《生产与运作管理》chapter5
生产运作管理第五章

城市人口稠密,人才集中,交通便利,通讯发达,各种企业 聚集,协作方便,动力供应便利,资金容易筹集,基础设施 齐备。
缺点
地价昂贵,生活水平高,对环境保护要求高。
以下情况适于在城市设厂
(1)服务业;(2)工厂规模不大;(3) 占用空间少;(4) 对环 境污染小。
Company Logo
2400 2400
20
30 40 2200
16
22 30 1400
14
12 8 2600
Company Logo
各仓库的需求(台/月)
LOGO
Company Logo
具体步骤: 确定选址总体目标:是使选址决策能给组织带来最大化的 效益。 收集新建(或扩建)设施的各方面与选址有关的资料。如: 组织规模、生产能力、工艺流程、运输要求、“三废”处 理等。 识别选址的重要因素。如劳动力、市场或原材料等因素。 总目标影响因素初步筛选,确定候选的目标地区。 收集各候选目标地区资料,确定可供选择的具体地点。 采用选址评价方法,对备选具体地点进行评价。 确定具体地点。
2400 1800
51
27 15 2100
B
C 需求
27
45 2100
12
24 2100
24
9 2100
Company Logo
运输问题2:建工厂
现有工厂和 产能 备选工厂 (台/月) 到各仓库单位运费(元)
U 10
V 24
W 36
A
2800
B
X Y
2000
Company Logo
麦当劳的选址顺序 一、商圈的划分与选择 1.划分商圈 ①肯德基计划进入某城市,就先通过有关部门或专业调查公 司收集这个地区的资料。有些资料是保密的,有些资料需 要花钱去买。 ②规划商圈。 商圈规划采取的是记分的方法。 ③通过打分把商圈分成好几类,以北京为例,有市级商业型 (西单、王府井等)、区级商业型、定点(目标)消费型、 还有社区型、旅游型等等。 2.选择商圈 即确定目前重点在哪个商圈开店,主要目标是哪些。 综合考虑: 餐馆自身的市场定位, 商圈的稳定度和成熟度
(本科)生产与运作管理第五章教学课件

二、 评价选址决策的方法
【例5-2】某企业现有三个工厂:A、B和C。它们分别在不同的城市。该企业的两个仓库P和Q分 别位于不同的城市。仓库用来存放工厂生产的产品,随时供应用户。为了更好地为顾客服务,该企业 决定再设置一个新仓库。经过调查研究,该企业确定X和Y两个点可建仓库。有关资料如表5-3所示。
2.因素评分法 盈亏平衡分析法只是从经济上进行比较。如前所述,选址涉及多方面因素,有些因素是无形的、难 以量化的。全面比较不同选址方案是一个多目标或多准则的决策问题。 因素评分法可以按以下步骤进行分析:
二、 评价选址决策的方法
【例5-1】某企业有三个候选厂址:A、B和C。它们的经济因素相当。相关选址因素如表5-1所示,
二、影响选址的因素
(一) 经济因素
2
劳动力可获性 与费用
人口既是商品的市场,也是潜在的劳动力资源。劳动力是制造、加工、 装配、配送选址的首要考虑因素。对于劳动密集型企业,人工费用占产品成 本的大部分,因而必须考虑劳动力的成本。将工厂选在劳动力资源丰富、工 资低廉的地区可以降低人工成本。
凡使用粗工的企业,工人易于训练,可以随时招用,劳动力的可获性就 不是选址的条件。但是,随着现代科学技术的发展,只有受过良好教育的职 工才能胜任越来越复杂的工作任务,单凭体力干活的劳动力越来越不受欢迎。 对于需要大量具有专门技术员工的企业,人工成本占制造成本的比重很大, 而且员工的技术水平和业务能力又直接影响产品的质量和产量,劳动力资源 的可获性和成本就成为选址的重要条件。
第二节 选址的步骤及评价方法
一、 选址的一般步骤
步骤一 选择某一个国家
随着经济全球化进程不断加快,选址变得比以前更加复杂。许多企业都打算在国外 开设新的工厂,从而使选址决策跨越了国家的界限。选址决策通常是从选择一个打算开 展业务的国家开始的。
生产与运作管理(第二版)第五章课后习题答案
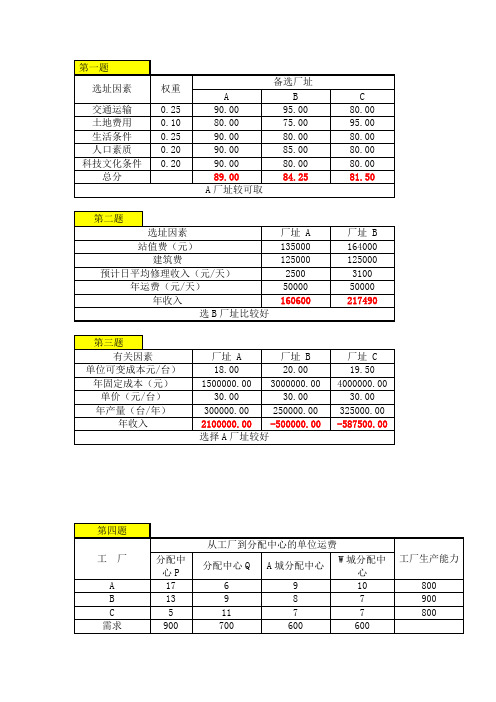
工厂生产能力
分配中心P
分配中心Q
A城分配中心
W城分配中心
A
17
6
9
10
800
B
13
9
8
7
900
C
5
11
7
7
800
需求
900
700
600
600
A城建最小运费
14300
从各分配中心配送的货物数量
A
0
700
0
700
B
100
0
600
700
C
800
0
0
800
900
700
600
W城建最小运费
21
1000
需求
600
500
550
550
X工厂最小运费
36150
从各工厂运送的货物数量
M1
600
0
0
600
M2
0
450
550
1000
M3
0
50
0
50
600
500
550
Y工厂最小运费
34350
从各工厂运送的货物数量
M1
600
0
0
600
M2
0
500
0
500
M3
0
0
550
550
600
500
550
最佳厂址为Y工厂
20.00
19.50
年固定成本(元
4000000.00
单价(元/台)
30.00
30.00
30.00
生产与运作管理(第五版)PPT5 第五章 制造资源计划
第三节 物料需求计划
一、物料需求计划的原理 (一)物料需求计划的概念 1.物料 2.物料需求计划 3.独立需求与相关需求 (二)物料需求计划的功能 (1)向生产和供应部门提供准确和完整的物料清单,包括它们的需要期限; (2)充分利用库存来控制进货量和进货时间,在保证满足生产需要的前提下最大限度地降低库存; (3)按产品的出产进度要求,并根据零部件的工艺路线和定额工时,提出对各时间周期内有关生产单位的生产能力 需要量计划; (4)能对物料项目做出优先顺序的安排,提出每一时间周期应予优先处理的项目,以保证生产活动始终按产品出产 进度计划的要求进行; (5)动态跟踪计划的实施,根据生产的实际进度、生产能力以及厂级计划的变化更新物料需求计划。 (三)物料需求计划的目标与指导思想 (1)最大限度地保证订货任务的按期完成; (2)提高库存管理的服务水平,最大限度地降低库存量,包括中间库存和在制品库存,以减少在库存上的资金积压; (3)提高计划的可靠性,实现均衡生产; (4)集成管理职能,提高管理效率。
第三节 物料需求计划
二、物料需求计划的组成 (四)库存文件 库存文件中的库存主要指的是半成品库和毛坯库等中间库存。 (五)订货(余额)文件 能作为独立需求项目的除了产品外,还包括直接用于销售的零部件。订货文件就是指 用户对备品备件和用于设备维修的零部件的订货记录。 (六)在制品文件 在制品文件即库存项目正处于加工过程的记录文件,包括加工数量与加工进度等信息。
第四节 闭环MPR
三、粗能力平衡计划 该计划是在物料需求计划以前进行,目的是通过对初步确定的主生产计划进行生产能力上的初
生产与运作管理(第五章)
取决于他所展示的知识或者所拥有的技能。 • 有效的激励制度最为有效。
• 激励制度是否有效,取决于三个因素 • 1、反映员工工作多样性的水平技能; • 2、反映工作计划和控制方面的垂直技能; • 3、反映质量和生产率的技能深度。
二、人员计划
• 运作经理考虑的人员计划就是制定员工政 策以应对(1)工作的稳定性;(2)工作 时间表。
1、工作稳定性政策
• 这一政策关注的是任一给定的时间内留在 公司中的员工数量。
(1)完全遵循需求
• 这一政策使得直接劳动成本取决于生产, 但是会导致其他成本。
• 其他成本有:招聘和解聘成本;保险成本; 诱使员工从事不稳定工作的奖励工资。
(二)工作扩展
• 近年来,人们从劳动专业化逐步向其他的方法, 以此提高员工工作生活质量水平。
• 1、工作扩大化;为现有工作添加所需技能相似的 任务;
• 2、工作轮换,允许员工从某个专门化工作转向另 外一个;
• 3、工作丰富化,将计划和控制等工作职能添加到 工作中;
• 4、员工授权,将一些专业负责的决策将付给普通 员工负责。
• 王经理于是要求生产部和采购部重新填写,并要 求财务总监尽早完成。
• 等了两天,未见有任何动静,王经理终于忍不住 找到了董事长汇报。
• 董事长说:“财务总监也没交?那你看如何办 呢”。
• 2013年4月24日1、2班
• 世界上有各种各样的组织文化,这些文化是如何 建立起来的?
• 运作经理面临哪些人力资源问题?
• 5、事故率增加。 • 6、现有技术不能进行工作扩展。
• 简而言之,工作扩展通常会增加成本,因 此要求公司具有竞争优势,工作扩展带来 的节省必须比它的支出要多。但是事实上, 实际情况往往并不是如此,所以在实际决 策中这个策略不太容易做出。
《生产与运作管理》教材案例分析参考

《生产与运作管理》教材案例分析参考第1章生产系统与生产管理概述讨论案例:总经理老李的新难题问题:1.描述新海湾公司生产系统的输入、输出与价值转化过程。
答:关于生产系统输入与输出关系,教材中已经介绍了,该案例的第一问题是要求学生用所学的概念分析新海湾公司的生产系统的输入与输出关系。
对于生产系统的输入与输出关系,读者要注意,书表1-1列举的典型企业的主要输入与输出外,还指出转化资源。
一般教科书(像本书的正文中所言)都只是把各种有用来生产产品或者提供服务的资源笼统称为生产系统的输入,没有说明转化资源,而本书表1-1 把生产系统的一部分输入--用加工的生产资料,单列出来称为资源,因此这跟其他教科书和正文所说的材料、劳动力、生产指令都叫输入并不矛盾,只是表1-1把一部分输入资源分列出来叫转化资源而已。
也就是说,在一般情况下,如果只是把生产系统简单分为输入与输出两部分的话,除了交付给顾客的产品与服务,其他的生产资源都可以叫输入。
但是如果要进一步区分生产系统的输入,做进一步的细分的话,则需要按照本书表1-1的做法进行区分。
我们可以用下面这个图直观表示,按照输入资源的来源,可分为内部输入与外部输入。
原料就是一种典型的外部输入,也是生产系统的主要输入,其他输入,比如资本、劳动力、工具与设备、生产指令等,则可以称为为内部输入。
在本书中,这些内部输入称为转化资源。
同样,在服务业中,例如医院,如果笼统地讲,病人与医生都是输入,但是按照表1-1的划分,我们只能把病人作为主要输入(外部输入),而医生与护士就是内部输入,而内部输入就是转化资源。
生产过程的输入,输出2.该公司的生产管理存在什么问题,需要做哪些改进?答:该公司的生产系统管理存在如下问题:(1)需求管理方面。
从表1-5可知,生产计划与销售存在矛盾,计划完成率低,这种现象与需求预测与订单管理有关。
因此该公司应该在需求预测与订单管理加强与销售部门的沟通与协调,做好需求管理工作。
生产与运作管理课件整理

生产与运作管理Production & Operations Management第一章基本概念 (2)第一节生产运作管理 (2)第二节生产运作的分类和生产类型 (4)第三节生产运作管理的发展历程 (6)第二章企业战略和运作策略 (7)第一节引言 (7)第二节生产运作策略 (8)第四章产品开发和技术选择 (11)第一节引言 (11)第二节产品设计 (13)第三节服务设计 (16)第四节生产流程设计与选择 (17)第五章生产和服务设施选址 (20)第一节选址的重要性和难度 (20)第二节影响选址的因素和选址的一般步骤 (20)第三节选址的评价方法 (23)第六章生产和服务设施布置 (26)第一节设备/设施布置决策 (26)第二节设施布置决策的定量分析 (29)第三节装配线平衡 (32)第四节非制造业的设施布置 (34)第八章综合生产计划 (35)第一节概述 (35)第二节能力计划 (38)第三节处理非均匀需求的策略 (43)第四节生产大纲的制定 (44)第五节产品生产计划的编制 (46)第六节收入管理 (53)第九章独立需求库存控制 (53)第一节库存管理的基本要素 (54)第二节库存的控制 (55)第三节库存问题的基本模型 (58)第四节随机型库存问题 (65)第十章 MRP与ERP (68)导言 (68)第一节 MRP原理 (69)第二节 MRP系统 (71)第三节 MRP的扩展 (76)第四节 MRP系统设计决策及应用中的技术问题 (81)第十六章质量管理 (83)第一节质量与质量管理 (83)第二节质量管理的发展过程 (84)第三节全面质量管理 (85)第四节质量控制的统计方法 (87)第五节 ISO 9000简介 (87)第一章基本概念第一节生产运作管理一、社会组织及其基本职能.社会组织是具有特定目标和功能的、社会化的生产要素的集合体。
.向社会输出产品和服务是社会组织赖以生存的基础,社会组织通过提供产品和服务为其他社会组织和居民服务。
《运营管理第五章》PPT课件课件
人员能力
人员数量 出勤率 劳动时间 劳动定额
设备能力
设备数量 完好率 开动率 运转时间 设备生产率
管理能力
工作态度 组织能力 管理效率
《运营管理第五章》PPT课件
4
生产能力的决定因素
▪ 资源(固定资产)的质量和数量。资源数量:生产面积、设备数量。 资源质量:生产设备的工作效率,生产面积可利用系数等。
能力利用率=平均产出率/生产能力
平均产出率和生产能力必须用相同的单位表示才有意 义。例如,一个汽车厂的生产能力为年产30万辆,平均产 出率为年24万辆,则利用率为80%。
能力缓冲 = 1 - 能力利用率
《运营管理第五章》PPT课件
21
5.3 能力规划与决策
能力规划按其目的而言,可分为长期计划和短期计划两种。
其中第6、第7道工序为3台机床,其余工序均为一台机床,求此流 水线的生产能力。
解:确定以t3为关键工序,因其加工时间最长(注上述第2、3两 道工序时间相同,可以任选一个进行计算),所以:
M=Fe·S/t3 Fe=300×8×60×0.9 M=300×8×60×0.9/3.54=36610件。
《运营管理第五章》PPT课件
▪ 计划期内的有效工作时间。生产能力一般以年度为计算单位。所以, 一年内可以利用工作时间是影响生产能力的重要因素。
▪ 加工对象的技术工艺特征。产品的技术工艺特征决定加工一件产品的 消耗时间,对应不同的产品,不同的加工方法,时间消耗是不同的。
▪ 流程组织与分工模式。包括:流程组织方式、分工模式通过对生产周 期、劳动者的技术及熟练程度、定额时间的消耗等影响生产能力。
《运营管理第五章》PPT课件
22
能力规划的步骤
长期能力计划实质是一个企业如何合理配置资源的问题。应 根据企业的发展战略、产品定位、竞争重点、运作流程策略 等因素决策,不同企业的决策方法会有所不同,但一般来说, 至少下述四个步骤是必要的: (1)预测、计算未来的能力需求。 (2)确定未来需求量与现有能力之间的差额。 (3)制定后选方案。 (4)方案的评价与选择。
生产与运作管理教材(PPT 59页)

三项基本职能
输入: 原材料
供应
生产
劳动力 资金 信息
转化 过程
能源
信息流
控制活动
资金流
销售
输出: 产品 服务
物流
生产:输入转化增值为输出的过程
23
典型的生产转换系统
企业 汽车厂 搬运公司 百货公司 会计事务所
餐馆 医院
主要投入
转换系统
原材料,外购零部件 经加工和装配作业将
,设备,工具, 投入转换成汽车
生产与运作管理 Production and Operations
Management
贺明明 hemm@
1
课程要求
平时成绩:作业+考勤+课堂表现
课
程
要
考试:闭卷
求
2
课程特点
1. 管理类专业的必修课程; 2. 理论与实践结合非常紧密,实践性和实用
性都很强; 3. 在所有企业管理领域中,生产管理是最复
14
最核心的三大职能
• 生产/运作(Production/Operations)
– 社会组织将其输入转化为输出的过程。
– 生产的两种形式: • 物质产品的生产(goods-oriented, tangible products) • 服务性产品的生产(service-oriented, intangible products)
4
课程目录
第一章 生产运作管理概述 第二章 企业战略和运作策略 第三章 产品/服务设计和技术选择 第四章 生产设施选址与布置 第五章 工作设计与作业组织 第六章 需求预测 第七章 生产计划 第八章 库存管理 第九章 物料需求计划 第十章 供应链管理 第十一章 制造业生产作业与控制 第十三章 项目计划管理 第十四章企业业务流程重构 第十六章 质量管理 第十七、十八章 先进生产方式
运作管理-张群生产与运作管理第三版chp5工作设计与业务流程再造220XX 精品

完成时间:下周三上课前
2 作业研究基本技术
(一)方法研究
(3)物流图
2 作业研究基本技术
(一)方法研究
2 作业研究基本技术
(一)方法研究
• 生产与运作管理核心理论及习题集王晶编著机械工业出版 社 2007
4
第五章 工作设计与业务流程再造
目录
工作设计与业务流程 再造
工作设计概述 作业研究基本技术 业务流程再造
本章重点内容
1 工作设计概述 Job design
1 工作设计概述
1 工作设计概述
1 工作设计概述
1 工作设计概述
(Where) 企业的地理
位置、 工作场所
何时做
(When) 工作开始和 结束的时间
为何做
(Why) 组织目标、 对员工的 激励目标
怎样做
(How) 绩效与 激励方法
最终目标结构
工作设计的几项主要内容
工作研究
完成了什么? (what)
何处做? (where)
何时做? (when)
由谁做? (who)
1 工作设计概述
1 工作设计概述
1 工作设计概述
2、工作设计中的心理因素
1 工作设计概述
工作设计的社会技术理论
社会技术理论(Sociotechnical Theory)是 由英格兰的特瑞斯特(Eric Trist)及其研究小 组首先提出来的。这种理论认为,在工作设计中 应该把技术因素与人的行为、心理因素结合起来 考虑。
做什么 何处做 何时做 何人做 如何做
培训课件:生产与运作管理共243页文档

谢谢!
243
26、要使整个人生都过得舒适、愉快,这是不可能的,因为人类必须具备一种能应付逆境的态度。——卢梭
▪
27、只有把抱怨环境的心情,化为上进的力量,才是成功的保证。——罗曼·罗兰
▪
28、知之者不如好之者,好之者不如乐之者。——孔子
▪
29、勇猛、大胆和坚定的决心能够抵得上武器的精良。——达·芬奇
▪
30、意志是一个强壮的盲人,倚靠在明眼的跛子肩上。——叔本华
培训课件:生产与运作管理
56、极端的法规,就是极端的公。 ——西 塞罗 57、法律一旦成为人们的需要,人们 就不再 配享受 自由了 。—— 毕达哥 拉斯 58、法律规定的惩罚不是为了私人的 利益, 而是为 了公共 的利益 ;一部 分靠有 害的强 制,一 部分靠 榜样的 效力。 ——格 老秀斯 59、假如没有法律他们会更快乐的话 ,那么 法律作 为一件 无用之 物自己 就会消 灭。— —洛克
60、人民的幸福是至高无个的法。— —西塞 罗
▪
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
总库
2
材料室
8
办公室
3
工具室
5 生产车间
6
更衣室
7
食堂
4
机修组
部门
1(1000平方米)
U
2(2000平方米)
E O I O A U O U U
3(2000平方米)
4(1000平方米)
5(1000平方米)
(1)在选择布置方案时,首先要编制“某系 统的各部门接近程度表”
部门 1 2 3 4 5 与其他部门的关系 U U E I U E O O O U I O A A O U U O U U 关系分数 2+5+4+2=13 2+3+3+2=10 5+3+6+3=17 4+3+6+2=15 2+2+3+2=9
•它们对短期运作的费用和效率有很大影响。
三、布置再设计最常见的原因:
1. 无效率的运作(例如,高成本,瓶颈):工厂布局
2. 意外事故;
3. 产品或服务设计上的改变; 4. 引入新产品或服务; 5. 产量或产出构成上的改变; 6. 方法或设备的改变; 7. 环境或其他法律要求的改变; 8. 情绪问题
二、车间布置:
生产车间通常由生产、辅助、 仓库、通道、管理、服务等部分组 成,其中生产部分又要根据生产过 程的要求,安排若干设备与工作地。
即要按一定的原则,正确确定 车间内部各组成单位(如工段、班 组)以及工作地、设备之间的相互 位置。
要求:
1)设备和工作地的布置应尽可能符合生 产过程的流向和工艺顺序,使加工路线 最短,便于物料运输,避免物流上的迂 回,曲折或倒流;
6
8
Step2: 成本矩阵——第一个解决方案
1 1 2 3 4 5 6 2 3 4 5 6 7 8
175
50
0
60
400
60
75
0
100
17
150
88 20
180
125 5 0
240
198 0 180 374
270
360 50 187 103
7
8
7
Step3:研究如何规划车间的位置以降低成本
• 在流程图和成本矩阵的基础上,将车间1和6安排在一起 以降低他们之间的运输成本是合理的。
典型的布置形式
• 工艺专业化
切 割 切 割 切 割 铣 磨 铣 铣 铣 磨
钻 钻 钻
镟床 装配及 测试 磨床
钻床
电镀
部门B 部门A 部门C 部门D
部门E
带有部门工作中心的典型工艺原则布置
典型的布置形式
固定布置:特点是加工对象保持不动, 而工人、设备和物料却围绕着加工对象 移动,完成生产过程,适用于特大笨重 或受其他一些因素影响不同或不便移动 的产品,如飞机制造、造船或大楼、大 坝等大型建设项目。定位布置要求工人、 设备、物料随生产过程的需要到达待加 工的产品处,所以设计要重点考虑它们 运送路线、方式与时间的控制,不能堵 塞工地。
• 注意:在这个例子中,允许对角线移动。所以车间2和3 或者3和6之间都是相邻的。
1 3 5 7 80 2 4 160 6 8
Step1:以年流动量表示的车间流程图
25 20 30 1 50 200 175 75 17 2 100 90 90 80 4 5 20 125 103 25 3 88 5 99 180 187 180 374 7 7
2)充分、合理地利用车间面积;
3)便于工人作业,留有足够面积供工人 走动、操作、放置工具物品,物流运送 与走行通道分开,工作环境符合采光、 照明、卫生、防污染等要求。
车间布置类型:
•按对象布置(Product Layout):产品原则 布置。
•按工艺布置(Process Layout):机群式布置
四、设施布置的基本问题:
产品的结构与工艺
企业的生产专业化和协作水平
1.应包括哪些经济活动单元? 企业的生产规模和技术水平
2.每个单元需要多大空间?
3.每个单元空间的形状如何?
4.每个单元在设施范围内的位置?
第2节 厂区/车间布置
一、厂区布置:即对构成企业的生产单位作平面或 立面布置,是在选定厂址、确定生产单位构成之 后进行的一项重要的生产空间组织工作 1、目标 • 最短的运输路线 • 最大的灵活性 • 最有效的面积利用 • 最良好的工作环境 • 最合理的发展余地
1 200
3
5 374
7
2
90 100
6
4
25 103
8
修改后的成本矩阵,成本高出262元
1 1 2 3 4 5 6 2 3 4 5 6 7 8
175
50 0
0 200 17
60 150 88 20
200 90 125 5 0
60 240 198 0 180
75 270 360 25 187
748
U
X
作业相关法:快餐店布置
• 绝对重要 A: • 1-2 1-3 3-5 2-6 4-6 5-6 • 最多A的是 6 2 • 不予考虑 X: 1 3 • 1-4 3-6 3-4 部门1 部门2 • 最多X的是3、4
4 6 5 部门6
部门3 部门5 部门4
例如:一个小型工厂的生产、辅助、服 务等八个部门的相互关系表图如下:
(2)选取关系分数最高的部门(部门3) 开始布置,再选出与他关系最密切的部门 (部门4),可布置如下图。本例中布置用 的样片为1000平方米,部门3为2000平方米, 所以需用两块样片。
4 3 3
(3)找出与已选部门(如部门3和4)关系 最密切的部门,按A、E、I、O、U的顺序来 选。如果有两个或两个以上同样关系程度 的部门则比较它们的关系分数,优先布置 关系分数最高的部门。
影响因素 2、影响因素 是什么? • 生产类型和生产规模 • 地形地貌、地质条件 • 生产单位的构成数量与规模 • 外部环境条件,如公路、铁路、河 流等 • 企业远景发展 • 环保等
3、方法 • 物料运量图法 • 作业相关图法: • 计算机平面布置规划法 • 模型法:
物料运量图法步骤:
1根据原材料、在制品在生产过程中的流 向,初步布置各个生产车间和生产服务单 位的相对位置,给出初步物流图。 2统计车间之间的物料流量,制定物料运 量表。 3按运量大小进行初试布置,将车间之间 运输量大的安排在相邻位置,并考虑其它 因素进行改进和调整。
1总 库
2材料室 3工具室 4机修组 5 生产车间 6更衣室
7食
堂
8办公室
A O A A E I O
O O A U E X
O A U U E
I U U U U O U O U O
第一步:将相关图中各部门间的接近 程度列入方块图中
1. 总库 2.材料库 3.工具库 4.机修库
A—2 I—5 O—3,4,8 U—6,7
优点:5个操作者可以减为4个
典型的布置形式
工艺专业化原则布置:
按工艺原则布置车间是将同类生产设备集 中布置在一起,组成一个工作中心,对产 品进行相同工艺的加工,适用于多品种中 小批量生产。不同的产品要求选择不同的 工艺路线,进度安排以及运输路线。为了 提高效率,这类布置的重点是确定设备和 工作地的相对位置,使运输距离最短、运 输费用最小、时间最少。厂区布置方法也 适用于这类车间布置。
•固定式布置 (Fixed Position Layout)加工对象
不动,人员、设备等流动 混合布置在工艺原则基础上,局部采用对象原则; 在对象原则基础上,局部采用工艺原则.
典型的布置形式
M1 M3
M2 线切割 车
M4 铣 入 口
钻
铣
产 品 原 则 布 置
焊接
磨
油漆
出 口
缺点:直线型生产线很难平衡
用同样的方法再布置部门2 和部门5,最 后可得出如下图的结果:
2 2 4 3 1 3
5
3)样片和模型布置法 (Samples and Models)
这种布置方法就是把工厂中的某一厂房或某一 车间、工段内所需要布置的各种机器设备、通道和 其他设施,按1/100的比例,用硬纸板剪成样片, 按照应该占用的面积,适当地试布置在同一比例的 建筑蓝图上。对于工厂总平面布置图和建筑物、构 筑物样片可采用1/1000的比例。由于规模的不同, 采用的比例可以适当放大和缩小。如果需要更形象 化,可以采用适当比例的立体模型,使空间关系更 加明显清楚。
车间之间的物料流动
1 2 3 4 5 6 7 8
1
2 3 4 5
175
50
0
0
100 17
30
75 88 20
200
90 125 5 0
20
80 99 0 180
25
90 180 25 187
6
7 8
374
103
7
• 现有工厂空间的大小如下图所示。 • 假设我们要对8个车间的位置进行设计,以使相互间的 物料运输成本最小。为了简化问题,假设所有车间占地 面积相同(40米*40米)
206
7
7
8
改进方案
• 在许多可能的修改方案中,我们仅仅互换了两个车间的 位置,实际上共有8!种可能方案。 • 假设我们确实得到一个好的降低物料运输成本的方案, 如下图:
小型玩具 组装 5 金属成形 车间 3 机械组装 车间 8 塑膜冲压 车间 2 收发车间 1 缝纫车间 4 大型玩具 组装 6 喷漆车间 7
各生产单位平面布置图
6
3
4
1
2
5
• 例如,生产小批量玩具的工厂中,有收发车 间(1)、塑膜和冲压车间(2)、金属成形车间 (3)、缝纫车间(4)和喷漆车间(7)负责生产, 组装车间负责装配包括小型玩具组装(5)、大 型玩具组装(6)和机械组装车间(8)。 • 假设单位货物在相邻两车间的运输成本为1 元,其间每增加一个车间就增加1元。下图 为第一年车间之间的预计工作量。