数控铣床电气系统设计
FANUC0imateC数控铣床电气控制系统及PLC控制设计基础

FANUC 0i mate C 数控铣床电气控制系统及PLC控制设计基础
FANUC-Oi Mate MC系统 配置图
welcome to use these PowerPoint templates, New Content design, 10 years experience
FANUC 0i mate C 数控铣床电气控制系统及PLC控制设计基础
FANUC 0i mate C 数控铣床电气控制系统及PLC控制设计基础
FANUC 0i mate C 系统的配置
➢Text ➢Text ➢Text
FANUC-Oi Mate MC系统配置 系统功能选择:系统功能包括B包功能,具备3个CNC轴控制功能和3轴联 动。系统只有基本单元无扩展功能。 伺服放大器和电动机:系统伺服为βi伺服单元(电源模块、主轴模块和进 给模块为一体)驱动βi系列主轴电动机和βi 进给伺 服电动机 示装置和MDI键盘:系统显示装置为7.2 in黑白LCD,MDI键盘标准配 置为小键盘 I/O装置:根据机床特点和要求选择I/O装置 机床操作面板:可以选择系统标准操作面板或机床厂家的操作面板 附加伺服轴:只能选择一个附加伺服轴
FANUC 0i mate C 系统的 功能连接图
welcome to use these PowerPoint templates, New Content design, 10 years experience
FANUC 0i mate C 数控铣床电气控制系统及PLC控制设计基础
1、主轴电系机的统选硬型件配置
显卡:视频信号和图形/文字显示信号。 轴卡:电动机标准参数和伺服轴的控制信息等。 下层功能板
闪存FROM:FROM中装载了系统各种管理和控制软件及机床厂家 的PMC程序和宏管理文件
认识数控机床的电气图
【例1—4】
故障现象:一台数控机床,某天开机,主轴报警,显示器显示
“S axis not ready”(主轴没准备好)。 分析及处理:打开主轴伺服单元电箱,发现伺服单元无任何显示
。用万用表测主轴伺服驱动BKH电源进线供电正常,而伺服单元数
码管无显示,说明该单元损坏。检查该单元供电线路,发现供电线 路实际接线与电气图不符,该单元通电起动时,KM5先闭合,2~3s 后,KM6闭合,将电阻R短接。电阻与扼流圈L的作用是在起动时防 止浪涌电流对主轴单元的冲击。 故障排除:按电气图重新接线,更换新主轴单元后,机床恢复正常 。
上电源后,系统开始自检,当自检完毕进入基本画面时,
系统断电。 分析及处理:经检查,故障原因是X轴抱闸线圈对地短路
。系统自检后,伺服条件准备好,抱闸通电释放。抱闸线
圈采用24V电源供电,由于线圈对地:一台FANUC-0T数控车床,开机后CRT无画面
1.电气原理图一般分为主电路、控制电路和辅助电路三个部分。 2.电气原理图中所有电气元件的图形和文字符号符合国家标准。 3.在电气原理图中,所有电气元件的可动部分均按原始状态画出。 4.动力电路的电源线应水平画出;主电路应垂直于电源线画出;控 制电路和辅助电路应垂直于两条或几条水平电源线之间;耗能元件应接 在下面一条电源线一侧,而各种控制触点应接在另一条电源线上。 5.电气原理图中采用自左向右或自上而下表示操作顺序,同时应尽 量减少线条数量,避免线条交叉。
1.分析主回路
2.分析控制电路
3.分析辅助电路 4.分析连锁与保护环节
5.总体检查
一、数控机床电气线路的分析
1.主回路分析
TK40A强电回路
2.电源电路分析
TK40A电源回路图
TK40A交流控制回路图
808D数控车床电气控制系统设计说明书

摘要数控技术发展飞速的今天,数控技术在现代制造业发挥越来越重要的作用,数控机床是数控制造业的核心,本文主要介绍了对数控车床的电气系统设计的过程。
本设计以CK6140车床为载体,对其数控电气系统经行详细设计。
其内容包括强电设计、弱电设计、PLC输入输出及接口设计,本设计选用西门子808D数控系统。
最后绘制出整个机床的电气系统原理图等。
本设计给出了整个机床的原理图绘制过程,重点部分模块化,较详细地介绍了各个部分的功能及用途。
分为 380V强电回路,控制回路,PLC输入输出控制,主轴驱动模块和进给伺服驱动模块,并介绍了相关的电气知识。
通过本设计说明书可以基本上掌握数控车床的电气原理,以及基本的电气常识,使读者无论是从整体上还是各个模块中都能够了解到数控车床相关的一系列电气知识。
关键词:数控系统;数控车床;PLC控制1ABSTRACTThe numerical controls that the technique development fast today, the numerical controls technique at the modern manufacturing industry exertive more and more importance function, numerical control tool machine is number control a manufacturing industry of core, this text mainly introduced logarithms to control the processed that the electricity system of lather design.The design CK6140 lathe as the carrier, the detailed design of the its NC electrical system through the line. its contents includes a strong electrically design, weakness design, PLC importation output and Interface design. The design uses a Siemens 808D CNC system. Finally, to map out the whole machine electrical system schematic. This principle diagram which designs to the whole tool machine draws process and the point parts of mold piece turn and compared to in detail introduce each function and use of part. Is divided into the 380 Vs strong electricity back track, control back track, the PLC importation outputs a control, the principal axis drives a mold piece and enters to servo drive a mold piece, and introduced related electronic knowledge.Through this design system can basically control numerical control the electricity principle of lather, and basic electronic common sense, make the reader regardless can understand numerical control the lather related series of electricity knowledge from wholly the top still each mold piece.Key Words:NC system; NC lathe; PLC control2目录摘要------------------------------------------------------------------------------------------------------- 1 ABSTRACT ------------------------------------------------------------------------------------------- 2目录------------------------------------------------------------------------------------------------------ 3第一章绪论----------------------------------------------------------------------------------------- 61.1前言 ------------------------------------------------------------------------------------------ 61.2国外数控系统的发展趋势 ------------------------------------------------------------- 61.2.1新一代数控系统采用开放式体系结构 ------------------------------------ 61.2.2新一代数控系统控制性能大大提高---------------------------------------- 71.2.3数控系统向软数控方向发展 ------------------------------------------------- 71.3我国数控技术的发展-------------------------------------------------------------------- 81.4CK6140数控车床主简介 ---------------------------------------------------------------- 9第二章西门子808D数控车床系统 --------------------------------------------------------- 112.1 西门子808D系统简介 --------------------------------------------------------------- 112.2人机界面 ---------------------------------------------------------------------------------- 132.3进给系统 ---------------------------------------------------------------------------------- 132.4 主轴驱动系统--------------------------------------------------------------------------- 132.5刀架控制系统 --------------------------------------------------------------------------- 142.6电柜设计及电源选用------------------------------------------------------------------ 142.6.1在设计电柜时应注意以下事项:----------------------------------------- 142.6.2 24VDC电源选用---------------------------------------------------------------- 152.7数控系统各部分的连接及接口 ----------------------------------------------------- 152.7.1系统的接线---------------------------------------------------------------------- 152.7.2 接口布置 ------------------------------------------------------------------------ 15第三章CK6140数控车床的基本组成和工作原理 --------------------------------------- 173.1数控车床组成 --------------------------------------------------------------------------- 173.2数控车床工作原理 --------------------------------------------------------------------- 193.3 CK6140数控车床运动分析 ---------------------------------------------------------- 2033.4 CK6140数控车床电气系统简述 ---------------------------------------------------- 21第四章CK6140数控车床硬件系统设计及元件选型------------------------------------ 254.1主轴驱动系统 --------------------------------------------------------------------------- 254.1.1主轴电动机---------------------------------------------------------------------- 254.1.2主轴电动机选型 --------------------------------------------------------------- 254.2机床进给伺服系统 --------------------------------------------------------------------- 264.2.1 CK6140数控车床对伺服驱动进给系统的要求------------------------ 274.2.2 伺服电机的选型--------------------------------------------------------------- 284.3控制电路原理图设计------------------------------------------------------------------ 314.3.1 380V系统强电控制回路----------------------------------------------------- 314.3.2电源回路 ------------------------------------------------------------------------- 334.4常用电器元件的选型------------------------------------------------------------------ 344.4.1低压电器选型的一般原则 -------------------------------------------------- 344.4.2断路器的选型------------------------------------------------------------------- 344.4.3电动机保护用自动开关的选型 -------------------------------------------- 354.4.4 熔断器选型 --------------------------------------------------------------------- 354.4.5接触器的选型------------------------------------------------------------------- 354.4.6热继电器的选型 --------------------------------------------------------------- 364.4.7中间继电器---------------------------------------------------------------------- 364.5 CK6140数控车床控制面板 ---------------------------------------------------------- 37第五章PLC设计及参数设置------------------------------------------------------------------- 395.1 PLC的基本结构及工作原理 --------------------------------------------------------- 395.2 PLC与CNC机床的联接方式 -------------------------------------------------------- 405.3 CNC加工代码在PLC上的实现方法----------------------------------------------- 415.3.1 T功能代码的实现方法------------------------------------------------------- 425.3.2 M功能代码实现方法--------------------------------------------------------- 425.4 PLC程序的模块化设计---------------------------------------------------------------- 425.5 PLC输入输出地址分配---------------------------------------------------------------- 425.6参数设置 ---------------------------------------------------------------------------------- 4445.6.1 PLC参数设置-------------------------------------------------------------------- 445.6.2机床参数设置------------------------------------------------------------------- 45第六章结论--------------------------------------------------------------------------------------- 47致谢 -------------------------------------------------------------------------------------------------- 48参考文献 --------------------------------------------------------------------------------------------- 495第一章绪论1.1前言装备工业的技术水平和现代化程度决定着整个国民经济的水平和现代化程度,机床制造业是一个国家的基本装备工业,是工业生产的技术基础,数控技术在给机床制造业带来显著经济效益及广阔发展前景的同时,也是发展新兴高新技术产业和尖端工业(如信息技术及其产业、航空、航天等国防工业产业)的使能技术和最基本的装备,因此它已成为衡量一个国家制造业水平的重要标志之一。
立式数控铣床X-Y工作台
机电一体化课程设计立式数控铣床X-Y数控工作台机电系统设计姓名:***学号: **********班级:10机电<2>班学院:中国计量学院机电工程学院指导老师:张远辉、徐立军目录前言................................................................................................ 错误!未定义书签。
一、设计任务 (2)1.1课程设计时间 (2)1.2课程设计题目 (2)1.3课程设计任务 (2)1.4课程设计内容 (2)1.5课程设计要求 (2)二、总体方案的确定 (3)2.1机械传动部件的选择 (3)2.2控制系统的设计 (4)三、机械传动部件的计算与选型 (4)3.1导轨上移动部件的重量估计 (4)3.2铣削力的计算 (5)3.3导轨副计算和选型 (6)3.4滚珠丝杠螺母副的计算和选型 (7)3.5步进电机减速箱的选用 (9)3.6步进电机的计算与选型 (9)3.7编码器(反馈电路)选型 (13)四、工作台机械装配图的绘制 (14)4.1可参考课本图6-23 XY数控工作台装配图 (14)五、工作台控制系统的设计 (14)5.1电源电路 (14)5.2存储器扩展电路 (15)5.3键盘电路 (17)5.4显示电路 (18)5.5传感器电路 (19)六、步进电机驱动电路设计 (20)6.1驱动电路 (20)6.2光电隔离 (20)七、程序设计 (21)7.1功能 (21)7.2框图 (22)7.3代码 (23)八、总结 (24)参考文献 (24)答辩记录 (25)前言X-Y数控工作台是许多机电一体化设备的基本部件,如数控车床的纵-横向进刀机构、数控铣床和数控钻床的X-Y工作台、激光加工设备的工作台、电子元件表面贴装设备等。
因此,选择X-Y数控工作台作为机电综合课程设计的内容,对于机电一体化专业的教学具有普遍意义。
FANUC 0i mate C 数控铣床电气控制系统及PLC控制设计

Abstract Can be
CNC milling machine is a common milling machine used digital control system the control of the program code accurately for milling machining
Key words :FANUC 0i mate C;CNC milling machine; Frequency conversion governor; PLC;Servo drive
FANUC 0i mate C 数控铣床电气控制系统及 PLC 控制设计
目录
引言.....................................................................1 1 FANUC 0i mate C 系统构成...............................................2 1.1 FANUC 0i mate C 系统组成及功能....................................2 1.2 FANUC 0i mate C 系统的配置........................................3 1.3 FANUC 0i mate C 系统的功能连接....................................6 2 系统硬件配置............................................................8 2.1 主轴电机的选型.....................................................8 2.2 交流异步电动机的调速方法...........................................8 2.3 变频调速器工作原理和基本构成......................................10 2.4 变频调速器的选择..................................................12 2.5 变频调速器的参数设置..............................................13 2.6 CNC 变频调速器的连接框图..........................................16 2.7 数控机床进给伺服系统的组成和功能特点..............................16 2.8 伺服电机的选型....................................................19 2.9 进给伺服单元的选型................................................24 3 电气控制系统电路图设计.................................................26 3.1 主轴控制原理图....................................................26 3.2 供电原理图.......................................................26 3.3 CNC 主板............................ ............................27
数控铣床电主轴系统设计说明书
目录引言 (1)1.数控铣床简介 (3)1.1.数控铣床组成 (3)1.2.数控铣床的工作原理 (4)1.3数控铣床加工的特点 (4)1.4数控铣床加工的主要对象 (4)2.电主轴概述 (5)2.1电主轴的基本概念 (5)2.2电主轴单元关键技术 (6)2.2.1高速精密轴承技术 (6)2.2.2高速精密电主轴的动态性能和热态性能设计 (7)2.2.3高速电动机设计及驱动技术 (8)2.2.4高速电主轴的精密加工和精密装配技术 (8)2.2.5高速精密电主轴的润滑技术 (9)2.2.6高速精密电主轴的冷却技术 (9)2.3高速电主轴发展及现状 (9)2.3.1高速电主轴技术的发展及现状 (9)2.3.2主轴单元结构形式研究的发展 (11)2.4电主轴对高速加工技术及现代数控机床发展的意义 (12)2.5内装式电主轴系统的研究 (13)3.电主轴工作原理及结构 (16)3.1电主轴的基本结构 (16)3.1.1轴壳 (16)3.1.2转轴 (16)3.1.3轴承 (17)3.1.4定子及转子 (17)3.2电主轴的工作原理 (17)3.3电主轴的基本参数 (19)3.3.1电主轴的型号 (19)3.3.2转速 (19)3.3.3输出功率 (19)3.3.4 输出转矩 (19)3.3.5电主轴转矩和转速、功率的关系 (20)3.3.6 恒转速调速 (20)3.3.7 恒功率调速 (20)3.3.8 轴承中径 (20)3.4自动换刀装置 (21)4. 电主轴结构设计 (22)4.1主轴的设计 (22)4.1.1.铣削力的计算 (22)4.1.2 主轴当量直径的计算 (23)4.2高速电主轴单元结构参数静态估算 (23)4.2.1 高速电主轴单元结构静态估算的内容及目的 (23)4.2.2轴承的选择和基本参数 (23)4.3轴承的预紧 (24)4.4主轴轴承静刚度的计算 (24)4.4.1 主轴单元主要结构参数确定及刚度验算 (26)4.4.2主轴单元主要结构参数确定 (27)4.4.3主轴强度的校核 (32)4.4.4主轴刚度的校核 (34)4.4.5主轴的精密制造 (35)4.5主轴电机 (36)4.5.1电机选型 (36)4.6主轴轴承 (37)4.6.1轴承简介 (37)4.6.2陶瓷球轴承 (38)4.6.3陶瓷球轴承的典型结构 (40)4.7主轴轴承精度对主轴前端精度影响 (40)4.8拉刀机构设计 (41)4.8.1刀具接口 (41)4.8.2拉刀杆尺寸设计 (42)4.8.3夹具体结构尺寸设计 (43)4.8.4 松、拉刀位移的确定 (45)4.8.5碟型弹簧的设计及计算 (46)4.9HSK工具系统结构特点分析 (48)4.10HSK工具系统的静态刚度 (52)4.10.1 HSK工具系统的变形转角及极限弯矩 (52)5.电主轴的润滑及冷却 (55)5.1润滑介绍 (55)5.1.1润滑的作用和目的 (55)5.1.2 电主轴润滑的主要类型 (55)5.1.3 油气润滑的原理和优点 (57)5.2电主轴的冷却 (58)5.2.1电主轴的热源分析 (58)5.2.2电主轴的冷却方法 (59)5.3电主轴的防尘和密封 (60)6.电主轴的驱动和控制 (61)6.1恒转矩变频驱动和参数设置 (61)6.2恒功率变频驱动和参数设置 (62)6.3矢量控制驱动器的驱动和控制 (64)6.4普通变频器原理 (65)6.5本设计采用的变频器原理 (67)6.6主轴准停 (69)6.6.1主轴的准停功能 (69)6.6.2主轴准停的工作原理 (69)6.6.3主轴准停控制方法 (70)7.主轴动平衡 (72)7.1动平衡介绍 (72)7.2动平衡设计 (73)总结 (75)致谢 (76)参考文献 (77)引言高速机床是实现高速切削加工的前提和条件。
数控机床第8章 数控机床电气控制电路设计与案例(2015-08))
图8-4 保护接地连接
11
(2)工作接地
为了保证设备的正常工作,如直流电源常需要有一极接地,作为参 考零电位,其他极与之比较,形成直流电压,例如±15V、±5V、±24V 等;信号传输也常需要有一根线接地,作为基准电位,传输信号的大小 与该基准电位相比较,这类地线称工作地线。在系统中一定要注意工作 地线的正确接法,否则非但起不到作用反而可能产生干扰,如共地线阻 抗干扰、地环路干扰、共模电流辐射等等。
周德卿 2015.8
2
图8-1 某数控车床的机床主电路与继电控制电路原理图
周德卿 2015.8
3
① 主电路如图8-1左半部分所示。该电路是指3相交流380V电源和起 拖动作用的电动机之间的电路,它由电源开关、熔断器、断路器或电动 机保护器的过流过压触点、热继电器的热元件、交流接触器的主触点、 电动机以及其它要求配置的电器如电源变压器、控制变压器、变频器、 交流开关稳压电源等电气元件连接而成。
在数控系统中,常用的隔离变压器有伺服变压器和控制变压器, 其产品与电气符号如图8-7所示。
图8-5 单点接地几种形式
周德卿 2015.8
12
(3)屏蔽接地
为了抑制噪声,电缆、变压器等的屏蔽层需接地,相应的地线称为 屏蔽地线。在低阻抗网络中,低电阻导体可以降低干扰作用,故低阻抗 网络常用作电气设备内部高频信号的基准电平(如机壳或接地板),连 接时应标明符号“ ” 作为屏蔽地。以屏蔽电缆为例,数控系统中有很 多弱信号传输线,传输模拟信号或数字信号,如CNC到伺服驱动信号线、 编码器反馈电动机位置与速度的信号线等,它们极易受干扰必须使用屏 蔽电缆。
该电路的控制原理同典型的电动机拖动控制电路,只是控制 触点的信号来自CNC数控单元和I/0接口单元输出电路中的直流 继电器的常开(或常闭)触点,如图8-1中控制主轴电动机正、 反转的直流继电器KA1、KA2;控制刀架电动机正、反转的直流 继电器KA4、KA5等,均是由PLC相应输出接口控制的。
立式铣床使用的X-Y两轴控制的数控平台--课程设计

攀枝花学院Panzhihua University课程设计(说明书)立式铣床使用的X-Y两轴控制的数控平台院(系):机械学院专业:机械设计制造及其自动化班级:二班学生姓名:学号:指导老师:职称:教授2016 年12月18 日攀枝花学院课程设计(说明书)课程设计任务书攀枝花学院本科学生课程设计任务书摘要X-Y数控工作台是是指能分别沿着X 向和Y向移动的工作台,是许多机电一体化设备的基本部件,如数控车床的纵—横向进刀机构、数控铣床和数控钻床的X-Y工作台、激光加工设备的工作台、电子元件表面贴装设备等。
模块化的X-Y 数控工作台,通常由导轨座、移动滑块、工作、滚珠丝杠螺母副,以及伺服电动机等部件构成。
其中伺服电动机做执行元件用来驱动滚珠丝杠,滚珠丝杠螺母带动滑块和工作平台在导轨上运动,完成工作台在X、Y方向的直线移动。
导轨副、滚珠丝杠螺母副和伺服电动机等均以标准化,由专门厂家生产,设计时只需根据工作载荷选取即可。
控制系统根据需要,可以选取用标准的工作控制计算机,也可以设计专用的微机控制系统。
载实1}通过该实验使同学们深刻了解所使用的可逆寄存器微分@SFTR指令和可逆寄存器SFTR指令的共同点都是具有控制数据左、右移动功能;而其不同处是应该注意到使用可逆寄存器SFTR指令时,要加前沿微分DIFU( 013)指令而可逆寄存器微分@SFTR是不需要的。
实验所用的电动机容量为0. 25kW,采用直接启矶3台电动机每台可逆顺序启动的时间间隔为2秋3台电动机首先正转顺序启动,启动结束转为正常运布录正常运行的时间定为10秒,停止时间定为5秋3台电动机再反转顺序启动,启动结束转为正常运布录正常运行的时间定为10秒,停止时间定为5秋实验要求按照上述顺序反复运标实验所使用的PLC为OMRON- CPM2A-CDR- A型机关键词X-Y数控工作台,数控铣床AbstractCNC XY table are mean to each along X and Y to move to the table, electromechanical integration equipment, many basic components, such as vertical CNC lathe - lateral feed body,CNC milling and CNC drilling machine XY work Taiwan, laser processing equipment, workstations, electronic components surface mount equipment. Modular CNC XY table, usually by rail seat, move the slider, work, ball screw pair, and the servo motor and other component parts. One servo motor to drive the ball screw actuator to do, the ball screw drive and work platform slide rail movement, complete table in the X, Y direction of the straight line movement. Guideways, ball screw pair and servo motors etc., shall be standardized by the specialized manufacturers, design can be selected only according to work load. Control system as needed, you can select a computer using a standard job control, you can design a dedicated computer control system.Keywords XY table ,CNC milling tools目录摘要 (I)Abstract (II)1 设计任务 (1)2 设计主要步骤 (2)2.1 确定设计总方案 (2)2.1.1 机械传动部件的选择 (2)2.2.2 控制系统的设计 (3)3 机械传动部件的计算与选型 (4)3.1工作台外形尺寸及重量初步估算 (4)3..2 计算切削力 (5)3.3 直线滚动导轨副的计算与选型 (6)3.4 滚珠丝杠螺母副的计算与选型 (6)4 步进电动机的计算与选型 (9)4.1步进电机的相关计算及校核 (9)4.1.1计算加在步进电动机转轴上的总转动惯量 (9)4.1.2计算加在步进电动机转轴上的等效负载转矩 (10)4.1.3最大工作负载状态下电动机转轴所承受的负载转矩 (11)4.1.4步进电动机最大静转矩的选定 (11)4.1.5步进电动机的性能校核 (11)4.2步进电动机驱动电源的选用 (13)4.3确定联轴器的型号 (14)4.4增量式旋转编码器的选用 (14)5 电气原理图设计 (15)5.1典型数控工作台电气原理 (15)5.2单片机的选择 (15)5.3外部程序存储器的扩展 (16)5.4外部数据存储器的扩展 (16)5.5 I/O口扩展电路 (16)5.6 显示器接口设计 (16)5.7 键盘接口电路设计 (17)5.8 步进电机的接口电路设计 (17)6 工作台控制系统的设计 (18)6.1 进给控制原理框图 (18)6.2驱动系统 (18)6.3 步进电机驱动电路和工作原理 (18)6.4 驱动电路的时间常数 (19)6.5 电源电路的确定 (20)6.6 元器件的确定 (20)7 机械部分装配图的绘制 (22)总结 (23)参考文献 (24)1 设计任务题目:立式铣床使用的X-Y两轴控制的数控平台设计任务:设计一种供立式铣床使用的X-Y两轴控制的数控平台,平台的主要参数如下:1 最大铣削宽度13mm2最大背吃刀量7mm3工作台进给最大移动速度V xf=V yf=550mm/min4工作台空载最大移动速度V x0=V y0=3500mm/min5加工范围300mmX330mm6工作台面尺寸280mmX320mm7定位精度取±0.012 设计主要步骤2.1 确定设计总方案2.1.1 机械传动部件的选择(1)导轨副的选用要设计的数控铣床X-Y工作台,是轻型立式数控铣床的,需要承受的载荷不大,而且脉冲当量小,定位精度高,因此选用直线滚动导轨副,它具有摩擦系数小,不易爬行,传动效率高,结构紧,安装预紧方便等优点。
x5032立式铣床毕业设计[管理资料]
![x5032立式铣床毕业设计[管理资料]](https://img.taocdn.com/s3/m/067662d70722192e4436f657.png)
摘要数控铣床是当今制造业中实现机电一体化的代表性先进设备。
本文在叙述了数控技术的历史、现状和发展的基础上,通过对国内PLC系统的比较,遵从性价比高、综合成本低的原则,最后确定采用松下FP1-C40系统。
针对松下FP1-C40系统的特点和旧机床的要求,进行了电气系统改造设计。
电气部分分别对强电和弱电进行了改造,将继电接触器控制改由PLC控制,实现宽的调速范围,进给部分增加步进驱动器及步进驱动电机,本课题利用松下FP1-C40型PLC对X5032立式铣床电气部分进行改造,由系统的继电接触器控制转换为可编程控制器控制。
使铣床抗干扰能力强,工作更可靠。
机床改造后,显示了机床强大的工作能力和高度的可靠性,加工精度和生产率有较大提高,是提高企业数控化率的一条切实可行的途径。
关键词:数控机床,步进电机,电气系统目录摘要 (1)目录........................................................................................................................................................ 引言 (1)1 X5032立式铣床的介绍 (4) (4) (4)X5032立式铣床主要结构特点 (6)应用范围 (6)主要技术参数 (6)应用行业 (7)X5032铣床常见电气故障分析与检修方法 (7)2 松下PLC (9)松下PLC基本特点 (9)概况 (9)FP1-C40的I/O分配及内部继电器 (10)FP1的特殊功能 (12)3 电气控制系统的设计 (15)结论 (22)致谢 (24)参考文献 (25)引言由于运用普通机床加工出来的产品大多存在着质量差、品种少、供货期长等原因,所以立式机床的电气部分改造相当有意义。
首先,提高了生产效率。
原机床经过电气部分改造后,就可以实现加工自动化,工作效率可以明显提高。
数控铣床电气图分析
模块6 XD-40数控铣床电气图分析一、学习目标终极目标:会读数控机床电气图册,利用电气图维修机床。
促成目标:1)掌握读图的方法。
2)掌握根据电气图查找机床电气故障的方法。
二、工作任务分析XD-40 802D数控铣床的电气图。
三、相关实践知识数控机床的电气册由数控机床厂商提供,电气原理图一般包括主电路、控制电路、进给伺服驱动电路、主轴驱动电路、CNC接口电路和PLC输入输出电路。
除此之外还提供电气元件安装位置图等,便于维修。
机床厂在设计电气图册时一般考虑多种不同情况,如不同的主轴变频器,全闭环或半闭环系统等,因此电气图上会用虚线框标示出来一些选件,这些选件在实际机床电气配置不一定都有,因此在利用电气图进行维修时首先应清楚机床实际的电气配置。
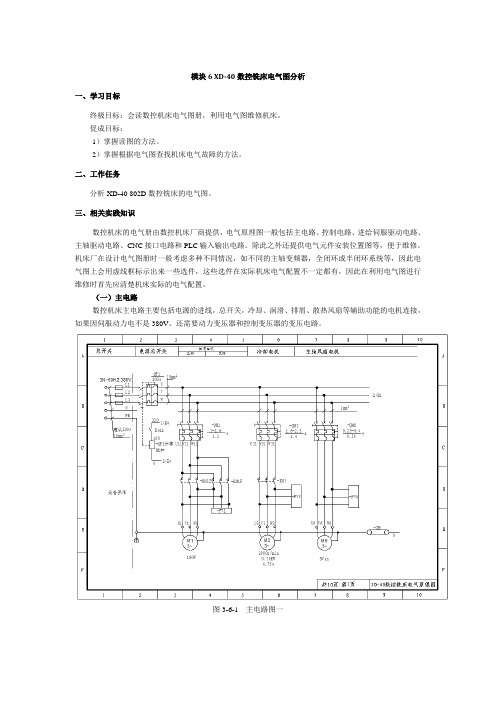
(一)主电路数控机床主电路主要包括电源的进线,总开关,冷却、润滑、排屑、散热风扇等辅助功能的电机连接,如果因伺服动力电不是380V,还需要动力变压器和控制变压器的变压电路。
图3-6-1 主电路图一由图3-6-1可以看到,该机床采用三相五线制供电,电网三相380V电L1,L2,L3经总开关QF1输入至电气柜,给各支路供电,QF1带有分离脱扣,当机床执行指令M30时,中间继电器KA11得电,QF1断开,实现了机床关机。
机床排屑、冷却及主轴风扇电动机都配有过载保护开关QM,QM的作用相当于QF 和FR的作用。
FV为限压保护器件,在电动机频繁起停时起干扰作用。
在图纸上标注的3/E4表示此处与第3页E4区标有320和0线号的地方连接,2/B1表示与第2页B1区是相同的三条线。
XB0是地线的接线排,此外在图纸上还标明了连接线的线径和QM的型号及电流设定值。
图3-6-2 主电路图二在第2张主电路图当中,通过一个两相的QF2接到单相变压器上,变压器有24V和220V两个抽头,其中24V用于机床照明灯EL1,EL2;220V用于给其它设备供电,包括热交换器,机床润滑泵,以及两个开关电源。
A万能铣床电气控制系统PLC改造设计

A万能铣床电气控制系统PLC改造设计随着我国科技水平的不断提高,工业自动化技术也在逐渐地向更高的水平发展。
在众多的机械设备中,数控机床无疑是应用最广泛的一类,而这其中的万能铣床也是其中的代表之一。
作为一种采用数控技术的机械制造设备,铣床在很多领域都有着广泛的应用,可实现零件的批量加工和高精度的加工要求。
然而,在工业生产过程中,很多企业使用的铣床却存在其电气控制系统的问题,致使其使用效率下降,精度变差,如何解决这一问题就成了工程师们面临的难题。
我们所研究的铣床控制系统采用的是PLC控制,为了使铣床的控制系统更为完善,我们设计了一套PLC改造方案,以期达到更好的控制效果。
一、铣床电气控制系统PLC改造设计方案1. 轴控制部分:铣床的轴控制部分主要包括X轴、Y轴和Z轴的控制。
我们采用了PLC中的高速计数器进行脉冲计数,并通过控制IO口实现转向控制。
同时,我们将X、Y、Z三轴之间的位置关系整理成了相应的算法程序,实现了精准的直线和圆弧插补控制。
2. 进给控制部分:进给控制部分主要由动力电机、变频器、伺服电机和位移传感器组成。
我们采用了PID的控制算法,通过测量物理量来计算出PID控制器的输出量。
同时,我们费尽心思地编写了FS-CNC编程语言来完成其具体实现,以期达到更好的控制效果。
3. 冷却液控制部分:在铣削过程中,由于加工时会产生大量的热量,为了减少加工对加工件的影响,加工过程需要加上冷却液。
我们采用了PLC来控制冷却液的水泵和液位控制系统,杜绝了过度和不足液位的问题。
4. 灯光控制部分:在铣床使用过程中,氙气灯或LED灯有助于工人对正在加工中的物料的观测,我们采用了PLC来实现灯光开关。
5. 自动润滑系统的控制:为了保证加工过程中的设备稳定性和延长机器使用寿命,我们使用PLC对自动润滑系统进行控制,在合适的时间对铣床进行加油、换油等维护操作。
6. 报警保护控制部分:为了减少机器的损坏,我们在PLC 的控制下,对马达电流进行监测,并采用过载保护、欠载保护、断路保护等多种报警保护方式,确保设备正常运行。
数控立式铣床机械结构设计--结构设计
数控立式铣床机械结构设计数控机床作为一种高自动化、高柔性、高精度、高效率的机械加工设备,决定了它在现代制造业中占有越来越重要的作用。
近年来,我国在中高档数控机床关键技术上有了较大突破,创造出一批具有自主知识产权的研究成果。
目前,在实际应用中有部分工件在加工微型孑L或铣削平面时,加工精度不高。
如果我们用传统的数控铣床对其加工,将导致加工效率低且加大设备和电力的损耗。
根据这种情况,我们设计了一种小型数控立式铣床。
该铣床造价大大低于传统数控机床,还能够满足教学上的使用,提高学生对数控铣床的理解与认识。
下文就对它的机械结构设计作一介绍。
1 机床的总体布局本机床是一台采用立式布置的小型数控铣床,机床床身尺寸(长×宽×高)为600 mm×8OO mm×1 4051Tim,主要由(如图1机床的结构简图所示)机床底座,横向溜板,X、y、Z方向进给步进电动机,工作台,机床床身,三相异步电动机,主轴箱以及相关的电气系统等部分组成。
机床的加工过程为:被加工零件固定于工作台4上,能够实现横向、纵向的进给运动;铣刀装夹在主轴箱8上,能够沿立柱的上下移动,进行铣削加工。
整个加工过程由PC进行控制,实现工件的自动加工。
该数控铣床的主要技术参数为:最大钻孔直径:28 mm;最大铣削能力:平面2.6×10 mm。
;主轴箱上下移动最大行程:345 mm;工作台工作面积:730 n'ln3×350 n3n3;工作台最大纵向行程:450 mm;工作台最大横向行程:250 n3m;机床底座面积:400 ITlm×680 n3n3;主轴变速范围:8O~ 1 650 r/min2 机床主传动系统及主轴组件设计2.1 机床主传动系统数控铣床主传动系统由主轴电动机、传动系统和主轴部件等部分组成,它与普通机床主传动系统相比结构较简单,这是由于变速功能主要由无级变速电动机来承担。
第二章-机床电气控制原理图

总目录 章目录 返回 上一页 下一页
机床电气
图3-32 全压启动控制线路结构图 总目录 章目录 返回 上一页 下一页
机床电气
图3-33
全压启动控制线路电气原理图
总目录 章目录 返回 上一页 下一页
2.2.2 电气控制原理图绘制规则 机床电气
总目录 章目录 返回 上一页 下一页
机床电气
9、电路图中触点文字符号下面的数字表示该电器线 圈所处的图区号。 10、需要测试和拆、接外部引线的端子,应用图形符 号“空心圆”表示。电路的连接点用“实心圆”表示。 11、中性线(N)和保护接地线(PE)放在相线之下。
总目录 章目录 返回 上一页 下一页
总目录 章目录 返回 上一页 下一页
机床电气
总目录 章目录 返回 上一页 下一页
机床电气
总目录 章目录 返回 上一页 下一页
机床电气
⑵ 绘制电气元件布置图时,电动机要和被拖动的机械 装置画在一起;行程开关应画在获取信息的地方, 操作手柄应画在便于操作的地方。
⑶ 各电气元件之间,上、下、左、右应保持一定间距, 以利布线和维护。
L1 L2 L3
QS
FU2 FU1
点动按钮
SB
KM
KM
M
3~
工作过程:先接通电源开关QS
按下SB KM线圈得电 KM主触头闭合 电动机M通电起动.
松开SB KM线圈断电 KM主触头复位 电动机断电停转
总目录 章目录 返回 上一页 下一页
2 连续运转控制电路
机床电气
L1 L2 L3 QS
短路 保护
KM
基于MACH3的教学型五轴联动数控铣床的电气控制系统设计

接线图如图6、图7所示。 1.3主轴系统控制——变频器+主轴电动机
变频器(如图8)是通过改变电机工作电源频率方式 来控制交流电动机的电力控制设备⑸。我们选用1- 5 kW 的风冷主轴电机,型号为TDK80 -1.5F-24K,接线图如 图9所示。
Abstract: The purpose of this paper is to reduce the cost of small and medium - sized enterprises and school five - axis
CNC machine tools, and promote the training o£ five - axis CNC technology application talents. Designed a UG - based
通讯作者:郭鹏远(1981 -),男,黑龙江方正人,工学硕士,研 究方向:模具设计与制造、CAD/CAM/CAE、智能制 造与数控技术° E - mail:471952724@ qq. como
图2控制系统硬件结构 图3 MACH3控制器实物图
2
农机使 用 与 维修
2019年第8期
铳床的硬件结构。通过我们的努力,将大型五轴联动数控 铳床微型化后搬进实验室或车间,让更多学员更好地掌握 五轴联动数控铳床的加工原理与机床结构,方便于教员教 学和科研。
Cao Chuanchuan1 , Guo Pengyuan1 , Yang Dakui2
(1. Chongqing University of Arts and Science, Chongqing 402160, China ;
2. Chongqing city vocational college, Chongqing 402160, China)
X62W万能铣床是一种通用的多用途机床

X62W万能铣床电控系统的PLC改造姓名何洪班级ZH电气0703专业电气工程及其自动化时间2010年6月指导老师鞠益仁南京工程学院X62W万能铣床系统的PLC设计摘要本设计讲述了X62W万能铣床电气控制线路的工作原理,说明了用PLC改造的具体方法,从而可以提高整个电气控制系统的工作性能,铣床是用铣刀工件进行铣削加工的机床。
铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能加工比较复杂的型面,效率较刨床高,在机械制造和修理部门得到广泛应用。
最早的铣床是美国人惠特尼于1818年创制的卧式铣床:为了铣削麻花钻头的螺旋槽,美国人布朗于1826年创造了第一台万能铣床,这是升降台铣床的雏形;1884年前后出现了龙门铣床;二十世纪20年代出现了半自动铣床,工作台利用挡块可完成“进给-快速”或“快速-进给”的自动转换。
1950年以后,铣床在控制系统方面发展很快,数字控制的应用大大提高了铣床的自动化程度。
尤其是70年代以后,微处理的数字控制系统和自动换刀系统在铣床上得到应用,扩大了铣床的加工范围,提高了加工精度与效率。
关键词:X62W万能铣床,电气控制系统,PLC梯形图。
目录第一章绪论 (3)1.1 铣床国内外研究状况和发展趋势 (3)1.2 铣床简单介绍 (5)1.2.1 铣床的选型 (5)第二章X62W万能铣床硬件设计 (6)2.1 X62W万能铣床电力拖动的特点及控制要求 (6)2.2 X62W万能铣床元件选型 (7)2.3 X62W万能铣床的主要结构及运动形式 (8)第三章电气控制原理 (9)3.1 电气原理图 (9)3.2 主电路分析 (10)3.3 控制电路分析 (10)第四章X62W万能铣床软件设计 (14)4.1 PLC的基本定义和PLC的主要特点 (14)4.2 X62W万能铣床电气控制线路的PLC设计 (16)4.3 PLC梯形图设计 (20)第五章总结 (23)参考文献 (24)致谢 (24)第一章绪论铣床是以各类电动机为动力的传动装置与系统的对象以实现生产过程自动化的技术装置。
5.第五章 数控机床电气控制线路

1
第一节 数控车床电气控制线路
数控车床的机械部分比同规格的普通车床更为紧凑简洁。 主轴传动为一级传动,去掉了普通机床主轴变速齿轮箱, 采用了变频器实现主轴无级调速。进给移动装置采用滚 珠丝杠,传动效率高、精度高、摩擦力小。
2
1.1 数控车床的主要工作情况
一般经济型数控车床的进给均采用步进电动机,进给电 动机的运动由NC装置实现信号控制。 数控车床的刀架能自动转位。换刀电动机有步进、直流 和异步电动机之分,这些电动刀架的旋转、定位均由NC 数控装置发出信号,控制其动作。而其他的冷却、液压 等电气控制跟普通机床差不多。 现以经济型CK0630型数控车床为例,说明普通数控车床
20
图 5.11 数控系统控制步进驱动接线图原理图
21
4、数控系统对电动刀架的控制:
(1)、直流型电动机电动刀架
数控系统控制电动刀架,主要控制刀架电动机的正反转, 所反应的刀号数送给数控系统.从数控系统输入信号接 口来看,低电平有效。由于电动机电流不是太大,故 选用数控系统能驱动的功率继电器。
数控系统控制电动刀架电动机的接线原理图如图5.12 所 示 。 P3 口 的 O6(P3.6) 和 O7 ( P3.7) 控 制 KA3 、 KA4继电器,由于输出低电平有效,故中间继电器另一端 接+24V。三个微动开关信号SQ1~ SQ3分别接P3口 的I1(P3.21)、I2(P3.22)、I3(P3.23),信号低 电平有效。图5.12中,用 KA3、KA4的触点控制直流 电动机正反转,而直流电源 DC27V的产生通过变压器 和整流桥等电路产生。
31
图5.19 CLK脉冲与DIR信号波形
图5.20 数控系统与步进驱动的接口图
数控铣床原理图
数控铣床原理图
数控铣床原理图如下:
- 硬件部分:包括计算机控制系统、电源系统、运动控制系统
和机床本体。
- 计算机控制系统:由主机和I/O设备组成,主机负责运算和
数据处理,I/O设备用于输入和输出数据。
- 电源系统:提供机床所需的电能,包括交流电源和直流电源。
- 运动控制系统:负责控制机床的运动,包括轴的运动控制、
速度控制和位置控制。
- 机床本体:由床身、工作台、主轴和刀具组成,用于实现工
件的加工。
- 主轴:通过伺服电机带动刀具进行旋转运动,控制工件的转
速和方向。
- 刀具:安装在主轴上,用于切削工件。
- 工作台:用于固定工件,具有XY方向的移动能力,控制工
件在坐标系中的位置。
- 数据传输:通过计算机和运动控制系统之间的数据传输,实
现对机床的远程控制和监控。
数控铣床电气图参考

数控铣床电气图分析数控机床的电气册由数控机床厂商提供,电气原理图一般包括主电路、控制电路、进给伺服驱动电路、主轴驱动电路、CNC接口电路和PLC输入输出电路。
除此之外还提供电气元件安装位置图等,便于维修。
机床厂在设计电气图册时一般考虑多种不同情况,如不同的主轴变频器,全闭环或半闭环系统等,因此电气图上会用虚线框标示出来一些选件,这些选件在实际机床电气配置不一定都有,因此在利用电气图进行维修时首先应清楚机床实际的电气配置。
(一)主电路数控机床主电路主要包括电源的进线,总开关,冷却、润滑、排屑、散热风扇等辅助功能的电机连接,如果因伺服动力电不是380V,还需要动力变压器和控制变压器的变压电路。
图3-6-1 主电路图一由图3-6-1可以看到,该机床采用三相五线制供电,电网三相380V电L1,L2,L3经总开关QF1输入至电气柜,给各支路供电,QF1带有分离脱扣,当机床执行指令M30时,中间继电器KA11得电,QF1断开,实现了机床关机。
机床排屑、冷却及主轴风扇电动机都配有过载保护开关QM,QM的作用相当于QF 和FR的作用。
FV为限压保护器件,在电动机频繁起停时起干扰作用。
在图纸上标注的3/E4表示此处与第3页E4区标有320和0线号的地方连接,2/B1表示与第2页B1区是相同的三条线。
XB0是地线的接线排,此外在图纸上还标明了连接线的线径和QM的型号及电流设定值。
图3-6-2 主电路图二在第2张主电路图当中,通过一个两相的QF2接到单相变压器上,变压器有24V和220V两个抽头,其中24V用于机床照明灯EL1,EL2;220V用于给其它设备供电,包括热交换器,机床润滑泵,以及两个开关电源。
此处开关电源VC1用于系统和PLC输出继电器供电,开关电源VC2用于电磁阀和三色灯供电。
在图中320,0,306,307,308,309,310,311,312,0N,+24A,0D,+24D等都表示线号,在接线或查找机床故障时,应该对应找标有这些线号的线去测试。
大连机床集团 XD-40 数控铣床电气 说明书

XD-40数控铣床电气使用说明书(SINUMERIK 802D系统)中华人民共和国大连机床集团有限责任公司序首先感谢您使用本公司的产品,我们深信您所购买的产品具有坚实与高精度的品质,配合适当的维护,在未来的时间里,将带给您更优越的加工产品品质。
由于本公司持续不断地提高产品性能,同时您也可能有特殊要求,因此您可能会发现送达贵公司的机床与本文件有些差异,此仅表示新的改善方案已运用到您的机床上。
如有任何问题,请随时与本公司联系。
说明书中的所有附图与画面,均只是用于图解说明,有助于用户了解。
说明书中并不提供所有构件的实际尺寸或公差值。
本公司有对本产品、机床规格及各种机床文件进行修改或完善的权利,没有告知先前使用者这些修正或改善的义务。
本机床所有随机文件在未得到本公司书面同意前,不得以任何形式或方法来重新制作、翻印或影印。
本公司保留上述有关权利。
目录1、 电气安全2、 机床电气概述3、 机床操作概述4、 机床编程概述5、 机床电气维修概述6、 部分参数的设定1.1 安全预防本机床安装有许多安全设置,以避免遭受伤害或破坏,操作者不能仅依赖于本机床的这些保护装置,而应该了解以下各章节说明后,方可进行操作和维修。
切不可随意操作、维修机床。
否则将大大增加个人伤害、机床损伤的可能性。
经过对本手册的阅读以及结合您对机床操作的常识及经验,将会降低非加工时间、提升生产效率及提高操作机床的安全性。
因在特殊运用的场合而附加的安全因素必须加以考虑,请参考相关的安全作业规章制度。
重要守则★未经培训的人员禁止维护或操作本机床;★禁止操作工尝试维修本机床;★请谨慎工作并随时注意安全。
如您身体已受药物或酒精的影响,请勿操作或维修本机床;★请勿使用压缩空气直接对着控制面板、电气箱喷吹;★必须知道“紧急停止按钮”所在位置;★如发生停电,应立即关闭总电源;★请勿改变参数、数量及其它设定值。
如有必要更改,请修正前先记录相关改动;★请勿让机床在无人看护下运转;★每日工作结束后,请将主电源关闭;1.2 电气安全装置及作用在特别留意上述章节之安全建议外,请了解以下安全装置及其作用,以保证机床的正常运转和人身安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控铣床电气系统设计摘要本文重点介绍了机床控制系统的设计,即整个控制系统以数控系统为中心,通过可编程控制器的设计使得CNC 系统、电气控制系统、伺服系统协调统一工作,以实现数控加工过程。
在数控机床改造设计的基础上,讨论了整个数控机床系统调试的内容和步骤,系统地分析了数控机床PLC 控制程序、调整CNC 系统机床参数,对数控系统进行整定并使整个控制指标达到最优。
最后对机床辅助功能进行了设计,使用检测工具对机床各轴运动轨迹进行测量,分析了误差产生的原因,并利用数控系统强大的补偿功能,对机床进行误差补偿,最终对机床进行了成功的改造,达到了预期的指标。
关键词:数控机床;控制系统;可编程控制器ELECTRICAL DESIGN OF CNC MACHINEABSTRACTThe author has performed the further research and analysis for the NC machine design and modification combined with NC machine modification project of our company on the basis of the constant consultation of abundant relative materials . This paper focuses on describing the design of control system of the machine . NC system 15 the centralization of the whole control system , the CNC system , electrical control system and the servo system can be operated coordinately and uniformly via the design of programmable controller 50 as to realize the NC . It also discusses the content and step ofthe systemadjustmentofthewholeNCmachine , analyses the PLC control procedure of NC machine systematically , and adjusts the parameters of the CNC machine based on the design of NC modification , in addition , the NC system has been adjusted and located to optimize the whole control performance . The auxiliary function of the machine 15 designed , the moving trace of each axis 15 measured and the causes of error which deal with the use of the powerful erroneous compensation of the NC system of the machine are analyzed . Finally the machine 15 modified successfully and reached the standards as expectedKEY WORDS:NC machine ; control system ; Programmable controller目录前言 (1)第1章总体方案的设计 (3)1.1机床概述以及总体方案的设计 (3)1.1.1 机床的概述 (3)1.1.2 总体方案的设计 (3)1.1 本课题的研究内容 (5)第2章数控系统的特点及组成 (6)2.1 数控系统的类型以及品牌的选择 (6)2.1.1 数控系统的类型 (6)1.1.2 数控系统的品牌选择 (6)2.2 SINUMERIK 802S系统特点 (8)2.2.1 SIUNMERIK 802S特点简介 (8)第3章电气柜设计及系统连接 (9)3.1 电柜设计及电源选择 (9)3.1.1 电柜设计 (9)3.1.2 电源选择 (10)3.2 系统接线 (11)3.1.1 系统接线 (11)3.2 接口布置 (13)3.2.1 接口布置 (13)3.2.2 输入输出接口定义 (14)3.2.3 接口连接 (14)第4章步进电机连接及驱动电流 (23)4.1 步进电机连接 (23)4.1.1 步进电机连接 (23)4.1.2 回参考点配置 (24)4.2 驱动电流设定 (25)第5章变频器选用及主控电路设计 (26)5.1 变频器选用 (26)5.1.1 主轴变频器选用 (26)5.2 主控电路 (28)5.2.1 主控电路 (28)结论 (31)谢辞 (32)参考文献 (33)附录 (34)前言机床作为机械制造业的重要基础装备,它的发展一直引起人们的关注,由于计算机技术的兴起,促使机床的控制信息出现了质的突破,导致了应用数字化技术进行柔性自动化控制的新一代机床的诞生和发展。
计算机的出现和应用,为人类提供了实现机械加工工艺过程自动化的理想手段。
随着计算机的发展,数控机床也得到迅速的发展和广泛的应用,同时使人们对传统的机床传动及结构的概念发生了根本的转变。
数控机床以其优异的性能和精度、灵捷而多样化的功能引起世人瞩目,并开创机械产品向机电一体化发展的先河。
数控机床是以数字化的信息实现机床控制的机电一体化产品,它把刀具和工件之间的相对位置,机床电机的启动和停止,主轴变速,工件松开和夹紧,刀具的选择,冷却泵的起停等各种操作和顺序动作等信息用代码化的数字记录在控制介质上,然后将数字信息送入数控装置或计算机,经过译码,运算,发出各种指令控制机床伺服系统或其它的执行元件,加工出所需的工件。
数控机床与普通机床相比,其主要有以下的优点:1. 适应性强,适合加工单件或小批量的复杂工件;在数控机床上改变加工工件时,只需重新编制新工件的加工程序,就能实现新工件加工。
2. 加工精度高;3. 生产效率高;4. 减轻劳动强度,改善劳动条件;5. 良好的经济效益;6. 有利于生产管理的现代化。
数控机床已成为我国市场需求的主流产品,需求量逐年激增。
我国数控机机床近几年在产业化和产品开发上取得了明显的进步,特别是在机床的高速化、多轴化、复合化、精密化方面进步很大。
但是,国产数控机床与先进国家的同类产品相比,还存在差距,还不能满足国家建设的需要。
我国是一个机床大国,有三百多万台普通机床。
但机床的素质差,性能落后,单台机床的平均产值只有先进工业国家的1/10左右,差距太大,急待改造。
随着数控机床越来越多的普及应用,数控机床的技术经济效益为大家所理解。
在国内工厂的技术改造中,机床的微机数控化改造已成为重要方面。
许多工厂一面购置数控机床一面利用数控、数显、PC技术改造普通机床,并取得了良好的经济效益。
我国经济资源有限,机床需要量大,因此不可能拿出相当大的资金去购买新型的数控机床,而我国的旧机床很多,用经济型数控系统改造普通机床,在投资少的情况下,使其既能满足加工的需要,又能提高机床的自动化程度,比较符合我国的国情。
1984年,我国开始生产经济型数控系统,并用于改造旧机床。
到目前为止,已有很多厂家生产经济型数控系统。
今后,机床的经济型数控化改造将迅速发展和普及。
所以,本毕业设计具有典型性和实用性。
第1章总体方案的设计1.1机床概述以及总体方案的设计1.1.1 机床的概述该铣床适用于箱体类零件,各种复杂的二维和三维模具型腔加工,零件经一次装夹后,能完成铣、钻、镗等多道工艺。
根据用户要求可增加回转坐标轴,用于加工各种平面及圆柱齿轮、凸轮。
本机床广泛应用于多工序、高要求、高效率的汽车、模具、航空和军工等行业中的零件、模具的加工。
其加工的行程范围为:800 X 900 X 1000 mm1.1.2 总体方案的设计铣床总体由数控系统、伺服系统、电气控制柜、液压系统、机床本体等部件组成,其结构如图 1 一 1 所示。
控制系统结构可实现 x , Y , z 坐标运动, X 坐标即工作台沿升降台纵向移动, Y 坐标即主轴座及铣头沿床身导轨的横向移动, Z 坐标即升降台带动工作台沿床身立导轨垂向移动, X 、 Y 、 Z 坐标运动采用的是伺服电机与滚珠丝杠通过圆弧齿同步带轮 2 : 1 降速传动,机床主传动通过圆弧齿同步带轮减速,再通过过渡轴和一对螺旋锥齿轮传递给垂直主轴;或由过渡轴上的滑移齿轮传递给水平主轴,实现主轴切削。
控制系统采用的是SINUMERIK 802S base line数控系统。
图1-1 结构图机床主要技术参数工作台面(长 x 宽) 700x gOOfnfn三向行程纵向( X 坐标) SOOfnfn横向( Y 坐标) 700Inln垂向( Z 坐标) 500Inln主轴转速 40 一 300Or / min进给速度( X 、 Y 、 Z ) 1 一 400Om机床电气系统是控制机床各部分的工作,协调完成机床加工任务的核心部分,它由大量继电器构成复杂的逻辑控制电路,通过接受由控制面板及机床各部分位置开关传来的信号经硬件逻辑运算,确定并控制机床的状态。
从功能上,它可分为:三个坐标轴的控制、各坐标轴伺服电机速度、位置控制、装卸刀、润滑系统、冷却系统、液压系统等辅助功能的控制。
从其结构功能上可以看出功能的复杂多样,必然要用复杂的控制系统来实现,该机床复杂的继电器逻辑控制线路构成的电气控制系统经长期使用,故障率高,由于许多备件必须进口,而且有些己不在生产,故难于维护。
随着计算机及电子控制技术的发展, PLC 或 CNC 控制系统己经越来越多用于实现这种复杂多样的控制,因此,对机床改造己势在必行。
1.1 本课题的研究内容首先确定数控系统,通过比较数控系统的功能之后,我们选用SINUMERIK 802S base line数控系统与 6llD 伺服驱动模块构成了全数字控制系统。
本次改造分两步完成,第一步对机床进行安装调试,完成数控的基本功能,第二步运用使用检测工具对机床各轴动轨迹进行测量,分析误差产生的原因,并利用数控系统其强大的补偿功能,对机床进行误差补偿将机床的精度再提高一个档次。
完成数控基本功能所必须的工作电气控制系统设计。
它包括电气原理图设计,控制柜、接线图设计,计算电机扭矩,选定电机,确定各坐标位置反馈方式。