatic Duck, Inc.FFmpeg is a trademark of Fabrice Bellard, originator of the FFmpeg project.Python is a registered trademark of Python Software Foundation.All other brand names, product names or trademarks belong to their respective holders.DisclaimerTHIS PUBLICATION AND THE INFORMATION CONTAINED HEREIN IS MADE AVAILABLE BY AUTODESK, INC. “AS IS.” AUTODESK, INC. DISCLAIMS ALL WARRANTIES, EITHER EXPRESS OR IMPLIED, INCLUDING BUT NOT LIMITED TO ANY IMPLIED WARRANTIES OF MERCHANTABILITY OR FITNESS FOR A PARTICULAR PURPOSE REGARDING THESE MATERIALS.Published by: Autodesk, Inc.111 Mclnnis ParkwaySan Rafael, CA 94903, USATitle: Autodesk Smoke 2011 for Mac OS X In ternational Keyboard Reference GuideDocument Version: 1Date: April1, 2010Keyboard Layouts Topics in this chapter:■Introduction on page 1■US English Keyboard on page 3■International English Keyboard on page 4■European French Keyboard on page 5■European German Keyboard on page 7■European Spanish Keyboard on page 8■Japanese Keyboard on page 9IntroductionAutodesk ® Smoke ® 2010 for Mac OS ® X uses a US English keyboard layout as the default layout when assigning hotkeys (keyboard shortcuts). You can use a different keyboard such as a German keyboard with your Smoke system, but keep in mind that some hotkeys may not work, and other hotkeys may be remapped to a different location.In the Smoke Hotkey Editor you can select the keyboard you are using in the Keyboard Type box.11On your Smoke system, you have the choice of the following Mac keyboards:■109-Key (Mac - US English)■110-Key (Mac - International English)■110-Key (Mac - European French)■110-Key (Mac - European German)■110-Key (Mac - European Spanish)■112-Key (Mac - Japanese)When you select your keyboard, the onscreen keyboard is changed to reflect your choice, and entries in theHotkey Catalogue are updated accordingly.NOTE If a hotkey is set on a key not available for the keyboard selected, the Hotkey Catalogue displays the entryin black. In this case, you can remap an unavailable hotkey to another key that your keyboard supports.See the following pages for specific layout and hotkey information for your keyboard. For more informationon working with the Hotkey Editor in general, see the Managing Hotkeys chapter in your Smoke User Guide.2 | Chapter 1 Keyboard LayoutsUS English KeyboardThis is the default QWERTY keyboard.US English Keyboard | 3International English KeyboardThis is a slight variation on the QWERTY keyboard.There are no remapped keys on the International English keyboard, but be aware that the ` key is found tothe left of the z key.4 | Chapter 1 Keyboard LayoutsEuropean French KeyboardThis is the AZERTY keyboard.The following keys in the French keyboard layout are remapped to US English keys (in light blue in the Hotkey Editor layout).French KeyUS English Remap1&é2“34‘(5§6è7!8ç9à)--=qazw^[$]qam;‘ù‘\European French Keyboard | 5French KeyUS English Remap<`wz,m;,:.=/Sup>Del>., (on the numerickeypad)6 | Chapter 1 Keyboard LayoutsEuropean German KeyboardThis the QWERTZ keyboard.The following keys in the German keyboard layout are remapped to US English keys (in light blue in the Hotkey Editor layout).German KeyUS English Remapß-‘=zyü[+]ö;‘ä#\<`yz-/Entf>Del>, (on the numeric.keypad)European German Keyboard | 7European Spanish KeyboardThis is another variation of the QWERTY keyboard.The following keys in the Spanish keyboard layout are remapped to US English keys (in light blue in theHotkey Editor layout).Spanish KeyUS English Remap‘-¡=`[=]n;'‘\ç<`/-, (on the numeric.keypad)8 | Chapter 1 Keyboard LayoutsJapanese KeyboardThis variation of the QWERTY keyboard is typically used in Japan.The following keys in the Japanese keyboard layout are remapped to US English keys (in light blue in the Hotkey Editor layout).US English RemapJapanese Key¥\Japanese Keyboard | 9。
cass命令
CASS命令新建图形文件...new打开已有图形...open图形存盘...qsave图形改名存盘...saveas电子传递...etransmit网上发布...publishtoweb输出...export图形核查...audit修复破坏的图形...recover清理图形......purge编组....managroup页面设置...pagesetup打印机管理器...plottermanager打印样式管理器...stylesmanager打印预览...preview打印...plot宗地图表批量打印.....zdtbplot图形属性....dwgpropsCASS6.1参数配置.....setparaCASS6.1系统配置文件.....setsimboldef AutoCAD系统配置.....preferences操作回退......U取消回退......redo物体捕捉....OSNAP捕捉圆心点......CEN端点......endp插入点......ins交点......int中间点 (i)最近点......nea节点......nod垂直点......per四分圆点......qua切点......tan取消捕捉............non前方交会......qfjh边长交会......intersu方向交会......angdist支距量算......zhiju画直线........line徒手画........sketch画弧..........arc画圆..........circle画椭圆........ellipse;画多边形......polygon画点..........point画曲线........quxian画复合线......pline多功能复合线..Pdjf3画圆环........donut制作图块......wblock插入图块......ddinsert批量插入图块..plinsert插入光栅图象..image光栅图象纠正..rectify光栅图象赋予..imageattach光栅图象剪裁..imageclip光栅图象调整..imageadjust光栅图象质量..imagequality光栅图象透明度...transparency 光栅图象框架....imageframe写文字...dtext编辑文字...ddedit批量写文字..mtext沿线条注记...linetext插入文本文件..rtext炸碎文字......TXTEXP MTEXTTEXT...MTEXTTOTEXT文字消隐......textmask取消文字消隐..textunmask查找替换文字..find定义字型......style变换字体... fonts1查询列图形表..list查询工作状态..status编缉文本文件..notepad对象特性管理..properties图元编辑......ddmodify图层设定yer目标实体层ymch当前层ycur仅留实体所在层yiso冻结实体所在层yfrz关闭实体所在层yoff锁定实体所在层ylck解锁实体所在层yulk转移实体所在层ymrg删除实体所在层ydel打开所有图层yon解冻所有图层ythw图层叠放顺序.....draworder删除多重目标选择..erase删除单个目标选择..erase;_si; 删除上个选定目标...erase;_l; 删除实体所在图层...scsd删除实体所在编码...scdaima延伸 ....extend修剪 ....trim对齐 ....align移动 ....move旋转 ....rotate比例缩放....scale伸展 ....stretch阵列 ....array复制 ....copy镜像 ....mirror圆角 ....nfillet偏移拷贝....offset局部偏移....partoffset批量选目标..mssx修改性质....change修改颜色....scsc炸开实体....explode重画屏幕....redraw显示缩放....zoom鹰眼....dsviewer视口........+vports 1命名视图....view平面视图....plan文本窗口....textscr工具栏......toolbar查看实体编码...GETP加入实体编码...PUTP生成用户编码...changecode编辑实体地物编码...modifycode 生成交换文件...INMAP读入交换文件...OUTMAP屏幕菜单功能切换...PP导线记录....ADJRECORD导线平差....ADJUST读取全站仪数据...totalstation微机-E500....stran微机-南方NTS-320...r_nts320;微机-拓普康GTS-211...r_gts211;微机-拓普康GTS-602...r_gts602;微机-索佳SET系列.....r_set500;微机-宾得PCS-300 CSV.R_PCS300;南方RTK格式..NGK300;南方GPS后处理格式...gpshcl;南方S-CASS GRP格式...s_cass;南方S-CASS HTT格式...readhtt;索佳SET2C LST格式....SET2C;索佳SET2C DAT格式....SET2CDAT;索佳POWERSET坐标格式.SET2010;索佳POWERSET SDR2X格式..POWERSDR;杰科全站数据格式........JIEKE测图精灵格式转换读入...readspda转出...writespda原始测量数据录入需要控制点坐标文件...inputsource;1;不需控制点坐标文件...inputsource;2; 原始数据格式转换需要控制点坐标文件...data;1;不需控制点坐标文件...data;2;批量修改坐标数据.....CHDATA数据合并.......SJHB数据分幅.......SJFF坐标显示与打印.......SHOWGPS设置..............jihuo实时GPS跟踪..........gpsin定显示区..........HTCS改变当前图形比例尺...gbblc1展高程点.........zhkzd;1;高程点建模设置...gcddtm;高程点过滤.......gcdguolv水上高程点一般注记法.......zhkzd;2旋转注记.........xiewater海图注记法.......zhkzd;3;打散高程注记.....explodegcd合成打散的高程注记....resumegcd展野外测点点号.....zhdm;2;展野外测点代码.....zhdm;3;展野外测点点位.....zhdm;4;切换展点注记.......changezdh;展控制点.......drawkzd;编码引导....bmyd;简码识别....bmsb;图幅网格(指定长宽).....tfwg;加方格网...............hfgw;方格注记...............FGZJ;建立格网...............fenfu;批量输出...............fenfuout;普通分幅...............plxietf;700米公路分幅..........fenfu700;标准图幅 (50X50cm).....tfzs;2;标准图幅 (50X40cm).....tfzs;1;任意图幅...............tfzs;3;小比例尺图幅...........XBLTF;倾斜图幅...............tfzs;4;工程0 号图框...........HZTK;0;工程1 号图框...........hztk;1;工程2 号图框...........hztk;2;工程3 号图框.........hztk;3;图纸空间图幅youtprint;1; youtprint;2;任意图幅youtprint;3; 图形梯形纠正......ROTA地籍参数设置.....CADAPARA绘制权属线.......JZLINE权属合并.........QSHB由图形生成.......HANDQS由复合线生成.....PLINEQS由界址线生成.....JIEZHIQS;权属信息文件合并......UNITEQS;依权属文件绘权属图....hqst;修改界址点号..........JZNUMBER重排界址点号..........requeuejzp设置最大界址点号......setmaxjzd修改界址点号前缀......setprefix删除无用界址点........delunusejzd注记界址点点名注记..............zjzdm删除..............delzjzdm界址点圆圈修饰剪切.........xiushijzd;1;消隐.........xiushijzd;2;调整宗地内界址点顺序......arrangejzd界址点生成数据文件........jzptofile;查找宗地..............zhizong查找界址点............zhijzp宗地合并..............joinjzx宗地分割..............splitjzx;宗地重构..............regenzd;修改建筑物属性设置结构和层数.............jzwxx注记建筑物边长.............bianchang计算宗地内建筑面积.............jmdmj注记建筑占地面积.............jsmj;4建筑物注记重构.............regenbuildtext修改宗地属性.............setjiezhi修改界址线属性.............jzxinfo修改界址点属性.............jzdinfo输出宗地属性.............zdinfomdb绘制地籍表格界址点成果表.............hjzdb界址点成果表(excel).............jzdcgb_excel界址点坐标表.............jzdzb以街坊为单位界址点坐标表.............jzdtable以街道为单位宗地面积汇总表.............huizong城镇土地分类面积统计表.............chenzhen街道面积统计表.............TONGJI;1街坊面积统计表.............TONGJI;2面积分类统计表.............FENLEI;1街道面积分类统计表.............FENLEI;2街坊面积分类统计表.............FENLEI;3绘制宗地图框32开单块宗地.............hzdtk;1批量处理.............pltf;116开单块宗地.............hzdtk;4批量处理.............pltf;4A4竖单块宗地.............hzdtk;2批量处理.............pltf;2A4横单块宗地.............hzdtk;5批量处理.............pltf;5A3竖单块宗地.............hzdtk;3批量处理.............pltf;3A3横单块宗地.............hzdtk;6批量处理.............pltf;6自定义尺寸单块宗地.............hzdtk;0批量处理.............pltf;0土地详查行政区村界绘制.............drawxzq;1村界内部点.............xzqinsert;1乡镇界绘制.............drawxzq;2乡镇界内部点.............xzqinsert;2县区界绘制.............drawxzq;3县区界内部点.............xzqinsert;3权属区绘制.............qsline内部点生成.............qsinside图斑绘图生成.............dljline内部点生成.............dljinside统计面积.............dljarea线状地类.............linedlj零星地类.............pointdlj地类要素属性修改.............dljinfo线状地类扩面.............fromlinedlj检查线状地类.............checklinedlj分级面积控制.............areacontrol统计土地利用面积.............statdlj等高线(&S)建立DTM.............LINKSJX图面DTM完善.............APPENDSJX删除三角形_erase过滤三角形.............filter_sjx增加三角形.............jsjw三角形内插点.............insert_sjx删三角形顶点.............erase_sjx重组三角形.............re_sjx加入地性线.............valley删三角网.............delsjx三角网存取写入文件.............writesjw读出文件.............readsjw修改结果存盘.............ssjw绘制等高线.............dzx绘制等深线.............dsx等高线内插.............CONTOUR等值线过滤.............dgxguolv删全部等高线.............deldgx查询指定点高程.............height等高线修剪批量修剪等高线.............pltrdgx切除指定二线间等高线.............trtwoline切除指定区域内等高线.............tregion取消等高线消隐.............(arxload "wipeout");erasewipeout 等高线注记单个高程注记.............GCZJ沿直线高程注记.............GCSPZJ;1单个示坡线.............spzj沿直线示坡线.............GCSPZJ;2等高线局部替换已有线.............dgxsegment新画线.............dgxsegment1复合线滤波.............jjjd三维模型绘制三维模型.............vshow低级着色方式.............SHADE;高级着色方式.............RENDER;返回平面视图.............VEND;坡度分析颜色配置.............slopeconfig颜色填充.............slopecolor低级着色方式.............SHADE;高级着色方式.............RENDER;地物编辑(&A)重新生成.............recass;线型换向.............huan修改墙宽.............wallwidth修改坎高.............askan电力电信 >.............$i=dldxx $i=*--植被填充稻田 .............tian;211100;211102旱地 .............tian;211200;211202菜地 .............tian;211400;211402果园 .............tian;212100;212102桑园 .............tian;212200;212202茶园 .............tian;212300;212302橡胶园 .............tian;212400;212402其他园林.............tian;212500;212502有林地 .............tian;213100;213102灌木林 .............tian;213201;213204疏林 .............tian;213300;213302未成林 .............tian;213400;0苗圃 .............tian;213500;213502迹地 .............tian;213600;0竹林 .............tian;213901;213903天然草地.............tian;214100;214102改良草地.............tian;214200;0人工草地.............tian;214300;214302芦苇地 .............tian;215100;215102半荒植物地.............tian;215200;215202植物稀少地.............tian;215300;215302花圃 .............tian;215400;215402水生经济作物地.............tian;211300;211302土质填充肥气池.............tian;153901;0沙地 .............tian;206100;0石块地.............tian;206300;206302盐碱地.............tian;206400;206402小草丘地.............tian;206502;206504龟裂地.............tian;206600;206602能通行沼泽地.............tian;206701;0不能通行沼泽地.............tian;206702;0小比例房屋填充.............tian;141103;0图案填充.............sotian--符号等分内插.............neicha批量缩放文字 .............ctext符号 .............cblock圆圈 ircle复合线处理批量拟合复合线.............plind批量闭合复合线.............plbihe批量修改复合线高.............changeheight批量改变复合线宽.............linewidth--线型规范化.............pludd--复合线编辑............._pedit复合线上加点.............polyins复合线上删点.............erasevertex移动复合线顶点.............movevertex--相邻的复合线连接.............polyjoin;分离的复合线连接.............sepapolyjoin;重量线轻量线.............tolwpoly;--直线复合线.............linetopline;圆弧复合线.............arctopline;SPLINE复合线.............splinetopline;椭圆复合线.............ellipsetopline;图形接边.............mapjoin--图形属性转换图层图层单个处理.............cetoce;1批量处理.............cetoce;2图层编码单个处理.............cetoce;3批量处理.............cetoce;4编码编码单个处理.............bmtobm;1批量处理.............bmtobm;2编码图层单个处理.............bmtobm;3批量处理.............bmtobm;4编码颜色单个处理.............bmtobm;5批量处理.............bmtobm;6编码线形单个处理.............bmtobm;7批量处理.............bmtobm;8编码图块单个处理.............bmtobm;9批量处理.............bmtobm;10图块图块单个处理totk;1批量处理totk;2图块图层单个处理totk;3批量处理totk;4图块编码单个处理totk;5批量处理totk;6线形线形单个处理.............xxtoxx;1批量处理.............xxtoxx;2线形图层单个处理.............xxtoxx;3批量处理.............xxtoxx;4线形编码单个处理.............xxtoxx;5批量处理.............xxtoxx;6字型字型单个处理.............zxtozx;1批量处理.............zxtozx;2字型图层单个处理.............zxtozx;3批量处理.............zxtozx;4--坐标转换.............transform测站改正.............modizhan二维图形.............toplane房檐改正.............changeeaves直角纠正整体纠正.............rightangle单角纠正.............singleangle--批量删剪窗口删剪.............cksj依指定多边形删剪.............plsj批量剪切窗口剪切.............ckjq依指定多边形剪切.............pljq局部存盘窗口内的图形存盘.............savet;2多边形内图形存盘.............savet;1--打散独立图块.............explodeblock打散复杂线型.............explodeline检查入库(&G)地物属性结构设置.............attsetup编辑实体附加属性.............modiappinfo--图形实体检查.............checkdwg--过滤无属性实体.............guolv删除伪结点.............check_node删除复合线多余点.............jjjd;2删除重复实体.............check_repeat--等高线穿越地物检查.............checkdgxcross等高线高程注记检查.............checkdgxtext等高线拉线高程检查.............checkfromline等高线相交检查.............checkdgxinter--坐标文件检查.............check_datfile点位误差检查.............checkcoorderror边长误差检查.............checksideerror--输出ARC/INFO SHP格式.............casstoshp输出MAPINFO MIF/MID格式.............mifmid输出国家空间矢量格式.............vctout工程应用(&C)查询指定点坐标.............CXZB查询两点距离及方位.............distuser查询线长.............getlength查询实体面积.............areauser计算表面积根据坐标文件.............surfacearea;1根据图上高程点.............surfacearea;2 --生成里程文件由纵断面线生成新建.............hdmcreate添加.............hdmadd变长.............hdmlength剪切.............hdmtrim设计.............hdmdesign生成.............fromzdline由复合线生成普通断面.............plptdm隧道断面.............plsddm由等高线生成.............dmfromdgx;1由三角网生成.............dmfromdgx;2由坐标文件生成.............getlicheng--DTM法土方计算根据坐标文件.............DTMTF;1根据图上高程点.............DTMTF;2根据图上三角网.............tstf;--计算两期间土方.............twosjw断面法土方计算道路设计参数文件.............roadpara;--道路断面.............transect;1;场地断面.............transect;2;任意断面.............transect;3;--图上添加断面线.............appenddmx--修改设计参数.............designpara编辑断面线.............editdmx修改断面里程.............chglicheng图面土方计算.............mapretf--二断面线间土方计算.............betweendmx方格网法土方计算.............fgwtf;等高线法土方计算.............dgxtf;区域土方量平衡根据坐标文件.............tfbalance;1根据图上高程点.............tfbalance;2--绘断面图根据已知坐标.............dmt_dat根据里程文件.............dmt_licheng根据等高线.............dmt_dgx;1根据三角网.............dmt_dgx;2--绘设计线.............sjline计算断面面积.............dmarea查询断面点.............dmpoint--公路曲线设计单个交点处理.............pointcurve;--要素文件录入.............putroadata;要素文件处理.............roadcurve;--计算指定范围的面积.............jsmj统计指定区域的面积.............tjmj指定点所围成的面积.............parea--线条长度调整.............linefy面积调整调整一点.............movept调整一边.............mjfy在一边调整一点.............ptatside--指定点生成数据文件.............shzht高程点生成数据文件有编码高程点.............LINKSJX1无编码高程点.............gcdtodat控制点生成数据文件.............kzdtodat等高线生成数据文件.............datincontour图幅管理(&M)图幅信息操作.............MAPMANAGE图幅显示.............SELMAP图幅列表.............MAPBAR--绘超链接索引图.............hypertfgl移动............._move镜像............._mirror旋转............._rotate缩放............._scale拉伸............._stretch基点.............base复制.............copy参照.............reference放弃.............._u特性............._properties转至 ................_gotourl退出................_exit剪切............._cutclip复制............._copyclip带基点复制............._copybase粘贴............._pasteclip粘贴为块............._pasteblock粘贴到原坐标............._pasteorig放弃(&U)............._u重做..............._redo平移................pan缩放.............._zoom--快速选择................_qselect查找................_find选项................_options剪切............._cutclip复制............._copyclip带基点复制............._copybase粘贴............._pasteclip粘贴为块............._pasteblock粘贴到原坐标............._pasteorig--删除............._erase移动..................move复制选择..............copy缩放................._scale旋转................._rotate全部不选(&A).............(ai_deselect)--快速选择(&Q)................_qselect查找(&F)................_find特性(&S)............._properties平移.......................pan缩放......................_zoom标注对象的上下文菜单标注文字位置在尺寸线上............._ai_dim_textabove置中............._ai_dim_textcenter默认位置............._ai_dim_texthome单独移动文字............._aidimtextmove _2与引线一起移动............._aidimtextmove _1 与尺寸线一起移动............_aidimtextmove _0精度0............._aidimprec _00.0............._aidimprec _10.00............._aidimprec _20.000............._aidimprec _30.0000............._aidimprec _40.00000............._aidimprec _50.000000............._aidimprec _6标注样式(&D)另存为新样式(&S)................_aidimstyle _S 标注样式 MRU1............._aidimstyle _1标注样式 MRU2............._aidimstyle _2标注样式 MRU3............._aidimstyle _3标注样式 MRU4............._aidimstyle _4标注样式 MRU5............._aidimstyle _5标注样式 MRU6............._aidimstyle _6其他......................_aidimstyle _O视口对象的上下文菜单视口剪裁(&V)............._vpclip显示视口对象是............._-vports _on _p;; 否............._-vports _off _p;;显示锁定是(&Y)............._-vports _lock _on _p否(&N)............._-vports _lock _off _p消隐出图(&H)是(&Y)............._-vports _hide _on _p否(&N)............._-vports _hide _off _p外部参照对象的上下文菜单外部参照剪裁(&I)............._xclip外部参照管理器(&N)................_xref多行文字对象的上下文菜单编辑多行文字(&I)................_mtedit文字对象的上下文菜单编辑文字(&I)................_ddedit图案填充对象的上下文菜单编辑图案填充................_hatchedit多段线对象的上下文菜单编辑多段线............._pedit样条曲线对象的上下文菜单编辑样条曲线............._splinedit多段线对象的上下文菜单编辑多段线............._pedit标注线性标注............_dimlinear对齐标注............._dimaligned坐标标注............._dimordinate--半径标注............._dimradius直径标注............._dimdiameter角度标注.............._dimangular--快速标注............._qdim基线标注............._dimbaseline连续标注............._dimcontinue快速引线............._qleader公差............._tolerance圆心标记............._dimcenter--编辑标注............._dimedit编辑标注文字............._dimtedit标注更新............._-dimstyle _apply 标注样式...............dimstyle绘图直线............._line构造线............._xline多线............._mline多段线............._pline正多边形............._polygon矩形............._rectang圆弧............._arc 圆............._circle样条曲线............._spline椭圆............_ellipse椭圆弧............_ellipse _a块创建块............._block 点.................point图案填充............._bhatch面域............._region多行文字............._mtext查询距离........................dist面积..............area面域/质量特性............._massprop列表......................_list点坐标 (i)插入插入块............._insert外部参照............._xref图像............._image输入............._importOLE 对象............._insertobj布局新建布局....................._layout _n 来自样板的布局............._layout _t页面设置............._pagesetup显示“视口”对话框............_vports修改删除............._erase复制对象........................copy)镜像.............................mirror) 偏移............._offset阵列............_array移动..............move旋转..............rotate缩放..............scale拉伸..............stretch拉长............._lengthen修剪............._trim延伸............._extend打断于点............._break \f \@打断............._break倒角............_chamfer圆角............._fillet分解............._explode修改_II显示顺序............._draworder--编辑图案填充............._hatchedit编辑多段线............._pedit编辑样条曲线............._splinedit编辑多线............._mledit--编辑属性............._eattedit块属性管理器............._BattMan同步属性............._AttSync属性提取............._EAttExt对象特性将对象的图层置为当前............_ai_molc图层yer 上一个图层............._LayerP对象捕捉临时追踪点............................tt 捕捉自..................from捕捉到端点................endp捕捉到中点 (i)捕捉到交点................int捕捉到外观交点............appint捕捉到延长线 (x)捕捉到圆心................cen捕捉到象限点..............qua捕捉到切点................tan捕捉到垂足................per捕捉到平行线..............par捕捉到插入点..............ins捕捉到节点................nod捕捉到最近点..............nea无捕捉....................non对象捕捉设置..............dsettings 2三维动态观察器三维平移..................3dpan三维缩放".................3dzoom三维动态观察...............3dorbit三维连续观察...............3dcorbit三维旋转...................3dswivel三维调整距离...............3ddistance三维调整剪裁平面...........3dclip前向剪裁开/关............._dview后向剪裁开/关............._dview着色二维线框...............shademode _2三维线框...............shademode _3消隐...................shademode _h平面着色...............shademode _f体着色.................shademode _g带边框平面着色.........hademode _l带边框体着色...........shademode _o参照编辑编辑块或外部参照............._refedit;向工作集添加对象..............refset _add从工作集删除对象..............refset _rem放弃对参照的修改..............refclose _disc 将修改保存到参照..............refclose _sav参照外部参照............_xref附着外部参照............._xattach外部参照剪裁............._xclip外部参照绑定............._xbind外部参照剪裁边框......xclipframe 1--图像.................image附着图像............imageattach图像剪裁.............imageclip图像调整............._imageadjust图像质量"............._imagequality图像透明............._transparency图像边框............._imageframe渲染消隐............._hide渲染............._render场景............._scene光源............._light材质............_rmat材质库............._matlib贴图............._setuv背景............._background雾化............._fog新建配景............._lsnew编辑配景............._lsedit配景库............._lslib--渲染系统配置............._rpref统计信息................._stats实体长方体............._box球体............._sphere圆柱体............._cylinder圆锥体............._cone楔体............._wedge圆环............._torus拉伸............._extrude旋转............._revolve剖切............._slice切割............._section干涉............._interfere设置图形............._soldraw设置视图"............._solview设置轮廓............._solprof实体编辑并集............._union差集............._subtract交集............._intersect拉伸面............._solidedit _face _extrude 移动面............._solidedit _face _move偏移面............._solidedit _face _offset 删除面............._solidedit _face _delete 旋转面............._solidedit _face _rotate 倾斜面............._solidedit _face _taper 复制面............._solidedit _face _copy着色面............._solidedit _face _color --复制边............._solidedit _edge _copy着色边............._solidedit _edge _color --压印............._solidedit _body _imprint 清除............._solidedit _body _clean分割............._solidedit _body _separate 抽壳............._solidedit _body _shell检查............._solidedit _body _check标准新建............._new打开............._open保存............._qsave打印............._plot打印预览............._preview查找和替换............._find剪切到剪贴板............._cutclip复制到剪贴板............._copyclip从剪贴板粘贴............._pasteclip特性匹配................_matchprop--放弃............._u重做............._redo--今日............._Today三维动态观察器.......3dorbit实时平移.............._pan实时缩放.............zoom标准配置标准............._Standards检查标准............._CheckStandards图层转换............._LayTrans曲面二维填充............._solid三维面............._3dface--长方体表面............._ai_box楔体表面............._ai_wedge圆锥面............._ai_cone球面............._ai_sphere上半球面............._ai_dome下半球面............._ai_dish圆环面............._ai_torus-- 边............_edge三维网格............._3dmesh旋转曲面............._revsurf平移曲面............._tabsurf直纹曲面............._rulesurf边界曲面............._edgesurf文字多行文字............._mtext单行文字............._dtext编辑文字............._ddedit查找和替换............._find文字样式................style缩放文字............._scaletext对正文字............._justifytext在空间之间转换距离...._spacetransUCSUCS............._ucs显示 UCS 对话框............._+ucsman 0上一个 UCS............._ucs _p--世界 UCS............._ucs _w对象 UCS............._ucs _ob面 UCS"............._ucs _fa视图 UCS............._ucs _v原点 UCS............._ucs _oZ 轴矢量 UCS............._ucs _zaxis 三点 UCS............._ucs _3X 轴旋转 UCS............._ucs _xY 轴旋转 UCS............._ucs _yZ 轴旋转 UCS............._ucs _z应用 UCS............._ucs _apply显示 UCS 对话框............._+ucsman 0移动 UCS 原点............._ucs _move视图命名视图", "ICON_16_DDVIEW", "ICON_16_DDVIEW")............._view俯视图", "ICON_16_VIETOP", "ICON_16_VIETOP")............._-view _top仰视图", "ICON_16_VIEBOT", "ICON_16_VIEBOT")............._-view _bottom左视图", "ICON_16_VIELEF", "ICON_16_VIELEF")............._-view _left右视图", "ICON_16_VIERIG", "ICON_16_VIERIG")............._-view _right主视图", "ICON_16_VIEFRO", "ICON_16_VIEFRO")............._-view _front后视图", "ICON_16_VIEBAC", "ICON_16_VIEBAC")............._-view _back西南等轴测视图", "ICON_16_VIESWI", "ICON_16_VIESWI")............._-view _swiso 东南等轴测视图", "ICON_16_VIESEI", "ICON_16_VIESEI")............._-view _seiso 东北等轴测视图", "ICON_16_VIENEI", "ICON_16_VIENEI")............._-view _neiso 西北等轴测视图", "ICON_16_VIENWI", "ICON_16_VIENWI")............._-view _nwiso 相机", "ICON_16_CAMERA", "ICON_16_CAMERA")............._camera视口显示“视口”对话框............._vports单个视口.......................-vports剪裁现有视口 ............._vpclipWEB后退..........................._hyperlinkBack前进..........................._hyperlinkFwd停止浏览......................._hyperlinkStop浏览 Web......................._browser缩放窗口缩放.........................zoom _w动态缩放.........................zoom _d比例缩放.........................zoom _s中心缩放.........................zoom _c放大.............................zoom 2x缩小.............................zoom .5x全部缩放.........................zoom _all范围缩放.........................zoom _e标准工具栏图层管理yer把对象的图层置为当前.............ai_molc线型管理.........................linetype 编组选择关.......................PICKSTYLE 0 编组选择开.......................PICKSTYLE 1 打开老图.............open图形存盘.............qsave重画屏幕.............redraw平移.................pan缩放.................zoom窗选.................zoom _w全图.................zoom _e前图.................zoom _p回退.................u取消回退.............redo对象特性.............properties设计中心.............adcenter删除.................erase移动.................move复制.................copy修剪............._trim延伸............._extendCASS实用工具栏查看实体编码.............getp加入实体编码.............putp重新生成.............recass批量选目标线型换向.............huan修改坎高.............askan查询坐标.............cxzb查询距离和方位角.............distuser注记文字.............wzzj多点房屋.............drawddf四点房屋.............fourpt依比例围墙...........drawwq陡坎.................drawdk自然斜坡等...........xp交互展点.............drawgcd图根点...............drawtgd电力线...............drawdlx道路.................drawdl地籍地籍参数设置.............CADAPARA绘制权属线.................JZLINE权属线生成依权属文件绘权属图.............hqst修改界址点号.............JZNUMBER重排界址点号.............requeuejzp设置最大界址点号.............setmaxjzd 删除无用界址点号.............delunusejzd 注记界址点点名界址点圆圈修饰.............xiushijzd调整界址点顺序.............arrangejzd界址点生成数据文件.............jzptofile 查找指定宗地.............zhizong查找指定界址点.............zhijzp宗地合并.............joinjzx宗地分割.............splitjzx宗地重构.............regenzd--修改宗地属性.............setjiezhi修改界址线属性.............jzxinfo修改界址点属性.............jzdinfo输出宗地属性.............zdinfomdb等高线由数据文件建立.............LINKSJX图面DTM完善.............APPENDSJX删除三角形.............._erase过滤三角形.............filter_sjx增加三角形.............jsjw三角形内插点.............insert_sjx删三角形顶点.............erase_sjx重组三角形.............re_sjx删三角网.............delsjx三角网存取修改结果存盘.............ssjw绘制等高线.............dzx绘制等深线.............dsx等高线内插.............CONTOUR等值线过滤.............dgxguolv删全部等高线.............deldgx查询指定点高程.............height等高线修剪切除穿建筑物等高线.............plsx切除穿坡坎等高线.............trkan切除穿围墙等高线.............trwall切除指定二线间等高线.............trtwoline切除指定区域内等高线.............tregion切除穿控制点注记等高线.............kzdtrim消隐穿独立地物等高线.............(ARXLOAD "WIPEOUT");blockmask 切除穿独立地物等高线.............blocktrim消隐穿文字注记等高线.............(ARXLOAD "WIPEOUT");textmask 取消穿注记等高线消隐.............(arxload "wipeout");textunmask 切除穿文字注记等高线.............btxt单个示坡线...............spzj沿直线示坡线.............GCSPZJ;2复合线滤波...............jjjd三维模型绘制三维模型.............vshow低着色方式.............SHADE;高级着色方式.............RENDER;返回平面视图.............VEND;地物编辑修改墙宽.............wallwidth修改坎高.............askan图案填充.............sotian符号等分内插.............neicha线型规范化.............pludd图形接边.............mapjoin坐标转换.............transform测站改更.............modizhan质量控制打散独立图块.............explodeblock。
AutodeskInventor中英文对照表
W ords of Autodesk InventorAactive part(激活零件)active sketch(激活草图)adaptive compared to associative(自适应与关联相比较)adaptive feature(自适应特征)adaptive part(自适应零件)adaptive status(自适应状态)adaptive subassembly(自适应子部件)adaptive work features(自适应定位特征)aligned dimension(对齐尺寸)all-around symbol(周围焊缝符号)alternate unit dimension(换算单位尺寸)angle constraint(对准角度约束)angle dimension(角度尺寸)array(阵列)arc(圆弧)arrow side(箭头侧)aspect ratio(宽高比)assembly(部件)参见:assembly constraints(装配约束)和subassembly(子部件)assembly constraints(装配约束)assembly feature(装配特征)assembly pattern(装配阵列)参见:assembly element(部件元素)和assembly instance(部件引用)assembly presentation(部件表达视图)assembly structure(部件结构)associative flat pattern views(关联展开模式视图)associative sketch pattern elements(关联草图阵列元素)associative spline(关联样条曲线)attribute(属性)AutoCAD spline fit method(AutoCAD 样条曲线拟合方式)参见:smooth spline fit method(平滑样条曲线拟合方式)和"sweet" spline fit method(“光顺”样条曲线拟合方式)Autodesk Streamlineautomatic edge chain(自动链选边)axis of revolution(旋转轴)参见:revolved feature(旋转特征)axonometric(轴测)Bbase feature(基础特征)参见:base solid(基础实体)base solid(基础实体)bend(折弯)bend allowance(折弯补偿)bend lines(折弯线)bend relief(折弯释压)bend zone(折弯区)bill of materials(BOM表)bottom up design(自下而上的设计)bounding rectangle(边框)broken view(打断视图)browser(浏览器)Ccached data(缓存数据)catalog(目录)centerline(中心线)center point(中心点)chamfer(倒角)child(子项)circle(圆)coincident constraint(重合约束)colinear constraint(共线约束)components(零部件)composite iMates(组合iMate)参见:iMateconcentric constraint(同心约束)configuration file(配置文件)connection points(连接点)constant-radius fillet(定半径圆角)constraints(约束)construction environment(构造环境)construction geometry(构造几何图元)consumed sketch(退化的草图)context menu(关联菜单)coordinate system(坐标系)corner break(拐角打断)corner relief(拐角释压)corner seam(拐角接缝)cosmetic weld(示意焊缝)curves(曲线)custom iParts(自定义iPart)参见:iPart 和standard iParts(标准iPart)1cut(切割)cut operation(切削操作)cutting plane(剖切平面)Ddegrees of freedom(自由度)demote(降级)dependent features(从属特征)derived part(衍生零件)derived part feature(衍生零件特征)design elements(设计元素)design layout(设计布局)design properties(设计特性)design view(设计视图)diameter dimension(直径尺寸)dimension style(尺寸样式)dimensional constraints(尺寸约束)downstream process(下游过程)draft(草图)draft angle(拔模斜度角)draft plane(拔模面)drafting standards(绘图标准)drawing resources(工程图资源)driven dimension(计算尺寸)driving dimension(驱动尺寸)duplicated feature(重复特征)Eedit in place(在位编辑)edit target(编辑目标)edge(边)参见:sheet metal edge(鈑金边)edge chain(链选边)edge set(边界集)ellipse(椭圆)enabled part(启用的零件)engineering notes(工程师记事本)equal constraint(等长约束)equation(等式)参见:expression(表达式)exploded view(分解视图)expression(表达式)参见:equation(等式)extract(提取)extruded feature(拉伸特征)Fface(面)参见:surface(曲面)、quilt(被服曲面)和part(零件)face draft(拔模斜度面)feature(特征)参见:base feature(基础特征)、part features(零件特征)、placed feature(放置特征)和sketched feature (草图特征)feature constraints(特征约束)feature file(特征文件)feature participant(特征参与件)feature sketch edit(编辑特征草图)fillet feature(圆角特征)fillet curve(圆角曲线)fillet weld(角焊缝)first-level component(第一级零部件)fit point(拟合点)参见:shape point(控制点)和spline(样条曲线)flag(现场焊符号)flush constraint(表面齐平约束)fly-through(导航)foreign component(外来零部件)Ggeometric constraints(几何约束)global parameters(全局参数)graphics window(图形窗口)ground shadow(地面阴影)grounded component(固定零部件)grounded work point(固定工作点)Hheal(修复)参见:lump(体块)、void(空隙)hidden folder(隐藏文件夹)hole(孔)hole tag(孔标志)horizontal constraint(水平约束)horizontal dimension(水平尺寸)I JiFeature参见:iPart 和Reference sketch(参考草图)iMate参见:composite iMates(组合iMate)included geometry(包含的几何图元)included path file(包含的路径文件)参见:project file(项目文件)和search paths(搜索路径)inconsistent constraint(矛盾约束)in-line work feature(内嵌定位特征)2insertion point(插入点)in-place activation(在位激活)interference(干涉)intermittent weld(间断焊接)intersect operation(求交操作)invisible part(不可见零件)iPart参见:custom iParts(自定义iPart)和standard iParts (标准iPart)iPropertiesisolated environment(孤立环境)joggle(啮合)join operation(添加操作)K Lkey values(关键字值)leaf part(最下级零件)library(库)参见:project file(项目文件)和search paths(搜索路径)library feature(库特征)line(直线)local path(本地路径)参见:project file(项目文件)和search paths(搜索路径)loft feature(放样特征)loop(回路)参见:profile(截面轮廓)、region(面域)lump(体块)参见:void(空隙)、heal(修复)Mmachining feature(加工特征)mask(屏蔽)mass properties(质量特性)mate constraint(配合约束)material properties(材料特性)Mechanical Desktop part(Mechanical Desktop零件)middle-out design(混合设计)midpoint(中点)missing geometry(丢失几何图元)missing tooth(丢失齿)motion constraint(运动约束)multiview projection(多视图投影)Nnative component(本地零部件)nested profiles(嵌套的截面轮廓)not enabled part(未启用的零件)参见:enabled part(启用的零件)numeric constant(常数)Ooccurrence(引用)offset geometry(偏移几何图元)OLE object(OLE对象)origin indicator(基准指示器)orthographic camera mode(正交照相机模式)other side(非箭头侧)P Qparallel constraint(平行约束)parallel dimension(平行尺寸)parameters(参数)parametric dimension(驱动尺寸)parent and child relationships(父子关系)part(零件)part model(零件模型)part constraints(零件约束)参见:assembly constraints(装配约束)、dimensional constraints(尺寸约束)和geometric constraints(几何约束)part features(零件特征)参见:dimensional constraints(尺寸约束)和geometric constraints(几何约束)participant(参与件)parting line(分断线)parts list(明细表)path(扫掠路径)path file(路径文件)pattern element(阵列元素)参见:assembly pattern(装配阵列)和pattern instance(阵列引用)pattern feature(阵列特征)pattern instance(阵列引用)参见:assembly pattern(装配阵列)和pattern element(阵列元素)perpendicular constraint(垂直约束)perspective camera mode(透视照相机模式)physical properties(物理特性)placed component(放置的零部件)placed feature(放置特征)参见:sketched features(草图特征)planar face(平面)point(点)post-weld machining(焊后加工)preparation feature(准备特征)3presentation views(表达视图)profile(截面轮廓)参见:loop(回路)、region(面域)project(项目)参见:project file(项目文件)和search paths(搜索路径)project file(项目文件)参见:library search paths(库搜索路径)、local search paths(本地搜索路径)、project(项目)、workgroup search paths(工作组搜索路径)、workspace(工作空间)和search paths(搜索路径)projected geometry(投影几何图元)promote(升级)promote surfaces(升级曲面)property(特性)pull direction(开模方向)quilt(被服曲面)Rradial dimension(半径尺寸)radius(半径)range(范围)reattach sketch(重附着草图)reference dimension(参考尺寸)reference edge(参考边)reference geometry(参考几何图元)reference sketch geometry(参考草图几何图元)reference sketch(参考草图)参见:iPart 和iFeaturereference vertex(参考顶点)reference work axis(参考工作轴)reference work point(参考工作点)refresh(刷新)参见:update(更新)和update all(全部更新)region(面域)参见:loop(回路)、profile(截面轮廓)restored pattern element(恢复阵列元素)参见:assembly pattern(装配阵列)、pattern element (阵列元素)和pattern instance(阵列引用)restructure assembly hierarchy(重组装配层次)revolved feature(旋转特征)rigid body(刚体)rotation constraint(转动约束)rotation-translation constraint(转动/平动约束)rounds(圆角)Ssame X coordinate(X 坐标相同)same Y coordinate(Y坐标相同)SA T file(SA T 文件)search paths(搜索路径)参见:included path file(包含路径文件)、library search paths(库搜索路径)、local search paths(本地搜索路径)、workgroup search paths(工作组搜索路径)和workspace search paths(工作空间搜索路径)section(剖视图)section plane(截面)sequence(顺序)semi-isolated environment(半隔离环境)shape point(控制点)参见:fit point(拟合点)和spline(样条曲线)shared environment(共享环境)shared sketch(共享草图)sheet metal design environment(钣金设计环境)sheet metal edge(鈑金边)sheet metal face(钣金平板)sheets(图纸)shell(抽壳)sketch(草图)sketch constraints(草图约束)sketch geometry(草图几何图元)sketch plane(草图平面)sketched feature(草图特征)sketched part(草图零件)sketched symbol(略图符号)slice graphics(切片观察)smooth spline fit method(平滑样条曲线拟合方式)参见:AutoCAD spline fit method(AutoCAD 样条曲线拟合方式)和"sweet" spline fit method(“光顺”样条曲线拟合方式)solid body(实体)solid model(实体模型)参见:base feature(基础特征)spline(样条曲线)split face or part(分割面或分割零件)standard iParts(标准iPart)参见:custom iParts(自定义iPart)和iPartSTEP file(STEP 文件)stretchy feature(弹性特征)style(样式)subassembly(子部件)suppressed feature(抑制特征)suppressed assembly pattern element(抑制的装配阵4列元素)参见:assembly pattern(装配阵列)、pattern element (阵列元素)和pattern instance(阵列引用)suppressed sketch pattern element(抑制的草图阵列元素)surface(曲面)参见:face(面)、part(零件)和quilt(被服曲面)surface normal(曲面法向)sweep feature(扫掠特征)"sweet" spline fit method(“光顺”样条曲线拟合方式)参见:AutoCAD spline fit method(AutoCAD 样条曲线拟合方式)和smooth spline fit method(平滑样条曲线拟合方式)Ttangent constraint(相切约束)taper(扫掠斜角)target point(目标点)task(任务)template(模板)termination(终止)title block(标题栏)toolbody(工具体)top-down design(自上而下的设计)top-level assembly(顶级部件)trails(轨迹)transform(变换)tweaking(设定位置参数)tweaks(位置参数)type of draft(拔模类型)U V Wunavailable geometry(不可用的几何图元)unconsumed sketch(未退化的草图)undefined geometry(未定义的几何图元)underconstrained geometry(欠约束的几何图元)undisplayed part(不显示的零件)update(更新)参见:refresh(刷新)和update all(全部更新)update all(全部更新)参见:refresh(刷新)和update(更新)upstream process(上游进程)variable-radius fillet(变半径圆角)vertex(顶点)vertical constraint(竖直约束)vertical dimension(竖直尺寸)visibility(可见性)void(空隙)参见:heal(修复)、lump(体块)weld bead feature(焊道特征)weld bead feature group(焊道特征组)weld feature group(焊接特征组)weldment design environment(焊接件设计环境)weld prep feature(焊接准备特征)work feature(定位特征)work axis(工作轴)work plane(工作平面)work point(工作点)workgroup search paths(工作组搜索路径)参见:project file(项目文件)和search paths(搜索路径)workspace(工作空间)参见:project file(项目文件)和search paths(搜索路径)X Y Zx-ray ground shadow(射线地面阴影)5。
SMT的专业术语

SMT的专业术语我这里有一些关于SMT的专业术语,和大家分享。
SMT :surface mount technology 表面黏着技术AI :Auto-Insertion 自动插件AQL :acceptable quality level 允收水平ATE :automatic test equipment 自动测试ATM :atmosphere 气压BGA :ball grid array 球形矩阵CCD :charge coupled device 监视连接组件(摄影机)CLCC :Ceramic leadless chip carrier 陶瓷引脚载具COB :chip-on-board 芯片直接贴附在电路板上cps :centipoises(黏度单位) 百分之一CSB :chip scale ball grid array 芯片尺寸BGACSP :chip scale package 芯片尺寸构装CTE :coefficient of thermal expansion 热膨胀系数DIP :dual in-line package 双内线包装(泛指手插组件)FPT :fine pitch technology 微间距技术FR-4 :flame-retardant substrate 玻璃纤维胶片(用?硌u作PCB材质) IC :integrate circuit 集成电路IR :infra-red 红外线Kpa :kilopascals(压力单位)LCC :leadless chip carrier 引脚式芯片承载器MCM :multi-chip module 多层芯片模块MELF :metal electrode face 二极管MQFP :metalized QFP 金属四方扁平封装NEPCON :National Electronic Package andProduction Conference 国际电子包装及生产会议PBGA lastic ball grid array 塑料球形矩阵PCB rinted circuit board 印刷电路板PFC olymer flip chipPLCC lastic leadless chip carrier 塑料式有引脚芯片承载器Polyurethane 聚?啺孵?刮刀材质)ppm arts per million 指每百万PAD(点)有多少个不良PAD(点)psi ounds/inch2 磅/英吋2PWB rinted wiring board 电路板QFP :quad flat package 四边平坦封装SIP :single in-line packageSIR :surface insulation resistance 绝缘阻抗SMC :Surface Mount Component 表面黏着组件SMD :Surface Mount Device 表面黏着组件SMEMA :Surface Mount EquipmentManufacturers Association 表面黏着设备制造协会SMT :surface mount technology 表面黏着技术SOIC :small outline integrated circuitSOJ :small out-line j-leaded packageSOP :small out-line package 小外型封装SOT :small outline transistor 晶体管SPC :statistical process control 统计过程控制SSOP :shrink small outline package 收缩型小外形封装TAB :tape automaticed bonding 带状自动结合TCE :thermal coefficient of expansion 膨胀(因热)系数Tg :glass transition temperature 玻璃转换温度THD :Through hole device 须穿过洞之组件(贯穿孔)TQFP :tape quad flat package 带状四方平坦封装UV :ultraviolet 紫外线uBGA :micro BGA 微小球型矩阵cBGA :ceramic BGA 陶瓷球型矩阵PTH :Plated Thru Hole 导通孔IA Information Appliance 资?家电产品MESH 网目OXIDE 氧化物FLUX 助焊剂LGA (Land Grid Arry)封装技术LGA封装不需植球,适合轻薄短小产品应用。
Solder paste general information-Part 2
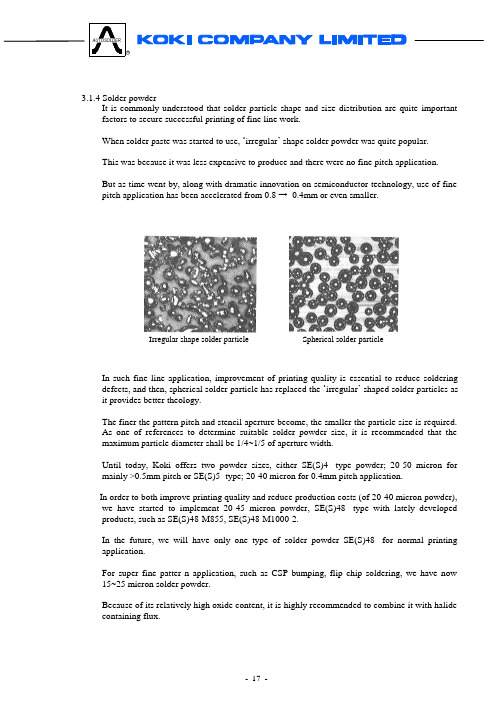
3.1.4 Solder powder It is commonly understood that solder particle shape and size distribution are quite importantfactors to secure successful printing of fine line work.When solder paste was started to use, …irregular ‟ shape solder powder was quite popular.This was because it was less expensive to produce and there were no fine pitch application.But as time went by, along with dramatic innovation on semiconductor technology, use of finepitch application has been accelerated from 0.8 → 0.4mm or even smaller.In such fine line application, improvement of printing quality is essential to reduce solderingdefects, and then, spherical solder particle has replaced the …irregular ‟ shaped solder particles as it provides better theology.The finer the pattern pitch and stencil aperture become, the smaller the particle size is required.As one of references to determine suitablesolder powder size, it is recommended that the maximum particle diameter shall be 1/4~1/5 of aperture width.Until today, Koki offers two powder sizes, either SE(S)4- type powder; 20-50 micron formainly >0.5mm pitch or SE(S)5- type; 20-40 micron for 0.4mm pitch application.In order to both improve printing quality and reduce production costs (of 20-40 micron powder),we have started to implement 20-45 micron powder, SE(S)48- type with lately developed products, such as SE(S)48-M855, SE(S)48-M1000-2.In the future, we will have only one type of solder powder SE(S)48- for normal printingapplication.For super fine patter n application, such as CSP bumping, flip chip soldering, we have now15~25 micron solder powder.Because of its relatively high oxide content, it is highly recommended to combine it with halidecontaining flux.Irregular shape solder particle Spherical solder particle3.1.5 Flux for solder pasteProperties of flux medium are also quite determinative for printability as a solder paste.Flux medium for solder paste is a very complex material and different properties of solids content, flux content, thixotropy, viscosity, solvent behavior and etc. synergize each other.Optimization of each property is critical to realize quality printing.Viscosity of our solder pastes for ordinary printingapplication are generally ranged from approx.1000 to2600Ps.Viscosity of Koki solder pastes are measured by Malcomviscometer Model : PCU-200 series.Viscosity of solder paste shall have an influence over itsrolling behavior, smearing, and etc.Thixotropic agent helps make the solder paste resistant toshare stress during printing process making continualprinting possible and recover viscosity after the paste isdeposited on substrates.Malcom visocometer Thixotropic agent normally adopted is called …wax‟.It not simply makes the paste resistant to mechanical stress by squeegees, but helps reduce friction between the paste and aperture walls enabling smooth release of the paste.Solvent evaporation rate shall be responsible for stencil life and stencil idle time at printing stage.Normally, 1~4 different boiling point solvents (220~290°C) are formulated in the paste mainly to control tack time and slump property. When low boiling point solvent is used, in other words, when fast evaporation rate solvent is formulated in a paste, the paste may dry out on the stencil in short period of time.Or, if the printing environment temperature is rather high, like over 30°C, as solvent evaporates very quick, it starts stick to squeegee, clogs in stencil apertures and etc.More details follow at …Workability‟ section.3.2 WorkabilityA crucial factor, in addition to printability, solderability and reliability that you just can not neglectwhen selecting the best suited solder paste for your customer‟s production is whether it has a good workability.3.2.1 Stencil idle timeAs substrate pattern becomes increasingly finer including 0.4 mm pitch, micro BGA (0.3mm dia.) and 0402 chip component, customers are paying more attention on this feature.Definition of stencil idle time is the ability of the solder paste to be left idle on the stencil and then recover, without kneading, to deliver acceptable prints. The rheological properties of the solder paste, and its inherent ability to transition from its “at rest ” viscosity to its “working ” viscosity, influence a solder paste ‟s ability to respond well to idle times or pauses.We shall say solder paste which has rather high thixotropy, such as SE(S)4-M953i may have relatively short stencil idle time, because when it is left at rest for some 30 min., thixotropy may recover and deteriorates rheology, and it would result in poor printing of first 4~5 prints after printing is resumed is resumed.3.2.2 Stencil life The length of time that a solder paste can be worked on the stencil and still maintain its properties (printability, print definition, tack, etc.) following multiple printing/idle cycles.Factors which determine stencil life are mainly thixotropy and solvent evaporation. For example, if a solder paste is not provided with good thixotropy (Line 1)and is kept being printed, viscosity keeps falling and ends up with lots of soldering defects like bridging and solder beading.Or, if solvent used for the solder paste is of quick evaporation (Line 2) , viscosity of the solder paste becomes excessively high and starts sticking to squeegee and clogging in stencil apertures.Thus, Line 3 examples ideal long stencil life solder paste. A viscosity variation (A ) in continual printing is quite small.Though most of Koki solder pastes have rather small viscosity drop in continual printing, it is still highly recommended to control ambient temperature to be below 25°C to prevent excess evaporation of solvents.3.2.3 Tackiness Tackiness can be classified into two terms, tack time and tack force.Tack time is length of time that a solder paste can stay tacky enough to hold a component in position after printing. Tack force indicates strength of tackiness that the solder paste holds a component.V i s c o s i t y (P s )Time (hour)We determine tack time of our solder pastes by using Malcom made Tackiness tester.5 deposits of solder paste are printed on a ceramic plate by using 200μm thickness, 6.5mm diameter aperture.Then, a test probe is pressed on to each deposit for 0.2sec. with a load of 50g and it is pulled back up at 100mm/sec. and tensile strength is measured.By repeating this test, we determine how long the paste stays sticky enough (we standardize minimum stickiness needed to hold a component more than 100gf.) .What largely contribute to tack time characteristics is solvents. Tackiness itself is correlated with stencil life andslump resistivity as the evaporation rate of solvent is the main determination. It is normally desired to use higher boiling point solvent as it evaporates at slower rate and preserves long tack time. It,, however, requires some concern what type of solvent to use because it, in turn, tends to cause slumping of the solder paste when high boiling point solvent is formulated. Solvents we normally formulates are of boiling point ranged from 230~300°C. Further, a combination of 2~3 different solvents is quit normal practice to obtain best compromise in terms of tack performance, viscosity, odor, compatibility with the rest of compositions.3.2.4 Slump resistivityThere are mainly three different mode of slump.1. Shear slump : Slump which occurs over continual printing by shear stress.2. Static slump : Slump which occurs at room temperature without any shear stress.3. Heat slump : Slump which occurs during heating process, i.e. pre-heating and reflowing.As the space between pads is decreasing due to the demand for higher packaging density, slump property of the solder paste is now regarded one of most important factors for the fine pitch solder paste.Malcom Tackiness testerLoad 50gfTensile strength = Tack force0.2 sec.Pull up at 100mm/sec.Softening point of solids of flux.In case the solder paste slumps after printing and spreads around pads, it causes bridging with neighboring pads, microsolder balls, and etc.There are various factors which shall affect slump property of solder pastes, such as flux content, viscosity, softening property of rosins and thixotropic agents, boiling point of solvents and etc.Heat slump resistivity is the most critical feature among the above three modes for quality soldering as most of slumping tend to occur during heating process due to softening of flux.When reflowing, the solder paste is exposed in temperature as below.As the temperature elevates at first ramp up stage, solids materials (rosins, thixotropic agents,activators) soften dramatically in combination with solvent left in the flux. Then, in proportion with evaporation of solvent, the viscosity starts increasing.Generally, soldering defects, such as bridging, solder beading, due to slumping occur at thisstage.In order to reduce slumping, it is necessary to select proper combination of different boilingpoint solvents and thixotropic agents.When evaluating slumping property of solder pastes, we normally use ISO (or IPC) standardwhich is indicated in Technical Information of our solder pastes.Time (sec.)T e m p e r a t u r e (°C )V i s c o s i t y (P s )500100015002000 25003.3 Good solderabilty3.3.1 WettabilityIn production process, repair of products gets more difficult and costly when defects happen at down stream of the production line. Poor wetting or non wetting is very critical defect as it is not easy to detect and can cause a serious claim after products are delivered to the market.Products can be often situated in an environment where temperature and humidity keeps changing, and vibration or shocks are being given continuouslly. If solder joints are not strong enough, cracks on solder joints can happen, and at the worst case, electronic components would come off.Thus, wettability of solder paste is often given a highest priority among key features required, such as printability, tack time, and etc.…Wetting‟is a phenomenon that a liquid solder spreads to the surface of a terminal of a component.When the liquid is put on the surface of the solid, the liquid turns to be a certain shape (Fig.-3) according to property of each liquid and solid. Angle θwhere the liquid surface at contactpoint of the liquid and solids and interface of these solid and liquid meet is called as…contactangle‟. This contact angle is used as a scale for wettability.This wetting balance shall be expressed as below by Young‟s equation.ΥA =ΥB + ΥC COSθΥA : Surface tensionΥB : Surface tension between solid and liquidΥC : Surface tension of liquidθ: Contact angleΥC COSθis called as …adhesion tension‟, wettability shall be indicated as follows:Fig.-3When the oxide film is formed on the surface of the substrate, it becomes a major obstacle toachieve good wetting of solder.Flux plays quite important roles to achieve good wettability and its main functions are;1. Removal of oxide film from surface of substrate and solder.2. Reduction of surface tension of solder.3. Prevention of re-oxidation during heating process.As explained earlier, flux is composed of rosins, activators, thixotropic agents and solvents. Rosins are responsible for mainly 2 and 3, activators are mainly responsible for 1. Thixotropic agents and solvents are not effective for solderability.Poor wetting which is normally seen at lead wires of IC and QFP components, tends to occur due to the following causes;1. Severe oxidation of base metal, such as copper, phosphor bronze. When producing leaded package, first plating of the lead wire by solder, for example, takes place, and lead forming, then cut them to the designated length.i.e. Bare alloy is exposed immediately after manufacture of such component and gets easily oxidized during storage.2. Employment of difficult-to-solder base metal, such as Alloy 42 (Fe, Ni base metal). As the pitch of the lead wires have increasingly small, 0.65 → 0.5 → 0.4mm, the lead wire itself has become thinner. In other words, the fine pitch lead wires can get bent very easily.In order to provide rigidity to the lead wires, alloys such as Fe and Ni are being used.However, once oxidation film is formed on such alloys, it is hard to remove.Poor wettingTherefore, wettability of solder paste shall be determined by activation strength or oxide film removal force of activators of flux.Activator shall be classified into the following two kinds.• Ha lide base (most of them are Amine hydrochloride) • Or ganic acids baseBoth of them have a property to react with oxide metal and clean.Reactivity differs depending on each component, but in general, halide has stronger activation and, on the other hand, has more danger of corrosion than organic acids.Reaction of each halogen and organic acid with copper oxide, as an example, shall be expressed as below:1) Halogen based activator : Cu 2O + 2HCl → 2CuCl + H 2O2) Organic acid : Cu 2O + 2R-COOH → 2R-COOCu + H 2OEffectiveness of wettability can be attributed to speed and force to remove oxide film. Wettability can be measured and indicated aswetting speed by Meniscograph. The quick wetting shall be translated as powerful and fast removal of oxide film. This phonomenon can be well demonstlated by Meniscograph measurement.Principle is :A :Original position.B :Point where tip of test piece come to contact with solder.C :Point where wetting starts aftertest piece is soakedin to solder for 0.2mm depth.At this point, solder is pushing up test piece.D : Solder has started to wet and contact angle has become 90°.E : Maximum wetting.F : Point where solder is separated from test piece.G :Original position.Wetting speed is to be expressed by the distance (time) between B - D.FTest piece ABCDEFSolderEx. Good wettingReferential wetting speed of each Halide containing (0.2%) and Halide free flux are approx. 0.5~1sec. and approx. 1.0~1.5sec. respectively.From these figures, it is observed that Halide is quite efficient to remove oxide film.In classifying activation level of flux, MIL standard used to be commonly used. MIL QQ-S-571 classified the flux type R (rosin base), type RMA (mildly activated rosin), type RA (activated rosin base), type LR (low residue fluxes).MIL standard was discontinued and has been replaced by ANSI/J-STD-004.Koki range of solder pastes can be classified into 3 categories according to ANSI,1) halide free (0% halide) .......... ROL0 (M953, M850, and etc.)2) low halide (0.03% halide) ....... ROL1 (CA/H-00-620M and etc.)3) halide type (0.2%). .................. ROM1 (SE/S5-A310, CH-10-763K and etc.)Though it is commonly known that halide containing solder paste can improve wettability quite effectively (and is popularly used in Japan), due to some concern (or tradition) for electrical and chemical reliabilities, halide free products are much widely used in Europe and the U.S.A.In order to meet market demand which is to overcome difficult-to-solve poor wetting problem without any halide and deterioration of reliability, we‟ve developed ‘Powerful wetting’no-clean solder paste SE(S)48-M1000-2 (halide free). (*Please refer to the separate ‘Product Information’for details.)When observing …wettability‟, the tip and back heel of lead wire are normally checked.SE(S)48-M1000-2 offers an ideal wetting.3.3.2 Solder ballPossible causes of micro-solder ball are;∙Initial oxidation of solder powder∙ Oxidation of solder powder during reflow process∙ Slump of solder paste after printing, at component placement and during reflow ∙ Transfer of solder particles from stencilMicro-solder ball problem which shall beattributed to nature of solder paste is initial quality of solder powder.If solder powder is badly oxidized at production stage (powder manufacture, classification, mixture with flux medium) for some reason, micro-solder ball can happen. As the oxide particle requires aggressive activation to be removed and does not melt at normal reflow temperature, such particles are carried out of the soldering pads along with spreading of flux and left satellite solder balls.At our production, quality (oxidation level) inspection of solder powders is repeated at least twice, immediately after powder classification and mixture with flux medium, according to ISO standard with a ceramic plate (*See Technical Information of any Koki solder pastes.).Once the solder powder is properly mixed with flux media, oxidation can hardly occur as the flux encapsulates and isolates each particle from air.Thus, if some micro-solder balling happens at customers ‟ production, have a close watch how the problem has happened having in mind the other possible causes.Solder ball test by ISOSolder beading occurs as solder paste deposited on each pad under chip component becomes soft due to temperature elevation during reflow and flows toward the center of the component by capillary effect, and it finally pops out to the side of the component as a solder bead when the temperature reaches to the melting pointIt is quit difficult to overcome this problem simply by changing flux formulation of solder paste.Since how easily this problem happens largely depends on volume of solder paste to be printed on each pad, it is rather practical to control stencil parameters, such as aperture size, pad size, stencil thickness.From a solder paste point of view, high thixotropy and high viscosity paste, such as M953i and short tack time paste, like M951K, tend to produce less solder beads as such solder paste less flow of flux during reflow process.But, still some adjustment on the stencil shall be required to completely eliminate the solder beads.3.3 Reflow profileDuring reflow heating process, state and action of solder paste changes more or less like the below indicated.1. First ramp-up :By elevation of temperature, solvents start evaporating. Evaporation rate differs depending on boiling point of each solvent employed.In the same way, rosins and thixotropic materials start getting softer. How each material becomes soft depends on its softening point. In general, softening point of solder paste is at around 100℃.Thus, when ramp-up rateis too steep, it softens solids of flux while large portion of solvent is remained and makes the solder paste watery, and can be a cause of slumping → solder beading and bridging.2. Pre-heat stage :This stage is required to get rid of solvent completely and distribute the heat uniformly to the substrate.The flux becomes soft like liquid, and uniformly encapsulates solder particles and spread over substrate, preventing them from being re-oxidized.Also, along with elevation of temperature and liquefaction of flux, each activator and rosin get activated and start eliminating oxide film formed on the surface of each solder particle and substrate.3. Over 200°C :When solder particles melt by reaching melting point, in reaction with flux medium, oxide gets eliminated and soldering takes place.A reason why the condition …over 200°C 30~40sec .’ is recommended is to secure complete melting of solder and certain wetting time in case some high heat capacity components are mounted.Whether bridging by heat slumping happens is to be determined at first ramp-up to early soaking stage. What causes bridging here is inadequate heat distribution to each pad and lead wire.When temperature of lead wire becomes higher faster than that of pad, then molten solder tends to be sacked up to the lead wire. An excess molten solder swells at heel of the lead comes in contact with the solder of the neighboring lead wire. Thus, in case bridging occurs, it is important to figure out very carefully how it happened.In general, typically two different types of reflow profile have been popularly used, …linear ‟ type and…saddle ‟ type. Though we normally recommend the above …saddle ‟ type profile, let ‟s think how each profile has been created. When surface mount components reflow assembly process was started to be used, population ofcomponents was not high and heat capacity difference among components was relatively small. Such simple board configuration had allowed to apply a easy-to-design gradual ramp-up/no-soaking zone profile without major problems. Advancement of downsizing of PC board design started to require dense population of componentsand accelerated implementation of high heat capacity package components such as ICs and QFPs. Increased heat capacity difference among components made it difficult to achieve good thermalequilibrium by using the gradual type profile (or even the saddle type profile) in combination with theTime ( sec. )T e m p e r a t u r e (°C )300600 120 180 240conventional far IR reflow oven due to uneven heat mass distribution, different heating efficiency depending on color of components and shadow effect.Then, vapor phase refow process, which is capable to realize extremely good thermal equilibrium, had once become popular. But, due to several problems, such as cracking and tombstoning of components by abrupt heat elevation, toxicity of solvent, abolition of CFC solvent and etc., this process became less popular quickly.Forced air convection reflow process developed in turn, has won a large popularity because of far better heating uniformity in comparison with far IR reflow.Now, a reason why the saddle type reflow profile has been widely used is mainly and simply for the purpose to achieve by having a soaking zone as similar thermal equilibrium at peak reflow zone to vapor phase process as possible with the help of forced convection reflow process.We believe it is very important for better production yield as a whole that the priority of how reflow profile to be designed shall always be given to consideration of kinds of components and design of substrate itself, rather than how solder paste behaves during heating process.For example, when temperature of soldering point of two different components, say chip capacitor and BGA is measured, peak temperature difference between these components shall be large as the temperature elevation rate of each component is different according to their heat capacity.05010015020025060120180240300050100150200250060120180240300T e m p e r a t u r e (°C )Time (sec)Time (sec) T e m p e r a t u r e (°C )A soaking zone of the saddle type reflow profile, on the contrary, allows temperature of relatively large heat capacity components to catch up with that of the rest of components before the second ramp-up starts, and it makes temp. difference of each component at the soldering temperature much smaller.Therefore, in terms of realizing better equilibrium among components, it should be desirable to have the saddle type reflow profile.From solder paste point of view, it is correct that as temperature elevates, solder paste tends to become soft and can cause slumping and result in solder beads, bridging and other soldering defects if the first ramp-up is too steep and/or flux formulation is not proper.Slow ramp-up helps evaporate solvents while making softening pace of rosins and thixotropic materials slower, and eventually, helps to prevent solder beads, bridging and other defects.Graph-ⅠAs the above Graph-Ⅱ indicates, the steep ramp-up can create steep drop in solder paste viscosity. Therefore, what has been done conventionally for solder pastes to prevent this is to formulate lower boilingpoint solvent so that majority of solvent can evaporate before the temperature reaches050100150200250060120180240300T e m p e r a t u r e (°C )Time (sec)2500 2000 1500 1000 50V i s c o s i t y (P s )Time (sec)050100150200250601201802403002500 2000 1500 1000 500V i s c o s i t y (P s )T e m p e r a t u r e (°C )Graph-Ⅱsoftening point of rosins and other solids materials. This, however, could turn out to be short stencil and tack life of the pastes.Having in mind that the saddle type reflow profile shall be desirable to ensure good solder joints quality regardless of size/heat capacity of components, we have developed a special thixotropic formulation which ensures extremely high slump resistivity even under relatively steep ramp-up, and made it possible to adopt high boiling point solvents for extended stencil and tack life at a same time. This new thixotropic formulation has been applied to most of Koki solder pastes since SE(S)-M953i was developed. (ex. M850, M954)Such a flux formulation has succeeded to make the solder pastes much less dependent on design of reflow profile, and as a result, to widen process window of soldering process.Our conclusion is that customers can adopt either type of profile, gradual or saddle type, so far as Koki solder pastes and most of solder pastes are concerned, and a certain level of heat energy to evaporate all solvents is ensured. But our recommendation is what design of reflow profile to apply shall be determined from the full respect of heat equilibrium of substrate and components to secure quality solder joints on every component, rather than worrying to much about how solder paste behaves during reflow process.In fact, as you have experienced, there are quite large number of users are using the saddle type profile without any soldering problems.According to our experiences, how to design stencil apertures shall have more practical influence over prevention of soldering defects such as solder beading and bridging, than spending a lot of time in changing design of the profile.3.5 ReliabilityIn no-clean process, as post reflow residue is left on substrate, the residue must be reliable. Howhigh reliability is required all depends on finished products that customers manufacture. When the product is directly related with human lives, such as engine control unit, ABS for automotive, medical products and etc.As explained earlier, reliability and solderability are contrary to each other because activators (organic acids, halides) are more or less ionic and corrosive and could lower reliability depending on how they are formulated in flux system. In order to determine, reliability of a product, the following properties are typically inspected.Surface insulation resistanceThis test is to characterize flux by determining the degradation ofelectrical insulation resistance of rigid comb type electrode specimen due to deleterious effects of high humidity and heat conditions.We normally follow IPC-TM-650 method and climate condition is85°C, 85%RH.In case the flux residue which is composed of rosins, activators and thixotropic agents, is hygroscopic and gets conductive even partially, insulation resistance drops.。
MBN_10447_2010-05_EN_Quality Management Standard-Elektrics-Elektronics for Mercedes-Benz Cars_nng
10447 Mercedes-Benz MBN Company Standard Date published: 2010-05Folder: 22Supersedes: A212 000 18 99Total no. of pages (including Annex): 49Person in charge: Matthias GeigerPlant 050; Dept.: MBC/QEEDate of Translation: 2010-11 Phone: +49 7031 90 49 400Quality Management StandardElectrics/Electronicsfor Mercedes-Benz CarsQualitätsmanagement-Norm Elektrik/Elektronik für Mercedes-Benz CarsForewordThis Quality Management Standard Electrics/Electronics for Mercedes-Benz Cars describes therequirements specified by Daimler AG for suppliers of electrical/electronic components and electri-cal/electronic control units for Mercedes-Benz Cars.This Standard is applicable in addition to the component requirement specifications for the devel-opment, manufacture and series production of this component by a contractor of Daimler AG.ChangesFirst editionNOTE: This translation is for information purposes only.The German version shall prevail above all others.Copyright Daimler AG 2010Contents1Scope (5)2Normative references (6)3Terms and definitions (7)3.1List of abbreviations (7)3.2Nomenclature (8)4General requirements (9)4.1Contacts at Daimler AG (9)4.2Contacts at the supplier and its sub-suppliers (10)4.3Key processes (10)5Preventive maturity level management (11)5.1Start of preventive maturity level management (11)5.2Scope (11)5.3Tracking of sub-supplier maturity level (12)5.4Changes following start of production (12)5.4.1Process and sub-process relocation (12)5.4.2Replacement or exchange of machines or equipment (12)5.4.3Change of a sub-supplier (13)6Detection of anomalies (14)7Process capability and product reliability (15)7.1Proof of machine and process capability for SMT processes (15)7.1.1Machine and process capability of paste printer (15)7.1.2Machine capability placement machines (15)7.1.3Verification of solder profile (16)7.2Proof of reliability of the assembly and connection technology (16)7.3Proof of reliability of the devices used (16)7.4Board bending test (17)7.5Requalification (18)7.5.1Complete repeat of the environmental and life tests (18)7.5.2Q-Review Environment E/E (18)8Manufacturing processes for electronic components (20)8.1Storage (20)8.1.1Moisture sensitive devices (20)8.2Printed circuit board magazines (21)8.3Transportation of devices and components (21)8.4Soldering paste printing (21)8.4.1Initial part approval during series production (21)8.4.2Soldering paste (21)8.4.3Paste printer (22)8.4.4Cleaning of the stencil (22)8.4.5Cleaning of circuit boards following soldering paste printing (22)8.4.6Mechanical stress in double-sided PCB assembly (23)8.5PCB assembly (23)8.5.1Initial part approval (23)8.5.2Reel change (23)8.5.3Mechanical stress (23)8.5.4Process control (23)8.5.5Maintenance (23)8.6Assembly and connection technology (24)8.6.1Reflow soldering (24)8.6.1.1Machine malfunctions (25)8.6.1.2Temperature profile (25)8.6.2Press-fit technology (25)8.6.3Selective soldering with mini-wave (26)8.6.3.1Flux (26)8.6.3.2Temperature pretreatment and temperature gradient (26)8.6.3.3Temperature monitoring (27)8.6.3.4Machine malfunctions (27)8.6.3.5Solder residue (27)8.6.3.6Solder bath (27)8.6.3.7Solder filling level (27)9Rework (28)10Test technology in series production (29)10.1Inspection of soldered joints (29)10.1.1Inspection of paste printing (29)10.1.2Inspections after reflow soldering (29)10.1.3Inspections after selective soldering (30)10.1.4Manual visual inspections (30)10.2In-circuit test (30)10.3Contacting of components (31)10.4End-of-line test (31)10.5Test parameters (32)10.6Mechanical interfaces (32)10.7Product audit (32)10.7.1Temperature cycle test (33)10.7.2Additional component-specific tests (33)10.7.3Changes (34)10.8Early defect detection (34)10.8.1Realization of early defect detection (34)10.8.2Active run-in (34)10.9Test coverage analysis (35)10.10Evaluation and reporting of internal test results (36)10.11Haptic measurements (36)10.12Testing of function, switch and controls illumination (37)10.13Noise testing (37)10.14Process documentation and process records (38)10.14.1Soldering paste printing (38)10.14.2Placement machines (38)10.14.3Reflow soldering (38)10.14.4Selective soldering with mini-wave (38)10.14.5Rework (39)10.14.6Test parameters (39)11Mechanical manufacturing processes (40)11.1Circuit board separation (40)11.1.1Milling (40)11.1.2Punching (V-cutting) (40)11.1.3Sawing (40)11.1.4Laser cutting (41)11.2Assembly and screw-fastening processes (41)11.3Zero Insertion Force (ZIF) connectors (41)11.3.1Manual joining of zero insertion force connectors (42)11.3.2Semi or fully automatic joining of zero insertion force connectors (42)11.3.3Testing of the connection of zero insertion force connectors (42)11.3.4Opening of the plug connection of zero insertion force connectors (42)12Traceabilty of devices and components (43)12.1Incoming goods (43)12.2PCB assembly (43)12.3Tests (44)12.4End-of-line test (44)12.5Outgoing goods (44)12.6Rework (44)13ESD (45)13.1ESD protection measures in electronics production (45)13.2Personnel grounding (45)13.3Rework (45)14Flashing of components (46)14.1Handling (46)14.2Contacting and flashing (46)14.3Testing and traceability of flashed components (46)14.4Capacity of the flashing process (47)15Failure analysis (48)15.1Analysis reports (48)15.2Priority failures (48)15.3NTF failures (complaints) (48)15.4Failure analysis on site (48)16On-site support (49)16.1Professional requirements for staff (49)16.2Time-related requirements (49)16.3Other requirements (49)1 ScopeThis Quality Management Standard Electrics/Electronics applies irrespective of the model to all electri-cal/electronic components in general.2 Normative referencesMB Special Terms Mercedes Benz Special Termsof Electronic AssembliesANSI/IPC-A-610D AcceptabilityIPC/JEDEC J-STD-033B.1 Handling, Packing, Shipping and Use of Moisture/ReflowSensitive Surface Mount DevicesDIN EN ISO 9453 Soft Solder Alloys – Chemical Compositions and FormsA2110039899 Design Rules for E/E ComponentsDIN EN 61340-5-1 Protection of Electronic Devices from Electrostatic Phenom-ena — General RequirementsIEC/TR 61340-5-2 Protection of Electronic Devices from Electrostatic Phenom-ena – User GuideDIN EN 61340-4-5 Standard Test Methods for Specific Applications – Methodsfor Characterising the Electrostatic Protection of Footwearand Flooring in Combination with a PersonDIN EN 61340-4-3 Standard Test Methods for Specific Applications – Footwear AEC-Q100 Stress Qualification for Integrated CircuitsAEC-Q101 Stress Test Qualification for Discrete SemiconductorsAEC-Q200 Stress Test Qualification for Passive ComponentsAEC-Q004 Zero Defects Guideline (Draft version)ANSI/IPC J-STD-001D Requirements for Soldered Electrical and Electronic Assem-bliesMBN 10448 Field Failure Analysis3 Terms and definitions3.1 List of abbreviationsTwo-dimensional2DThree-dimensional3DAEC Automotive Electronic Council (body for quality standards in the automotive indus-try)InspectionOpticalAutomatedAOI(Ausführungsvorschrift)regulationAVImplementationBGA Ball Grid Array componentsBR Vehicle model series (Baureihe)cmk Short-term process capabilitycapabilityprocessLong-termcpksupplyspecification (Liefervorschrift)Daimler-BenzDBLDS Identification and documentation of safety relevancedocumentation of certification relevanceandIdentificationDZE/E component Electrical/electronic componentProgrammable Read-Only MemoryEEPROM ElectricallyErasableX-rayspectroscopyEnergy-dispersiveEDXEOL End Of Line testOverStressEOSElectricalDischargeElectroStaticESDFMEA Failure Mode and Effects AnalysisLevelingAirHotHALHIL Hardware In the LoopHardWareHWStandardizationISOforOrganisationInternationalCircuitsIC IntegratedIn-Circuit-TestICTspecifications (Komponentenlastenheft)requirementComponentKLHMBN Mercedes-Benz standard (Mercedes-Benz Norm)SystemDevelopmentMercedes-BenzMDSInterfaceMan-MachineMMIMSD Moisture Sensitive DeviceLevelSensitiveMSLMoistureSystemProductionMercedes-BenzMPSMTTF Mean Time To FailureNTF No Trouble Foundprocess and product approvalPPAProductioncapabilityprocessPreliminaryppkPRG Product maturity level (Produkt-Reifegrad)GateQGQualityQualityManagementQMStatusQ-Status QualityMemoryAccessRandomRAMMemoryOnlyReadROMTemperatureRoomRTUnitControlCUMountedTechnologySurfaceSMTSOP Start of ProductionSoftWareSWTechnologyHoleThroughTHT3.2 NomenclatureBelow, electrical/electronic components and electrical/electronic control units are termed "components" for the reader’s convenience.Below, the contractor of Daimler AG is termed "supplier".Below, the sub-components of components such as circuit boards, electronic devices (e.g. controllers, transceivers, micromechanical semiconductors) and mechanical units (e.g. housings) are termed "de-vices" for the reader’s convenience.Below, requirements for documentation and the recording of data are specified. In this context, "docu-ment" refers to instructions and specifications (e.g. work instructions, process descriptions, etc). The term "record" refers to evidential data (e.g. completed checklists, audit evidence, etc).4 GeneralrequirementsFor safety requirements, homologation and quality, the existing statutory requirements and laws shall be complied with. In addition, the relevant requirements of Daimler AG apply.All materials, procedures, processes, components, and systems shall conform to the current regulatory (governmental) requirements regarding regulated substances and recyclability.This Quality Management Standard Electrics/Electronics makes reference to applicable laws, standards and regulations etc. The supplier shall be responsible for compliance with all laws, standards and regula-tions and for the development and production of the component in line with the state of the art. In this con-text, due consideration shall be given to the fact that the vehicles of Daimler AG containing this compo-nent are sold worldwide.This Quality Management Standard Electrics/Electronics makes reference to other applicable documents of the component requirement specifications (KLH) (specifications, test methods, implementation regula-tions, instructions of Daimler AG). Where this Quality Management Standard Electrics/Electronics contains deviating or contradictory information compared with other standards, specifications or implementation regulations, the more severe specification shall apply. In case of doubt, clarifying agreements following discussions with Daimler AG Quality Management shall be set down in writing.The supplier shall supply conforming products to Daimler AG, and the supplier shall maintain the zero-defect target.If the supplier is aware of measures or alternatives serving to increase quality or reliability, the supplier shall notify these to Daimler AG Quality Management.All information and documents associated with the development, manufacture and production of the com-ponent shall be treated confidentially.4.1 Contacts at Daimler AGThe responsible component developer and other contacts at Daimler AG are listed in the component re-quirement specifications (KLH).Mercedes-Benz Cars Quality Management is divided into two units:- Preventive Quality Management (Prevention) and- Quality Management Production in the worldwide Daimler assembly, body, paintwork and stamp-ing plants (e.g. Sindelfingen, Bremen, Tuscaloosa, South Africa etc.).During the development phase (requirement specification phase up to the launch of the component in production), a staff member from Prevention is the responsible quality contact for the supplier. Together with the responsible staff member from Prevention, the supplier shall hold coordination discussions re-garding quality management requirements. The supplier shall seek approval from the responsible staff member from Prevention for any deviations from these quality management requirements.During the production phase (launch of component in production up to discontinuation of production), a Quality Management staff member from each assembly, body, paintwork and stamping plant is the re-sponsible quality contact for the supplier. The supplier shall seek approval for all changes to the compo-nent or production process during the production phase from the responsible Quality Management staff member from the assembly, body, paintwork and stamping plants. In the event of deviations from the re-lease status of the component, the supplier shall present appropriate measures and samples and have any changes approved.Any deviation from the requirements of this Quality Management Standard Electrics/Electronics are sub-ject to the written approval of Daimler AG Quality Management.4.2 Contacts at the supplier and its sub-suppliersThe supplier shall submit an organizational diagram to Daimler AG Quality Management showing all per-sons responsible for the project and their functions.The supplier shall reveal the complete supply chain of devices for the project to Daimler AG Quality Man-agement. In this process, the supplier shall document the scope of supply and supplier name of each de-vice.4.3 Key processesTo facilitate the successful implementation of the project, the supplier shall provide evidence of docu-mented process structures for the following key processes during the concept presentation:1. Requirements analysis process2. Test strategy process3. Configuration and change management process4. Problem analysis process5. Project management5 Preventive maturity level managementThe objective of preventive maturity level management is to recognize quality-related problems and defi-cits concerning the product and/or production process as early as during the development phase of the component and to be able to initiate countermeasures. Timely completion of the project and defect-free implementation of all specified functions are the top priorities for Daimler AG.The supplier shall document and maintain a preventive maturity level management system. As part of this system, the supplier shall determine and record characteristic data (metrics, process capability indices, inspections, etc.).In this context, all company units of the supplier involved with the product creation process shall be sub-ject to the maturity level management system.Assessment of the maturity level shall be based on the specified quality targets and quality criteria throughout the product and process development process.The supplier shall document compliance with and fulfillment of all requirements from the component re-quirement specifications (KLH) and this Standard.To track all activities during development, the supplier shall maintain a list of open issues, and grant Daim-ler AG Quality Management access to this list on request.The supplier shall submit regular reports to Daimler AG Quality Management regarding maturity level pro-gress. The supplier shall document maturity level reports in writing. The supplier shall record the maturity level reports for the Quality Gates (according to MDS) and submission of A, B, C, D and PPF samples in writing.5.1 Start of preventive maturity level managementThe supplier shall initiate preventive maturity level management at the time of project start - immediately following the commencement of hardware and software development and the start of the production proc-ess.5.2 ScopeThe supplier shall coordinate and document the scope of preventive maturity level management with Daimler AG Quality Management.The preventive maturity level tracking during the product creation process includes the monitoring of the degree of fulfillment of all requirements. In this context, the supplier shall document and record the (func-tional and non-functional) requirements for the component and the production process during the devel-opment phase of the component.The supplier shall carry out an assessment on the basis of the degree of implementation of the require-ments at the relevant project date. The maturity level is divided into four stages:- Requirement not implemented by the deadline- Requirement is in the process of being implemented- Requirement has been implemented by the deadline- Requirement has been implemented and tested successfully by the deadline5.3 Tracking of sub-supplier maturity levelThe supplier shall document and implement a preventive maturity level management system at all sub-supplier companies involved in the project (Tier 2, Tier 3, …).The supplier shall inform Daimler AG Quality Management of the status of the preventive maturity level management if there is a risk of the sub-suppliers involved in the project failing to reach the project objec-tive.On request, the supplier shall grant Daimler AG Quality Management access to records concerning the maturity level management of the sub-suppliers involved in the project.5.4 Changes following start of productionAny changes to the component or an existing manufacturing process shall be subject to the approval of Daimler AG Quality Management and be approved using a PPA process.The supplier shall qualify any change, e.g. in the event of changes to devices (material or manufacturing process of the device) or in the manufacturing process of the component. The supplier shall provide evi-dence of and document qualification in accordance with the component requirement specifications.Deviations from a complete qualification by the supplier shall be subject to the approval of Daimler AG Quality Management.Qualification shall be carried out using components manufactured on the production equipment at the se-rial production location.The documentation of changes shall be coordinated with Daimler AG Quality Management.The supplier shall adhere to a previously defined time frame for pre-advice to Daimler AG Quality Man-agement.In the cases indicated below, the supplier shall inform the following Daimler AG units: Quality Manage-ment, Development, Purchasing and Logistics.5.4.1 Process and sub-process relocationIn the case of any type of process and sub-process relocation, the supplier shall inform Daimler AG Qual-ity Management no later than 9 months before the intended implementation of the change. The supplier shall submit a relocation scenario and seek the approval of Daimler AG Quality Management for such scenario.This time frame also applies to the outsourcing of processes or sub-processes to sub-suppliers.5.4.2 Replacement or exchange of machines or equipmentIn the case of the replacement or exchange of machines or equipment or other systems, the supplier shall inform Daimler AG Quality Management no later than 3 months before the intended implementation of the change.5.4.3 Change of a sub-supplierIn the case of a change of a sub-supplier or manufacturer of a device of the component, the supplier shall submit a change scenario to Daimler AG Quality Management and seek the approval of Daimler AG Qual-ity Management for such scenario. The supplier should inform Daimler AG Quality Management no later than 6 months before the intended implementation of the change.6 Detection of anomaliesThe statistical detection of anomalies is intended for the detection of unusual features in the functionality or measurement parameters. These may be anomalies which lie within the specification limits provided, but are unusual compared to other components. The anomalies may point towards pre-damage to the component.In order to ensure the process capability and product reliability, the supplier shall document and use a method for the detection of anomalies, and provide evidence by means of records.To verify the process capability and product reliability, the supplier shall use this method, starting with the manufacture of initial samples, and create records. Evidence shall be provided no later than at the time of submission of the initial sample documentation.7 Process capability and product reliabilityIn accordance with VDA 2, the supplier shall provide evidence of the process capabilities for its production processes.For the deadline and the required values for the process capabilities, refer to MBST.At the time of submission of the initial samples, the supplier shall document the final evidence of the proc-ess capabilities and product reliabilities required.The initial samples shall be manufactured on production equipment and selected randomly.The supplier shall have any deviations from these specifications approved by Daimler AG Quality Man-agement.7.1 Proof of machine and process capability for SMT processesWithin the framework of the zero-defects strategy in relation to the customer, the supplier shall make every effort to prevent and detect nonconformances. From the point of view of customer satisfaction and with a view to ensuring the quality of the components, it is essential that nonconformances are detected as early as possible and eliminated. The focus shall therefore be on the process capability of the supplier's manufacturing process. This includes the determination of the ongoing process capability, the control of the production process and continuous process improvement.The supplier shall supply regular evidence of the process capabilities of production as a whole and each production process and maintain the appropriate records.7.1.1 Machine and process capability of paste printerThe supplier shall check the machine capability once every year and maintain the pertinent records.Evidence of the machine capability of the paste printer can be provided by means of a reference stencil. The relevant parameters for this purpose are the positioning accuracy in the x and y direction of the solder deposit.The supplier shall check the process capability of the paste printer with the product-specific original stencil and maintain appropriate records. During this process, the supplier shall document reference points and determine their positioning accuracies in x and y position as well as the volume. To do so, the supplier may use the paste AOI provided that the AOI measuring data can be analyzed.7.1.2 Machine capability placement machinesThe supplier shall check the machine capability every other year and maintain the pertinent records.The supplier shall check the machine capability using a glass board and glass devices or ceramic pads and maintain appropriate records. To prove capability, the supplier shall document the critical SMD shapes and test these.7.1.3 Verification of solder profileThe supplier shall verify that the solder profile determined allows each solder joint to reach the required soldering temperature and the required temperature profile. The supplier shall maintain appropriate re-cords.The supplier shall verify that "thermally critical" devices on the circuit board are not overheated. The sup-plier shall maintain appropriate records.The supplier shall observe the specifications of the board, device and soldering paste manufacturers, and provide evidence of compliance. The temperature profile shall therefore be recorded with the printed com-ponent circuit board.7.2 Proof of reliability of the assembly and connection technologyThe supplier shall document the development progress at the time of each delivery of sample parts.At the time of submission of the initial samples, the supplier shall perform a full qualification on the basis of the requirements of the KLH and provide the appropriate evidence.The supplier shall coordinate the number and scope of the tests with Development and Daimler AG Qual-ity Management and document the results.In order to allow the impact of changes on the component to be assessed, the supplier shall document a comparison of measuring results before and after the intended change.Qualification shall be carried out using components manufactured on the series production equipment. 7.3 Proof of reliability of the devices usedOn delivery, the supplier shall provide evidence of device qualification.For ICs, the supplier shall provide evidence of the device qualification in accordance with AEC-Q100, for discrete components in accordance with AEC-Q101, and for passive components in accordance with AEC-Q200.To achieve the zero-defects strategy, the supplier shall document the methods as per AEC-Q004 and provide evidence of the records to Daimler AG Quality Management.The supplier shall have any deviations from these specifications approved by Daimler AG Quality Man-agement.7.4 Board bending testThe supplier shall ensure that soldered circuit boards or devices cannot be damaged as a result of me-chanical stresses. Excessive mechanical stresses result in the danger of the board or devices becoming pre-damaged due to microcracks. The supplier shall support the PCB boards using an appropriate fixture.By means of a board bending test, the mechanical stress to which a soldered circuit board is exposed during the production process can be determined.The supplier shall perform a bending test for the following production steps on the component-specific board and maintain the relevant records:- Paste printer (only for double-sided boards)- SMD placement machines- ICTseparatorboard- Circuit- Press-fit process for contacts- Press-fit and assembly fixtures and jigs for installing boards in a housing- Transport systems, including gripping devices.The supplier shall repeat the board bending test at regular time intervals and record the relevant results.The supplier shall use the bending test for fault finding in the event of failures of devices (e.g. damage, microcracks on ceramic capacitors). The supplier shall record the results and submit them to Daimler AG Quality Management on request.The supplier shall use an appropriate measurement procedure for carrying out the board bending test.The maximum critical bending of boards depends on the individual circuit board or the devices used. The supplier shall take care to ensure that the sensors are positioned on the board at the point of maximum bending.The supplier shall take care to ensure that circuit board is assembled and soldered in line with the relevant process step to be examined.During the processing of ceramic capacitors, the supplier shall ensure that the specifications ofAV A2110039899 "Design Rules for E/E Components“ are complied with for all manufactured compo-nents.7.5 RequalificationThe supplier shall check at least once every year whether its deliveries conform to the specifications of Daimler AG.As a minimum requirement, the test scope shall include evidence that the specifications with regard to dimensional, material, reliability, environmental, process and statutory rules have been complied with.The supplier shall coordinate and document the test scopes with Daimler AG Quality Management. This coordination shall be based on the environmental and lifetime tests specified in the component require-ment specifications (KLH) as well as other specifications such as DBL, MBN, AV, etc.The supplier can choose between the following methods to prove compliance with the specifications of the environmental and life tests required in KLH:- complete annual repeat of the of the environmental and life tests specified in KLH- annual execution of a so-called "Q-Review Environment E/E“.7.5.1 Complete repeat of the environmental and life testsThe supplier shall record the results of the repeat and submit them to Daimler AG Quality Management on request.The supplier shall notify Daimler AG Quality Management of any deviations from the specification without delay.The supplier shall supply regular evidence of the process capabilities of production as a whole and each production process and maintain the appropriate records.If the tests show that the required cp or cpk values are not achieved and that the equipment requires read-justment, the supplier shall shorten the test interval.7.5.2 Q-Review Environment E/ETo perform a "Q-Review Environment E/E“, the supplier is required to comply with the following conditions: The environmental and life tests specified in the KLH have been performed once successfully, and the relevant results recorded.Another condition for the execution of a "Q-Review Environment E/E“ is that the following requirements have been fulfilled during the previous 12 months:- The supplier has used a statistical method for the early detection of faults in production. This method has ensured that 100% of the manufactured parts have been covered, the results recorded and evaluated regularly. All measures defined as part of the early fault detection system during the previous 12 months must have been effectively implemented.- The required qualification tests shall have been passed successfully with regard to any changes to the component or the production process.- All failures during the tests in production have been determined, and the relevant results recorded and regularly evaluated. All measures defined during the previous 12 months shall have been effectively im-plemented.- All measures defined during internal and external audits during the previous 12 months shall have been effectively implemented.- All 0-km failures and field failures during the previous 12 months shall have been analyzed and evalu-ated. Any resulting measures shall have been implemented effectively.。
Illustrator 中英对照
文件菜单-FileNew 新建Open 打开Open recent files 打开最近编辑的文件Revert 复原Close 关闭Save 保存Save as 另存为Save a copy 保存一个拷贝Save for web 保存为应用于web Place 置入Export 输出Document info 文件信息Document setup 文件设置Document color made 文件色彩模式Separation setup 分色设置Print setup 打印设置Print 打印编辑菜单-EditUndo 撤消Redo 重做Cut 剪切Paste 粘贴Copy 拷贝Paste to front 粘贴到最前面Paste to back 粘贴到最后面Clear 清除Select 选择Select all 选择全部Deselect all 取消选择全部Define pattern 定义图案Edit original 编辑原稿Assign profile 重指定纲要Color setting 色彩模式设置Keyboard shortcuts 编辑快捷键Preferences 参数设置Same paint style 相同的笔样式Same stroke color 相同的边线颜色Same stroke weight 相同的边线宽度Masks 遮罩Stay piont 游离点Brush stroke 画笔笔触Inverse 相反Hyphenator option 连字符操作Plus ins&Scrach Disk 插件和虚拟硬盘Cursor key 箭头键Constrain Angle 角度限制Corner Radius 圆角限制对象菜单-ObjectTransform 变形Arrange 排列Group 群组Ungroup 取消群组Lock 锁定Unlock 取消锁定Hide Selection 隐藏选择对象Show All 显示所有对象Expend 扩展Expend Appearance 扩展轮廓Flatten transparently 平整透明Rasterize 栅格化Greate Gradient Mesh 创建网格渐变对象Path 路径Blend 混合Clipping masks 剪切遮罩Comound path 复合路径Crop marks 剪切标记Graph 图表Join 连接Averange 平均节点位置Outline Path 轮廓路径Offset Path 路径位移Clear Up 清除Slice 裁切Add Anchor Point 增加节点Make 制造Release 释放Blend option 混合操作Expend 扩展Replace Spine 路径混合Revers Spine 反转混合Reverse Front To Back 反转混合方向Type 类型Data 数据Design 设计Column 柱形Marker 标记Transform Again 再次变形Move 移动Scale 缩放Rotate 旋转Shear 倾斜Reflect 镜像Transform each 单独变形Reset Bounding 重设调节框Bring To Front 放在最前层Bring Forward 放在前一层Send Backward 放在后一层Sent to Back 放在最后Rasterize 光栅化文字菜单-TYPEFont 字体Size 尺寸Character 文字属性Paragraph 段落Mmdesign Typel 字体属性Tob Ruler 表格定位标尺Block 文字块Wrap 文字绕排Fit headline 适合标题Greate Outlines 创建文字轮廓路径Find/Change 查找/替换Find fond 选择字体Check Spelling 拼写检查Change Case 改变文字容器大小写Smart Punctuation 快速标点Rows&Columns 文字分行分栏Show Hidden Characters 显示隐藏属性Type Orientation 文字方向滤镜菜单-FILTERApply Last Filter 应用刚才的滤镜Last Filter 刚才的滤镜Color 色彩Create 创建Distort 扭曲Pen and Ink 墨水笔Stylize 风格化位图滤镜Artistic 艺术化Brush Strokes 笔刷化Distort 扭曲Sketch 素描效果Stylize 风格化Texture 纹理化Adjust Color 颜色调整Blend Front to Back 混合前后图形的颜色Blend Vertically 混合垂直放置图形的颜色Convert to CMYK 转换为CMYK Convert to Grayscale 转换为灰度Convert to RGB 转换为RGBInvert Colors 反色Overprint Black 黑色压印Saturation 饱和度Create 建立Object Mosaic 马赛克效果Trim Mark 裁剪标记Distort 变形Punk&Bloat 尖角和圆角变形Boughen 粗糙化Scribble And Tweak 潦草和扭曲Twirl 涡形旋转ZigZag 文字效果Add Arrowhead 加箭头Drop shadow 加阴影Round corner 圆角化Artistic 艺术化Blur 模糊化Brush Strokes 笔痕Distort 变形Piselate 象素化Sharpen 锐化Sketch 素描效果Stylize 风格化Texture 纹理化Video 视频特效菜单-EFFECTApply last effect 重复刚才的特效Last effect 刚才的特效Convert to shape 转换形状Distort transform 自由变换Path 路径特效Pathfinder 路径合并模式Rasterize 光栅化Stylize 风格化视图菜单-VIEWOutline 路径轮廓视图Overprint preview 印前视图模式Pixel preview 象素视图模式Proof setup 校验设置Zoom in 放大Zoom out 缩小Fit in window 适合窗口Actual size 实际尺寸Show/hide edges 显示/隐藏选中路径Show/hide page tiling 显示/隐藏工作区标志Show/hide template 显示/隐藏模板Show/hide rules 显示/隐藏标尺Show/hide bounding box 显示/隐藏限制框Show/hide transparency grid 显示/隐藏透明网格Guides 参考线Smart guides 实时参考线Show/hide grid 显示/隐藏网格Snip to grid 对齐网格。
Solder Paste Process Control
Applicable
Mesh Cut -200/+325 -200/+325 or -325/+500 -270/+400 or -325/+500 -325/+500 or -400/+500 or finer -500 or 15 - 5 µm
關於印刷速度(Printer speed)
印刷速度如太快,會發生虛印、漏印或錫膏量不足(錫膏印刷時 下降未完全)。相反印刷速度太慢,錫膏雖有充分時間下降,但鋼版 與基板接觸時間過長,而使錫膏流至反面,造成錫膏拉絲而出現小 錫珠。當錫膏黏度太低,再連續印刷時易造成滲漏下塌而產生短路。 良好印刷狀態
Solder Particles
Particle Size
Mesh Designation -200+325 -325+500 -400+500 Type T2 T3 T4 Micron Size 75 μ- 45 μ 45 μ- 20 μ 38 μ- 20 μ
焊錫粉末顆粒(二)
二、粉末形狀 1、不規則型:印刷後易下塌 造成短路,球徑大小也 難一致,較不適合fine pitch印刷作業。 2、規則型:因為是球形的關 係,球徑大小也較規則, 較適合fine pitch印刷作 業,另外球型粉末在不 活性氣體中製造,所以 焊錫氧化率較低。
助焊劑(Flux)的作用
錫膏=焊錫粉末+助焊劑 其中助焊劑功用 1.除氧化 去除金屬表面其錫膏的氧化膜(化學作用) ,使焊點成為 較容易焊接的表面, 但是無除去油質及灰塵等作用。 2.降低表面張力/催化助焊 降低溶融後的表面張力,增加焊錫擴散性,幫助合金成 長層的產生。 3.防止二度氧化作用 在進行焊接時,溶融焊錫與焊點金屬表面與大氣接觸進 行氧化作用,Flux在做完除氧化後,會覆蓋焊接點與 焊點金屬表面,來防止焊接點產生二度 氧化。
SIMATIC S7-1500 CPU 1516-3 PN DP 产品说明书
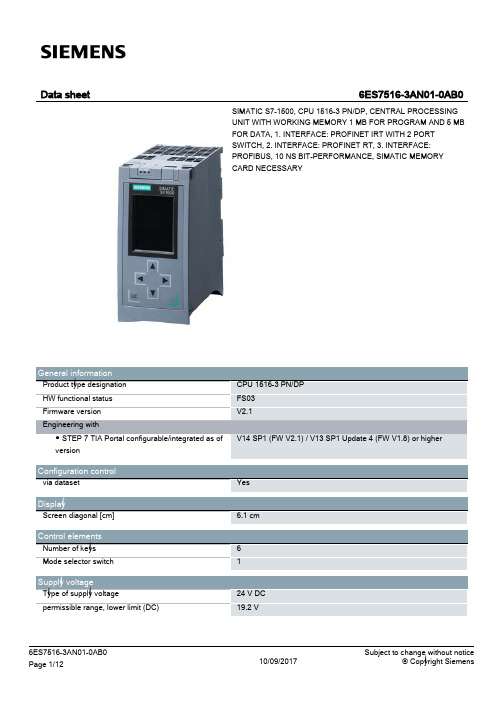
Hardware configuration Number of distributed IO systems
Number of DP masters ● integrated ● Via CM
Number of IO Controllers ● integrated ● Via CM
Rack ● Modules per rack, max. ● Number of lines, max.
0 ... 65 535 512 kbyte
512 kbyte 1 3x cycle of 250 µs 50 3 2 2 100 4 2 1
24
2 048
Yes
Any (only limited by the main memory)
Yes
2 048
10/09/2017
Subject to change without notice © Copyright Siemens
permissible range, upper limit (DC) Reverse polarity protection Mains buffering
● Mains/voltage failure stored energy time
Counters, timers and their retentivity S7 counter ● Number Retentivity — adjustable IEC counter ● Number Retentivity — adjustable S7 times ● Number Retentivity — adjustable IEC timer ● Number Retentivity — adjustable
bga焊接中形成的桥接英文单词
BGA焊接中形成的桥接英文单词BGA (Ball Grid Array)焊接是一种常见的SMT(Surface Mount Technology)技术,用于在PCB(Printed Circuit Board)上连接IC芯片和其他电子元件。
在BGA焊接过程中,有时会出现桥接现象,即焊料在两个不相邻的焊点之间形成了连接。
这种情况可能会导致电路短路和故障,因此需要及时发现并解决。
在BGA焊接过程中,桥接现象可能会由多种因素引起。
下面我们将列举一些常见的桥接原因并分析其英文单词。
1. Solder Paste(焊膏)Solder Paste是一种在BGA焊接中常用的焊接材料,它由细粒度的焊料颗粒和流变剂组成。
如果焊膏的粘度过高或者在施加过程中出现异常,可能会导致焊料在BGA焊盘之间形成桥接。
这种现象在英文中通常被称为“solder bridging”。
2. Reflow Process(回流工艺)在BGA焊接中,回流工艺是将焊膏加热至熔点并涂布在焊盘上的过程。
如果在回流过程中温度、时间或气氛控制不恰当,可能会导致焊料过度流动,形成桥接现象。
在英文中,这种情况通常被称为“reflowbri dging”。
3. Solder Ball Placement(焊球放置)BGA封装的焊点是由焊球组成的,焊球的放置过程需要精确控制。
如果焊球放置不准确或者数量过多,可能会导致在BGA焊接过程中出现桥接现象。
英文中称呼这种情况通常为“ball placement bridging”。
4. Design and Layout(设计和布局)PCB的设计和布局对BGA焊接质量有着重要影响。
如果焊盘或者焊球的设计不合理,可能导致在焊接过程中出现桥接现象。
在英文中,这种情况通常被称为“design bridging”或“layout bridging”。
5. Moisture Content(湿度含量)在焊接材料中存在过高的湿度含量会导致在BGA焊接过程中出现气泡或者蒸汽,这可能被认为是BGA焊接桥接的隐患。
电烙铁应用英语作文
电烙铁应用英语作文Electrical Soldering IronThe electrical soldering iron is a versatile tool that has become an indispensable part of various industries and fields, from electronics to plumbing and beyond. This small yet powerful instrument has revolutionized the way we approach tasks that require precise and secure connections, making it an essential tool in the modern world.At its core, the electrical soldering iron is a device that uses heat to melt a special metal alloy called solder. This solder is then used to join two or more metal surfaces together, creating a strong and reliable connection. The soldering iron itself consists of a heating element, typically made of a resistive material, which is enclosed in a metal or ceramic casing. When the iron is plugged into an electrical outlet and turned on, the heating element heats up, allowing the user to melt the solder and apply it to the desired area.One of the primary applications of the electrical soldering iron is in the field of electronics. In the ever-evolving world of technology, the ability to create and repair electronic devices is crucial. Soldering is used to connect components on printed circuit boards, ensuring thatelectrical signals can flow smoothly and reliably. Whether it's assembling a new device or fixing a malfunctioning one, the soldering iron is an indispensable tool for electronics technicians, hobbyists, and professionals alike.Beyond the realm of electronics, the electrical soldering iron finds use in a wide range of industries. In plumbing, for example, soldering is used to join copper pipes together, creating a water-tight seal that is essential for the proper functioning of plumbing systems. In the automotive industry, soldering is used to repair and maintain various electrical components, from wiring harnesses to circuit boards. Even in the world of arts and crafts, the soldering iron is a valuable tool, allowing artists and hobbyists to create intricate and unique pieces of jewelry, metalwork, and more.One of the key advantages of the electrical soldering iron is its versatility. Unlike traditional soldering methods that rely on open flames or other heat sources, the electrical soldering iron provides a controlled and precise heat source that can be easily maneuvered and directed. This makes it particularly useful in tight spaces or delicate applications where a steady and focused heat is required. Additionally, the temperature of the soldering iron can often be adjusted, allowing users to select the optimal heat level for the task at hand.Another benefit of the electrical soldering iron is its efficiency and time-saving capabilities. With the ability to heat up quickly and maintain a consistent temperature, the soldering iron can significantly reduce the time required to complete a soldering task. This is especially important in industries where time is of the essence, such as electronics manufacturing or repair work.Furthermore, the electrical soldering iron is a relatively safe tool, especially when compared to alternative soldering methods. The enclosed heating element and the ability to control the temperature reduce the risk of burns or other accidents. Additionally, many modern soldering irons come equipped with safety features, such as automatic shut-off mechanisms or heat-resistant tips, further enhancing the user's safety.Despite its many advantages, the electrical soldering iron does have some limitations. One of the primary challenges is the need for a reliable power source. Unlike traditional soldering methods that can be used in remote or off-grid locations, the electrical soldering iron requires access to a power outlet or a portable power source, which can limit its usefulness in certain situations.Another potential drawback is the ongoing maintenance and care required for the soldering iron. The heating element and other components can wear down over time, necessitating regular cleaning,calibration, and potentially replacement. Proper handling and storage of the soldering iron are also crucial to ensure its longevity and optimal performance.Despite these limitations, the electrical soldering iron remains a vital tool in a wide range of industries and applications. As technology continues to advance, the soldering iron has evolved as well, with newer models offering enhanced features, improved safety, and greater efficiency.In conclusion, the electrical soldering iron is a remarkable tool that has transformed the way we approach tasks that require precise and secure connections. From electronics to plumbing and beyond, this versatile instrument has become an indispensable part of modern life, enabling us to create, repair, and maintain the technological and infrastructural systems that underpin our society. As we continue to push the boundaries of what is possible, the electrical soldering iron will undoubtedly remain a crucial and invaluable tool in our arsenal.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Effect of the Intermetallics Particles Size on the Brittle to Ductile FractureTransition in a Bulk Sn-4wt%Ag-0.5wt% Cu SolderRatchev P., Vandevelde B., IMEC, Leuven, BelgiumVerlinden B., Katholieke Universiteit Leuven, Leuven, BelgiumAbstractThe fracture toughness of a bulk Sn-4wt.%Ag-0.5wt.%Cu lead-free solder was measured as function of the temperature by means of a pendulum impact (Charpy) test in as-cast and several annealed conditions. The casting was performed in a small mould in order to produce an initial microstructure consisting of fine intermetallic particles. Samples were annealed at different conditions in order to grow the SnAg3 particles to different average particles sizes. A ductile to brittle fracture transition was found at -28°C in as-cast condition, shifting downwards to -48°C upon annealing. The microstructure study shows that coarsening of the initial fine intermetallic particles during annealing is causing the shift of the transformation temperature downwards. Therefore a careful microstructure control is needed during the solder solidification after reflow in order to decrease the low temperature brittleness hazard. This is a significant reliability issue, which should be considered during the Sn-Ag-Cu alloys application.IntroductionBy July 2006 the use of lead in electronics in Europe will be forbidden and lead-free solders with at least comparable reliability should replace the Sn-Pb solder. Many Sn-based solders are under intensive study in the last years, but the mainstream are without any doubts the Sn-Ag-Cu alloys. Since the “soft” Pb is taken out of the solder, the Pb-free solders are stiffer, which can be translated in higher fracture toughness only if they have also a high ductility. It is well known that some metals loose their ductility at low temperature and show a brittle fracture mode. The ductile to brittle transition temperature is an important parameter for them. In a recent publication1, we have reported that bulk Sn, Sn-Cu, Sn-Ag and Sn-Ag-Cu lead-free solders show a sharp ductile to brittle transition, compared to no transition for the eutectic Sn-Pb. The transition temperature of Sn-0.5%Cu and Sn-0.5%Cu(Ni) alloys is -125°C, which seems to be an inherited property from the high purity Sn. The Ag-containing solders show a transition at higher temperatures: in the range of –78°to–45°C. The increase of the Ag content shifts the transformation temperature towards higher values. This was related to the higher volume fraction of SnAg3 particles in the solder volume1, which can serve as obstacles for the dislocation motion, causing dislocation pile-ups, voiding and crack nucleation2. We suggested that the failure mode in real solder joints could change around and below the brittle fracture temperature, i.e. the ductile “solder fatigue” failure mode to change to a catastrophic brittle fracture into the solder volume. The purpose of the present paper is a more systematic study of the effect of the intermetallic particles size on the brittle to ductile fracture transition of a near-eutectic Sn-4wt.%Ag-0.5%Cu solder. ExperimentalA near-eutectic Sn-4wt.%Ag-0.5%Cu solder was cast in a small mould in order to produce an initial microstructure consisting of fine intermetallic particles in the eutectic regions. Samples were annealed at different conditions in order to grow the SnAg3 particles to different average particle sizes. Since they come from the same casting, their volume fraction will be approximately the same. Bulk samples of 4 annealing conditions were tested, namely as–cast, 100h at 150°C, 1000h at 150°C, 1000h at 175°C. A pendulum impact test, well known as “Charpy test”, was performed in order to determine the amount of energy dissipated during fracture, which is a measure for the fracture toughness of the material, as function of the temperature. The tests were performed according to ASTM E23 standard with V-notch samples of size 10x10x55mm. The temperature of the sample was varied in the range of -195°C to 100°C, by means of an off-line heating/cooling system. More details about the test conditions can be found elsewhere1. The microstructure inspection was performed on cross-sections of annealed and fractured samples by means of optical microscopy and SEM in back-scattered electrons imaging mode (BEI).Results and DiscussionThe results of the impact test are given in Figure 1. The sharp ductile to brittle transition reported in 1 for the lead-free solders was completely confirmed.Figure 1 – Fracture toughness vs. test temperature as function of the annealing condition for the studied Sn-4wt.%Ag-0.5%Cu solder.Figure 2 – Fitting of the transition regions of the graph in Fig.1 in order to obtain the transitiontemperaturesA considerable effect of annealing on the ductile to brittle transition temperature was observed. In order to extract the transition temperatures, the transition region of the graphs was fitted as shown in Figure 2. The summary in Table 1 shows a change from -28°C for the as-cast condition to -48°C for the sample annealed for 1000h at 175°C. The significant change is between as-cast condition, from one side, and the annealed conditions, from other side. The difference between the annealed conditions is smaller. Although the considerable experimental scatter, a trend of decreasing the transition temperature with the annealing strength (higher time and/or temperature) was observed. Additionally, the fracture toughness in the ductile region increased with the annealing temperature/time at a fixed test temperature, see for instance the points at 100°C, see Figure 1. This is probably a softening effect related to the intermetallic particles coarsening during annealing (the later will be shown further in this paper). Since the fracture toughness is a product of the strength and the ductility of the material, the resulting gain in ductility should be larger than the loss of strength.Table 1 - Transition temperatures vs. annealingconditionsAnnealing Transitiontemperature,o C As-cast -28 ± 6100h at 150o C -42 ± 51000h at 150o C -40 ± 51000h at 175o C -48 ± 5The microstructure of the studied samples before testing is shown in Figures 3-6. It consists of areas of pure Sn and eutectic regions, where intermetalic particles (mainly SnAg3) are spread in a Sn matrix. As expected, the as-cast sample shows a fine SnAg3 intermetalic particle size, see Figure 3, which evolves during annealing towards coarser particles. It is not easy to compare quantitatively the particle size due to their complicated shape, which changes from lamellae-type, in as cast condition, to more elongated plate-like type, when annealed at 150°C, Figures 4 and 5, and to a more rounded type after annealing at 175°C, Figure 6. In order to correlate the SnAg3 intermetalic particles size with the transition temperature the average cross-sectional surface of the particles was measured for each annealing andconverted to an effective diameter, assuming a spherical particle shape. An average of 50 particles was measured per sample from several pictures by means of image analysis software. The results are shown in Figure 7.Figure 3 – Microstructure in as-cast condition.Figure 4 – Microstructure after 100h at 150o C.A clear trend is visible of shifting the ductile to brittle fracture transition temperature with the increase of the intermetallics particle size. On the other hand our previously reported results, see1, show a transition temperature of -58°C for an alloy with the same composition, but coming from another supplier in as-cast condition. The casting mould was much bigger than the one used in the present work, therefore the associated microstructure was much larger, as shown in Figure 8. The measured effective particle diameter for it was 1.7 µm and its position in the graph in Figure 7 is given as a purple star. It deviates considerably from the observed trend. Of course, this comparison is only possible if the particles volume fraction is the same in both cases. A slight difference in the composition (mainly the Ag content) can shift considerably the transition temperature as already shown elswere1. Since these 2 alloys come from different suppliers, some small composition differences are certainly possible. It has to be concluded that both composition and thermal history (cooling rate after casting, annealing etc.) are very important for the transition temperature. A problem of the present measurements is a considerable scatter of the data around the transition temperature of the order of ±5-6°C. This scatter is mostly related to the off-line system of temperature control, which can be a source of significant error. Additionally, the ductile to brittle transition as a physical phenomenon is also very often considered a source of considerable scatter, see 2.Figure 5 - Microstructure after 1000h at 150o C Figure 6 - Microstructure after 1000h at 175o CFigure 7 – Transition temperature as function of the effective particle diameter.Figure 8 - Microstructure of the 4wt.%Ag-0.5%Cu solder used in [1] coming from a largecasting (lower cooling rate).In order to go deeper in the fracture mechanism, cross sections were prepared of samples tested at the transition temperature and studied by means of SEM. The area just ahead of the cracked area in such a sample of the as-cast material is shown in Figure 9. The crack is clearly propagating by means of linking the fine voids, formed at the intermetallic particles. This voiding is shown in details at higher magnification in Figures 10 and 11 from the same area. The fact of the void formation at the particles interface is crucial for the understanding of their rolein the fracture process. Actually, this confirms that they serve as obstacles for the dislocation motion during plastic deformation. Consequently, dislocations are piling-up at their interface and form voids, as observed in Figures 9-11. These voids serveas crack nucleation sites and assist the crack propagation. Therefore, they are able to enhance the transition towards a brittle behavior of the material. As a consequence of that, the larger the particles number the higher will be the transition temperature.At a fixed volume fraction, as at the present experiment, the larger particles number will be related to a smaller particles size. Therefore a low cooling rate after reflow will be beneficial in order to produce a coarser intermetallic particles microstructure and to decrease the probability of brittle fracture in the solder to take place during the lifetime of the solder joints. Additionally, any annealing will be also beneficial for this, therefore the risk for the brittle fracture will tend to decrease with the lifetime of the solder joints.It is very important to realize that the low temperature brittleness of the Sn-Ag-Cu solder joints is a significant reliability issue. The present experiment showed that, using a high cooling rate, a microstructure can be produced that shows an rather high transition temperature of -28°C instead of the temperature of -58°C, that we reported previously for the commercial solder with the same composition but cast with a much lower cooling rate. This temperature was successfully shifted by means of annealing to -48°C, due to the microstructure modification. A ductile to brittle transition temperature of -28°C is completely unacceptable for a mainstream alloy as the near-eutectic Sn-4wt.%Ag-0.5%Cu. It enters the range of many applications and environmental testing conditions as thermal cycling and thermal shock, going to temperatures as low as –40 a or –60°C. Therefore, the fracture mode can change in that temperature range, i.e. the ductile “solder fatigue” failure mode to change to a catastrophic brittle fracture into the solder volume. In order to avoid that a careful microstructure control is needed during the solder solidification after reflow.Figure 9 – Microstructure of the as-cast sample fractured at transition temperature.Figure 10 – Enlargement of an area from Figure 9.Notice the voids at the IMC particles.Figure 11 – Enlargement of another area from Figure 9. Notice the voids at the IMC particles. ConclusionsA ductile to brittle fracture transition was found around -28°C for a bulk near-eutectic Sn-4wt.%Ag-0.5%Cu solder cast with a high cooling rate, compared to –58°C reported previously for a commercial solder with the same composition but cast with a much lower cooling rate. Our microstructural study present evidences that a very fine intermetallic particles size is responsible for the shift of the transformation temperature towards higher values. The SnAg3 particles serve as obstacles for the dislocation motion, causing dislocation pile-ups, voiding and crack nucleation. This temperature was successfully shifted by means of annealing to -48°C, due to the precipitates coarsening. Therefore a careful microstructure control is needed during the solder solidification after reflow in order to decrease the low temperature brittleness risk. Still this significant reliability issue that should be considered during the Sn-Ag-Cu alloys application. AcknowledgementsThe authors would like to acknowledge the financial support from the Flemish community in Belgium through the ALSHIRA project (IWT040373). Daniel Verkhoven and Bart Van De Lisdonk from Interflux Electronics, Belgium are acknowledged for performing the dedicated alloy casting. The author are grateful also to Mr. Frederic Duflos for his help with the Charpy tests. References:1.P. Ratchev et al, A Study of Brittle toDuctile Fracture Transition Temperatures inBulk Pb-Free Solders, Proceedings of EMPC2005 (IMAPS-Europe), June 12-15, 2005,Brugge, Belgium, pp.248-252.2.R. Reed-Hill, Physical MetallurgyPrinciples, Published by Van NostrandReinold Company, New York, USA, pp.541-547, 1970。