FANUC先行控制参数配置
FANUC常用系统参数说明
F A N U C常用系统参数说明-CAL-FENGHAI.-(YICAI)-Company One1FANUC0小括号()改为中括号【】将3204中的PAR由0改为1.释放风扇报警(ALM701)参数PRM8901#0(FAN)O8000-O8999保密设置NE8#0).O9000-O9999保密设置NE9#4).FANUC Series Oi-MD:在显示器上修改梯图。
按SYSTEM键,按右扩展键几次,直到显示器下面出现[PMCCNF]时,按[PMCCNF]软键,按[设定]软键,在出现的画面上将:编程允许(EDIT ENABLE),内置编程器许可(PROGRAMMER ENABLE),编辑后保存到快闪存储器(WRITE TO F-ROM (EDIT)),这三项打开即可修改梯图.FANUC Series Oi-MC :按SYSTEM 键,按 [ > ] 软键几次,当出现[PMCPRM]软键时按此键,按[SETING]软键,在出现的画面上将:EDIT ENABLE置1 WRITE TO F-ROM (EDIT)置1PROGRAMMER ENABLE 置1这三项打开即可修改梯图。
这三项只要能置为1 ,就能进入梯图修改,若置不了1,就是有参数封住了,防止别人乱改梯图。
对于有密码的梯形图,要输入密码才可以看到,才可以修改。
为使用梯形图编辑功能,应该在“PARAMETERSFORONLINEMONITOR”中把“RS-232-C”和“F-BUS”选择为“NOTUSE”,以使在线监控功能无效。
自动插入顺序号:0000 #5 SEQ自动插入顺序号增量值:3216最大主轴转速:3772加工中心乱刀修正System------参数-----PNMNET-----数据-----操作-----缩放-----寻找。
旧版本系统D144,主轴25,D145 1POT(1).D146(2)……新版本系统D300主轴25,D301 1POT(1).D302 2POT(2)……I/O通道号(参数()):I/O CHANNEL=0 0101停止位和其它数据。
FANUC数控系统参数设定
FANUC数控系统参数设定FANUC数控系统是机械加工过程中最常用的数控系统之一,而系统参数的设定则是使用过程中非常重要的一部分。
在此文档中,我们将介绍FANUC数控系统中的参数设定相关知识,希望能给使用者提供帮助。
参数设定前的注意事项在进行FANUC数控系统参数设定之前,使用者需要注意以下几点:1.系统参数是FANUC数控系统非常重要的组成部分,因此任何未经授权的修改都有可能损害设备和操作人员的安全。
因此,在进行任何参数设定操作前,应该致电FANUC授权代表,或FANUC认证经销商,并遵循其指示进行操作。
2.在进行参数设定操作前,需要先将机械设备关闭,并将警告灯和警告声音断掉。
此外,机械设备的所有操作者都需要有足够的训练和资质,以保证操作的正确性和安全性。
3.在进行参数设定操作时,需要谨慎扫描每个菜单,以了解其用途和作用。
为了更好地理解FANUC数控系统参数设定的操作步骤,建议操作者提前学习系统手册,或进行FANUC技术认证考试。
FANUC数控系统参数设定步骤1.首先,在机械设备关闭的情况下,打开FANUC数控系统。
然后,在控制面板上按下“SETTING”按钮,进入设置菜单。
2.在设置菜单中,用户可以看到所有可用参数的列表。
这些参数按类别进行组合,以方便用户快速浏览和设置。
如下图所示:设置菜单设置菜单3.在设置菜单中,用户可以使用紫色的按键选择不同的菜单项,在每个菜单组中,用户可以看到所有可用参数的列表,并进行参数设定。
在某些情况下,一个菜单组中可能有过多的参数,这可能会影响用户的浏览体验。
针对此问题,用户可以使用“UP”和“DOWN”按键来上下滚动页面,以查看所有参数。
4.在需要修改参数的位置使用黄色按键(“POS”) , 选择想要修改的参数。
5.修改参数的值, 使用方向键 (或手写输入设备) 选择想要设置的值,修改完成后使用黄色按键 (。
FANUC机床调试标准操作说明
佳泰数控(泉州)有限公司机床调试作业指导书版本号A/2生效日期2008.1.1页码2/33注意:控制单元和I/O单元的直流24V输入电源以及驱动器的三相200V输入电源。
2.10在检查完所有电源正确的情况下,系统电源才可上电,进行调试前准备工作。
3.电路原器件的介绍3.1低压断路器(QF)是具有过载.短路.欠电压等多种保护功能.3.2熔断器(FU)是一种简单而有效的保护电器,在电路中主要起到短路保护作用.3.3接触器(KM)是一种用来自动接通与断开大电流电路的电器.3.4继电器(KA)是根据某种输入信号的变化,接通或断开控制电路,实现自动控制和保护电力装置的自动电器.4.调试前准备工作4.1将机床RS232传输口与传输用计算机RS232传输口用传输电缆连接,若传输用计算机为台式计算机,则计算机外壳必须接地。
4.2目视检查机床油路连接完好。
4.3各轴支撑安装情况,是否高于导轨面4.4观察各轴伺服电机及主轴电机型号,并纪录相应的电机代码4.5打开机床电源和控制器电源,机床上电,机床显示器正常显示后,开始调试。
5.调试步骤5.1输入相应机床参数及PLC(详见机床参数表),通用CF卡传输,把标准参数和PLC备份到卡上,将20#参数设定为4,表示通过M-CARD 进行数据交换5.1.1 参数传输步骤:按下MDI 面板上[SYSTEM],依次按下软键上[PARAM],[OPRT ],[READ ] ,[EXEC]。
参数被读入内存中,输入完成后,在画面的右下脚出现“INPUT”字样会消失。
关机重新通电。
5.1.2 PLC传输步骤:按下MDI 面板上[SYSTEM],依次按下软键上[PMC],[],[I/O]。
在DEVIECE 一栏选择[M-CARD],FUNCTION 处设置为 [READ],FILE NO.为梯形图的名字,MC系统设置为[#PMC-SB.000],如果是MATE系统设置为[#PMC-RA.000] 注意: 备份梯形图后DEVICE 处设置为[ F-ROM ]把传入的梯形图编制审核批准佳泰数控(泉州)有限公司机床调试作业指导书版本号A/2生效日期2008.1.1页码6/33AI 轮廓控制(G05.1Q1 配合)1772 64 插补前铃型加减速时间常数(时间恒定)(ms)1602#6,#3 1,0 插补后加减速为直线型(使用插补前铃型加减速)1,1 插补后加减速为铃型(使用插补前直线型加减速)1603#7 1 插补前加减速为铃型(0:插补前直线型)7050#5 1 标准设定7050#6 0 标准设定7052#0 0/1 在PMC轴,Cs 轴的情况下,设定1不使用FAD功能:2007#6 FAD(精密加减速)有效2109 16 FAD 时间常数2209#2 1 FAD 直线型有效SERVO GUIDE 调试步骤1.设定打开伺服调整软件后,出现以下菜单画面:.点击上图中的“通讯设定”出现一下菜单编制审核批准。
FANUC数控系统参数设定
FANUC数控系统参数设定
FANUC数控系统是市场上非常常见的一种数控系统,其具有广泛的应用领域和强大的功能。
在使用FANUC数控系统时,我们可以根据需要对其参数进行设定和调整,以满足不同加工需求。
下面是关于FANUC数控系统参数设定的详细说明。
1.通用参数设定
FANUC数控系统的通用参数设定包括一些与机床性能和操作方式相关的参数。
通过调整这些参数,可以适应不同机床的需求。
例如,手轮倍率参数可以调整手轮转动对机床的影响程度,传动比参数可以调整伺服电机运动的速度和精度。
通用参数设定一般由设备厂家根据机床具体情况进行调整。
2.插补参数设定
FANUC数控系统的插补参数设定是用来控制数控系统的插补运算和插补算法的参数。
这些参数可以调整机床对复杂轮廓的处理能力和精度。
插补参数设定包括加速度和减速度参数、滤波参数、线性插补误差补偿参数等。
通过调整这些参数,可以提高机床的加工精度和效率。
3.工具补偿参数设定
FANUC数控系统的工具补偿参数设定是用来控制工具半径补偿和工具长度补偿的参数。
工具补偿参数设定包括刀具半径、工具长度、刀具补偿向量方向等参数。
通过调整这些参数,可以实现对不同工具的补偿,提高加工精度。
4.程序保护参数设定
5.通讯参数设定
总之,FANUC数控系统的参数设定可以根据实际加工需求进行灵活的
调整和配置,使数控系统更加适应不同的加工任务。
通过合理的参数设定,可以提高机床的加工精度和效率,保证加工质量。
同时,设定好的参数也
可以提高操作的安全性,保护程序的机密性。
FANUC系统参数分析和调整

FANUC系统参数分析和调整FANUC系统参数是指用于调整和配置FANUC控制器操作的一组参数。
这些参数可以影响机床的性能和工作方式。
通过系统参数的分析和调整,可以优化机床的运行和加工效果。
下面将就FANUC系统参数的分析和调整进行详细介绍。
其次,进行FANUC系统参数的分析和调整时,需要有一套科学的方法和步骤。
首先,需要根据实际需要,确定需要分析和调整的系统参数范围。
然后,通过参数手册或操作界面,获取相应的参数数值。
接下来,需要分析当前的参数设置对机床性能和加工效果的影响。
可以通过实际加工试验、工件测量以及观察机床运行情况等方式进行分析。
如果发现参数设置存在问题,可以根据实际需求进行适当的调整。
在调整参数时,需要注意参数范围的合理性和相应的参数之间的关系。
最后,需要对调整后的参数进行测试和验证,确保参数设置的有效性和可靠性。
最后,掌握FANUC系统参数的分析和调整需要进行长期的学习和实践。
FANUC系统参数较为复杂,需要具备一定的机床操作和维护经验。
此外,还需要了解FANUC系统的工作原理和机床运行的相关知识。
可以通过参加培训班、阅读相关文献以及与经验丰富的技术人员交流等方式进行学习。
通过实际操作和实践,逐步提高对FANUC系统参数分析和调整的能力。
总之,FANUC系统参数的分析和调整是机床操作和维护中的重要工作。
正确的参数设置可以优化机床的性能和加工效果,提高生产效率。
通过系统参数的科学分析和合理调整,可以使机床正常运行,并满足实际加工需求。
但是,需要注意参数设置的合理性和相应的参数之间的关系,以及进行长期的学习和实践。
这样,才能真正掌握FANUC系统参数分析和调整的技巧,提高机床操作和维护的水平。
发那科系统参数调整资料

发那科系统参数调整资料一、引言发那科系统参数调整是指对发那科机器人系统的各项参数进行细微调整,以使机器人的运动更加精确、稳定和高效。
良好的系统参数设置可以提高机器人的精度和速度,降低系统故障和能源消耗。
本文将从三个方面介绍发那科系统参数调整的方法和注意事项。
二、系统参数1.传动参数:包括减速比和轴向间隙。
减速比会影响到机械臂的运动速度和扭矩输出,调整时需根据具体需求进行设置。
轴向间隙是指机械臂在轴向移动时的空隙,过大的间隙会使机械臂运动不准确。
2.位置参数:包括机械臂的起始位置和工作空间范围。
机械臂的起始位置应该根据具体工作任务来设置,使机器人在启动时能够快速定位到指定位置。
工作空间范围决定了机械臂可以达到的最大范围,需要根据工作需求和安全考虑进行设置。
3.运动参数:包括速度、加速度和减速度。
这些参数会直接影响机械臂的运动速度和稳定性。
过高的速度和加速度可能导致机械臂震动或失控,过低则会影响工作效率。
调整时需根据具体工作需求和机器人的负载情况进行设置。
三、参数调整方法1.准备工作:在进行参数调整前,必须确保机器人系统已经正常安装和调试完成,并且机械臂没有异常故障。
同时,需要备份系统原始参数,以免出现无法恢复的错误。
2.单一参数调整:在调整参数时,建议逐个参数进行调整,并进行实时观察和测试。
首先将要调整的参数变动到一个较低的值,然后逐渐增加,直到达到最佳效果为止。
3.多参数协同调整:在机器人系统运行过程中,一般需要同时调整多个参数以获得最佳的运动效果。
在进行多参数调整时,建议先调整与位置相关的参数,再调整速度和加速度等参数,最后再微调其他参数。
四、参数调整注意事项1.慎重调整:在进行参数调整时,要小心谨慎,并进行逐步试验,避免一次调整过大而导致机器人运动不稳定或发生故障。
2.多次测试:在调整参数后,需要进行多次测试,以确保调整后的参数能够正常工作。
测试时要观察机器人的运动轨迹、速度和准确度,确保调整效果符合要求。
FANUC数控系统参数设定演示文稿

1423各轴JOG速度
1424各轴手动快速移动速度
1425各轴回参考点FL速度
1430各轴最大切削进给速度。
ቤተ መጻሕፍቲ ባይዱ
8/2/2023
1
18
目前十八页\总数八十页\编于十三点
• 6.1601-1799有关轴加减速的参数。
如:1601#2=1切削进给时程序段的速度连接重叠
FANUC数控系统参数设定演示 文稿
目前一页\总数八十页\编于十三点
一、基本参数设定
1、参数的输入方法 1 将CNC控制器置于MDI方式或急停状态;
2 按几次OFF/SET功能键,显示设定 (SETTING)页面;
3 将“写参数”设定为1,打开写参数的权限;
4 在MDI方式下,按几次SYSTEM功能键进入 “参数设定”页面。
1620快速移动时间常数
1622切削移动时间常数
1624JOG移动时间常数
1
目前十九页\总数八十页\编于十三点
• 7.1800-3000伺服参数。 如:1815#1全闭环设置,分离型位置检测器 1815#5电机绝对编码器 1825=3000各轴位置环增益
1826=20各轴到位宽度
1828=10000各轴移动位置偏差极限
(电机一转应走的微米数) • 2084、2085各轴柔性进给传动比
8/2/2023
1
21
目前二十一页\总数八十页\编于十三点
• 8. 3000-3099有关I/O的参数。 如: 3003#0互锁信号无效,*IT(G8.0)
3003#2各轴互锁信号无效,*IT1-4 (G130)
3003#3各轴方向互锁信号无效,*IT1-4 (G132,G134)
FANUC调试参数(精)

FANUC机床调试参数系统第一次通电,必须把参数写保护打开(设定画面第一项PWE=1),否则参数无法写入。
在MDI方式下,按软键盘上的SYSTEM,在参数画面下将参数3190#6(CH2)设成1,断电重启,画面上的文字转换成中文。
注:无特殊情况下,第一次通电最好不要进行全清。
一、FSSB设定先把参数8130和10的值设为3,表示3个轴;参数1023设成1;2;3,参数1902#0=0(当参数1902#1 ASE=1时,表示当选择FSSB自动设定方式时,自动设定完成)。
进入SYSTEM,按显示器下的键,画面进入伺服设定,初始化位设为0,将在表5中查得的电机代码输入(0i-Mate系列的Z轴电机代码要比X、Y两轴的代码大1)。
进入伺服调整画面,按照调试手册P15的图中设定X、Y、Z的各项,断电重启。
如果启动后不出现调试手册中P16表1的报警,则FSSB设定完成,否则重新设定FSSB(线路正常情况下)。
如果出现466号报警,将参数2165设为25、25、45(0i-Mate);45、45、45(0i-MC),复位即可消除此报警。
二、主轴设定在参数4133中输入主轴电机代码(表6中查得电机代码),把4019#7设定为1进行自动初始化。
断电重启,设定参数3736为4095,3741号参数为电机的最高转速(即主轴电机的额定转速)。
注:参数4020与3741的值必须一致,否则主轴的转速将与倍率开关的档位不对应三、各种功能对应的参数设定0i-Mate系列按照调试手册中P25-P26的AI先行控制中的参数设定;0i-MC 系列按P26-P27的AI轮廓控制中的参数设定。
其中参数1432为4000~100、1620为150、1621为80。
四、其它参数的设定当以上的参数设好之后,如无出现报警现象,将下面参数输入。
参数如下:参数号功能设定值范围0020I/O通道选择(同设定画面中的设定)0——RS2324——卡138#7=1MDN=1:使用存储卡进行DNC操作有效1002#0JAX=1:手动和回参考点同时控制轴数为3轴1006#5ZMI=1:回零时停在负方向1020各轴的编程名称X——88Y——89Z——901022基本坐标系xx轴的属性X——1Y——2Z——31023各轴的伺服轴号X——1Y——2Z——31241第二参考点的设定1300#2存储式行程检测切换信号EXLM有效LMS=1 1320机床正向软限位1321机床负向软限位1401#4进给率为0时快速移动停止RF0=11410142014211422142314241425162216241800#118211825185120223003#03003#23003#53105#03105#23108#73111#0#1#23117#03190#63202#4321032113605#0空运行速度5000mm/min各轴快速移动速度8000 mm/min各轴快速移动倍率的F0速度500 mm/min最大切削进给速度6000 mm/min各轴手动连续(JOG)进给速度1000 mm/min各轴手动快速移动速度3000 mm/min各轴返回参考点减速后(FL)的速度300 mm/min插补后切削进给时间常数150 ms插补后JOG进给时间常数20 ms位置控制就绪信号PRDY接通之前,速度控制就绪信号VRDY先接通时,不出现伺服报警CVR=1各轴的参考计数器容量8000各轴的伺服位置环增益3000~5000各轴反向间隙补偿量电机旋转方向(根据实际情况调整正负值)X——-111Z——111互锁无效ITL=1各轴互锁无效ITX=1各轴方向互锁无效DIT=1限位开关零点触头接常闭DEC=0限位开关零点触头接常开DEC=1MDI方式显示DPF=1实际主轴速度和T代码显示DPS=1显示手动连续进给速度JSP=1显示伺服设定画面SVS=1显示主轴调整画面SPS=1显示同步误差值是峰值SVP=1在程序检查画面显示打开或关闭主轴速度表和负载表SMS=1显示简体汉字CH2=1程序O9000~99的编辑禁止(刀库用)NE9=1加密解密使用双向螺补功能BDP=13620~3627螺距补偿的设定4077主轴定位5001#5刀具补偿用H代码TPH=1当5001#2OFH=0时有效6071=6当设为0时无效,M00不能调用9001~9009子程序6711加工零件数6712加工零件总数参数6711和6712的设定只有当6700#0为0时有效7113手轮进给倍率1008131#0使用手轮进给HPG=1注:如果软键盘上的键值不对应,将参数3100#2置1,3100#3置0即可如果在手动和回参考点是不能同时控制3轴,将1002#0JAX置1即可栅格量的调整:在诊断画面中,参数302号可以看到各轴的栅格量,最好应在4000~5000之间,栅格量的调整只要调整零点开关的位置当参数4020和3741不一致时,显示出来的主轴转速与主轴倍率选定的不对应攻丝参数设定5200#4(DOV)=1刚性攻丝退刀时倍率有效(倍率值在参数NO.5211中设定)5200#5(PCP)=1刚性攻丝不使用高速深孔攻丝循环5201#0(NIZ)=1进行刚性攻丝的平滑处理5204#0(DGN)=1在诊断画面上显示主轴和攻丝轴的偏差量的偏差值5210=29指令刚性攻丝的M代码5211=200刚性攻丝退刀时的倍率值5241=3000刚性攻丝时主轴的最高转速(第1档)5242=3000刚性攻丝时主轴的最高转速(第2档)5243=3000刚性攻丝时主轴的最高转速(第3档)5261=2000主轴和攻丝轴的直线加减速时间常数(第1档)5262=2000主轴和攻丝轴的直线加减速时间常数(第2档)5263=2000主轴和攻丝轴的直线加减速时间常数(第3档)5280=1000刚性攻丝时主轴和攻丝轴的位置控制回路增益5300=20刚性攻丝时攻丝轴的到位宽度5301=20刚性攻丝时主轴的到位宽度5310=32000刚性攻丝时攻丝轴移动时位置偏差的极限值5311=320005312=8005313=8005314=32000刚性攻丝时主轴移动时位置偏差的极限值刚性攻丝中攻丝轴停止时的位置偏差极限值在刚性攻丝中主轴停止时的位置偏差极限值在刚性攻丝中攻丝轴移动时位置偏差的极限值。
FANUC数控系统参数设定

FANUC数控系统参数设定FANUC数控系统是目前广泛应用于机床控制领域的主流品牌之一、参数设定是数控系统的重要部分,通过设定不同的参数值,可以对机床进行精细控制,并实现不同的加工要求。
下面将介绍FANUC数控系统的参数设定内容。
1.系统参数:系统参数是FANUC数控系统的基本设置,包括通信参数、时钟设置、系统尺寸、各轴的脉冲当量等。
通信参数包括串口通信波特率、数据位、校验方式等,用于与上位机进行通信。
时钟设置用于设置系统的实时时钟,影响到程序执行的时间计算。
系统尺寸是机床的工作台尺寸,包括X轴、Y轴、Z轴的行程范围。
各轴的脉冲当量是指每个脉冲代表的位移量,用于确定机床的精度。
2.速度相关参数:速度相关参数是FANUC数控系统中控制机床行程速度的参数,包括G0速度、G1速度、进给速度倍率等。
G0速度是机床快速移动时的速度,G1速度是工件加工时的进给速度。
进给速度倍率用于调整工件加工时的进给速度,通过改变进给速度倍率,可以控制加工速度的快慢。
3.位置相关参数:位置相关参数是FANUC数控系统中用于设定机床位置信息的参数,包括机床的起点位置、终点位置、参考点位置等。
起点位置是机床工作的初始位置,终点位置是机床工作的最后位置,参考点位置是机床工作时的参考位置。
通过设定位置相关参数,可以实现机床的定位控制。
4.插补相关参数:插补相关参数是FANUC数控系统中用于设定机床插补运动的参数,包括插补误差限制、加速度、减速度等。
插补误差限制是设定机床插补运动时允许的误差范围,通过设置插补误差限制可以控制机床的加工精度。
加速度和减速度是设定机床运动时的加速度和减速度,通过设定加速度和减速度可以控制机床的运动平稳性。
5.IO相关参数:IO相关参数是FANUC数控系统中与输入输出设备相关的参数,包括输入信号的设定、输出信号的设定、PLC的设定等。
输入信号的设定是设定输入设备与数控系统的连接方式和逻辑关系。
输出信号的设定是设定输出设备与数控系统的连接方式和逻辑关系。
FANUC调试参数(精)

FANUC机床调试参数系统第一次通电,必须把参数写保护打开(设定画面第一项PWE=1),否则参数无法写入。
在MDI方式下,按软键盘上的SYSTEM,在参数画面下将参数3190#6(CH2)设成1,断电重启,画面上的文字转换成中文。
注:无特殊情况下,第一次通电最好不要进行全清。
一、FSSB设定先把参数8130和1010的值设为3,表示3个轴;参数1023设成1;2;3,参数1902#0=0(当参数1902#1 ASE=1时,表示当选择FSSB自动设定方式时,自动设定完成)。
进入SYSTEM,按显示器下的键,画面进入伺服设定,初始化位设为0,将在表5中查得的电机代码输入(0i-Mate系列的Z轴电机代码要比X、Y两轴的代码大1)。
进入伺服调整画面,按照调试手册P15的图中设定X、Y、Z的各项,断电重启。
如果启动后不出现调试手册中P16表1的报警,则FSSB设定完成,否则重新设定FSSB(线路正常情况下)。
如果出现466号报警,将参数2165设为25、25、45(0i-Mate);45、45、45(0i-MC),复位即可消除此报警。
二、主轴设定在参数4133中输入主轴电机代码(表6中查得电机代码),把4019#7设定为1进行自动初始化。
断电重启,设定参数3736为4095,3741号参数为电机的最高转速(即主轴电机的额定转速)。
注:参数4020与3741的值必须一致,否则主轴的转速将与倍率开关的档位不对应三、各种功能对应的参数设定0i-Mate系列按照调试手册中P25-P26的AI先行控制中的参数设定;0i-MC 系列按P26-P27的AI轮廓控制中的参数设定。
其中参数1432为4000~10000、1620为150、1621为80。
四、其它参数的设定当以上的参数设好之后,如无出现报警现象,将下面参数输入。
参数如下:参数号功能设定值范围0020 I/O通道选择(同设定画面中的设定)0——RS2324——卡138#7=1 MDN=1:使用存储卡进行DNC操作有效1002#0 JAX=1:手动和回参考点同时控制轴数为3轴1006#5 ZMI=1:回零时停在负方向1020 各轴的编程名称X——88Y——89Z——901022 基本坐标系中各轴的属性X——1Y——2Z——31023 各轴的伺服轴号X——1Y——2Z——31241 第二参考点的设定1300#2 存储式行程检测切换信号EXLM有效LMS=11320 机床正向软限位1321 机床负向软限位1401#4 进给率为0时快速移动停止RF0=11410 空运行速度5000mm/min1420 各轴快速移动速度8000 mm/min1421 各轴快速移动倍率的F0速度500 mm/min1422 最大切削进给速度6000 mm/min1423 各轴手动连续(JOG)进给速度1000 mm/min1424 各轴手动快速移动速度3000 mm/min1425 各轴返回参考点减速后(FL)的速度300 mm/min1622 插补后切削进给时间常数150 ms1624 插补后JOG进给时间常数20 ms1800#1 位置控制就绪信号PRDY接通之前,速度控制就绪信号VRDY先接通时,不出现伺服报警CVR=11821 各轴的参考计数器容量80001825 各轴的伺服位置环增益3000~50001851 各轴反向间隙补偿量2022 电机旋转方向(根据实际情况调整正负值)X——-111Y——111Z——1113003#0 互锁无效ITL=13003#2 各轴互锁无效ITX=13003#3 各轴方向互锁无效DIT=13003#5 限位开关零点触头接常闭DEC=0限位开关零点触头接常开DEC=13105#0 MDI方式显示DPF=13105#2 实际主轴速度和T代码显示DPS=13108#7 显示手动连续进给速度JSP=13111#0 显示伺服设定画面SVS=1 #1 显示主轴调整画面SPS=1#2 显示同步误差值是峰值SVP=13117#0 在程序检查画面显示打开或关闭主轴速度表和负载表SMS=13190#6 显示简体汉字CH2=13202#4 程序O9000~9999的编辑禁止(刀库用)NE9=13210加密3211解密3605#0 使用双向螺补功能BDP=13620~3627 螺距补偿的设定4077 主轴定位5001#5 刀具补偿用H代码TPH=1当5001#2 OFH=0时有效6071=6 当设为0时无效,M00不能调用9001~9009子程序6711加工零件数6712加工零件总数参数6711和6712的设定只有当6700#0 为0时有效7113 手轮进给倍率1008131#0 使用手轮进给HPG=1注:如果软键盘上的键值不对应,将参数3100#2置1,3100#3置0即可如果在手动和回参考点是不能同时控制3轴,将1002#0 JAX置1即可栅格量的调整:在诊断画面中,参数302号可以看到各轴的栅格量,最好应在4000~5000之间,栅格量的调整只要调整零点开关的位置当参数4020和3741不一致时,显示出来的主轴转速与主轴倍率选定的不对应攻丝参数设定5200#4(DOV)=1 刚性攻丝退刀时倍率有效(倍率值在参数NO.5211中设定)5200#5(PCP)=1 刚性攻丝不使用高速深孔攻丝循环5201#0(NIZ)=1 进行刚性攻丝的平滑处理5204#0(DGN)=1 在诊断画面上显示主轴和攻丝轴的偏差量的偏差值5210=29 指令刚性攻丝的M代码5211=200 刚性攻丝退刀时的倍率值5241=3000 刚性攻丝时主轴的最高转速(第1档)5242=3000 刚性攻丝时主轴的最高转速(第2档)5243=3000 刚性攻丝时主轴的最高转速(第3档)5261=2000 主轴和攻丝轴的直线加减速时间常数(第1档)5262=2000 主轴和攻丝轴的直线加减速时间常数(第2档)5263=2000 主轴和攻丝轴的直线加减速时间常数(第3档)5280=1000 刚性攻丝时主轴和攻丝轴的位置控制回路增益5300=20 刚性攻丝时攻丝轴的到位宽度5301=20 刚性攻丝时主轴的到位宽度5310=32000 刚性攻丝时攻丝轴移动时位置偏差的极限值5311=32000 刚性攻丝时主轴移动时位置偏差的极限值5312=800 刚性攻丝中攻丝轴停止时的位置偏差极限值5313=800 在刚性攻丝中主轴停止时的位置偏差极限值5314=32000 在刚性攻丝中攻丝轴移动时位置偏差的极限值。
FANUC调试参数

FANUC机床调试参数系统第一次通电,必须把参数写保护打开(设定画面第一项PWE=1),否则参数无法写入。
在MDI方式下,按软键盘上的SYSTEM,在参数画面下将参数3190#6(CH2)设成1,断电重启,画面上的文字转换成中文。
注:无特殊情况下,第一次通电最好不要进行全清。
一、FSSB设定先把参数8130和1010的值设为3,表示3个轴;参数1023设成1;2;3,参数1902#0=0(当参数1902#1 ASE=1时,表示当选择FSSB自动设定方式时,自动设定完成)。
进入SYSTEM,按显示器下的键,画面进入伺服设定,初始化位设为0,将在表5中查得的电机代码输入(0i-Mate系列的Z轴电机代码要比X、Y两轴的代码大1)。
进入伺服调整画面,按照调试手册P15的图中设定X、Y、Z的各项,断电重启。
如果启动后不出现调试手册中P16表1的报警,则FSSB设定完成,否则重新设定FSSB(线路正常情况下)。
如果出现466号报警,将参数2165设为25、25、45(0i-Mate);45、45、45(0i-MC),复位即可消除此报警。
二、主轴设定在参数4133中输入主轴电机代码(表6中查得电机代码),把4019#7设定为1进行自动初始化。
断电重启,设定参数3736为4095,3741号参数为电机的最高转速(即主轴电机的额定转速)。
注:参数4020与3741的值必须一致,否则主轴的转速将与倍率开关的档位不对应三、各种功能对应的参数设定0i-Mate系列按照调试手册中P25-P26的AI先行控制中的参数设定;0i-MC 系列按P26-P27的AI轮廓控制中的参数设定。
其中参数1432为4000~10000、1620为150、1621为80。
四、其它参数的设定当以上的参数设好之后,如无出现报警现象,将下面参数输入。
参数如下:参数号功能设定值范围0020 I/O通道选择(同设定画面中的设定)0——RS2324——卡138#7=1 MDN=1:使用存储卡进行DNC操作有效1002#0 JAX=1:手动和回参考点同时控制轴数为3轴1006#5 ZMI=1:回零时停在负方向1020 各轴的编程名称X——88Y——89Z——901022 基本坐标系中各轴的属性X——1Y——2Z——31023 各轴的伺服轴号X——1Y——2Z——31241 第二参考点的设定1300#2 存储式行程检测切换信号EXLM有效LMS=11320 机床正向软限位1321 机床负向软限位1401#4 进给率为0时快速移动停止RF0=11410 空运行速度5000mm/min1420 各轴快速移动速度8000 mm/min1421 各轴快速移动倍率的F0速度500 mm/min1422 最大切削进给速度6000 mm/min1423 各轴手动连续(JOG)进给速度1000 mm/min1424 各轴手动快速移动速度3000 mm/min1425 各轴返回参考点减速后(FL)的速度300 mm/min1622 插补后切削进给时间常数150 ms1624 插补后JOG进给时间常数20 ms1800#1 位置控制就绪信号PRDY接通之前,速度控制就绪信号VRDY先接通时,不出现伺服报警CVR=11821 各轴的参考计数器容量80001825 各轴的伺服位置环增益3000~50001851 各轴反向间隙补偿量2022 电机旋转方向(根据实际情况调整正负值)X——-111Y——111Z——1113003#0 互锁无效ITL=13003#2 各轴互锁无效ITX=13003#3 各轴方向互锁无效DIT=13003#5 限位开关零点触头接常闭DEC=0限位开关零点触头接常开DEC=13105#0 MDI方式显示DPF=13105#2 实际主轴速度和T代码显示DPS=13108#7 显示手动连续进给速度JSP=13111#0 显示伺服设定画面SVS=1 #1 显示主轴调整画面SPS=1#2 显示同步误差值是峰值SVP=13117#0 在程序检查画面显示打开或关闭主轴速度表和负载表SMS=13190#6 显示简体汉字CH2=13202#4 程序O9000~9999的编辑禁止(刀库用)NE9=13210加密3211解密3605#0 使用双向螺补功能BDP=13620~3627 螺距补偿的设定4077 主轴定位5001#5 刀具补偿用H代码TPH=1当5001#2 OFH=0时有效6071=6 当设为0时无效,M00不能调用9001~9009子程序6711加工零件数6712加工零件总数参数6711和6712的设定只有当6700#0 为0时有效7113 手轮进给倍率1008131#0 使用手轮进给HPG=1注:如果软键盘上的键值不对应,将参数3100#2置1,3100#3置0即可如果在手动和回参考点是不能同时控制3轴,将1002#0 JAX置1即可栅格量的调整:在诊断画面中,参数302号可以看到各轴的栅格量,最好应在4000~5000之间,栅格量的调整只要调整零点开关的位置当参数4020和3741不一致时,显示出来的主轴转速与主轴倍率选定的不对应攻丝参数设定5200#4(DOV)=1 刚性攻丝退刀时倍率有效(倍率值在参数NO.5211中设定)5200#5(PCP)=1 刚性攻丝不使用高速深孔攻丝循环5201#0(NIZ)=1 进行刚性攻丝的平滑处理5204#0(DGN)=1 在诊断画面上显示主轴和攻丝轴的偏差量的偏差值5210=29 指令刚性攻丝的M代码5211=200 刚性攻丝退刀时的倍率值5241=3000 刚性攻丝时主轴的最高转速(第1档)5242=3000 刚性攻丝时主轴的最高转速(第2档)5243=3000 刚性攻丝时主轴的最高转速(第3档)5261=2000 主轴和攻丝轴的直线加减速时间常数(第1档)5262=2000 主轴和攻丝轴的直线加减速时间常数(第2档)5263=2000 主轴和攻丝轴的直线加减速时间常数(第3档)5280=1000 刚性攻丝时主轴和攻丝轴的位置控制回路增益5300=20 刚性攻丝时攻丝轴的到位宽度5301=20 刚性攻丝时主轴的到位宽度5310=32000 刚性攻丝时攻丝轴移动时位置偏差的极限值5311=32000 刚性攻丝时主轴移动时位置偏差的极限值5312=800 刚性攻丝中攻丝轴停止时的位置偏差极限值5313=800 在刚性攻丝中主轴停止时的位置偏差极限值5314=32000 在刚性攻丝中攻丝轴移动时位置偏差的极限值。
发那科数控系统的基本参数设定一
单击此处添加大标题内容
单击此处添加正文,文字是您思想的提炼,为了演示发布的良好效果,请言简意赅地阐述您的观点。您的内容已经简明扼要,字字珠玑,但信息却千丝万缕、错综复杂,需要用更多的文字来表述;但请您尽可能提炼思想的精髓,否则容易造成观者的阅读压力,适得其反。正如我们都希望改变世界,希望给别人带去光明,但更多时候我们只需要播下一颗种子,自然有微风吹拂,雨露滋养。恰如其分地表达观点,往往事半功倍。当您的内容到达这个限度时,或许已经不纯粹作用于演示,极大可能运用于阅读领域;无论是传播观点、知识分享还是汇报工作,内容的详尽固然重要,但请一定注意信息框架的清晰,这样才能使内容层次分明,页面简洁易读。如果您的内容确实非常重要又难以精简,也请使用分段处理,对内容进行简单的梳理和提炼,这样会使逻辑框架相对清晰。为了能让您有更直观的字数感受,并进一步方便使用,我们设置了文本的最大限度,当您输入的文字到这里时,已濒临页面容纳内容的上限,若还有更多内容,请酌情缩小字号,但我们不建议您的文本字号小于14磅,请您务必注意。
2.2.3 坐标组
进行坐标组的参数标准值的设定。
以与<基本组>的<标准值设定 >相同的步骤进行设定。
没有标准值的参数设定
标准值设定
03
04
05
01
2.2.4 进给速度组
02
标准值设定
03
进行进给速度的参数标准值的设定。
04
与<基本组>的<标准值设定 >相同的步骤进行设定。
05
没有标准值的参数设定
参数设定支援画面显示方法: 通过以下步骤可显示该画面。 操作步骤:按下功能键[SYSTEM]后,按继续菜单键[+]数次,显示软键[PRM 设定]。 按下软键[PRM 设定],出现参数设定支援画面。
FANUC系统数控机床调试参数
FANUC系统数控机床调试参数FANUC系统数控机床调试参数是指在使用FANUC系统的数控机床时,根据具体加工要求和机床性能进行调试和优化的参数设置。
通过合理的参数设置,可以提高机床的加工精度、加工效率和稳定性,确保加工质量和生产效率。
本篇文章将详细介绍FANUC系统数控机床调试参数的相关内容。
首先,我们来介绍一些常见的FANUC系统数控机床调试参数。
1.加工参数:包括进给速度、快速移动速度、加速度、减速度等。
这些参数直接影响机床的加工效率和加工质量。
根据加工材料、加工工艺和加工要求的不同,可以适当调整这些参数。
一般来说,进给速度越大,加工效率越高;而快速移动速度则直接关系到机床的定位精度和快速切换速度。
2.修整参数:包括修正工具半径、琢磨刀具半径、工件和加工曲线的变化。
这些参数主要用于修剪加工过程中产生的误差,并对加工误差进行补偿。
通过调整这些参数,可以减少加工误差,提高加工精度。
3.运动参数:包括插补精度、工具半径补偿、切削速度刚度等。
这些参数直接影响机床的运动精度和切削效果。
根据加工要求和机床的性能,可以适当调整这些参数,使机床在高速运动和切削过程中保持稳定。
4.伺服参数:包括伺服增益、速度反馈环、电流反馈环等。
这些参数主要用于调节数控机床的伺服系统,保证伺服系统的稳定性和响应速度。
通过合理调整这些参数,可以提高伺服系统的性能和精度,减少振动和误差。
5.轴参数:包括轴偏差补偿、轴运行速度、坐标系转换等。
这些参数主要用于调整数控机床的各个轴的运动精度和坐标系的转换。
通过合理调整这些参数,可以减少机床的位置误差和运动畸变,提高加工精度。
在调试FANUC系统数控机床时,需要根据实际情况进行参数设置和调整。
具体的调试步骤如下:1.根据加工要求和机床性能,确定需要调试的参数和范围。
2.设置机床的调试模式和参数修改权限,确保可以进行参数设置和调整。
3.逐一调试各个参数,根据实际情况进行调整,并记录下参数值和调试结果。
最新FANUC常用系统参数说明
FANUC012小括号()改为中括号【】将3204中的PAR由0改为1.3释放风扇报警(ALM701)参数PRM8901#0(FAN)O8000-O8999保密设置NE8(NO.3202#0).45O9000-O9999保密设置NE9(NO.3202#4).6FANUC Series Oi-MD:7在显示器上修改梯图。
8按SYSTEM键,按右扩展键几次,直到显示器下面出现[PMCCNF]时,按[PMCCNF] 9软键,按[设定]软键,在出现的画面上将:编程允许(EDIT ENABLE),内置编程器许可(PROGRA MM ER ENABLE),编辑后保存到快闪存储器(WRITE TO F-ROM (EDIT)),1011这三项打开即可修改梯图.12FANUC Series Oi-MC :按SYSTEM 键,按 [ > ] 软键几次,当出现[PMCPRM]软键时按此键,按[SETING]1314软键,在出现的画面上将:15EDIT ENABLE置116WRITE TO F-ROM (EDIT)置117PROGRAMMER ENABLE 置118这三项打开即可修改梯图。
这三项只要能置为1 ,就能进入梯图修改,若置不了1,就是有参数封住了,1920防止别人乱改梯图。
对于有密码的梯形图,要输入密码才可以看到,才可以修21改。
为使用梯形图编辑功能,应该在“PARAMETERS FOR ONLINE MONITOR”中把“RS-232-C”和“F-BUS”选择为“NOT USE”,以使在线监控功能无2223效。
自动插入顺序号:0000 #5 SEQ2425自动插入顺序号增量值:321626最大主轴转速:377227加工中心乱刀修正28System------参数-----PNMNET-----数据-----操作-----缩放-----寻找。
29旧版本系统D144,主轴25,D145 1POT(1).D146(2)……30新版本系统D300主轴25,D301 1POT(1).D302 2POT(2)……313233I/O通道号(参数(No.0020)):34I/O CHANNEL=0 0101停止位和其它数据。
FANUC数控系统参数设定总结
FANUC数控系统参数设定总结首先,FANUC数控系统参数设定包括机床参数设定和程序参数设定两部分。
机床参数设定是指根据机床的性能、结构、精度等特点,进行相关参数的设置,以便系统能够正常运行和精确控制。
程序参数设定是指根据加工工艺的要求,设置加工程序相关的参数,以实现对工件加工过程的控制。
在机床参数设定方面,需要设置的参数包括机床类型、坐标方向、轴向指令限制、进给量、加工速度等。
机床类型参数主要是告诉系统所使用的机床类型,以便程序能够正确地进行解释和控制。
坐标方向参数是指机床坐标轴的方向,根据机床的实际情况进行设置。
轴向指令限制参数是指对坐标轴运动指令的限制条件,如坐标轴的最大速度、最大加速度等。
进给量参数是指设定机床进给轴的运动量,可以是绝对值或相对值。
加工速度参数是指设置机床在进给轴运动过程中的速度,以实现加工效率的最大化。
在程序参数设定方面,需要设置的参数包括刀具半径补偿、切削参数、进给速度、进给倍率等。
刀具半径补偿参数是指设定刀具在切削过程中的半径补偿量,以确保切削尺寸的准确性。
切削参数是指设定切削过程中的切削速度、进给量、进给深度等相关参数,以满足加工工艺要求。
进给速度参数是指设定刀具在切削过程中的进给速度,以实现加工效率的提高。
进给倍率参数是指设定刀具在切削过程中的进给倍率,该参数可以根据不同的加工情况进行调整,以达到更好的加工效果。
最后,FANUC数控系统参数设定需要根据具体的加工工艺和机床特点进行调整和优化。
合理的参数设定能够提高机床的加工精度和加工效率,最大化利用机床的性能,缩短加工周期,降低生产成本。
综上所述,FANUC数控系统参数设定是机床操作过程中的重要环节,对加工效果和加工效率有着重要的影响。
在进行参数设定时,需要根据机床的实际情况、加工工艺要求进行合理的设置,以实现机床的最佳性能。
同时,不同的加工工艺和机床特点可能需要不同的参数设定,需要根据实际情况进行调整和优化。
只有通过合理的参数设定,才能使机床运行稳定、精确控制,从而满足加工需求,提高加工效率。
FANUCOIMATETD系统全参数表
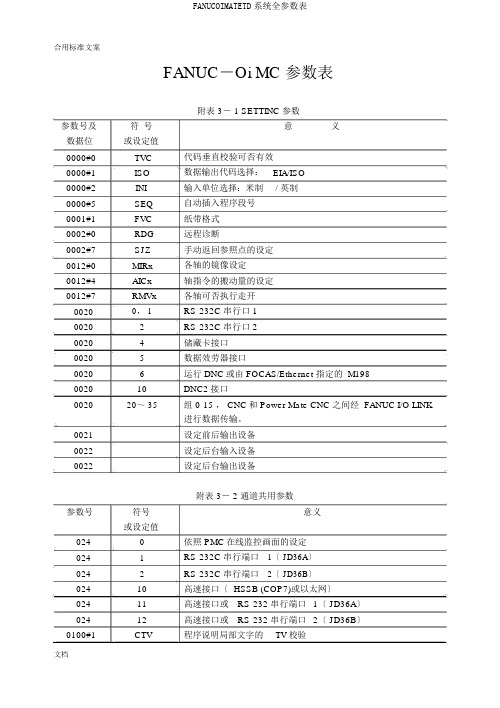
合用标准文案FANUC-Oi MC 参数表附表 3- 1 SETTINC 参数参数号及符号意义数据位或设定值0000#0TVC代码垂直校验可否有效0000#1ISO数据输出代码选择:EIA/ISO0000#2INI输入单位选择:米制/ 英制0000#5SEQ自动插入程序段号0001#1FVC纸带格式0002#0RDG远程诊断0002#7SJZ手动返回参照点的设定0012#0MIRx各轴的镜像设定0012#4AICx轴指令的搬动量的设定0012#7RMVx各轴可否执行走开00200, 1RS-232C 串行口 100202RS-232C 串行口 200204储藏卡接口00205数据效劳器接口00206运行 DNC或由 FOCAS/Ethernet 指定的 M198002010DNC2接口002020~ 35组 0-15 , CNC和 Power Mate CNC 之间经 FANUC I/O LINK进行数据传输。
0021设定前后输出设备0022设定后台输入设备0022设定后台输出设备附表 3- 2 通道共用参数参数号符号意义或设定值0240依照 PMC在线监控画面的设定0241RS-232C 串行端口1〔 JD36A〕0242RS-232C 串行端口2〔 JD36B〕02410高速接口〔 HSSB (COP7)或以太网〕02411高速接口或RS-232 串行端口1〔 JD36A〕02412高速接口或RS-232 串行端口2〔 JD36B〕0100#1CTV程序说明局部文字的TV 校验文档合用标准文案0100#2CRF在 ISO 代码中 EOB〔程序段结束〕的输出设定0100#3NCR在 ISO 代码中 EOB〔程序段结束〕的输出设定0100#5ND3在 NDC运行时,程序读取方式0100#6IOP规定如何停止输入/ 输出程序0100#7ENS读 EIA 代码时发现 NULL代码〔无效代码〕时的设定附表 3- 3 DNC2 接口的参数参数号符号意义或设定值0140#0BBC可否检查 DNC2接口 BCC〔程序段检查字符〕的值0140#2NCE可否检查 ER〔 RS-232C〕和 TR〔 RS422〕信号0140#3ECD可否应答错误代码的设定01431~ 60监控响应准时器的时间极限〔DNC2接口〕01441~ 60监控 EOT信号的准时器的时间极限〔DNC2接口〕01451~ 60RECV和 SEND切换所需要的时间〔DNC2接口〕01461~ 10系统试一试保持通讯的时间〔DNC2接口〕01471~ 10系统发送的响应NAK信号的信息的次数〔 DNC2接口〕014810~ 255超时时可以接收的字符数目〔DNC2接口〕014980~ 256通讯包数据段的字符数〔DNC2接口〕附表 3- 4 有关远程诊断的参数参数号符号或意义设定值0002#0RDN远程诊断可否进行0201#0SB2停止位的设定0201#1ASC数据输出时的代码0201#2NCR EOB的输出02031- 12波特率02040- 2远程诊断通道02111~99999999远程诊断密码〔口令〕102121~99999999远程诊断密码〔口令〕202131~99999999远程诊断密码〔口令〕302211~99999999远程诊断要点字102221~99999999远程诊断要点字202231~99999999远程诊断要点字30300#0PMC在 CNC画面显示功能有效时,当NC 侧拥有储藏卡接口时〔 HSSB连接〕附表 3- 5 数据效劳器的参数文档参数号符号意义或设定值0900#0DSV数据效劳器功能可否有效0900#1ONS当数据效劳器的文件名O号和 NC的 O 号不相同时09210, 1选择数据效劳器主机 1 的操作系统09220, 1选择数据效劳器主机 2 的操作系统09230, 1选择数据效劳器主机 3 的操作系统09240~ 255DNC1/Ethernet 或 FOCAS/Ethernet 的等待时间设定093132~ 39设定对应软健 [CHAR-1] 的特别字符代码093232~ 39设定对应软健 [CHAR-2] 的特别字符代码093332~ 39设定对应软健 [CHAR-3] 的特别字符代码093432~ 39设定对应软健 [CHAR-4] 的特别字符代码093532~ 39设定对应软健 [CHAR-5] 的特别字符代码附表 3- 6 轴控制、设定单位的参数参数号符号意义或设定值1001#0INM直线轴的最小搬动单位1002#0JAX JOG进给、手动快速进给及手动返回参照点时,同时控制的轴数1002#1DLZ无挡块参照点设定功能可否无效1002#2SFD可否使用参照点偏移功能1002#4XIK非直线插补型定位时,对定位搬动中的某个轴实行互锁时1002#5IDG 当使用无挡块设定参照点功能时,可否进行禁止参照点再设定参数 IDGx(No.1012#0) 的自动设定1004#0ISA最小输入单位,最小指令增量1004#1ISC最小输入单位,最小指令增量1004#6IPI英制输入控制1004#7IPR各轴的最小输入单位可否设定为最小指令增量的10 倍1005#0ZRNx 参照点没有成马上,在自动运行〔MEM,RMT或 MDI〕中,指定了除 G28 以外的搬动指令时,系统可否报警。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、0MC/0MD
参数号码参数含义典范设定备注
45#3 切削进给插补后直 1 635为时间常数
线加加速有效
393#0 主动拐角降速作用有效 1 倘若拐角要求
高时设1 395#2 切削进给插补后直线加 1
加速有效(先行控制)
395#3 依速率差控制拐角降速 1 482,483,
487设定
395#6 插补前直线加加速 1
类别B有效
399#2 前馈控制对切削进给通常设0
和快移均有效
399#4 依进给类别的在位检 0
测有效
482 主动拐角降速后的速率 300 减小,精度up
483 依速率差控制主动拐角降 300 减小,精度up
速时两个步骤段的速率差
485 插补前直线加加速时间常数 2000 小线段时不设定
(最大速率)(先行控制)
486 插补前直线加加速时间常数 10 小线段时不设定
(所需时间)(先行控制) 300 减小,精度up
487 主动拐角降速后的速率
(先行控制)
517 位置环增益 3000
879 切削进给插补后直线加减 24 倘若有显然振
速时间常数(先行控制)动,up
8x03#3 P-I控制有效 1
8x03#4 N脉冲消除作用有效 1
8x03#5 反向间隙加快作用有效 1
8x05#1 前馈控制作用有效 1
8x06#4 1-ms加快反馈作用有效 1
8x09#2 新式反向间隙加快作用有效 1
8x09#7 反向间隙加快中断作用有效 1
8x48 反向间隙加快量 600 查看正圆度调解
8x68 位置环前馈系数 0 谋划
8x69 速率环前馈系数 *1 谋划
8x71 反向间隙加快有效时间 75 查看正圆度调解
8x82 反向间隙加快中断时间 10
8x92 位置环前馈系数(先行控制) *2 谋划
8x21 负载惯量比 256 如有震荡,down
8x66 250ms加快反馈作用有效—10 减小震荡
*1公式1 -(PK2V)X(J1+J2m)/JmX320/电机1转移动um数
Jm电机惯量,J1机器惯量
*2公式2 4096X8192/电机1转移动um数X (FFD系数)
FFD系数为小于1的少量,越大,位置增益越大(外形偏差越小)*注1:以上调解:1.外形偏差, 2.拐角降速, 3.背隙加快补偿,4.机器振动。
1,2,4 相互关联干系,调解时要综合思考。
3可单独调解。
*注2:体系必要以下option function :
1.插补前加加速
2.拐角加速
3.先行控制(0MD无)
二、OiMA/MB
1422 切削速率上限、 6000 根据机床规格全軸(mm/min)
1430 切削速率上限、 6000 根据机床规格毎軸(mm/min)
1610 #0,#1補間後直線形 01
加減速
1620 快速時直線形加減 80 down,精度Up,振动up 速時定命
1622 切削指数関数型時 20 -
定命(msc)
1622 切削時直線加減速 20 down,精度Up,振动up 時定命(mm/min)
1623 FL速率(mm/min) 0 -
1630 補間前直線加減速中 10000
最大加工速率
1631 補間前加減速中最大 1000 Up, 拐角精度Up 加工速率時間
1730 円弧半径R切削速 3000
度上限値
1731 円弧半径R切削速率 0 5000
上限値円弧半径R
1768 補間後加減速時 50 Up,震荡down
; 定命(msec)
1770 補間前加減速中最大 10000
加工速率(先行制御)
1771 補間前加減速中最大加 226
工速率時間(先行制御)
1783 拐角減速容許速率 0-500
差(mm/min)
1825 Position gain 3000 不震,可3500 2040 積分gain標準設定×0.8 算 HRV
2041 比例gain標準値×1.6 算 HRV
2062 Povc1 32621 HRV
2063 Povc2 1837 HRV
2065 Povclmt 10908 HRV
2068 FF係数 2684 算
2069 速率FF係数 77
2082 Backlash 加快stop 10 BL
2087 Torque offset 0 Z軸
2092 先行FF係数 0 9900
2107 切削,快速2021分別 0 0,or 150,HRV 切利用時 %)
2119 速率GAIN比例項高速処理 0 0 OR 10.HRV 1602 #0,#4,#6, 自動拐角減速 1,1,1
1851 Backlash補正 -
2003#3 IP制御 1 1
2003#5 Backlash 加快有効 1 1
2005#1 FF有効 1 1
2009#2 新式バックラッシュ 1 1
加快有効
2009#7 Backlash加快stop有効 1 1
2016#3 速率loop比例項高速処理 0 1
2017#6 Ovc alarm改进 1 1
2017#7 速率loop比例項高速処理 1 1
2048 Backlash時定命 60 正元度
2069 速率FFD係数 75
2071 Backlash加快有効時間 75
2202#1 切削送り時別速率切 1 1
替有効時1
2207#3 速率loop比例項高速処理 1 1
3403#0 標準設定値 1 1
2047 Poa1 1564 BL
2015#6 2段Backlash加快有効
; 1 BL
2015#5 TCMD ON check board效力 0 測定時1
2048 Backlash一段目加快量 100 100-300, 測定2082 2段目start距離(検出単位) 10 10
2039 2段目加快量 100 100
2089 2段目end距離 20 20
(start距離比率(%)
2114 2段目override 20 20
注1:以上调解:
1.外形偏差,
2.拐角降速,
3.背隙加快补偿,
4.机器振动。
1,2,4 相互关联干系,调解时要综合思考。
3可单独调解。
2.可利用DDB(球感仪)查看正圆度,倘若一段加快结果不好,再利用2段加速,一边调解,一边查看正圆度.直到合格.
*注2:体系必要以下option function :
1.插补前加加速
2.拐角加速
3.先行控制
三、AI相干参数调解(0i/18MC)
序号参数号码单位设定值意义
1 1602#0 1 补间前加加速为B-TYPE
2 1602#4 1 依速率差作拐角加速
3 1602#6 1 先行控制下加加速为线性
4 1603#6 1 AI控制时快速进给利用bell加加速
5 2003#2 滑1,线0 利用监督作用
6 2003#3 &nbs
p; 1 PI控制有效
7 2003#4 滑0,线1 N Pulse 制止作用
8 2003#5 1 背隙加快补正有效
9 2005#1,#6 1 利用FF作用(feed forward)
10 2006#4 1 1ms加快Feedback function
11 2006#6 1 加速中,采纳电动势补正有效
12 2009#6 1 背隙加快补正只有切削模式有效
13 2069 50-100 速率Feed Forward 系数FLLFT(50-200)
14 2092 9800 Feed forward系数ADDFT(先行控制)
15 1431 15000 各轴在前瞻模式下最大切削进给率
16 1783 mm/min 150 依速率差作拐角加速
(补间前加加速,各轴分别设定)
17 1422 10000 最大切削进给速率
18 1730 Mm/min 2400 圆弧半径R最大进给率
19 1731 5000 依圆弧半径作进给率Clamp
20 1732 Mm/min 100 依圆弧半径作进给率Clamp时最小进给率
21 1770 Mm/min 10000 补间火线性加加速最大进
给率(先行控制)
22 1771 Ms 1000 补间火线性加加速到达最大
23 1777 1000 前瞻控制中主动拐角加速之最小速率
24 1768 Ms 滑32,线24 补间后加加速时间常数
25 1780 Mm/min 150 依速率差作拐角加速(补间火线性加加速)
26 1432 Mm/min 10000 依速率差作进给率clamp(max speed)
27 1785 Ms 1000 依速率差作进给率clamp(time to max speed)
28 1620 100 Line or bell 加加速时间常数在快移模式中
29 1621 90 Bell加加速时间常数T2在快移模式中
30 1622 20 补间后指数/bell/line加加速在切削模式中
31 3403#0 1 圆弧补间时半径精度偏差改进
32 7061 40 AI控制模式单节重叠数
33 2007#6 0 Fine加加速不利用
34 2017#7 0 速率回路比例项高速处理
35 2066 0 250us加快度回授(0-10)。