AG2591
t2591-2003
t2591-2003T2591-2003全称为《抗菌塑料抗菌性能试验方法和抗菌效果》,是中国轻工业联合会制定的标准,规定了抗菌塑料的测试范围、设备、样品尺寸要求、测试周期以及抗细菌和抗霉菌测试的菌种和等级评价,用于评价抗菌塑料是否合格。
该标准的测试范围包括具有抑制/杀死细菌和(或)抑制/杀死霉菌作用的抗菌塑料,但不适用于软质抗菌泡沫塑料和添加光触媒类抗菌剂的抗菌塑料。
该标准适用于具有抑制/杀死细菌和(或)抑制/杀死霉菌作用的抗菌塑料,但不适用于软质抗菌泡沫塑料和添加光触媒类抗菌剂的抗菌塑料。
测试设备包括恒温培养箱、冷藏箱、超净工作台、生物光学显微镜、压力蒸汽灭菌器、电热干燥箱等。
在抗细菌测试中,选用的菌种有金黄色葡萄球菌(ATCC 6538)和大肠埃希氏菌(ATC 25922),根据产品的使用要求,还可选用其他菌种作为检验菌种,但菌种应由菌种保藏管理中心提供。
在抗霉菌测试中,选用的菌种有黑曲霉(AS 3.4463等同ATCC 62758)、土曲霉(AS 3.3935)、宛氏拟青霉(AS 3.4253)、绳状青霉(AS 3.3875)、出芽短梗霉(AS 3.3984)和球毛壳(AS 3.4254或ATCC 6205)。
抗菌塑料的抗细菌和抗霉菌性能等级评价可分为0级、1级和2级,分别代表强抗菌作用、抗菌作用和生长覆盖面积不小于10%。
确定抗菌塑料的抗菌效果通常需要进行以下步骤:1. 微生物培养:选择合适的微生物进行培养,如细菌或真菌。
常用的测试微生物包括金黄色葡萄球菌、大肠杆菌、白色念珠菌等。
2. 制备测试样本:将抗菌塑料制成适当的形状或尺寸,例如薄片、颗粒或制品。
3. 接种微生物:将培养好的微生物接种到测试样本上,确保微生物与塑料表面充分接触。
4. 培养和观察:将接种后的样本放置在适宜的培养条件下,让微生物在塑料表面生长。
在培养过程中,可以定期观察微生物的生长情况。
5. 评估抗菌效果:根据培养后的结果,评估抗菌塑料的抗菌效果。
AGA 9 - 多路超声流量计测量技术(第2版)说明书
AN OVERVIEW AND UPDATE OF AGA 9 – ULTRASONIC METERSJim BowenSICK, Inc.A BSTRACTThe American Gas Association published Report No. 9, Measurement of Gas by Multipath Ultrasonic Meters 2nd Edition [Ref 1] in April 2007. Report 9 details recommended practice for using multipath gas ultrasonic meters (USMs) in fiscal (custody) measurement applications. This paper reviews some of history behind the development of AGA Report No. 9 (often referred to as AGA 9), key Report contents, which includes information on meter performance requirements, design features, testing procedures, and installation criteria. This paper also discusses changes that will be incorporated in the next revision. At the time of this paper the expected publication date is spring of 2017.I NTRODUCTION/B ACKGROUNDMembers of the AGA Transmission Measurement Committee (TMC) wrote AGA 9. It started in 1994 with the development of Technical Note M-96-2-3, Ultrasonic Flow Measurement for Natural Gas Applications [Ref 2]. This technical note was a compilation of the technology and discussed how the USMs worked, and is included as Appendix C in the 2007 edition, but it is deleted from the upcoming revision since most of the principles described in it have been adapted to the Report’s text. After competition of the Technical Note, the AGA TMC began the developing a new Report for custody application of gas USM technology. More than 50 contributors participated in its development, and included participants from the USA, Canada, The Netherlands, and Norway, representing a broad cross-section of measurement personnel in the natural gas industry at the time (circa 1997).AGA 9 incorporates many of the recommendations in the GERG Technical Monograph 8 [Ref 3] and certain related OIML [Ref 4 & 5] recommendations. Since USM’s are linear meters, much of the document was patterned around AGA 7, Measurement of Gas by Turbine Meters [Ref 6], another linear device. Most of the performance requirements in revision 1 of AGA 9 were based on the limited test data available at the time, and absent high rate test labs. Where no data was available to support a specific requirement, AGA 9 was silent, or left it up to the manufacturer to specify.R EVIEW OF AGA9§1 I NTRODUCTION (S COPE OF R EPORT)Section 1 of AGA 9 provides information on the scope of the document. It states that it’s for multipath ultrasonic transit-time flow meters that are used for the measurement of natural gas. A multipath meter is defined as having two or more independent acoustic paths used to measure transit time difference of sound pulses traveling upstream and downstream at an angle to the gas flow. Today most users require a minimum of 3 acoustic paths for fiscal measurement. The scope goes on to state “Typical applications include measuring the flow of large volumes of gas through production facilities, transmission pipelines, storage facilities, distribution systems and large end-use customer meter sets.”AGA 9 provides information to meter manufacturers that are more performance-based than manufacturing-based. Unlike orifice meters that basically are all designed the same, USM manufacturers have developed their products somewhat differently from one another: most notably, in path configurations. Thus, AGA 9 does not tell the manufacturers how to build their meter, but rather provides information on the performance the product must meet.§2 T ERMINOLOGYSection 2 discusses terminology and definitions that are used throughout the document. Terms like auditor, designer, inspector, manufacturer, etc. are defined there.§3 O PERATING C ONDITIONSSection 3 discusses operating range conditions over which the USM shall perform with specified accuracy. This includes sub-sections on gas quality, pressures, temperatures (both gas and ambient), gas flow considerations, and upstream piping and flow profiles. The gas quality specifications were based upon typical pipeline quality gas and no discussion was included for sour gas applications other than to consult with the manufacturer. It is important to note that these requirements were based upon the current manufacturer’s specifications in order to not exclude anyone. Based on the current state of AGA 9 revision, there are no significant user impact issues, yet on the table, regarding Section 3.§4 M ETER R EQUIREMENTSSection 4, titled “Meter Requirements”, addresses specific mechanical and electrical reuqirments manufacturers need meet to operate the devices in a hazardous environment. Sub-sections on codes and regulations, meter body markings, ultrasonic transducers, electronics, computer programs, and supporting documentation are included.§4.3 Meter BodyThe section on meter body discusses items such as operating pressure, corrosion resistance, mechanical issues relative to the meter body, and markings. Here is says manufacturers should publish the overall lengths of their ultrasonic meter bodies for the different ANSI flange ratings.External and Internal Corrosion resistance and compatibility with gas mixtures commonly found in today’s pipeline is stipulated.The inside diameter of the ultrasonic meter shall have the same inside diameter as the upstream tube’s diameter and must be within 1%. The value of 1% was based mainly on early European studies and also work performed at the Southwest Research Institute’s MRF (Metering Research Facility) in San Antonio, Texas.AGA 9 discusses the ability to remove transducers under pressure. Experience shows that transducers are rarely extracted under pressure, since many meter stations employ multiple runs, making short term outages possible. This allows de-pressurization and transducer removal after blow-down. Additionally, once the meter run is de-pressurized, the internal condition of the meter and associated piping can be inspected if boroscope and inspection ports are available.Proposed Changes:•Reference to use of extraction tools is eliminated.§4.4 TransducersThe section on transducers discusses a variety of issues including specifications, rate of pressure change, and transducer tests. The intent was to insure the manufacturer provided sufficient information to the end user in order to insure reliable and accurate operation in the field, and also to insure accurate operation should one or more pairs need replacement in the field. Subsections include basic specifications, rate of pressure change, exchange and transducer tests.Proposed Changes:•Hydrostatic test of meter bodies shall not be done with transducers installed if test pressure is above ANSI rating.For higher pressures, transducers need be removed.•§4.4.3, “Exchange”, in reference to transducers, is deleted and replaced with existing §4.4.4, “Transducer Tests” , which itself remains unchanged.§4.5 ElectronicsThe electronics section includes two suggested types of flow output communicated to flow computers: serial and frequency. Serial communication (digital using either RS-232 or RS-485) is suggested because the ultrasonic meter is clearly a very “smart” instrument and much of its usefulness relies on the internal information contained in the meter. The frequency output is a not required but standard on all USM, and is needed in applications where flow computers and Remote Terminal Units (RTUs) do not have the necessary software application to poll the USM using the serial port.A majority of users apply the frequency output as input to flow computers. Most USM manufacturers employ standard Modbus collection of measurement information via a serial link or Ethernet adapter. Additional serial or Ethernet ports are used for local interrogation using the manufacturer’s software.AGA 9 requires the manufacturer to also provide digital outputs (DOs) for flow direction and data valid. A digital out is used for monitoring by the flow computer to determine direction of flow (when a single frequency is used for both forward and reverse flow). Data valid is an indicator that the meter has an alarm condition that may impact its accuracy.AGA 9 requires the meter be electrically rated for a hazardous environment as defined by the National Electrical Code [Ref 12]. The minimum rating for a USM is for Class 1, Division 2, Group D environments. Some users specify a rating of Division 1, and, for the most part, all manufacturers design for the more stringent Division 1 requirement.Proposed Changes:•Elimination of the requirement for a scaled 4-20 ma output, now making it an option.•Added statement that a scaled 4-20 ma output is not to be used for custody measurement.•Delete of the paragraph specifying “significant change” as +/- 0.2% shift in the meter’s output, and new stipulation that Manufacturer’s replacement of cables, electronics, transducers, etc won’t shift meter output more that Manufacturer stated repeatability (0.2%).§4.6 Computer Programs Meter Firmware and SoftwareUSMs typically do not provide a local display or keyboard for communicating with the meter as is traditional with some flow computers. USM Manufacturers provide their meter specific software for meter configuration and diagnostic interrogation. There are few specific diagnostic data requirement in manufacturer’s to have similar looking and functioning software, but Report 9 does cite some in §4.6.4, “Meter Diagnostics”.The velocity data is used to indicate flow profile irregularities and to calculate volume rate from average velocity. The flow rate is determined from by multiplying velocity times the meter’s cross-sectional area of the meter. The speed-of-sound data is used as a diagnostic tool to check for erroneous transit time measurement errors. Other information is required to judge the quality of the data such as percent of accepted ultrasonic pulses, signal to noise ratio and transducer gains. A discussion on these is documented in several papers [Ref 13 & 14].Other meter requirements in this section include anti-roll devices (feet), pressure tap design and location on the meter, and standard meter markings. Many of these requirements are based on field experience and the lessons learned from other metering technologies.§4.7 §6 Individual Meter Testing Requirements Moved to “dimensional measurements” et alSection’s 4.7 discusses how the manufacturer will perform tests on the USM prior to shipment. Many also call this testing dry calibration. In reality dry calibration is simply an assembly process to help verify proper meter operation prior being installed in the field. Since there were no calibration facilities in North America until the late 1990’s, it was felt that if a manufacturer could precisely control the assembly process, flow calibration would not be required. Hence the term dry calibration has often been used to describe this section.AGA 9 requires the manufacturer to document the internal diameter of the meter to the nearest 0.0001 inches. This is to be determined from 12 separate inside diameter measurements. This dimension is to be adjusted back to 68 °F and reported on the documents. Measurements should be traceable to a national standard such as NIST, the National Institute for Standards and Technology.Individual meters are to be tested to strict tolerances for leaks and imperfections. AGA 9 also specifies a Zero-Flow Verification Test and a Flow-Calibration Test procedure (although a flow-calibration is not required).No significant changes have been proposed to §4.7 at this time.§4.8 DocumentationSection 4.7 of Report 9’s 2nd edition discusses the manufacturing and certification documents required to be delivered by USM builders. The section has been significantly reworked to add description of required dimensional measurements, leakage tests, etc.§5.0 Performance Requirements Installation (was §7 in second edition of Report 9)Many of the variables the designer should take into consideration when using USMs are addressed, such as operating conditions, use of flow conditioners and meter tube configurations etc.§5.2 Piping Configuration Metering Package Design CriteriaReport 9’s 1st Edition was developed with only limited empirical data. The 2nd Edition, published in 2007 was not much of an improvement. For instance, Section 5.2 of AGA 9 discusses upstream piping issues. The intent here is to provide the designer with some basic designs that will provide accurate measurement. It states “Recommend upstream and downstream piping configuration in minimum length — one without a flow conditioner and one with a flow conditioner — that will not create an additional flow-rate measurement error of more than +0.3% due to the installation configuration. This error limit should apply for any gas flow rate between q min and q max. The recommendation should be supported by test data.” In other words, the manufacturer is required to let the designer know what type of piping is permitted upstream so that the impact on accuracy will not be greater than 0.3%.In reality this is difficult given the variety of upstream pipe configurations operators use, so the so-called end-treatments (or entrance/exit piping) are often included in the calibration of the “metering package”.Much data has been taken and published since 1998, and, as a consequence of this data, and the desire to provide the highest level of accuracy, most users have elected to use a high-performance flow conditioner with their USM. Testing has shown that the use of a 19-tube bundle, typical with turbine and orifice metering, will not improve the USM performance, and inmost cases actually will degrade accuracy [Ref 7]. However, high performance flow conditioners, usually specified in meter package design, help to obtain a uniform and repeatable flow profile.Proposed Changes:•Process section added to indicate guidance for operating conditions such as pulsating flow and a more detailed discussion of potential noise impacts on USM operation.•Recommended Default Meter Run Configurations (§5.2.3) are modified to eliminate the optional entrance to the meter run through either a tee or elbow, leaving users to their design preference so long a meter performance meets §6 requirements.Corrected flow rate output requires USM metering packages include temperature measurement on the outlet leg of the meter run. AGA 9 recommends the thermowell be installed between 2D and 5D downstream of the USM on a uni-directional installation. It states the thermowell should be at least 3D from the meter on a bi-directional installation. This was based on research done at SwRI sponsored by GRI in the 1990’s. These studies found measurable influence onset at 2D downstream of USMs during and the committee settled on 3D as a reasonable distance.§6.0 Performance RequirementsSince Report 9 is a performance based document, “Performance Requirements” are core to its scope, and it addresses minimum performance requirements the USM’s must meet. It requires flow calibration for fiscal use.AGA 9’s second edition (2007) separates ultrasonic meters into two categories; smaller than 12” and meters that are 12” and larger. This division was created to allow relaxed accuracy requirements for smaller meters where tolerances are more difficult to maintain. All other requirements, including repeatability, resolution, velocity sampling interval, peak-to-peak error and zero-flow readings are the same, regardless of meter size.The edition preparing for release in 2017 will have 3 size ranges and new accuracy limits:•>10” Max Error: +/-0.7% q t≤q i≤q max; +/-1.4% for q min≤q i≤q t with linearity of+/-0.2% for q t≤q i≤q max•3”-8”: Max Error: +/-1.0% q t≤q i≤q max; +/-1.4% for q min≤q i≤q t with linearity of+/-0.2% for q t≤q i≤q max•<3”: Max Error: +/-2.0% q t≤q i≤q max; +/-3.0% for q min≤q i≤q t with linearity of+/-0.2% for q t≤q i≤q maxPer the second edition, the maximum error allowable for a 12-inch and larger ultrasonic flow meter is ±0.7%, and ±1.0% for small meters. This error expands to ±1.4% below Q t, the transition flowrate. Within the error bands, the error peak-to-peak error (also thought of as linearity) must be less than 0.7%. The repeatability of the meters must be with ±0.2% for the higher velocity range, and is permitted to be ±0.4 below Q t. Figure 1 is a graphical representation of these performance requirements as shown in AGA 9.Figure 1 – Performance Specification Summary, 2nd EditionSection 5 also discusses the potential effects of pressure, temperature and gas composition on the USM. Here is states “The UM shall meet the above flow-measurement accuracy requirements over the full operating pressure, temperature and gas composition ranges without the need for manual adjustment, unless otherwise stated by the manufacturer.” There has been some concern about calibrating a USM at one pressure and then operating at a different pressure. Although there are a variety of opinions on this, most believe the meter’s accuracy is not significantly impacted by pressure [Ref 13] since there has not been correlation with significant per pat Speed of Sound measurements (one would expect if the meter were changing dimensions due to pressure change that a path length change would result and turn up in a path SoS deviation).§7 C OMMISSIONING &F IELD V ERIFICATIONSection 7 briefly discusses field verification requirements. Since each USM provides somewhat different software to interface with the meter, AGA 9 was not too specific about how to verify field performance. Rather they left it up to the manufacturer to provide a written field verification procedure that the operator could follow. The 2nd edition made limited progress on Field Verification, but it is intended the 3rd edition will be much more expansive regarding Field Verification practice. Much debate is occurring on these topics now to insure recommended practice matches Operator requirements, current Field practice and Manufacturer capability, and since this discussion is on-going, it is difficult to state proposed changes due to their number and variety.Typically today the operator would check the basic diagnostic features including velocity profile, speed-of-sound by path, transducer performance, signal to noise ratios and gain. One additional test is to compare the meter’s reported SOS with that computed by a program based upon AGA 8 [Ref 12].At the time of the first release there was no universally excepted document that discussed how to compute SOS. However, in 2003 AGA published AGA Report No. 10, Speed of Sound in Natural Gas and Other Related Hydrocarbon Gases [Ref 13]. This document, based upon AGA 8, provides the foundation for computing SOS that most software uses today, and is incorporated by reference into the 2nd Edition. It will pass that AGA 10 collapses into AGA 8 and that the SoS calculation will be harmonized, to some extent with SGERG, the European consortium’s method to calculate SoS in hydrocarbon mixtures. This effort is nearly complete now and will result in an AGA 8 Equation of State document that includes AGA 10 Detailed and SGERG.R EFERENCES1.AGA Report No. 9, Measurement of Gas by Multipath Ultrasonic Meters, 2nd Edition, April 2007, American GasAssociation, 1515 Wilson Boulevard, Arlington, VA 222092.AGA Engineering Technical Note M-96-2-3, Ultrasonic Flow Measurement for Natural Gas Applications,AmericanGas Association, 1515 Wilson Boulevard, Arlington, VA 222093.GERG Technical Monograph 8 (1995), Present Status and Future Research on Multi-path Ultrasonic Gas Flow Meters,Christian Michelsen Research AS, the GERG Project Group and Programme Committee No. 2 - Transmission and Storage, Groupe Européen De Recherches Gazières4.OIML R 6General provisions for gas volume meters,1989 (E), International Recommendation, OrganizationInternationale de Métrologie Légale, Bureau International de Métrologie Légale, 11, rue Turgot - 75009 Paris - France 5.OIML D 11General requirements for electronic measuring instruments,1994 (E), International Document,Organization Internationale de Métrologie Légale, Bureau International de Métrologie Légale, 11, rue Turgot - 75009 Paris - France6.AGA Transmission Measurement Committee Report No. 7, Measurement of Gas by Turbine Meters, American GasAssociation, 1515 Wilson Boulevard, Arlington, VA 222097.T. A. Grimley, Ultrasonic Meter Installation Configuration Testing, AGA Operations Conference, 2000, Denver, CO8.John Stuart, Rick Wilsack, Re-Calibration of a 3-Year Old, Dirty, Ultrasonic Meter, AGA Operations Conference, 2001,Dallas, TX9.Code of Federal Regulations, Title 49 —Transportation, Part 192, (49 CFR 192), Transportation of Natural Gas andOther Gas by Pipeline: Minimum Federal Safety Standards, U.S. Government Printing Office, Washington, DC 20402 10.NFPA 70, National Electrical Code,1996 Edition, National Fire Protection Association, Batterymarch Park, Quincy,MA 0226911.Umesh Karnik & John Geerlings, Effect of Steps and Roughness on Multi-Path Ultrasonic Meters, ISFFM 2002,Washington, DC12.AGA Transmission Measurement Committee Report No. 8, Compressibility Factors of Natural Gas and Other RelatedHydrocarbon Gases, American Gas Association, 1515 Wilson Boulevard, Arlington, VA 2220913.AGA Report No 10, Speed of Sound in Natural Gas and Other Related Hydrocarbon Gases, July 2002, American GasAssociation, 1515 Wilson Boulevard, Arlington, VA 22209。
KANE ACE B-564产品安全数据单说明书

安全数据单(化学品安全技术说明书)GHS-SDS产品标识符:KANE ACE B-564企业名称:KANEKA Trading(Shanghai)Co.,Ltd地址:上海市浦东新区陆家嘴环路1000号恒生银行大厦39楼,邮编:200120(9th Floor, Hang Sheng Bank Tower, 1000 Lujiazui Ring Road , Pudong New District, Shanghai)联系电话:+86-21-58795436传真:+86-21-58794730应急咨询电话:+86-21-58795436(高机能性树脂部工作时间周一-周五8:30am~5:30pm)电子邮箱:编制日期:2021.7.28生效日期:2019.1.16说明书编码:B-564-KTSC03公司Array标志第一部分化学品及企业标识产品标识符:KANE ACE B-564CAS号:单一物质(聚合物),:25101-28-4企业名称:KANEKA Trading(Shanghai)Co.,Ltd地址:上海市浦东新区陆家嘴环路1000号恒生银行大厦39楼,邮编:200120(9th Floor, Hang Sheng Bank Tower, 1000 Lujiazui Ring Road , Pudong New District, Shanghai)联系电话:+86-21-58795436传真:+86-21-58794730应急咨询电话:+86-21-58795436(高机能性树脂部工作时间周一-周五8:30am~5:30pm)电子邮箱:**************.cn推荐用途和限制用途:工程塑料抗冲改性剂第二部分危险性概述GHS危险性类别:无基于GHS的危险性类别象形图(标识符):无标识符名称:无信号词:无危险说明:无基于GHS的危险说明。
预防措施:(1)远离热源、火花、明火、热表面。
禁止吸烟。
RGA Checkout Sample with Argon, Part Number 5190-0

RGA Checkout Sample with Argon, Part Number 5190-0519*************(24小时)化学品安全技术说明书GHS product identifier 应急咨询电话(带值班时间)::供应商/ 制造商:安捷伦科技贸易(上海)有限公司中国(上海)外高桥自由贸易试验区英伦路412号(邮编:200131)电话号码: 800-820-3278传真号码: 0086 (21) 5048 2818RGA Checkout Sample with Argon, Part Number 5190-0519化学品的推荐用途和限制用途5190-0519部件号:物质用途:供分析化学实验室使用的试剂和标准Cylinder17 L (0.6 CF) @ 70 °F安全技术说明书根据 GB/ T 16483-2008 和 GB/ T 17519-2013GHS化学品标识:RGA 检验样品,与氩一起使用,部件号 5190-0519有关环境保护措施,请参阅第 12 节。
物质或混合物的分类根据 GB13690-2009 和 GB30000-2013紧急情况概述气体。
无色。
无资料。
H220 - 极易燃气体。
H280 - 内装高压气体;遇热可能爆炸。
H340 - 可能造成遗传性缺陷。
H350 - 可能致癌。
H360 - 可能对生育能力或胎儿造成伤害。
H372 - 长期或反复接触会对器官造成损害。
充当简单的窒息物。
在非常高的浓度下,可取代标准空气并因缺氧而导致窒息。
物理状态:颜色:气味:GHS危险性类别警示词:危险:标签要素混合物中由对水生环境毒性未知的组分组成的比率: 34%象形图易燃气体 - 类别 1加压气体 - 压缩气体H340生殖细胞致突变性 - 类别 1B H350致癌性 - 类别 1A H360生殖毒性 - 类别 1AH372特异性靶器官毒性 反复接触 - 类别 1H280 - 内装高压气体;遇热可能爆炸。
Intergard 251

A two pack primer, anticorrosive primer/undercoat pigmented with zinc phosphate.Royal Australian Navy Version.PRODUCT DESCRIPTION For use as an anticorrosive primer or as an undercoat on structures, vehicles or ships above water. Can be overcoated with a wide range of topcoats.INTENDED USESKGA902-Red, KGA908-Sand 63% ±2% (ISO 3233:1998)50 - 75 microns dry (79 - 119 microns wet)8.40 m²/litre at 75 microns dft, allow appropriate loss factors Airless Spray, Brush, Conventional Spray, Roller PRODUCT INFORMATIONVolume Solids Typical Film Thickness Theoretical Coverage Method of Application Finish/Sheen Matt Part B (Curing Agent)KGA901Mix Ratio4 volume(s) Part A to 1 volume(s) Part B Flash Point Part A 24°C; Part B 27°C; Mixed 24°CInduction PeriodNot required above 25°C (15 minutes below 25°C)Overcoating Data - see limitationsSubstrate TemperatureColour Drying Information 10°C 15°C 25°C 40°C Touch Dry [ISO 1517:73] 2 hrs 1 hrs 45 mins 30 mins Hard Dry [ISO 9117:90]7 hrs 5 hrs 3 hrs 2 hrs Pot Life10 hrs8 hrs6 hrs3 hrsOvercoated By 10°C15°C25°C40°CMinMaxMinMaxMinMaxMinMaxInterbond 201 7 hrs ext 5 hrs ext 3 hrs ext 2 hrs ext Interbond 501 7 hrs ext 5 hrs ext 3 hrs ext 2 hrs ext Intergard 251 7 hrs ext 5 hrs ext 3 hrs ext 2 hrs ext Intergard 740 7 hrs ext 5 hrs ext 3 hrs ext 2 hrs ext Interseal 670HS 7 hrs ext 5 hrs ext 3 hrs ext 2 hrs ext Interthane 990 7 hrs ext 5 hrs ext 3 hrs ext 2 hrs ext Interthane 987 7 hrs ext 5 hrs ext 3 hrs ext 2 hrs ext Intertuf 2627 hrsext5 hrsext3 hrsext2 hrsextREGULATORY DATA VOCNote: VOC values are typical and are provided for guidance purposes only. These may be subject to variation depending on factors such as differences in colour and normal manufacturing tolerances.390 g/lt as supplied (EPA Method 24)282 g/kg of liquid paint as supplied. EU Solvent Emissions Directive (CouncilDirective 1999/13/EC)When used as part of an approved scheme, this material has the following certification:• APAS - 0154/6 Epoxy Primer for polyurethane finish for steel vehicles & equipment• APAS - 0154/7 Epoxy Primer for polyurethane finish for aluminium vehicles & equipment.CERTIFICATIONConsult your International Paint representative for the system best suited for the surfaces to be protected.SYSTEMS AND COMPATIBILITY Use in accordance with the specification provided.All surfaces to be coated should be clean, dry and free of contamination prior to the application of each coat.High pressure fresh water wash or fresh water wash and scrub as appropriate to remove all dust etc from the surface. Grease and Oil etc should be removed by degreasing or solvent wiping to AS1627.1 - 2003 providing a "water breakfree" surface free of contaminates.SURFACEPREPARATIONSNEWBUILDING/MAJOR REFURBISHMENT (Steel)Intergard 251 should be applied directly to AS1627.4 class 2.5 surface where practical.If a holding primer is required for progressive work Intergard 269 may be used.Keep within the specified overcoating intervals (consult the relevant product data sheet).REPAIR/ONBOARD MAINTENANCE (Steel)The surface should be degreased to AS1627.1 - 2003 and washed with copious amounts of fresh water to form a "water breakfree" surface. Spot abrasive blast to AS1627.4 class 2.5 or power tool cleaned to AS1627.2 class 3. International Paints Hydroblasting Standard HB2M is also acceptable. All edges should be feathered 2-3cm back to a sound edge.Recommended Blast Profile of 50-75 microns.If a holding primer is required for progressive work Intergard 269 may be used.The surface should be dry and free from all contamination prior to the application of the Intergard 251 and should be applied within the specified overcoating intervals.Intergard 251 can be applied over aged or re-oxidised (gingered) areas as long as it is not loosely adhered.Consult your International Paint representative for suitable systems.Material is supplied in 2 containers as a unit. Always mix a complete unit in the proportions supplied.(1) Agitate Base (Part A) with a power agitator.(2) Combine entire contents of Curing Agent (Part B) with Base (Part A) and mix thoroughly with power agitator.Application by brush is recommended for small areas only. Multiple coats may be required to achieve specified film thickness.Application by roller is recommended for small areas only. Multiple coats may be required to achieve specified film thickness.Thinning is not recommended. If thinning is required in exceptional circumstances use International GTA220 (max 5% by volume). Do NOT thin more than allowed by local environmental legislation.International GTA822 or International GTA220 (USA)In the event welding or flame cutting is performed on metal coated with this product, dust and fumes will be emitted which will require the use of appropriate personal protective equipment and adequate local exhaust ventilation.RecommendedTip Range 0.38-0.53 mm (15-21 thou)Total output fluid pressure at spray tip not less than 141 kg/cm² (2010 p.s.i.)Use suitable proprietary equipment. Thinning may be required. If thinning is required multiple coats may be required to achieve minimum specified dry film thickness.APPLICATION MixingAirless SprayConventional Spray Brush Roller Thinner CleanerWeldingConfined Spaces - Forced air ventilation may be required. See relevant Material Safety Data Sheets.Work Stoppages and CleanupDo not allow material to remain in hoses, gun or spray equipment. Thoroughly flush all equipment withInternational GTA822. Once units of paint have been mixed they should not be resealed and it is advised that after prolonged stoppages work recommences with freshly mixed units.Clean all equipment immediately after use with International GTA822. It is good working practice to periodically flush out spray equipment during the course of the working day. Frequency of cleaning will depend upon amount sprayed, temperature and elapsed time, including any delays. Do not exceed pot life limitations.All surplus materials and empty containers should be disposed of in accordance with appropriate regional regulations/legislation.All work involving the application and use of this product should be performed in compliance with all relevant national Health, Safety & Environmental standards and regulations.Prior to use, obtain, consult and follow the Material Safety Data Sheet for this product concerning health and safety information. Read and follow all precautionary notices on the Material Safety Data Sheet and container labels. If you do not fully understand these warnings and instructions or if you can not strictly comply with them, do not use this product. Proper ventilation and protective measures must be provided during application and drying to keep solvent vapour concentrations within safe limits and to protect against toxic or oxygen deficient hazards. Take precautions to avoid skin and eye contact (ie. gloves, goggles, face masks, barrier creams etc.) Actual safety measures are dependant on application methods and work environment.EMERGENCY CONTACT NUMBERS:Australia - Corporate HS&E Dept, Health & Safety advisor 61 (0) 393134555USA/Canada - Medical Advisory Number 1-800-854-6813Europe - Contact (44) 191 4696111. For advice to Doctors & Hospitals only contact (44) 207 6359191R.O.W. - Contact Regional OfficeSAFETYThis product will not cure adequately below 5°C. For maximum performance, the ambient temperatures should be above 10°C. The history and age of the steel can have a significant effect on the paint consumptionOver thickness application should be avoided as this will lead to coating delamination. Not for continuous immersion.Overcoating information is given for guidance only and is subject to regional variation depending upon local climate and environmental conditions. Consult your local International Paint representative for specific recommendations.Apply in good weather. Temperature of the surface to be coated must be at least 3°C above the dew point. Foroptimum application properties bring the material to 21-27°C, unless specifically instructed otherwise, prior to mixing and application. Unmixed material (in closed containers) should be maintained in protected storage in accordance with information given in the STORAGE Section of this data sheet. Technical and application data herein is for the purpose of establishing a general guideline of the coating application procedures. Test performance results were obtained in a controlled laboratory environment and International Paint makes no claim that the exhibited published test results, or any other tests, accurately represent results found in all field environments. As application,environmental and design factors can vary significantly, due care should be exercised in the selection, verification of performance and use of the coating.In the overcoating data section 'ext' = extended overcoating period. Please refer to our Marine Painting Guide - Definitions and Abbreviations available on our website.LIMITATIONSUNIT SIZEUnit SizePart APart BVolPack Vol Pack For availability of other unit sizes consult International Paint20 lt 16 lt 20 lt 4 lt 4 lt 4 lt3.2 lt4 lt0.8 lt 1 ltUNIT SHIPPING WEIGHTUnit Size Unit Weight 20 lt 30.3 Kg 4 lt6.58 KgConsult International Paint.WORLDWIDE AVAILABILITY The information in this data sheet is not intended to be exhaustive; any person using the product for any purpose other than that specificallyrecommended in this data sheet without first obtaining written confirmation from us as to the suitability of the product for the intended purpose does so at their own risk. All advice given or statements made about the product (whether in this data sheet or otherwise) is correct to the best of our knowledge but we have no control over the quality or the condition of the substrate or the many factors affecting the use and application of the product. Therefore, unless we specifically agree in writing to do so, we do not accept any liability at all for the performance of the product or for (subject to the maximum extentpermitted by law) any loss or damage arising out of the use of the product. We hereby disclaim any warranties or representations, express or implied, by operation of law or otherwise, including, without limitation, any implied warranty of merchantability or fitness for a particular purpose. All products suppliedand technical advice given are subject to our Conditions of Sale. You should request a copy of this document and review it carefully. The information contained in this data sheet is liable to modification from time to time in the light of experience and our policy of continuous development. It is the user's responsibility to check with their local International Paint representative that this data sheet is current prior to using the product.IMPORTANT NOTEand product names mentioned in this data sheet are trademarks of, or are licensed to, AkzoNobel.© AkzoNobel, 2009。
pGEX-4T-1 产品说明书
HonorGene---专业的基因研究资源提供商(基因/载体/细胞/启动子/腺病毒/慢病毒/AA V/siRNA /miRNA )
HonorGene (奥诺基因)---长沙艾碧维生物科技有限公司
地址:湖南省长沙市岳麓区桐梓坡西路229号麓谷国际工业园C 栋12楼 电话:155****6881 网址: E-mail :*************** pGEX-4T-1产品说明书
产品信息 货号
载体名称
出品公司 质粒用途 原核抗性 HG-VYA0221
pGEX-4T-1 Amersham 原核表达载体 Amp+
质粒图谱
载体简介
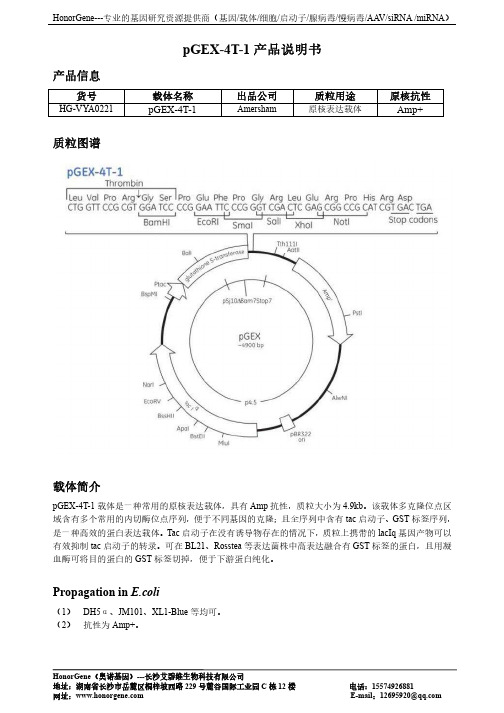
pGEX-4T-1载体是一种常用的原核表达载体,具有Amp 抗性,质粒大小为4.9kb 。
该载体多克隆位点区域含有多个常用的内切酶位点序列,便于不同基因的克隆;且全序列中含有tac 启动子、GST 标签序列,是一种高效的蛋白表达载体。
Tac 启动子在没有诱导物存在的情况下,质粒上携带的lacIq 基因产物可以有效抑制tac 启动子的转录。
可在BL21、Rosstea 等表达菌株中高表达融合有GST 标签的蛋白,且用凝血酶可将目的蛋白的GST 标签切掉,便于下游蛋白纯化。
Propagation in E.coli
(1) DH5α、JM101、XL1-Blue 等均可。
(2) 抗性为Amp+。
E+L莱默尔纠偏产品培训
材料运行中产生的位置偏差
在实际生产中,材料在运行过程 中由于,机械结 构、温度、湿度、 气流等影响使材 料位置出现偏差
二、E+L 纠偏工作原理及系统组成
Actuator
Web position Sensors
传感器:检测物料的当前位置 控制器:计算对比当前材料位置与材料目标
位置,驱动纠偏电机 电机:移动改变物料位置 物料: 移动到目标位置
FS 4101 (mm)
4201(mm)
1 81
117
2 209
245
3 337
373
4 465
501
5 593
629
6 721
757
7 849
885
8 977
1013
9 1105
1141
10 1233
1269
11 1361
1397
12 1489
1525
13 1617
1653
14 1745
1781
15 1873
Controller
Operator panel
Seite 9
04.03.2020
Interface
二、E+L纠偏系统工作原理
纠偏系系统信号处理
Page 10
05.03.2013
E+L 纠偏系统组成
标准EPC纠偏 主要零部件
Sensor Can 专用EL信号线
E+L CAN
三芯屏蔽 电缆线*1.5²
材料与电眼必须成90°夹角 反光板必须与电眼保持平行 电眼必须与反光板成10-15度夹角
Page 18
3/4/2020
SCH-FR_50..-010-EN-01
E+L EPC纠偏系统说明书

E+L-EPC纠偏系统说明书本说明适用于德国E+L纠偏常规产品目录E+L-EPC纠偏系统说明书 (1)一、E+L-EPC纠偏系统总体说明 (3)二、E+L-EPC纠偏系统所需零件说明 (4)三、E+L-EPC纠偏系统机械安装说明 (5)3.1、控制器的安装 (5)3.2、电眼的安装 (5)3.2.1、通过EPC纠偏应用场合确认电眼安装位置 (5)3.2.2电眼的安装要求 (6)3.3、电机的安装 (6)3.3.1、确定电机型号 (6)3.3.2、确定电机机械中心 (7)3.3.3、调整电机机械中心 (7)3.3.4、安装电机 (7)3.4接近开关的安装 (7)3.4.1、接近开关感应片 (7)3.4.2、接近开关安装位置 (7)四、E+L-EPC纠偏系统配线说明 (10)4.1确认电压 (10)4.2、电机线布线要求 (10)4.3、E+L布线要求 (10)五、E+L-EPC纠偏面板说明 (10)六、E+L-EPC纠偏系统参数设定 (11)6.1、CAN网络群组地址设定 (11)6.1.1、RK4004地址设定 (11)6.1.2、FR5001电眼地址设定 (12)6.2、RK4004参数设定 (13)七、E+L-EPC纠偏系统试车 (15)八、E+L-EPC纠偏系统维护及故障说明 (15)8.1、EPC纠偏系统日常维护 (15)8.2、通过RK4004错误码信息来解决故障 (15)8.3、通过FR5001电眼错误码信息来解决故障 (16)九、附件 (17)附件一、电机尺寸图附件二、电机参数值附件三、EPC标准接线图纸附件四、RK4004控制板参数设定手册一、E+L-EPC纠偏系统总体说明我们将用一个电眼检测材料边缘来纠偏的纠偏系统称为EPC(Edge psoition control),以下简称EPC。
我们将用两个电眼检测材料中心来纠偏的纠偏系统成为CPC(Center position control),以下简称CPC。
BPS4000 配置器规范说明书

1160-006AM040322BHTI Alternate Materials List2299-947-100-690115BHTI Procurement Specification for Epoxy Adhesive, Heat Resistant3299-947-320-820507BHTI Adhesive Film and Primer System, Intermediate Cure Temperature (260-290º F) Service Temperature 67-225º F)468A900000G011101BAC Finish Spec: F-15574A900000E990308BAC Finish Specification for F18 Aircraft674A900004DG M051220BAC Ctrl: Fract Crit Parts, F-18774A901001F981208BAC Std Finish Codes: F-18 A\C8901-947-002CA D950510BHTI Finish Specification for the V-22 Aircraft (Bell Boeing) Model 901) EMDAircraft9A-A-208See Special Notes DL C120719FED Ink, Marking, Stencil, Opaque10A-A-2962Cancelled - no s/s spec A980810Cancel Notice2FED Commercial Item Description Enamel, Alkyd, Exterior, Solvent Based, Low VocOk to use cancspec.11A-A-3097DC-970506Notice 4FED Commercial Item Description Adhesives, Cyanoacrylate, Rapid RoomTemperature-Curing, Solventless12A-A-3165DE A071116FED Lacquer, Gloss, for A/C Use13A-A-00208See Special Notes DL D121001FED Commercial Item Description Ink, Marking, Stencil, Opaque (Porous andNon-Porous Surfaces)14A-A-52080B980523Notice 1FED Tape, Lacing, and Tying, Nylon15A-A-52081DF B980523Notice 1FED Tape, Lacing, and Tying, Polyester16A-A-52082DC D090817FED Tape, Lacing and Tying, TFE-Fluorocarbon17A-A-52083BJ C040223FED Tape, Lacing, and Tying, Glass18A-A-52084B980523Notice 1FED Tape, Lacing and Tying, Aramid19A-A-55829DC A110322DLA Acetic Acid, Glacial, Technical20A-A-56032CN D030521Notice 1FED Commercial Item Description (CIDS) Ink, Marking, Epoxy Base21A-A-59126-970926FED Terminals, Feedthru (Insulated) and Terminals, Stud (Insulated andNoninsulated)22A-A-59132CR A100607ValidationNotice 1DLA Amyl Acetate, Technical23A-A-59135CR-971028FED Commercial Item Description Packaging Material, Sheet24A-A-59136CR-971028FED Cushioning Material, Packaging, Closed Cell Foam Plank25A-A-59178DD A041012Notice 1USGOVT Nipple, Electrical Terminal26A-A-59503DC C110303FED Commercial Item Description Nitrogen, Technical27A-A-59551CP A091022USGOVT Wire, Electrical, Copper (Uninsulated)28A-A-59569DJ C090122Notice 1DLA Qualification Sampling and Testing of Steels for Transverse TensileProperties29A-A-59588DJ B120130Notice 1FED Commercial Item Description Rubber, Silicone30A-A-59877CT-100909FED Commercial Item Description Insulating Compound, Electrical, Embedding31AIR4127CG - 071101SAE Steel: Chemical Composition and Hardenability32AISI-1010Unavailable-AISI Low Carb Stl Unavailable 33AISI-50100Unavailable-AISI Bearing Stl Unavailable 34AISI-52100Unavailable-AISI Bearing Stl Unavailable 35AISI-B-1112Unavailable-AISI Low Carb Free Mach Stl Unavailable 36AISI-C-1212Unavailable-AISI Material Spec, Stl Unavailable 37AISI-C-1213Unavailable-AISI Low Carb Free Mach Stl Unavailable 38AISI-C-1214Unavailable-AISI Material Spec, Stl Unavailable 39AMS 2175CR A100601SAE Castings, Classification and Inspection of40AMS 2201Cancelled CN Can940901SAE Tolerances Aluminum and Aluminum Alloy Bar, Rod, Wire, and ForgingStock Rolled or Cold-FinishedANSI H35.2 41AMS 2221G060201SAE Tolerances, Copper and Copper Alloy Bars and Rods42AMS 2222BG J060201SAE Tolerances, Copper and Copper Alloy Sheet, Strip, and Plate43AMS 2223BF H060201SAE Tolerances Copper and Copper Alloy Seamless Tubing44AMS 2224G060201SAE Tolerances Copper and Copper Alloy Wire45AMS 2241CN R070701SAE Tolerances, Corrosion and Heat-Resistant Steel, Iron Alloy, Titanium, andTitanium Alloy Bars and Wire46AMS 2242CC G080604SAE Tolerances Corrosion and Heat Resistant Steel, Iron Alloy, Titanium andTitanium Alloy Sheet, Strip and Plate47AMS 2243DH K130601SAE Tolerances Corrosion and Heat-Resistant Steel Tubing48AMS 2248DB G110301SAE Chemical Check Analysis Limits Corrosion and Heat-Resistant Steels andAlloys, Maraging and other Highly-Alloyed Steels, and Iron Alloys49AMS 2249CN G090701SAE Chemical Check Analysis Limits Titanium and Titanium Alloys50AMS 2259CN E071201SAE Chemical Check Analysis Limits Wrought Low-Alloy and Carbon Steels51AMS 2269CN F060501SAE Chemical Check Analysis Limits Nickel, Nickel Alloys, and Cobalt Alloys52AMS 2300CU L100801SAE Steel Cleanliness, Premium Aircraft-Quality Magnetic Particle InspectionProcedure53AMS 2301CT K100801SAE Steel Cleanliness, Aircraft Quality Magnetic Particle Inspection Procedure54AMS 2303CT F100801SAE Steel Cleanliness, Aircraft Quality, Martensitic Corrosion Resistant SteelsMagnetic Particle Inspection Procedure55AMS 2304CV B100801SAE Steel Cleanliness, Special Aircraft-Quality Magnetic Particle InspectionProcedure56AMS 2310BE F060201SAE Qualification Sampling and Testing of Steels for Transverse TensileProperties57AMS 2315DF G130201SAE Determination of Delta Ferrite Content58AMS 2350Cancelled - no s/s spec CN BA891001SAE Standards and Test Methods Ok to use cancspec.59AMS 2355DB K110301SAE Quality Assurance Sampling and Testing Aluminum Alloys and MagnesiumAlloy Wrought Products (Except Forging Stock), and Rolled, Forged, orFlash Welding Rings60AMS 2360CN D070701SAE Room Temperature Tensile Properties of Castings61AMS 2370DB K110601SAE Quality Assurance Sampling and Testing Carbon and Low-Alloy SteelWrought Products and Forging Stock62AMS 2371DB J110601SAE Quality Assurance Sampling and Testing Corrosion and Heat-ResistantSteels and Alloys Wrought Products and Forging Stock63APPROVED PER LR242820AMS 2372DP G140601SAE Quality Assurance Sampling and Testing Carbon and Low-Alloy SteelForgings64AMS 2375CN D070601SAE Control of Forgings Requiring First Article Approval65AMS 2380CN F080601SAE Approval and Control of Premium-Quality Titanium Alloys66AMS 2400DG X130201SAE Plating, Cadmium67AMS 2401DF J130201SAE Plating, Cadmium Low Hydrogen Content Deposit68AMS 2403BM L041001SAE Plating, Nickel General Purpose69APPROVED PER LR242392AMS 2404DP G131201SAE Plating, Electroless Nickel70AMS 2405DL E131001SAE Electroless Nickel Plate, Low Phosphorous71AMS 2406DE M121101SAE Plating, Chromium Hard Deposit72AMS 2408DL K130901SAE Plating, Tin73AMS 2410CR K100401SAE Plating, Silver Nickel Strike, High Bake74AMS 2411DM H131201SAE Plating, Silver for High Temperature Applications75AMS 2412CN J091201SAE Plating, Silver Copper Strike, Low Bake76AMS 2416CU L101201SAE Plating, Nickel-Cadmium Diffused77AMS 2417DL J130901SAE Plating, Zinc-Nickel Alloy78AMS 2418CU H110201SAE Plating, Copper79AMS 2419BM C030501SAE Plating, Cadmium-Titanium80AMS 2420D021201SAE Plating of Aluminum for Solderability Zinc Immersion Pre-TreatmentProcess81AMS 2423See Special Notes CE D020401SAE Plating, Nickel Hard Deposit82AMS 2424CR F100401SAE NI Plate, Low Stressed Deposit83AMS 2426DL E130901SAE Coating, Cadmium Vacuum Deposition84AMS 2427DD D070701SAE Aluminum Coating Ion Vapor Deposition85AMS 2429CY D111001SAE Bronze Plate Masking86AMS 2430DB S120701SAE Shot Peening, Automatic87AMS 2432DF D130201SAE Shot Peening, Computer Monitored88AMS 2433C041001SAE Plating, Nickel-Thallium-Boron or Nickel-Boron89AMS 2434CY D110901SAE Plating, Tin-Zinc Alloy90AMS 2435Noncurrent CN G070601SAE Coating, Tungsten Carbide-Cobalt Coating, Detonation Process91AMS 2437BN C710111SAE Coating, Plasma Spray Deposition92AMS 2438CL D090701SAE Plating, Chromium Thin, Hard, Dense Deposit93AMS 2444BM A001201SAE Coating, Titanium Nitride Physical Vapor Deposition94AMS 2451CW C110701SAE Plating, Brush General Requirements95AMS 2460See Special Notes DF A130301SAE Plating, Chromium96AMS 2468Cancelled CN G981001SAE Hard Anodic Coating Treatment of Aluminum Alloys AMS 2469 97AMS 2469DM J140201SAE Hard Anodic Coating Treatment of Aluminum and Aluminum AlloysProcessing and Performance Requirements98AMS 2470DH N130701SAE Anodic Treatment of Aluminum Alloys Chromic Acid Process99AMS 2471DM H140201SAE Anodic Treatment of Aluminum Alloys Sulfuric Acid Process, UndyedCoating100AMS 2472DD F070801SAE Anodic Treatment of Aluminum Alloys Sulfuric Acid Process, Dyed Coating101AMS 2473DK H130801SAE Chemical Film Treatment for Aluminum Alloys General Purpose Coating102AMS 2474Noncurrent DD D060201SAE Chemical Treatment for Aluminum Alloys Low Electrical ResistanceAMS 2477Coating103AMS 2477DD A100401SAE Conversion Coating for Aluminum Alloys Low Electrical Coating104AMS 2481CP J100201SAE Phosphate Treatment Antichafing105AMS 2482CN D100101SAE Hard Anodic Coating on Aluminum Alloys Polytetrafluoroethylene (PTFE)-Impregnated or Codeposited106AMS 2485BY K080101SAE Coating, Black Oxide107AMS 2486CR E100501SAE Conversion Coating of Titanium Alloys Fluoride-Phosphate Type108AMS 2487CN A000301SAE Anodic Treatment of Titanium and Titanium Alloys Solution pH 12.4Maximum109AMS 2488D000606SAE Anodic Tr: Ti, Ti Alys110AMS 2515DE G130101SAE Polytetrafluoroethylene (PTFE) Resin Coating Low Build, 370 to 400 °C(698 to 752 °F) Fusion111AMS 2516DF E130301SAE Polytetrafluoroethylene (PTFE) Resin Coating High Build, 370 to 400 °C(698 to 752 °F) Fusion112AMS 2525DJ D130701SAE Graphite Coating, Thin Lubricating Film Impingement Applied113AMS 2526DE D130101SAE Molybdenum Disulfide Coating, Thin Lubricating Film Impingement Applied114AMS 2590DD-101201SAE Rotary Flap Peening of Metal Parts115AMS 2615BM F060901SAE Pressure Testing Hydraulic Pressure as Specified116AMS 2630CR C100101SAE Inspection, Ultrasonic Product Over 0.5 Inch (12.7 mm) Thick117AMS 2631CW D110701SAE Ultrasonic Inspection Titanium and Titanium Alloy Bar and Billet118AMS 2632BN A950301SAE Inspection, Ultrasonic, of Thin Materials 0.50 Inch (12.7 mm) and Under inCross-Sectional Thickness119AMS 2635Cancelled Can810701SAE Radiographic Insp ASTM E1742 120AMS 2640Cancelled CH Can960401SAE Magnetic Particle Inspection ASTM E1444 121AMS 2645Cancelled CH Can950201SAE Fluorescent Penetrant Inspection ASTM E1417 122AMS 2649DM D131201SAE Etch Inspection of High Strength Steel Parts123AMS 2658CN C091001SAE Hardness and Conductivity Inspection of Wrought Aluminum Alloy Parts124AMS 2664CH F950701SAE Brazing, Silver for Use Up to 800 °F (427 °C)125AMS 2665DH H130501SAE Brazing, Silver for Use up to 400 °F (204 °C)126AMS 2666Cancelled Can840101SAE Ag Braz, High Temp AMS 2664 127AMS 2670BK J060601SAE Brazing, Copper128AMS 2671Cancelled CH Can920101SAE Copper Brazing Corrosion and Heat Resistant Steels and Alloys AMS 2670 129AMS 2672CY G120101SAE Brazing, Aluminum Torch or Furnace130AMS 2673DB E120101SAE Brazing, Aluminum and Aluminum Alloys Molten Flux (Dip)131AMS 2675DF H130201SAE Brazing, Nickel Alloy Filler Metal132AMS 2680C010601SAE Electron-Beam Welding for Fatigue Critical Applications133AMS 2681B000301SAE Electron Beam Welding134AMS 2685Noncurrent CP E071001SAE Welding, Tungsten Arc, Inert Gas GTAW Method135AMS 2689Noncurrent CH A980201SAE Fusion Welding Titanium and Titanium Alloys136AMS 2694DE C130101SAE In-Process Welding of Castings137AMS 2700DA E111101SAE Passivation of Corrosion Resistant Steels138AMS 2728DC C120901SAE Heat Treatment of Wrought Copper Beryllium Alloy Parts139AMS 2745CJ A071201SAE Induction Hardening of Steel Parts140AMS 2750DB E120701SAE Pyrometry141AMS 2753CF C080801SAE Liquid Salt Bath Ferritic Nitrocarburizing Non-Cyanide Bath142AMS 2755Cancelled CM Can090701SAE Nitriding, Molten Salt Bath143AMS 2759CE E081001SAE Heat Treatment of Steel Parts General Requirements144AMS 2759/1CJ E090201SAE Heat Treatment of Carbon and Low-Alloy Steel Parts Minimum TensileStrength Below 220 ksi (1517 MPa)145AMS 2759/2CR F100501SAE Heat Treatment of Low-Alloy Steel Parts Minimum Tensile Strength 220 ksi(1517 MPa) and Higher146AMS 2759/3CE E080801SAE Heat Treatment Precipitation-Hardening Corrosion-Resistant and MaragingSteel Parts147AMS 2759/4CA C080301SAE Heat Treatment Austenitic Corrosion-Resistant Steel Parts148AMS 2759/5D040601SAE Heat Treatment Martensitic Corrosion Resistant Steel Parts149AMS 2759/6BM B051101SAE Gas Nitriding and Heat Treatment of Low - Alloy Steel Parts150AMS 2759/7CT B100501SAE Carburizing and Heat Treatment of Carburizing Grade Steel PartsSAE Ion Nitriding151AMS 2759/8CG A070601See SpecialNotes152AMS 2759/9CL D090501SAE Hydrogen Embrittlement Relief (Baking of Steel Parts)153AMS 2759/10CN A060601SAE Automated Gaseous Nitriding Controlled by Nitriding Potential154AMS 2759/11BW-050401SAE Stress Relief of Steel Parts155AMS 2762Noncurrent CP B020101SAE Carburizing Carbon and Low-Alloy Steel Parts156AMS 2768CR C100701SAE Heat Treatment of Magnesium Alloy Castings157AMS 2769DD B091201SAE Heat Treatment of Parts in a Vacuum158AMS 2770DM L140501SAE Heat Treatment of Wrought Aluminum Alloy Parts159AMS 2771DF E130201SAE Heat Treatment of Aluminum Alloy Castings160AMS 2772CW F110701SAE Heat Treatment of Aluminum Alloy Raw Materials161AMS 2774DC D121001SAE Heat Treatment Wrought Nickel Alloy and Cobalt Alloy Parts162AMS 2800CN D060801SAE Identification Finished Parts163AMS 2801B030301SAE Heat Treatment of Titanium Alloy Parts164AMS 2807CF B080201SAE Identification Carbon and Low-Alloy Steels, Corrosion and Heat-ResistantSteels and Alloys Sheet, Strip, Plate and Aircraft Tubing165AMS 3025CN C090901SAE Polyalkylene Glycol Heat Treat Quenchant166AMS 3106Cancelled Can830401SAE Primer, Adhesive, Corr Inhib AMS 3107 167AMS 3107A910401SAE Primer, Adhesive, Corr-Inhibiting168APPROVED PER LR242821AMS 3195DP G140501SAE Silicone Rubber Sponge, Closed Cell, Medium169AMS 3216G050901SAE Fluorocarbon (FKM) Rubber High-Temperature - Fluid Resistant LowCompression Set 70 to 80170AMS 3218C050901SAE Fluorocarbon (FKM) Rubber High-Temperature - Fluid Resistant LowCompression Set 85 to 95171AMS 3276CB E080301SAE Sealing Compound, Integral Fuel Tanks and General Purpose, IntermittentUse to 360 °F (182 °C)172AMS 3301DB H110601SAE Silicone Rubber, General Purpose, 40 Durometer173AMS 3305H900401SAE Silicone Rubber, Gen Purp, 75-85174AMS 3374DL D131101SAE Sealing Compound Aircraft Firewall, Silicone175APPROVED PER LR243042AMS 3384DP-130801SAE RUBBER, FLUOROCARBON ELASTOMER (FKM) 70 TO 80HARDNESS, LOW TEMPERATURE SEALING Tg -22 deg. F (-30 deg. C)FOR ELASTOMERIC SHAPES OR PARTS IN GAS TURBINE ENGINEOIL, FUEL AND HYDRAULIC SYSTEMS176AMS 3410J981001SAE Flux, Ag Braz177AMS 3411D981001SAE Flux Silver Brz, High Temp178AMS 3644BL G060901SAE Plastic: Polyimide for Molded Rod, Bar, and Tube, Plaque, and formedParts179AMS 3645CY D120101SAE Polychlorotrifluoroethylene (PCTFE), Compression Molded HeavySections, Unplasticized180AMS 3650CY D120101SAE Rods, Sheets, and Molded Shapes, Polychlorotrifluoroethylene (PCTFE)Unplasticized181AMS 3651Cancelled Can870401SAE PTFE AMS 3667 182AMS 3651Cancelled Can870401PTFE AMS 3652 183AMS 3651Cancelled Can870401PTFE AMS 3656 184AMS 3651Cancelled Can870401PTFE AMS 3660 185AMS 3652C930101SAE PTFE Film, Non-Crit Grade186AMS 3656CW H110801SAE PTFE Extrusions, Normal Strength, As Sintered187AMS 3657CW F110801SAE PTFE, Extrusions, Premium Strength, As Sintered188AMS 3658CW F110801SAE PTFE, Extrusions, Premium189AMS 3659CW F110801SAE Polytetrafluoroethylene (PTFE) Extrusions, Premium Strength, Sinteredand Stress-Relieved190AMS 3660CW E110801SAE Polytetrafluoroethylene Moldings191AMS 3666DB E120101SAE PTFE Sht, Glass Reinforced192AMS 3667CW E110801SAE Polytetrafluoroethylene Sheet, Molded General Purpose Grade, AsSintered193AMS 3668CW E110801SAE PTFE, Moldings, Premium Grade, A Sintered194AMS 3670/1B950401SAE Unfilled Polyamide-Imide, Bar195AMS 3824CN C950901SAE Cloth, Glass Finished for Resin Laminates196AMS 4001Cancelled CK Can070701SAE Aluminum Sheet and Plate 0.12Cu (1100-0) Annealed ASTM B209 197AMS 4013DM G140201SAE Aluminum Sheet, Laminated Surface Bonded198AMS 4015CN L070201SAE Aluminum Alloy, Sheet and Plate 2.5Mg - 0.25Cr (5052-0) Annealed199AMS 4016DE M130101SAE Aluminum Alloy, Sheet and Plate 2.5Mg - 0.25Cr (5052-H32) StrainHardened, Quarter Hard, and Stabilized200AMS 4017CN K041201SAE Aluminum Alloy Sheet and Plate 2.5Mg - 0.25Cr (5052-H34) Strain-Hardened, Half Hard, and Stabilized201AMS 4023Noncurrent CN E840401SAE Aluminum Alloy Sheet and Plate Alclad 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr(Alclad 6061; -T6 Sheet, -T651 Plate)202AMS 4025CE L080701SAE Aluminum Alloy, Sheet and Plate 1.0Mg - 0.60Si-0.28Cu-0.20Cr(6061-0)Annealed203AMS 4026CE M080701SAE Aluminum Alloy, Sheet and Plate 1.0Mg -0.60Si-0.28Cu-0.20Cr (6061;-T4Sheet, T-451 Plate) Solution Heat Treated and Naturally Aged204AMS 4027CE N080701SAE Aluminum Alloy, Sheet and Plate 1.0Mg -0.60Si-0.28Cu-0.20Cr (6061;-T6Sheet, T-651 Plate) Solution and Precipitation Heat Treat205AMS 4037CY P111201SAE Aluminum Alloy, Sheet and Plate 4.4Cu - 1.5Mg - 0.60Mn (2024; - T3 FlatSheet, T351 Plate) Solution Heat Treated206AMS 4048CW N100801SAE Aluminum Alloy Sheet and Plate, Alclad 5.6Zn - 2.5Mg - 1.6Cu - 0.23Cr(Alclad 7075-O) Annealed or When Specified, "As fabricated" (Alclad 7075-F)207AMS 4049CW L101201SAE Aluminum Alloy Sheet and Plate, Alclad 5.6Zn - 2.5Mg - 1.6Cu - 0.23Cr(Alclad 7075; -T6 Sheet - T651 Plate) Solution and Precipitation HeatTreated208AMS 4056DB G101001SAE Aluminum Alloy, Sheet and Plate 4.4Mg - 0.70Mn - 0.15Cr (5083-01)209AMS 4080CN N091201SAE Aluminum Alloy, Drawn Seamless Tubing 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr(6061-O) Annealed210AMS 4081CC J080601SAE Aluminum Alloy Tubing, Hydraulic, Seamless, Drawn, Round 1.0Mg -0.60Si - 0.28Cu - 0.20Cr (6061-T4) Solution Heat Treated and NaturallyAged211AMS 4083DE L121101SAE Aluminum Alloy Tubing, Hydraulic, Seamless, Drawn, Round 1.0Mg -0.60Si - 0.28Cu - 0.20Cr- (6061-T6) Solution and Precipitation HeatTreated212AMS 4086BL N060901SAE Aluminum Alloy, Drawn, Round, Seamless Hydraulic Tubing 4.4Cu-1.5Mg-0.60Mn (2024-T3) Solution Heat Treated, Cold Worked, and NaturallyAged213AMS 4088BT K070301SAE Aluminum Alloy, Drawn, Seamless Tubing 4.4Cu-1.5Mg-0.60Mn (2024-T3)Solution Heat Treated and Cold Worked214AMS 4107F051101SAE Alum Aly Die Forg, (7050-T14)215AMS 4113CH E030701SAE Aluminum Alloy, Extruded Profiles 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr (6061-T6) Solution and Precipitation Heat Treated216AMS 4115CU H090701SAE Aluminum Alloy, Rolled or Cold-Finished, Bars, Rods, Wire, and FlashWelded Rings Annealed 1.0Mg - 0.60Si - 0.2Cu - 0.20Cr (6061-0)217AMS 4116CN H090701SAE Aluminum Alloy, Bars, Rods, and Wire 1.0Mg - 0.60Si - 0.3Cu - 0.20Cr(6061-T4) Cold Finished, Solution Heat Treated and Naturally Aged218AMS 4117CM J090701SAE Aluminum Alloy, Rolled or Cold Finished Bars, Rods, and Wire and FlashWelded Rings 1.0Mg -0.60Si - 0.28Cu - 0.20Cr (6061; - T6, -T651)Solution and Precipitation Heat Treated219AMS 4119Cancelled CN Can900101SAE Aluminum Alloy Bars, Rolled, Drawn, or Cold Finished 4.4Cu - 1.5Mg -AMS 41200.60Mn (2024-T351) Stress Relief Stretched220AMS 4120R020901SAE Aluminum Alloy, Rolled or Cold Finished Bars, Rods, and Wire 4.4Cu - 1.5Mg - 0.60Mn (2024) Solution Heat Treated and Naturally Aged (T4)Solution Heat Treated, Cold Worked, and Naturally Aged (T351)221AMS 4121CA H071101SAE Aluminum Alloy Bars, Rods, and Wire, Rolled or Cold Finished 4.5Cu -0.85Si - 0.80Mn - 0.50Mg (2014-T6) Solution and Precipitation HeatTreated222AMS 4123CN H060101SAE Aluminum Alloy, Rolled or Cold Finished Bars and Rods (7075-T651)Solution and Precipitation Heat Treated223AMS 4124DG E120901SAE Aluminum Alloy, Rolled or Cold Finished Bars, Rods, and Wire 5.6Zn-2.5Mg-1.6Cu-0.23Cr (7075-T7351) Solution Heat Treated, Stress Relievedby Stretching and Overaged224AMS 4128CN D071001SAE Aluminum Alloy Bars, Rolled or Cold Finished 1.0Mg - 0.60Si - 0.30Cu -0.20Cr (6061-T451) Solution Heat Treated and Stress Relieved byStretching225AMS 4132DF G130201SAE Aluminum Alloy, Die and Hand Forgings, Rolled Rings, and Forging Stock2.3Cu-1.6Mg-1.1Fe-1.0Ni-0.18Si-0.07Ti (2618-T61) Solution andPrecipitation Heat Treated226AMS 4133CN E090301SAE Aluminum Alloy Forgings and Rolled Rings 4.4Cu -0.85Si -0.80Mn -0.50Mg (2014-T6) Solution and Precipitation Heat Treated227AMS 4135Cancelled CN Can860401SAE Aluminum Alloy Forgings 4.5Cu - 0.85Si - 0.80Mn - 0.50Mg (2014-T6)AMS 4133Solution and Precipitation Heat Treated228AMS 4141CE F081001SAE Aluminum Alloy Die Forgings 5.6Zn - 2.5Mg - 1.6Cu - 0.23Cr (7075-T73)Solution and Precipitation Heat Treated229AMS 4144BN F060501SAE Aluminum Alloy, Hand Forgings and Rolled Rings 6.3Cu - 0.30Mn - 0.18Zr -0.10V - 0.06Ti (2219-T852/T851) Solution Heat Treated, MechanicallyStress Relieved, and Precipitation Heat-Treated230AMS 4149D020901SAE Aluminum Alloy, Die and Hand Forgings 5.6n - 2.5Mg - 1.6Cu - 0.23Cr(7175-T74) Solution and Precipitation Heat Treated231AMS 4150DG M130401SAE Aluminum Alloy, Extrusions and Rings 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr -(6061-T6) Solution and Precipitation Heat Treated232AMS 4162D030701SAE Aluminum Alloy, Extrusions 6.3Cu - 0.30Mn - 0.18Zr - 0.10V - 0.06Ti (2219-T8511) Solution Treated, Stress Relief Stretched, Straightened, andPrecipitation Heat Treated233AMS 4173DG F130401SAE Aluminum Alloy, Extrusions 1.0Mg - 0.60Si - 0.30Cu - 0.20Cr (6061-T6511) Solution Heat Treated, Stress Relieved by Stretching,Straightened, and Precipitation Heat Treated234AMS 4181C030401SAE Aluminum Alloy, Welding Wire 7.0Si - 0.38Mg - 0.10Ti (4008) (UNSA94008)235AMS 4182CN G091201SAE Alum Aly Wire, Annealed 5.0Mg - 0.12Mn - 0.12Cr (5056-0) Annealed236AMS 4185DB E120201SAE Fill Mtl, Alum Braz, 12SI, (4047)237AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4181 238AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4233 239AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4244 240AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4245 241AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4246 242AMS 4210CN K050301SAE Aluminum Alloy, Castings 5.0Si - 1.2Cu - 0.50Mg (355.0-T51) PrecipitationHeat Treated243AMS 4212CU K110201SAE Aluminum Alloy Castings 5.0Si - 1.2Cu - 0.50Mg (355.0-T6) Solution andPrecipitation Heat Treated244AMS 4214CN J080601SAE Castings, Aluminum Alloy Sand 5.0Si - 1.2Cu - 0.50Mg (355.0 T71)Solution Heat Treated and Overaged245AMS 4215CN H080301SAE Aluminum Alloy, Castings 5.0Si - 1.2Cu - 0.50Mg (C355.0-T6) Solution andPrecipitation Heat Treated246AMS 4217CN H070401SAE Aluminum Alloy, Castings 7.0Si - 0.32Mg (A356.0-T6) (formerly T6PTemper) Solution and Precipitation Heat Treated247AMS 4218CN J100101SAE Aluminum Alloy Castings 7.0Si-0.35Mg (A356.0-T6) (formerly T6PTemper) Solution and Precipitation Heat Treated248AMS 4223CN D070401SAE Aluminum Alloy, Castings 4.5Cu - 0.70Ag - 0.30Mn - 0.25Mg - 0.25Ti(A201.0-T4) Solution Heat Treated and Naturally Aged249AMS 4224Cancelled - no s/s spec CN C100101SAE Aluminum Alloy Castings, Sand 4.0Cu - 2.1Ni - 2.0Mg - 0.30Cr - 0.30Mn -0.13T - 0.13V (243.0) Stabilized Ok to use canc spec.250AMS 4225CN D070601SAE Aluminum Alloy, Heat Resistant, Castings 5.0Cu - 1.5Ni - 0.25Mn - 0.25Sb- 0.25Co - 0.20Ti - 0.20Zr (203.0-T6) Solution Heat Treated andPrecipitation Heat Treated251AMS 4226Noncurrent CN A830101SAE Aluminum Alloy Castings, High Strength 5.0Cu - 0.35Mn - 0.18Zr- 0.10V(224.0) Solution and Precipitation Heat Treated (Overaged)252AMS 4227Cancelled - no s/s spec CN E050701SAE Aluminum Alloy, Casting, Sand, 8.0Cu 6.0Mg 0.50Mn 0.50Ni, As Cast Ok to use cancspec.253AMS 4229DA F120201SAE Aluminum Alloy Castings, High Strength 4.5Cu - 0.7Ag - 0.30Mn - 0.25Mg -0.25Ti (A201.0-T7) Solution Heat Treated and Overaged254AMS 4233C030301SAE Aluminum Alloy, Welding Wire 4.5 Cu - 0.70Ag - 0.30Mn - 0.25Mg - 0.25Ti(A201.0-T7) Solution Heat Treated and Overaged255AMS 4235CN B080301SAE Aluminum Alloy Castings 4.6Cu - 0.35Mn - 0.25Mg - 0.22Ti (A206.0-T71)Solution and Precipitation Heat Treated256AMS 4236DF C130201SAE Aluminum Alloy Castings 4.6Cu - 0.35Mn - 0.25Mg - 0.22Ti (A206.0-T4)Solution Heat Treated and Naturally Aged257AMS 4237Cancelled - no s/s spec CN B070401SAE Aluminum Alloy Castings, Sand 4.6Cu - 0.35Mn - 0.25Mg - 0.22Ti (206.0 -T71) Solution Heat Treated and Naturally Aged Ok to use canc spec.258AMS 4241CN D091101SAE Aluminum Alloy Castings 7.0Si - 0.58Mg - 0.15Ti -0.06Be (D357.0 - T6)Solution and Precipitation Heat Treated Dendrite Arm Spacing (DAS)Controlled259AMS 4244CE B080701SAE Aluminum Alloy, Welding Wire 4.6Cu - 0.35Mn - 0.25Mg - 0.22Ti forWelding A206.0 Type Alloys260AMS 4245CR E100401SAE Aluminum Alloy, Welding Wire 5.0Si - 1.2Cu - 0.50Mg (355) (UNS A03550)261AMS 4246Noncurrent CP D080201SAE Aluminum Alloy, Welding Wire 7.0Si - 0.52Mg (357) (UNS A03570)262AMS 4260Not Acceptable to Use atParker HannifinAerospaceCL G080601SAE Alum Aly Cast, Invest (356.0-T6)BPS4829263AMS 4261CN F091201SAE Aluminum Alloy Castings, Investment 7.0Si - 0.32Mg (356.0 - T51)Precipitation Heat Treated264AMS 4280CN J080601SAE Aluminum Alloy Castings, Permanent Mold 5.0Si - 1.2Cu - 0.5Mg (355.0-T71) Solution Heat Treated and Overaged265AMS 4284DC J110301SAE Aluminum Alloy Castings, Permanent Mold 7.0Si - 0.30Mg (356.0-T6)Solution and Precipitation Heat Treated266AMS 4289CN-011101SAE Aluminum Alloy Castings 7.0Si - 0.55Mg - 0.12Ti (F357.0-T6) Solution andPrecipitation Heat Treated267AMS 4291CT H101001SAE Aluminum Alloy, Die Castings 8.5Si - 3.5Cu (A380.0-F) (See AS1990) AsCast268AMS 4315CK-050701SAE Aluminum Alloy Sheet and Plate 5.6Zn - 2.5Mg - 1.6Cu - 0.23Cr 7075: (-T76 Sheet, -T7651 Plate) Solution and Precipitation Heat Treated269AMS 4316CY A111101SAE Aluminum Alloy, Alclad Sheet and Plate 5.6Zn - 2.5Mg270AMS 4437DM F140201SAE Magnesium Alloy Castings, Sand 8.7Al - 0.70Zn (AZ91C-T6) Solution HeatTreated and Aged271AMS 4507BW H011101SAE Copper Alloy (Brass), Sheet, Strip, and Plate 70Cu - 30Zn Half Hard (H02) 272AMS 4510CN G010501SAE Phosphor Bronze, Sheet, Strip, and Plate 94.5Cu - 4.0Sn - 0.19P SpringTemper (H08)273AMS 4511A040701SAE Copper Beryllium Alloy Castings 97Cu-2.1Be-0.52(Co+Ni)-0.28Si Solutionand Precipitation Heat Treated (TFOO)274AMS 4530CY J110901SAE Copper-Beryllium Alloy Sheet, Strip, and Plate 98Cu - 1.9Be Solution HeatTreated (TB00)275AMS 4533DF D130201SAE Copper-Beryllium Alloy, Bars and Rods 98Cu - 1.9Be Solution andPrecipitation Heat Treated (TF00, formerly AT)-UNS C17200276AMS 4597CY A111201SAE Copper-Nickel-Tin Alloy, Bars and Rods 77Cu - 15Ni - 8Sn SolutionAnnealed, Cold Finished and Spinodal Hardened (TX TS)277AMS 4631Noncurrent CL E880401SAE Aluminum Bronze Rods, Bars, and Forgings 90.5Cu - 7.5Al - 1.95: StressRelieved278AMS 4633CL A031201SAE Bronze, Aluminum Silicon, Rods, Bars, and Forgings 90Cu - 7.0Al - 1.8SiDrawn and Stress Relieved (HR50)279AMS 4634CL B090301SAE Aluminum Bronze Bars, Rods, and Forgings 905Cu - 7.5Al - 1.9Si StressRelieved280AMS 4635CL F090701SAE Aluminum Bronze Bars, Rods, and Forgings 87Cu - 9Al - 3Fe StressRelieved281AMS 4640CV H110501SAE Aluminum Bronze, Bars, Rods, Shapes, Tubes, and Forgings 81.5Cu -10.0Al - 4.8Ni - 3.0Fe Drawn and Stress Relieved (HR50) or TemperAnnealed (TQ50)282AMS 4650DF M130201SAE Copper-Beryllium Alloy, Bars, Rods, Shapes and Forgings 98Cu - 1.9BeSolution Heat Treated TB00 (A)283AMS 4651CN C050701SAE Copper-Beryllium Alloy, Bars and Rods 98Cu - 1.9Be (CDA 172) HardTemper (TD04)284AMS 4674CN G060901SAE Nickel - Copper Alloy, Corrosion-Resistant, Bars and Forgings 67Ni - 30Cu- 0.04S Free Machining285AMS 4701CN G091001SAE Copper Wire, Oxygen-Free 99.95 (Cu+Ag) Annealed286AMS 4730CN G080701SAE Nickel-Copper Alloy Wire, Corrosion-Resistant 67Ni-31Cu Annealed (400) 287AMS 4765E990501SAE Braz Fill Mtl288AMS 4769F990501SAE Braz Fill Mtl289AMS 4770K990501SAE Braz Fill Mtl290AMS 4772J990501SAE Braz Fill Mtl291AMS 4774F990501SAE Braz Fill Mtl292AMS 4775CT J101001SAE Nickel Alloy, Brazing Filler Metal 73Ni - 0.75C - 4.5Si - 14Cr - 3.1B - 4.5Fe1790 to 1970 °F (977 to 1077 °C) Solidus-Liquidus Range293AMS 4776CT H101001SAE Nickel Alloy, Brazing Filler Metal 73Ni - 4.5Si - 14Cr - 3.1B - 4.5Fe (LowCarbon) 1790 to 1970 °F (977 to 1077 °C) Solidus-Liquidus Range294AMS 4777CT H101001SAE Nickel Alloy, Brazing Filler Metal 82Ni - 4.5Si - 7.0Cr - 3.1B - 3.0Fe 1780 to1830 °F (971 to 999 °C) Solidus-Liquidus Range295AMS 4786CN H090701SAE Gold-Palladium-Nickel Alloy, Brazing Filler Metal, High Temperature 70 Au- 8.0Pd - 22Ni 1845 to 1915 °F (1007 to 1046 °C) Solidus-Liquidus Range 296AMS 4787F000401SAE Gold-Nickel Alloy, Brazing Filler Metal, High Temperature 70Au - 8.0Pd -22Ni 1845 to 1915。
分切机操作说明书
分切机操作说明书(总44页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除A-2700高速数字分切机说明书杭州大华工控技术有限公司2011年07月目录一、前言 (3)二、技术参数 (4)技术参数 (4)分切机总体规格 (4)放卷部份 (6)对边系统 (7)主机部份 (7)收卷部份 (8)机器的操作位置 (8)机器的使用范围与约定用途 (9)三、安全措施 (10)安全措施及危险标志 (10)其它标志 (11)事故预防 (11)危险点 (12)四、搬运及安装 (13)安装位置及搬运说明 (13)安装说明 (13)机器在安装前的贮存 (13)安装步骤 (13)五、操作盘及主要部件说明 (14)放卷控制箱 (14)主控制盘 (15)侧/L侧控制盘 (18)其他操作盘 (19)分切装置 (19)压辊 (19)收卷臂 (19)展平辊 (20)废边处理装置 (20)六、触摸屏操作........................................ 错误!未定义书签。
开机画面 ......................................... 错误!未定义书签。
主操作画面 ....................................... 错误!未定义书签。
参数设定 ......................................... 错误!未定义书签。
内侧工位电机选择.................................. 错误!未定义书签。
收卷工艺.......................................... 错误!未定义书签。
放卷工艺 ......................................... 错误!未定义书签。
配方选择 ......................................... 错误!未定义书签。
色谱纯异丙醇技术参数 默克 -回复

色谱纯异丙醇技术参数默克-回复色谱纯异丙醇是一种高纯度的异丙醇,主要用于色谱分析和其他实验室应用。
默克是一家知名的化学试剂和实验室设备供应商,提供了高质量的色谱纯异丙醇产品。
本文将为您详细介绍默克的色谱纯异丙醇的技术参数,并解释其在实验室中的应用。
默克的色谱纯异丙醇具有许多优越的技术参数。
首先,它具有高纯度,可以达到99.9以上。
这意味着它几乎不含杂质,非常适合用于对杂质敏感的实验室应用,如色谱分析。
其次,默克的色谱纯异丙醇具有较低的水分含量。
水分是一个常见的污染物,可以影响实验结果的准确性和可重复性。
因此,低水分含量是确保实验准确性的关键要素。
此外,默克的色谱纯异丙醇还具有低残留物含量。
残留物是生产过程中残留的化学物质,可能对实验结果产生不良影响。
低残留物含量可以减少这种潜在风险,保证实验的准确度和可靠性。
默克的色谱纯异丙醇还具有较低的酸碱度。
酸碱度是指物质的酸性或碱性程度。
对于一些对酸碱度敏感的实验,较低的酸碱度可以确保实验环境的稳定性。
此外,默克的色谱纯异丙醇还具有良好的溶解性和挥发性。
溶解性是指一种物质在给定的溶剂中的溶解程度。
挥发性是指物质在常温下从液相转变为气相的能力。
这两个技术参数可以确保色谱纯异丙醇在实验过程中的稳定性和可靠性。
默克的色谱纯异丙醇广泛应用于许多实验室中。
首先,它常用于色谱分析。
色谱分析是一种用于分离和定量化合物的技术。
色谱纯异丙醇作为溶剂可以提供充足的分离效果,并确保实验结果的准确性。
其次,色谱纯异丙醇还可以用作反应溶剂。
在一些化学反应中,色谱纯异丙醇可以作为反应物的溶剂,提供适当的环境条件,促进反应的进行。
这对于一些需要高纯度反应条件的实验非常重要。
此外,色谱纯异丙醇还可以用作实验室中的常规试剂和溶剂。
由于其高纯度和优良的技术参数,它在实验室中的应用非常广泛。
无论是合成化学还是分析化学,色谱纯异丙醇都可以提供稳定和可靠的实验结果。
总之,默克的色谱纯异丙醇是一种高质量的试剂,具有许多优越的技术参数。
ELEPC纠偏系统说明书
E+L-EPC纠偏系统说明书本说明适用于德国E+L纠偏常规产品目录E+L-EPC纠偏系统说明书 (1)一、E+L-EPC纠偏系统总体说明 (3)二、E+L-EPC纠偏系统所需零件说明 (4)三、E+L-EPC纠偏系统机械安装说明 (5)3.1、控制器的安装 (5)3.2、电眼的安装 (5)3.2.1、通过EPC纠偏应用场合确认电眼安装位置 (5)3.2.2电眼的安装要求 (6)3.3、电机的安装 (6)3.3.1、确定电机型号 (6)3.3.2、确定电机机械中心 (7)3.3.3、调整电机机械中心 (7)3.3.4、安装电机 (7)3.4接近开关的安装 (7)3.4.1、接近开关感应片 (7)3.4.2、接近开关安装位置 (7)四、E+L-EPC纠偏系统配线说明 (10)4.1确认电压 (10)4.2、电机线布线要求 (10)4.3、E+L布线要求 (10)五、E+L-EPC纠偏面板说明 (10)六、E+L-EPC纠偏系统参数设定 (11)6.1、CAN网络群组地址设定 (11)6.1.1、RK4004地址设定 (11)6.1.2、FR5001电眼地址设定 (12)6.2、RK4004参数设定 (13)七、E+L-EPC纠偏系统试车 (15)八、E+L-EPC纠偏系统维护及故障说明 (15)8.1、EPC纠偏系统日常维护 (15)8.2、通过RK4004错误码信息来解决故障 (15)8.3、通过FR5001电眼错误码信息来解决故障 (16)九、附件 (17)附件一、电机尺寸图附件二、电机参数值附件三、EPC标准接线图纸附件四、RK4004控制板参数设定手册一、E+L-EPC纠偏系统总体说明我们将用一个电眼检测材料边缘来纠偏的纠偏系统称为EPC(Edge psoition control),以下简称EPC。
我们将用两个电眼检测材料中心来纠偏的纠偏系统成为CPC(Center position control),以下简称CPC。
EPC-DC2340操作说明

x4-1 可以实现其他功能
Seite 27
2020/3/25
设备地址介绍 设备地址设置原则:
2020/3/25
Seite 24
2020/3/25
Seite 25
2020/3/25
马达线配线 马达上回授板EK4002 配线接法:
简单总结: RK4004 的x2端子 与马达回授板上端 子1-6号 一一对应 屏蔽线接地处理
Seite 26
2020/3/25
配线 配线要求:
电源线 1 为+24v DC ,2 为 0v,3 为地线
2mm
近接開關與金屬片距離約2mm
位置为最佳,
金属片则由马达 金屬片
的反方向遮蔽
近接开关一半
馬達連接線插頭 (線長5M)
的位置
Seite 21
2020/3/25
近接开关的安装 安装要求:
1、铁片遮住近接开关一半 如图所示:
2、铁片固定螺孔需设计成长槽,便于调节铁片位置
Seite 22
2020/3/25
Seite 2
2020/3/25
控制器 DC2340
内设一块RK4004控制板 控制盒装有DO2000操作面板 外部带有CANBUS协议通讯插座,可与其他支持
控制器或与电脑通讯
Seite 3
2020/3/25
马达 驱动装置 AG 2491驱动器
Seite 4
2020/3/25
马达 AG 2591驱动器
LPC EPC CPC安装及调试
EPC 安装调试过程 EPC 安装调试过程
1、控制器、马达 、电眼、近接开关等设备确认 2、所需配线确认 3、马达的安装 4、近接开关的安装 5、所需线缆的安装 6、操作面板的介绍及使用 7、设备调试即马达初始化方法 8、3号功能参数的介绍及应用 9、I/O 端口的介绍及应用 10、常见故障及排除方法
亚硝酸乙酯-危险化学品安全标签

亚硝酸乙酯Ethyl nitrite 浓度或浓度范围:亚硝酸乙酯:100%
危险!
极端易燃气体。
吞咽有害。
皮肤接触有害。
吸入有害。
【预防措施】
——P210远离热源/火花/明火/热表面。
禁止吸烟。
——P264作业后彻底清洗。
——P270使用本产品时不要进食、饮水或吸烟。
——P280戴防护手套/穿防护服/戴防护眼罩/戴防护面具。
——P261避免吸入粉尘/烟/气体/烟雾/蒸气/喷雾。
——P271只能在室外或通风良好处使用。
【事故响应】
——P377漏气着火:切勿灭火,除非漏气能够安全地制止。
——P381除去一切点火源,如果这么做没有危险。
——P301+P312如误吞咽:如感觉不适,呼叫解毒中心/医生
——P330漱口。
——P302+P352如皮肤沾染:用水充分清洗。
——P312如感觉不适,呼叫解毒中心/医生
——P362+P364脱掉沾染的衣服,清洗后方可重新使用
——P304+P340如误吸入:将人转移到空气新鲜处,保持呼吸舒适体位。
【安全储存】
——P403+P235存放在通风良好的地方。
保持低温。
——P403+P233存放在通风良好的地方。
保持容器密闭。
——P405存放处须加锁。
【废弃处置】
——P501按当地法规处置内装物/容器。
请参阅化学品安全技术说明书
供应商:电话:
地址:邮编:
化学事故应急咨询电话:。
E+L-EPC纠偏系统说明书-2013

E+L-EPC纠偏系统说明书本说明适用于德国E+L纠偏常规产品目录E+L-EPC纠偏系统说明书 (1)一、E+L-EPC纠偏系统总体说明 (3)二、E+L-EPC纠偏系统所需零件说明 (4)三、E+L-EPC纠偏系统机械安装说明 (5)3.1、控制器的安装 (5)3.2、电眼的安装 (5)3.2.1、通过EPC纠偏应用场合确认电眼安装位置 (5)3.2.2电眼的安装要求 (6)3.3、电机的安装 (6)3.3.1、确定电机型号 (6)3.3.2、确定电机机械中心 (7)3.3.3、调整电机机械中心 (7)3.3.4、安装电机 (7)3.4接近开关的安装 (7)3.4.1、接近开关感应片 (7)3.4.2、接近开关安装位置 (7)四、E+L-EPC纠偏系统配线说明 (10)4.1确认电压 (10)4.2、电机线布线要求 (10)4.3、E+L布线要求 (10)五、E+L-EPC纠偏面板说明 (10)六、E+L-EPC纠偏系统参数设定 (11)6.1、CAN网络群组地址设定 (11)6.1.1、RK4004地址设定 (11)6.1.2、FR5001电眼地址设定 (12)6.2、RK4004参数设定 (13)七、E+L-EPC纠偏系统试车 (15)八、E+L-EPC纠偏系统维护及故障说明 (15)8.1、EPC纠偏系统日常维护 (15)8.2、通过RK4004错误码信息来解决故障 (15)8.3、通过FR5001电眼错误码信息来解决故障 (16)九、附件 (17)附件一、电机尺寸图附件二、电机参数值附件三、EPC标准接线图纸附件四、RK4004控制板参数设定手册一、E+L-EPC纠偏系统总体说明我们将用一个电眼检测材料边缘来纠偏的纠偏系统称为EPC(Edge psoition control),以下简称EPC。
我们将用两个电眼检测材料中心来纠偏的纠偏系统成为CPC(Center position control),以下简称CPC。
E+L莱默尔纠偏产品培训
Page 33
05.03.2013
E+L电眼 OL82相机安装附件
FS42/FS41 LED光源
Page 34
05.03.2013
Option table light transmitter FS 41/42
Active
Active light source
Light source length length FS
Seite 13
04.03.2020
Erhardt+Leimer Gmbh
E+L 产品铭牌
通过产品ID号(ID-Nr.)确定该物品的出厂时间,确认保修期范围。 通过订单号(Com)确认整机产品配置及出差时间。
Seite 14
04.03.2020
Erhardt+Leimer Gmbh
E+L电眼 FR 5001红外线电眼
7、 Java Canmon 软件的介绍及使用
Seite 4
04.03.2020
一、E+L 公司简介
链接:E+L 公司简介
莱默尔(杭州)机电设备有限公司 地点: 中国. 浙江. 杭州 24小时服务热线:137 581 68 189
Seite 5
04.03.2020
Erhardt+Leimer Gmbh
AG产品代码, 专指直流伺服电机
产品命名 事例
Seite 12
04.03.2020
Erhardt+Leimer Gmbh
E+L 产品铭牌 产品铭牌信息包括四部分组成:
产品型号(Typ);产品物料号(Nr.);产品ID 号(ID-Nr.);订单号(Com)。
通过产品型号(Typ)和产品物料号(Nr.),确定E+L产品的 具体型号。
RTV31 RTV60 RTV88双部分硅胶有机合成料数据表说明书

Technical Data Sheet RTV31DescriptionRTV31, RTV60 and RTV88 silicone rubber compounds are high temperature two-part silicone elastomers. They are supplied ready-to-use with a base compound and DBT (dibutyl tin dilaurate) as the standard curing agent. DBT is suitable for most applications, however other catalysts are available to facilitate deep section cure, faster cure and automated mixing.RTV31, RTV60 and RTV88 silicone rubber compounds differ primarily in viscosity in the uncured state.Key Features and BenefitsVariable work times and cure rates by adjusting the amount and type of curing agent Room temperature cureComposition free of solvents and solvent odorExcellent adhesion capabilities with primerExcellent release propertiesRetention of elastomeric properties at temperatures from -54°C (-65°F) up to 260°C (500°F) continuously, and up to 316°C (600°F) for short periods of timeTypical Physical PropertiesUNCURED PROPERTIES OF RTVBASECOMPOUNDSRTV31RTV60RTV88 Color Red Red RedConsistency PourableSpreadable PastePourableViscosity, cps25,00047,000880,000 Specific Gravity 1.42 1.48 1.47 UNCURED PROPERTIES OF RTVBASE WITH0.5% DBT CURING AGENT ADDEDRTV31RTV60RTV88 Work Time @ 25°C (77°F), hrs220.75 Cure Time @ 25°C (77°F), hrs242424 CURED PROPERTIES (0.5 wt. % DBTCuring Agentadded, cured 7 days at 25°C (77°F) and50% R.H.)RTV31RTV60RTV88MechanicalHardness, Shore A Durometer545758 Tensile Strength, kg/cm2 (psi)61 (870)70 (990)59 (830) Elongation, %170120120 Tear Strength, kg/cm (lb/in) 5 (29)7 (40)8 (42) Shrinkage, %0.60.60.6 ElectricalDielectric Strength, kv/mm (v/mil) (1.9mm thick)17 (430)17.7 (450)17.4 (440) Dielectric Constant @ 1000 Hz 4.44 4.3 Dissipation Factor @ 1000 Hz0.030.020.03Volume Resistivity, ohm-cm 1.6 x 10144.4x 10142.8 x 1014ThermalUseful Temperature Range,°C (°F) -54 to 260 -54 to 260-54 to 260( -65 to 500)(-65 to 500)(-65 to 500) Thermal Conductivity (W/m·K) 0.310.31 0.31Coefficient of Expansion, cm/cm, °C (in/in,°F)20 x 10-5(11 x10-5)20 x 10-5(11 x10-5)20 x 10-5(11 x 10-5)Specific Heat, cal/gm,°C (BTU/lb,°F )0.35(0.35)0.35(0.35)0.35(0.35)Potential ApplicationsTypical high temperature applications for these products include, but are not limited to:Potting and encapsulating electric motors and transformersFabrication of rubber partsCasting molds for low-melting point metalsRelease applications such as rubber rollersThermal insulationProcessing RecommendationsMixingSelect a mixing container 4 to 5 times larger than the volume of RTV silicone rubber compound to be used. Weigh out the RTV silicone rubber base compound and add the appropriate amount of curing agent. 0.5% DBT by weight will provide a work time or pot life of about one hour and a cure time of 24 hours. 0.5% DBT is the most commonly used concentration of curing agent for RTV31, RTV60 and RTV88 silicone rubber compounds. The pot life may be lengthened by using less DBT (as little as 0.1% DBT).MEASURING GUIDE FOR CURING AGENT ADDITIONRTV Weight Dibutyl Tin Dilaurate Concentration0.1%0.5%100 grams 5 drops25 drops454 grams (1 lb.)23 drops115 drops (2.27 grams)With clean tools, thoroughly mix the RTV base compound and the curing agent, scraping the sides and bottom of the container carefully to produce a homogeneous mixture. When using power mixers, avoid excessive speeds which could entrap large amounts of air or cause overheating of the mixture, resulting in shorter pot life.DeaerationAir entrapped during mixing should be removed to eliminate voids in the cured product. Expose the mixed material to a vacuum of 25mm (29 in.) of mercury. The material will expand, crest, and recede to about the original level as the bubbles break. Degassing is usually complete about two minutes after frothing ceases. When using the RTV silicone rubber compound for potting, a deaeration step may be necessary after pouring to avoid capturing air in complex assemblies.CuringUsing DBT curing agent at a level of 0.5%, these RTV silicone rubber compounds will cure in 24 hours at 25°C (77°F) and 50% relative humidity to form durable, resilient rubbers. Under these conditions a pot life of about one hour will typically be available for pouring and working with the catalyzed material. Pot life may be increased by refrigerating the mixed material at 0°C (32°F) after catalyzing.A choice of curing agents is available for use with RTV31, RTV60 and RTV88 silicone rubber compounds.CuringAgent CureSpeedCuring AgentConcentrationFeaturesDBT moderate0.1-0.5%standardSTO fast0.1-0.5%small volume applicationsRTV9811moderate5-10%good deep section cure suitable for automatic mixingRTV9950moderate5-10%suitable for automatic mixing RTV9910slow10%suitable for automatic mixingDeep Section CureIf these RTV silicone rubber compounds are to be used in deep sections at temperatures over 150°C (302°F), the cured product should be properly conditioned prior to service. Following room temperature cure of 1-3 days, a typical program would be eight hours at 50°C intervals from 100°C (212°F) to the service temperature. Longer times at each temperature will be required for larger parts or very deep sections.BondingIf adhesion is an important application requirement, RTV31, RTV60 and RTV88 silicone rubber compounds require a primer to bond to non-silicone surfaces. Thoroughly clean the substrate with a non-oily solvent such as naphtha or methyl ethyl ketone (MEK) and let dry. Then apply a uniform thin film of a suitable silicone primer such as SS4004 silicone primer and allow the primer to air dry for one hour or more. Finally, apply freshly catalyzed RTV silicone rubber compound to the primed surface and cure as recommended.General Considerations for UseWhile the typical operating temperature for silicone materials ranges from -45℃ to 200℃, the long-term maintenance of its initial properties is dependent upon design related stress considerations, substrate materials, frequency of thermal cycles, and other factors.Patent StatusNothing contained herein shall be construed to imply the nonexistence of any relevant patents or to constitute the permission, inducement or recommendation to practice any invention covered by any patent, without authority from the owner of the patent.Product Safety, Handling and StorageCustomers should review the latest Safety Data Sheet (SDS) and label for product safety information, safe handling instructions, personal protective equipment if necessary, emergency service contact information, and any special storage conditions required for safety. Momentive Performance Materials (MPM) maintains an around-the-clock emergency service for its products. SDS are available at or, upon request, from any MPM representative. For product storage and handling procedures to maintain the product quality within our stated specifications, please review Certificates of Analysis, which are available in the Order Center. Use of other materials in conjunction with MPM products (for example, primers) may require additional precautions. Please review and follow the safety information provided by the manufacturer of such other materials.LimitationsCustomers must evaluate Momentive Performance Materials products and make their own determination as to fitness of use in their particular applications.Contact InformationEmail*********************************TelephoneAmericas Latin America EMEAI- Europe, MiddleEast, Africa & IndiaASIA PACIFIC+1 800 295 2392 Toll free*+704 805 6946 Direct Number Brazil+55 11 4534 9650Direct NumberEurope+390510924300Direct numberChina800 820 0202Toll free+86 21 3860 4892Direct number*All American countries Mexico+52 55 2169 7670Direct NumberIndia, Middle East &Africa+ 91 44 71212207Direct number*Japan+81 3 5544 3111Direct number*All Middle Easterncountries, Africa, India,Korea+82 2 6201 4600For literature and technical assistance, visit our website at: DISCLAIMER:THE MATERIALS, PRODUCTS AND SERVICES OF MOMENTIVE PERFORMANCE MATERIALS INC. AND ITS SUBSIDIARIES AND AFFILIATES (COLLECTIVELY “SUPPLIER”), ARE SOLD SUBJECT TO SUPPLIER’S STANDARD CONDITIONS OF SALE, WHICH ARE INCLUDED IN THE APPLICABLE DISTRIBUTOR OR OTHER SALES AGREEMENT, PRINTED ON THE BACK OF ORDER ACKNOWLEDGMENTS AND INVOICES, AND AVAILABLE UPON REQUEST. ALTHOUGH ANY INFORMATION, RECOMMENDATIONS, OR ADVICE CONTAINEDHEREIN IS GIVEN IN GOOD FAITH, SUPPLIER MAKES NO WARRANTY OR GUARANTEE, EXPRESS OR IMPLIED, (i) THAT THE RESULTS DESCRIBED HEREIN WILL BE OBTAINED UNDER END-USE CONDITIONS, OR (ii) AS TO THE EFFECTIVENESS OR SAFETY OF ANY DESIGN INCORPORATING ITS PRODUCTS, MATERIALS, SERVICES, RECOMMENDATIONS OR ADVICE. EXCEPT AS PROVIDED IN SUPPLIER’S STANDARD CONDITIONS OF SALE, SUPPLIER AND ITS REPRESENTATIVES SHALL IN NO EVENT BE RESPONSIBLE FOR ANY LOSS RESULTING FROM ANY USE OF ITS MATERIALS, PRODUCTS OR SERVICES DESCRIBED HEREIN. Each user bears full responsibility for making its own determination as to the suitability of Supplier’s materials, services, recommendations, or advice for its own particular use. Each user must identify and perform all tests and analyses necessary to assure that its finished parts incorporating Supplier’s products, materials, or services will be safe and suitable for use underend-use conditions. Nothing in this or any other document, nor any oral recommendation or advice, shall be deemed to alter, vary, supersede, or waive any provision of Supplier’s standard Conditions of Sale or this Disclaimer, unless any such modification is specifically agreed to in a writing signed by Supplier. No statement contained herein concerning a possible or suggested use of any material, product, service or design is intended, or should be construed, to grant any license under any patent or other intellectual property right of Supplier covering such use or design, or as a recommendation for the use of such material, product, service or design in the infringement of any patent or other intellectual property right.The use of the “™” symbol designates registered or unregistered trademarks of Momentive Performance Materials Inc. or its affiliated companies. Momentive and the Momentive logo are trademarks of Momentive Performance Materials Inc.。
EPC-CPC安装及调试

其中
TYP AG 2591为马达型号, NR.为料号, s=+/-75mm为马达行程
Seite 16
2021/5/28
马达的安装 二、确认马达型号及行程后,查询下图:
AG2491
马 达 尺 寸 图
Seite 17
2021/5/28
马达的安装 AG2591
Seite 18
2021/5/28
马达的安装 AG2691
RK4004上操作面板使用 RK4004更改参数方法
1、确认 电压24v DC 后, 给RK4004上电,此时显示 2、按一下 SETUP 键
显示
Seite 30
2021/5/28
RK4004上操作面板使用 3、此时可通过 ▲ 、▼来选定设备,可进入0.1、0.2电
眼参数,对电眼参数进行设置
4、选定好设备地址后,按住SETUP 键不松手,再按▲ 或▼选定要进入的参数号,松开SETUP键后,显示的 值就是此参数号下的参数值,如 :进入3号参数,执 行3-42功能,按住setup键,通过▲ 、▼选择3,松开 setup键后,显示0,再按▲ ,到42,再同时按住 setup+ ▲ ,即执行3-42功能
2021/5/28
Seite 24
2021/5/28
Seite 25
2021/5/28
马达线配线 马达上回授板EK4002 配线接法:
简单总结: RK4004 的x2端子 与马达回授板上端 子1-6号 一一对应 屏蔽线接地处理
Seite 26
2021/5/28
配线 配线要求:
电源线 1 为+24v DC ,2 为 0v,3 为地线
如改25号参数为35: 按住setup不松手 按▲到25,松开setup键后,按▲到35后即更改成功
E+L-纠偏调试手册

成型机E+L-SVS纠偏系统安装调试手册目录:一,纠偏系统的组成二,纠偏系统的安装三,纠偏系统的配线四,纠偏系统的调试方法五,常见故障分析六,纠偏系统的区块图一、纠偏系统介绍成型机SVS定中纠偏系统零件:序号名称型号数量是否必须使用1 马达AG2591 1 必选2 电眼FR5001 2 必选3 电眼线 2.8m伸缩线 2 必选4 反光板左反光板/右反光板 2 必选5 接近开关PNP常开(倍加福) 1 必选6 接近开关座 1 可选/可不选7 控制器DC1340R 1 必选8 电眼安装支架VA5121 2 按照实际情况选择9 马达线6*0.75mm屏蔽线可选/可不选图1,马达外型图图2,电眼外型图图3,电眼线外型图图4 ,反光板外型图图5,接近开关外型图图6,接近开关固定座外型图图7,控制器外型图图8,电眼安装支架外型图二、纠偏系统安装1、马达安装方法首先将马达(马达料号:NR:230567)延长至机械长度(M=355mm)安装时,确认马达的机械中心与导正架(滑轨)的机械中心重合。
2、接近开关安装方法确认一下两点后再安装接近开关: A, 马达的机械长度M正好处在355mm。
B,导正辊处的滑块位于滑轨的中心处。
,安装方法:在马达机械长度(M=355mm)状态下,安装铁片边缘在接近开关中间位置,安装高度2-3mm 即可目的:在马达行进过程中,只有一次信号切换,通过计算与接近开关的位置,达到快速回中的目的3、系统配线见附件注意PLC输给E+L纠偏的控制信号与E+L纠偏的电源要共用零点三,纠偏的调试步骤检查E+L电源线和信号线是否为24VDC,确认没问题后,上电。
1、根据马达对RK4004设定参数(按照以下方法进行检查,若参数不对,则修改)首先、安装不松手,按一下,显示。
0,继续按,至显示。
3,然后松开,此时显示0,再按至42,完成解锁功能。
其次----设定参数(1)按住不松手,显示。
4 , E+L(2)按住不松手,按至13(纠偏灵敏度),松开,按将其至3.0(3)按住不松手,按至16(自动速度),松开,按至20(4)17参数为回中速度(5)按住不松手,按至24(电机方向),松开,按至1(6)按住不松手,按至25(电机总行程),松开,按至100(7)按住不松手,按至26(电机正行程),松开,按至30(8)按住不松手,按至27(电机负行程),松开,按至-30(9)按住不松手,按至34(编码器解析度),松开,按至8(10)按住不松手,按至35(减速比),松开,按至8(11)按住不松手,按至36(螺杆牙距),松开,按至5(12)按住不松手,按至48(最大电机转速),松开,按至2750(13)按住不松手,按至50(速度_P),松开,按至2.0(14)按住不松手,按至51(速度_I),松开,按至0.1(15)56 电流 4A(2.9时报警Err3)(16)按住不松手,按至57(电机电流),松开,按至2.9(17)按住不松手,按至81(马达极限信号),松开,按至2(18)按住不松手,按至83(回中开关信号),松开,按至-3(19)按住不松手,按至84(自动信号),松开,按至14(20)按住不松手,按至85(对中信号),松开,按至11(更改为15)(21)按住不松手,按至86(手动信号),松开,按至15(更改为11)(22) 97#参数0801(23)按住不松手,按至99(选择双电眼工作),松开,按至1(24)按住不松手,按至3,松开,按至10(给电机做初始化)(25)按住不松手,按此时,执行马达初始化,初始化后,按照上述方法,检查30,31号是否为0。
SHODEX离子色谱柱IC系列

SHODEX离子色谱柱IC系列目录Page 1.Shodex离子色谱柱- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 1 1-1. 色谱柱的选择- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 1 1-2. 规格- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 12.离子色谱的原理- - - - - -- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 23.阴离子分析- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4 3-1.抑制法- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4 3-2.非抑制法- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 94.阳离子分析- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 135.应用实例- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 15 5-1.环境领域- - - - - - - -- - - - - - - - - - - - - - - - - - - - - - - - - - - - - -15 5-2.食品领域- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -17 5-3.其它- -- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -18Shodex有各种规格的离子分析用色谱柱,请根据用途及所用仪器来选择色谱柱。