FCP-642 CP6 各功能键操作表
CP6操作培训(下)

3.9 指令层体系(command hierarchy)以下树状图分别列出“CP642” & “CP643” 系统内整个指令层结构。
CP642CP6433.10机台操作3.10.1 MODE:生产模式切换。
PATH:AUTO→MODEPRODUCT:生产模式。
SIMULATE:仿真生产模式(PCB板进入置件Table ,仿真生产状态)。
IDLE:仿真生产模式(不置件)。
3.10.2 SKIP PCB:生产多连板时如有NG之PCB可单独SKIP该PCB生产。
Path:PROGRAM→SKIPFirst Display AreaB 1 PB 2 PB 3 PB 4 PB 5 SP:可生产之PCBS:SKIP PCB3.10.3 OFFSET:生产中针对D-Table 吸料位置做补偿Path:Program→Device→Offset进入画面后选定需调整之站别按下“DATA INPUT’ 后,再进入自动生产时,D-Table 之值会依Camera 辨识出之零件吸取位置做自动补偿修正。
3.10.4 RECOVERY:Nozzle 吸料异常之可容许次数设定。
Path:SET→STATUS→RECOVERYTIMES:设定次数。
CHANGE:可选择Auto-recovery,Error stop,Error pass三种模式设定。
Auto-recovery:依设定次数将异常之Nozzle Skip。
Error stop:Error发生时机台立刻停止。
Error pass:Error 发生时依旧生产。
3.10.5 PASS:机台设定为ConveyorPath:SET→STATUS→PASS6 I/O:机台各轴强制动作(OUT)及Sensor讯号显示(IN)。
Path:SET→MAUNAL→I/O3.10.7 VISION:机台Camera 开启功能设定。
Path:SET→MAUNAL→VISION→TRACK进入画面如下图:主要可供选择部份:a、R esult:打开此功能时Camera可依零件之Database 设定将Nozzle及零件本体显现于屏幕上做为检测吸料状况判别。
(完整版)FCP常用 快捷键
Mac 常用快捷键Command +I 显示简介Command +Option+I 显示文件夹简介Command+W 关闭窗口Command+Q 退出运行的程序Command +Option+Esc 强制退出Command +Shift+3 全部捕图Command +Shift+4 选择性捕图Command +空格转换输入法Command +C 复制Command +V 粘贴Command +A 全选Command +Delete 删除文件Command+Shift+Delete 清空回收站Ctrl+鼠标中键上下滚动可调整显示画面的大小推出移动硬盘: 直接将移动硬盘的图标拖拽到回收站即可。
Final Cut Pro 常用快捷键Command +8 打开记录和采集窗口 Esc 退出采集进程Command +Shift +8 打开记录和传输窗口Command +S 保存工程文件Command +Shift+S 另存储工程文件Command +O 打开已保存的工程文件Option+H 键盘布局(可查看快捷键)Command +W 关闭窗口Command+Q 退出程序Command+H 隐藏正在运行的程序的窗口Command +Option+Esc 强制退出程序Command +I 导入素材文件Shift+H 在浏览器中切换四种显示模式Command+B 新建媒体夹Command+N 新建序列(调用素材到时间线上时,注意查看序列设置和素材设置是否相符,如果不相符,可能会出现需要渲染的情况)Command +R 范围渲染Option +R 全部渲染Option+P 播放每一帧(不想渲染时,可用此法回放)Command+Z 撤销到上一步Command +X 剪切Command +C 复制Command +V 粘贴Command +A 全选Command +J 调整速度Command +Option+L 调整声音大小Command +Option+W 打开音频波形Shift+N 出静帧Ctrl+Z 查看是否亮度溢出P 钢笔工具C 裁切工具B 单轨刀片BB 多轨刀片Ctrl+V 在播放头处增加剪辑点N 打开或关闭吸附Shift+L 打开或关闭视音频的链接Option+↑使选择的视/音频媒体运动到上面的轨道(垂直,不会左右偏移)Option+↓使选择的视/音频媒体运动到下面的轨道(垂直,不会左右偏移)Command +T 添加默认转场粘贴属性 Option+V关于设置:Command +0 显示序列属性(即序列设置,可调整当前序列的属性) Command +9 显示素材的属性Ctrl+Q 打开简易设置(改变设置后,会在新建的序列上起作用。
PSP642使用说明书V2.0

1.1 面板布置................................................................................................................................................................................ 1 1.2 键盘简介................................................................................................................................................................................ 2 1.3 信号灯简介............................................................................................................................................................................ 3 1.4 串行接口................................................................................................................................................................................ 4 1.5 操作区简介............................................................................................................................................................................ 4 1.6 出厂铭牌................................................................................................................................................................................ 5 1.7 背板及端子简介 ................................................................................................................................................................... 6
PSP642技术使用说明书V2.06

PS 640 系列产品采用防水、防尘、抗振动设计,适合安装于开关柜等环境条件较为恶劣 的现场运行。机箱面板采用先进的工业美学设计,使用方便,倍感亲切。
(idt IEC 60255-21-1:1988) 碰撞和地震试验 第一章:振动试验(正弦波)
GB/T 16836-1997
量度继电器和保护装置安全设计的一般要求
GB/T 17626.2-1998 电磁兼容 试验和测量技术 静电放电抗扰度试验
GB/T 17626.3-1998 电磁兼容 试验和测量技术 射频电磁场辐射抗扰度试验
·声 明·
声明
国电南京自动化股份有限公司的所有 PS 系列数字式保护及自动化产品符合严格的技术 标准,经得起恶劣的现场工作环境的考验,综合技术指标处于国内领先水平。
公司拥有一大批具有丰富的数字式保护及自动化产品开发经验的科技人才,承诺对用户 常年 24 小时的技术支持,您尽可以信赖国电南京自动化股份有限公司的产品。
6 定值及整定说明 ...........................................................................................................................27 6.1 PSP 642 数字式备用电源自投装置整定值清单及说明..........................................................27 6.2 PSP 642 数字式备用电源自投装置软压板清单及说明..........................................................29
PSP642备自投装置1

PSP 642数字式备用电源自投装置技术说明书使用说明书V2.06国电南京自动化股份有限公司2003年11月* 本公司保留对此说明书修改的权利请注意最新版本资料* 由国电南自技术部监制第一部分技术说明书目次1装置简介 (1)2技术参数 (3)2.1额定参数 (3)2.2主要技术性能 (3)2.3绝缘性能 (4)2.4电磁兼容性能 (4)2.5机械性能 (5)2.6环境条件 (5)3装置硬件 (7)3.1机箱结构 (7)3.2交流模件 (7)3.3CPU模件 (8)3.4电源模件 (10)3.5逻辑及跳闸模件 (10)3.6人机对话模件 (11)4功能说明 (12)4.1逻辑可编程备投原理 (12)4.2典型备用电源自投方式 (14)4.3辅助功能 (24)4.4数据记录 (25)5与变电站自动化系统配合 (26)6定值及整定说明 (27)6.1PSP642数字式备用电源自投装置整定值清单及说明 (27)6.2PSP642数字式备用电源自投装置软压板清单及说明 (29)声明恭喜您购买了国电南京自动化股份有限公司的数字式保护及自动化产品数字保护及自动化技术的国内领先者所有国电南京自动化股份有限公司的PS系列数字式保护及自动化产品符合严格的技术规范和ISO 9001产品质量标准经得起恶劣的现场工作环境的考验拥有丰富的数字式保护及自动化设备的开发经验对用户常年24小时的技术支持您尽可以信赖国电南京自动化股份有限公司的产品PS系列产品采用完全汉化的显示技术人机界面友好使您免除查找说明书操作的烦恼每款产品均配置了基于PC机调试界面的接口结合本公司提供的Psview调试软件包大大改善了现场调试手段PS 640系列产品采用防水防尘抗振动设计适合安装于开关柜等环境条件较为恶劣的现场运行机箱面板采用先进的工业美学设计使用方便倍感亲切通过尽心的研究和设计新一代数字式保护及自动化产品具有如下特点大资源高起点摩托罗拉32位单片机技术使产品的稳定性和运算速度得到保证保护采用14位的A/D转换器可选配的专用测量模块其A/D转换精度更是高达24位各项测量指标轻松达到配置以大容量的RAM和Flash Memory可记录8至50个录波报告记录的事件数不少于40次可独立整定16套保护定值定值切换安全方便高精度的时钟芯片并配置有GPS硬件对时电路便于全系统时钟同步配备高速以太网络通信接口并集成了IEC 60870-5-103标准通信规约现场免维护概念尽心的电气设计整机无可调节器件高等级品质保证的元器件选用优异的抗干扰性能组屏或安装于开关柜时不需其它抗干扰模件防水防尘抗振动的机箱设计完善的自诊断功能安全标准PSP 642型数字式备用电源自投装置符合各种安全标准GB/T 7261-2000 继电器及继电保护装置基本试验方法GB/T 9361-1988 计算站场地安全要求GB/T14537-1993 量度继电器和保护装置的冲击和碰撞试验GB/T 17626.21998 电磁兼容试验和测量技术静电放电抗扰度试验GB/T 17626.31998 电磁兼容试验和测量技术射频电磁场辐射抗扰度试验 GB/T 17626.41998 电磁兼容试验和测量技术电快速瞬变脉冲群抗扰度试验 GB/T 17626.51999 电磁兼容试验和测量技术浪涌冲击抗扰度试验GB/T 17626.61998 电磁兼容试验和测量技术射频场感应的传导骚扰抗扰度 GB/T 17626.81998 电磁兼容试验和测量技术工频磁场抗扰度试验GB/T 17626.91998 电磁兼容试验和测量技术脉冲磁场抗扰度试验GB/T 17626.101998 电磁兼容试验和测量技术阻尼振荡磁场抗扰度试验GB/T 17626.121998 电磁兼容试验和测量技术振荡波抗扰度试验GB 92541998 辐射发射限值试验GB 16836-1997 量度继电器和保护装置安全设计的一般要求IEC 60255-21-11988 电气继电器第21部分量度继电器和装置的振动冲击碰撞和地震试验第一章振动试验正弦1装置简介PSP 642型数字式备用电源自投装置是PSP 641改进型(增加两组电压)它以PS系列保护的通用硬件为基础继承了该硬件平台大资源高起点的特点备用电源自投功能的实现采用图形化逻辑可编程的方式可灵活实现各种备投方案适用于各种电压等级的备用电源自动投入控制本产品基本配置为两个CPU模件,其一为由32位微处理器构成的保护及自动化功能单元,该单元配置了大容量的RAM和Flash Memory,具有极强的数据处理逻辑运算和信息存储能力另一CPU由总线不出芯片的单片机构成通用的人机接口单元两个CPU模件之间相互独立无依存关系各种保护功能及自动化功能均由软件实现装置的特点本系列产品其保护及自动化功能均采用基于图形化界面的逻辑可编程的方式实现采用逻辑可编程方式构成的定型产品其功能配置能够满足多数用户的要求如对功能配置有不同要求修改工作可以在短时内完成所有产品的功能配置在出厂前已由本公司完成不增加用户额外的工作量采用此种方式有以下优点其一缩短了相关产品的开发周期产品功能的拓展也更为快速方便其二由于功能配置的变化不需修改软件系列产品的核心构成不但在硬件上而且在软件上彻底模块化平台化增强了产品品质的可信赖性简单灵活可靠三者得到完美的统一此外本系列装置还具备如下特点1完备的功能配置z产品内部集成了分段或桥开关备投线路开关备投变压器备投等多种方案用户只需选择备投方式并整定简单的定值即可达到预定要求z快速可靠形成特殊备投方案z可加载的电流电压保护2一体化的设计z兼有遥测遥控遥信功能z产品内自带一个操作回路不需附加其它设备即可直接跳合本地开关z真正的防水防尘抗振动设计适合安装于开关柜等环境条件较为恶劣的现场运行3人性化设计z产品采用全汉化液晶显示及打印人机界面清晰易懂z实时显示及传送各种运行状态及数据便于当地及远方巡检z面板配置有RS 232接口可接至PC机进行人机对话操作配备计算机界面的调试与分析软件大大丰富了调试手段z可独立整定16套保护定值定值切换安全方便4大资源z保护功能模件CPU的核心为32位微处理器配置以大容量的RAM和Flash Memory 使本产品具有极强的数据处理逻辑运算和信息存储能力Flash Memory中可记录的录波报告为8至50个可记录的事件数不少于40次这些信息在装置掉电后不会丢失z保护采用14位的A/D转换器可选配的专用测量模块其A/D转换精度更是高达24位各项测量指标轻松达到z配置了充足的开关量输入端方便外部遥信量的接入z设置了高精度的时钟芯片并配置有GPS硬件对时回路便于全系统时钟同步z配备高速以太网络通信接口并集成了IEC 60870-5-103标准通信规约5高可靠性z产品具有优异的抗干扰性能顺利通过IEC 60255-22-4标准规定的IV级4kV10%快速瞬变干扰试验IEC 60255-22-2标准规定的IV级空间放电15kV接触放电8kV静电放电试验z组屏或安装于开关柜时不需其它抗干扰模件6透明化z记录内部各元件动作行为和录波数据z记录各元件动作时内部各计算值z可将数据在Psview软件上分析内部各元件动作过程7免调试概念z在采样回路中选用高精度高稳定的器件保证正常运行的高精度避免因环境改变或长期运行而造成采样误差增大z完善的自检功能满足状态检修的要求z产品中无可调节元件无需在现场调整采样精度大大提高运行稳定性2技术参数2.1额定参数2.1.1额定直流电压 220V或110V订货注明2.1.2 额定交流数据a) 交流电压 100Vb) 交流电流 5A或1Ac) 额定频率 50Hz2.1.3 功率消耗a) 直流回路正常工作时不大于25W动作时不大于40Wb) 交流电压回路每相不大于0.5VAc) 交流电流回路额定电流为5A时每相不大于1VA额定电流为1A时每相不大于0.5VA 2.1.4 状态量电平CPU及通信接口模件的输入状态量电平 24V18 V30V GPS对时脉冲输入电平 24V18 V30V各CPU输出状态量光耦输出允许电平24V18 V30V驱动能力 150mA2.2主要技术性能2.2.1采样回路精确工作范围10误差电压0.4 V120V电流0.08In20In2.2.2 接点容量信号回路接点载流容量 400VA信号回路接点断弧容量 60VA操作回路接点载流容量 1100VA(不断弧)2.2.3分段跳合闸电流断路器跳闸电流 0.5A5A订货注明断路器合闸电流 0.5A5A订货注明2.2.4各类元件精度电流元件 <±5%电压元件 <±5%时间元件 <±20ms2.2.5 动作时间(包括继电器固有时间)瞬时出口的固有动作时间 <50ms2.3绝缘性能2.3.1 绝缘电阻装置的带电部分和非带电部分及外壳之间以及电气上无联系的各电路之间用开路电压500V 的兆欧表测量其绝缘电阻值正常试验大气条件下各等级的各回路绝缘电阻不小于50M2.3.2 介质强度在正常试验大气条件下装置能承受频率为50Hz信号输入端子对地电压为500V其他回路对地电压为2000V,历时1分钟的工频耐压试验而无击穿闪络及元件损坏现象试验过程中任一被试回路施加电压时其余回路等电位互联接地2.3.3 冲击电压在正常试验大气条件下装置的电源输入回路交流输入回路输出触点回路对地以及回路之间能承受1.2/50µs的标准雷电波的短时冲击电压试验开路试验电压5kV2.3.4 耐湿热性能装置能承受GB/T 7261-2000第20章规定的湿热试验最高试验温度+40最大湿度95%试验时间为48小时的恒定湿热试验在试验结束前2小时内根据2.3.1的要求测量各导电电路对外露非带电金属部分及外壳之间电气上不联系的各回路之间的绝缘电阻不小于1.5M介质耐压强度不低于2.3.2规定的介质强度试验电压幅值的75%2.4电磁兼容性能2.4.1 静电放电抗干扰度通过GB/T 17626.21998标准静电放电抗干扰4级试验2.4.2 射频电磁场辐射抗干扰度通过GB/T 17626.31998标准射频电磁场辐射抗干扰度3级试验2.4.3 电快速瞬变脉冲群抗扰度通过GB/T 17626.41998标准电快速瞬变脉冲群抗扰度4级试验2.4.4 浪涌冲击抗扰度通过GB/T 17626.51999标准浪涌冲击抗扰度3级试验2.4.5 射频场感应的传导骚扰度通过GB/T 17626.61998标准射频场感应的传导骚扰度3级试验2.4.6 工频磁场抗扰度通过GB/T 17626.81998标准工频磁场抗扰度5级试验2.4.7 脉冲磁场抗扰度通过GB/T 17626.91998标准脉冲磁场抗扰度5级试验2.4.8 阻尼振荡磁场抗扰度通过GB/T 17626.101998标准阻尼振荡磁场抗扰度5级试验2.4.9 振荡波抗扰度通过GB/T 17626.121998标准振荡波抗扰度4级试验2.4.10辐射发射限值试验通过GB92541998标准辐射发射限值A类试验2.5机械性能2.5.1 振动装置能承受GB 7261-2000中16.3规定的严酷等级为I级的振动耐久能力试验2.5.2 冲击装置能承受GB 7261-2000中17.5规定的严酷等级为I级的冲击耐久能力试验2.5.3 碰撞装置能承受GB 7261-2000第18章规定的严酷等级为I级的碰撞能力试验2.6环境条件a) 环境温度工作-5+40 -20+55根据合同要求贮存−25+70在极限值下不施加激励量装置不出现不可逆的变化温度恢复后,装置应能正常工作b) 相对湿度5%95%产品内部既不应凝露也不应结冰c) 大气压力66kPa110kPa海拔高度3500m以下d) 周围环境装置的使用地点应无爆炸危险无腐蚀性气体及导电尘埃无严重霉菌无剧烈振动源不允许有超过发电厂变电站正常运行范围内可能遇到的电磁场存在有防御雨雪风沙尘埃及防静电措施场地安全要求应符合GB 9361-1988中B类的规定接地电阻应符合GB/T 2887-2000中4.4要求装置使用地点的地震烈度应不大于8度3 装置硬件本装置在总体设计及各模块设计上均充分考虑了可靠性的要求在程序执行信号指示通信等方面均给予了详尽的考虑经试验在本装置任何端子上实施4kV瞬变干扰脉冲在装置任何部位实施15kV空间静电放电干扰或8kV接触静电放电干扰本装置未出现CPU复位未出现异常信号或异常液晶信息显示保护不拒动不误动远高于国家标准要求由于本装置在抗干扰能力上有充分的考虑故本装置组屏或安装于开关柜上时不需安装另外的交直流输入抗干扰模件3.1 机箱结构机箱外形尺寸及开孔尺寸参见说明书后的附图装置采用整面板形式面板上包括汉化液晶显示器信号指示灯操作键盘等面板靠下部位的运行操作区还设置了手动分闸合闸开关及用于区分就地与远方操作等功能的切换开关安装本装置时无需其它配件大大简化组屏及现场施工本装置的机箱采用全密闭防水防尘抗振动的设计确保装置安装于条件恶劣的现场时仍具备高可靠性3.2 交流模件交流模件包括电压输入和电流输入两个部分基本配置为4个电压输入6个电流输入电压输入元件由电压变换器构成其输入为交流100V或380V订货时注明时输出为交流3V左右线性范围为0.4V-120V电流输入元件由电流变换器和并联电阻构成有三种规格1 In=5A电流输入为20In时的输出为5/2 线性范围为0.04In-20In2 In=5A电流输入为1.1In时的输出为5/ 2 线性范围为0.005In-1.1In3 In=1A电流输入为20A时的输出为5/ 2 线性范围为100mA-20A交流模件的原理参见说明书后的附图3.3 CPU 模件CPU 模件原理简图如下图3 1 CPU 模件原理示意图CPU模件主要由以下几部分构成 1) C PU 系统CPU 系统由微处理器CPURAM ROM Flash Memory 等构成高性能的微处理器CPU 32位大容量的ROM 512K 字节RAM 1M 字节及Flash Memory 1M 字节使得该CPU模件具有极强的数据处理及记录能力可以实现各种复杂的故障处理方案和记录大量的故障数据Flash Memory 中可记录的录波报告为8至50个可记录的事件数不少于40次保护定值等运行配置信息也存入该存储器中这些信息在装置掉电后均不会丢失C 语言编制的保护程序使程序具有很强的可靠性可移植性和可维护性2) 数据采集系统本装置的数据采集系统由两部分组成保护系统采用的数据采集系统由高可靠性的14位精度的A/D 转换器多路开关及滤波回路组成最新技术的A/D 转换芯片内部包含了采样保持及同步电路具有转换速度快采样偏差小超小功耗及稳定性好等特点故本装置的采样回路无可调整元件也不需要在现场作调整具备高度的可靠性信号告警输出图3 2 A/D 系统原理示意图测量系统则采用了最新采样技术的测量芯片测量精度达24位且无需采用任何软件技术就解决了因频率误差而导致测量误差增大的问题测量系统具备测量精度单次调整后自动记忆的功能在现场无需再作调整3开关量输入及输出部分本装置CPU 模件内共设置了16路开入量其中供外部输入的开关量10路由装置提供的专用24V 电源提供输入电平另有一路专供GPS 对时用该路输入量可由内部或外部24V 电源提供电平剩余5路用于监视装置内部状态例如监测本系统的开出回路当前断路器位置控制回路是否断线等开出共13路分为两类一类是用于驱动出口及信号继电器的此种开出的+24伏电源都是经过本装置逻辑模件告警继电器常闭接点闭锁的另一种用于驱动告警呼唤及信号复归等继电器其+24伏电源是不经过闭锁的本装置本地告警信号及中央告警信号由两种方式驱动告警和呼唤告警用于检测到必须闭锁本CPU 开出的致命异常状况时呼唤则用于不需闭锁开出的情况例如TV 断线等异常工况时详见逻辑继电器模件说明4) 通信部分本模件内含通信速度极高具备通用性接口的以太网络芯片以太网为本装置接入系统的主要通信接口通常方式装置提供RJ45通信接口以STP5线为通信介质特殊情况下可增加光纤接口通讯模件,提供光纤接口该模件为选配模件须特别提出本装置还配置了一个SPI 接口用于与人机对话模件MMI 通信一个SCI 标准RS232串行接口用于连接PC 机可以借助PC 机的强大功能及配置的专用调试软件包对装置进行各种测试5) 时钟回路模件内设置了硬件时钟回路,采用的时钟芯片精度高本装置还考虑了硬件对时电路接运放收GPS 的脉冲对时信号另外CPU模件采用了多层印制板及表面封装工艺外观小巧结构紧凑大大提高了装置的可靠性及抗电磁干扰能力 CPU 模件的原理可参见附图 3.4 电源模件本模件为直流逆变电源模件直流220V 或110V 电压输入经抗干扰滤波回路后利用逆变原理输出本装置需要的三组直流电压即5V,24V(1)和24V(2)三组电压均不共地且采用浮地方式同外壳不相连a) +5V 为用于CPU的工作电源 b) 24V(1)为用于驱动继电器的电源c) 24V(2) 为用于外部开入的电源为增强电源模件的抗干扰能力本模件的直流输入及引出端子的24V 电源皆装设滤波器电源模件电原理图见附图图3 3 电源模件原理示意图3.5 逻辑及跳闸模件本模件内包括逻辑继电器及跳闸继电器两类1逻辑继电器 逻辑继电器由CPU 模件直接驱动这类继电器包括出口回路开放继电器QDJ跳闸继电器TJ 及其重动继电器CKJ1合闸继电器HJ 及其重动继电器CKJ2出口中间继电器CKJ3CKJ8信号继电器CKJ9装置异常告警及闭锁继电器GJ 告警或呼唤信号继电器GJX 信号复归继电器FGJ等QDJ 为出口回路总开放继电器本装置内用于跳合闸的出口中间继电器其负电源均经该继电器闭锁该继电器的设置可有效防止某路开出损坏时保护的误动作 本模件为系列保护的通用模件对在本装置内被定义为备用出口的继电器可根据需要作为扩展功能用装置告警信号分为本地告警及中央告警信号两种方式如CPU自检时发现装置有严重异常情况则立即驱动继电器GJ和信号继电器GJX GJ继电器动作后除自保持外其常闭接点将切断CPU模件的24V跳闸电源信号继电器GJX为磁保持继电器点亮装置面板上本地告警信号灯的同时输出一幅接点至中央信号这种情况称为本地告警此时装置实际已经退出运行所以必须尽快安排检修彻底检查装置中央告警信号主要是反应装置所对应一次设备的异常运行工况用于提醒运行人员称之为呼唤装置此种情况下仅驱动信号继电器GJX由该继电器的接点分别给出当地及中央信号2跳闸继电器跳闸继电器主要由各种操作回路继电器构成包括跳闸位置继电器TWJ合闸位置继电器HWJ手动跳闸继电器STJ跳闸保持继电器TBJ合闸保持继电器HBJ等逻辑及跳闸模件跳闸合闸保持电流共分为二档0.5A,1A4A跳合闸保持电流的配置根据订货要求在装置出厂前设定完成避免了跳合闸参数变化后需更换相应继电器的麻烦如弃用装置内部防跳回路改用断路器自身防跳回路需断开标记FTLX的连线或摘除电阻R4本模件原理图可参见附图3.6 人机对话模件人机对话MMI模件的核心为一总线不出芯片的单片机其主要功能是显示保护CPU输出的信息扫描面板上的键盘状态并实时传送给保护CPU故对保护CPU而言人机对话模件相当于是它的一个外设保护CPU与MMI之间通过SPI接口进行通信其通信速率高达2Mb/S且具有高度的可靠性采用此种配置方式既避免了保护CPU大量的总线外引提高了保护装置的可靠性又几乎不增加产品成本提升了装置的性能价格比本模件上的显示窗口采用四行每行十二个汉字的液晶显示器人机界面清晰易懂配置以PS系列保护装置通用的键盘操作方式使得人机对话操作方便简单同时考虑到低压保护运行的特点在本模件上还配置了丰富的灯光指示信息使本装置的运行信息更为直观本装置人机界面及面板简易操作回路的设置将大大丰富现场运行方式的选择4功能说明电力系统提高供电可靠性的方法大致有以下几种一是采用环网供电此种方式使得供电可靠性大大提高但多级环网对系统稳定不利在中低压电网中较少采用另一种提高供电可靠性的方式是采用双电源供电此举将带来继电保护配合困难等问题故此在中低压电网中较为广泛地选择单路供电当电源出现故障不能正常供电时自动切换至另一路备用电源供电的方式备用电源的一次接线形式种类较多备投逻辑有较大的差别常规的备投装置常常需根据具体的使用要求修改逻辑对微机备投设备则需修改相关软件增加了工程设计的工作量且降低备投设备的可靠性为能以一种装置适应不同的要求在PSP 642数字式备用电源自投装置中采用基于图形化界面的逻辑可编程的方式实现备投功能4.1逻辑可编程备投原理PSP 642数字式备用电源自投装置以下简称备投装置提供了11路模拟量输入10路开关量输入本备投断路器位置开入量取反逻辑即当断路器分位时相应开入显示为合位6个电压定值8个电流定值8个时间定值8付独立的触点输出定值及所有输入量都可以成为控制备投动作的可编程元件备投装置的每一个动作逻辑的控制条件可分为两大类一类为允许条件另一类为闭锁条件当允许条件满足而闭锁条件不满足时备投动作出口为防止备投重复动作借鉴保护装置中重合闸逻辑的作法在每一个备投动作逻辑中设置了一个充电计数器其充电条件是1不是所有允许条件都满足2且时间超过10s以上条件同时满足后为充电满状态对该计数器放电的条件为1任一个闭锁条件满足2或备投动作出口以上条件任一个满足立即对该计数器放电下面示出一个备投动作逻辑的构成图通过上图可以看出备投装置的每一个动作逻辑由三部分组成允许条件闭锁条件充放电逻辑充放电部分对备投装置的每一个动作逻辑来说都是相同的其构成条件完全遵守前述关于充电及放电条件的规定无需在使用时再行配置因此用户只需确定允许条件闭锁条件并对相关的定值进行整定则相应的备投功能配置即告结束在确定允许条件闭锁条件时其构成元素中的模拟量输入部分每一路可分别设置为过值或欠值动作对开关量输入每一路可以分别设置为高电平或低电平有效理论上讲允许条件和闭锁条件是可以按逻辑非的关系相互转换的此点从上面的示例图中不难看出但由于备投逻辑中充电及放电回路的设置使得闭锁条件的确定必须遵守如下的原则当备投装置执行预定逻辑的过程中前一个动作逻辑执行的结果不应造成对后续动作逻辑放电假定备投装置中包括了甲乙两个动作逻辑当甲逻辑执行后其执行结果满足乙逻辑动作条件当正常运行时应保证甲逻辑的闭锁条件不动作即不对本逻辑的计数器放电同样在甲逻辑动作前后均不应有构成乙逻辑放电的条件PSP 642数字式备用电源自投装置为用户确定自己的备投方案提供了极大的灵活性为了进一步方便用户的使用在本装置中还集成了多种典型的备投方案用户可在其中选择适合自己应用的方式此后只需整定简单的门槛定值时间定值就可满足需要111。
贴片机CP643基本操作.
當機器不在自動操作模式時:本區域將顯示如下圖所示之訊息,圖中括弧 內英文字母相對應於下列解釋。 (a) 各站之重要訊息(Information for all Stations) (b) 操作模式訊息(Operation Mode) (c) 特殊操作程序說明(Special Operation Procedures) (d) 選擇之功能顯示(Operation Function Display)
CP643 基本操作
2002年6月1日
一.机台主要组件前视图及后视图
a:前视图
b:后视图
驅動軸(axes)
X,Y,Z 工作平台(X,Y,Z table)
XY 平台之 Z 軸運動乃由一部伺服馬達經由連接皮帶轉 動平台之螺桿,而完成平台上下之動作。
三.面板上各按鍵之操作:
共有3種輸入按鍵,用以控制這部機器的各項作業。這些面板上的按鍵如下列示 意圖所示: (1)功能鍵(function keys ):每一個按鍵都對應著各頁功能目錄上之各項功能。需執行某 項功能時,只需要在功能鍵的相對應位置按下即可。 (2)移動鍵(inching keys):用以執行移動選定軸之功能。一旦選取某驅動軸後,就可用這 些鍵來移動或旋轉這些驅動軸。 (3)數字鍵(numerical key pad):用以輸入一些必要的數值。 (4)按鈕(buttons):面板上的按鈕:”POWER ON” , “START” , “CYCLE STOP” , “RESET” , & “RMERGENCY STOP”。
d.卷動handle把軌道調到你所需要生產的PCB寬度;
e.檢查軌道寬度是否合適.(一般是軌道寬度比PCB寬 度寬1MM.); f.檢查軌道寬度是否流暢,主畫面select [loader],then [unload],放PCB在軌道上,press[start].
FUJI之 CP6系列设备维修指导
FUJI之CP6系列设备维修指导序言因我刚学SMT不久,在SMT之家学到了很多,发现各位大侠的见解和分析都非常的精辟,不过,有时设备出现故障时,要找到相关的见解,大部分都能找到,却要一阵好找,故从SMT之家FUJI论坛里收集各位大侠一些相同设备出现的维修指导,以供像我一样的初学者学习,里面也有一些不够完美,完全没有答案,希望前辈们多多指教,补正上去,多谢了,(注:收集内容有所改动,且未能把前辈们的侠名注上,深感不安,在此向前辈们致敬!)-----luzp整编目录一、CP6控制及辅助系统 3二、关于CP643E问题 3三、CP6没法回原点 3四、CP642 机器故障 4五、CP643E开机出现SERVO AMP ALARM 10六、FUJI Mount 故障 10七、CP642 的抛料 11八、CP643E机器死机后数据的收集方法 11九,FUJICP6麻烦事情 12十、cp642开机后屏幕显示的vision2.94是什么意思呀12十一、CP6 轨道宽度校正方法 12十二、FCP6、CP642保养作业手顺书 12十三、CP642、CP643 X轴BALL SCREW改造工程 22十四、CP643 X_Y TABLE UP/DOWN 新型CHECK SENSOR注意事项 25十五、CP643系列NEW YTPECONV.CULT.CHK.LEFT SENSOR AMP.调整方法 25十六、CP643 X轴电机更换步骤 26十七、CP-643 Parameter List参数设定 26十八、凸轮箱皮带更换方法34内容一、CP6控制及辅助系统CP6贴片机控制系统包括:1、CPU板执行贴片机控制所需计算,内存中存储有程序及设备固有数据2、操纵板用于控制、调整设备运行监视屏3、视觉处理板执行视觉处理功能,并进行坐标修正计算,与将处理分析结果与CPU通讯,将元器件图像输出给监视器4、伺服板控制各工作轴的伺服放大器5、I/O板实现贴片机与CPU板之间的信号输入/输出中继6、SCSI板该板插槽内插有一块存储卡,用于存储视觉处理程序7、MP板该板插槽内插有一块存储卡,用于存储贴片机控制程序8、程序器与I/O板联合工作,以特定的顺序处理输入/输出信号9、伺服放大器控制该轴伺服马达10、伺服马达驱动各伺服轴(X. Y. Z. D1. D2. FQ. FRQ. NC. C)请教上位楼主(校友)及各位大虾,对于工作轴X. Y. Z. D1. D2. FQ. FRQ. NC. C,本人除了了解X. Y. Z.外其它不清楚,请问其余分别指的是什么?D1.D2 代表2个table axis二、关于CP643E问题问题:CP643E开机之后VISION BOOTING正常,就是在VISION启动之后不显示回‘ZERO SETING’的命令并且显示:SERVO ALARM,查所SERVO PACK均正常显示bb,更换CPU卡等无效,请各位帮忙!建议:你检查一下SERVO PACK 的接线是不是有问题,主要是OUTPUT终于找到了!昨天又找了一遍连线换了很多卡和扳子,最后一弟兄想起前几天做过PM有吸尘器给BOX除过尘,终于找到了一个SERVO PACK下面的开关被碰掉了三、CP6没法回原点问题:CP6机有这样一个问题,每次关电源后开机很麻烦,没法回原点.现象是这样的,开机按启动回原点,各轴都跑向原点移动,惟有C轴,晃了一晃就停下来了,屏幕显示一直就这样等待着,什么警都不报,10几分种还是这样.本人怀疑是12站的SENSOR有问题,光纤插拔一下,关电再开机,重复几次又可以了.但每次关电又是这样.这到底是怎么回事.解答:我前些时候也碰到这问题,请打开前面的盖子(FRONT DOOR),在右上方有一个缺口,里面有一个ㄇ字型SENSOR,感应着一个轮盘,若是轮盘转一圈SENSOR都不会亮,把它换新(也许是接触不良)那个是CAM-axis回零点sensorI/O MapX03E 0 CAM ZERO POS.当铁板遮住sensor时红灯要熄灭才是正常用BYPASS KEY将安全门打开,回零仔细观察机器内部哪个轴到零点SENSOR 后还不能停下来,检查此处SENSOR和AMP,必要时调整AMP可能是10ST OR 12ST 回不到原点所致,这时打开前安全门,可以看到PQ或PRQ马达在一直转,调整一下这两个轴的原点Sensor AMP即可疑问:第12站φ Sensor AMP怎么调?是不是数字显示的那种??四、CP642 机器故障问题:C P642 机器故障报警:servo amp alarm检查:1.X axis 伺服的保险丝已经烧了. 更换保险丝,故障依旧.2.发现伺服已坏,有明显的烧焦味道;3.换伺服.疑问:请问,这一解决问题的过程中,还有那些要注意的事项和细节???建议:Servo AMP 的参数有必要检查一下, 我指的参数是CPU BOX 中的那张纸上对SERVO AMP 的参数, 用DIGITAL OPERATOR 来检查.更换电容,在伺服放大器的电源附近。
FUJI CP6系列贴片机操作步骤

FUJI CP6系列贴片机操作步骤一、检查机器空气压力是否达到5KG;二、打开电源;1、打开空调开关,将温度设置20℃—25℃;2、打开机器总电源,将开关置于“ON”处;三、检查机器周围的环境;1、检查D轴周围有无阻碍物,并及时清除;2、上料时,留意feeder盖有无扣紧,防止feeder盖翘起四、开机;1、开启贴片机电源,开关置于“ON”处;2、打开屏幕显示器件电源(绿色开关),此时机器要求ZERO SETTTNG,按一下START键,机器的X、Y、Q、D轴将回到各的原始位置,机器已处于回零状态,等待开机生产;五、设置机器工作状态;1(数据)(编制)(程序)2、触摸PROGRAM、对应的F4按钮,使屏幕将显示PROGRAM 于菜单CHANGE、QTYSET、QTYCLR、SKIP、DEVICE、RETURN;3、按下F1键对应的CHANGE、屏幕将显示机器中的存储程序,通过数字键来选择生产程序;4、选择生产模式,在选择生产程序后,按RETURN,对应的F6键,直到画面主菜单,此时按下AUTO对应的F1键,屏幕显示AUTO子菜单SO。
NO RETURN START。
PB 按下MODE 对应的F5键,直到屏幕左下方“MODE;”对应的PROD;六、检查NOZZLE(吸嘴)是否不良;每次清洗吸嘴时,需要检测吸嘴的CENTER、BRIGHT是否OK。
在主菜单中按下SET对应的F5键,出现SET的子菜单STA TUS、MANUAL、PROGRAM、PROPER、SERVO、PSTION、RETURV按下PROPER对应的F3键,出现CAMERA、SCALE、CENTER、BRIGHT、RETURN。
按下CENTER对应的F4键,机器提示PUSH、START按下START键,机器就可对NOZZLE中心进行测试,同理可测NOZZLE的BRIGHT。
七、生产过程1、将feeder (供料器) 从确保机器的抛料率降至最低程度,将SET/STA TUS/RECOVERY设置为E.STOP,在此状态生产,观察feeder的运行情况,并及时根据需要更换及修理的feeder。
(FUJI CP-6系列)操作说明及注意事项

5.本操作说明适用于FUJI FCP6 CO642E CP643E CP643ME等机种.
6.设备保养:
1.根据CP系列高速贴片机保养記录表的保养项目进行设备的日、周、月、年保养,并填写CP系列高速贴片机保养記录表。
7.应用附件
1.QMI-108 (FUJI CP-6系列)操作说明及注意事项
1.2确认配电箱电源开关已开启.
2.设备开机
2.1打开主机电源开关.
2.2按{POWEຫໍສະໝຸດ ON}键2.3按START键启动机器执行归零.
2.4使用FCP6{PROGRAM}指令选择工作程序.
2.4.1按{LOAD }指令再按{LOAD PSTN}启动{START}键﹐使XY ,
TABLE回归至原点再选择{LIFTER},使XY-TABLE升起与输送
带连接﹐调整输送带宽度﹐使PC板流动顺畅为原则.
2.5使用{PROGRAM},{QTY SET}键﹐设定工作数量.
2.6输入{AUTO}OR{START}后选择{MODE}指令并放定在{PRODUCT}.
2.7按{AUTO}后﹐启动{START}键后机器开始生产.
3.设备开机﹕
3.1按压{EMERGENCY STOP}键.
修订履历记录
版本
文件编号
制/修内容简述
生效日期
制/修订部门
制/修订人
1.目的:
为使操作员能正确操作﹐确保设备发挥最大效能﹐减少设备故障频率.
2.范围:
3.应用文件:
Fuji CP6 series operation Manual
4.程序:
1.开机的确认
1.1确认Fuji Flexa计算机已开机.
样例程序CAPCOM6模块使用
样例程序: CAPCOM6模块使用1.本程序实现的功能如下:—配置 CAPCOM6。
—使用CC60,CC61,CC62,COUT60,COUT61,COUT62,COUT63 作为PWM 输出。
—在T2定时中断更新各个通道的占空比。
使用到的模块:CAPCOM6、GPT1。
2.模块介绍2.1 CAPCOM6XC164CM提供功能强大的PWM比较捕获单元CCU6,内部包含2路PWM定时器,T12模块提供3对比较/捕捉通道,T13提供1路PWM输出,使XC164CM适合各种交流电机或逆变器的控制。
内部集成适用于BLDC控制的霍尔信号、反电动势检测功能。
此外还包括用于多项电机控制的块交换模式。
关于CAPCOM6模块功能的详细介绍,请参照XC164CM用户手册。
2.2 GPT1XC164CM提供了两个通用定时器模块:GPT1,GPT2。
GPT1内部有3个定时器(T2、T3、T4),GPT2内部有2个定时器(T5,T6)。
GPT1内部3个定时器可以独立使用,也可以配合使用,可工作于定时器,计数器,QEP输入(正交编码器输入)。
GPT2内部的两个定时器可以独立使用也可以配合使用。
具有灵活的工作模式。
关于GPT1、GPT2模块功能的详细介绍,请参照XC164CM用户手册。
3.操作流程4. DAVE配置4.1New project: select XC164cm,4.2 The project settingsSystem clock4.3 配置CAPCOM6使能模块配置CC60、CC61、CC62、COUT60、COUT61、COUT62 ,COUT63为输出配置T12配置T13:配置各个通道选择compare mode 3, T12 modulation, deadtime generation, duty cycle=50%, 以通道0为例:CC60 配置COUT60 配置占空比及死区时间配置通道 1、2配置相同。
美格64使用说明书
美格—64使用说明书尊敬的用户您好!感谢您选用美格64系列产品。
本控制器功能超级一流,性能卓越优异,界面赏心悦目,软件操作设定及选项全中文设计;液晶屏采用蓝底白字四行八位显示模式,比黄绿屏更为美观大方。
高低级功能选择让您的控制方式更加灵活自主,直观的操作方式无须说明书片刻即可轻松完成设定。
简述其功能特点如下:1.专家自整定+模糊控制方式,更符合供水控制特点。
2.高低级功能设置,特殊场合亦可满足复杂要求。
3.界面美观,操作直观。
全中文显示,无底层代码,无说明书也能自如设定应用。
4.实时时间、目标值、频率、各泵状态、型号均可同步显示;定时换泵倒计时、巡检倒计时、公司信息、电话、消防、变频故障等等一目了然。
5.超压保护、断线报警可选;稳压巡检、无压巡检可选,控制更为安全。
6.双恒压可选,可通过开关量设定稳压值。
7.多达八时段压力控制,且每时段内均可进行任意压力设定控制及实现定时开关机功能。
8.节能智能休眠模式,主泵、小泵皆可休眠,小泵变量亦可休眠。
压力提升休眠模式,并可控制小泵进休眠状态时间。
9.大小泵优先选项,定时换泵,正负反馈功能。
10.灵活的消防及巡检组合方式,自动显示消防型号。
11.消防泵巡检间隔及时长可随意设定,消防泵故障后自动转工频运引,符合公安部最新302标准。
12.自动抑制表头抖动及系统振荡,让系统更稳定,模拟输出增益更宽可调。
13.故障记忆功能,自动记录当前10条故障信息。
14.真正的在线编程功能,擦写随意,设定时无需掉电确认。
15.软件锁及数据初始化功能。
16.超压输出设专用接点,巡检泄压阀设专用接点,方便简化外部应用电路设计。
17.独一无二的软着陆功能。
即便在循环软起的系统当中,也可获得减速停车的平稳效果。
有效抑制水锤。
18 独一无二的传感器短路错线指示功能。
接线更为安全19 个性化设计可满足用户的特殊需求。
20.强大的密匙预约功能,免除您的后顾之忧。
面板及操作说明1.面板显示分为上排数码管及下排液晶屏显示两部分。
FUJI CP642贴片机作业指导书
版 次 修 订 记 录
年 月
日内 容 摘 要源自审核制作 莫 国 伟东莞市前锋电子有限公司
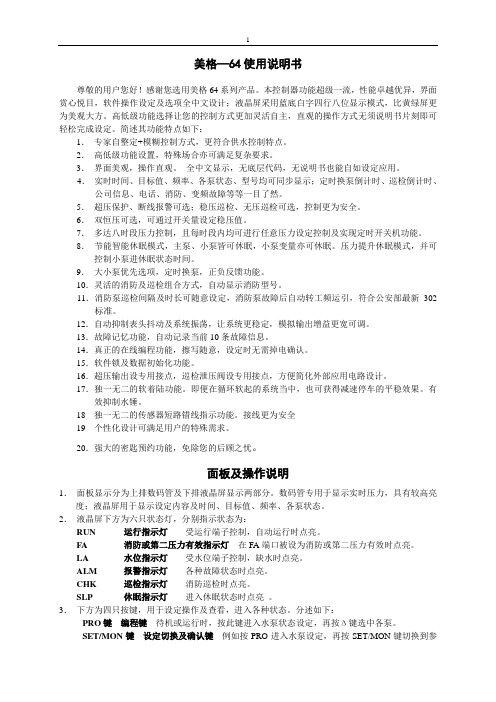
FUJI CP642贴片机作业指导书 文件名称 制定日期 2013-7-1 页次 文件编号 制作单位 SMT 版本/次 一. 目的:为使机器按正确的程序作业,确保机器安全运行,减少事故发生; 二. 范围:适用于前锋电子有限公司CP642贴片机操作; 三. 职责:技术员负责转机.程序制作.机器维护;操作员负责机器的正常操作. 四. 作业程序: 4.1 开机: 4.1.1 打开电源:打开电源扳手,按下POWER ON并旋松紧急开关。此时荧幕上显示Vision system booting 且start 键闪烁。按下 start 键机器自动归零。 4.2 关机: 4.2.1 待机器内PCB生产完后,按下CYCLE STOP 键并将机器回到主书面,此时按下‘—’ 加上‘F6’待机器提示归零且start键闪烁,按下start键机器自动归零。归零完成后按下紧急 开关,再按下POWER OFF。把电源扳手合上后即可完成关机。 4.3 检查吸嘴: 4.3.1 于主书面下依次按下SET→MANUAL→NOZZLE→CENTER键后按start键开始吸嘴中心检 查。 4.4 设定Table mode: 4.4.1 于主书面下依次按下SET→MANUAL→STATUS→TABLE MODE后按change来选择 Table mode。 4.5 自动生产: 4.5.1 于主书面下按下一步AUTO后按START键自动生产。 4.6 设定PASS或PRODUCT模式: 4.6.1 于主书面下依次按下SET →STATUS→PASS/PRODUCT来切换PASS或PRODUCT模式。 4.7 设定RECOVERY模式: 4.7.1 于主书面下依次按下SET→STATUS→RECOVERY,可按CHANGE切换E stop或Epass,n times(1≤n≤9),按recov num 来选择recovery次数。 五. 注意事项: 5.1.0 开机前,务必确认FEEDER座上安装之料架无翘高,HEAD运行区域无异物,Table运行无障 碍,气压已达标准; 5.1.1 按下RESET前,必须确认各部处于静止状态; 5.1.2 机器在运行时,不可将身体部位和工具伸入机器内,以免发生意外; 5.1.3 机器在生产中,非紧急状况不可按下机器四周的非常停止按钮。 5.1.4 严禁两人或两人以上同时操作机器。 5.1.5 每日下班前都要清洁散料盒和机器,保持本岗位清洁. 1\1 A\01
CP6 系列操作
第一章:机器的构成和操作面板
• 1. 机器各个部分的构成:
机器各个部分的构成
机器各个部分的构成
基板搬运部分:
• • • • • 载入侧基板搬运轨道: 将基板从前方机器取进来。 主搬运轨道: 设置在置件平台之上,可将基板夹住和松开。 送出侧基板搬运轨道: 将基板向后方机器搬运。 基板搬运轨道马达: 驱动基板搬运轨道传送带。 基板搬运轨道宽度调整机构: 使用摇手柄同时改变所有基板搬运轨道的宽度。
指令页数表示什么? 从[F1]至[F5]的各个功能键分别对 应着1至5的数字,当某个功能键被 按下时,该键所对应的数字亦被表 示。例如,当进行供料设定检查时, 以[Program]([F4]键)——[Device] ([F5]键)—— [Check]([F1]键) 的顺序选择指令后,在操作画面上 的指令页数处有“Page 451”的表 示。 • 该页数表示可被用来在使用相关手 册的指令说明使进行参照nmeter, Aluminum electrolytic capacitor, Tantalum D,SOIC 20-28W,SSOP16-30, PLCC 18-28,SQFP48,SOJ26
R16-037 R20-037
20×20mm 22×22mm 22×22mm(black)
•
….9).按下[start](开始)按钮,机器进行归零的动作. 注意)在机器进行零设定动作的时候,请将手轻压在[EMERGENCY STOP] (紧急停止)按钮上以防不测。在机器保存的固有值中含有错误值的场合,在零 设定动作中,不排除机器的可动部和其他部分相冲突的可能性。 零设定动作完成后,操作画面显示出“Awaiting Command”字样。一旦影像 处理画面起动后(影像处理程序的版本号码被显示),机器的起动完毕。
FUJI之 CP6系列设备维修指导

FUJI之CP6系列设备维修指导luzp整编目录一、CP6控制及辅助系统 3二、关于CP643E问题 3三、CP6没法回原点 3四、CP642 机器故障 4五、CP643E开机出现SERVO AMP ALARM 10六、FUJI Mount 故障10七、CP642 的抛料11八、CP643E机器死机后数据的收集方法11九,FUJICP6麻烦事情12十、cp642开机后屏幕显示的vision2.94是什么意思呀12十一、CP6 轨道宽度校正方法12十二、FCP6、CP642保养作业手顺书12十三、CP642、CP643 X轴BALL SCREW改造工程 22 十四、CP643 X_Y TABLE UP/DOWN 新型CHECK SENSOR注意事项25十五、CP643系列NEW YTPECONV.CULT.CHK.LEFT SENSOR AMP.调整方法25 十六、CP643 X轴电机更换步骤26十七、CP-643 Parameter List参数设定26十八、凸轮箱皮带更换方法34内容一、CP6控制及辅助系统CP6贴片机控制系统包括:1、CPU板执行贴片机控制所需计算,内存中存储有程序及设备固有数据2、操纵板用于控制、调整设备运行监视屏3、视觉处理板执行视觉处理功能,并进行坐标修正计算,与将处理分析结果与CPU通讯,将元器件图像输出给监视器4、伺服板控制各工作轴的伺服放大器5、I/O板实现贴片机与CPU板之间的信号输入/输出中继6、SCSI板该板插槽内插有一块存储卡,用于存储视觉处理程序7、MP板该板插槽内插有一块存储卡,用于存储贴片机控制程序8、程序器与I/O板联合工作,以特定的顺序处理输入/输出信号9、伺服放大器控制该轴伺服马达10、伺服马达驱动各伺服轴(X. Y. Z. D1. D2. FQ. FRQ. NC. C)请教上位楼主(校友)及各位大虾,对于工作轴X. Y. Z. D1. D2. FQ. FRQ. NC. C,本人除了了解X. Y. Z.外其它不清楚,请问其余分别指的是什么?D1.D2 代表2个table axis二、关于CP643E问题问题:CP643E开机之后VISION BOOTING正常,就是在VISION启动之后不显示回‘ZERO SETING’的命令并且显示:SERVO ALARM,查所SERVO PACK均正常显示bb,更换CPU卡等无效,请各位帮忙!建议:你检查一下SERVO PACK 的接线是不是有问题,主要是OUTPUT终于找到了!昨天又找了一遍连线换了很多卡和扳子,最后一弟兄想起前几天做过PM有吸尘器给BOX除过尘,终于找到了一个SERVO PACK下面的开关被碰掉了三、CP6没法回原点问题:CP6机有这样一个问题,每次关电源后开机很麻烦,没法回原点.现象是这样的,开机按启动回原点,各轴都跑向原点移动,惟有C轴,晃了一晃就停下来了,屏幕显示一直就这样等待着,什么警都不报,10几分种还是这样.本人怀疑是12站的SENSOR有问题,光纤插拔一下,关电再开机,重复几次又可以了.但每次关电又是这样.这到底是怎么回事.解答:我前些时候也碰到这问题,请打开前面的盖子(FRONT DOOR),在右上方有一个缺口,里面有一个ㄇ字型SENSOR,感应着一个轮盘,若是轮盘转一圈SENSOR都不会亮,把它换新(也许是接触不良)那个是CAM-axis回零点sensorI/O MapX03E 0 CAM ZERO POS.当铁板遮住sensor时红灯要熄灭才是正常用BYPASS KEY将安全门打开,回零仔细观察机器内部哪个轴到零点SENSOR后还不能停下来,检查此处SENSOR和AMP,必要时调整AMP可能是10ST OR 12ST 回不到原点所致,这时打开前安全门,可以看到PQ或PRQ马达在一直转,调整一下这两个轴的原点Sensor AMP即可疑问:第12站φ Sensor AMP怎么调?是不是数字显示的那种??四、CP642 机器故障问题:C P642 机器故障报警:servo amp alarm检查:1.X axis 伺服的保险丝已经烧了. 更换保险丝,故障依旧.2.发现伺服已坏,有明显的烧焦味道;3.换伺服.疑问:请问,这一解决问题的过程中,还有那些要注意的事项和细节???建议:Servo AMP 的参数有必要检查一下, 我指的参数是CPU BOX 中的那张纸上对SERVO AMP 的参数, 用DIGITAL OPERATOR 来检查.更换电容,在伺服放大器的电源附近。
fcp快捷键
fcp快捷键Fcp快捷键Command+B 创建新媒体夹Control+鼠标左或者右键打开快捷菜单End 播放头放到序列结尾Home 播放头放到序列开头↑箭头选中素材上一帧↓箭头选中素材下一帧←箭头向左移动1帧→箭头向右移动1帧Shift+←箭头向左移动1秒Shift+→箭头向右移动1秒J 后退播放素材K 停止播放素材L 向前播放素材K+L 慢速向前播放K+J 慢速后退播放按下K+轻击J 播放头向左移动一帧按下K+轻击L 播放头向右移动一帧Shift+空格键后退播放片段和序列I 设置一个入点O 设置一个出点Shift+I 移动播放头到入点Shift+O 移动播放头到出点Option+I 删除一个入点Option+O 删除一个出点Option+X 删除出入点A 选择工具Command+H 隐藏fcp界面Command+Q 退出fcpCommand+S 保存Command+shift+S 重命名保存Shift+U 返回“自定义布局1”Option+U 返回“自定义布局2”Control+U 标准化布局窗口N 打开或者关闭“吸附”Command+N 创建新序列Command+O 打开项目Shift+T 切换时间线轨道高度Z 选择“放大”工具Shift+Z 时间线上显示正个序列Command+A 选取序列上全部素材Shift+command+A 取消序列上素材的选择Control+单击鼠标打开快捷菜单F9 插入编辑F10 覆盖编辑Control+A 播放头两边设置入出点B 刀片切割M 时间线上设置标记点MM 在标记处打开编辑窗口Shift+M 向前移动到下一个标记处Option+M 向后移动到下一个标记处Control+T 显示时间码Shift+V 以插入模式粘贴素材X 标记整个片段Shift+X 剪切标记部分并删除空隙Option+W 打开片段叠层Option+command+W 打开音频波纹显示Delete 删除选中素材留下空隙Shift+ Delete (或者小键盘delete)删除选中素材不留空隙Shift+↑箭头播放头移到上一个标记Shift+↓箭头播放头移到上一个标记Command+双击鼠标在标记上打开编辑窗口Command+`(波文键)删除当前标记点Shift+`(波文键)把标记点移动到播放头文职Control+P 重新设置片段里的标志帧Command+U 建立新的子片段Command+、删除播放头选中标记Control+、删除所有标记点Shift+、把标记点移动到播放头位置Shift+1---shift+8 设置标记颜色Control+C 批采集Shift+Q 打开“系统设置”Command+option+Q 打开“音频/视频”设置Command+8 打开“记录和采集”F2 在浏览器中打开片段但不采集ESC 停止采集Command+C 复制Option+F 将调整好的特技保存为常用Option+P 预览转场(逐帧)或者效果Shift+Q 打开系统设置Command+R 渲染Option+R 渲染转场Command+T 添加默认转场Command+option+T 添加默认音频转场Command+V 粘贴(特技)Option+\ 预览转场(逐帧)P 钢笔PP 钢笔删除Option+W 打开关闭音量控制线Option+command+W 打开关闭音频波形Option+0(零)打开配音Option+6 混音器Control+.(点)将所选音频放置中央Control+X 检测器中打开文本Option+Control+X 检测器中打开3D文本C “剪裁”工具Command+J 打开“更改速度”对话框Shift+K 移动至下一个关键帧Option+K 移动至上一个关键帧Shift+N 在播放头穿件关键帧SSS 选择“速度”工具Option+T 开关平片段关键帧W 切换“图像线框图像+线框”Option+8 打开“快速预览”Control+F 保存运动效果特技到常用Option+L 循环播放开关Option+7 帧检测器Option+8 “quick view”Option+9 视频观测仪Command+Option+L “音频增益”调整Control+Z 亮度溢出开关Control+B 启用或不启用片段E 延长编辑素材到播放头Shift+L 解锁素材链接R “卷动”工具RR “波纹”工具U 循环选择入出点V 选择里播放头最近的编辑点S “滑移”工具SS “滑动”工具Option+鼠标拖动新的位置复制片段副本鼠标拖动后按下Option 新的位置插入片段副本(复制)\(反斜线)在当前播放头附近播放Option+Q “用户偏好设置”[或者< 选中素材向左一帧]或者> 选中素材向右一帧Shift+[或者< 选中素材向前数帧Shift+]或者> 选中素材向后数帧F 在序列中查找与监测器中同一画面Command+F 打开“查找”Shift+F 在浏览器中选中主片段Command+9 “项属性”Command+0(零)“序列设置”。
PFC-6控制器使用说明书

-轻松安装,无须其他工具
-前面板编程:(3 个功能键)。
-尺寸符合 DIN43 700 of 144 x 144 mm
-测量和电源同一输入。
1.1 控制器记录检查 控制器记录检查如下: 该设备在运输过程中无破损 所提供型号和预定的相一致
检查控制器背面的标签
根据型号 显示输出继电器数 PFC6 6 路 PPFFCC162:162 路路
电流互感器连接错误 (S1-S2倒相或者连接错误). 补偿过量. 要求断开继电器 补偿不足 连接所有继电器
3.1. 浏览功能键
根据控制器使用的不同操作模式,浏览功能键体现不同的功能。操 作模式如下:
普通模式 控制器通过此模式来测试cos φ和调节电容器投切。
设置模式
模式下允许设定控制器参数。 不同模式下按键的功能如下: 普通模式
6段 12 段
数。
-根据类型 6 路及 12 路控制器。
-投入段数显示,电子显示 cos φ 值与无功功率 L(电感性)和 C(电容性)的区别符号。
-3 位 7 段的数字液晶显示器。
-设置参数且无需断开调节器的电源。
-可设定调节器,即使在调节电容器的过程中
-可选择使用 50 或 60 赫兹的频率。
-所有的测量都显示在同一的显示器上
4. 安装和设置 本手册包含的信息和警告,用户必须遵循并保持设备在一个适当安全的工作秩序下使用。
如果该设备没有在制造商制定方式下被使用,设备保护可能受到损害。
如果发现设备有磨损的迹象或不正常运行,必须切断该设备的电源。在这种情况下,请联 系合格的服务代表。 为了安全使用PFC 6 或者 PFC 12 控制器,至关重要的是,安装或操作的技术人员是按照 正常安全程序,以及在本指导手册中的具体警告事项来操作。
欧姆龙PLC快捷键大全2
缩放至合适尺寸
视察
Alt+Down
缩放复位
视察
Alt+S
符号
本地
视察
Alt+G
符号
全局
视察
Ctrl+Shift+F
功能键向导
视察
Alt+Shift+H
监视数据类型
以十六进制监视
视察
Alt+X
交叉引用表
视察
Alt+2
输出
视察
Alt+Enter
属性
视察
Alt+D
梯形图
视察
G
网络
视察
Shift+F>
下一级
编辑器
步和转换
SFC
A
编辑器
动作箱
SFC
Shift+P
编辑器
断开连接步
SFC
Shift+R
编辑器
断开连接转换
SFC
D
编辑器
分歧
SFC
C
编辑器
合流
SFC
L
编辑器
连接
SFC
J
编辑器
排列
SFC
I
编辑器
起始步
SFC
Shift+J
编辑器
全部排列
SFC
T
编辑器
转换
SFC
Shift+T
编辑器
转换和步
SFC
U
编辑器
粘贴
编辑
Shift+F2
只读模式保存
编辑
F2
只读模式编辑
开始编辑
按键参数表
按键参数表
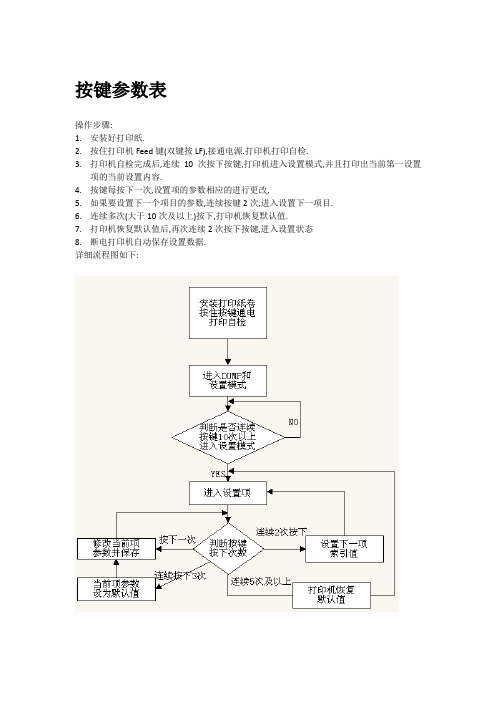
操作步骤:
1.安装好打印纸.
2.按住打印机Feed键(双键按LF),接通电源.打印机打印自检.
3.打印机自检完成后,连续10次按下按键,打印机进入设置模式,并且打印出当前第一设置
项的当前设置内容.
4.按键每按下一次,设置项的参数相应的进行更改,
5.如果要设置下一个项目的参数,连续按键2次,进入设置下一项目.
6.连续多次(大于10次及以上)按下,打印机恢复默认值.
7.打印机恢复默认值后,再次连续2次按下按键,进入设置状态
8.断电打印机自动保存设置数据.
详细流程图如下:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
F1F2
回主画面
FCP-642/CP6 各功能键操
回主画面
F3
— F1 —
检查所有料站
— F2 —
— F3 —
— F1 —
Mark 资料输入
— F4 —
— F2 —
— F5 —
— F3 —— F6 —
回主画面
— F4 —
— F5 —
— F6 —
回主画面
— F 1 —
一次加 1
— F2 —
一次加减 10
— F3 —
一次减 1
殊设定之料站
自动检查错误或特 检查生产用料站
窄视觉
— F4 —
— F4—
— F5 —
— F5—
选择
— F6 —
— F6 —
回主画面
回主画面
1、查料(D 轴上之料站)
1、移D 轴 主画
2、中心点高亮度测定:主画面 > F5 > F2 > F3 >F1 >START (出现红色×者,须检查或更换) 2、清理机器内之废
3、检查程式是否正确
3、其它 MAR
4、产量归零 主画面>F4>F3
5、开始生产
主画
香港奥维特有限公司
上班时各种设定
回主画面
F5
— F1 —
F1 —
— F2 —
F2 —
选择吐料模式
— F3 —
F1 —
D Table 选择
各功能键操作表
F6吐料次数设定
过桥设定
F4
— F4 —
F2 —
选择D Table 2
— F5 —
F3 —
选择D Table 1
— F6 F1 —
— F1 —
F1 —
D 轴反复生产模式
— F2 —
— F1 —
— F2 —
— F3 —
— F4 —
— F6 —
— F1 —
输入sensor
电脑与机器连线状况
— F3
— F4 — F5 —
— F6 回主画面
1、移D 轴 主画面>F5>F5>F4>F
2、F1>START 2、清理机器内之废料盒
3、其它 MARK 不读
主画面>F1>F3>输入mark 序号>F4>F1
制作: 赵 程 05-AUG-20
下班时各种设定。