冲压与塑料成型-第一章
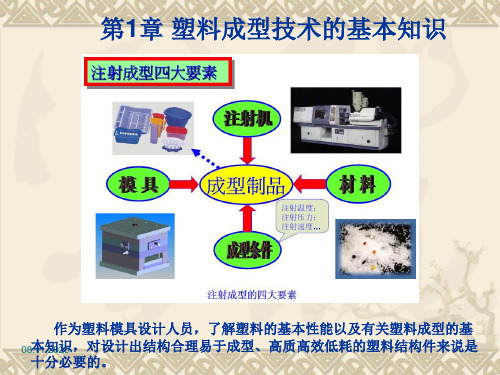
第1章 塑料成型技术的基本知识(0919)PPT课件
影响流动性的因素:
1.分子结构 分子量小者,黏度小,则流动性好,如聚乙烯、聚丙烯、 尼龙等;分子量大者,黏度大,则流动性差,如聚砜、 聚碳酸酯等。
流动性好的塑料在注射过程中易产生溢边,故模具配合 面的间隙应小些;反之则大。
08.11.2020
1.2.1塑料的流动性
2.模具结构
流道形式及长度:流道截面积大时,物料流动顺畅, 但过大则塑料损耗增加,成型及固化时间延长,成 本提高。 故流道的结构形式应使截面积尽量大但表面积尽量 小:圆柱形最优,梯形、矩形次之。流道长度应尽
1.1.2塑料的分类
2.按用途分
普通塑料:普通的易于成型的、
产量大、用途广,如PE。
工程塑料:可成型工程结构件一类的
塑件,较普通塑料强度高,尺寸稳定, 变形小,如ABS等。
特种塑料:具有特种功能的塑料,如
耐高低温,高强度等。
08.11.2020
1.1.3塑料的突出性能
优点: 1.密度低:0.83-2.2之间,减重设计; 2.比强度高:代替钢铁; 3.绝缘性性能好:接触电器工具的手柄等; 4.防震、隔热、隔音性能好; 5.耐腐蚀性能好: 仅次于玻璃和陶瓷材料,如聚
四氟乙烯可耐各种强酸、碱及强氧化剂甚至王 水等。 6.加工性能好:易加工成形状复杂、厚度极薄的 制品 ; 7.自润滑性好 :如拉链。
08.11.2020
1.1.3塑料的突出性能
缺点: ❖ 机械强度低; ❖ 尺寸精度低:原因①成型收缩率大且不稳定;
②易产生变形;③热膨胀系数大。 ❖ 耐热温度低:最高使用温度不超过400℃,一
1.2.3塑料的收缩性
1.收缩率的计算
08.11.2020
1.2.3塑料的收缩性
冲压与塑料成型

韩国
进和JIN HWA 韩国LG
港台地区
震雄 震德 力劲 华王 台中精机
中国大陆主要塑料成型设备厂商
宁波海天 HAITIAN 科倍隆 COPERION 雅琪 Guangdong Yaqi 金明 Guangdong Jinming 陕西秦川塑机 Qinchuan 广州达意隆 东华 广东泓利 联冠 富强鑫
2020/6/6
塑料成型设备发展趋势:
大型、高速、精密、特殊用途、连 续化、自动化
图1-11 Jomar S85新型注射吹塑机
2020/6/6
图1-12 布鲁克纳公司的 BOPET薄膜挤出线
图1-13 Drossbach Typ HD 1200瓦楞管材挤出线
图1-14 日本制钢所J12508000S注射成型机
冲压与塑料成型
2020/6/6
第一章 绪论
1.1 冲压与塑料成型在工业生产中的地位
一、冲压的概念及其地位
冲压是一种少切削或无切削加工 工艺,它利用压力机和冲模对材料 施加压力,使其分离或产生塑性变 形,以获得一定形状和尺寸大小制 品的。
冲压通常在常温下进行,主要 用于金属板料成型加工,故又称为 冷冲压。
2020/6/6
冲压工艺设备以金属板材为加工对象, 制作各种各样的冲压件,广泛应用于汽车、 电器、仪表、机床及五金等行业。
图1-1 冲压成型工艺品
以汽车工业为例,据不完 全统计 ,在轿车 2000 多个零 件中,金属板材冲压件占40% 以上(按件数计算),冲压 工艺装备在汽车工业中的地 位可见一斑。
2020/6/6
图1-8 迪芬巴赫公司(Dieffenbacher)液压机与冲压生产线
冲压与塑料成型设1备

◆第一章概述◆冲压成型的优点:1.生产效率高,制品的再现性好,而且质量稳定。
2.可实现少无切削加工。
3.材料利用率高。
4.能生产其它加工方法难以实现的复杂零件。
◆塑料成型的优点:1.塑料质轻、比强度和比刚度高。
2.化学稳定性好。
3.电绝缘、绝热、隔音性能好。
4.耐磨和自润滑性好,摩擦系数小。
5.成形性、粘结性、着色性能好,同时还具有多重防护性能。
◆第二章曲柄压力机◆压力机是用来为模具中材料实现压力加工提供动力和运动的设备。
◆曲柄压力机的用途和分类1.按工艺用途:通用压力机和专用压力机2.按机身结构形式不同,开式压力机和闭式压力机。
3.按运动滑块的数量,单动、双动和三动压力机。
4.按连接曲柄和滑块的连接数,单点、双点和四点压力机。
◆曲柄压力机的结构组成1.工作机构。
2.传动系统。
3.操纵系统。
4.能源系统。
5.支承部件。
6.各种辅助系统和附属装置。
◆滑块行程:滑块从上止点到下止点所经过的距离,等于曲柄偏心量的2倍。
◆装模高度:滑块在下止点时,滑块下表面到工作台垫板上表面的距离。
◆封闭高度:滑块在下止点时,滑块下表面到工作台上表面的距离,它和装模高度之差等于工作台垫板的厚度T。
◆曲柄滑块机构的运动规律分为结点正置结点偏置(正、负)。
负偏置机构,滑块有急回特性,其工作行程速度小,回程速度较大,有利于冷挤压工艺。
正偏置机构,滑块有急进特性,常在平锻机中采用。
◆曲柄滑块机构的驱动形式1.曲轴驱动的曲柄滑块机构行程不可调。
2.曲拐驱动的曲柄滑块机构行程可调且结构简单,应用于中小型压力机。
3.偏心齿轮驱动的曲柄滑块机构应用于大中型压力机。
◆连杆:将曲柄和滑块连接在一起,并通过其运动将曲柄的旋转运动转变为滑块的往复直线运动。
调节方式可分为手动调节和机动调节。
◆连杆的结构形式1.球头式连杆。
2.柱销式连杆。
3.柱面式连杆。
4.三点传力柱销式连杆。
5.柱塞导向连杆。
◆连杆常用铸钢ZG270-500和铸铁HT200铸造。
冲压与塑压成形设备课件
2、通用液压机的技术参数
1)公称压力(公称吨位)及其 分级 2)最大净空距(开口高度)H 3)最大行程s 4)工作台尺寸(长×宽) 5)回程力 6)活动横粱运动速度(滑块速度) 7)允许最大偏心距 8)顶出器公称压力及行程
三、通用液压机的本体结构 1、梁柱组合式
1)横梁
上横梁结构图
活动模粱结构图
双点压力机外形及工作原理图
(3)按压力机工作台特点分
分为固定工作台压力机、可倾工作台压力机、 升降台压力机、可移动台压力机和回转台压 力机。
2、锻压设备型号表示方法 锻压设备的型号由锻压设备名称、结构特征、 主参数等项目的代号组成,用汉语拼音字母 和阿拉伯数字表示。表示方法如下:
例如:JB23-63A
对于大多数压力机,滑块在上止点位置时的下 平面低于压力机机身导向部分;对于某些开式 机身压力机,滑块在上止点位置时的下平面高 于压力机机身导向部分,这时上模板外形尺寸 必须小于滑块外形尺寸。
4)工作台板漏料孔
(1)当小型模具的下模板尺寸接近工作台 板漏料孔尺寸时,应增加附加垫板,当下模 板漏料范围尺寸大于工作台板漏料孔尺寸时, 应增加附加垫扳。 (2)当下模安装通用弹顶器时,弹顶器的外 形尺寸应小于工作台板漏料孔尺寸。 (3)生产率
在通用压力机上使用的拉深垫的工作情况
在双动压力机上使用拉深垫的工作情况
JA36—160型压力机气垫
Hale Waihona Puke 为了将制件顺着冲压方向从上模推出来,在滑块 中装有推料装置(或称推料、打料装置)。推料装 置有两种即刚性顶料装置和气动顶料装置。
JB23—63型压力机刚性顶料装置
气动顶料装置
移动工作台 (a)左右移出式 (b)前向移出式 (c)一侧移出式
单元一冲压成型基础
单元一冲压成型基础任务一冲压成形及冲压模具概述一、冲压成形1、冲压冲压:在室温下,利用安装在压力机上的模具对被冲材料施加一定的压力,使之产生分离和塑性变形,从而获得所需要形状和尺寸的零件(也称制件)的一种加工方法。
因为通常使用的材料为板料,故也常称为板料冲压。
冲压成形产品示例一——日常用品:易拉罐、餐盘、垫圈等。
冲压成形产品示例二——兵器产品:子弹壳等。
冲压成形产品示例三——高科技产品:汽车覆盖件、飞机蒙皮等。
2、冲模冲压模具:将材料加工成所需冲压件的一种工艺装备,称为冲压模具(俗称冲模)3、冲压生产的三要素:冲压生产的三要素:合理的冲压工艺、先进的模具、高效的冲压设备4、冲压模具分类按照工艺性质分类:冲裁模、弯曲模、拉深模、成形模按照工序组合程度分:单工序模、复合模、级进模和传递模根据产品加工方法分类:冲裁模具、弯曲模具、抽制模具、成型模具、压缩模具。
二、冲压模具工作过程1、冲压加工的特点(1)生产率高、操作简单。
高速冲床每分钟可生产数百件、上千件。
(2)一般无需进行切削加工,节约原料、节省能源。
(3)冲压件的尺寸公差由冲模来保证,产品尺寸稳定、互换性好。
“一模一样”(4)冲压产品壁薄、量轻、刚度好,可以加工形状复杂的小到钟表、大到汽车纵梁、覆盖件等。
局限性:由于冲模制造是单件小批量生产,精度高,是技术密集型产品,制造成本高。
因此,冲压生产只适应大批量生产。
据不完全统计,冲压件在汽车、拖拉机行业中约占60%,在电子工业中约占85%,而在日用五金产品中占到约90%。
如一辆新型轿车投产需配套2000副以上各类专用模具;一台冰箱投产需配套350副以上各类专用模具.2、冲压技术的发展趋势(1)冲压工艺方面为了提高生产率和产品质量,降低成本和扩大冲压工艺的应用范围,研究(2)冲模设计及制造方面①模具结构及精度正朝着两个方向发展一方面为了适用高速、自动、精密、安全等大批量自动化生产的需要,冲模正向高效、精密、长寿命、多工位、多功能方向发展。
塑料成型基础及模具设计第1章 绪 论

17
图1.3
18
第三节 塑料的成型是指将配制好的塑料原料(粉料、 粒料、溶液或分散体)在一定的工艺装备和工艺条
19
一、 注射成型又称注射模塑或注塑成型,几乎所有 的热塑性塑料(除氟塑料外)及部分热固性塑料皆 可经注射成型而获得各种形状的塑料制品,其应用
20
图1.4
21
二、压缩成型 压缩成型又称压制成型、压缩模塑或模压成型 ,如图1.5所示。压缩成型的原理是将粉状、粒 状、纤维状或经预压的坯状塑料定量地加入处于成 型温度下的模具型腔中(见图1.5(a)所示),然 后闭模及加压加热,塑料在型腔内受热受压,熔融 塑化并向型腔各部位充填(见图1.5(b)所示), 待塑料充分固化定型后,卸压启模即得模压制品( 见图1.5(c)
6
(6 润滑剂对塑料的表面起润滑作用,防止熔融的 塑料在成型过程中粘附在成型设备或模具上;在塑 料中添加润滑剂还可改进熔体的流动性能,同时也 可以提高制品表面的光亮度。常用的润滑剂有石蜡 、硬脂酸及其盐类等。使用润滑剂的塑料有聚苯乙 烯、尼龙、ABS
7
(7 合成树脂的本色大都是白色半透明或无色透明 的。在工业生产中常利用着色剂来增加塑料制品的 定,不分解,不变色,不与其他成分发生不良化学 反应,易扩散,着色力强,与树脂有良好的相溶性 ,不发生析出现象。着色料添加量应小于2%
27
五、 中空成型又称中空吹塑成型(见图10.1~10 .4)。中空成型的原理是先通过挤出或注塑的成 型方法生产出高弹状态的塑料型坯;再把塑料型坯 放入处于打开状态的瓣合式吹塑模具内,闭合模具 ;然后向型坯内吹入压缩空气,使高弹塑料型胀开 并紧贴在模腔表壁,经冷却定型后,获得与模具型 腔形状一致的中空制品。中空成型主要用于生产塑
冲压与塑料成型

主要塑料成型设备厂商:
欧洲:
德国:
阿博格ARBURG 德马格欧冠DEMAG ERGOTECH 克劳斯马非KRAUSS-MAFFEI 巴顿菲尔BATTENFELD 贝尔斯托夫BERSTORFF 克朗斯KRONES 贝克姆BEKUM 考特斯KAUTEX 莱芬豪舍REIFENHAUSER 布鲁克纳BRUECKNER 凯孚尔KIEFEL 康甫KAMPF 凯斯GEISS 迪芬巴赫DIEFFENBACHER 科林博士公司 Dr. COLLIN
模具加料室底部的浇注系统充满型腔,然后固化成型
使塑料在熔融温度下成型,在成型过程没有明显的流动状态,多 固相成型 用于塑料板材的二次成型加工,如真空成型、压缩空气成型和
压力成型等,原多用于薄壁制件成型,先用于制造厚壁制件
其它成型 吹塑成型、压延成型、浇铸成型、滚塑成型、泡沫成型等
5/23/2019
5/23/2019
5/23/2019
以注塑机为例,与以往 新技术展示的全电动、多色 机为主流不同,今年的国际 橡塑展上,更多厂家展示电 液混合注塑机,可见结合全 电动注塑机与液压注塑机优 点的技术优势渐为更多厂家 认同。
图1-16 富强鑫多模穴薄壁专用注塑机
1、3 学习方法和要求
抓住重点,举一反三,触类旁通
注重典型设备的学习,从设备的整体出发,掌握设备 的使用特点及工作特性。 最好能到冲压工厂和塑料厂参观一下各类成型设备的 使用情况。 重点学习设备的操作要求、工作原理和设备的选用等 问题。对于各种成型设备的构造,采用理解的态度即可。 合理地分配注意力,合理地处理各种设备之间的主次 关系。
5/23/2019
冲压工艺设备以金属板材为加工对象, 制作各种各样的冲压件,广泛应用于汽车、 电器、仪表、机床及五金等行业。
冲压与塑料成型

其它成型 吹塑成型、压延成型、浇铸成型、滚塑成型、泡沫成型等
2021/3/8
精品课件
2021/3/8
图1-5 管材挤出生产线
精品课件
2021/3/8
图1-6 德国阿博பைடு நூலகம்Allarounder-U注塑机
精品课件
2021/3/8
图1-7 常见的塑料成型制品
精品课件
1.2 主要冲压和塑料成型机械及其发展概况
2021/3/8
精品课件
主要塑料成型设备厂商:
欧洲:
德国:
阿博格ARBURG 德马格欧冠DEMAG ERGOTECH 克劳斯马非KRAUSS-MAFFEI 巴顿菲尔BATTENFELD 贝尔斯托夫BERSTORFF 克朗斯KRONES 贝克姆BEKUM 考特斯KAUTEX 莱芬豪舍REIFENHAUSER 布鲁克纳BRUECKNER 凯孚尔KIEFEL 康甫KAMPF 凯斯GEISS 迪芬巴赫DIEFFENBACHER 科林博士公司 Dr. COLLIN
精品课件
塑料制品加工行业是近几年国民经济各行业中 发展速度较快的行业之一。主要的成型方法如下:
注射成型 又称注塑成型.
挤出成型 又称挤塑成型,是热塑性塑料的主要成型之一
又称压制成型。把上下模安装在压力机的上下模板之间,将塑 压缩成型 料原料直接加入型腔内,将模具闭合,塑料在受热受压下充满
型腔,固化定型后得到塑料制件
2021/3/8
精品课件
奥地利
威猛Wittmann 泰森THEYSOHN
意大利
Piovan公司 西帕SIPA
法国
西得乐SIDEL 瑞普REP
芬兰
凯威赫KWH
瑞士
耐驰特NETSTAL 麦拉菲尔MAILLEFER 艾依萨AISA
冲压模具设计参考模板1
冲压模具设计参考模板1冲压与塑料成型设备(课程设计)题目XXX模具设计班级机电模具ZB421301姓名拉尔木吉指导教师魏良庆目录第一章止动片冲压工艺分析及模具设计3 1.1设计零件31.2 冲压件工艺分析 31.3 冲压工艺方案的确定31.4 模具结构形式的确定41.5 排样设计 41.6 冲压力的运算51.7 压力中心的运算 71.8 初选压力机9第二章模具总体设计92.1 模具类型的选择 92.2 定位方式的选择 102.3 卸料方式的选择 102.4 出件方式 112.5 确定送料方式112.6 导向方式的选择 11第三章模具工作部分尺寸运算113.1 工作零件刃口尺寸运算 113.2 卸料装置中弹性元件的运算13第四章要紧零部件设计154.1 工作零件的结构设计154.2 其它模具零件结构尺寸 184.3 模架的选用204.4 其它标准零件的选用21第五章压力机的校核24第六章模具的装配总图25第一章 止动片冲压工艺分析及模具设计1.1设计零件图1-1为止动片制件,材料为20,厚度为3mm ,大批量生产。
试设计图1-1 止动片零件图相应的模具及其要紧的零部件,工件结构分析、工艺分析、模具方案的论证、进行总体结构设计、制定要紧件的工艺规程、必须的工艺运算、制造工艺以及一定的技术经济分析等。
1.2 冲压件工艺分析(1)材料:该冲裁件的材料Q235-A 是一般碳素钢,具有较好的可冲压性能。
(2)零件结构: 零件结构简单对称,无尖角,外形有多处圆弧,中间有一个圆孔,孔的最小尺寸24mm ,满足冲裁最小孔径Dmin>=10t=12mm 的要求,成型后须保证各尺寸公差要求。
顶部和底部各有三个孔,孔的最小尺寸7mm,孔与边缘的最小壁厚为10mm ,孔与孔之间的最小距mm 12.025±,满足冲裁件最小孔边距m m 35.1min =≥t l 的要求,满足许用壁厚要求,因此,该制件具有良好的冲压工艺性,比较适合冲裁。
冲压模具设计参考模板1

冲压与塑料成型设备(课程设计)题目 XXX模具设计班级机电模具ZB421301 姓名拉尔木吉指导教师魏良庆目录第一章止动片冲压工艺分析及模具设计 (3)1.1设计零件 (3)1.2冲压件工艺分析 (3)1.3冲压工艺方案的确定 (3)1.4模具结构形式的确定 (4)1.5排样设计 (4)1.6冲压力的计算 (6)1.7压力中心的计算 (7)1.8初选压力机 (9)第二章模具总体设计 (10)2.1模具类型的选择 (10)2.2定位方式的选择 (10)2.3卸料方式的选择 (10)2.4出件方式 (11)2.5确定送料方式 (11)2.6导向方式的选择 (11)第三章模具工作部分尺寸计算 (12)3.1工作零件刃口尺寸计算 (12)3.2卸料装置中弹性元件的计算 (14)第四章主要零部件设计 (17)4.1工作零件的结构设计 (17)4.2其它模具零件结构尺寸 (23)4.3模架的选用 (27)4.4其它标准零件的选用 (31)第五章压力机的校核 (35)第六章模具的装配总图 (36)第一章止动片冲压工艺分析及模具设计1.1设计零件图1-1为止动片制件,材料为20,厚度为3mm,大批量生产。
试设计图1-1 止动片零件图相应的模具及其主要的零部件,工件结构分析、工艺分析、模具方案的论证、进行总体结构设计、制定主要件的工艺规程、必须的工艺计算、制造工艺以及一定的技术经济分析等。
1.2 冲压件工艺分析(1)材料:该冲裁件的材料Q235-A是普通碳素钢,具有较好的可冲压性能。
(2)零件结构: 零件结构简单对称,无尖角,外形有多处圆弧,中间有一个圆孔,孔的最小尺寸24mm,满足冲裁最小孔径Dmin>=10t=12mm的要求,成型后须保证各尺寸公差要求。
顶部和底部各有三个孔,孔的最小尺寸7mm,孔与边缘的最小壁厚为10mm ,孔与孔之间的最小距mm 12.025±,满足冲裁件最小孔边距m m 35.1min =≥t l 的要求,满足许用壁厚要求,因此,该制件具有良好的冲压工艺性,比较适合冲裁。
《冲压与塑料成型设备》教学大纲
《冲压与塑料成型设备》课程教学大纲一、说明1.课程的性质和内容《冲压与塑料成型设备》是为配合学校开展模具设计与制造教学而开发的专业课教材,本书共分八章,主要论述曲柄压力机、其他冲压设备、液压机、塑料挤出机、塑料注射机和其它塑料成型设备的工作原理、结构、特点及应用,对数控冲压与塑料成型设备进行了较具体的叙述,同时对金属压铸机也作了简要的介绍。
本书力示突出内容的系统性、实用性和实践性。
2.课程的任务和要求本课程的教学目标是:掌握各种成型设备的工作原理与结构组成,初步了解各种成型设备的用途,掌握各种成型设备的主要技术参数。
并在教学过程中,进行适当的思想教育和职业道德教育。
3.教学中应注意的问题教学中应理论联系生产实际,突出应用,讲清原理,使学生能够灵活地运用所学的知识。
本课程涉及面广,教学中要结合专业、工种的特点,组织现场参观,充分利用实物、教具和电化教学等手段,避免抽象地作理论推导。
二、学时分配表三、课程内容与要求第一章概述教学要求:掌握基本的模具生产知识,了解模具的生产技术要求和特点,对模具应用设备有初步的认识,对其发展和现状有了解。
教学内容:1 .冲压与塑料成型在工业生产中的地位;2 .主要冲压和塑料成型机械及其发展概况;3 .学习方法和要求教学建议:结合生产实际引导激发学生兴趣,明确课程的重要性,教授学生对本课程的学习方法和要求。
第二章曲柄压力机教学要求:掌握曲柄压力机的工作原理,用途,类型和加工特点。
会分析曲柄压力机各部件的功能和特点,会选择曲柄压力机。
教学内容:1 .曲柄压力机概述;2 .曲柄滑块机构;3 .离合器和制动器;4 .机身;5.传动系统;6.辅助装置;7.压力机的选择与使用8.托克斯气液增力缸式冲压设备简介9.伺服压力机教学建议:本章讲解要配合图示,可以适当运用多媒体动画教学;机器的有关参数要做好解释,应教会学生能查阅表格相关数据;曲柄压力机的结构和运动原理一定要掌握;模具在曲柄压力机上的安装与运用特别是安装高度的要求要明确。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工作原理及结构组成
2011-3-7
机 力
压力机组成: 压力机组成:
(1)工作机构; 工作机构; 传动系统; (2)传动系统; 系统; (3) 系统; 系统; (4) 系统; (5)
压
柄 曲
2011-3-7
机 力
(1)工作机构: 工作机构:
压
柄 曲
即曲柄滑块机构, 即曲柄滑块机构,作用是将传动系统的旋转运 动变换为滑块的直线往复运动。 动变换为滑块的直线往复运动。 包括曲轴、连杆、滑块、导轨等。 包括曲轴、连杆、滑块、导轨等。
冲压与塑料成型设备
20112011-3-7
第一章 绪论
1.1 冲压与塑料成型在工业生产中的地位
一、冲压的概念及其地位
冲压是一种少切削或无切削加工 工艺,它利用压力机和冲模对材料 施加压力,使其分离或产生塑性变 形,以获得一定形状和尺寸大小制 品的。 冲压通常在常温下进行,主要 用于金属板料成型加工,故又称为 冷冲压。
以注塑机为例,与以往 新技术展示的全电动、多色 机为主流不同,今年的国际 橡塑展上,更多厂家展示电 液混合注塑机,可见结合全 电动注塑机与液压注塑机优 点的技术优势渐为更多厂家 认同。
今后数年我国塑料制品的总 产量仍将维持每年10%的较高速 度增长。预计到21世纪初叶,国 内塑料制品的总产量将突破2000 万吨/年,而且在品种、功能、 质量和应用领域等均会发生显著 变化。随着我国改革开放的深入 和现代高技术的应用,必将为塑 料工业及塑料设备的发展带来勃 勃生机。
日本制钢所J1250 J1250图1-14 日本制钢所J12508000S注射成型机 8000S注射成型机
2011-3-7
2006年11月,第八届东莞国际橡塑胶 及包装展、压铸及铸造展于在东莞厚街广东 现代国际展览中心举行 。
海天HTD56 HTD56全电动注射机 图1-15 海天HTD56全电动注射机
( )
。
2011-3-7
:
机 机 。
机 力
压
柄 曲
3、压力机主要技术参数 (图例) 图例)
(1)标称压力Fg及标称压力行程Sg 标称压力F 及标称压力行程S 又叫公称压力。 又叫公称压力。 滑块至下止点前, 某一特定距离S 滑块至下止点前 , 某一特定距离 Sg 或某一特定角度 αg ,滑块 力, 压力机标 力,叫 压力机标 称压力。 称压力。 特定距离S 标称压力行程,或公称压力行程, 特定距离Sg 标称压力行程,或公称压力行程, 压力行程, 定压力行程。 压力行程, 定压力行程。 特定角度α 标称压力角,或公称压力角, 特定角度αg 标称压力角,或公称压力角, 压 力角, 定压力角。 力角, 定压力角。
注射成型 挤出成型 压缩成型 又称注塑成型. 又称挤塑成型,是热塑性塑料的主要成型之一 又称压制成型。把上下模安装在压力机的上下模板之间,将塑 料原料直接加入型腔内,将模具闭合,塑料在受热受压下充满 型腔,固化定型后得到塑料制件 又称传递成型,是热固性塑料的主要成型方法之一。它是将塑 料粒料装入模具的加料室内,在加热、受压下熔融的塑料通过 模具加料室底部的浇注系统充满型腔,然后固化成型 使塑料在熔融温度下成型,在成型过程没有明显的流动状态,多 用于塑料板材的二次成型加工,如真空成型、压缩空气成型和 压力成型等,原多用于薄壁制件成型,先用于制造厚壁制件 吹塑成型、压延成型、浇铸成型、滚塑成型、泡沫成型等
2011-3-7
机 力压Biblioteka 柄 曲按机身结构形式分类: 按机身结构形式分类: 开式压力机; 开式压力机; 式压力机
2011-3-7
机 力
压
柄 曲
开式压力机――机身工作区域三面敞开 开式压力机――机身工作区域三面敞开,机 机身工作区域三面敞开, 身形状类似于“ 身形状类似于“C”形)。
缺点:容易产生角变形。 缺点:容易产生角变形。
2011-3-7
图1-16 富强鑫多模穴薄壁专用注塑机
1、3 学习方法和要求
抓住重点,举一反三,触类旁通 抓住重点,举一反三,
注重典型设备的学习,从设备的整体出发,掌握设备 的使用特点及工作特性。 最好能到冲压工厂和塑料厂参观一下各类成型设备的 使用情况。 重点学习设备的操作要求、工作原理和设备的选用等 问题。对于各种成型设备的构造,采用理解的态度即可。 合理地分配注意力,合理地处理各种设备之间的主次 关系。
2011-3-7
单点――滑块受力点仅一个。 单点――滑块受力点仅一个。 ――滑块受力点仅一个
2011-3-7
机 力
压
柄 曲
2、工作原理及结构组成
以JC23-63压力机为例说明压力机传动原理。 JC23-63压力机为例说明压力机传动原理 压力机为例说明压力机传动原理。
机 、 。 动
传动
2011-3-7
又分为二种: 又分为二种: 式 式。 式。
式 。
2011-3-7
机 力
压
柄 曲
闭式压力机――左右两侧封闭 闭式压力机――左右两侧封闭,只能前后 左右两侧封闭, 进料。 进料。 刚度好; 刚度好; 适用于 2500kN 压力机。 压力机。
2011-3-7
机 力
压
柄 曲
按滑块数量分类: 按滑块数量分类: 单动――仅主滑块上、下运动。 ――仅主滑块上 单动――仅主滑块上、下运动。 双动――主滑块及副滑块上、下运动。 ――主滑块及副滑块上 双动――主滑块及副滑块上、下运动。 动―― ――主 上、 动――主、副滑块及下 上、下运 动。
2011-3-7
迪芬巴赫公司( 图1-8 迪芬巴赫公司(Dieffenbacher)液压机与冲压生产线 )
2011-3-7
瑞士法因图尔精冲/ 图1-9 瑞士法因图尔精冲/成形压力机
2011-3-7
图1-10 CNC数控冲压中心 CNC数控冲压中心
2011-3-7
二、塑料成型设备
塑料成型设备的类型很多,主要有各 种模塑成型设备和压延机等。模塑成型 设备有挤出机、注射机、浇铸机、中空 成型机、发泡成型机、塑料液压机以及 与之配套的辅助设备等。生产中应用最 广的是挤出机和注射机,其次是液压机 和压延机。
我国的塑料工业是建国后才兴起的, 与发达国家相比虽有一定差距,但发展速度 很快。各个有关厂家吸收国外先进技术,百 家争鸣,开发出了各具特色的注塑机。国外 厂商也被中国市场的巨大潜力所吸引,纷纷 抢滩登陆。
图1-13 Drossbach Typ HD 1200瓦楞管材挤出线 1200瓦楞管材挤出线
2006年,塑料机械在经过一年多由于 石油价格而引起的市场低迷后,又重新取得 了销售业绩上的大幅成长。 2006年4月,第二十届中国国际塑料橡 胶工业展览会(2006国际橡塑展)在上海 浦东上海国际博览中心成功举行。 2006年8月,第九届亚太国际塑料橡胶 工业展览会(APPLAS 2006)在北京中国 国际展览中心举办。
(2)传动系统: 传动系统:
传 包括 、 变换 等。 等。 。
2011-3-7
机 力
压
柄 曲
(3)操纵系统: 操纵系统:
控制工作机构的工作和停止。 控制工作机构的工作和停止。 包括离合器和制动器。 包括离合器和制动器。
(4)能源系统: 能源系统:
为滑块运动提供能量。 为滑块运动提供能量。 包括 机和 。 能量 作 的 机能量 为 动的动能 和 。
2011-3-7
主要塑料成型设备厂商:
欧洲: 欧洲: 德国: 德国:
阿博格ARBURG 德马格欧冠DEMAG ERGOTECH 克劳斯马非KRAUSS-MAFFEI 巴顿菲尔BATTENFELD 贝尔斯托夫BERSTORFF 克朗斯KRONES 贝克姆BEKUM 考特斯KAUTEX 莱芬豪舍REIFENHAUSER 布鲁克纳BRUECKNER 凯孚尔KIEFEL 康甫KAMPF 凯斯GEISS 迪芬巴赫DIEFFENBACHER 科林博士公司 Dr. COLLIN
2011-3-7
冲压工艺设备以金属板材为加工对象, 冲压工艺设备以金属板材为加工对象 , 制作各种各样的冲压件,广泛应用于汽车、 制作各种各样的冲压件 ,广泛应用于汽车、 电器、仪表、机床及五金等行业。 电器、仪表、机床及五金等行业。
以汽车工业为例,据不完 全 统计 ,在 轿车 2000 多 个 零 件中,金属板材冲压件占40% 以上(按件数计算),冲压 工艺装备在汽车工业中的地 位可见一斑。 目前世界各国都十分重视 冲压技术的研究和应用,冲 压已成为现代工业的重要加 工方法之一。
2011-3-7
单动――仅主滑块上、下运动。 单动――仅主滑块上、下运动。 ――仅主滑块上
2011-3-7
机 力
按连杆数量分类: 按连杆数量分类:
压
柄 曲
单点――滑块受力点仅一个。 单点――滑块受力点仅一个。 ――滑块受力点仅一个 双点――滑块受力点左、右各一个。 ――滑块受力点左 双点――滑块受力点左、右各一个。 点――滑块受力点左、 点――滑块受力点左、右 ――滑块受力点左 、 各一个。 各一个。
2011-3-7
冲压成型设备发展趋势:
大型化、自动化、高速化、精密化、 数控化 、宜人化
主要冲压机厂商:
美国Minster公司 美国Clearing公司 德国Schuler公司 德国迪芬巴赫公司(Dieffenbacher) 瑞士法因图尔公司(FEINTOOL) 日本会田公司(AIDA) 日本亚马达(Amada)公司
2011-3-7
本课程学习要求: 本课程学习要求:
① 了解冲压塑料成型设备的结构特点、技术性能, 了解冲压塑料成型设备的结构特点、技术性能, 掌握典型设备的工作原理及与模具的关系。 掌握典型设备的工作原理及与模具的关系。 ② 学会选用各类冲压和塑料成型设备的方法,了解 学会选用各类冲压和塑料成型设备的方法, 它们的操作方法。 它们的操作方法。 ③ 根据工艺要求和设备说明书,能正确使用、调整 根据工艺要求和设备说明书,能正确使用、 和维护主要设备