碾米砂辊的选用
辊式破碎机材料和参数的选择

书山有路勤为径,学海无涯苦作舟辊式破碎机材料和参数的选择2.1 辊圈材料的选择双辊破碎机的辊圈是直接参与工作的部位,承受较大的压力,运动磨损大,因此,选择合适的辊圈对破碎效果和零件使用寿命影响重大。
辊式破碎机分为细破和粗破两种,其辊圈材料的选择要根据原料及工艺而定。
常用的辊圈有:高铬复合辊圈、多元合金耐磨球铁、铸钢外堆耐磨焊条辊圈、灰口铸铁、表层白口铸铁。
(1)高铬复合辊圈此类辊圈外层采用高铬合金,内层采用球墨铸铁,表层硬度可达HRC58-62,主要用于细碎对辊机,使用在陶瓷劈离砖、煤矸石、页岩、工业尾矿制砖工艺的细度把关上,同时通过对混合原料的碾压,增加成型性能;也用于塑性较低的粘土原料或高孔洞率空心砖需要对原料进行精细加工的场合。
选择设备时应配备辊圈磨削器,以确保发挥其应有的功能和作用。
(2)多元合金耐磨球铁辊圈此类辊圈是我国于20 世纪末在引进消化的基础上结合国情开发而成。
它的成功之处是通过淬火使表层硬度达到HRC50。
55,但此类材料也存在制作中内应力难以完全消去和使用中耐冲击较差的缺陷。
此类辊圈可用于原料硬度较低情况下的细度把关和增塑功能,如高掺量粉煤灰、软质页岩、煤矸石及粘土原料中含有礓石的状况。
(3)铸钢外堆耐磨焊条辊圈此类辊圈耐磨耐冲击、修复简单,整机结构按细碎破碎机配置时,可完成原料的粗碎,乃至能满足细度要求不高的细碎。
其缺点是表层采用焊接工艺时难以保证尺寸精度。
此类材料用于粗碎对辊时效果也较好。
(4)灰口铸铁此类材料多用于一般普通粗碎对辊机,主要针对粘土质原料。
由于价值低廉,其在很多小砖厂普遍使用。
(5)表层白口铸铁此类材料在制作时采用硬模铸造、表面快冷工艺,从而在表层产生白口铸铁,达到增加表层硬度的效果。
其缺点是高硬层较浅、耐冲击性能差,主要用于粗碎对辊机,使用初期耐磨性较好。
2.2 主要参数。
碾米机械的结构优化设计与分析

碾米机械的结构优化设计与分析1. 引言碾米机械是一种重要的农业机械设备,广泛应用于大米的加工生产过程中。
其结构设计对于提高加工效率、降低能耗和保证产品质量具有重要意义。
本文将对碾米机械的结构进行优化设计与分析,旨在通过结构改进提高机械的工作性能和经济效益。
2. 碾米机械的基本原理碾米机械主要由碾辊、胀桶和传动系统等组成。
其工作原理是通过胀桶中加入大米与水,在碾辊的作用下进行碾米磨皮,进而实现大米的脱壳与研磨。
3. 结构优化设计要点3.1 碾辊参数设计:碾辊是碾米机械的核心部件,其结构参数的设计直接影响到碾米效果。
优化设计时,可考虑碾辊的直径、长度、齿轮比以及表面处理等因素,以提高碾辊的耐磨性和磨削效果。
3.2 胀桶设计:胀桶的设计要考虑其容量、旋转速度和出米位置等因素。
合理的容量设计能够提高产量,而适当的旋转速度能够使大米均匀受力,从而减少米粒破碎。
出米位置的设计则需避免米粒二次碾磨的情况。
3.3 传动系统设计:传动系统起到将电动机的旋转动力传递到碾辊上的作用,其设计要考虑传动比、传动效率和传动形式等。
合理的传动系统设计能够提高碾米机械的运转平稳性和工作效率。
4. 结构优化分析4.1 碾辊结构优化:针对碾辊的优化设计,可以采用CAD软件进行三维建模,并进行有限元分析。
通过分析模拟碾辊在工作过程中的应力分布、变形程度等情况,可以对碾辊结构进行优化调整,从而提高碾米效果和延长使用寿命。
4.2 胀桶结构优化:胀桶的结构优化可以通过流体力学模拟和实验测试进行。
通过了解和控制胀桶内流体的流动状态,可以降低米粒破碎和损失现象。
根据模拟和实验结果,优化胀桶的结构参数,从而提高碾米机械的加工效率和產品质量。
4.3 传动系统结构优化:传动系统的结构优化可以采用数值仿真的方法进行。
通过建立传动系统的动力学模型,在不同工况下对传动系统进行仿真分析,找出能够提高传动效率和降低噪音的最佳传动参数,从而优化传动系统的设计。
碾米砂辊及其对大米质量的影响
磨料通 常n分 为天然磨 料( 如 英 、 石 、 石榴 天然刚玉 和 天然金刚石 等 ) 人造 磨料 。碾米 砂辊 通 常 南人造 磨 料制 和 成 。适合碾米砂辊 的磨 料 主要 足 黑碳化 硅 ( 代号 C, 原代 号 为 T 及绿碳化硅 ( 号为 G , H) 代 C 原代号 为 T .南 丁 碳 I )
化硅 比绿碳化硅价 格便 宜 , 源 充足 , 货 冈此 是 日前制造 碾米 砂辊 的主要磨料 。
3. 2 结合 剂
磨料是构成碾米砂 辊 的主要 原料 , 属于瘠 性 物料 , 没有 结合能 , 欲使之 成为具 有碾 削能 力的碾 米砂辊 , 采用结 须 合剂 。目前 町供碾 米砂 辊采 用 的结 合剂 主要有 陶瓷结 合 剂 和树脂结合剂 。巾磨料 和 陶瓷结合 剂构 成的碾米 砂辊 称 为 陶瓷碾米砂辊 ; 由磨料 和树 1l 1'  ̄ 仕 合剂构 成的碾米砂 辊称 为树 1
碾 米 砂 辊 的 配 方 、 形 设 计 及 其 制造 工 艺 。 力提 高 碾 米砂 辊 组 织 结 构 的 均 匀性 、 理 机 械 强 度 和 几 何 形 状 位 置 尺 寸精 度 , 辊 努 物 减
少碾米砂辊的成块脱落及动不平衡等缺陷 。 并做好碾 米砂 辊 的储 存 、 管及 装配等 工作 , 保 同时 重视 和加 强碾 白室的通 风及排 糠, 才能达到 冷却 米粒 、 降低米温 、 少碎 米、 高碾米工艺效果及延 长碾 米砂 辊使 用寿命 等 目的 减 提
关 键 词 : 米 砂 辊 ; 造 ; 造 工 艺 ; 米 工 艺性 能 ; 碾 构 制 碾 大米 质 量
中图分类号: S 1 . T 2 23
文献标识码 : A
轧辊材质选用
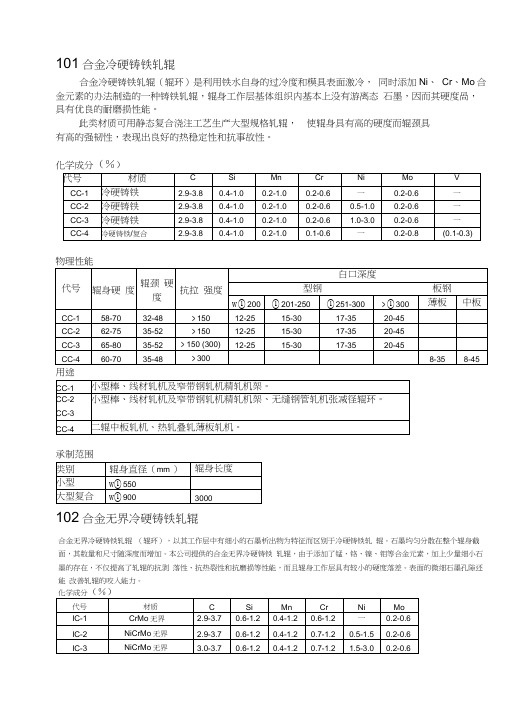
101合金冷硬铸铁轧辊合金冷硬铸铁轧辊(辊环)是利用铁水自身的过冷度和模具表面激冷,同时添加Ni、Cr、Mo合金元素的办法制造的一种铸铁轧辊,辊身工作层基体组织内基本上没有游离态石墨,因而其硬度咼,具有优良的耐磨损性能。
此类材质可用静态复合浇注工艺生产大型规格轧辊,使辊身具有高的硬度而辊颈具有高的强韧性,表现出良好的热稳定性和抗事故性。
化学成分(%)物理性能用途承制范围102合金无界冷硬铸铁轧辊合金无界冷硬铸铁轧辊(辊环),以其工作层中有细小的石墨析出物为特征而区别于冷硬铸铁轧辊。
石墨均匀分散在整个辊身截面,其数量和尺寸随深度而增加。
本公司提供的合金无界冷硬铸铁轧辊,由于添加了锰、铬、镍、钼等合金元素,加上少量细小石墨的存在,不仅提高了轧辊的抗剥落性、抗热裂性和抗磨损等性能,而且辊身工作层具有较小的硬度落差。
表面的微细石墨孔隙还能改善轧辊的咬入能力。
合金球铁轧辊合金球墨铸铁轧辊(辊环),以基体组织中的石墨呈球状为特征,通过调整镍、铬、钼合金元素和特定的热处理制度,可以制成普通球墨铸铁、大型合金球墨铸铁、珠光体球墨铸铁和针状球墨铸铁不同系列的轧辊(辊环)。
这些产品具有良好的强度、高温性能和抗事故性能,工作层硬度落差极小。
104高镍铬无界冷硬铸铁轧辊高镍铬无界冷硬复合铸铁轧辊是采用离心或全冲洗方法制造的高性能轧辊,通过提高镍、铬、钼等合金元素的含量,获得高的组织、碳化物显微硬度;配合特殊热处理得到组织均匀、致密及硬度落差小的工作层;同时含有少量游离石墨,从而具有良好的耐磨损性、抗热裂、抗剥落及抗压痕性能。
外层厚度可适应需要而调整,芯部采用韧性灰口铸铁或高强度球墨铸铁,使芯部及辊颈具有满意的强韧性。
使用中充分水冷是必要的。
HS90_______ __ ________ I- _________ j …■■ ■1;:距表面距离(m m)用途:热带连轧精轧后段工作辊炉卷轧机工作辊宽、中厚板轧机粗轧、精轧机架工作辊高速线材轧机预精轧辊环热带(板)四辊平整机工作辊、支撑辊,横有色金属板材轧机工作辊切平整辊105高铬复合铸造轧辊高铬复合轧辊工作层含有6~22%勺铬合金,芯部为高强度球墨铸铁。
砻谷胶辊的特性和各项技术参数

砻谷胶辊的特性和各项技术参数第一章砻谷胶辊简介砻谷胶辊rice huller rubber roller自从胶辊砻谷机取代砂盘砻谷机和铁辊碾米机,成为碾米工业中用于稻谷脱壳的专用设备后,以它产量大,脱壳率高,碎米率低,动力消耗少,操作方便等优点而被各大米加工厂广泛采用。
随着碾米工业的日益发展,胶辊砻谷机也在不断改进,而日益完善。
如:齿轮箱单机传动液压紧辊的砻谷机出现,无疑是一种更新换代的产品,但不论它结构如何趋向复杂,性能如何完善,总是万变不离其宗,其基本原理是相同的,即是借助于紧挨着的两只橡胶辊筒的反向不等速转动,使入轧稻谷受挤压,撕搓等效应,而达到脱壳之目的。
所以砻谷胶辊是砻谷机上必不可少的易损备件第二章砻谷胶辊的基本特性和各项性能胶辊的分类、结构形式及其型号:目前我国和国际上的砻谷胶辊共有三大类,也称三大系列,分别取名为:轮式、套式、搭式。
轮式:以中心法兰孔定位,3个或4个螺栓孔固定在砻谷机两根主轴上。
套式:以两端46o锥面定位,以两端锥面内的梢子槽,固定在砻谷机两根主轴上,由锥度并帽固定。
搭式:以两端搭子内孔定位,以两端搭子上的顶紧螺钉固定在砻谷机两根主轴上。
砻谷胶辊新旧型号规格对照表胶辊外层的颜色有:棕色、白色二种,目前国外还有米黄色,兰色及灰色。
胶辊外层胶硬度(邰氏A型)有90o,95o砻谷胶辊的基本性能:砻谷胶辊的基本性能(碾谷量的多少)取决于外部胶料的物理机械性能,能介绍如下:(1)扯断强度:强度是指材料抵抗外力作用下产生破坏的能力,强度是指橡胶试片被拉伸至断裂时所随的接力与初始试片横截面积之比,单位是MPa(kg/Cm2)。
对于胶辊来说,这是一个重要的机械性能,胶辊在碾稻过程中要随多种外力的作用,并作高速剧烈的机械运动,因而要求胶料必须有很高的强度,否则会降低胶辊的使用价值。
(2)弹性:是橡胶材料最重要的性能之一,它是指橡胶在外力作用下发生变形,外力除去后又恢复原状的性能。
衡量弹性的指标很多,如:定应力伸长率,伸长率,扯断永久变形及生成热等对砻谷胶辊来讲,要求弹性适中。
「水泥厂立式辊磨的选型方法」

「水泥厂立式辊磨的选型方法」首先,设备技术要求是选型的重要考量因素之一、水泥厂立式辊磨应具备以下技术要求:1.适应性强:选型时需考虑到不同原料的特性和磨矿工艺的要求,确保设备能够适应不同的原料磨矿操作。
2.能耗低:要求水泥厂立式辊磨在较低转速下仍能提供足够的研磨力,以降低能耗并提高能源利用效率。
3.粉磨效果好:设备应具备较高的粉磨效果,确保生产出的水泥颗粒细度均匀、活性好。
4.故障率低:选型时需考虑设备的可靠性和稳定性,确保设备运行稳定,减少停机维修时间。
其次,生产能力也是选型的关键因素。
水泥厂立式辊磨的生产能力一般以单位时间内的磨矿生产量来表示。
选型时需根据水泥厂的生产需求,确定所需的生产能力。
一般来说,选型时应考虑生产能力与生产线其它设备的匹配程度,确保磨矿系统能够保持合理的生产平衡。
再次,经济效益也是选型的重要因素之一、选型时需综合考虑设备的价格、能耗、维护费用等因素,确保所选设备在满足生产需求的前提下,能够实现经济效益的最大化。
此外1.厂家信誉与售后服务:选择信誉良好、售后服务完善的厂家,以保障设备运行的可靠性和稳定性。
2.技术支持与创新能力:考察厂家的研发实力和技术创新能力,确保设备具备较新的技术和更高的效率。
3.设备可靠性与寿命:选择具备较高可靠性和服务寿命的设备,减少停机维修的时间和成本,提高生产线的稳定性。
4.设备占地面积:根据水泥厂的设备布局和厂区条件,选择占地面积较小的设备,以提高生产线的空间利用效率。
综上所述,选型方法需综合考虑设备技术要求、生产能力、经济效益等因素,并结合厂家信誉、技术支持、设备可靠性和占地面积等辅助因素,以确保选型的合理性和经济效益的最大化。
碾米机砂辊专利申请书范本

标题:碾米机砂辊专利申请书范本尊敬的国家知识产权局:我司在此提交一项实用新型专利申请,该专利名为“碾米机砂辊”,以下为详细申请内容。
一、技术领域本发明涉及碾米机领域,具体为一种碾米机砂辊。
二、背景技术随着经济的发展和科技的进步,碾米机在粮食加工行业中的应用越来越广泛。
然而,现有的碾米机砂辊在使用过程中存在一些问题,如磨损快、米粒破碎率高等。
因此,有必要研究一种新型的碾米机砂辊,以提高碾米效率和降低米粒破碎率。
三、发明内容本发明的目的在于提供一种碾米机砂辊,具有较高的耐磨性和较低的米粒破碎率。
本发明的技术方案如下:1. 一种碾米机砂辊,包括砂辊本体和砂辊轴,其特征在于,砂辊本体采用高强度、高耐磨材料制成,砂辊本体上设有若干个磨粒,磨粒的形状、大小和分布均匀,砂辊轴与砂辊本体固定连接。
2. 根据权利要求1所述的碾米机砂辊,其特征在于,磨粒的形状为三角形或四方形,磨粒的尺寸范围为0.5-2.0毫米。
3. 根据权利要求1所述的碾米机砂辊,其特征在于,砂辊本体的直径范围为300-600毫米,砂辊本体的长度范围为500-1000毫米。
4. 根据权利要求1所述的碾米机砂辊,其特征在于,砂辊轴与砂辊本体固定连接的方式为焊接或螺纹连接。
四、创新点本发明具有以下创新点:1. 采用高强度、高耐磨材料制成砂辊本体,提高了砂辊的使用寿命。
2. 砂辊本体上的磨粒形状、大小和分布均匀,降低了米粒破碎率。
3. 砂辊轴与砂辊本体固定连接的方式可靠,保证了砂辊的稳定性。
五、应用前景本发明应用于碾米机领域,可以提高碾米效率,降低米粒破碎率,提高米质,满足市场需求。
同时,本发明具有较高的耐磨性,降低了维修和更换成本,具有广泛的应用前景。
六、附图说明本发明详细的结构和原理,请参考附件中的附图。
附图中的标记与说明如下:1. 砂辊本体:采用高强度、高耐磨材料制成的圆柱形结构,设有若干个磨粒。
2. 砂辊轴:与砂辊本体固定连接,用于传递动力。
3. 磨粒:设置在砂辊本体上,用于对米粒进行磨削。
LNF型砂辊碾米机的设计

LNF15型砂辊碾米机的设计摘要:碾米就是借助旋转的碾辊使米粒与碾白室构件及米粒与米粒之间产生相互碰撞、摩擦及翻滚等运动,通过碾削及摩擦擦离等作用将米粒表皮部分或全部去除,使之成为符合预定质量要求的大米的加工过程。
按碾辊材质的不同,碾米机可大致分为砂辊碾米机和铁辊碾米机。
与铁辊碾米机相比,砂辊碾米机具有碰撞及翻滚等作用柔和以及碎米率低、电耗低、出米率高和生产效率高等优势。
LNF15型砂碾米机用于糙米表面的皮层部分剥除,使之成为白米。
干净的糙米有进料斗进入碾白室,被螺旋推进器推向砂辊并沿砂辊表面螺旋前进,按一定线速度旋转的砂辊锐利的砂粒,研削糙米皮层,并使米粒与米粒,米粒与米筛相互摩擦,使其开糙及碾白,同时,通过喷风作用,迫使糠粉脱离米粒,穿过筛孔排出碾白室。
并且采用喷风低温碾米技术,将以其均匀的碾削力,极低的碎米率,流畅的出糠,可靠的性能和极强的适应性,使加工的大米更加光洁完整、增碎率更低、出整率更高、设备成本也有一定程度的降低,不管是单机碾白还是多机连用,都能达到较好的效果,这样就更能满足广大客户的要求,提高了大米加工的综合效益。
关键词:碾米;LNF砂辊碾米机;综合效益Design of LNF15 Sand Roll WhitenerStudent:Wang JianlongTutor:Wu Bin(College of Engineering, Hunan Agricultural University, Changsha 410128, China)Abstract:Rice Milling is made with the rotary grinding roller let rice and grinding the white room's components or rice and rice produce the collision,friction and rolling.It is by cutting and grinding or friction to remove part or all of a grain of rice epidermal, and then making it meet the intended quality requirements of the processing of rice.By different materials of grinding rollers,rice milling can be broadly divided into the sand roller rice milling and iron roller rice pared with the iron roller rice milling,the sand roller rice milling has the effect of collisions and rolling and the low broken rice rate,low power consumption,high white rice yield and high production efficiency.LNF15 sand roller ricemilling use the technology of jet air cooling to smooth rice,reduce broken rice rate,rise white rice yield and reduce Equipment costs in some extent with it's uniform mill cut ability,lowest broken rice rate,affluent out bran,reliable performance and strong adaptability.Whether it is single milling white or multi-grinding machine used in conjunction,also can achieve good results,so that it will be better to meet the requirements of our customers,improve the overall efficiency of rice processing.Key words: Rice Milling;LNF Sand Roller Rice Milling;comprehensive benefits1 前言碾米就是指通过外力将糙米表面的皮层(即糠层)部分或全部剥除,使之成为白米的过程。
砂辊碾米机的结构及各部分的作用

砂辊碾米机的结构及各部分的作用砂辊碾米机是一种常见的农业机械设备,主要用于将稻谷破壳、碾米和去皮。
它由多个部分组成,每个部分都有其独特的功能和作用。
一、进料系统进料系统是砂辊碾米机的起始部分,主要由进料斗、进料辊和进料输送带组成。
进料斗用于将待加工的稻谷投入机器,进料辊的作用是将稻谷均匀地送入碾米区域,进料输送带则起到稳定进料的作用。
二、碾米系统碾米系统是砂辊碾米机的核心部分,通过一对砂辊的旋转来实现稻谷的碾米。
砂辊由表面布满砂粒的辊筒和辊筒下方的砂仓组成。
当稻谷经过砂辊时,砂粒在辊筒的作用下摩擦稻谷表面,从而破壳和碾米。
同时,通过调整砂辊的转速和砂辊之间的间距,可以控制碾米的精度和产量。
三、去皮系统去皮系统是砂辊碾米机的另一个重要部分,用于将碾米后的米粒与米糠分离。
该系统主要由振动筛、吹风机和皮仓组成。
在碾米后,稻谷的外壳会与米粒分离,通过振动筛的筛孔,米粒会被筛出,而米糠则会被吹风机吹出,最终收集在皮仓内。
四、输送系统输送系统用于将碾米后的米粒和其他杂质分离,并将米粒输送至出料口。
该系统包括筛分装置、输送带和出料斗。
筛分装置通过不同大小的筛孔将米粒和杂质分离,米粒会被输送带输送至出料口,而杂质则会被排除。
五、电控系统电控系统是砂辊碾米机的控制中心,用于控制机器的运行和各部分的协调工作。
电控系统包括电控箱、电机和传感器等设备,通过电控箱控制电机的启停和转速,通过传感器监测机器的运行状态,确保机器的正常运行。
总结起来,砂辊碾米机的结构主要由进料系统、碾米系统、去皮系统、输送系统和电控系统组成。
进料系统用于将稻谷投入机器,碾米系统通过砂辊的旋转将稻谷破壳和碾米,去皮系统用于分离碾米后的米粒和米糠,输送系统将米粒和杂质分离并输送至出料口,电控系统控制机器的运行和各部分的协调工作。
这些部分相互配合,共同完成稻谷的加工过程,提高稻谷的产量和质量。
碾米机说明

1.含谷率高。
①碾白室压力太小,应调节进口插板和阻力。
②阻刀磨损或间隙过大,应换阻刀或调节间隙。
③砂辊转速低,应提高砂辊转速。
④流量过大,应减少进料量。
⑤原粮太湿,应干燥后再加工。
2.产量下降。
①转速过低,应保证主轴额定转速。
②砂辊磨损,应换上新砂辊。
③阻刀和砂辊间隙过小,应调大间隙。
3.碎米太多。
①米机转速过高,应降低转速。
②阻刀推出过多,出口插板开度小,应退出阻刀,调大出门插板开度。
③砂辊粒度粗,应换上细粒砂辊。
④筛孔的毛刺朝向碾白室里,应重新安装糠筛使毛刺朝碾白室外。
⑤原粮质量差,应降低米机转速。
⑥原粮太湿,应干燥后再加工。
4.碾白不出米。
①进口插板开度过小,应逐渐拉开进口插板。
②阻刀与砂辊间隙过大,调节其间隙。
③原粮太湿,应干燥后再加工。
5.砂辊破损。
①硬物进入碾白室,应更换砂辊,筛选原粮。
②砂辊质量差,应更换砂辊。
③米机转速过高,应更换砂辊,降低转速(米机转速不应超过2000转/分)。
6.转速下降,电机发热。
①进出口插板开度不合适,应调节进出口插板。
②风量调节不当,筛孔堵塞,应调好风量,清理筛孔。
③电机功率小,应换电机。
④拨米翅过长,应打弯拨米翅或换短拨米翅。
⑤砂辊盖磨出深沟,应换砂辊盖。
7.米机剧烈震动。
①米机座不稳固,要坚固机座。
②坚固件松动,要固紧联接件。
③主轴弯曲,要修理或更换主轴。
④米机安装不平,要把米机调到水平。
⑤转速太快,要降低转速,保证在额定转速下工作。
8.有不正常的响声。
①原料中混进硬杂物,要打开碾白室,清除硬物。
②砂辊崩裂,要取出换新的砂辊。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
碾米砂辊的选用碾米就是借助于旋转的碾辊迫使米粒与碾白室构件及米粒与米粒之间产生互相碰撞、摩擦及翻滚等运动,利用碾削及摩擦擦离等作用将米粒表皮部分或全部去除,使之成为符合预定质量要求的大米的加工过程。
按碾辊材质的不同,常用的碾米机可大致区分为砂辊碾米机和铁辊碾米机2种结构形式。
与铁辊碾米机相比,砂辊碾米机碰撞、翻滚及碾削等作用柔和、碎米率低、电耗低、出米率高及生产效率高,因此砂辊碾米机是目前大米加工生产企业应用最广泛的碾米机械设备。
碾米砂辊是砂辊碾米机中更换较频繁的关键工作零部件,并且在一定范围内,碾米砂辊的质量还严重影响碾米机的产量、出米率、电耗及碎米率等技术经济性能指标及企业的经济效益。
如何提高大米加工生产企业的经济效益,是大米加工生产企业和粮食加工科技工作者共同关注的课题。
1 砂辊的构造目前,适合大米加工生产企业使用的磨料主要是黑碳化硅和绿碳化硅。
由于黑碳化硅价格便宜,货源充足,因此,黑碳化硅是目前制造碾米砂辊的主要磨料。
磨料属于瘠性物料,没有结合能力,欲使之成为具有碾削能力的碾米砂辊,须采用结合剂,目前可供碾米砂辊使用的结合剂主要是陶瓷结合剂和树脂结合剂。
由陶瓷结合剂和磨料构成的碾米砂辊称为陶瓷碾米砂辊,由树脂结合剂和磨料构成的碾米砂辊称为树脂碾米砂辊。
陶瓷碾米砂辊是由磨料和陶瓷结合剂(其主要成分为无机盐)在1200℃以上的高温烧结而成的组织结构致密的混合物,具有耐高温、耐磨耗及耐酸碱以及使用寿命长等优点;但脆性大,易损坏,自锐性能差,而且价格昂贵。
因价格及制造工艺复杂等原因,目前陶瓷碾米砂辊仍没有得到普遍应用,因此目前大米加工实践生产中仍普遍使用树脂碾米砂辊。
树脂碾米砂辊是由树脂结合剂(主要是酚醛树脂或环氧树脂)和磨料(主要成分是黑碳化硅)在180℃高温下烧结而成的多孔混合物。
因其烧结温度低、组织结构疏松、磨粒易于脱落、自锐性能好、工作过程中又能连续不断地产生锋刃的多棱角磨粒,结果增强了砂辊对米粒的碾削作用,提高了碾米效率,所以说树脂碾米砂辊(为便于描述,以下简称砂辊)具有不损伤米粒、碎米率低、出米率高、碾米效率高及电耗低等优点,特别适宜于原粮品质差及粉质粒原粮的加工。
由此可见,目前大米加工生产企业广泛应用的砂辊是由磨料、结合剂及空隙所组成的混合物。
2 砂辊的制造工艺流程目前,大米加工生产企业广泛应用的砂辊的制造工艺流程大致是:配料→混匀→模压成形→低温强化(约90℃)→磨削外形面(外圆表面及两端面)→成组磨削槽形面(螺旋槽、螺旋槽和直槽、螺旋槽和斜直槽等)→手工打磨槽形过度面(如:螺旋槽和直槽及螺旋槽和斜直槽的圆弧光滑连接处等)斗钻通风孔→高温烧结(约180℃)→校正静平衡→校正动平衡→喷涂黑碳化硅磨料(砂辊的外圆表面及槽形面)→包装入库。
砂辊的制造工艺流程具体说来就是:按预定的配方称取一定量的磨料(黑碳化硅及少量的棕刚玉等)与适量的树脂结合剂,将其投入到混粉机(涡轮混粉机、卧式螺旋带混粉机或双轴搅拌机等)内混合搅拌均匀后,称取一定量的磨料混合物,并将其填充到装有铁芯(铁芯的圆柱内孔面、键槽面、外圆柱面及两端面已经经过机械切削加工至规定的尺寸要求,同时为了进一步提高铁芯与磨料混合物的结合能力,铁芯的外圆表面还加工有许多三角形的小沟槽等)的模腔内,压力机动作后便获得物理机械强度适宜的砂辊坯体,砂辊坯体经加热炉低温(通常采用电阻加热炉,炉温约90℃)加热并保温一定时间后强化成为具有一定物理机械强度的砂辊毛坯,砂辊毛坯经磨削加工外圆柱表面、两端面及槽形工作面(螺旋槽、螺旋槽和直槽、螺旋槽和斜直槽等),再经手工打磨槽形工作面(如:螺旋槽和直槽或螺旋槽和斜直槽的圆弧光滑连接处等)以及钻削通风孔后,再进入电阻加热炉高温(炉温约180℃,因为温度超过200℃时,树脂结合剂就会熔化,温度超过250℃时,树脂结合剂就会碳化)。
加热并保温一定时间后成为具有适宜物理机械强度的砂辊半成品,最后经校正静平衡、校正动平衡、喷涂黑碳化硅磨料(砂辊的外圆柱表面及槽形面)及包装后即得砂辊制品。
3 砂辊的碾米工艺性能目前大米加工生产企业广泛应用的砂辊符合国家标准GB 5339-1985(碾米砂轮》的规定[1],制作砂辊的磨料符合国家标准GB 2476-1983《磨料代号》的规定[2],制作砂辊的结合剂也符合国家标准GB 2484-1984《磨具代号》的规定[3]。
3.1 磨料磨料是构成砂辊的主要原料,工业生产中广泛应用的磨料通常可大致区分为:天然磨料(如:石英、石榴石、天然刚玉和天然金刚石等)和人造磨料。
人造磨料包括:刚玉系和碳化物系等普通磨料,人造刚玉及立方氮化硼等超硬磨料以及硬度较低的磨料(如:氧化铬、氧化铁和玻璃粉等)。
目前碾米实践生产中广泛应用的砂辊通常是由人造磨料制成的,按磨料的种类的差异,适合大米加工生产企业应用的磨料主要是黑碳化硅(代号为C,原代号为TH)及绿碳化硅(代号为GC,原代号为TL)。
由于黑碳化硅比绿碳化硅价格便宜,货源充足,因此,黑碳化硅是目前制造砂辊的主要磨料。
3.2 粒度砂辊的粒度是指构成砂辊的磨料的粒度。
事实上,粒度是表示磨料颗粒尺寸的大小。
目前,适合大米加工生产企业应用的磨料粒度主要有:24#、30#、36#、40#、46#及60#共6个粒度号,其中粒度号数字大,表示磨料细;反之,粒度号数字小,表示磨料粗。
3.3 硬度砂辊的硬度是表示磨料颗粒粘接结合的牢固程度,它是指砂辊在外力的作用下,磨粒脱落的难易程度。
若磨粒易于脱落,表明砂辊的硬度低;反之,若磨粒难于脱落,表明砂辊的硬度高。
目前,适合大米加工生产企业应用的磨料制作的砂辊硬度大致有5个硬度等级。
3.4 结合剂砂辊所采用的结合剂几乎都是树脂结合剂(代号为B,主要成分是酚醛树脂或环氧树脂)。
树脂结合剂的结合强度大,并具有较好的弹性和耐冲击性,因此,砂辊在高速下能长期工作,并具有自锐性能好、碾米效率高、出米率高、电耗低及大米质量好等优点;但不耐高温、酸、碱及油类。
所以说,砂辊储藏保管时,应做好防潮、防霉、防冻及防过热等工作,绝不允许与酸、碱及石油类物质混放在一起。
3.5 组织号砂辊的组织号是表示磨粒在砂辊中的体积占有量,即磨粒率。
磨粒在砂辊表面、径向厚度及轴向高度等方向应分布均匀,组织结构均匀一致。
砂辊的组织号反映了砂辊的疏松程度及单位面积上参与碾削作用的磨粒数目的多少。
组织号数字小,表明砂辊的磨粒含量高,碾米效率高,那么砂辊磨耗低而使用寿命长;反之,组织号数字大,表明砂辊的磨粒含量低,碾米效率低,砂辊磨耗快而使用寿命短。
砂辊常用的组织号及其磨粒含量如表3所示。
3.6 强度砂辊的强度是指砂辊在高速旋转的工作状态中,由于离心力的作用,抵抗其自身破碎的能力。
为确保砂辊正常工作时不致破碎,砂辊的工作转速不应超过一定数值,实践生产经验表明,大米加工过程中砂辊的安全工作线速度通常不应超过20m/s。
显然影响砂辊强度的因素很多,除在运输、储藏、保管、安装、拆卸及使用砂辊时,应严格遵守操作规程外,砂辊的质量因素对砂辊的强度也有很大的影响。
但在其它条件不变的情况下,通常结合剂的物理机械强度越大,砂辊的壁厚(径向尺寸)越厚,几何形状位置尺寸精度越高,静不平衡及动不平衡量越小时,砂辊的强度就越高;反之,结合剂的物理机械强度越小,砂辊的壁厚(径向尺寸)越薄,几何形状位置尺寸精度越差,静不平衡及动不平衡量越大时,砂辊的强度就越低。
3.7 辊形砂辊按几何形状可大致区分为:异形砂辊(如原广泛应用的MNNF14旋筛喷风碾米机之双偏心砂辊等)和圆柱砂辊,圆柱砂辊按工作表面有无凹槽又可区分为:光面圆柱砂辊(也称盘状砂辊)和槽形圆柱砂辊,槽形圆柱砂辊按凹槽的形状还可区分为:直槽圆柱砂辊、斜槽圆柱砂辊和螺旋槽圆柱砂辊。
严格地说直槽圆柱砂辊、斜槽圆柱砂辊也是螺旋槽圆柱砂辊,因为当螺旋升角等于90°时,螺旋槽圆柱砂辊就变成直槽圆柱砂辊;当螺旋升角接近90°时,螺旋槽圆柱砂辊就变成斜槽圆柱砂辊。
根据运动学和动力学的相关知识可知:①异形砂辊因其辊形的特殊性(非圆柱形),其转动惯量比同规格等质量的圆柱砂辊大,即工作时异形砂辊碾米机电耗高;②在同一横截面内异形砂辊表面与筛片及压筛条之间的间隙(存气)的不均匀,导致碾白压力分布的不均匀,结果易损伤米粒,造成碎米,因此实践生产中异形砂辊的假想直径(最大旋转直径)通常较小,以不超过140mm为宜,并且目前已逐渐被螺旋槽圆柱砂辊所取代。
同时,由于光面圆柱砂辊对米粒的碾削作用非常剧烈,通常仅适用于粳米的加工。
由此可见,目前大米加工生产企业广泛应用的砂辊几乎都是螺旋槽圆柱砂辊(为了描述方便,以下简称螺旋槽砂辊)。
螺旋槽砂辊的螺旋槽是由正反两螺旋面构成的,通常将顺着砂辊旋转方向的螺旋面称为前向面(也称推进面),逆着砂辊旋转方向的螺旋面称为后向面(也称副面)。
在砂辊的轴向剖面内,前向面与砂辊半径方向的夹角β称为推进角,后向面与碾米砂辊半径方向的夹角为γ,前向面与后向面之间的夹角(β+γ)称为槽形角,槽形角的大小便于加工砂辊时选择刀具(磨具)的规格尺寸,同时也表示槽宽的大小。
槽深为b,螺旋槽砂辊的直径为D,导程为H,根据螺旋面的性质,可以得出螺旋槽砂辊的螺旋升角π—圆周率,取π=3.1416。
3.8 使用寿命砂辊在工作过程中,因磨粒的逐渐脱落,导致砂辊直径的逐渐减小,具体表现为砂辊表面形成凹坑,螺旋槽逐渐变窄变浅,甚至磨平消失等。
严重影响碾米机的碾米效率和产量,造成大米精度的变差、碎米及电耗的增多等,为了碾米机的正常工作,磨损了的砂辊应及时更换。
通常砂辊从投入生产应用到更换时所加工的大米数量称为砂辊的使用寿命,虽然它与碾米砂辊的配方、辊形、制造工艺流程、碾白室构造、原粮的品质、大米加工工艺流程及操作管理等许多因素有关,但通常要求砂辊的使用寿命不小于6000t大米的加工。
4 砂辊对大米质量的影响4.1 粒度由于稻谷种植区域的广阔性及气候条件的复杂多变,造成稻谷品质的差异性,因此,加工不同品质的原粮,砂辊的粒度也应不同。
若选用粒度过粗的砂辊,不仅砂辊对米粒表面的划痕较深,米粒表面粗糙不平,而且还易损伤米粒造成碎米;若选用粒度过细的砂辊,虽然米粒表面光滑平整,但碾米效率低,电耗高。
所以实践生产中应根据原粮的品质选用适宜粒度的砂辊。
具体就是:采用多级轻碾的工艺流程时,碾米砂辊的粒度应前粗后细,因为刚进入碾米机的糙米皮层厚而表面光滑,抗压抗弯曲及抗剪切能力大,为了提高碾米效率,通常可采用24#及30#粒度的砂辊;而后面的碾米机主要是起碾白作用,由于米粒表面粗糙及抗压抗弯曲及抗剪切能力的减弱,若再用较粗粒度的砂辊,势必损伤米粒造成碎米,所以砂辊的粒度应细一些,通常可采用46#及60#粒度的砂辊。