PT200笔记
PT200笔记1

程序初期編輯
Block data: 貼裝點數据.只包含小板坐標信息. 貼裝點數据.只包含小板坐標信息.
程序初期編輯
Block Attribute: 拼板数据:拼版Offset值、坏板坐标 拼板数据:拼版Offset值、坏板坐标
可在EDIT菜單下選擇ADD添加更多的拼版 可在EDIT菜單下選擇ADD添加更多的拼版
Virtual Line Config:虚拟线体设定 Config:
System Config:系统信息设定,包括EXT NO.等信息。 Config:系统信息设定,包括EXT NO.等信息。
Pro Viewer Config:线体通讯状态确认 Config:
Machine Config:线体设定(主要为硬件)。 Config:
Line Convert主畫面 Convert主畫面
Line Convert菜單 Convert菜單 Import:CAD數据導入. Import:CAD數据導入.程序回讀 Export:程式輸出到Filer Export:程式輸出到Filer Edit:激活程序 Edit:激活程序 Assign:优化快捷方式. Assign:优化快捷方式. MJS:独立的软件 MJS:独立的软件 .可將多個產品組 合优化. 合优化. PCBView:產生模擬貼裝圖. PCBView:產生模擬貼裝圖.
TOOL菜單簡介 菜單簡介
TOOL工具菜单 TOOL工具菜单 Filer文件夹:程序上传、下栽、备份、编辑菜单 Filer文件夹:程序上传、下栽、备份、编辑菜单 Line Convert菜单:程序/CAD导入、编辑、优化菜单 Convert菜单:程序/CAD导入、编辑、优化菜单
Part Library:部品库编辑菜单 Library:
PanaPRO&PT200学习资料-中文
PT200使用流程简介-Line converter工具栏的使用
3.使用比较多的是把用 PanaPRO生成的程序导入 Line Converter进行进 一步的优化编辑. 在Import时选择Machine data,然后选择MC Format/BOC,选择目标程 序的路径 选择导入方式
松下电器机电(上海)有限公司-FA—SE
C:\kme\pt200\filepath目录下
或复制到软盘中 这样就可以在PT200中对使用 PanaPRO制作的CM402的程序进 行编辑和与设备的通讯了
松下电器机电(上海)有限公司-FA—SE
PT200使用流程简介-建立生产线
二.PT200使用的大概流程
1.在PT200中建立生产线
在Servers模式下进入 Line config下添加设备
松下电器机电(上海)有限公司-FA—SE
PT200使用流程简介-Line converter工具栏的使用
完成Data check后保存推出 ,在Line converter中选择 Export即可以将优化好的程 序输出到Filer中. 选择在Filer中的目标文件 夹或新建一个文件夹,输出 到Filer后的操作方式与P16 页的操作方法一样.
此时要从软盘中 导入程序
松下电器机电(上海)有限公司-FA—SE
PT200使用流程简介-Filer工具栏的使用
导入完成,双击程 序,进入编辑画面 , 使 用 DataCheck, 对数据进行检查
松下电器机电(上海)有限公司-FA—SE
PT200使用流程简介-Filer工具栏的使用
数据检查通过,会在D的状态下出现OK字样,表示程序制作成功
PT200使用流程简介-Line converter工具栏的使用
PT200 中级培训笔记 松下贴片机
Panasonic
松下电器
松下电器机电(上海)有限公司 中国上海市外高桥保税区日京路 51 号发展大厦 A 栋底层 (邮编:200137) Panasonic Industrial (shanghai) .,Ltd. 1F, Block A, Development Mansion, 51 Ri Jing Street, Wai Gao Qiao Free Trade Zone, Shanghai, China Post Code: 200137
3、修改电 脑 名字(适用于 3.50 版本以上的机器) My Computer\HKEY_LOCAL_MACHINE\Softwre\KME\PT100\Currentversion\
Lineconfig\Myhost A\更改电 脑 的名字 变 更为 PT-02 B\更改 PT200 的数 据目录 名称 变 更为 PT-02, C:\KME\PS200\DATA\PT01 变 更 PT-02 C\将 程序文件中的电 脑 名字 变 更为 PT-02, 使用 C:\KME\PS200\TOOL\HOSTChangMidFile.exe 更改文件 D\更改 PT200 LINE CONFIG 中的 COMPUTER NAME 变 更为 PT-02,保存,退出,重新启 动 E\更改 PT200 通讯 参 数 在 SETUP 中 ProViewConfige 中更改 Host 中的 Computer Name F\更改操作系统 中的环 境变 量
注: 1\第二条 线 的 HLM,COMPUTER NAME,MACHINE NAME 需要与 第一条 线 的配置不一样
(Setup—Line Config) H.L.M 为 网 络 代号
2\PTHOSTS.INI 通讯 参 数 的设 定 (C:\WINNT\system32\drivers\etc)
PT200培训

使用1001,1002nozzle
查看总体平衡状况,table turn数平均,各台机器的cycle time平衡, 最后一台多功能机较前面设备快2秒,DATACHECK完成优化。
六、分析工具的使用
1.“解”的使用
1 3 4
打开analysis tool ,在软件优化 时,选择analysis execution可 以观察当前优化的情况 1.显示出该table turn数
PT200中级培训报告
From:程序组 Date:APR-21-08
目 录
一、PT200所需的系统环境及安装 二、PT200的一些基本参数设置 三、Backup / Restore 四、PT200程序的优化思路 五、优化技巧 六、分析工具的使用 七、PART库的编辑
一、PT200所需的系统环境及安装
1 选择1处点END就可以重启
3.PT200的安装
选择安装文件,点击install,出现以下对话框
在1处输入机号和编号 (可自行任意输入), 点击下一步
1
语言的选择
点击1处 选择英语, 点击下一步
1
安装软件的路径选择
CD drive为从光 盘开始读入 HDD为从硬盘开始读 入安装文件 FD drive为从软 盘开始读入
1
逐步选择我们要安装的文 件所在的文件夹
1
2
点击1处START后就开始自动 安装,出现2所示的画面
安装完后选择重启
二、PT200的一些基本参数设置
1.工程师权限的设置
打开C盘下KME文件夹中的SystemInfo,再打开PT100文件夹,打开 如图所示的文件即可。
打开1处
1
将1处原来的2改为3 即可设置成工程师模 式了
CM系列 PT200 初级培训

四十五、 Export2
•在Group和LOT中选择导 出的文件夹(对NEW 打钩 即可新建导出文件夹) •建立文件名(PT File Name为软体文件名;MC File Name为机器文件名, 机器上只显示机器文件名) •点击Select处,出现*图标 后,OK按钮变黑(表示可 用),点击OK进行导出
•点击Refer,进入人工干 预排列优化的定义
三十二、 ASSIGN的定义3
•点击Line converter菜 单下ASSIGN按钮 •手工固定Feeder排列优 化 •手工固定Nozzle Nozzle的定义
三十三、 ASSIGN的定义4
•点击CM402-1机器图标进 行Feeder的定义 •对Feeder进行固定排列优 化
•点击NEXT,进入 EXPAND的定义
二十八、 EXPAND
•软件根据BLOCK ATTRIBUTE的数据自动扩 展BLOCK DATA
•点击NEXT,进入DATA CHECK的定义
二十九、 DATA CHECK1
•根据对话框中的红色提示 修改错误处,直至错误修 正通过检查 •检查Parts library和程序的 关联性 错误提示
四、LINE CONVERTER
•选择具体的线体 •按Import按钮, 会出现数据导入 对话框,在对话 框中进行数据设 定
五、IMPORT(CAD数据)
•点击CAD data菜 单,进行数据导 入 •点击Refer按钮, 在对话框中选择 CAD文件 •点击Edit format 按钮,对CAD格 式进行定义
三十六、 ASSIGN的定义7
•点击 Part division •查看元件贴装点数
三十七、 ASSIGN的定义8
•手工编辑好 Assign的定义
PT—200基本介绍

PT—200基本介绍。
1.PT200是安装在MICROSOFTY WINDOWS2000,NT的操作系统上。
(最好是日语版。
因为由此不会出现乱码)2.PT200是准备合编辑生产数据的编辑终端。
1)WINDOWS基础操作容易。
2)可在生产线不停的情况下,准备生产数据。
3)可随时检查设备在线操作状态。
4)可将数据自动分配到一个以上的模块机。
5)可将CAD数据转化为生产数据。
6)可虚拟模拟未来生产线的生产效率。
3.对于虚拟线的创建和模拟。
在下列情况下,可设置虚拟线来编辑和模拟。
1)如线配置改变生产周期是将会多长。
2)如客户想购买新线生产效率是多少。
3)如另一条生产线生产同样的产品生产效率是多少。
PT200虚拟线功能只限于PT的标准设备,不支持别的设备。
4.PT200支持的设备。
1)印刷机:SP22 SP282)点胶机:BD303)模块化贴片机:CM201 CM202 CM301 CM4024)高速贴片机;CM885)多功能贴片机:CM20F CM100 CM120PT200可将一个以上模块化贴片机作为一台机器来处理。
一个模块最多可容纳16个TABLE 。
对于CM402 CM202一台机器,四个TABLE 。
因此一个模块最多四台CM402 或四台CM202。
5. PT SHELL打开WINDOWS2000自动打开PT200进入PTSHELL 点击图标进入相应的工具。
可以使用很多的工具,可如果启动了太多的工具,处理速度会降低。
PT 安装时已注册了工程师用户名和密码。
用户名:CREA TE 密码 :CREATEPTSHELL 的初始画面。
6. 鼠标和键盘的基本操作和WINDOWS 一样,除输入数值与字符外,所有操作都可以用鼠标完成。
7. 功能的选择。
方法有四种。
1)从菜单栏打开菜单,选择希望功能。
2)点击工具栏上的图标。
(只使用于带图标的功能,经常使用功能)3)鼠标右键,点击只使用于常用功能。
4)双击数据,只使用于某些特殊功能。
PT200 整体流程简要介绍
PT200学习报告PIST (一) PT200的功能介绍先了解PT200是对于Pansonic 设备中CM401、CM402、DT401所开发的程序制作及管理软件,功能是编辑及仿真生产程序并将生产信息传回server端提供分析用,也就是(1)准备生产坐标(2)机台以及联机监控(3)可以利用虚拟线仿真生产状况。
(二) Pt200的安装及移除接下来学习PT200 的软件安装,首先他的软件是安装在Windows 2000 英文版上为标准,如果要安装在XP上必须加安装上BDE软件。
另外PT200 需安装在一个多重开机的状况下,启动时需建立一个新的使用者create,此为administrator 权限。
除了安装外对于PT200的移除也得小心,需将档案彻底移除才可以。
利用uninstall的方式,再到regedit里面去找Kme的数据夹作删除。
(三)Pt 200的环境设定环境设定及介绍方面我们在PT200的setup部分来操作,共介绍了Line Config、Virtual Line Config、Machine Config 三部分,程序在一开始制作时要先到这地方去作机台的设定,以下为这三部分大概功能:Line Config : 可以create真实线并设定ip等一些信息Virtual Line Config: 设定虚拟线还有决定机台的种类及数目Machine Config : 设定机器的各个stage的参数信息,包括CM402 A type 要改成C type也是在这边更改它的nozzle header参数,还有是否使用报废料架也是在这设定ngcnv参数..诸如此类等等(四)PT200工具的使用及程序制作之后就是TOOL部分共分为Filer、LineConverter、PartsLibrary Editor、Nozzle Feeder Editor、Line Monitor,其中前面三项是程序在制作时所要常常操作的,以下是程序制作时候的大致流程图以及文字说明:(四之一): 整理CAD表及BOM表先将客户的CAD表中有用信息(X坐标,Y坐标,旋转角度,料表等等)以及BOM表中(parts name,料表)整理区隔出来,建议转换成csv檔,点的坐标内容要在第一象限。
PT200(简体)
Expansion
• 扩充 • 选择扩充的条件. • 针对修改过的进行指 定的有条件的修改.
25
MountData
• 程序的全 部贴装步. • 可以进行 修改和编 辑.
26
保存编辑程序
• 程序编辑修 改完按 CLOSS • 按OK进行保 存。
27
Setting Each Machine
• 对设定机器的 选择。 • 对设定项目的 选择。 • 只是对当前编 辑的程序。 • 输入机器后, 机器会自动执 行。
• LOT功能进行生 成一个新的LOT • 选择GROUP输 入新的LOT名 • 选按OK
10
FILER 的编辑
• 对数据的打印 • 选择GROUP和 LOT • 选种要打印机 器的程序。 • 选种的程序会 显示在此。
11
FILER 的编辑
• 复制选定的程 序 • 输入新的数据 的LOT名,选 定新的LOT名 所处的 GROUP。
34
Favorite对常用元件的固定设置
• 选择常用 数据进行 另存.一个 文件夹.便 于编辑.
35
Edit Pasts Data
• 先输入PAST 名和CHIP名。 • 选按 MACHINE键 选择MODULE
36
Editing chip
• Chip元件数 据的编辑 • 点击Read Standard Chip键。选 择PT的标准 设置。
PT200培训笔记
1
PT200安装
选定NET NET WORK AND DIAL-UP
2
PT200安装
• 选种Internet (TCP/IP) • 选种Properties • 设置网卡一定 要使用 (TCP/IP)
PT200操作学习
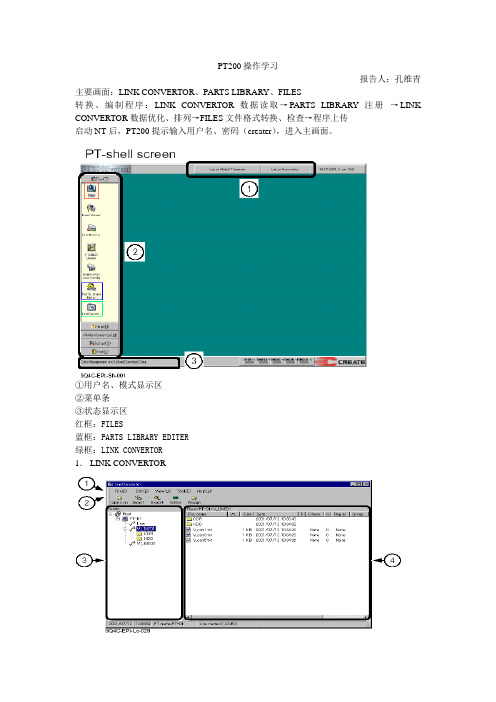
PT200操作学习报告人:孔维青主要画面:LINK CONVERTOR、PARTS LIBRARY、FILES转换、编制程序:LINK CONVERTOR数据读取→PARTS LIBRARY注册→LINK CONVERTOR数据优化、排列→FILES文件格式转换、检查→程序上传启动NT后,PT200提示输入用户名、密码(creater),进入主画面。
①用户名、模式显示区②菜单条③状态显示区红框:FILES蓝框:PARTS LIBRARY EDITER绿框:LINK CONVERTOR1.LINK CONVERTOR①工具菜单②工具条、工具按钮③文件夹编辑区④文件编辑区IMPORT/EXPORT导入程序(IMPORT):在LINK CONVERTOR画面中,建立新文件。
按IMPORT键导入文件内容。
(以导入CAD文件为例)按IMPORT后,会出现上述画面。
在画面中按CAD DATA菜单,以CAD格式导入。
1.在ORIGNAL DATA 文本框中输入要导入的文件。
2.在FORMAT SPECIFICATION文本框中输入要导入文件的格式,如要编辑格式,按右边的EDIT FORMAT按钮,进行编辑。
3.BOM FILE SELECTION按ADD键加入BOM文件。
4.按OK后,将导入文件。
制作特定CAD文件格式:按EDIT FORMAT后,出现下述画面。
按MOUNT DATA钮后,根据右边的MOUNT DATA,在左边的类型框中注明MOUNT DATA中一些要读取的参数。
按BOM DATA钮后,根据右边的BOM DATA,在左边的类型框中注明BOM DATA中一些要读取的参数。
CAD格式的建议:(此格式可不用连接BOM表,不用设BOM的参数即可导入)先在NOTEPAD或EXCEL软件中,将CAD文件整理成以下格式。
导出程序(EXPORT):在LINK CONVERTOR画面中,选择导出的文件(如①)再按工具条进行导出(如②)。
PT200编程
新建立个记事本的文本
用鼠标右键点建 立好的记事本文 本出现菜单选择 [Rename]中文 意思重命名
以你要做的 机以种你输要入做的机 [种E输G入A[0EG 0A106061]66 后]打后开打出开现出现 下下面面的的画画面面
请用上面的格式输入
根据CAD坐 标和图面输 完数据
选择File展开 后点击Save后 就完成了数据 的输入
点OK
选择 MARK颜 色是白色
用同样方式编辑B点 MARK的数据
单基板MARK的识别数据
X坐标
Y
坐
角度
标
料号
位号
基板数据编辑完成后进入Block Data这个图就是PT所生成的程式
此时的程式数据只有一块小拼版,直接进行下一步
进入Block Attrib(编辑拼版 坐标)
根据单板数据扩 展拼版 数据
点击这个功能键进行编辑程序
点击这项目变成绿色
右键选择第一项目
读数据的方式是列讀取 点击这项目变成绿色
同时鼠标右键选择数据1 初始行
选择成功后会变成数据1
点击这项目变成绿色
选择成功后会变成数据228
結束行
鼠标右键选择数据228
同时鼠标右键选择分隔符空格
点击这项目变成绿色
选择成功后TAB是分隔符
第2步
在PT200的主画面点击 这个菜单进入下面的画面
在这个画面点击 此+号出现下面 的画面
第2点击Impot后出现下面的画面 第1点击Line
点击CAD datah 后出现下面的画面
点击Refer 后出现一 个窗口
选择你原来输入的CAD坐标数据 EGA00166点击打开
这是你要编辑的程序CAD记 事本的文件路径
PT200 初级培训学习笔记
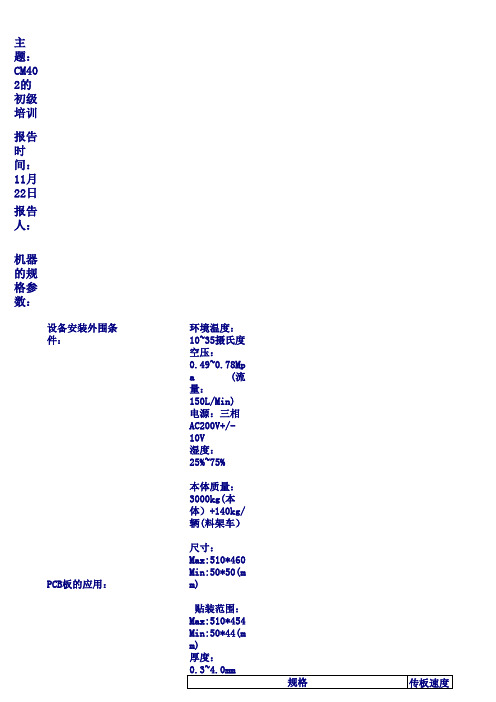
主题:CM402的初级培训报告时间:11月22日报告人:机器的规格参数:设备安装外围条件:环境温度:10~35摄氏度空压:0.49~0.78Mpa (流量:150L/Min)电源:三相AC200V+/-10V湿度:25%~75%本体质量:3000kg(本体)+140kg/辆(料架车)PCB板的应用: 尺寸: Max:510*460 Min:50*50(mm)贴装范围: Max:510*454 Min:50*44(mm)基板工作台规格:240宽/510宽贴装速度: Chip: 0.06s/p QFP:0.18s/p高速贴装头:每个Nozzle unit 配有独立的伺服电机(共8个单元)多功能贴装头: 配有独立的VCU电机(共3个单元)应用元件:高速贴装头:0603~24*24多功能贴装头: 0603~100*90元件厚度: 高速贴装头:<6.5mm多功能贴装头: <21mm最大重量:不超过30g料架:马达式料架,共五种型号8mm (双料架)12mm/16mm (共用型)24mm/32mm (共用型)44mm/56mm (共用型)72mm视觉识别方式: 1.反射 2.透射备注:对于0603的元件专用吸嘴205,只有反射识别基本操作:Production:生产Product config.生产设定1.Feeder arrangment:可在此菜单下对元件的供料角度进行定义供料角度时针对料在料带中的相对角度,可在Feeder layou 中修改,无需传程序,备注:贴装角度是针对供料角度来定义2.Nozzle arrangment:可在此菜单下对吸嘴进行定义ST open/close:Nozzle station挡板的开闭Nozzle clear:无吸嘴的设定Nozzle remove:取下吸嘴Nozzle exchange:吸嘴的更换Nozzle set check:吸嘴的检查,通过相机检测吸嘴的内径做Measure Value:吸嘴的检测值Recog SCRN:识别画面备注:White Frem:NZL exist 吸嘴存在Blue char:NZL diffe:吸嘴预设定有异3.Surpport pin change:支撑Pin的更换Surpport pin change--pin change start--pin change c4.Feeder gang exchange卸小车:product config--feeder gang exchange--gang change s上盖及防护盖--Feeder base up--拉出小车--拔下数据线备注:如在未完全拉出小车的情况下,就拔下了数据线,可通过受制具,将小车升起后再拉出装小车:product config--feeder gang exchange--gang change s盖及防护盖--插上数据线--Feeder base up--推进小车--关上5.PCB Transfer:基板传输6.Part usage:元件使用数量7.Motion configrationBoth side mount:是否为两面贴装Auto nozzle change suspension:是否不用自动更换吸嘴Production schedule:生产预定枚数是否使用8.Feeder set check:Blue,OK:已安装了正确的Feeder(程序中设定的)Grey unset:未装Feeder(程序中设定的)Yellow,Feeder type set err(类型出错)Performance infor.生产相关信息Run information PCB's to process:生产的基板枚数Blocks to process:生产的区板枚数Stop information:停止错误信息Vac sensor err history:真空传感器停止履历Stop history:停止履历Pick information:吸料信息error scrn:错误影像Feeder:关于Feeder的相关信息Nozzle:关于Nozzle的相关信息Data modifile:数据修改1.PCB data设定PCB的尺寸PCB size.X,Y,Thickness 即长,宽,厚Origin offset:原点偏移量Coordinate origin:坐标基准点Bad PCB mark pos.:不良基板标记位置Mounte end chip max T:实装过的部品最大高度2.Fiducial data识别点数据Recogration mode:Mark的识别模式X,Y:识别点的坐标Ref sel.:识别点的编辑,如形状,大小,识别方式等3.Function switch功能开关Table mode:工作台工作模式的设定PCB recogration mode:基板的识别模式4.feeder layout stock data:料枪的配置数据1.Part name data:所用的部品名2.Chip name:通常用所用元件的规格3.Feeder type:所用Feeder的类型4.Style:供料角度5.Deep.:一般选用纸带,塑料料带两种6.RTY:重复吸料次数7.Skip:是否跳过8.Occupancy:料站占有状况plete part infor.:部品综合信息10.Angle definition:角度定义5.Block attribute data:关于拼板的数据6.Nozzle stock data:吸嘴存储器数据7.Nozzle arrang data:吸嘴配置数据8.Mount data:贴装数据Table No:第几个TableMount points:贴装多少个点Skip points:跳过多少个点Call by coordinate:根据坐标查找Call by comment:根据说明查找Call by SEQ:根据步骤查找Skip:用来设定跳步Part name:一般输入Part库的名称,可通过Change进行编辑FA BL NO Comment第几站第几拼板第几步位号数据teach:在PT编辑好的基础上,通过识别设备(PRU)来修正贴装数据。
PT200编程

请用上面的格式输入
根据CAD坐 标和图面输 完数据
选择File展开 后点击Save后 就完成了数据 的输入
第2步
在PT200的主画面点击 这个菜单进入下面的画面
在这个画面点击 此+号出现下面 的画面
第2点击Impot后出现下面的画面
第1点击Line
点击CAD datah 后出现下面的画面
选择成功后会变成数据228
結束行
鼠标右键选择数据228
同时鼠标右键选择分隔符空格
点击这项目变成绿色
选择成功后TAB是分隔符 点击这项目变成绿色后鼠标右 键选择NOspecificaion
选择成功后是NO 选择成功后会变成 specificaion NO specificaion
X 坐標同时鼠标右键选择114 X 坐標后左键点击选择
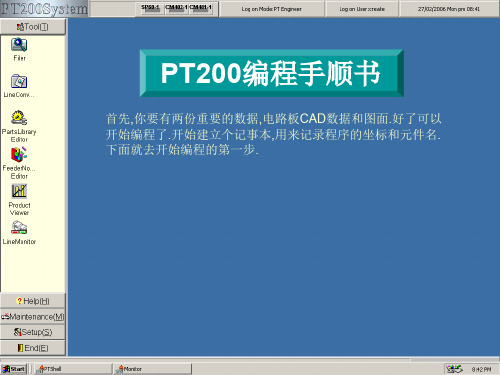
PT200编程手顺书
首先,你要有两份重要的数据,电路板CAD数据和图面.好了可以 开始编程了.开始建立个记事本,用来记录程序的坐标和元件名.下 面就去开始编程的第一步.
TOOL工具菜单
Filer文件夹:程序上传、下栽、备份、编辑菜单
Line Convert菜单:程序/CAD导入、编辑、优化菜单 Part Library:部品库编辑菜单 Feeder Number Editor:料架、吸嘴初期设定菜单
输入A.B点的MARK数据
选择 MARK颜 色是白色
选择 MARK 的形状
输入MARK 的大小
点OK
用同样方式编辑B点 MARK的数据
单基板MARK的识别数据
X坐标
位号
Y 坐 标
角度 料号
基板数据编辑完成后进入Block Data这个图就是PT所生成的程式
PT200小知识
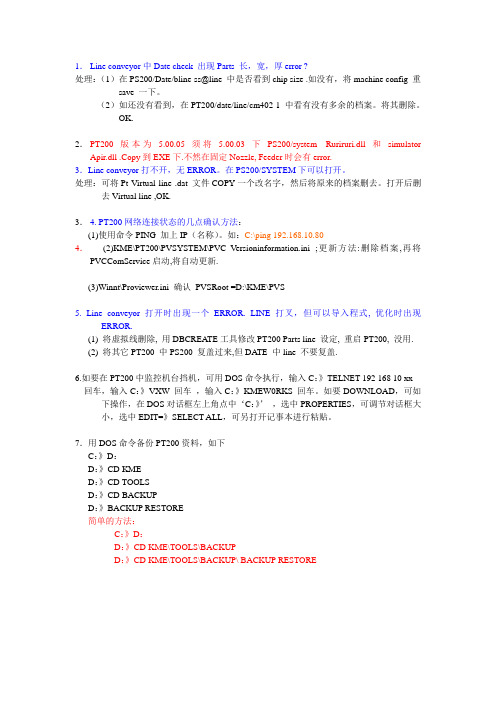
1.Line conveyor中Date check 出现Parts 长,宽,厚error ?处理:(1)在PS200/Date/bline-ss@line 中是否看到chip size .如没有,将machine config 重save 一下。
(2)如还没有看到,在PT200/date/line/cm402-1 中看有没有多余的档案。
将其删除。
OK.2.PT200 版本为 5.00.05须将 5.00.03下PS200/system---Ruriruri.dll和simulator Apir.dll .Copy到EXE下.不然在固定Nozzle, Feeder时会有error.3.Line conveyor打不开,无ERROR。
在PS200/SYSTEM下可以打开。
处理:可将Pt Virtual line .dat 文件COPY一个改名字,然后将原来的档案删去。
打开后删去Virtual line ,OK.3.4. PT200网络连接状态的几点确认方法:(1)使用命令PING 加上IP(名称)。
如:C:\ping 192.168.10.804.(2)KME\PT200\PVSYSTEM\PVC_V ersioninformation.ini ;更新方法:删除档案,再将PVCComService启动,将自动更新.(3)Winnt\Proviewer.ini 确认PVSRoot =D:\KME\PVS5. Line conveyor 打开时出现一个ERROR. LINE 打叉,但可以导入程式, 优化时出现ERROR.(1) 将虚拟线删除, 用DBCREATE工具修改PT200 Parts line 设定, 重启PT200, 没用.(2) 将其它PT200 中PS200 复盖过来,但DATE 中line 不要复盖.6.如要在PT200中监控机台挡机,可用DOS命令执行,输入C:》TELNET 192 168 10 xx 回车,输入C:》VXW 回车,输入C:》KMEW0RKS 回车。
PT200 程式制作原理-第一篇 基本知识

PT200 程式制作原理第一篇 基本知识前 言很长一段时间里,在实际生产中,我发现有很多人搞不清PT200拼板程式的制作原理,大部分是新手,当然也有一些非常资深的工程人员也是不清楚,他们主要是对PT200拼板程式制作的原理没有一个清晰的概念。
这会导致在制作复杂拼板或是因制程原因需要改变PCB 流板方向时遇到困难,虽然有一些人凭经验摸索出一些方法,但难于掌握与学习,有时候遇到特殊情况这些方法又没有效果了。
所以在此作者希望本文能给大家一些启发,指导大家少走弯路,用最清晰的概念,最基本的原理,最快地制作出合理的和易于调整的贴片程式。
减少程式调整时间,提高 生产效率。
一、理解“原点”和坐标一个PT200程式与三个原点有关,即:机器原点,PCB 原点,Block 原点。
机器原点是由机器Board Stop 的固定点决定的,不可改变。
其坐标也是固定的。
XYFrontRearBoard stop地坐 坐标注:1、L站在机器F PCB 原点是坐标也有四种 为了方便, Block 原点标与Board 坐PT200中把三LineConvertPC 器ront 面我们PCB 的基准种。
通常情况下点是一个电路坐标一样有四把一个电路单三、PT2er中与拼板PCB 原点位选择 CB 原点相对器原点的偏移看到坐标系准点,在PT2下我们选择左路单元的原点四个不同的象单元称为Bloc 200中与制板制作有关的置对于机移量系如红色线所200中有右上左下角为Bo 点,可以是B 象限选择。
ck 。
制作拼板的选项所示,原点就上,右下,左ard 原点。
Block 区域内板有关的就在Board sto 左下,左上四任意的一个的选项介绍op 处。
四种选择,对个点,同样B 绍对应lockMark 类型选选择Block 偏移与转数据与旋据1PP 、Filer中与PCB原点位置选择PCB 原点相对器原点的偏拼板制作有置对于机偏移量有关的选项Marrk 类型选择Block 偏移转数移与旋数据。
PT200笔记2
Filer功能 Filer 簡介 Board Data 基板數据
Filer功能 Filer 簡介 Arrange Info排列信息內有站別跟吸嘴的分配情況. Info排列信息內有站別跟吸嘴的分配情況.
料表中的信息就是從次頁中輸出的
Mount Data和Block Data区别: Data和 Data区别:
編輯QFP時首先要 編輯QFP時首先要Extended Data
Kind中將此功能打開 Kind中將此功能打開
Line Monitor的 信息察看
红色:通讯异常。 红色:通讯异常。 1、检查Line Config中的IPAddress中 检查Line Config中的 Address中 中的IP 的数字是否与设备中的地址码相同。 的数字是否与设备中的地址码相同。 2、检查设备之间网线连接是否正常。 检查设备之间网线连接是否正常。 3、检查设备型号是否符实。 检查设备型号是否符实。
Filer 主 畫面
Filer菜单: Filer菜单: Lot:新建Lot目录 Lot:新建Lot目录 Print:料表打印(主要功能) Print:料表打印(主要功能) Copy:文件复制 Copy:文件复制 Delete:文件清除 Delete:文件清除 List:设备列表 List:设备列表 Editor:激活文件,进入编辑 Editor:激活文件,进入编辑 FD COPY:利用软盘传输文件至设备中 COPY:利用软盘传输文件至设备中 HD COPY:利用软盘将文件由设备转回至PT200系统 COPY:利用软盘将文件由设备转回至PT200系统 Find:查询文件 Find:查询文件 Upload:程序上传。在Line线体下,作上传工作。 Upload:程序上传。在Line线体下,作上传工作。 Download:程序下传,在当前画面下,即可完成。 Download:程序下传,在当前画面下,即可完成。 MC List:程序列表,在表中的程序名称能直接在file List:程序列表,在表中的程序名称能直接在file management 中显示。 Nozzle:吸嘴放置位置作为一个单位,可用于调用 Nozzle:吸嘴放置位置作为一个单位,可用于调用。
PT200部分功能解释
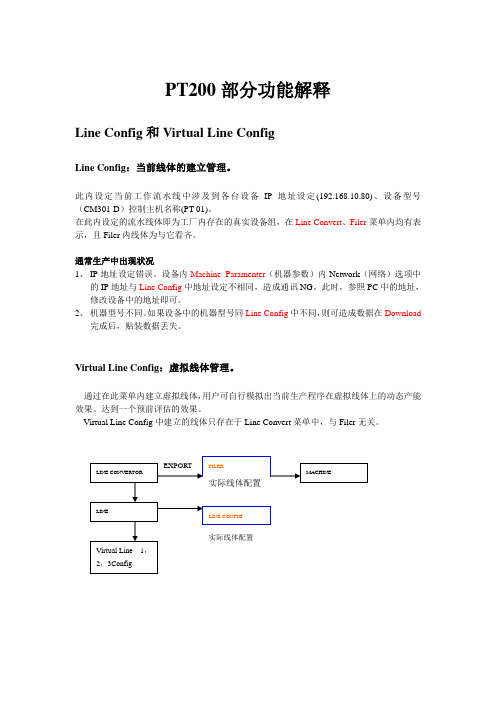
PT200部分功能解释Line Config和Virtual Line ConfigLine Config:当前线体的建立管理。
此内设定当前工作流水线中涉及到各台设备IP地址设定(192.168.10.80)、设备型号(CM301-D)控制主机名称(PT-01)。
在此内设定的流水线体即为工厂内存在的真实设备组,在Line Convert、Filer菜单内均有表示,且Filer内线体为与它看齐。
通常生产中出现状况1、IP地址设定错误。
设备内Machine Paramenter(机器参数)内Network(网络)选项中的IP地址与Line Config中地址设定不相同,造成通讯NG。
此时,参照PC中的地址,修改设备中的地址即可。
2、机器型号不同。
如果设备中的机器型号同Line Config中不同,则可造成数据在Download完成后,贴装数据丢失。
Virtual Line Config:虚拟线体管理。
通过在此菜单内建立虚拟线体,用户可自行模拟出当前生产程序在虚拟线体上的动态产能效果。
达到一个预前评估的效果。
Virtual Line Config中建立的线体只存在于Line Convert菜单中,与Filer无关。
Mount Data和Block Data:贴装数据同单步数据。
完成Line Convert数据导出至Filer工作之后,激活当前程序,出现以上两个菜单。
其区别在于Mount Data的坐标数据为设备贴装参考坐标,如果在设备的Production Data Teach的Mount Teach之后,产生的最终贴装坐标数据将由网线传至(Upload)至Mount Data 中,而与Block Data无关。
问题在于:如该程序经过编辑,启用Expansion功能,则Mount Data中已更改贴装坐标将回复至Block Data,因为Expansion参照坐标为Block Data坐标。
所以在完成Upload 之后,需激活Mount Data中的Make Block Data键,完成两个菜单之间的数据同步。
PT200操作学习
PT200操作学习报告人:孔维青主要画面:LINK CONVERTOR、PARTS LIBRARY、FILES转换、编制程序:LINK CONVERTOR数据读取→PARTS LIBRARY注册→LINK CONVERTOR数据优化、排列→FILES文件格式转换、检查→程序上传启动NT后,PT200提示输入用户名、密码(creater),进入主画面。
①用户名、模式显示区②菜单条③状态显示区红框:FILES蓝框:PARTS LIBRARY EDITER绿框:LINK CONVERTOR1.LINK CONVERTOR①工具菜单②工具条、工具按钮③文件夹编辑区④文件编辑区IMPORT/EXPORT导入程序(IMPORT):在LINK CONVERTOR画面中,建立新文件。
按IMPORT键导入文件内容。
(以导入CAD文件为例)按IMPORT后,会出现上述画面。
在画面中按CAD DATA菜单,以CAD格式导入。
1.在ORIGNAL DATA 文本框中输入要导入的文件。
2.在FORMAT SPECIFICATION文本框中输入要导入文件的格式,如要编辑格式,按右边的EDIT FORMAT按钮,进行编辑。
3.BOM FILE SELECTION按ADD键加入BOM文件。
4.按OK后,将导入文件。
制作特定CAD文件格式:按EDIT FORMAT后,出现下述画面。
按MOUNT DATA钮后,根据右边的MOUNT DATA,在左边的类型框中注明MOUNT DATA中一些要读取的参数。
按BOM DATA钮后,根据右边的BOM DATA,在左边的类型框中注明BOM DATA中一些要读取的参数。
CAD格式的建议:(此格式可不用连接BOM表,不用设BOM的参数即可导入)先在NOTEPAD或EXCEL软件中,将CAD文件整理成以下格式。
导出程序(EXPORT):在LINK CONVERTOR画面中,选择导出的文件(如①)再按工具条进行导出(如②)。
PT—200基本介绍
PT—200基本介绍PT-200是一种用于温度测量的高精度电子温度计。
它采用先进的热电偶技术,能够快速准确地测量温度,并将结果显示在高清晰度的液晶屏上。
PT-200是一种携带方便的便携式设备,广泛应用于科学研究、工业生产和实验室测试等领域。
PT-200的主要特点包括以下几个方面:1.高精度测量:PT-200采用先进的热电偶技术,可以在范围为-200℃到1200℃的温度范围内提供高精度的测量结果。
其测量误差在±0.1℃内,可满足各种精密温度测量的需求。
2.快速响应:PT-200的响应时间非常快,可以在几秒钟内完成温度测量。
这对于需要快速获得温度数据的实验和生产过程非常有用,可以大大提高工作效率。
3.易于操作:PT-200设计简洁,操作方便。
它配备了直观的按钮和易读的液晶屏,使用户可以轻松地设置测量参数和读取温度数据。
此外,PT-200还具有自动关机功能和低电量提示功能,能够更好地保护设备和提醒用户更换电池。
4.多功能应用:PT-200不仅可以测量温度,还可以进行峰值保持、数据记录和温度差等操作。
它具有内置的存储功能,可以记录和保存多个温度测量数据,方便用户后续分析和比较。
除了以上特点之外,PT-200还具有抗干扰能力强、测量范围广、稳定性好等优点。
它是一种可靠的温度测量工具,被广泛应用于实验室、研究机构和工业生产中。
总的来说,PT-200是一种高精度、快速响应的温度测量设备。
它具有简洁易用的操作界面和多功能的应用,可以满足科学研究和工业生产中对准确温度测量的需求。
无论是在实验室、生产线还是户外环境,PT-200都能够提供可靠的温度数据,帮助用户更好地进行温度控制和分析。
PT—200基本介绍
PT—200基本介绍PT-200是一种强大且多功能的便携式温度计。
它是由一家专业生产仪器设备的公司设计和制造的,旨在满足各种不同领域的温度测量需求。
PT-200具有精确的温度测量能力,可以在-200°C至200°C的范围内进行测量。
它采用了先进的温度传感器技术,能够提供高度准确和稳定的测量结果。
用户可以通过简单的操作界面选择所需的温度单位,如摄氏度或华氏度,并可以在LCD显示屏上清晰地查看测量结果。
该温度计还具有多种实用功能,如最大值/最小值测量、数据保存和自动关机等。
最大值/最小值测量功能可记录在一段时间内测量到的最高温度和最低温度,方便用户对温度的变化进行分析和比较。
数据保存功能允许用户将测量结果保存在设备中供以后使用。
自动关机功能可在设备闲置一段时间后自动关闭电源,以延长电池的使用寿命。
PT-200的设计紧凑而轻便,方便用户携带和操作。
它采用了高质量的材料和坚固的外壳,可以提供持久的使用寿命和抗干扰能力。
此外,该温度计还具有防护等级IP67,可以在恶劣的环境条件下工作,如污染的水或尘埃环境。
PT-200适用于各种领域,如实验室、医院、工厂和户外活动等。
在实验室中,它可以用于测量实验室设备和试剂的温度,以确保实验的准确性和稳定性。
在医院中,它可以用于测量患者体温,帮助医生进行诊断和监测。
在工厂中,它可以用于测量生产过程中关键设备的温度,以确保生产质量和安全。
在户外活动中,它可以用于测量环境温度,帮助人们选择适合的衣物和保持舒适。
总之,PT-200是一款功能强大且易于使用的便携式温度计。
它提供精确、稳定的温度测量,具有实用的功能和耐用的设计。
无论是实验室、医院、工厂还是户外活动,PT-200都能满足各种不同领域的温度测量需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Line Convert主畫面 Convert主畫面
Line Convert菜單 Convert菜單 Import:CAD數据導入. Import:CAD數据導入.程序回讀 Export:程式輸出到Filer Export:程式輸出到Filer Edit:激活程序 Edit:激活程序 Assign:优化快捷方式. Assign:优化快捷方式. MJS:独立的软件 MJS:独立的软件 .可將多個產品組 合优化. 合优化. PCBView:產生模擬貼裝圖. PCBView:產生模擬貼裝圖.
程序优化
优化模擬圖一
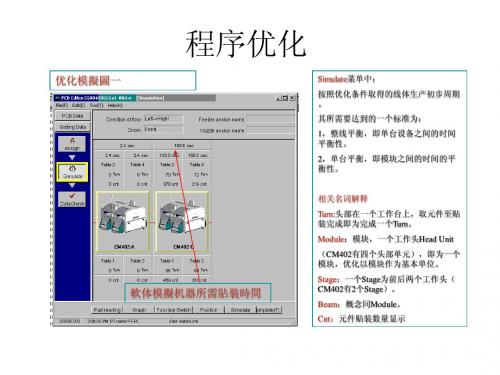
Simulate菜单中: Simulate菜单中: 按照优化条件取得的线体生产初步周期 。 其所需要达到的一个标准为: 1,整线平衡,即单台设备之间的时间 平衡性。 2,单台平衡,即模块之间的时间的平 衡性。
相关名词解释 Turn: Turn:头部在一个工作台上,取元件至贴 装完成即为完成一个Turnห้องสมุดไป่ตู้ 装完成即为完成一个Turn。 Module:模块,一个工作头Head Module:模块,一个工作头Head Unit (CM402有四个头部单元),即为一个 CM402有四个头部单元),即为一个 模块,优化以模块作为基本单位。
Virtual Line Config:虚拟线体设定 Config:
System Config:系统信息设定,包括EXT NO.等信息。 Config:系统信息设定,包括EXT NO.等信息。
Pro Viewer Config:线体通讯状态确认 Config:
Machine Config:线体设定(主要为硬件)。 Config:
CM402程式制作 CM402程式制作
PT-200操作 PT-200操作
原創:Tiger dong
Rev.00 2005/03/21
控制软件简介
PT200是九州松下模塊化設備的程序處理核心.具有強大的程序自 我优化.數据輸入輸出.生產管理監控等功能.
其安装系统为:英文WINDOWS2000或日文WINDOWS2000
Recog Ref Manual:查看部品识别帮助菜单(包括识别方式,长、宽取值方式等。 Manual:
Maintenance菜单简介 Maintenance菜单简介
Maintenance: Maintenance:维护菜单
Unlock: Unlock:编辑文件锁定菜单
CM20X/30X/40X:模块化设备需要安装软件支持(现在的PT200版本不需要此安装。 CM20X/30X/40X:模块化设备需要安装软件支持(现在的PT200版本不需要此安装。
CAD數据導入 數据導入
在Tool工具栏下打开Line Convert菜单,點擊Import画面如下: Tool工具栏下打开Line Convert菜单,點擊
导入数据: 可在当前画面的CAD data栏目中,调用 可在当前画面的CAD data栏目中,调用 CAD,并打开Edit Format(选中New Filer) CAD,并打开Edit Format(选中New Filer) ,作CAD数据的处理。 CAD数据的处理。
軟体模擬机器所需貼裝時間
Stage:一个Stage为前后两个工作头( Stage:一个Stage为前后两个工作头( CM402有 Stage)。 CM402有2个Stage)。 Beam:概念同Module。 Beam:概念同Module。 Cnt: Cnt:元件贴装数量显示
程序优化
优化模擬圖二 此圖為Feeder在四個Tabel上 此圖為Feeder在四個Tabel上 的分配狀況
程序优化
拆分站別設定
Part Division菜单指示图 Division菜单指示图
在Part division中: division中 Ideal Coefficient:设定拆分料架 Coefficient: 的数值在更改该项数值之后,请参见指 示图示(按照生产操作方式,此图仅作 参考用) Ideal Set:按照设定值自动进行料 Set: 架拆分,其标准参考值即为Idea值。 架拆分,其标准参考值即为Idea值。
程序优化
Assign: 优化条件设置:吸嘴固定和料架固定为 常用优化条件。 Simulate: 优化结果处理:包括模拟料架、吸嘴配 置图、再次优化人工处理。
Data Check: PT生产数据的最终检查确认,保存。 PT生产数据的最终检查确认,保存。
CM402有两个工作区,四个工作位。四 CM402有两个工作区,四个工作位。四 个头交替动作,可同时对两块基板进行 贴装,这就对于程式优化有了更高的要 求。为了能够提高机台的稼动率,优化 尤为重要. 尤为重要.
程序优化
优化條件設定
设定条件: Module Group:模块组 Group: Module Name:模块名称 Name: Machine Name:设备名称 Name: Stage:A或 Stage:A或B工作平台 Feeder Arrange:料架固定 Arrange: Nozzle Arrange:吸嘴固定 Arrange: Double Feeder:是否启用双料架 Feeder: Table Mode Setting:工作台模式设定 Setting: Automatic Nozzle Setting:根据生产程序 Setting: ,系统自动设定吸嘴配置。 其中对于吸嘴和料架的固定设定在 Line Convert内的快捷键“Assign”内。 Convert内的快捷键“Assign”
启动电脑之后: User Name: create Password:create
控制软件简介
系统文档结构图
文档结构图:请注意提示部分内容
培訓基本目標
软体操作培训,学员需要达到标准: 软体操作培训,学员需要达到标准: 一、软件开启和退出(包括性能了解)。 二、CAD數据整理与導 二、CAD數据整理与導入 三、PT200程序操作:Line Convert、Filer、 三、PT200程序操作:Line Convert、Filer、Parts Library为主要学习 Library为主要学习 菜单。 四、生产程序优化 五、日常生产中,必然事务处理方式的掌握。
PT200 Conversion:PT100数据和PT200数据的统一,安装软件支持。 Conversion:PT100数据和PT200数据的统一,安装软件支持。
Make set tool:系统信息自动备份菜单。 tool:
Backup Tool:为确保在系统发生故障时,数据不丢失,设定的数据备份菜单。PT200 Tool:为确保在系统发生故障时,数据不丢失,设定的数据备份菜单。PT200 数据,Line Convert数据、料架/ 数据,Line Convert数据、料架/吸嘴数据。
程序优化
优化條件設定
Pass: 如被选中,则该设备不作工。 New Term:建立优化条件 Term: Edit Term:编辑选中优化条件 Term: Delete Term:清除选中优化条件 Term: Shift up:选中优化条件的级别提升(优先 up: 性) Shift down:选中优化条件的级别下降 down: Part division:元件分配料架拆分 division: Feeder Number:库存料架数量设定 Number:
Edit Format
如为新建立程序: 在实际线体的目录下,建立New 在实际线体的目录下,建立New filer即可。 filer即可。
CAD格式定義 格式定義
列讀取 初始行 結束行 分隔符 X 坐標 Y 坐標
加入工式 角度 料號 位號
程序初期編輯
Board data: 基板数据:包含Mark信息、Origin 基板数据:包含Mark信息、Origin Offset Block data: 贴装点数据:贴装坐标、位号、贴装时序 (注意:贴装步的次序非正式生产中次序 ) Block Attribute: 拼板数据:拼版Offset值、坏板坐标 拼板数据:拼版Offset值、坏板坐标 Expansion: 扩展:将贴装基板一律扩展为单板程序 Data Check: 数据检查:贴装坐标、已调用元件信息等
单击设备,即可出现该图示 Feeder栏目中,不可修改元件品种: Feeder栏目中,不可修改元件品种: 红色:为料架固定指示,再次作优化时,对 红色:为料架固定指示,再次作优化时,对 固定料架不作优化处理。 灰色:料架站位屏蔽,优化时,该站位不设 灰色:料架站位屏蔽,优化时,该站位不设 置料架。 蓝色:正常设置,可以托動做人工优化. 蓝色:正常设置,可以托動做人工优化. Nozzle Holder/Arrangement: Holder/Arrangement: 吸嘴在头部或吸嘴站位中的摆放位置。 Feeder arrangement:列表形式出现料架摆放 arrangement: ,可对元件品种作编辑。 值得注意的是: 在增加料架或贴装点后,对程序再次作优 化后,可能导致整条线体的配置改变。 在吸嘴配置合理的情况下,可随意拖动料 架,作人工干预优化效果。
程序初期編輯
Expansion: 根据拼版坐標將Block data有規律的擴展成整 根据拼版坐標將Block data有規律的擴展成整 板程式
程序初期編輯
Data Check: 数据检查:贴装坐标、已调用元件信息等
Correct at error如果发生错误后单击此处软 error如果发生错误后单击此处软 体会自动跳到发生错误的地方
程序初期編輯
Block data: 貼裝點數据.只包含小板坐標信息. 貼裝點數据.只包含小板坐標信息.
程序初期編輯
Block Attribute: 拼板数据:拼版Offset值、坏板坐标 拼板数据:拼版Offset值、坏板坐标
可在EDIT菜單下選擇ADD添加更多的拼版 可在EDIT菜單下選擇ADD添加更多的拼版